Технология производства кисломолочных продуктов
Содержание
Введение
.
История производства кисломолочных продуктов
.
Основы производства и классификация йогурта
.1
Основы производства
.2
Предварительная обработка молочной основы
.3
Прием и хранения молока
.4
Повышение содержания сухих веществ
.5
Добавление стабилизаторов
.6
Гомогенизация
.7
Тепловая обработка
.8
Процесс ферментирования молока
.9
Внесение закваски
.10
Охлаждение
.11
Добавление фруктов, вкусовых веществ и красителей
.12
Упаковка
.13
Холодильное хранение, транспортировка и продажа
.14
Классификация
.15
Российский рынок йогуртов в январе - июле 2010 года
.
Производственное оборудование
.1
Домашнее приготовление или мелкое производство
.2
Производство на малом предприятии
.3
Крупное промышленное предприятие
.4
Санитарно-гигиенические условия предприятия
Заключение
Библиографический
список
Введение
С развитием маркетинга и рекламного бизнеса на
товарном рынке России появилось множество продуктов, под название «йогурт»,
«творожная масса», «сгущенка» и т.д., которые, казалось бы, относятся к
молочной продукции, но при употреблении в пищу, не отвечают вкусовым качествам,
присущим продуктам указанной группы товаров. Потребитель лишь при детальном
изучении упаковки товара может определиться в своем выборе и уменьшить
вероятность обмана со стороны недобросовестного продавца. В связи с
вышесказанным, представляется весьма актуальной для исследования тема
технологии производства и переработки кисломолочных продуктов (йогуртов),
поскольку возможно поэтапно описать весь технологический процесс получения
йогурта начиная от выбора продуктов и заканчивая требованиями к оборудованию,
используемому для его получения.
Целью настоящей курсовой работы является
изучение истории производства кисломолочных продуктов, способов получения и
классификации йогуртов, стадий процесса производства, используемого
производственного оборудования при изготовлении кисломолочных продуктов
(йогурта).
При подготовке к написанию работы использованы
нормативно-правовые акты Российской Федерации, учебная литература таких авторов
как А.Й. Тамим, Р.К. Робинсон, Б.М. МакКеин, статьи в публицистических
журналах, материалы из сети Интернет. В курсовой работе так же представлены
схемы, графики и экономический анализ.
1. История производства
кисломолочных продуктов
Ферментация - один из старейших методов,
используемых людьми для получения из молока продуктов с увеличенным сроком
хранения. Возможно, первое ферментированные продукты произвели около 10-15
тысяч лет назад, когда люди перешли от собирательства к производству пищи. Эта
перемена сопровождалась одомашниванием животных.
Первый шаг в этом направлении оказался весьма
прост, поскольку кочевники использовали для хранения молока бурдюки,
изготовленные из шкур животных. Обычно йогурт употребляли в пищу вскоре после
приготовления, но если его оставлял на некоторое время в подвешенном бурдюке,
состав продукта резко менялся. Так, поскольку сыворотка испарялась через кожу,
относительное содержание сухих веществ и кислотность йогурта возрастали. В
результате получался концентрированный йогурт с кислотностью более 2,0%
молочной кислоты и содержанием сухих веществ около 25 г/100 г. Первоначально
содержание сухих веществ в йогурте было 12-13 г/100 а кислотность - около 1,5%
молочной кислоты.
Из йогурта можно изготовить множество разных
продуктов (некоторые примеры приведены на рис. 1.1).

Рис. 1.1 - Различные процессы производства
родственных йогурту продуктов
Когда хранение молока в охлажденном состоянии
распространилось достаточно широко, интерес к традиционным продуктам типа
йогурта упал повсеместно, кроме некоторых общин на Среднем Востоке. Вместо
традиционных появилось новое поколение йогуртов; производство сосредоточилось в
основном на крупных молокозаводах, а успех продаж определялся наличием сети
розничных магазинов с охлаждаемыми хранилищами с температурой ниже 7 °С.
Первоначально производство было ограничено натуральным йогуртом, и покупателями
являлись в основном те, кто верил в полезность йогурта для здоровья.
В Европе некоторую известность йогурт приобрел в
связи с болезнью живота короля Людовика XI
<#"583575.files/image002.jpg">
Рис. 2.1 - Обобщенная схема, иллюстрирующая
различные способы производства йогурта
культивирование при низкой температуре,
например, при температуре окружающей среды, ведет к замедлению процесса
сквашивания молока (18 ч и более); оптимальным является сквашивание в течение
2,5-3 ч при 40-45 0С;
низкая скорость кислотообразования может вызвать
нежелательные побочные эффекты, например, синерезис (отделение сыворотки), что
снижает качество йогурта;
традиционная технология не позволяет управлять
процессом образования молочной кислоты на стадии сквашивания.
Тем не менее очевидно, что несмотря на эти
недостатки, в основе современной технологии производства йогурта (рис. 2.1)
лежит традиционный процесс. Практически все основные изменения в технологии
основаны на следующих факторах:
чистота заквасок, получаемых от промышленного
производителя, от банков заквасок или исследовательских организаций;
приготовление в условиях предприятия
высокоактивных заквасок на стерильном молоке;
регулирование и поддержание оптимальной
температуры сквашивания, что обеспечивает необходимое нарастание кислотности за
определенный промежуток времени;
возможность быстрого охлаждения сгустка при
нужном уровне кислотности, что способствует получению более однородного по
консистенции продукта;
2.2 Предварительная обработка
молочной основы
Молоко в основном состоит из воды, но содержит
также смесь сложных компонентов (белков, углеводов, жиров, минеральных веществ
и витаминов), являющихся основными источниками пищевых веществ для
новорожденных млекопитающих. Для получения йогурта используется молоко
различных видов млекопитающих, различающееся по химическому составу (табл.
2.2).
Таблица 2.2 - Химический состав молока различных
видов млекопитающих (г/ 100 г)
|
вид
|
вода
|
жир
|
белки
|
лактоза
|
зола
|
|
Ослица
|
89,0
|
2,5
|
2,0
|
6,0
|
0,5
|
|
Буйволица
|
82,1
|
8,0
|
4,2
|
4,9
|
0,8
|
|
Верблюдица
|
87,1
|
3,7
|
4,1
|
0,9
|
|
Корова
|
87,4
|
3,9
|
3,3
|
4,7
|
0,7
|
|
Коза
|
87,0
|
4,5
|
3,3
|
4,6
|
0,6
|
|
Кобылица
|
88,8
|
1,9
|
2,6
|
6,2
|
0,5
|
|
Самка
северного оленя
|
63,3
|
22,5
|
10,3
|
2,5
|
1,4
|
|
Овца
|
81,6
|
7,5
|
5,6
|
4,4
|
0,9
|
Поскольку коровье молоко широко распространено в
большинстве стран мира, далее основное внимание будет уделено именно его
использованию в качестве сырья для производства йогурта. Следует отметить, что
молоко коров различных пород отличается по содержанию основных компонентов
(жир, белок, лактоза, минеральные вещества).
