Автоматизация процесса каталитического риформинга
Введение
Автоматизация технологических процессов является
решающим фактором в повышении производительности труда, улучшении качества
выпускаемой продукции, экономии сырья и энергии.
Создание средств измерения, контроля и
управления оборудованием и техническими процессами характеризуется переходом от
решения частных, относительно простых задач автоматизации к созданию на основе
микропроцессорной техники, устройств с программным управлением, решающих
сложные функциональные задачи контроля и управления при большом объеме
перерабатываемой информации.
В проекте подробно изучены процессы и аппараты
объекта управления, описаны особенности узла, значимые для построения
автоматизированной системы управления. Корректно выполнена постановка и
декомпозиция задач управления, что позволило правильно структурировать
созданную автоматизированную систему.
Предпроектные исследования и анализ
модернизируемого блока каталитического риформинга выявили высокую степень
автоматизации управления, однако, в системе используется морально и физически
устаревшая техника локального контроля и регулирования (приборные регуляторы и
пульты управления).
Поэтому в качестве основных задач дипломного
проекта были поставлены:
а) модернизация существующей системы
управления с учетом технических требований, реализация автоматического
управления на базе современного вычислительного комплекса;
б) описание подходов к решению задач
сопряжения новой модернизированной системой управления с существующей
общезаводской;
в) создание рационального человеко-машинного
интерфейса, сокращающего время на анализ технологических ситуаций и диагностика
нарушений.
С учетом
поставленных задач определены функции проектируемой системы контроля и
регулирования автоматизации, проведена замена морально устаревших средств полевой
автоматики на современные и более надежные на основе анализа рынка
программно-технических средств.
Для реализации системы автоматизации выбран
программно-технический комплекс: контроллер Simatic
S7-400, средство его
программирования и конфигурирования Step7
и SCADA-пакет Win CC.
В этих пакетах разработаны программы управления основными процессами,
протекающими на участке. Сценарий человеко-машинного интерфейса, включающий
набор взаимосвязанных кадров для оператора, управляющего технологическим процессом,
выполненный с помощью SCADA-пакета
Win CC, содержит
информацию полностью адекватную решаемым задачам.
Разработано техническое и математическое
обеспечение системы в этой среде. Синтезирована робастная система регулирования
температуры продукта на выходе из печи.
В дипломном проекте были
рассмотрены вопросы охраны окружающей среды и охраны труда на участке каталитического
риформинга и в целом на производстве.
Экономические расчеты показали эффективность
реализации проекта.
1. Описание
технологического процесса
.1 Характеристика
производственного процесса
Описание технологической схемы производства и
процесса каталитического риформинга. Закрытое акционерное общество
«Павлодарский нефтехимический завод» - один из самых современных комплексов по
переработке нефти в Казахстане. Завод имеет уникальный набор установок, которые
позволяют достигать глубину переработки нефти до 85 процентов.
Производство бензина всегда будет необходимо,
так как без транспортировки грузов при помощи легковых и грузовых автомобилей в
наши дни никак нельзя обойтись. Завод перерабатывает малосернистую Западно -
Сибирскую нефть, которая поступает по нефтепроводу Омск - Павлодар. Содержание
серы в нефти примерно 0,58 процента от массы.
ЗАО «ПНХЗ» перерабатывает малосернистую западносибирскую
нефть, которая поступает по нефтепроводу Омск - Павлодар. Проектная мощность
завода составляет 7,5 миллионов тонн в год.
Особенностью предприятия является большие
единичные мощности комбинированных технологических установок с набором
современных процессов.
Современные требования, предъявляемые к
ассортименту и уровню качества нефтепродуктов, оказали решающее влияние на
технический прогресс в области производства нефтепродуктов, на создание более
совершенных технологических установок и производственных комплексов.
Переработка нефти осуществляется с использованием процессов:
- электрообезвоживания и обессоливания нефти;
- первичной перегонки
электрообезвоженной и обессоленной нефти;
- гидроочистки бензинов, реактивного и
дизельного топлива;
- каталитического риформинга
бензиновых фракций;
- каталитического крекинга;
- газофракционирования;
- производства нефтебитумов;
- производства коксов;
- производства серы.
Особенностью предприятия является большие
единичные мощности комбинированных технологических установок с набором
современных процессов.
Комбинированная установка
ЛК-6У, на которой осуществляется основной технологический процесс по первичной
переработке нефти, имеет важную особенность - полный цикл переработки. На таких
комплексах, можно вырабатывать товарные высококачественные продукты практически
из любых нефтей, включая высокосернистые.
Взаимосвязь отдельных блоков (секций), входящих
в состав комбинированной установки ЛК-6У, показана на рисунке 1.1.
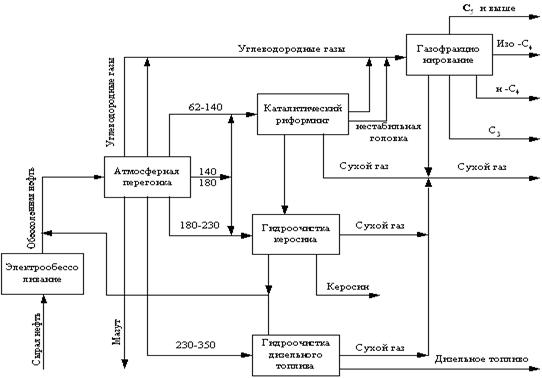
Рисунок 1.1 - Взаимосвязь отдельных секций
Каждая секция практически представляет собой
отдельно работающую установку. Разными вариантами работы всего комплекса
предусмотрена связь между секциями (из секции в секцию) или через промежуточные
товарные парки. Работа по „жесткой схеме" требует более тщательной и
наладки контрольно-измерительных приборов и систем автоматизации.
Секция 100 - головная установка, отвечающая за
электрообессоливание, обезвоживание и атмосферной перегонки нефти. Она является
головной в комбинированной установке ЛК-6У и предназначена для переработки
смеси Западно-Сибирских нефтей, Кумкольской нефти или смеси Западно-Сибирских
нефтей и Кумкольской нефти.
Процесс проводится с помощью физико-химических
методов: обессоливания, обезвоживания, ректификации, теплообмена.
Секция 100 состоит из двух блоков: блока ЭЛОУ,
предназначенного для электрообессоливания поступающей на переработку нефти и
блока АТ, на котором производится разделение нефти на фракции.
В результате технологического процесса
получаются отдельные нефтяные фракции, которые являются сырьем для последующих
секций установки ЛК-6У.
Секция 200 установки ЛК-6У - каталитический
риформинг, предназначена для получения высокооктановых компонентов
автомобильных бензинов и технического водорода в результате каталитических
превращений широкой бензиновой фракции 62-180°С секции 100 установки ЛК-6У.
Водородосодержащий газ (технический водород)
используется далее в процессах гидроочистки топлив.
Процесс риформинга осуществляется при последовательном
прохождении сырья через четыре реактора, заполненных катализатором:
- Р-202, Р-203 - полиметаллический катализатор
кр-108;
- Р-204 - полиметаллический
катализатор RG-482 фирмы
«Прокатализ»;
- Р-205 - катализатор АП-64.
Для улучшения качества сырья каталитического
риформинга в состав секции 200 включен блок гидроочистки, позволяющий снижать
содержание сернистых, азотистых, кислородосодержащих, металлоорганических и
непредельных соединений в сырье. В реакторе предварительной гидроочистки
используется катализатор КГУ-941.
Секция 300/1 установки ЛК-6У - гидроочистка
дизельного топлива, предназначена для очистки фракции 180-350°С от сернистых,
азотистых и других вредных соединений.
В процессе гидроочистки, основанном на реакции
умеренной гидрогенизации, органические соединения серы, кислорода и азота
превращаются в присутствии водорода и катализатора в углеводороды с выделением
сероводорода, воды и аммиака.
Готовой продукцией секции являются:
- Гидроочищенное дизельное топливо;
- Бензин-отгон, используемый в
качестве компонента сырья секции 200;
- Углеводородный газ используется в
качестве топлива.
Секция 300/2 - гидроочистка керосина
предназначена для очистки прямогонной фракции 140-230°С от сернистых, азотистых
и других вредных соединений.
В процессе гидроочистки соединения серы,
кислорода и азота превращаются в присутствии водорода и катализатора в
углеводороды с выделением сероводорода, воды и аммиака.
Готовой продукцией секции являются:
- Гидроочищенная фракция 140-230°С;
- Бензин-отгон, используемый в
качестве компонента сырья секции 200;
- Углеводородный газ используется в
качестве топлива.
Секция 400 установки ЛК-6У - установка
газофракционирования предельных углеводородов, предназначена для получения
сжиженных углеводородных газов коммунально-бытового и технического назначения,
сырья для нефтехимических производств и компонентов автомобильных бензинов
путем переработки нестабильных головок первичной переработки нефти и
каталитического риформинга.
КТ - 1 - уникальная установка по глубокой
переработке мазута. Этот комплекс был построен первым в СНГ с целью увеличения
глубины переработки нефти и в его состав входят:
- секция 001 - вакуумная перегонка мазута;
- секция 100 - гидроочистка вакуумного
газойля, служащая для очистки вакуумного газойля от сернистых, азотистых,
кислородсодержащих соединений;
- секция 200 - каталитический крекинг,
предназначенный для получения высокооктановых компонентов бензина;
- секция 300 - абсорбция и
газофракционирование, предназначена для абсорбции, стабилизации и фракционирования
жирного газа и нестабильного бензина, поступающих с секции каталитического
крекинга.
С целью углубления переработки тяжелых фракций
на заводе действуют:
- установка производства битумов
(состоит из блока вакуумной перегонки мазута и блока окислительных колонн);
- установка замедленного коксования,
предназначеная для получения нефтяного кокса, включает в себя блок ректификации
и реакторный блок;
- установка производства серы для
регенерации водного раствора моноэтаноламина и получения серы.
В данном дипломном проекте в качестве объекта
автоматизации будет рассмотрена секция 200 установки ЛК - 6У - Каталитический
риформинг.
Секция 200 каталитический риформинг
предназначена для получения высокооктанового компонента автомобильных бензинов
и технического водорода, в результате каталитических превращений широкой
бензиновой фракции 62 - 180°C секции 100 установки
ЛК
- 6У.
Водородсодержащий газ (технический водород)
используется далее в процессах гидроочистки топлив.
Установка каталитического риформинга введена в
эксплуатацию в 1978 году. Производительность секции 1 миллион тонн в год.
Бензиновая фракция, полученная
прямой перегонкой нефти, подвергается риформингу с целью получения
высокооктанового бензина.
Процесс заключается в
ароматизации бензиновых фракций за счет каталитического преобразования
нафтеновых и парафиновых углеводородов в ароматические; при этом заметно
возрастает октановое число. Значительную долю в увеличение октанового числа
вносит также реакция изомеризации парафиновых углеводородов нормального
строения с образованием изомеров. Риформинг протекает при повышенных
температуре и давлении в присутствии катализаторов. При этом углеводороды
различных групп претерпевают значительные преобразования.
Основой процесса является ароматизация бензинов,
осуществляемая за счет дегидрогенизации шестичленных нафтенов и
дегидроциклизации парафинов.
а) Дегидрогенизация шестичленных нафтенов
СН2
СН
СН2 СН2 СН СН
| | | ||
+ 3Н2
СН2 СН2 СН СН
СН2
СН
циклогексан бензол
б)
Дегидроизомеризация пятичленных нафтенов
СН2
СН
СН2 СН2
| | СН2 СН2 СН СН
СН2 СН2 | | | || + 3Н2
СН2
СН2 СН СН
СН СН3
СН2 СН
метилциклопентан циклогексан бензол
в) Дегидроциклизация парафинов
н - С6Н14 С6Н6 +
4Н2
бензол
г) Гидрокрекинг парафинов
С8Н18 + Н2 С5Н12 + С3Н8
н-октан н-пентан пропан
Кроме того, в той или иной степени протекают
реакции гидродеалкилирования, превращения шестичленных нафтенов в парафины,
гидрогенолиза.
В результате указанных реакций в сырье увеличивается
количество ароматических углеводородов.
Реакции дегидридрогенизации, дегидроциклизации,
дегидроизомеризации эндотермичны, протекают с отрицательным тепловым эффектом.
Реакции гидрокрекинга идут с выделением тепла,
частично компенсируя затрату тепла на основные реакции ароматизации. Суммарно
отрицательный тепловой эффект реакций каталитического риформинга равен 250 -
520кДж на 1кг сырья. В связи с этим необходим подогрев не только исходного
сырья, но и продуктов его частичного превращения.
Степень протекания каждой реакции зависит от
природы катализатора, состава сырья и условий проведения процесса.
Все указанные реакции могут происходить при
следующих параметрах работы блока каталитического риформинга:
а) температура в зоне реакции 480-530°C;
б) давление на выходе из третьего реактора 20-30
кг/см2;
в) объемная скорость подачи сырья 2 - 4 час-1 ;
г) кратность циркуляции ВСГ 1200-1500 нм3/м3 ;
д) катализатор - полиметаллический - RG-482,582;
е) срок службы катализатора - 7-10 лет.
В качестве сырья риформинга
используют прямогонную бензиновую фракцию, выкипающую в пределах 85-180°C.
Головную фракцию, выкипающую до 85°C, подвергать риформингу нецелесообразно,
потому что повышения октанового числа не происходит, а газообразование резко
возрастает, снижая при этом выход бензина. При переработке сырья с концом
кипения выше 180°C заметно увеличиваются реакции крекинга и полимеризации, что
приводит к повышенному коксообразованию и снижает межрегенерационный период
работы системы риформинга. Качеством и выходом катализата определяется и
углеводородный состав сырья. Чем больше нафтенов в исходном сырье, тем больше
образуется ароматических углеводородов и тем выше октановое число катализата.
При этом увеличивается выход риформинга бензина и водорода. При переработке
сырья с повышенным содержанием парафинов выход бензина и водорода снижается,
растет образование газов и кокса.
Сырье риформинга предварительно
проходит гидроочистку с целью удаления примесей, являющихся ядами для
катализатора. В результате предварительной гидроочистки на
алюмо-кобальт-молибденовом или алюмо-никель-молибденовом катализаторе
соединения, содержащие серу, азот и кислород, гидрируются до соответствующих
углеводородов с выделением сероводорода, аммиака и воды. Металлоорганические
соединения при гидроочистке разрушаются, и металлы отлагаются на катализаторе.
От гидроочищенного сырья отгоняют затем летучие соединения.
Технологический процесс риформинга протекает
следующим образом.