Вместе с тем даже у коров одной породы
химический состав молока непостоянен и зависит от возраста животного, стадии
лактации, времени года и температуры воздуха, полноты выдаивания молока и
интервала между дойками, кормления, состояния здоровья животного и целого ряда
других факторов.
Для исключения влияния упомянутых факторов на
состав молока применяется его нормализация или обогащение, что должно
обеспечить:
•соответствие действующим или вновь вводимым
стандартам на йогурт по содержанию жира и/или СОМО;
•получение продукта, соответствующего стандартам
по таким показателям как кислотность, сладость и консистенция в целях
удовлетворения требований потребителя; если кислотность и содержание сахара или
подсластителя можно регулировать в процессе производства, то вязкость и
консистенция йогурта, как отмечалось выше, определяется содержанием белка в
исходном молоке; в связи с этим исключительно важно обогащение молока
(увеличение СОМО).
Молоко может содержать соматические клетки,
например, клетки эпителия и лейкоциты из вымени, попадающие в молоко из-за
небрежности при доении. В молоко могут попадать также солома, листья, волосы,
семена, частицы почвы и т. д. Основная цель первичной обработки молока -
удаление этих примесей для повышения качества конечного продукта. Для очистки
молока применяют различные способы, наиболее простым и распространенным из
которых является фильтрация.
2.3 Приемка и хранение молока
Собранное молоко с ферм транспортируется в
цистернах или флягах (бидонах). Переработка молока предусматривает следующее:
охлаждение до температуры 5°С;
различную обработку перед хранением, например,
термизацию при температуре 65-67°С и охлаждение до 5°С и ниже, использование молочнокислых
бактерий или другой микрофлоры для ограничения роста психротрофных
(холодолюбивых) бактерий;
добавление формиата (соли или эфира муравьиной
кислоты) или продувку углекислым газом
2.4 Повышение содержания сухих
веществ
Общее содержание сухих веществ в молоке во
многом определяет свойства конечного продукта. Содержание сухого вещества
обычно варьируется от 9% в случае йогурта, приготовленного без обогащения на
обезжиренном молоке, до 20% для некоторых «концентрированных» йогуртов. На
потребительском рынке наиболее распространен йогурт с содержанием сухого
вещества 13-17%. Существует несколько способов обогащения молока, с помощью
которых увеличивают содержание сухих веществ. К ним относятся некоторые
мембранные процессы, например, обратный осмос, добавление сухого обезжиренного
или концентрированного молока. Операции, диспропорционально увеличивающие
количество сухих веществ, заключаются в добавлении некоторых видов сухих белков
- сывороточных или на основе казеина или в использовании отдельных мембранных
процессов, таких как ультрафильтрация или нанофильтрация. Выбор метода
определяется видом сырья и имеющимся оборудованием.
2.5 Добавление стабилизаторов
При изготовлении йогурта к молочной основе
добавляют только стабилизаторы. Основная цель добавления стабилизаторов к
молочной основе - улучшение и сохранение таких важных характеристик йогурта,
как структура и консистенция, вязкость, внешний вид и вкус. При производстве
йогурта сгусток часто подвергается механической обработке, например:
перемешивание сгустка в резервуаре в конце
сквашивания или перемешивание в резервуаре для охлаждения;
перекачивание сгустка в пластинчатый или
трубчатый охладитель;
перемешивание при введении в сгусток фруктов или
ароматизаторов с последующим перекачиванием в фасовочно-упаковочный автомат;
тепловая обработка сгустка после сквашивания для
получения пастеризованного йогурта;
В результате такой обработки йогурт может стать
менее вязким или может произойти отделение сыворотки. Добавление стабилизаторов
позволяет преодолеть эти недостатки.
В йогурте они выполняют две основные функции:
во-первых, связывают воду, и, во-вторых, увеличивают вязкость.
2.6 Гомогенизация
Гомогенизация означает буквально получение
гомогенной (однородной) эмульсии двух несмешиваемых жидкостей - например,
масла/жира и воды. В молочных продуктах встречаются два вида эмульсий:
«масло в воде» - «прямая» эмульсия, в которой
капельки масла (жира) распределены в водной фазе (в эту категорию попадает
большинство гомогенизированных молочных продуктов);
«вода в масле» - «обратная» эмульсия, в которой
капельки воды распределены в масляной фазе (типичный пример - сливочное масло).
Молоко для йогурта - типичный пример эмульсии
типа «масло в воде», поэтому со временем жир стремится отделиться (особенно в
период сквашивания в резервуарах). Для предотвращения этого молочную основу
подвергают высокоскоростному перемешиванию или гомогенизации, т. е. ее
пропускают под высоким давлением через небольшое отверстие или кольцевой зазор.
Однако изменения составных частей молока, и
желаемый результат гомогенизации могут быть достигнуты только при соблюдении
определенных условий, а именно правильном выборе давления и температуры
гомогенизации с учетом необходимого содержания жира в обрабатываемой смеси.
2.7 Тепловая обработка
Нагревание молока, как упоминалось выше, давно
применяется в производстве йогурта для увеличения концентрации сухих веществ в
молочной основе. По современным представлениям, назначение тепловой обработки
молока при производстве кисломолочных продуктов заключается в следующем:
разрушение и/или удаление патогенных и других
нежелательных микроорганизмов;
создание условий, благоприятных для развития
микрофлоры закваски;
Тепловая обработка молока является одной из
наиболее распространенных операций в промышленном производстве различных
молочных продуктов.
Тепловую обработку молока при производстве
йогурта можно проводить при различных режимах. Возможные варианты, включая
термизацию, представлены в таблице 2.3.
Таблица 2.3 - Режимы тепловой обработки натурального
молока и молочной основы для йогурта
|
Продолжительность
|
Температура
(°С)
|
Вид
тепловой обработки
|
|
Несколько
с
|
<
65
|
Термизация
|
Основная
цель - уничтожить психротрофные бактерии; не вызывает других необратимых
изменений
|
|
30
мин
|
65
|
Длительная
пастеризация (в ванне длительной пастеризации)
|
Разрушение
почти всех патогенных микроорганизмов, присутствующих в молоке, однако
уничтожаются не все вегетативные клетки микроорганизмов; инактивация
некоторых ферментов; вкус и сыворотчные белки не изменяются
|
|
15
с
|
72
|
Кратковременная
пастеризация
|
|
|
4-20
с 30 мин а 5 мин а
|
85
85 90-95
|
Высокотемпературная
пастеризация
|
Уничтожение
всех вегетативных клеток, но не спор бактерий; разрушается большая часть
ферментов, но не молочные и бактериальные протеипазы или бактериальные
липазы; денатурация белков сыворотки
|
|
40-20
мин
|
110-120
|
Стерилизация
периодическим способом (например, в автоклавах)
|
Разрушение
всех микроорганизмов и спор; некоторые виды УВТ могут быть недостаточны для
инактивации всех ферментов; имеют место химические изменения, меняется цвет и
вкус молока
|
|
20-2
с
|
135-150
|
УВТ
|
|
2.8 Процесс ферментирования молока
При производстве йогурта подвергнутое тепловой
обработке молоко охлаждается до температуры внесения закваски и обычно
сквашивается (ферментируется) при 40-45°С, оптимальной температуре для роста
этой смешанной культуры (метод краткой инкубации). В некоторых случаях
продолжительность сквашивания может составлять 2,5 ч (при условии, что закваска
(в количестве 3%) достаточно активна, и отношение между палочками и кокками
хорошо сбалансировано). Однако может быть использовано и более продолжительное
сквашивание при 30°С около 16-18 ч или до достижения желаемой кислотности
(например, до следующего дня).