Сырье - прямогонный бензин -
подают поступает на предварительную гидроочистку. Гидроочистку бензиновых
проводят на алюмо-кобальт-молибденовом или алюмо-никель-молибдено-вом
катализаторах.
Стабильный гидрогенизат с низа
колонны К-201 проходит теплообменник Т-203, где нагревает нестабильный
гидрогенизат, и поступает на прием насоса Н-208. После смешения с
водородсодержашим газом от циркуляционного турбокомпрессора ЦК-201
газо-сырьевая смесь проходит теплообменник Т-204, где нагревается встречным
потоком газо-про-дуктовой смеси, и поступает в печь П-203/1 (первая ступень).
Нагретая в печи П-203/1 до 480-530°С газо-сырьевая смесь направляется в реактор
Р-202 первой ступени. Газо-продуктовую смесь из этого реактора направляют в
печь П-203/2 второй ступени и подают в реактор Р-203 второй ступени. Затем
смесь вновь подают для нагрева в печь П-203/3 третьей ступени, откуда она
поступает в реактор Р-204 третьей ступени.
Газо-продуктовая смесь из Р-204
проходит трубное пространство теплообменника Т-204, где отдает тепло
газо-сырьевой смеси, охлаждается в воздушном холодильнике Х-203 и водяном
доохладителе Х-204 и поступает в сепаратор С-202 высокого давления. В
сепараторе водородсодержащий газ отделяется от нестабильного катализата.
Водородсодержащий газ с верха сепаратора С-202 поступает в два
параллельноработающих адсорбера К-203 и К-204, где на цеолитах происходит
осушка циркулирующего водородсодержащего газа. Осушенный газ из адсорберов
поступает на прием циркуляционного компрессора ЦК-201, которым его вновь подают
в тройник смешения с гидрогенизатом; при этом часть водородсодержащего газа
смешивают с сырьем предварительной гидроочистки риформинга.
Нестабильный катализат из
сепаратора С-202 перетекает в сепаратор -207 низкого давления, где происходит
разделение углеводородного газа и нестабильного катализата. Углеводородный газ выводят
в топливную сеть, а нестабильный катализат через теплообменник Т-206, где
нагревается до 130°С, поступает в стабилизационную колонну К-202. С верха
колонны К-202 газы стабилизации и пары „нестабильной головки" проходят
воздушный конденсатор-холодильник ХК-203 и водяной до-охладитель ХК-204, где
конденсируются и охлаждаются. Конденсат собирается в рефлюксной емкости Е-202.
Часть продукта из Е-202 насосом Н-210 подают в колонну К-202 в качестве острого
орошения, а избыток откачивают на газофракционирование или в товарный парк.
Подвод нестабильного количества
тепла в низ колонны К-202 обеспечивается циркуляцией стабильного катализата
этой колонны насосом Н-212 через печь П-204. Стабильный катализат с низа К-202
проходит теплообменник Т-206, где отдает тепло нестабильному катализату,
охлаждается в воздушном холодильнике Х-205, доохладителе Х-206 и выводится с
установки в товарный парк высокооктанового бензина.
1.2 Аппаратура
технологического процесса
Для полного понимания работы
технологического процесса каталитического риформинга требуется подробное
описание оборудования. По функциональному назначению это оборудование может
быть подразделено на следующие основные группы:
- реакторное - реакторы;
- массообменное -
колонны, адсорберы;
- нагревательное - трубчатые
печи, теплообменники;
- охладительное -
холодильники и конденсаторы, аппараты воздушного охлаждения;
- оборудование для
хранения жидких продуктов - емкости и резервуары;
- оборудование для
транспортировки жидких и газообразных сред - насосы и компрессоры;
- оборудование для
отключения аппаратов и участков трубопроводов - запорная арматура (задвижки,
вентили).
Реактор каталитического
риформинга.
Реактор представляет собой
цилиндрический аппарат с эллиптическими днищами рисунок 1.2.
В верхнем днище расположены
штуцер ввода газо-сырьевой смеси и штуцеры для многозонных термопар, в нижнем
днище - штуцеры для вывода газо-продук-товой смеси и для выгрузки катализатора.
Стенки реактора покрыты термостойкой торкрет-бетонной футеровкой, толщина
которой на цилиндрической части корпуса составляет 100 мм. Корпус выполнен из
стали 12ХМ, штуцеры из стали 15ХМ, внутренние устройства из стали Х18Н10Т.
Сырье вводят в реактор через
штуцер, через который ведут монтаж всех внутренних устройств реактора,
загружают катализатор и керамические шарики. Газо-сырьевая смесь в реакторе
проходит распределительное устройство и направляется в специальные желоба, из
которых проходит через слой катализатора по направлению к центральной трубе,
откуда газо-продуктовая смесь выводится из реактора через нижний штуцер.
Реакторы соединяются между
собой последовательно через отдельные секции печи, в которых нагревают
газо-сырьевую смесь перед поступлением в следующий по ходу реактор. Высота
первого реактора 10,5 м, а диаметр 2,4 м; высота второго „по ходу"
реактора 10,6 м, диаметр 3,2 м; для третьего 14 и 4,5 м соответственно.
1 - корпус; 2 - тепловая
изоляция; 3 - перфорированный стакан; 4 - внутренняя перфорированная трубка; 5
- катализатор
Рисунок 1.2 - Реактор
каталитического риформинга
Колонные аппараты, имеющиеся на
установке, - отпарные колонны, стабилизаторы- оборудованы ректификационными
элементами, представляющими собой тарелки различной конструкции: колпачковые,
желобчатые, с 3-образными элементами, клапанные.
Колонные аппараты представляют
собой цилиндрические сосуды вертикального типа. Они оборудуются штуцерами,
патрубками, люками-лазами и другими приспособлениями, необходимыми для
эксплуатации колонны и проведения ремонтных работ.
Трубчатые печи.
На блоках каталитического
риформинга и гидроочистки топлив тоже имеются вертикально-секционные печи,
представленной на рисуноке 1.3. Печь П-203 предназначена для трехступенчатого
нагрева газо-сырьевой смеси, поступающей на риформинг. Многопоточная печь П-203
состоит из трех отдельных радиантных частей, предназначенных для нагревания
смеси перед каждой из трех ступеней риформинга, и общей конвекционной камеры,
предназначенной для нагревания газо-сырьевой смеси перед I
ступенью. Радиантные секции I
и II ступеней имеют по
две камеры без разделительной стенки между ними, III
ступень состоит из одной камеры. В каждой радиантной камере смонтированы по 7-9
комбинированных газо-мазутных форсунок.
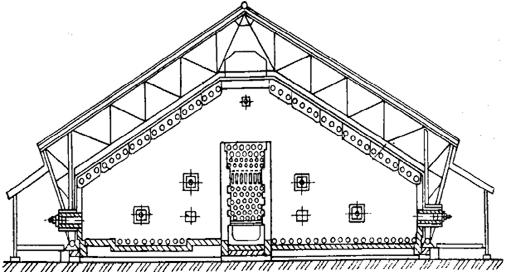
Рисунок 1.3 - Трубчатая печь
Конвекционная камера представляет собой шахту
прямоугольного сечения, заполненную горизонтальными ошипованными трубами.
Расположена конвекционная камера над радиантной.
Для защиты шипов от воздействия высоких
температур и прямой радиации первый ряд по ходу продуктов сгорания
конвекционных труб выполнен гладкими или закрыт перекидками из конвекционной
камеры в радиантную.
Продукты сгорания из секции удаляются сверху.
Диаметр и количество труб продуктового змеевика, а также число
параллельных потоков в разных печах несколько отличаются друг от друга.
Змеевик каждой радиантной камеры состоит из ряда
параллельных труб, расположенных так, что каждая труба проходит вдоль пода,
свода и двух боковых сторон камеры и присоединена к входному и выходному
коллекторам. Змеевики каждой камеры в П-203/I
и П-203/II соединены
последовательно.
Змеевик конвекционной камеры выполнен из
горизонтальных неошипованных труб.
Теплообменные аппараты.
Применение теплообменников для нагревания холодного потока за счет тепла
отходящего горячего продукта позволяет значительно экономить энергоресурсы.
На блоках каталитического
риформинга и гидроочистки применены противоточные одноходовые теплообменники,
что позволяет уменьшить в них сопротивление потоку и снизить давление процесса.
Для снижения перепада давления в системе газо-продуктовую смесь вводят в
теплообменники параллельными потоками, которые затем объединяют. Снижение
перепада давления в системе позволяет понизить перепад давления между приемом и
нагнетанием циркуляционного компрессора, что обеспечивает наиболее экономичные
условия его работы.
Одна секция сырьевого
теплообменника каталитического риформинга изображена на рисунке 1.4.
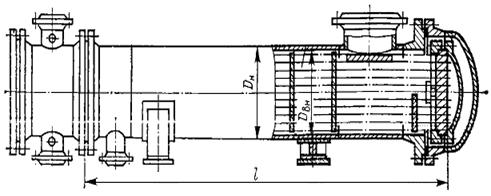
Рисунок 1.4 -Теплообменник для
нагревания газо-сырьевой смеси
Насосы. На установке ЛК-6У
применяют центробежные насосы, обеспечивающие равномерную подачу жидкости. На
приемном и выкидном трубопроводах установлены задвижки для возможности
отключения насоса от трубопроводов, на выкидной линии до задвижки установлены
манометр и обратный клапан.
Центробежные насосы обеспечивают равномерную
подачу продукта, занимают меньше места, чем поршневые, имеют более доступную
конструкцию. На ПНХЗ используются центробежные нефтяные консольные насосы типа
НК, выпускаемые по ТУ 26-02-766-77. Номинальная производительность этих насосов
составляет 35-560 м3/час, дифференциальный напор колеблется от 26 до 240 метров
столба жидкости.
Насос состоит из:
- станина с крышками подшипников;
- улитка (корпус спиральный);
- станок передний и задний;
- броня передняя и задняя;
- рабочее колесо;
- вал с защитной втулкой, подшипниками
и гайками;
- вал конический;
- сальниковые устройства.
Емкости. Емкостные аппараты используются на
заводе ПНХЗ для хранения воздуха, газа и жидкостей на технологических
установках. В настоящее время на заводе применяются емкости, выпускаемые по
ГОСТу 26-02-1496-76. Этим ГОСТом установлены три типа сосудов и аппаратов:
- горизонтальные для жидкости (42÷0м3);
- вертикальные для воздуха и газов (1÷25м3);
- вертикальные для жидких сред (1÷100м3).
Краткая характеристика
технологического оборудования представленна в Таблице 1.1.
Таблица 1.1 - Краткая
характеристика технологического оборудования
|
Наименование
оборудования
|
Номер
позиции по схеме
|
Коли-чество
|
Материал
|
Техническая
характеристика
|
|
Реактор
гидроочистки с радиальным вводом 13749.2.1 г. Волгоград
Россия
|
Р-201
|
1
|
Сталь
двухслойная 12ХМ+ОХ18Н10Т ОХ18Н10Т ОХ18Н10Т 15ХМ 12ХМ 30ХМА 25ХМФА 16ГС
|
Диаметр-3600мм
Высота-10500мм Катализатор: алюмоникельмолибденовый- KF-752-3Q
Объем
- 68 м3 Давление, кг/см2: цикл реакции-29 цикл регенерации- 3 Температура,
°C: цикл реакции-400 цикл регенерации- 470
|
|
Реактор
риформин-га с радиальным вво-дом 13750.2.1 г. Волгоград Россия
|
Р-202
|
1
|
Сталь
12ХМ, 15ХМ Х18Н10Т,ОХ18Н10Т 16ГС,Х5МУ,30ХМА 25Х2МФА Торкретная защита
|
Диаметр-2400мм
Высота-10600мм Катализатор: полиметаллический - RG-482
Объем
- 13 м3 Давление, кг/см2: цикл реакции-44 цикл регенерации- 19 Температура,
°C: цикл реакции-530 цикл регенерации-510
|
|
Реактор
риформин-га с радиальным вво-дом 13751.2.1 г. Волгоград Россия
|
P-203
|
1
|
Стали
12ХМ 15ХМ Х18Н10Т ОХ18Н10Т 16ГС, Х5МУ 25Х2МФА ОХ13 30ХМА Торкретная защита
|
Диаметр-3200мм
Высота-11700мм Катализатор: полиметаллический - RG-482
Объем-38м3
Давление, кг/см2: цикл реакции-44 цикл регенерации 19 Температура,°C:
цикл реакции-530 цикл регенерации-510
|
|
Реактор
рифор-минга с радиальным вводом 14343.2 Волгоград Россия
|
P -204
|
1
|
Стали
12ХМ 15ХМ, 12ХМ ОХ18Н10Т Х18Н10Т16ГС, Х5МУ Торкретная защита
|
Диаметр-4000мм
Высота-15500мм Катализатор: полиметаллический - RG-582 Объем -
76 м3 Давление, кг/см2: цикл реакции-44
|
|
|
|
|
цикл
регенерации 19 Температура,°C:
цикл реакции-530 цикл регенерации- 510
|
|
Печь
гидроочистки А.318-50 г.Новочеркасск Россия
|
П-201
|
1
|
Х5М,
+Х8ВФ
|
Теплопроизводительность-11,0х106ккал/час
|
|
Печь
отпарной колонны А.318-5.1.0 г.Бузэу Румыния
|
П-202
|
1
|
Ст.20
|
Теплопроизводительность-11,0х106ккал/час
|
|
Печь
риформинга А.318-6.00.00 г.Новочеркасск Россия
|
П-203/I,II,
III
|
1
|
1Х2М1
|
Теплопроизводительность-11,0х106ккал/час
|
|
Печь
стабилизационной колонны А.318-7.0 г.Бузэу Румыния
|
П-204
|
1
|
Ст.20
|
Теплопроизводительность-11,0х106ккал/час
|
|
Стабилизационная
колонна НА-64408/А г. Черновцы Украина
|
K-202
|
1
|
Сталь16ГС
ВМСт3сп Сталь 20 ОХ13
|
Диаметр-2200/3200мм
Высота-40970мм Количество тарелок: Д=2200 - 20, Д=3200 - 20
Давление-16кг/см2 Температура,°C: верх -75, низ- 240
|
|
Теплообменник
гидроочистки сырьевой строенный Ссо-3968 г. Дечин ЧССР
|
T-201/1-3 T-202/1-3
|
2
|
12МХ+ОХ13
15ХМ+ОХ13 Х18Н10Т ОХ18Н10Т 25ХIИФ,30ХМА Сталь угл. 4Х12Н8ГВ НФБ Х5М
|
Поверхность-214х3=642м2
Диаметр - 800мм Длина - 7570мм Давление, кг/см2: в трубках - 29 в корпусе
-29 Температура,°C: в трубках-400-150 в корпусе-320-38
|
|
Теплообменник
риформинга (блок из 4-х аппаратов) 2304.29-О/А г. Плоешти Румыния
|
Т-204/1-4
|
1
|
Обечайка
13СrМ044 Трубки W 7362
|
Поверхность-
361х4=1444м2 Диаметр - 1000мм Длина - 8050мм
|
|
Теплообменник
катализата 800ТП-40-М1 НА-81562
|
Т-206
|
1
|
Сталь
20 сталь 16ГС 35Х 2Х12ВМБФР
|
Поверхность-224х2=448м2
Диаметр - 800мм Длина - 7570мм
|
|
Холодильник
воздушного охлаждения продуктов риформинга Ссо-3186 г. Дечин ЧССР
|
Х-203/1
|
1
|
Углеродистая
сталь
|
Поверхность
по оребрению-7200м2 Давление: в трубках- 44 кг/см2 Температура: в трубках -185°C
Электродвигатель:
ВАО-72-6
32 квт, 980об/мин, 380 В
|
|
Холодильник
воздушного охлаждения продуктов риформинга Ссо-3186 г. Дечин ЧССР
|
Х-203/4
|
1
|
Углеродистая
сталь
|
Поверхность
по оребрению-7200м2 Давление: в трубках- 44 кг/см2 Температура: в трубках -185°C
Электродвигатель ВАО-72-6 40 квт, 980об/мин, 380В
|
|
Холодильник
продуктов риформинга Ссо-3199/а г. Дечин ЧССР
|
Х-204
|
1
|
Сталь
16ГС Ст.ВМСт3сп 35Х 2х12ВМБФР
|
Поверхность-7200м2
Диаметр - 1400мм Длина - 7760мм Давление, кг/см2: в трубках - 3 в корпусе -
44 Температура,°C: в трубках-38, в корпусе-45
|
|
Водяной
холодильник конденсатор колонны К-202 1000КП25-М3 20Г6 613700 000 г.