Когда охлажденное молоко перекачивается в
резервуар для сквашивания, закваска обычно дозируется непосредственно в молоко,
или, если используется многоцелевой резервуар, закваска добавляется вручную,
либо (при большом объеме резервуара) необходимое количество закваски подается в
него насосом. Как будет показано ниже, при производстве густого йогурта
(термостатный способ) собственно ферментация может происходить в
потребительской таре, а при производстве перемешаного йогурта (резервуарный
способ) молоко сквашивается в резервуаре. Независимо от вида производимого
йогурта биохимические реакции, отвечающие за формирование геля/сгустка,
идентичны.
2.9 Внесение закваски
Производство йогурта в настоящее время более
централизовано, чем в прошлом, и поскольку успех напрямую зависит от
применяемой технологии, тщательная селекция, сохранение и последующее
культивирование микрофлоры закваски помогает достичь стандартного качества в
конечном продукте и поддерживать его на должном уровне.
Обычно для йогурта используют культуры двух
видов Streptococcus thermophilic и Lactobacillus delbmeckii подвида bulgaricus.
Эти микроорганизмы, как правило, культивируют вместе, называя заквасками со
смешанными штаммами или смешанном культурой. Микроорганизмы культуры в
небольшом количестве сохраняют в качестве запасной (музейной) культуры, которые
впоследствии активизируют для использования в молочном производстве. Для
получения требуемого объема используют определенную систему пересадок.
Например, если ежедневное производство йогурта составляет 25 000 л, а объем для
заквашивания - 2мл/100 мл, то количество необходимой закваски составляет 500 л.
Активизацию исходной заквасочной культуры и
приготовление лабораторной закваски проводят в микробиологической лаборатории,
а пересадочную и производственную закваски готовят в заквасочном отделении
молочного предприятия. Указанные стадии приготовления закваски наглядно
представлены на рис. 2.2.
Активная производственная закваска должна иметь
следующие характеристики:
максимальное количество жизнеспособных клеток;
отсутствие любых загрязнителей, например, коли -
форм, дрожжей или плесеней;
сохранение активности при культивировании в
молоке в процессе производства йогурта, а следовательно, и при промежуточных
пересадках крайне важно.
Лабораторную и пересадочную закваски готовят на
стерильном молоке и в стерильных условиях. Активность их можно поддерживать с
помощью одного из следующих приемов:
снижая метаболическую активность микроорганизмов
или управляя ею путем обычного охлаждения - этот подход применяется для
кратковременного хранения закваски (до недели);
концентрированием и отделением микроорганизмов
от продуктов их жизнедеятельности, с последующим формированием суспензии в
стерильной среде и, наконец, сохранением сушкой или замораживанием.
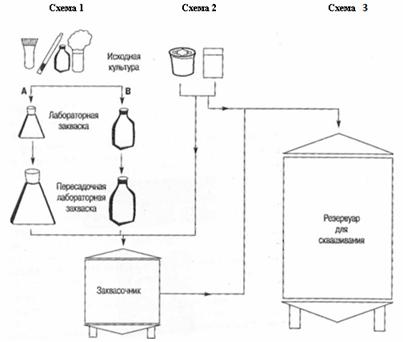
Рис. 2.2 - Приготовление закваски
В первой схеме исходная культура,
предназначенная для получения производственной закваски, может быть жидкой,
сублимированной пли замороженной при - 196 °С.
Во второй и третьей схемах исходной культурой
может служить бактериальный концентрат, полученный сублимационной сушкой или
замораживанием при температуре от - 60°С до - 196°С, который используется для
приготовления производственной закваски или непосредственно йогурта.
2.10 Охлаждение
Производство йогурта - процесс биологический, и
одним из наиболее популярных методов регулирования метаболической активности
микроорганизмов закваски и их ферментов является охлаждение. Охлаждение сгустка
начинается непосредственно после достижения продуктом желаемой кислотности,
например, рН около 4,6 или 0,9% молочной кислоты - в зависимости от вида
производимого йогурта, используемого способа охлаждения и/или эффективности
теплопередачи.
Поскольку при температуре около 10 °С
микроорганизмы йогурта проявляют ограниченную активность роста, основная цель охлаждения
- это как можно быстрее снизить температуру сгустка с 30-45 °С до 10 °С и ниже
(лучше всего - около 5°С) для контроля конечной кислотности йогурта. Процесс
охлаждения йогурта может состоять из одной или двух стадий.
Одностадийное охлаждение
При таком процессе сгусток охлаждается от
температуры инкубации до температуры ниже 10°С перед добавлением вкусовых
веществ и упаковкой. Этот подход основан на предположении, что сгусток при
низкой температуре более стабилен, чем при 20°С, и поэтому он меньше повреждается
при последующих стадиях (механическое воздействие при введении фруктов/вкусовых
добавок и при заполнении тары для розничной продажи). Фактически сгусток при
температуре около 20 °С менее вязок, и, следовательно, продукт может быть
перемешен из одной части технологического оборудования в другую с минимальными
нарушениями структуры. В связи с этим одностадийное охлаждение в промышленности
используется довольно редко.
Двухстадийное охлаждение
При таком подходе в первой стадии охлаждения
температуру сгустка снижают от 35-45°С примерно до 20 °С (перед добавлением
вкусовых добавок и розливом). Вторая стадия охлаждения проводится в холодильной
камере, где йогурт охлаждается до температуры ниже 10 °С. Таким образом,
конечное охлаждение йогурта происходит в таре для розничной продажи, и,
поскольку сгусток остается неповрежденным, через 1-2 суток хранения
консистенция йогурта улучшается.
Кроме того, следует отметить, что охлаждение
йогурта начинается при относительно высоком значении рН, и поэтому скорость охлаждения
(медленное или быстрое) определяет конечную кислотность продукта, влияя на
структуру молочного геля. Очень быстрое охлаждение может вести к отделению
сыворотки, а из-за слишком быстрого сжатия белковой матрицы, которое в свою
очередь влияет на гидрофильные свойства.
2.11 Добавление фруктов, вкусовых
веществ и красителей
Для придания йогурту фруктового вкуса можно
использовать свежие фрукты, но из-за сезонности их поступления и изменений
качества применение их в промышленности очень ограничено. Более широко
используются переработанные фрукты прежде всего потому, что необходимая
фруктовая смесь при переработке может быть нормализована в соответствии с
требованиями потребителя. Обычно фруктовая смесь для производства йогурта
состоит из фруктов, сахара (сиропа и/или искусственных подсластителей),
стабилизаторов, вкусовых добавок, красителей и пищевых кислот или регуляторов
рН. Добавляемые фруктовые смеси можно разделить на пресервы, консервированные
фрукты и другие.
.12 Упаковка
Важнейшая стадия в производстве йогурта - это
расфасовка и упаковка.
Йогурт упаковывают в потребительскую тару
различной вместимости из упаковочных материалов, разрешенных органами
Госсанэпиднадзора Минздрава России для контакта с молочными продуктами,
обеспечивающих
безопасность и сохранность йогурта в процессе
его производства, транспортирования, хранения и реализации.
Потребительскую тару (бумажные пакеты из
комбинированных материалов, коробочки, стаканчики и др.) укупоривают способом,
обеспечивающим сохранность продукта.
Йогурт в потребительской таре выпускают с
предприятия в транспортной таре из упаковочных материалов, разрешенных органами
Госсанэпиднадзора Минздрава России для контакта с молочными продуктами.
Важно правильно выбрать упаковочный материал и
спроектировать потребительскую упаковку так, чтобы она отвечала предъявляемым
требованиям, где должно быть указанно:
наименование продукта;
наименование и адрес производителя;
примерный химический состав, данные о
питательных свойствах продукта, ингредиенты (перечисляемые в порядке убывания
их веса);
срок годности (лучше использовать формулировку
«годен до»);
возможные рецепты или указания по употреблению.
2.13 Холодильное хранение,
транспортировка и продажа
Охлаждение йогурта до температуры ниже 10 °С и
поддержание этой температуры до поступления продукта потребителю способствует
замедлению биологических и биохимических реакций, происходящих в йогурте.
Для сведения к минимуму некоторых из этих
реакций необходимо охлаждение йогурта; при этом условии сохранность продукта
вполне может составлять до трех недель со дня производства. В течение первых
24-48 ч холодильного хранения наблюдается улучшение физических характеристик
сгустка, в связи, с чем примененяется дополнительная выдержка продукта перед
реализацией.
В соответствии с требованиями, предъявляемыми к
режимам хранения, транспортировки, оптовой и розничной торговли, молочные
продукты делят на три категории:
продукты, хранящиеся при температуре ниже -18 °С
(мороженое и родственные замороженные продукты);
скоропортящиеся продукты с небольшим сроком
хранения (например, пастеризованное натуральное молоко, сливки, йогурт,
кисломолочные продукты, несоленые мягкие сыры, масло и нарезанные для продажи в
розницу твердые и полутвердые сыры), которые должны храниться при температуре
0-10 °С (при допустимом отклонении ±1 °С) и транспортировать его при той же
температуре, но при допустимом отклонении ±2,5 °С. Однако для гарантии качества
продукта большинство крупных производителей стремится хранить и
транспортировать йогурт при температуре ниже 10 °С.
Транспортировка
При транспортировке необходимо учитывать:
сведение к минимуму тряски, которая может вести
к снижению вязкости йогурта и отделению сыворотки (полностью исключить тряску
сложно, особенно при длительной транспортировке).
Розничная торговля и потребитель
До продажи йогурт должен находиться в
холодильных шкафах.
Йогурт следует употреблять непосредственно после
покупки или хранить до употребления в бытовом холодильнике.
Употреблять йогурт следует охлажденным до
температуре 10 °С, поскольку при более низкой температуре его вкус
воспринимается хуже, а при температуре выше 10 °С продукт теряет свежесть, в
связи с чем возможно снижение его вязкости.
Каждый регион имеет предпочтения своих мест
покупок (табл. 2.4)
Таблица 2.4 - Места розничной торговли
|
Места
розничной торговли
|
Предпочтения
по местам покупок, %
|
|
Мелкооптовый
рынок, ярмарка
|
29
|
|
Продовольственные
магазины
|
53
|
|
Гастрономы
|
25
|
|
Универсам,
супермаркет
|
39
|
|
Киоск,
палатка на улице, лоток
|
3
|
Цена в розничной торговле тоже варьируются в
зависимости от потребительских способностей, марки производителя и места продаж
(город/поселок, район, магазин/ранок/торговый центр).
.14 Классификация
В зависимости от применяемого сырья йогурт и
био-йогурт подразделяют на:
йогурт из натурального молока;
йогурт из нормализованного молока или
нормализованных сливок;
йогурт из восстановленного (или частично
восстановленного) молока;
йогурт из рекомбинированного (или частично
рекомбинированного) молока.
Йогурт в зависимости от применяемых пищевкусовых
продуктов, ароматизаторов и пищевых добавок подразделяют на:
фруктовый (овощной) йогурт;
ароматизированный йогурт;
витаминизированный;
Йогурт в зависимости от нормируемой массовой
доли жира подразделяют на:
молочный нежирный;
молочный пониженной жирности;
молочный полужирный;
молочный классический;
молочно-сливочный;
сливочно-молочный;
сливочный.
Йогурт по физико-химическим показателям должен
соответствовать нормам (таблице 2.5).
Таблица 2.5 - Физико-химические нормы
|
Наименование
показателя
|
Норма
|
|
Массовая
доля жира, %
|
|
|
молочный
нежирный
|
не
более 0,1
|
|
молочный
пониженной жирности
|
от
0,3 до 1,0
|
|
молочный
полужирный
|
от
1,0 до 2,5
|
|
молочный
классический
|
от
2,7 до 4,5
|
|
молочно-сливочный
|
от
4,7 до 7,0
|
|
сливочно-молочный
|
от
7,0 до 9,5
|
|
сливочный
|
не
менее 10,0
|
|
Массовая
доля молочного белка, % не менее
|
|
|
для
йогурта без наполнителей
|
3,2
|
|
для
фруктового (овощного) йогурта
|
2,8
|
|
Массовая
доля сухих обезжиренных веществ молока, % не менее
|
|
|
для
йогурта без наполнителей
|
9,5
|
|
для
фруктового (овощного) йогурта
|
8,5
|
|
Массовая
доля сахарозы и общего сахара в пересчёте на инвертный сахар
|
Устанавливается
в технической документации на конкретное наименование йогурта,
вырабатываемого с сахаром и (или) плодово-ягодными наполнителями
|
|
Массовая
доля витаминов, %
|
|
Кислотность,
Т
|
от
75 до 140
|
|
Фосфатаза
|
отсутствует
|
|
Температура
при выпуске с предприятия, °C
|
4±2
|
2.15 Российский рынок йогуртов в
январе - июле 2010 года
В настоящее время йогурты имеют большую
популярность. Наряду с вкусовыми качествами, йогурты нормализуют работу
кишечника и являются активаторами иммунной системы. По этой причине на Западе
йогурты потребляют в достаточно больших количествах - от 13 до 35 кг в год на
человека (в России - 2-3 кг).