Черновцы Украина
|
ХК-204
|
1
|
Сталь
16ГС Латунь ЛОМШ 70-1-0,66 СТ.09 Г2С
|
Поверхность-355м2
Диаметр - 1000мм Длина - 7290мм Давление, кг/см2: в трубках - 22
в
корпусе - 22
Температура,°C:
в трубках-25-35 в корпусе-45-35
|
|
Сепаратор
риформинга 2582-007-0 г. Плоешти Румыния
|
С-202
|
|
Сталь
16ГС Сталь 20 ОХ13, IX13
|
Объем
- 50 м3 Диаметр-3000мм Высота-8490мм Давление-32 кг/см2 Температура-100°C
|
|
Сепаратор
низкого давления 2583-003.0 г. Бухарест Румыния
|
С-207
|
1
|
Сталь
20 Сталь16ГС
|
Объем
- 25 м3 Диаметр-2400мм Длина - 5840мм Давление-21,8 кг/см2 Температура-100°C
|
|
Емкость
орошения колонны К-202 3043
|
Е-202
|
1
|
Сталь
16ГС Сталь 20
|
Объем
- 25 м3 Диаметр-2400мм Длина - 5840мм
|
|
Насос
орошения колонны К-202 г. Волгоград Россия
|
Н-210
Н-211
|
2
|
|
Марка:НК-200/120-120
ОК-70 Производительность- 97м3/ч Дифференциальный напор-128 м.ст.ж.
Электродвигатель: ВАО-81-2 40 кВт, 2950об/мин, 380в
|
|
Насос
горячей струи колонны К-202 г. Волгоград Россия
|
Н-212
Н-213
|
2
|
|
Марка:
НК-560/335-120в-2б СОТ Производительность-305м3/ч Дифференциальный напор-112
м.ст.ж. Электродвигатель: ВАО-92-2 100 кВт, 2960об/мин, 380в
|
|
Компрессор
циркуляционного газа риформинга г.Казань Россия
|
ЦК-201
|
1
|
|
Центробежный
компрессор марка: 5ЦД-208/30-45М Производительность-320000нм3/ч Режим
реакции: давление всасывания-29кг/см2 давление нагнетания- 44 кг/см2
Температура на всасе-38°C Режим регенерации: давление всасывания- 7-9кг/см2
давление нагнетания- 15-19 кг/см2 Температура на всасывании-38°C Привод
электродвигателя марки: К-6-30П
|
|
|
|
|
|
|
1.3 Технологические
требования по регламенту и аварийным ситуациям
Для стабильной работы установки каталитического
риформинга необходимо чтобы выполнялись требования по регламенту;
предотвращению аварийных ситуаций для этого важно соблюдать режимные параметры,
которые приведены в Таблице 1.2.
Таблица 1.2 - Характеристика исходного
сырья,катализаторов, полуфабрикатов, изготовляемой продукции
|
Наименование
сырья, катализаторов, полуфабрикатов, изготовляемой продукции
|
Показатели
качества, обязательные для проверки
|
Норма
по ГОСТ, МЦН
|
Область
применения изготовляемой продукции
|
|
Стабильный
катализат риформинга - 10% масс.
|
Содержание
воды, % масс. Октановое число
|
следы
не нормированно
|
|
|
Газовый
бензин (фр. С5 и выше С-400 ЛК-6У) - 10% масс.
|
Содержание
микропримесей серы, % масс., не более
|
0,05
|
|
|
Содержание
непредельных углеводородов, % масс., не более
|
2,0
|
|
|
Массовая
доля хлора, ppm
|
не
нормированно
|
|
|
Химический
состав, % масс.
|
не
нормированно
|
|
|
-
парафиновые углеводороды - нафтеновые углеводороды - ароматические
углеводороды
|
|
|
|
Цвет
|
бесцветный
|
|
|
Испытание
на медной пластине
|
выдерживает
|
|
|
Массовая
доля свинца, ppb, не более
|
50
|
|
|
Массовая
доля мышьяка, ppb, не более
|
50
|
|
|
Гидрогенизат
(сырье для каталитического риформинга)
|
Плотность
при 20°С, кг/м3 Фракционный состав, °С
|
не
нормированно
|
|
|
-
начало кипения, не ниже
|
70
|
|
|
-
конец кипения, не выше
|
180
|
|
|
Содержание
воды
|
следы
|
|
|
Октановое
число
|
не
нормированно
|
|
|
Содержание
микропримесей серы,% масс., не более
|
0,0001
|
|
|
Содержание
непредельных углеводородов,% масс., не более
|
0,1
|
|
|
Цвет
|
Бесцветный
|
|
|
Испытание
на медной пластинке
|
|
|
|
Химический
состав
|
не
нормированно
|
|
|
Стабильный
гидрогенизат (сырье каталитического риформинга)
|
Содержание
воды, % масс. Фракционный состав: - температура начала перегонки,
|
|
Сырье
блока каталитического риформинга
|
|
-
10% перегоняется при температуре, °С
|
|
|
|
-
50% перегоняется при температуре, °С
|
|
|
|
90%
перегоняется при температуре, °С
|
|
|
|
-
конец кипения, °С
|
|
|
|
Содержание
микропримесей серы, % масс., не более
|
0,0001
|
|
|
Содержание
азота, % масс., не более
|
0,0001
|
|
|
Содержание
хлора, ppm, не более
|
1,0
|
|
|
Массовая
доля свинца, ppb, не более
|
1,0
|
|
|
Массовая
доля мышьяка, ppb, не более
|
1,0
|
|
|
Испытание
на медной пластинке
|
выдерживает
|
|
|
Плотность
при 20°С, кг/м3
|
|
|
Химический
состав
|
не
нормированно
|
|
|
Стабильный
катализат
|
Фракционный
состав:
|
|
Компонент
автомо-
|
|
-
температура начала перегонки,
|
35
|
бильного
бензина
|
|
°С, не ниже
|
|
|
|
-
10% перегоняется при температуре, °С,
не выше
|
90
|
|
|
-
конец кипения, °С, не выше
|
205
|
|
|
Циркуляционный
водородсодержащий
|
Компонентный
состав, % об.
|
|
Компонент
сырья
|
|
газ
системы риформинга и предгидро-
|
-
содержание Н2, не менее
|
65
|
|
|
очистки
|
-
содержание N2, не
более
|
1,5
|
|
|
-
содержание СН4
|
|
|
|
-
содержание С2Н6
|
|
|
|
-
сумма С4, не более
|
0,85
|
|
|
-
сумма С5, не более
|
0,5
|
|
|
Содержание
сероводорода, % об., не более
|
0,003
|
|
|
Плотность
при 20°С, кг/м3
|
|
|
|
Содержание
хлор-ионов, ррm
|
|
|
|
Газ
стабилизации риформинга
|
Компонентный
состав, % об.
|
|
Компонент
газооб-
|
|
-
содержание Н2, не более
|
12
|
разного
топлива
|
|
-
сумма С5 и выше, не более
|
0,2
|
|
|
Содержание
сероводорода, %об., не более Плотность при 20°С, кг/м3
|
0,005
|
|
|
Нестабильная
головка блока риформинга
|
1.
Углеводородный состав, % масс.
|
|
Сырье
С-400 ЛК-6У
|
|
-
сумма С5 и выше, не более
|
4,0
|
|
|
2.
Плотность при 20°С, кг/м3
|
|
|
|
Дымовые
газы от сгорания топлива в трубчатых печах П-201; П-202; П-203/I,II,III;
П-204
|
1.
Компонентный состав, % об. - содержание О2, не более - содержание СО,
|
6,0
1,0
|
|
|
Топливный
газ к печам С-200 из топливного кольца комплекса
|
1.
Компонентный состав, % об. - сумма С3 и С4, не более
|
30,0
|
Газообразное
топливо к печам С-200
|
|
2.
Плотность при 20°С, кг/м3
|
|
|
|
3.
Содержание сероводорода, %об., не более
|
0,01
|
|
|
4.
Теплотворная способность, кДж/кг, не менее
|
47280
|
|
Основными параметрами, характеризующими процесс
риформинга, являются: температура, давление, объемная скорость подачи сырья,
кратность циркуляции водородсодержащего газа и качество сырья.
Из всех параметров процесса наиболее важный -
температура.
Температура является основным регулируемым
параметром процесса каталитического риформинга.
Повышение температуры процесса приводит к
увеличению скорости всех, протекающих в процессе риформинга, реакций
превращения углеводородов.
Увеличение скорости реакций ароматизации
нафтеновых и парафиновых углеводородов приводит к увеличению концентрации
ароматических углеводородов в жидком продукте - катализате, и как следствие
этого - к повышению октанового числа жидкого продукта.
Однако повышение температуры процесса ведет к
ускорению побочных реакций, способствующих закоксовыванию катализатора и его
дезактивации. Соответственно снижается межрегенерационный период работы
катализатора.
Давление является вторым по значимости
технологическим параметром процесса каталитического риформинга.
Снижение давления приводит к увеличению
селективности процесса риформинга. Со снижением давления возрастает
интенсивность реакций ароматизации, уменьшается скорость гидрокрекинга
углеводородов. Как следствие этого - увеличивается выход жидкого продукта и
водорода, уменьшается выход легких углеводородов С1-С4.
Вместе с тем, снижение давления приводит к
увеличению скорости дезактивации катализатора, уменьшению межрегенерационного
периода.
При повышении давления снижается содержание
непредельных углеводородов в жидких продуктах реакции, возрастает
газообразование и, следовательно, снижается выход катализата.
Объемная скорость подачи сырья характеризует
загрузку системы сырьем. Увеличение объемной скорости подачи сырья приводит к
увеличению выхода жидкого продукта при одновременном снижении выхода
ароматических углеводородов, что снижает октановое число катализата.
При низкой объемной скорости может наблюдаться
неравномерность распределения парогазовой смеси через слой катализатора и
связанное с этим усиленное коксообразование. Поэтому работать при объемной
скорости подачи сырья ниже 0,75 час-1 не рекомендуется.
Кратность циркуляции водородсодержащего газа
практически не оказывает влияния на протекание реакций превращения
углеводородов в процессе каталитического риформинга.
Вместе с тем, изменение соотношения водород:
сырье существенно влияет на стабильность работы катализатора риформинга.
Снижение кратности циркуляции увеличивает скорость дезактивации катализатора
вследствие накопления кокса. Дальнейшее снижение этого соотношения приводит к
резкому падению активности катализатора.
В зависимости от качества сырья, заданной
производительности, активности катализатора и необходимой глубины превращения
сырья устанавливают практическую кратность циркуляции в пределах 1200-1800нм3
на 1м3 сырья в час при содержании водорода в водородсодержащем газе не менее
65процентов.
В процессе каталитического риформинга
фракционный состав сырья играет очень большую роль. Пределы выкипания сырья
влияют как на показатель процесса (октановое число и выход риформата), так и на
скорость накопления кокса на катализаторе.
Переработка фракции с температурой начала
кипения ниже 85°С и фракции с температурой конца кипения выше 180°С
нецелесообразна, т.к. в первом случае увеличивается газообразование, а второй
случай ведет к закоксовыванию катализатора. Поэтому целесообразно подвергать
риформингу фракции бензина, выкипающие в пределах 85-180°С.
Содержание серы в сырье должно быть минимальным
(не более 1 ррm). Особенно чувствительны к сере полиметаллические катализаторы.
Ограничивается также содержание
азота
(до
0,5 ррm)
и
влаги
(15-25ppm).
Катализаторы риформинга являются
бифункциональными:
а) активный носитель
(оксид
алюминия, алюмосиликат) катализирует реакции изомеризации, гидрокрекинга,
насыщения;
б) платина, диспергированная на поверхности
носителя, обладающая гидрирующими-дегидрирующими свойствами.
Эксплуатация полиметаллических катализаторов
требует высокого уровня технологии: необходима более глубокая гидроочистка
сырья, более четкое регулирование содержания хлора на катализаторе.
Для получения бензина с более
высоким октановым числом ведут процесс в более жестких условиях: при повышенной
температуре, меньшей объемной скорости подачи сырья, пониженном давлении и
большей кратности циркуляции водородсодержащего газа.
1.4 Постановка задачи
управления блока каталитического риформинга
Процесс переработки нефти наиболее подготовлен к
автоматизации производственных процессов, так как для этого имеются все
необходимые предпосылки: высокий уровень механизации, относительно небольшая
скорость протекания технологических процессов и их непрерывность.
Результатом автоматизации является сокращение
численности обслуживающего персонала, увеличение срока службы оборудования,
сокращение расхода топлива и электроэнергии, повышение качества выпускаемого
продукта.
Каталитический риформинг - сложный химический
процесс, включающий разнообразные реакции, предназначенный для получения
высокооктанового компонента автомобильных бензинов.
Целью управления процесса является получение на
выходе продукта с заданным качеством.
Для этого необходимо поддерживать
соответствующий температурный режим в трубчатых печах, реакторах,
стабилизационной колонне. Одновременно с поддержанием этих режимов необходимо
учитывать внешние факторы, влияющие на работу аппаратов, и, следовательно, на
качество выходного продукта.
Целью автоматизации процесса является решение
следующих задач:
а) Модернизация существующей системы
управления с учетом технических требования, реализация автоматического управления
на базе современного вычислительного комплекса;
б) Описание подходов к решению задач
сопряжения новой модернизированной системой управления с существующей
общезаводской;
в) Создание рационального
человеко-машинного интерфейса, сокращающего время на анализ технологических
ситуаций и диагностика нарушений.
Требования к функциям SCADA - системы:
- Прием информации о контролируемых
технологических параметрах от контроллеров нижних уровней и датчиков;
- Сохранение принятой информации в
архивах;
- Вторичная обработка принятой
информации, расчет сводных технологических и технико-экономических показателей
(ТЭП) и оперативный контроль в минутных, часовых, сменных разрезах;
- Графическое представление хода
технологического процесса, а также принятой и архивной информации в удобной для
восприятия форме (динамизированые мнемосхемы, таблицы, графики, тренды);
- Прием команд оператора и передача их
в адрес контроллеров нижних уровней и исполнительных механизмов;
- Регистрация событий, связанных с
контролируемым технологическим процессом и действиями персонала, ответственного
за эксплуатацию и обслуживание системы; ведение истории их состояния;
- Оповещение эксплуатационного и
обслуживающего персонала об обнаруженных аварийных событиях, связанных с
контролируемым технологическим процессом и функционированием
программно-аппаратных средств АСУ ТП с регистрацией действий персонала в
аварийных ситуациях;
- Формирование сводок и других
отчетных документов на основе архивной информации, печать отчетов и протоколов;
- Обмен информацией с
автоматизированной системой управления предприятием (информационной управляющей
системой завода), с серверами и другими рабочими станциями сети.
Непосредственное автоматическое управление
технологическим процессом в соответствии с заданными алгоритмами, выполнение
прикладных программ пользователя во взаимосвязи с текущими измерениями и
управленческими решениями.
На уровне реализации высокочастотных подсистем
автоматического управления будут рассмотрены системы автоматического
регулирования, решающие следующие задачи:
- Стабилизация температуры продукта на выходе печи
(5 подсистем локального регулирования);
- Стабилизация давления после реактора
Р-204 (1 подсистема локального регулирования);
- Стабилизация давления на входе в
сепаратор (1 подсистема локального регулирования);
- Стабилизация расхода нестабильного катализата с
коррекцией по уровню в сепараторе С-207 (1 подсистема каскадного
регулирования);
- Стабилизация температуры питания
колонны К-202 (1 подсистема локального регулирования);
- Стабилизация давления в колонне
К-202 (1 подсистема локального регулирования);
- Стабилизация расхода орошения К-202
с коррекцией по температуре верха колонны (1 подсистема каскадного
регулирования);
- Стабилизация нестабильной головки из
емкости Е-202 с коррекцией по уровню (1 подсистема каскадного регулирования).
Возмущениями, оказывающими воздействие на
системы автоматического управления, являются ниже перечисленные факторы:
·
неадекватная
работа исполнительных механизмов;
·
шумы
в каналах измерения и управления;
·
погрешности
измерения датчиков;
·
несовершенные
регулирующие органы с нелинейными пропускными характеристиками.
2. Выбор принципиальных
технических решений
.1 Особенности
современного рынка средств автоматизации
Общие сведения. Использование вычислительной
техники для управления крупных промышленных предприятий в последние годы стало
резко увеличиваться. Причиной этому стало бурное развитие и доступность, как
техники, так и сетевых средств. Новые информационные технологии проникают
практически во все службы управления предприятием от финансово-экономических
задач, до сложных задач управления технологическим оборудованием. Все больше
функций по обработке и принятию решений доверяют умным машинам. Однако принятие
главных решений остается за человеком. А чтобы специалист мог принять
правильное решение ему необходимо предоставить всю необходимую информацию в
удобном и сжатом виде. Поэтому большую популярность получили информационные
системы, способные донести до любого рабочего места всю нужную информацию об
управляемом объекте.
Информационная система АСУТП предназначена для
специалистов по управлению технологией глиноземного производства. Её основной
целью является возможность быстро и удобно получать данные о состоянии и работе
технологического оборудования.
К основным задачам информационной системы
относятся:
- сбор информации;
- передача информации;
- хранение информации;
- обработка;
- отображение.
В последнее время наблюдается тенденция к
переходу от информационных систем к информационным управляющим системам (ИУС).
Это позволит пользователям не только получать своевременно достоверную
информацию о состоянии технологического узла или передела, но и управлять ходом
процесса, не отходя от рабочего места. ИУС обрабатывает поступающую информацию,
вырабатывает и реализует управляющие воздействия на технологические объекты
управления и протекающие процессы. При этом ИУС берет на себя самостоятельное
принятие большей части управленческих решений по отношению к объекту управления
(для этого она и создается). Одной из главных функций информационной системы
управления является информирование человека об управляемом технологическом
процессе (о его состоянии, параметрах).
Информационные функции ИУС [4]:
- представление показаний датчиков на
приборных щитах и пультах в операторских (с освоением современных
информационных систем число вторичных приборов в операторских уменьшается);
- мониторинг технологических установок,
управляемых с помощью микропроцессорных систем с использованием контроллеров, Scada-программ);
- расчет, хранение и представление оперативных
технологических показателей сменному персоналу (операторам участков,
диспетчерам цехов) с помощью общезаводской информационно-управляющей системы);
- расчет, хранение и представление с помощью ИУС
ТЭП цехов и участков для руководителей участков и производств, сотрудников
технико-экономического бюро;
- использование математических моделей ТП и систем
управления для анализа их работы и принятия технических решений в текущем
ситуационном управлении производством, а также при выработке мероприятий по
совершенствованию аппаратуры, процессов и систем управления.
Большинство современных систем автоматизации
строятся по трехуровневой структуре рисунок 2.1:
– уровень полевой автоматики;
– уровень контроллеров;
– уровень человеко-машинного интерфейса
(ЧМИ).
Рисунок 2.1 - Трехуровневая структура системы
автоматизации
Уровень полевой автоматики. В системе
автоматизации любого производства или объекта начальным уровнем является уровень
полевой автоматики. На этом уровне используются устройства, обеспечивающие
автоматическую передачу информации о состоянии объекта управления, а также
передачу воздействий на него. Обмен информацией осуществляется в виде
унифицированных сигналов. В состав полевой автоматики включаются датчики и
исполнительные механизмы [5].
Датчик - техническое устройство, непосредственно
воспринимающее технический параметр объекта управления и формирующее на своем
выходе пропорциональный сигнал.
Исполнительный механизм служит для изменения
посредством регулирующего органа состояния транспортных линий и оборудования, с
которыми непосредственно связан объект управления. Таким образом,
осуществляется воздействие на объект управления.
В 1968 году была введена так называемая государственная
система приборов (ГСП), целью которой являлось построение систем автоматизации
на основе блочно-модульного типа и унификация стандартов на сигналы передачи
информации между этими устройствами. В электрической ветви ГСП информация
представляется в виде следующих (выборочно приведенных) сигналов:
– напряжение постоянного тока (0-1 В; 0-10 В; ±10
В; ±24
В);
– напряжение переменного тока (0-10 В; 0-100
В);
– частота переменного тока (0-10 кГц; 5-25
кГц);
– ток (0-5 мА; 0-20 мА; 4-20 мА);
– взаимная индуктивность (-10-0-10 мГн).
В пневматической ветви ГСП сигнал представляется
в виде давления 0.2-1 кгс/см2 (20-100 кПа).
Уровень контроллеров. Вторым вслед за уровнем
полевой автоматики идет уровень автоматического управления (уровень
регуляторов, контроллеров). Сюда с уровня полевой автоматики в унифицированном
виде поступает вся собираемая об объекте управления информация, и отсюда же
передаются управляющие воздействия на исполнительные механизмы.
Контроллер представляет собой микропроцессорное
устройство, предназначенное для решения задач автоматического регулирования.
Наилучшим образом задача построения ИУС практически любого объекта
промышленности решается путем применения программируемых логических
контроллеров (ПЛК) универсального назначения с отображением информации о
состоянии технологического объекта управления на операторских панелях и
персональных компьютерах. К контроллеру можно подключить определенное
количество сигналов от датчиков (входы контроллера) и определенное число
исполнительных механизмов (выходы контроллера). При этом ПЛК осуществляет сбор
данных об объекте управления, выполнение алгоритмов расчетов, блокировок,
противоаварийной защиты и регулирования, выдачу управляющих сигналов на
исполнительные элементы. Все алгоритмы контроллера реализуются загружаемой в
него программой. Контроллеры проектируются для применения в промышленности с
учетом требований надежности, безотказности в работе и простоты в обслуживании.
Вероятность отказа современного контроллера несравненно меньше вероятности
отказа компьютера. Поэтому на современном производстве контроллеры и
технологический объект составляют замкнутый контур, а компьютеры используются в
режиме супервизора для визуализации хода процесса, отображения и
протоколирования технологических параметров, ввода в систему команд оператора.
Отказ компьютера не приводит к прекращению управления процессом, так как
контроллер продолжает работать со старыми уставками и заданиями, хранящимися в
его памяти.
Уровень человеко-машинного интерфейса. За
уровнем контроллеров следует третий по счету (и последний) уровень ИУС -
уровень человеко-машинного интерфейса (ЧМИ). Здесь используются устройства,
обеспечивающие автоматическую передачу информации о состоянии объекта
управления человеку, а также передачу воздействий человека к объекту
управления. На этом уровне размещаются ПЭВМ, выполняющие функции серверов баз
данных и рабочих станций. Они обеспечивают хранение и анализ всей поступившей с
уровня контроллеров информации об управляемом процессе, представление ее в виде
мнемосхем, графиков, таблиц, взаимодействие с оператором (изменение уставок,
заданий, технологических границ, сигнализации). Основой программного
обеспечения этого уровня являются SCADA-пакеты
(Supervisory
Control and
Data Acquisition
- супервизорное управление и сбор данных). В качестве комплексного решения для
локальных систем управления в настоящее время предлагаются так называемые
программно-технические комплексы (ПТК). Обычно ПТК представляет собой комплекс
из SCADA-пакета и ПЛК с
программным обеспечением, то есть ПТК охватывает второй и третий уровни.
Информационная сеть. Автоматизированные рабочие
места (АРМ) операторов участков, технологов, инженеров-разработчиков являются
пользователями единой информационной сети Ethernet,
использующей для связи протокол TCP/IP.
Серверы сети ведут базы данных реального времени, протоколируют и архивируют
значения различных технологических параметров. Остальные станции, имеющие
доступ в сеть, могут обращаться к серверам для отображения значений из баз
данных или архивов. Причем эти станции могут настраиваться либо только на
просмотр информации, либо иметь возможность влиять на какой-либо
технологический процесс путем изменения выходных параметров (заданий и
уставок), задаваемых контроллерам от сервера. Данные серверов активно
используются для расчета технико-экономических показателей (ТЭПов), таких как,
например, среднее потребление электроэнергии за смену, удельный расход пара на
единицу продукции, количество затраченной на производство воды и др. ТЭПы в
свою очередь являются данными для автоматизированной системы управления
предприятием (АСУП). Здесь идет учет и обработка показателей предприятия в
финансовых терминах. К этим показателям относятся кадровый, бухгалтерский,
складской учеты, учеты ремонтов.
.2 Анализ
существующего уровня автоматизации
В состав автоматизированной системы управления
технологическим процессом каталитического риформинга входят средства получения,
преобразования, передачи и отображения информации, управляющие, вычислительные
устройства, с помощью которых происходит переработка информации и
предоставление ее персоналу. АСУТП представлено управляющим вычислительным
комплексом КТС Режим -1М.
С помощью технических средств
Режим-1М достигается две
цели:
- использование в
пневматике агрегатного принципа построения систем;
- централизованный
контроль и управление.
Централизованное управление
позволяет:
- управлять с одного
пульта N-однотипными
агрегатами либо цепочкой, взаимосвязанных по технологии агрегатов непрерывного
действия;
- обеспечить связь с ЭВМ;
- осуществлять автоматический переход с режима на
режим, обходясь минимальным количеством аппаратуры.
КТС Режим-1М используется в качестве
самостоятельной информационно-управляющей структуры. Внешний вид изображен на
рисунке 2.2.
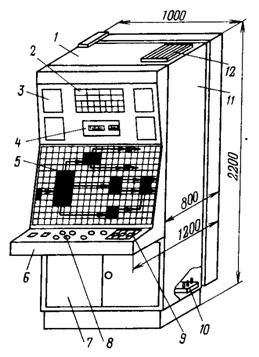
- стойка; 2 - табло; З - приборы ПВ-4.4Э; 4 -
прибор ППМ-20П; 5 -мнемосхема; 6 - пульт управления; 7 - дверцы; 8 - кнопки; 9
- переключатель; 10, 12 - пневматические и электрические клеммники; 11-
поворотная рама.
Рисунок 2.2 - Внешний вид и габаритные размеры
установки
Конструктивно она оформлена в виде стойки 1,
устанавливаемой на полу в операторской и имеющей сзади поворотную раму
11. На лицевой стороне стойки размещены табло 2 световой сигнализации, четыре
трехточечных регистратора З типа ПВ4.4Э, многошкальный прибор ППМ-20П,
мозаичная мнемосхема 5 технологического процесса, пульт управления 6. В нижней
части задней стороны стойки размещены пневматические клеммники 12 для
подключения линий от пневмодатчиков и к исполнительным устройствам, а
электрические цепи вводятся через клеммники 10. Переключателем 9 осуществляется
вызов на регистрацию девяти наиболее важных и трех вспомогательных параметров
процесса при помощи прибора ПВ4.4Э.