За январь-июнь 2010 года в России было
произведено 367 тыс. тонн йогурта. Основная часть произведенного продукта - это
йогурт с пищевыми добавками. Выпуск йогурта без пищевых продуктов и пищевых
добавок в рассматриваемом периоде составил 60 тыс. тонн (16%) (рис. 2.3).
Проведя анализа опроса потребителей можно
отметить что:
употребляют йогурт ежедневно - 38%;
-4 раза в неделю - 25%;
раз в 2 недели - 7%;
Динамика рынка йогуртов зависит от следующих
факторов:
Благосостояние населения;
Активной пропаганды лидерами рынка культа
здорового питания, в котором йогурты становятся на одно из первых мест;
Использование привлекательной упаковки, йогурты
- наиболее активные рекламируемые молочные продукты;
Рентабельности - йогурты остаются наиболее
рентабельной для производителей молочной продукцией.

Рис. 2.3 - Динамика производства йогуртов в
России в январе - июле 2010 г., тонн
Лидерство по общему объему продаж принадлежит
Danone. (рис. 2.4) Основанная еще в 1919 году в Барселоне, на сегодняшний день
компания является одним из крупнейших и динамично развивающихся производителей
молочной продукции в мире. В России продукция компании Danone появилась 1992
года в г. Москве. На заводах компании производится продукция под брендами
«Даниссимо», «Растишка», «Актимель», «Активия»
Компания Вимм-Билль-Данн занимает второе место в
рейтинге. Датой основания предприятия считается 1992 год, тогда компания начала
свою деятельность с производства соков. В 1997 году был начат выпуск молочных
продуктов под маркой «Домик в деревне», а в 1998 году - йогуртов «Чудо». В
настоящее время в России, Украине, и Центральной Азии насчитывается более 35-ти
заводов компании Вимм-Билль-Данн. Выпускающая продукцию торговых марок
«Имунеле», «Домик в деревне», «Веселый молочник», «Чудо» и др.
Компания Юнимилк - ведущий производитель
молочной продукции и детского питания в России, Украине, Казахстане и
Белоруссии. Сильные бренды, отлаженная логистика, оптимальное распределение
производственных площадок и тесное партнерство с поставщиками сырого молока
позволяют ежедневно предлагать свежие продукты более чем 170 миллионам
потребителей. В компанию Юнимилк входят марки: "Простоквашино",
"Био Баланс", "Летний День", "Для всей семьи" и
др.
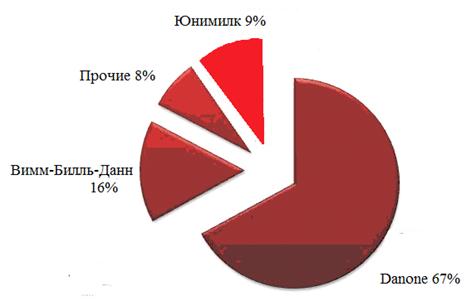
Рис. 2.4 - Компании - производители йогурта
(январь - июль 2010 г.)
В данной главе были подробно описаны стадии
производства йогурта такие как: предварительная обработка молочной основы,
приемка и хранение молока, повышение содержания сухих веществ, добавление
стабилизаторов, добавление подсластителей, гомогенизация, тепловая обработка,
процесс ферментирования молока, внесение закваски и способы сохранения
закваски, охлаждение: одностадийное охлаждение и двухстадийное охлаждение,
добавление фруктов, вкусовых веществ и красителей, упаковка, холодильное хранение,
транспортировка и продажа, а так же сравнительный анализ Российского рынка
продаж йогуртов в январе - июле 2010 года. Необходимо отметить, что
качественный кисломолочный продукт - йогурт, возможно получить после
прохождения им всех указанных стадий производства, с соблюдением технологий,
ГОСТов и санитарно-гигиенических требований.
3. Производственное оборудование
Процесс приготовления йогурта развивался годами
- от простой малопроизводительной домашней операции до производства на средних
и крупных предприятий перерабатывающих десятки тысяч литров в день. Необходимые
приспособленное оборудование варьируются в зависимости от производимого сорта
йогурта, масштабов производства и достигнутого уровня техники. Таким образом,
представляется целесообразным рассмотреть оборудование и предприятия в
соответствии разными масштабами производства йогуртов, а именно: домашнее
приготовление или мелкое производство; производство на малом предприятии;
крупное промышленное производство.
3.1 Домашнее приготовление или мелкое
производство
йогурт производство гомогенизация
ферментирование
Традиционно в домашних условиях йогурт готовится
с использованием обычной кухонной утвари. Молоко нагревается в кастрюле, и в
этой же емкости происходит его свертывание (pис. 3.1).
|
Поместить
1 л цельного молока в кастрюлю и нагреть почти до кипения (для изготовления
густого йогурта добавить 20-40 г сухого молока, приблизительно 2,5-5 ст.л.),
сахар добавляется по вкусу
|
|
Охладить
до 45 'С (или чуть выше температуры крови), добавить одну столовую ложку без
верха натурального йогурта без сахара
|
|
Разлить
жидкость в емкости йогуртницы и герметически закрыть обжимающими крышками,
или обернуть кастрюлю одеялом, или налить заквашенное молоко в чистый широкий
термос
|
|
В
зависимости от активности йогуртовых культур и/или температуры
продолжительность сквашивания может составлять от 3 до 18 ч
|
|
Охладить
йогурт как можно быстрее желательно поместить на ночь в холодильник
|
|
Добавить
фрукты (свежие фрукты, фруктовое пюре или джем) и сахар по вкусу и осторожно
перемешать
|
|
До
употребления хранить продукт в холодном месте
|
Рис. 3.1 - Производство йогурта в домашних
условиях
Следует помнить:
(а) одна порция изготовленного йогурта может
быть использована в качестве закваски для следующей партии;
(б) перезаквашывание может привести к увеличению
времени, необходимого для образования сгустка, поэтому рекомендуется свежий
йогурт изготавливать каждую неделю;
(в) настоятельно рекомендуется использовать
свежие, активные культуры, что позволяет добиться сокращения продолжительности
сквашивания.
Для любителей домашнего йогурта стали доступны и
специальные приспособления (йогуртоварки или йогуртницы). Теплое молоко,
заквашенное какой-либо культурой (или натуральным йогуртом), можно поместить в
широкий термос и не перемешивать, давая молоку свертываться. Сразу после
свертывания необходимо охлаждение, а фрукты и/или сахар добавляются в уже
охлажденный продукт.
Основные стадии процесса приготовления йогурта с
ненарушенным или нарушенным сгустком (так называемого «перемешанного»),
сформулированные на базе в нижеприведенной несложной схемы, состоят в следующем
(включая необходимые приспособления и оборудование):
молочная основа готовится в бидоне или емкости с
мешалкой (например, маслобойке);
бидоны (емкости) погружаются в водяную баню для
тепловой обработки молока, при этом нагрев воды может осуществляться паром или
электричестве на стадии охлаждения горячая вода заменяется холодной
водопроводной;
при температуре 45 °С молоко заквашивается и для
приготовления перемешанного йогурта выдерживается в одной емкости; для
приготовления йогурта с ненарушенным сгустком после внесения закваски молоко
разливается в отдельные чашки; для сквашивания могут быть использованы
специальные шкафы, или (при сквашивании всего объема молока) температура
водяной бани поддерживается на уровне 42-45 °С.
по достижении необходимой кислотности бидоны
(емкости с мешалками) вынимаются из устройства для сквашивания и на ночь
выставляются на холод;
фрукты добавляются в каждую емкость по
отдельности, после чего производится аккуратное перемешивание при помощи
устройства для сбивания сливок;
розлив и упаковка выполняется с использованием
ручных приспособлений;
Упаковка
Для мелкого производства йогуртов
нецелесообразно покупать специальную фасовочную машину, поскольку для этого
необходимы значительные капиталовложения. В этом случае йогурт упаковывается
вручную, но при этом для минимизации возможности порчи продукта должна
соблюдаться крайняя осторожность.
Для фасовки йогурта могут также использоваться
картонные пакеты с применением формующего и наполняющего устройств. Этот способ
фасовки йогуртов можно назвать последовательностью ручных операций по формовке,
наполнению и заклеиванию. Устройство с ручным управлением для изготовления
(формовки) упаковки из листа картона, нарезает, гофрирует, нагревает, сгибает и
склеивает нижнюю часть разнообразных картонных пакетов, а также подготавливает
верх пакетов для склеивания.
3.2 Производство на малом
предприятии
В разных странах производители оборудования
предлагают специально разработанные небольшие технологические емкости
(специально оснащенные универсальные резервуары) с ручным управлением, в
которых перемешивание молочной основы время нагревания и охлаждения
производится вручную. Отдельные стадии процесса производства йогурта могут быть
представлены в следующей последовательности:
стерилизация оборудования перед использованием
при помощи химических средств с последующей сушкой и промывкой чистой водой;
наполнение резервуара молоком, добавление
необходимого количества сухих компонентов (сухого молока) и перемешивание
мешалкой из стальной проволоки;
запуск цикла термообработки с использованием для
нагрева изолированы водяной рубашки электрического нагревательного элемента и
перемешивай молока вручную;
после достижения желаемой температуры выключение
нагревательного элемента; перед охлаждением молоко выдерживается в течение
10-30 мин (в зависимости от конкретного значения температуры);
замена горячей воды в рубашке циркулирующей
водопроводной водой для охлаждения; при температуре 40-45 °С в молоко вносится
закваска, и молоке время сквашивания больше не перемешивается;
через несколько часов или при достижении
требуемой кислотности для охлаждения сгустка в рубашку вводится водопроводная
вода, причем этот процесс может быть стимулирован легким перемешиванием;
при температуре около 15-20°С заданное
количество йогурта выкачивается из резервуара, перемешивается с фруктовыми
наполнителями и вручную выливается в пластиковые стаканчики.
Универсальные резервуары
Этот тип резервуаров представляет собой
несколько модернизированные в соответствии с требованиями производства йогуртов
ванны длительной пастеризации, которые широко используются при изготовлении
густых йогуртов (рис. 3.2). Такие резервуары, как правило, изготавливаются из
нержавеющей стали, снабжены водяной рубашкой и обычно имеют вместимость от 50
до 2250 л. При их использовании процесс производства йогурта с нарушенным
сгустком (жидкого) обычно осуществляется двумя альтернативными путями. В первом
случае резервуар используется на всех этапах подготовки и производства (рис.
3.3, процесс А), а во втором - только для подготовки и обработки молока, то
есть для перемешивания молока и сухих ингредиентов, тепловой обработки и
охлаждения до температуры сквашивания (рис. 3.3, процесс Б).
Представленные на рис. 3.3 процессы А и Б
иллюстрируют этапы производства исключительно перемешанных йогуртов, а для
производства йогуртов с ненарушенным сгустком необходимо применять процесс В
(рис. 3.3). Процессы Б и В сходны, различаясь лишь тем, что в процессе Б молоко
сквашивается одной партией, тогда как в процессе В молоко сквашивается в
многоместном контейнере.
Универсальный резервуар (рис. 3.2) может быть
нагрет с использованием различных источников энергии (электрических, паровых
или газовых) и его универсальность делает этот тип производственного
оборудования предпочтительным для малых предприятий. На стадии охлаждения может
использоваться водопроводная или холодная вода, циркулирующая в магистральной
системе охлаждения. Если применяется охлаждение йогурта в емкости, для
осторожного перемешивания сгустка и интенсификации охлаждения используется
«медленная» мешалка (порядка 45 об/мин), лишь ненамного снижающая вязкость
продукта. Для обеспечения откачки йогурта диаметр выпускного отверстия должен быть
не менее 5 см. При небольших масштабах производства смешивание продукта с
фруктами и заполнение могут выполняться вручную, но при этом необходима крайняя
осторожность (для минимизации вероятности последующей порчи продукта) (рис.
3.3, процесс Б). Фрукты добавляет в каждую емкость и осторожно смешивают с
йогуртом с помощью мешалки.

Рис. 3.2 - Ванна длительной пастеризации,
используемая в качестве универсального резервуара для приготовления йогуртов
Резервуар Густи фирмы «Pastomix» («Pastolux») с
паровым, электрическим или газовым нагревом для тепловой обработки молочной
основы или хранения охлажденного йогурта
Рис. 3.3 - Малое производство йогуртов с
использованием универсального резервуара: 1 - подача исходного молока. 2 -
добавление вручную сухих ингредиентов (сухого молока и сахара), 3 - добавление
вручную закваски, 4 - мешалки из нержавеющей стали (в процессе А для холодного
йогурта, в процессе Б для обработанной и заквашиваемой молочной основы), 5 -
добавление вручную фруктов, 6 - малогабаритное устройство розлива, 7 - ручное
малогабаритное устройство розлива, 8 - хранение на холоде, 9 - две небольшие
емкости (используемые параллельно) для добавления в йогурт фруктов, так что наполнение
может происходить непрерывно, 10 - насос, 11 - бродильный шкаф (термостат) для
производства йогуртов с ненарушенным сгустком (процесс В)
3.3 Крупное промышленное предприятие
Оборудование, применяемое для изготовления
йогурта на крупных предприятиях, рассчитано на переработку тысяч литров молока
в день, и в нем используется весьма сложная технология, предполагающая
производство йогурта на молокозаводах с высокой степенью механизации и
автоматизации.
К производству йогуртов существуют разные подходы,
и каждый производитель по-своему относится к этому процессу, так что каждое
производство организовано «на свой манер». Очевидно, что на производствах,
которые вырабатывают йогурты с ненарушенным или нарушенным сгустком (или тот и
другой), некоторые технологические стадии одни и те же (рис. 3.4) - например
приемка, подготовка и хранение молока. Приготовление молочной основы,
гомогенизация молока для йогурта, его тепловая обработка (рис. 3.5).