Чтобы вызвать параметры для показания их на
приборе 4 ППМ-20П, имеется ключ вставляемый в гнезда, установленные в
соответствующих точках мнемосхемы. Нужная шкала появляется в окне лицевой
панели прибора автоматически. Сигнализация об отклонении параметров
двухуровневая (о завышении и занижении); в табло используются два светофильтра
- красный и зеленый. Регулирующие блоки СТАРТ расположены в нижней части и
закрыты дверцами 7. Кнопки 8 служат для проверки сигнализации.
Агрегатный комплекс КТС Режим-1М содержит два
типа стоек:
·
операционные
аналоговые стойки. В них располагаются приборы контроля регистрации, мнемосхема
и органы управления. Операторскую зону контроля и управления образуют
операторские аналоговые стойки, панели щита, в которых размещены электрические
приборы контроля и регистрации температур, а также устройства защиты;
·
функциональные
аналоговые стойки. В них осуществляется обработка параметров, результаты
которых передаются на операторские аналоговые стойки. Часть результатов
обработки поступают постоянно, а часть периодически. Функциональные аналоговые
стойки установлены в магнитном зале.
КТС Режим-1М может выполнять следующие функции:
а) автоматическая одноконтурная или
каскадное регулирование параметров по П или ПИ-закону;
б) контроль по вызову оператора текущих
значений параметров, номиналов, управляющих сигналов от задатчиков ручного
дистанционного управления на многоканальном приборе;
в) обнаружение технологических и аварийных
параметров, передача сообщений оператору через сигнализацию на мнемосхеме;
г) непрерывная регистрация значений важнейших
технологических параметров;
д) сигнализация и контроль на общей
мнемосхеме N
однотипных
объектов;
е) централизованный автоматический переход с
режима авторегулирования на ручное дистанционное управление и наоборот;
ж) сигнализация об отклонениях параметров для
любого из N агрегатов;
з) централизованное управление задатчиками
номиналов и задатчиками ручного дистанционного управления исполнительными
механизмами.
Недостатками КТС Режим-1М является большая
собственная инерционность, а также сложность устроения больших вычислительных
устройств.
На объекте установлены датчики и первичные
преобразователи с выходом в форме стандартного пневматического сигнала. Эти
датчики морально устарели, также для них характерна существенная инерционность.
Измерение величин является основным средством
контроля производственных процессов, поскольку протекание технологических
процессов и состояние агрегатов характеризуется физическими и химическими
величинами. В настоящее время измерение параметров осуществляется посредством
следующих приборов:
а) Измерение уровня: дифференциальный
мембранный манометр ДМ 3853М, работающий в комплекте с преобразователем ПН -
П3.
Манометры дифференциальные мембранные типа ДМ
представляют собой стационарные измерительные преобразователи перепада давления
с унифицированным выходным сигналом переменного тока, основанным на изменении
взаимной индуктивности. Дифманометры предназначены для измерения уровней
жидкости по давлению гидростатического столба, находящегося под атмосферным,
избыточным или вакуумметрическим давлением.
Техническая характеристика:
1) предельно допускаемое рабочее
избыточное давление: 63 кгс/см2;
2) пределы изменения взаимной
индуктивности : 0 - 10 мГн.
б) Преобразователь нормирующий ПН - П3
предназначен для преобразования сигналов дифференциально-трансформаторных
датчиков, выраженных в единице взаимоиндуктивности 0 - 10 мГн в унифицированный
сигнал постоянного тока от 0 до 5 мА.
Техническая характеристика:
1) температура окружающего воздуха
Т: от плюс 5ºС до минус 50ºС;
2) влажность воздуха ξ:
80%;
3) напряженность внешних магнитных
полей Н: 400 А/м;
) выходной сигнал: от 0 до 5 мА.
в) Для измерения температуры используется
термопара ТСП-5071 платинового сплава, с рабочим диапазоном температур от -260ºС
до +750ºС,
максимальная температура кратковременного режима работы +800ºС.
Для получения унифицированного сигнала с
ТСП-5071 используют измерительный преобразователь НП-ТЛ-1И. Он предназначен для
преобразования сигналов термопар, термоэлектрических преобразователей,
термопреобразователей сопротивления, реохордов соответственно в унифицированный
сигнал постоянного тока (0-5мА) по ГОСТ 9895-78. Искробезопасность цепи датчика
обеспечивается при работе преобразователя в комплексе с электропневматическими
преобразователями ЭПП-12 и другими активными нагрузками, не имеющими
собственного питания.
Некоторые технические характеристики НП-ТЛ-1И:
1) выходной сигнал НП-ТЛ-1И (0¸5
мА) постоянного тока пропорционален изменению температуры;
2) источник питания преобразователей
сеть переменного тока с напряжением 220В и частотой 50Гц;
3) сопротивление нагрузки, включая
сопротивление линии связи нагрузки с преобразователей не должно превышать
2,5кОм;
) сопротивление линии связи датчика с
преобразователем не должно превышать 150Ом на оба провода;
5) употребляемая мощность не превышает
15Вт;
6) основная погрешность не более 1%;
г) Унифицированный сигнал постоянного тока (0¸5
мА) с преобразователя НП-ТЛ-1И поступает электропневматический преобразователь
ЭПП-12. Этот прибор предназначен для преобразования унифицированного
непрерывного сигнала постоянного тока в унифицированный пропорциональный
непрерывный пневматический сигнал (в данном случае - сигнал давления воздуха
(0,2¸1
кгс/см2)). ЭПП-12 применяется для связи электрических аналоговых приборов и систем
регулирования с пневматическими приборами и системами [3]. После
электропневматического преобразователя ЭПП-12 пнемосигнал поступает на прибор,
контролирующий и регистрирующий ПКР-2 двухшкальный, пневмосигнал на выходе
которого составляет (0,2¸1 кгс/см2);
Прибор контроля пневматический регистрирующий
ПКР-2:
1) количество входов 2;
2) электропитание прибора: ~220 В;
) пневмопитание прибора: 140 кПА;
) количество переменных: до 5;
д) Устройство регулирующее пневматическое
пропорционально-интегральное с линейными статическими характеристиками ПР3.31.
Регулятор может быть использован для работы с
датчиками, приборами контроля, задатчиками или другими устройствами со
стандартными пневматическими сигналами на входе и выходе.
Регулятор предназначен для получения
непрерывного пропорционально-интегрального регулирующего воздействия давления
сжатого воздуха на исполнительный механизм или какое-либо другое устройство
системы регулирования с целью поддержания измеряемого параметра (расхода,
давления, температуры) на заданном уровне. Действие регулятора основано на
принципе компенсации сил, при котором механические перемещения чувствительных
элементов близки к нулю. Из-за этого регулятор обладает высокой
чувствительностью.
Сигналы, поступающие от задатчика и от измерительного
прибора в виде давления сжатого воздуха, действуют на мембраны элемента
сравнения.
Силы, развиваемые действием разности сигналов
параметра и задания на устройства сравнения, уравновешиваются силами,
развиваемыми действием сигналов отрицательной единичной и регулируемой
положительной обратной связи.
Пропорциональная составляющая регулятора
вводится путем воздействия на отрицательную обратную связь. Интегральная
составляющая вводится посредством воздействия на положительную обратную связь.
Каждая из обратных связей соответствующую составляющую в общее регулирующее
воздействие регулятора.
Степень воздействия этих составляющих
настраивается регулируемыми сопротивлениями предела пропорциональности времени
интегрирования.
Линейность статических характеристик достигается
за счет введения двух сумматоров в прямой канал и в линию обратной связи
операционного усилителя.
Регулятор состоит из элементов аналоговой
техники: пятимембранного и трехмембранного элементов сравнения,
повторителя-усилителя мощности, повторителя, регулируемых и нерегулируемых
пневмосопротивлений, емкости. Кроме того, в регулятор входят дискретные
элементы - выключающие реле.
Все элементы монтируются на плате 7 из
органического стекла с помощью винтов и соединительных ножек. Связь между элементами
осуществляется через каналы в них и в плате.
Нерегулируемое сопротивление ПД1 встроено в
повторитель-усилитель мощности, а сопротивление ПД2 вставлено во входной канал
этого же элемента.
К штекерному разъему 12 элементы подключаются
гибкими трубками 11, причем на плате возле трубок и на соответствующих им
штуцерах стоят одинаковые цифры.
Плата 7 крепится на раме 6, которая монтируется
на основании 10. кожух 9, выполненный из полистирола, фиксируется двумя винтами
8.
У регулятора имеется два органа настройки
предела пропорциональности в диапазоне от 2 до 3000%, что значительно повышает
плавность настройки.
В целях получения максимальной стабильности
регулирования минимального времени переходного процесса и уменьшения величины
запаздывания расстояния от измерительного прибора (датчика) до регулятора и от
регулятора до исполнительного механизма должны быть минимальными. Приборы
контроля со встроенными в них задатчиками могут устанавливаться на расстоянии
до 300м от регулятора.
В случаях регулирования процессов, для которых
запаздывание в линиях связи не имеет существенного значения по сравнению с
весьма большими запаздываниями в самих процессах, регуляторы могут
устанавливаться на значительных расстояниях от измерительных приборов и
механизмов (до 300 м.), при этом целесообразно установить регулятор на корпусе
прибора контроля.
Регулятор подключается к прибору контроля со
станцией управления системы СТАРТ (ПВ10.1Э, ПВ10.1П, ПВ3.2).
Переход с программы на автоматику и с автоматики
на ручное управление производится следующим образом:
Выключить регулятор и нажать кнопку А.
Установить ручным задатчиком давление, равное параметру.
Выключить регулятор при нажатой кнопке А, что
соответствует автоматическому регулированию.
Переход с автоматического на ручное управление
осуществляется при отключенном регуляторе. Вращением ручки задатчика установить
стрелку задания на уровне стрелки клапана, включить кнопку Р и перейти на
ручное управление.
e) Дифманометры сильфонные пневматические
типа ДСП-778Н.
Предназначены для работы в системах
автоматического контроля, управления и регулирования параметров
производственных технологических процессов с целью выдачи информации в виде
унифицированного пневматического выходного сигнала о перепаде давления, расходе
жидкости и газа, а также уровня жидкости.
Состоит из измерительного блока и
унифицированного пневмопреобразователя. Принцип действия основан на
пневматической силовой компенсации.
Пpибоpы пpедназначены для pаботы во
взpывоопасных помещениях.
ж) Описывая полевую автоматику передела,
также необходимо указать на существование вторичных приборов.
Одноточечные автоматические, показывающие и
самопишущие потенциометры КСП-3 и КСУ-3 - это стационарные, одноточечные,
показывающие и регистрирующие приборы с записью на диаграммном диске.
Предназначены для контроля и записи различных величин, изменения значений
которых могут быть преобразованы в изменение напряжения постоянного тока. В
приборах осуществлена механическая связь реверсивного двигателя, перемещающего
реохорд, со стрелкой прибора, с записывающим устройством и с дополнительными
устройствами. Запись осуществляется пером, кинематически связанным с
реверсивным двигателем.
После описания полевой автоматики, следует
отметить слабые места существующей системы:
1) физический и моральный износ, как
следствие - низкая надежность;
2) операторское помещение
характеризуется излишним количеством регистрирующих приборов, что влечет за
собой увеличенную нагрузку на эксплуатацию и ремонт, повышенный уровень
энергопотребления и шума. Также панели КИП с блоками ручного управления удалены
от оператора, что также затрудняет его работу. В целом операторское помещение
не соответствует современным техническим и эстетическим стандартам.
Ликвидация данных недостатков позволит повысить
эффективность автоматического и человеко-машинного управления и снизить затраты
на эксплуатацию системы, в итоге, повысить качество полупродуктов.
2.3 Технические
требования, предъявляемые к системе автоматизации
Требуемые функции комплекса.Поставленная перед
АСУТП цель управления - поддержание всех технологиских параметров максимально
приближенными к регламентным, достигается выполнением перечисленных ниже
функций:
1)
Контроль
над технологическим процессом, состоянием технологического оборудования и
управление процессами и оборудованием с помощью средств "полевой"
автоматики (сбор показаний датчиков).
2)
Преобразование
сигналов с датчиков.
3)
Вторичная
обработка принятой информации (показаний аналоговых и дискретных датчиков).
4)
Графическое
представление хода технологического процесса, а также принятой и архивной
информации в удобной для восприятия форме (динамизированные мнемосхемы,
таблицы, тренды).
5)
Диагностика
и сигнализация нарушений и аварийных ситуаций с их протоколированием.
6)
Расчет
и прогноз сводных технологических и технико-экономических параметров и
оперативный контроль над ними в часовом, сменном и месячном разрезах. Алгоритмы
расчета включают в себя решение систем нелинейных алгебраических и
дифференциальных уравнений.
7)
Обмен
информацией с общезаводской управляющей сетью ПЭВМ, с серверами и другими
рабочими станциями сети.
8)
Дистанционное
управление регулирующими исполнительными механизмами.
9)
Архивирование
и представление значений измеренных и расчетных величин.
Топография системы. Пульты управления и
контроллеры. Анализ мест установки средств полевой автоматики, трасс прокладки
кабелей, характеристик помещений внутри здания каталитического риформинга
показывает, что одним из вариантов размещения микропроцессорных устройств
ввода-вывода информации и ее обработки является установка в операторском
помещении (зона А) рисунок 2.3.
Рисунок 2.3 - Топология системы
В Таблице 2.1 приведено количество сигналов
заводимых на контроллер. В таблице указано общее количество аналоговых и
дискретных сигналов, для облегчения выбора подходящего контроллера.
Таблица 2.1 - Входные и выходные
сигналы, контуры регулирования
|
Тип
сигнала
|
Общее
количество
|
|
Входные
аналоговые сигналы (0-5 mА)
|
32
|
|
Сигналы
с выхода термометров сопротивления
|
86
|
|
Выходные
дискретные сигналы
|
60
|
|
Выходные
дискретные сигналы на щит оператора
|
4
|
|
Контуры
аналогового регулирования
|
17
|
В составе УВК устанавливается пять пультов
управления:
- оператор блока каталитического риформинга (зона
А);
- мастер участка (зона D);
- диспетчер (зона Е);
- инженерный пульт (зона Е).
Должна обеспечиваться возможность совмещения в
одном кадре мнемосхем, трендов и таблиц.
.3.3 Требования к пультам управления. На основе
анализа функций, выполняемых технологическим персоналом соответствующих зон
участка определяем требования к пультам управления.
а) Условное обозначение - АРМ-1 (сервер системы,
15000 точек ввода-вывода).
Комплектация - цветной монитор 19-21дюймов.
Место установки - операторское помещение
участка, зона А.
Основные источники информации в системе -
контроллеры (85%).