В связи с этим целесообразно рассмотреть
основное оборудование применительно к различным технологическим этапам
(рассмотренным в главе 2).
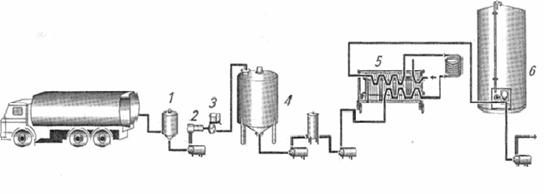
Рис. 3.4 - Приемка, подготовка и хранение молока
на крупном предприятии: 1 - деаэратор; 2 - фильтр; 3 - счетное устройство для
определения количества молока; 4 - промежуточный резервуар; 5 - термообработка
и охлаждение, или только охлаждение; 6- накопительный резервуар
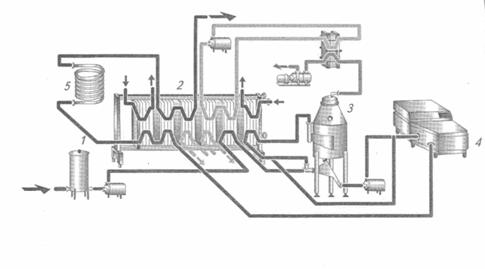
Рис. 3.5 - Схема предварительной обработки
молока для производства йогуртов с нерушимым и нарушенным сгустком 1 -
Балансировочный бачок; 2 - Пластинчатый теплообменник; 3 - выпариватель; 4 -
Гомогенизатор; 5 - Выдерживатель
Ферментация/сквашивание молока
На этой стадии производства йогурта
подготовленное молоко (нормализованное/ обогащенное, гомогенизированное и
подвергнутое тепловой обработке) охлаждается до температуры сквашивания,
составляющей 40-45 °С (при быстрой ферментации - 2,5-3 ч) или 30 °С (при
длительной ферментации: «на ночь»). Существуют различные типы резервуаров для
ферментации. Обычно оборудование конструируют для обеспечения и поддержания
необходимых условий, в частности, температуры, и вид оборудования зависит от
типа производимого йогурта (с нарушенным или ненарушенным сгустком).
Оборудование для производства йогурта с ненарушенным
сгустком
Ферментация/сквашивание молочной основы
происходит в индивидуальной таре (для розничной продажи). Процесс может
включать следующие основные стадии:
охлаждение обработанной молочной основы до 40-45
°С или 30 °С;
добавление к молоку закваски и, при желании,
ароматизаторов и/или красителей; для производства фруктового йогурта в
индивидуальную тару помещаются фрукты, а затем - заквашенное молоко;
герметизация (укупорка) индивидуальной розничной
тары, термостатирование, охлаждение и отгрузка.
Очевидно, что та же установка, которая
обрабатывает молочную основу (рис. 3.5) может быть использована для
производства йогурта как с ненарушенным, так и с нарушенным сгустком, и, как
следствие, затраты на монтаж могут быть снижены. Общий вид установки представлен
(рис. 3.6).
Закваска дозируется в обработанную молочную
основу (при необходимой температуре) в потоке при подаче молока из
промежуточного/буферного резервуара-хранилища в расфасовочную машину.
Ароматизаторы также могут непрерывно дозироваться в поток молока до расфасовки.
Как указывалось ранее, кусочки фруктов и другие добавки должны вноситься в
стаканчики для йогурта до заполнения их заквашенным молоком.
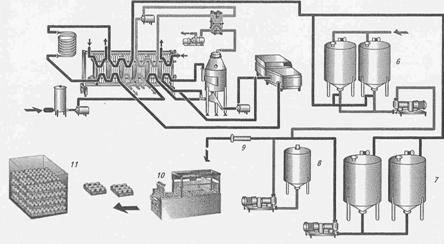
Рис. 3.6 - Технологическая линия для
производства йогурта с ненарушенным сгустком: 6 - резервуары для
производственной закваски; 7 - промежуточные резервуары; 8 - резервуар для
ароматизаторов; 9 - стационарный смеситель на трубопроводе; 10 - расфасовочный
автомат; 11 - термостатирование
Данные по предварительной обработке молочной
основы приведены на рис. 3.7.
Оборудование для производства йогурта с
нарушенным сгустком
Йогурт с нарушенным сгустком (перемешанный)
производится в больших объемах, чем густой йогурт, и до или во время стадий
охлаждения и расфасовки его гелевая структура разрушается. Обработка молочной
основы для производства перемешанного йогурта описанной выше (рис. 3.5).
Типичная установка для получения такого йогурта приведена на рис. 3.8 -
обработанная молочная основа охлаждается до 40-45 °С или 30 °С до поступления в
резервуары для ферментации (сквашивания).
Одним из важных моментов является система
перемешивания. Основные факторы, влияющие на работу емкостного охладителя
йогурта, сводятся к следующему:
форма резервуара;
форма устройства для перемешивания (лопасть,
пропеллер, скребок (шнек) или якорь);
размер и положение мешалки;
скорость вращения;
Образование воронки и/или введение воздуха в
объем йогурта нежелательно, и, кроме того, перемешивание теплого сгустка может
вызвать сдвиг. Эти эффекты могут быть минимизированы путем регулирования
скорости вращения и выбора формы мешалки. Эффект сдвига зависит также от
разницы скоростей между объемом йогурта и рабочей поверхностью мешалки, при
этом уменьшение разности скоростей снижает градиент скорости сдвига. Поэтому в
резервуаре для йогурта может быть предусмотрено использование перемешивающих
устройств нескольких типов.
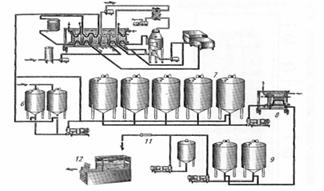
Рис. 3.7 - Технологическая линия по производству
йогурта с нарушенным сгустком: 6 - резервуары для производственной закваски; 7
- резервуары для ферментации; 8 - пластинчатый теплообменник (охладитель); 9 -
промежуточные резервуары; 10 - резервуар для фруктовых ароматизаторов; 11 -
смеситель на трубопроводе; 12 - фасовочный автомат
Упаковка
Завершающая стадия в производстве йогурта - это
расфасовка и упаковка. На крупных промышленных предприятиях используются
расфасовочные машины (рис. 3.8)
Рис. 3.8: 1 - панель оператора; 2 - коробки
подаются из двух горизонтально расположенных магазинов; 3 - пакеты собираются с
помощью присосок и толкателей; 4 - пакеты подаются на два терморегулируемых
колеса-оправки; дно каждого пакета предварительно сложено; 5 - клапаны
сложенного предварительно дна нагреваются воздухом от электропечей; 6 - зажим
завершает сварку дна; 7 - разгрузчик пакетов снимает пакеты со сваренным дном с
оправок и помещает их на конвейер; 8 - пакет изнутри орошается перекисью
водорода с концентрацией 0,1 г/100 мл; 9 - пакеты проходят через отсек
бактерицидного УФ-облучения; 10 - система стерильного воздуха для
предотвращения попадания внутрь наружного воздуха обеспечивает избыточное
давление стерильного воздуха в зоне наполнения продуктом и в резервуаре с
продуктом; 11 - группа асептических клапанов продукта (АКП) делает возможной
мойку CIP без разрывов производственной линии; 12 - пакеты проходят под
резервуаром с продуктом, где в среде стерильного воздуха работают дозирующие
насосы и наполняющие сопла; 13 - пакеты на короткое время приостанавливаются и
наполняются с помощью наполнения «снизу вверх»; 14 - пакеты перемещаются в зону
герметизации, где нагреватель заваривания верха нагревает предварительно
сложенный верх пакетов воздухом от электропечей; 15 - герметизация верха пакета
завершается под давлением охлаждаемых водой сварочных клещей; 16 - после
герметизации на пакеты ставится печать с датой; 17 - пакеты помещаются на
разгрузочный конвейер.
3.4 Санитарно-гигиенические условия
предприятия
Качество продукта зависит от эффективности
тепловой обработки молочной основы, чистоты закваски, микробиологического
состояния используемых фруктов/ароматизаторов и других ингредиентов, а также от
соблюдения условий хранения и транспортировки йогурта к потребителю.
Соблюдение санитарно-гигиенических норм при
производстве молочных продуктов, отношение персонала, связанного с
изготовлением молочной продукции, а также санитарные условия в
цехах/производственных помещениях. Свести какие либо загрязнения к минимуму
можно за счет использования следующих операций :
удаление остатков молока, йогурта и других
материалов с поверхностей оборудования, которые могут стать питательной средой
для микроорганизмов;
санитарная обработка (мойка и дезинфекция)
оборудования для уничтожения микроорганизмов, сохранившихся после удаления
остатков пищевых продуктов;
хранение неиспользуемого оборудования в
условиях, препятствующих росту микроорганизмов;
удаление остатков дезинфицирующих веществ,
которые могли бы послужить причиной загрязнения йогурта.
Так же важным этапом является очистка сточных вод
предприятий. Сточные воды могут очищаться механически, химически, биологически,
или же за счет сочетания этих способов.
Итак, если попытаться коротко сформулировать
основные требования к производству йогурта хорошего качества, то для этого
необходимо :
молоко хорошего качества с соответствующим
содержанием СОМО;
правильная тепловая обработка;
активная, сбалансированная по группам
микроорганизмов и не содержащая загрязнений закваска;
чистое, хорошо отлаженное оборудование по
производству йогурта;
оптимальная скорость, продолжительность и
температура сквашивания;
использование высококачественных фруктов и
других наполнителей;
соблюдение условий хранения готового продукта
при температуре ниже 5 °С.
В настоящем параграфе я изучила промышленное
оборудование, используемое при изготовлении йогурта в домашних условиях или при
мелком производстве, при производстве на малом предприятии и крупном
промышленном предприятии. Возможно сделать вывод, что для каждого вида
производства используется уникальное, специфическое, присущее лишь ему
оборудование, нацеленное на получение йогурта либо в малом количестве для
домашнего потребления либо получение готовой партии для продажи. Так же стоит
отметить, что немаловажную роль в производственном процессе приготовления
кисломолочного продукта играет соблюдение санитарно-гигиенических правил при
изготовлении продукции.
Заключение
В настоящей курсовой работе по теме технология
производства и переработки кисломолочных продуктов (йогуртов) я изучила историю
производства кисломолочных продуктов, способы получения и классификации
йогуртов, стадии процесса производства, используемое производственное
оборудование при изготовлении йогурта.
На основании проведенного исследования
представляется возможным сделать следующие выводы.
Основными стадиями производства йогурта
являются: предварительная обработка молочной основы, приемка и хранение молока,
повышение содержания сухих веществ, добавление стабилизаторов, добавление
подсластителей, гомогенизация, тепловая обработка, процесс ферментирования
молока, внесение закваски и способы сохранения закваски, охлаждение:
одностадийное охлаждение и двухстадийное охлаждение, добавление фруктов,
вкусовых веществ и красителей, упаковка, холодильное хранение, транспортировка
и продажа.
Промышленное оборудование, используемое при
изготовлении йогурта в домашних условиях, мелком производстве, а также при
производстве на малом предприятии и крупном промышленном предприятии обладает
специфическими особенностями, ориентированными на получение продукта и использование
его в последующем с определенной целью: личное потребление, розничная продажа,
крупные оптовые поставки.
Необходимо отметить, что качественный
кисломолочный продукт - йогурт, возможно получить после прохождения им всех
указанных стадий производства, с соблюдением технологий изготовления, ГОСТов и
санитарно-гигиенических требований.
Библиографический список
1. Федеральный
закон от 12.06.2008 № 88-ФЗ (ред. от 22.07.2010) "Технический регламент на
молоко и молочную продукцию" // "Собрание законодательства РФ",
16.06.2008, № 24, ст. 2801.
2. Постановление
Госстандарта России от 19 октября 1999 г. N 355-ст «Государственный стандарт
Российской Федерации. Йогурты. Общие технические условия. ГОСТ Р 51331-99».
Дата введения 01.01.2001 г. // "Собрание законодательства РФ",
20.01.2001, № 19, ст. 3181.
. Б.М.
МакКеина, «Структура и текстура пищевых продуктов. Продукты эмульсионной
природы» / СПб.: Профессия, 2008. - 480 с.
. А.С.
Николаева «Целебные напитки». / Сост. - СПб.: ИД «ВЕСЬ», 2002. 288 с.
. Региональные
производители: их место на современном рынке товаров и услуг: материалы IV
Межрегион. науч.-практ. Конф (22 мая, 2009., г. Красноярск) / Краснояр. гос.
торг.-экон. ин-т. Крвсноярск, 2009.- 366с.
. А.Й.
Тамим, Р.К. Робинсон, «Т17 Йогурт и аналогичные кисломолочные продукты: научные
основы и технологии» / А.Й. Тамим, Р.К. Робинсон.; пер. с англ. под науч. ред
Л.А. Забодаловой. - СПб: Профессия, 2003. - 664 с.
. А.Г.
Бойцов, Йогурты / А.Г. Бойцов // «Дошкольная педагогика».- 2009.- №2.- С. 4-7.
. О.Г.
Евдокимов, Развитие российского рынка йогуртов / О.Г. Евдокимов // «Молочная
промышленность». - 2005. - №1. - С.30-33.
. А.Н.
Пономарев, А.А. Мерзликина, А.А. Смирных, К.К. Полянский Оценка и контроль
консистенции питьевых йогуртов / А.Н. Пономарев, А.А. Мерзликина, А.А. Смирных,
К.К. Полянский // «Молочная промышленность». - 2006. №2. - С. 73-74.