Характеристики внешней информации - сведения о
работе соседних переделов, а также результатах лабораторного анализа
полупродуктов (15%).
Функциональные задачи - хранение информации базы
данных.
б) Условное обозначение - АРМ-2 (станция
оператора).
Рабочее место - оператора.
Комплектация - цветной монитор 17-19 дюймов.
Место установки - операторское помещение
участка, зона А.
Основные источники информации в системе -
контроллеры во всех зонах (50%).
Характеристики внешней информации - сведения о
работе участка, результаты лабораторного анализа полупродуктов (50%).
Функциональные задачи - управление работой
оборудования, соблюдение параметров работы. Управление восстановительными
работами на оборудовании.
Характеристики интерфейса - мнемосхемы с
текущими состояниями транспортных линий, протокол нарушений и изменения
состояния приводов, специализированный интерфейс анализа технологических
ситуаций.
в) Условное обозначение - АРМ-3 (станция
разработки).
Рабочее место - инженерный персонал системы
автоматизации.
Комплектация - цветной монитор 17-21 дюймов,
черно-белый принтер.
Место установки - операторское помещение цеха
(зона А).
Функциональные задачи - синтез и отладка
интерфейса для технологического персонала, а также контуров автоматического
управления.
Требования к информационным потокам. В сервере
УВК должны сохраняться данные, полученные обработкой показаний датчиков, в
результате технико-экономических расчетов и расчетов по алгоритмам управления.
Необходимо предусмотреть для обмена информацией
между создаваемым комплексом и существующей сетью ИУС через систему связи типа
Ethernet: оборудование, алгоритмы обмена информацией и программное обеспечение
со стороны комплекса.
Цикл работы контуров регулирования и опроса
датчиков - не более 1 с. Максимальное время передачи сообщения от любого
датчика до пульта - 2 с, от пульта оператора до регулирующего органа - 2 с,
максимальное время ожидания видеокадра - 2 с.
Требования к математическому обеспечению.
Поставляемое прикладное обеспечение должно обеспечивать выполнение функций:
- конфигурирование контуров локального и
каскадного управления и диагностики, а также расчета технологических и
технико-экономических показателей с использованием типовых модулей;
- конфигурирование дисплейных кадров и
баз данных;
- реализация любой сложности
алгоритмов и программ управления;
- автонастройка контуров локальной
стабилизации;
- автоматизация подготовки проектных
документов.
2.4 Выбор управляющего
вычислительного комплекса и средств полевой автоматики. Проведение тендеров
Современный уровень развития науки и техники
придал многим объектам промышленности новую особенность. Она заключается в
оснащении этих объектов автоматизированными системами, предназначенными для
использования в различных сферах деятельности и функционирования этих объектов
(управлении, исследовании, испытании, проектировании, инженерном
жизнеобеспечении) [11].
Программное обеспечение нижнего уровня должно
обеспечивать прием и первичную обработку информации от датчиков, формирование и
выдачу управляющих воздействий, буферизацию контролируемых параметров,
диагностику работы оборудования, обмен информацией с верхним уровнем. АСУТП
верхнего уровня должна принимать информацию с нижних уровней, проводить
вторичную обработку информации, сохранять информацию в архивах, графически
представлять принятые и архивные данные, принимать команды оператора и
передавать их на нижние уровни системы, оповещать персонал об авариях.
Формировать отчетные документы, обеспечить обмен информацией с АСУП. Указанным
требованиям соответствуют SCADA
- системы для АСУТП.
В условиях жесткой конкуренции практически во
всех секторах мировой экономики применение SCADA-систем
позволяет сделать мощный рывок и перейти на новый уровень функционирования
предприятия. SCADA-система
позволяет использовать производственную информацию на любом уровне управления в
масштабе предприятия, существенно сокращая время на разработку, поддержку и
внедрение проектов.
Существует множество технических решений для
построения систем автоматизации с использованием SCADA-систем.
Каждое из них в отдельности и в комплексе обладает своими как положительными,
так и отрицательными сторонами. Специфика производственного процесса, внешние
условия, требования к параметрам технических и программных средств сужают круг
допустимых к применению решений. Но при этом не выделяется какой-либо наилучший
из всех вариант. К тому же идеальных решений, как и всего остального идеального
не бывает. Зачастую приходится рассматривать варианты, которые на первый взгляд
нисколько не уступают друг другу. Но каждый из них более хорош одними своими
качествами, а в других может проигрывать «конкурентам». Здесь приходится идти
на компромисс, выбирая какой-либо вариант в качестве конечного решения.
От того, какой инструмент будет выбран, зависит
не только качество конечного продукта, но скорость и удобство разработки,
стоимость обслуживания рабочей системы и в конечном итоге стоимость всего
проекта. На этапе выбора инструмента важно установить те критерии, которые должны
быть определяющими. Опыт специалистов подсказывает, что наиболее актуальными
определяющими критериями являются:
- способность программного обеспечения решить
задачу пользователя, функциональность продукта, удобство интерфейса оператора и
разработчика;
- эффективность разработки - выигрыш
во времени, достигаемый в процессе работы;
- надежность программного обеспечения;
- доступность и качество технической
поддержки, динамичная адаптация к запросам пользователей;
- язык интерфейса, качество
сопроводительной документации;
- стоимость.
Также целесообразно учитывать такие важные
критерии, как стоимость и затраты на сервисное обслуживание. Результат анализа
существующего уровня, а также анализа технических требований, предъявляемых
системе автоматизации, показывает, что необходимо провести тендер для
адекватного выбора из совокупности существующих вариантов.
Для проведения тендера была выбрана группа
независимых экспертов по автоматизированным системам управления и контроля в
составе 3-х человек, целью работы которых является объективный и обоснованный
анализ и сопоставление по каждому из вышеперечисленных критериев. Ранжировка
критериев выбрана по десятибалльной шкале.
Сравнительный анализ средств полевой автоматики.
Проведение тендера. Благодаря модернизации существующих средств полевой
автоматики можно отказаться от большого разнообразия приборов, выполняющих
различные функции, то есть снизить номенклатуру входящего в состав системы
автоматики оборудования. И из результатов проведённой работы: постановки и
декомпозиции задачи управления; анализа существующего уровня автоматизации;
технического задания на модернизацию комплекса технических средств - выявляется
необходимость проведения тендера по выбору типа управляющего вычислительного
комплекса и средств полевой автоматики.
На данном участке осуществляется измерение
величин: расхода, температуры, давления, уровня. Датчик температуры ТХК
предназначен только для контроля, и установлен для возможности косвенной оценки
протекания процесса, поэтому его технические характеристики не выходят за рамки
требований. А вот датчики давления ЭКМ-1У, уровнемер УБ-П целесообразно
заменить, поскольку они морально и физически устарели.
Замена прибора ЭКМ-1У на более совершенный
позволит повысить точность измерения, срок службы, понизить расходы на ремонт.
Как альтернативу ЭКМ-1У можно представить приборы:
·
преобразователь
Сапфир-22ДИ;
·
Метран-100ДИ.
Преобразователь Сапфир-22ДИ обеспечивает
непрерывное преобразование значения измеряемого параметра - давления
избыточного, абсолютного, гидростатического, разрежения, разности давления
нейтральных и агрессивных сред в унифицированный токовый выходной сигнал. Он
предназначен для работы с вторичной аппаратурой, регуляторами, контроллерами,
работающими со стандартным входным сигналом 0-5мА.
Сапфир-22ДИ характеризуется высокой точностью
измерений 0.25 %, но и высокой стоимостью, а так же энергоемкостью. На
рассмотрение предлагаем еще один датчик Метран-100ДИ.
Прибор Метран-100ДИ предназначен для измерения
давления избыточного, абсолютного, разрежения, разности давлений жидкостей,
газа, пара. Исполнение общепромышленное. Характеризуется устойчивостью в
условиях изменения температуры, компактной конструкцией, простотой технического
обслуживания и эксплуатации, малым потреблением электроэнергии. Выходной сигнал
0-20 мА.
Критерии, по которым должны оцениваться
сравниваемые приборы, включает такие характеристики, как точность, надежность,
быстродействие, простота обслуживания, энергозатраты, срок службы,
функциональные особенности, стоимость.
·
В
результате проведения тендера были рассмотрены следующие варианты приборов:
·
дифманометр
ДСП -778Н;
·
преобразователь
давления Сапфир-22ДИ;
·
датчик
давления Метран-100ДИ.
Анализ характеристик каждого варианта дан в
таблице 2.2.
Таблица 2.2 - Сравнительная характеристика
вариантов
|
Показатели
|
ДСП
-778Н
|
Сапфир-22ДИ
|
Метран-100ДИ
|
|
|
1.
Потребительские характеристики
|
|
Имеет
унифицированный сигнал и защитный короб
|
Имеет
взрывозащитное исполнение
|
|
2.
Технические характеристики
|
|
|
|
Верхний
предел измерения
|
160
Мпа
|
250
кПа
|
100МПа
|
|
|
Предел
допускаемой погрешности (в % от нормируемого значения)
|
1
%
|
0,25
%
|
|
|
Класс
точности
|
1
|
1
|
1
|
|
|
Выходной
сигнал
|
0-5
mA
|
0-5
mA
|
0-20
mA
|
|
|
|
|
|
|
|
Таблица 2.3- Оценки экспертов
|
Эксперты
|
Наименование
характеристик
|
ДСП-778Н
|
Сапфир-22ДИ
|
Метран-100ДИ
|
|
Эксперт
1
|
Стоимостная
|
4
|
5
|
7
|
|
Потребительские
|
3
|
5
|
6
|
|
Технические
|
5
|
6
|
7
|
|
Эксперт
2
|
Стоимостная
|
3
|
4
|
6
|
|
Потребительские
|
6
|
8
|
8
|
|
Технические
|
6
|
9
|
9
|
|
Эксперт
3
|
Стоимостная
|
4
|
6
|
8
|
|
Потребительские
|
3
|
8
|
8
|
|
Технические
|
5
|
8
|
7
|
По результатам тендера выбираем датчик давления
Метран-100ДИ.
А вот датчики измерения уровня, представленные
прибором ДМ-3583М в комплексе с вторичным преобразователем НП-П3 было бы
целесообразно заменить. К тому же анализ существующего уровня автоматизации
показал, что на переделах установлено избыточное количество приборов,
предназначенных для преобразования сигналов, поступающих с датчиков в
нормированный сигнал 0-5 мА, в том числе НП-П3.
Замена прибора ДМ-3583М на более совершенный
позволит демонтировать преобразователи, что снизит затраты на эксплуатацию,
ремонт, электроэнергию. Как альтернативу ДМ-3583М можно представить приборы:
·
радарный
уровнемер Vegapuls
;
·
радарный
уровнемер УЛМ.
Причинами замены являются физический износ,
низкая точность измерения, зарастание отбора. Сравнительная характеристика и
основные параметры для проведения тендера по предлагаемым вариантам
модернизации представлены в таблице 2.4.
Таблица
2.4 - Сравнительные характеристики предлагаемых вариантов
|
Показатели
|
ДМ-3583М
|
УЛМ
|
VEGAPULS
|
|
|
1.Потребительские
характеристики
|
Зарастание
отборного устройства, зависимость показаний прибора от плотности измеряемой
среды, непосредственный контакт с измеряемой средой
|
Высокоточное
бесконтактное измерение, малогабаритен, не зависит от плотности измеряемой
жидкости
|
Измерение
бесконтактно и без износа уровня различных материалов, высоконадежный,
противостоит экстремальным химическим и физическим условиям
|
|
|
2.Технические
характеристики
|
|
|
|
Предел
допускаемой погрешности (в % от нормируемого значения)
|
1
%
|
0,25
%
|
0,25
%
|
|
Класс
точности
|
1
|
1
|
1
|
|
Выходной
сигнал
|
0-5
mA
|
0-20
mA
|
0-20
mA
|
|
|
|
|
|
|
Оценка сопоставляемых вариантов проставляется по
десятибалльной шкале и приведена в таблице 2.5.
Таблица
2.5 - Оценки экспертов по рассматриваемым вариантам
|
Эксперты
|
Наименование
характеристик
|
ДМ-3583М
|
УЛМ
|
VEGAPULS
|
|
Эксперт
1
|
Стоимостная
|
4
|
6
|
7
|
|
Потребительские
|
3
|
6
|
6
|
|
Технические
|
5
|
6
|
7
|
|
Эксперт
2
|
Стоимостная
|
3
|
4
|
6
|
|
Потребительские
|
6
|
8
|
8
|
|
Технические
|
6
|
9
|
9
|
|
Эксперт
3
|
Стоимостная
|
5
|
7
|
8
|
|
Потребительские
|
3
|
8
|
8
|
|
Технические
|
5
|
8
|
9
|
По результатам проведения тендера в качестве
контрольно-измерительного прибора для измерения уровня принимаем бесконтактный
микроволновой уровнемер, радарный сенсор “Vegapuls-64”.
Данный выбор является рациональным, сенсоры ориентированы на надежность, длительность
в применении и тем самым на долгосрочные инвестиции. Радарные датчики VEGAPULS
являются приборами для измерения уровня заполнения, которые постоянно и
бесконтактно измеряют расстояния. Измеренное расстояние соответствует высоте
заполнения и выдается как уровень заполнения.
Антенной радарного датчика излучаются кратчайшие
5,8 Гц радарные сигналы в виде коротких импульсов. Радарные импульсы,
отраженные от заполняемого материала опять принимаются антенной в виде
радарного эха. Время прохождения радарного импульса от излучения до приема
пропорционально дистанции и, таким образом, высоте заполнения.
Радарные импульсы посылаются антенной системой в
виде импульсного пакета длительностью 1 нс и паузами между импульсами 278 нс,
что соответствует частоте посылки пакетов импульсов 3,6 мГц. Во время пауз
между импульсами антенная система работает как приемник. Это значит, необходимо
обработать время прохождения сигнала за менее, чем миллиардную долю секунды и
оценить картину эха в доли секунды.
Таким образом, для радарного датчика VEGAPULS 50
является возможным без анализов частоты, занимающих много времени, как это
необходимо при других методах измерения радаром (например, FMCW), в циклах от
0,5 до 1 секунды точно и детально оценить картину отраженного сигнала под лупой
времени.
Радарные сигналы ведут себя физически подобно
видимому свету. В соответствии с квантовой теорией пронизывают они также
безвоздушное пространство. Таким образом, они не привязаны как, например, звук
к проводящей среде (воздух) и распространяются как свет со скоростью света.
Радарные датчики VEGAPULS достигают этого особым
способом трансформации времени, который более чем 3,6 миллионов эхо картин в
секунд растягивает, замораживает и затем оценивает как бы под лупой времени.
Независимо от температуры, давления и любой
газовой атмосферы радарные датчики VEGAPULS определяют бесконтактно, быстро и
точно уровень заполнения различных материалов.
Влияние температуры: Температурная ошибка близка
к нулю (например, при 500°C 0,018 %).
Влияние давления: Ошибка с увеличением давления
очень низкая (например, при 50 бар 0,8 %).
Разрешающая способность 1 мм.
Независимо от шума, паров, пыли, состава и
слоистой структуры газа над измеряемым материалом.
Независимо от варьируемой плотности и
температуры заполняемого материала.
Измерение под давлением до 40 бар и при
температуре до 200°C.
Это первые датчики, в которых питающее
напряжение и выходной сигнал передаются через двухжильный провод. В качестве
измеренного сигнала они выдают цифровой выходной сигнал.
Расходомер установленный на подаче топлива,
целесообразно тоже заменить. В результате проведенного тендера инженерами
Контрольно-Измерительных Приборов (КИП) был выбран кариолисовый расходомер,
выпущенный фирмой Micro
Motion. Тендер приводить
не будем, так как строится по тому же принципу, что и при выборе уровнемера и
расходомера для измерения расхода пульпы.
Кариолисовые расходомеры непосредственно
встроенные в трубопроводную сеть, обеспечивают прямое и точное измерение
массового расхода. Система измерения расхода включает в себя сенсор и
преобразователь сигнала (датчик). Каждый сенсор состоит из одной или двух
медных труб, заключенных в корпус. Функционирование расходомера Micro
Motion основано на
прменении второго закона Ньютона: сила равна массе, умноженной на ускорение (F=m*a).
Сенсоры Elite
обеспечивают высокие эксплуатационные характеристики и надежность при работе в
агрессивных средах. Они обладают повышенной точностью измерения + 10 % +
устойчивость нуля. Улучшенная конструкция существенно снижает падение давления,
позволяя производить замену существующих объемных расходомеров без увеличения
производительности насосной установки. Данный сенсор разработан с существенно
сниженной чувствительностью к полевым эффектам, таким как вибрации, давлении и
температуры. Для обеспечения надежного функционирования сенсоры заключены в
герметичную защитную оболочку.
В дальнейшем в измерительной схеме подачи
топлива намечается взамен «изношенных» регулирующих схем, представленных
электромагнитными механизмами, МЭО-100/25 в совокупности с поворотными
регулирующими заслонками, установить схему с использованием тиристорных
преобразователей частоты.
Не будем описывать всю методику проведения
тендера по выбору регулирующей схемы, то есть опишем только конечный результат,
а именно приведем характеристику выбранной регулирующей схемы.
Тиристорное регулирование отличается тем, что
функции исполнительного механизма и регулирующего органа объединены вместе и
представлены насосом и питающим его электродвигателем. В данной схеме происходит
преобразование электрической энергии в механическую энергию. Токовый аналоговый
сигнал, поступающий от регулятора, контроллера или преобразователя подается на
тиристорный преобразователь частоты (ТПЧ), частотный выходной сигнал которого
поступает на электродвигатель постоянного тока и варьирует частоту его
вращения.
Регулирование осуществляется насосом, изменяя
производительность которого по вышеописанной схеме, можно соответственно
управлять расходом воды.
Изменение скорости вращения (производительности)
насосов при помощи частотно-регулируемых приводов (ЧРП), позволяет выполнять
более эффективное управления транспортными потоками по сравнению с
традиционными.
ЧРП часто называют преобразователями
(инверторами). На сегодняшний день они перекрывают диапазон мощностей от 0,1до
10000 кВт и предназначены для работы со стандартными асинхронными двигателями.
Это дает возможность легко встраиваться в уже существующие системы. Достаточно
приобрести ЧРП и подключить к уже установленному работающему двигателю. При этом
отпадает необходимость в установке систем токовой защиты двигателя, так как ЧРП
в полной мере обеспечивают защиту двигателя.
Использование частотно-регулируемого
электропривода для управления насосными агрегатами дает ряд дополнительных
преимуществ:
- снижение величины пусковых токов до уровня
номинальных и, таким образом, исключение вредного воздействия этих токов на
питающую сеть, значительное снижение величины перегрузки оборудования по
моменту при запуске двигателя;
- практическое исключение из работы
дросселей, заслонок, различного рода клапанов;
- исключение гидроударов в
гидравлической сети за счет плавной подачи жидкости;
- при работе механизмов, снабженных
регулируемым электроприводом, в течение длительного времени с частотами
вращения, меньшими номинальной, значительно продлевается срок службы
подшипников и других вращающихся частей.
Итак, выбранные приводы переменного тока AV
300i (производства General
Electric) надежны,
многофункциональны, экономят энергию, могут использоваться как автономно, так и
в составе любой автоматической системы регулирования (управляться от
компьютера, контроллера, позволяют организовать управление с использованием
различных датчиков), регулируют скорость в широком диапазоне.
Сравнительный анализ управляющих вычислительных
комплексов. Проведение тендера. Основным компонентом любой автоматизированной
системы является ее ПТК, состоящий из средств ВТ (контроллеры, ПЭВМ) и ПО.
Поэтому надо выбрать контроллер и SCADA
пакет. Выбор ПЭВМ сводится к соответствию характеристик компьютера и
требованиям SCADA пакета.
В качестве вариантов технических решений,
подлежащих сравнению, предлагается три комплекса:
·
комплекс
технических средств полевой автоматики без контроллера, который на данный
момент существует на установке;
·
программируемый
логический контроллер SIMATIC
S7-400 и SCADA-пакет
WinCC;
·
программируемый
логический контроллер GE Fanuc 90-30 и SCADA-пакет Сimplicity.
Сразу можно сказать, что различия между первым
вариантом и последними двумя резко выражены. Даже если судить по операционной
системе, на которую рассчитаны соответствующие программные продукты, второй и
третий вариант являются более совершенными в смысле потребительских свойств.
КТС Режим-1М может выполнять следующие функции:
- автоматическая одноконтурная или каскадное
регулирование параметров по П или ПИ-закону;
- контроль по вызову оператора
текущих значений параметров, номиналов, управляющих сигналов от задатчиков
ручного дистанционного управления на многоканальном приборе;
- обнаружение технологических
и аварийных параметров, передача сообщений оператору через сигнализацию на
мнемосхеме;
- непрерывная регистрация значений
важнейших технологических параметров;
- сигнализация и контроль на общей
мнемосхеме N
однотипных
объектов;
- централизованный автоматический
переход с режима авторегулирования на ручное дистанционное управление и
наоборот;
- сигнализация об отклонениях
параметров для любого из N
агрегатов;
- централизованное управление
задатчиками номиналов и задатчиками ручного дистанционного управления
исполнительными механизмами.
Недостатками КТС Режим-1М является большая
собственная инерционность, а также сложность устроения больших вычислительных
устройств.
Рассмотрим второй вариант - комплекс SIMATIC
S7-400 и WinCC.
ПЛК SIMATIC
S7-400 также строятся
по блочно-модульному принципу. Все процессорные устройства способны выполнять
операции над числами с плавающей запятой и поддерживают алгоритм
ПИД-регулирования. Имеется возможность наращивания количества модулей через
шину расширения (до 7 внешних модульных блоков). Все ЦПУ серии S7-22X
имеют встроенный PPI
интерфейс, используемый для соединения с программаторами, текстовым дисплеем TD200,
ПЭВМ (скорость передачи до 187.5кбит/с). Время выполнения логической операции в
среднем составляет 0.37мкс. Помимо большого количества модулей ввода-вывода
имеется и коммуникационный модуль, поддерживающий обмен информацией по сети PROFIBUS.
Для конфигурирования и программирования ПЛК
серии SIMATIC
S7 используется
программный пакет STEP
7, а уровень ЧМИ обеспечивается программным продуктом WinCC.
Перейдем к рассмотрению последнего варианта
комплекс GE Fanuc 90-30 и Сimplicity. Контроллер GE Fanuc 90-30 относится к
классу программируемых логических контроллеров (ПЛК). С помощью данного
контроллера можно решить большинство задач по автоматизации производства, при
этом быть уверенным в надежности техники и эффективности результатов.
Контроллеры GE Fanuc, благодаря высокой надежности, простоте в эксплуатации и
обширной номенклатуре модулей, приобрели большую популярность в мире и успешно
применяются в автоматизации технологических процессов. Семейство 90-30
составляет контроллеры, используемые для большинства промышленных приложений в
сосредоточенных и распределенных системах.
GE Fanuc 90-30 обрабатывает и формирует как аналоговые,
так и дискретные сигналы
Для конфигурирования и программирования
контроллера GE Fanuc 90-30 используется язык технологического программирования
Ladder Logic Diagrams - язык релейной логики лестничных диаграмм. Рабочую
программу создают с помощью программного средства Versa Pro. Пакета Сimplicity
относится к классу современных, имеющих широкое применение во всем мире.
Качество и надежность гарантируется фирмой-производитем GE Fanuc, имеющей
большой опыт работы в данной сфере.
Эта SCADA-система имеет следующие
характеристики: реализация мониторинга, диспетчерского управления, формирования
отчетов любой сложности, тревог, трендов (в том числе исторических).
Для проведения тендера по программным
техническим комплексам было предложено три варианта:
·
комплекс
технических средств полевой автоматики без контроллера;
·
программируемый
логический контроллер SIMATIC
S7-400 и WinCC;
·
программируемый
логический контроллер GE Fanuc 90-30 и SCADA-пакет Cimplicity.
Таблица 2.6 - Оценки первого эксперта
|
Наименование
характеристик
|
КТС
Режим-1М
|
GE Fanuc Cimplicity
|
SIMATIC S7-400 WinCC
|
|
Стоимостная
|
8
|
7
|
7
|
|
Потребительские
|
6
|
8
|
8
|
|
Технические
|
5
|
9
|
8
|
Таблица 2.7 - Оценки второго эксперта
|
Наименование
характеристик
|
КТС
Режим-1М
|
GE Fanuc Cimplicity
|
SIMATIC S7-400 WinCC
|
|
Стоимостная
|
9
|
7
|
7
|
|
Потребительские
|
5
|
8
|
7
|
|
Технические
|
6
|
8
|
9
|
Таблица 2.8 - Оценки третьего эксперта
|
Наименование
характеристик
|
КТС
Режим-1М
|
GE Fanuc Cimplicity
|
SIMATIC S7-400 WinCC
|
|
Стоимостная
|
9
|
6
|
6
|
|
Потребительские
|
7
|
9
|
8
|
|
Технические
|
5
|
9
|
8
|
Таблица 2.9 - Результаты тендера по
программно-техническому комплексу
|
Варианты
выбора прибора
|
Эксперты
|
Эксперты
|
Эксперты
|
Среднее
|
|
1
|
2
|
3
|
|
|
КТС
Режим-1М
|
6,3
|
6,7
|
7
|
6,7
|
|
GE Fanuc - Cimplicity
|
8
|
7,6
|
8
|
7,9
|
|
SIMATIC S7-400
- WinCC
|
7,6
|
8
|
7,3
|
7,6
|
Из предложенных к рассмотрению вариантов ПТК
наибольшее число баллов (хотя и с небольшим отрывом от остальных) получил ПТК
ПЛК SIMATIC
S7-400 и SCADA-пакет
WinCC.
2.5 Разработка
функциональной схемы автоматизации
Автоматизированная система управления
технологическим процессом обрабатывает поступающую информацию, вырабатывает и
реализует управляющие воздействия на технологические объекты управления и
протекающие процессы. Отличительной особенностью автоматизированной системы
управления является наличие человека в обратной связи. Поэтому АСУ ТП можно
назвать человеко-машинной системой. Какого высокого уровня автоматизации мы бы
не достигли, главная роль в системе АСУ ТП принадлежит все же человеку.
Отсутствие широкого применения автоматических систем связано с тем, что машинам-автоматам
не свойственно принимать решения, основанные на чувствах, в отличие от
человека, который для принятия решений зачастую руководствуется интуитивными
импульсами. Поэтому автоматические системы используют только для реализации
высокочастотного регулирования, где человек в силу своих физиологических
возможностей не справляется (локальные и каскадные контуры регулирования). С их
помощью удается оптимизировать качество протекания производственных процессов,
и немаловажную роль в этом играют управляющие вычислительные комплексы,
реализующие оперативный сбор и обработку информации, а также вырабатывающие
управляющие воздействия. Для соблюдения целостности процесса управления
необходимо, чтобы для проектируемой интегрированной АСУ ТП было реализовано
следующее обеспечение:
- техническое;
- информационное;
- программное;
- алгоритмическое;
- организационное.
Так как целью проекта является реализация задач
стабилизации технологических параметров на уровне локальных и каскадных
контуров управления, алгоритмическое и организационное обеспечение в рамках
проекта остаются прежними, остальные претерпевают некоторые изменения.
На уровне техники предусмотрены мероприятия по
замене следующего оборудования:
- датчиков уровня ДМ 3583М на более совершенные
радарные датчики VegaPuls-64
(4 штук);
- датчики давления ДСП - 778Н на Метран -100ДИ
(3штуки);
- датчики расхода на кариолисовые расходомеры (3
штуки);
- КТС Режим - 1М на ПЛК SIMATIC
S7-400.
Демонтаж следующего оборудования:
- датчики уровня ДМ 3583М (4штук);
- вторичные преобразователи НП-П3 (4
штук);
- первичные преобразователи НП-ТЛ-1И
(86 штук)
- электропневматические
преобразователи ЭПП-12 (86 штук)
- регуляторы ПР3.31 (17 штук);
- показывающие приборы КСП-3 (53
штук);
- показывающие приборы Диск-250 (6
штук).
Информационное обеспечение организовано таким
образом, что информационные потоки постоянно идут снизу вверх и обратно. Низ
представлен датчиками и контроллерами. Верх - компьютерной системой,
представленной набором кадров человеко-машинного интерфейса, разработанного в
среде SCADA-пакета WinCC.
Поскольку демонтажу подлежит большое количество
оборудования, исчезает необходимость в обслуживающем его персонале. Поэтому
рационально сократить одну должность слесаря КИПиА. Во всем остальном кадровое
обеспечение АСУ ТП остается без изменений.
В результате анализа требований к системе
автоматизации и принятых технических решений, с учётом технологических
особенностей технологического процесса разработана функциональная схема
автоматизации.
Функциональная схема автоматизации является
основным техническим документом, определяющим функциональную структуру и объем
автоматизации технологических установок и отдельных агрегатов промышленного
объекта. Функциональная схема представляет собой чертеж, на котором
схематически условными обозначениями изображены: технологическое оборудование,
коммуникации, органы управления и средства автоматизации с указанием
функциональных связей между управляемым технологическим процессом и средствами
автоматики.
При разработке функциональной схемы были
определены:
а) основные принципы контроля и управления
технологическим процессом;
б) места установки датчиков и исполнительных
механизмов на технологическом оборудовании;
в) необходимые приборы систем автоматизации;
Рассмотрим, как осуществляется регулирование в
отдельных контурах.
Стабилизация температуры продукта на выходе.
Стабилизация температуры продукта на выходе печи
осуществляется по следующему контуру регулирования: сигнал с датчика
термосопротивления (1-4) поступает на вход контроллера. Также на котроллер
поступает заданное значение температуры. Далее происходит сравнение сигналов с
датчика с заданным значением и если регулируемый параметр отклоняется от
заданного значения, то на выходе контроллера вырабатывается сигнал, который
поступает на блок управления блок управления БУ-21 (41-1), где в зависимости от
положения универсального переключателя реализуется автоматическое управление
или ручное, кнопками “больше”, “меньше”. После этого сигнал поступает на
пускатель бесконтактный реверсивный ПБР-2М (41-2), который обеспечивает подачу
силового питания на механизм исполнительный однооборотный МЭО (41-3). Он, в
свою очередь, изменяет положение регулирующего органа - заслонки на
трубопроводе подачи топлива. Сигнал о положении заслонки поступает с дистанционного
указателя положения ДУП - М.
Стабилизация расхода нестабильной головки из
емкости Е-202 с коррекцией по уровню.
Сигнал с датчика расхода (22) поступает на вход
контроллера. Сигнал с датчика уровня Vegapuls
64(33) поступает на вход, в зону регулятора уровня. Регулятор уровня получает
задание от регулятора расхода, в соответствии со схемой конфигурирования
заложенной в контроллере и вырабатывает выходной сигнал, который поступает на
блок управления БУ-21 (41-1), где в зависимости от положения универсального
переключателя реализуется автоматическое управление или ручное, кнопками
“больше”, “меньше”. После этого сигнал поступает на пускатель бесконтактный
реверсивный ПБР-2М (41-2), который обеспечивает подачу силового питания на
механизм исполнительный однооборотный МЭО (41-3). Он, в свою очередь, изменяет
положение регулирующего органа - заслонки на трубопроводе. Сигнал о положении
заслонки поступает с дистанционного указателя положения ДУП - М.
Условные обозначения элементов схемы и названия
измерительных приборов, исполнительных механизмов и преобразователей приведены
в таблице 2.10.
Таблица 2.10 - Условные обозначения на
функциональной схеме
|
Наименование
стадии процесса, аппаратов
|
Наименование
прибора
|
Номер
позиции на схеме
|
Обозна-чение
на схеме
|
|
|
Подача
стабильного гидрогенизата сырьевыми насосами блока риформинга Н-208:
|
кариолисовый
расходомер
|
27
|
FT
|
|
|
Подача
циркулирующего водородсодержащего газа компрессором ЦК-201:
|
кариолисовый
расходомер
|
26
|
FE
|
|
|
Печь
П-203/I, II, III - температура на входе
|
термосопротивление
ТСП-5017
|
1-1,
2-1, 3-1
|
ТЕ
|
|
|
Печь
П-203/I, II, III - температура на выходе
|
термосопротивление
ТСП-5017
|
1-4,
2-4, 3-3
|
ТЕ
|
|
|
Печь
П-203/I, II, III - температура дымовых газов
|
термосопротивление
ТСП-5017
|
1-5,
2-5, 3-4
|
ТЕ
|
|
|
Температура
на входе в реактор Р-202
|
термосопротивление
ТСП-5017
|
9-1
|
ТЕ
|
|
|
Температура
на входе в реактор Р-203
|
термосопротивление
ТСП-5017
|
8-1
|
ТЕ
|
|
|
Температура
на входе в реактор Р-204
|
термосопротивление
ТСП-5017
|
7-1
|
ТЕ
|
|
|
Температура
на выходе из реактора Р-202
|
термосопротивление
ТСП-5017
|
9-10
|
ТЕ
|
|
|
Температура
на выходе из реактора Р-203
|
термосопротивление
ТСП-5017
|
8-10
|
ТЕ
|
|
|
Температура
на выходе из реактора Р-204
|
термосопротивление
ТСП-5017
|
7-10
|
ТЕ
|
|
Давление
в Р-202
|
Метран
-100 ДИ
|
50
|
РЕ
|
|
Давление
в Р-203
|
Метран
-100 ДИ
|
48
|
РЕ
|
Метран
-100 ДИ
|
46
|
РЕ
|
|
Давление
после Р-204
|
Метран
-100 ДИ
|
45
|
РЕ
|
|
Перепад
температуры в реакторе Р-202
|
термосопротивление
ТСП-5017
|
9-2,
9-3, 9-4 , 9-5
|
ТЕ
|
|
Перепад
температуры в реакторе Р-203
|
термосопротивление
ТСП-5017
|
8-2,
8-3, 8-4, 8-5
|
ТЕ
|
|
Перепад
температуры в реакторе Р-204
|
термосопротивление
ТСП-5017
|
7-2,
7-3, 7-4, 7-5
|
ТЕ
|
|
Температура
корпуса реакторов Р-202, Р-203, Р-204
|
термосопротивление
ТСП-5017
|
7-6÷7-9,8-6÷8-9,9-6÷9-9
|
ТЕ
|
|
Температура
на выходе водяного холодильника продуктов риформинга Х-204
|
термосопротивление
ТСП-5017
|
15
|
ТЕ
|
|
Давление
сепараторе высокого давления С-202
|
Метран
-100 ДИ
|
49
|
РЕ
|
|
Температура
сепараторе высокого давления С-202
|
термосопротивление
ТСП-5017
|
47
|
ТЕ
|
|
Уровень
нестабильного катализата сепараторе высокого давления С-202
|
Vegapuls 64
|
35
|
LE
|
|
Уровень
нестабильного катализата в сепараторе С- 207
|
Vegapuls 64
|
36
|
LE
|
|
Давление
стабилизационной колонны К-202:
|
Метран
-100 ДИ
|
44
|
РЕ
|
|
Температура
верха стабилизационной колонны К-202:
|
термосопротивление
ТСП-5017
|
13-1
|
ТЕ
|
|
Температура
низа стабилизационной колонны К-202:
|
термосопротивление
ТСП-5017
|
13-2
|
ТЕ
|
|
Температура
питания стабилизационной колонны К-202:
|
термосопротивление
ТСП-5017
|
16
|
ТЕ
|
|
Уровень
стабилизационной колонны К-202:
|
Vegapuls 64
|
34
|
LE
|
|
Расход
фр.50-100°С
|
кариолисовый
расходомер
|
28
|
FE
|
|
Температура
на выходе конденсатора холодильника газов стабилизации ХК-204
|
термосопротивление
ТСП-5017
|
15
|
TE
|
|
Давление
в рефлюксной емкости Е-202
|
Метран
-100 ДИ
|
14
|
PE
|
|
Расход
нестабильной головки
|
кариолисовый
расходомер
|
44
|
FE
|
|
Уровень
рефлюксной емкости Е-202
|
Vegapuls 64
|
33
|
LE
|
|
Температура
продукта на входе в печь стабилизационной колонны П-204
|
термосопротивление
ТСП-5017
|
10
|
TE
|
|
температура
продукта на выходе из печи стабилизационной колонны П-204
|
термосопротивление
ТСП-5017
|
9
|
TE
|
|
Расход
катализата в печь П-204
|
кариолисовый
расходомер
|
28
|
FE
|
|
|
|
|
|
|
|
|
3. Исследование
объектов автоматизации
.1 Обследование
структуры и параметров объекта управления
Управление современными мощными многопоточными
трубчатыми печами имеет целью не просто стабилизацию отдельных технологических
параметров, а оптимизацию наиболее важных показателей ее работы, в том числе
распределение нагрузки на змеевики по расходу продукта, оптимизацию процесса
горения в топочном пространстве (тяго-дутьевого режима, состава топочных газов).
Эта задача усложняется в случае использования жидкого топлива. От правильной
организации процесса горения зависят экономические показатели работы трубчатых
печей.
Показателем эффективности работы печи как
объекта управления является температура нагретого продукта, а целью управления
поддержание ее на заданном уровне. Возмущающие воздействия на процесс
нагревания могут проявляться в виде изменений расхода продукта и его начальной
температуры, изменений расхода топлива в результате колебаний давления в топливной
магистрали, изменений теплоты сгорания топлива. С учетом этих факторов, а также
требований обеспечения безопасной работы автоматизация трубчатых печей является
сложной задачей.
Система стабилизации температуры является
одноконтурной, на регулятор поступает сигнал с датчика температуры (термопары),
этот сигнал сравнивается с заданием Yзад,
управляющее воздействие вырабатывается по ПИ-закону регулирования.
Итак, проведем анализ схемы автоматического
регулирования температуры продукта на выходе из трубчатой печи установки
каталитического риформинга.
Структурная схема объекта управления изображена
на рисунке 3.1.
Z (t) - приведенное возмущение, Y (t) -
управляемая величина, Yз (t) - задание,(t)= Yз (t)- Y (t) - рассогласование, U
(t) - управляющая величина.
Рисунок 3.1 - Структурная схема объекта
регулирования
Управляемая нашего объекта величина Y
-температура нагретого продукта на выходе, измеряется прибором и имеет диапазон
480- 5500С. Заданная температура - YЗАД.
Управляющая величина U
- расход топлива.
Сигнал с датчика температуры поступает на
регулятор обратной связи (РОС), сравнивается с сигналом задания, и величина
рассогласования поступает на исполнительный механизм, который воздействует на
объект изменением количества топлива.
3.2 Математическое
описание объектов автоматизации
Для определения параметров объекта
экспериментально была получена кривая разгона объекта регулирования, изображена
на рисунке 3.2. Которая строилась при перестановке рабочего органа исполнительного
механизма на 60%.
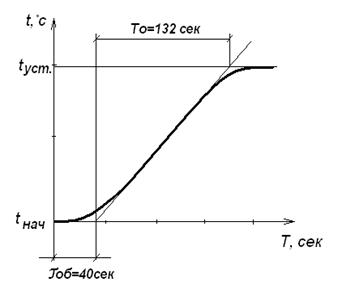
Рисунок 3.2 - Разгонная
характеристика объекта регулирования
После аппроксимации S-образной
кривой разгона, получаем аппроксимированную, по которой находим:
Постоянную времени объекта
 .
.
Время запаздывания объекта
 .
.
Коэффициент усиления объекта
рассчитывается по формуле
 (3.1)
(3.1)
где tнач -
начальное значение температуры, ˚С;
tуст -
установившееся значение температуры, ˚С;
µ - процент хода исполнительного
механизма при нанесении возмущения, %.
Тогда, передаточная функция объекта имеет
следующий вид
 (3.2)
(3.2)
3.3 Выбор закона
регулирования. Расчет и выбор настроек регуляторов
По полученным данным передаточной характеристики
объекта выбираем тип и коэффициенты настройки регулятора температуры продукта
на выходе из трубчатой печи.
Основные области применения линейных регуляторов
характеризуются следующим образом:
И - регулятор применяется со
статическим объектом при медленных изменениях возмущений и с малым временем
запаздывания  ;
;
П - регулятор применяют со
статическим и астатическим объектами при любой инерционности и времени
запаздывания, определяемым соотношением  ;
;
ПИ-регулятор применяется при любой
инерционности объекта и времени запаздывания, определяемым условием  .
.
Теперь выберем закон регулирования, исходя из
величины времени запаздывания.
Так как величина отношения времени
запаздывания и постоянной времени больше 0,3, то мы выбираем ПИ - регулятор.
На рисунке 3.3 представлены формулы
для упрощенного выбора настроек  , Ти, ТД основных регуляторов для
статических объектов.
, Ти, ТД основных регуляторов для
статических объектов.
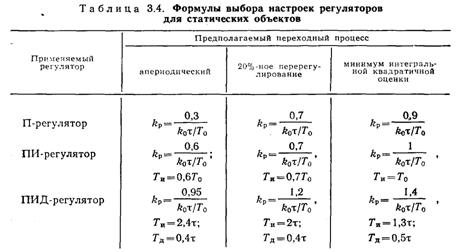
Рисунок 3.3 - Формулы выбора
настроек регуляторов для статических объектов (с самовыравниванием)
В данном дипломном проекте для всех
исследуемых параметров в качестве критерия оптимальности используем минимальную
интегральную квадратичную оценку, так как реализация такого критерия почти
всегда приводит к минимальным потерям при регулировании и к минимальным
динамическим ошибкам.
Согласно рисунку 3.3 определяем настройки ПИ -
регулятора с предполагаемым переходным процессом с минимальной интегральной
квадратичной оценкой:
- коэффициент передачи регулятора, кр
 (3.3)
(3.3)
- постоянная времени интегрирования, Ти
 (3.4)
(3.4)
Передаточная функция регулятора
имеет следующий вид
 (3.5)
(3.5)
Исполнительный механизм ИМ принимаем
не апериодическим звеном, а простым преобразующим усилительным элементом, так
как постоянная времени ИМ в несколько раз меньше постоянной времени объекта и
не окажет большого влияния на динамические процессы.
Регулирующее устройство РУ с
исполнительным механизмом и задающие и суммирующие элементы образуют
автоматический регулятор. Регулирующий орган РО, собственно объект
регулирования ОР, характеризующийся регулируемой величиной-температурой, и
измерительной устройство, отображающее значение температуры, образуют
обобщенный объект регулирования. Таким образом, автоматическая система
регулирование состоит из регулятора и объекта регулирования, взаимодействующих
между собой по замкнутому контуру.
САР температуры продукта на выходе
из трубчатой печи будет представлена на рисунке 3.4.
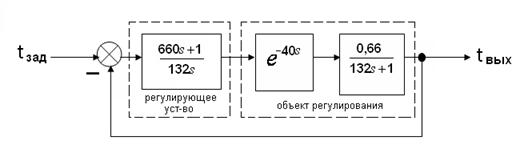
Рисунок 3.4 - САР температуры
продукта на выходе из трубчатой печи каталитического риформинга
Контур регулирования имеет два канала: канал
регулирования (от регулятора к объекту) и канал главной отрицательной обратной
связи (от объекта к регулятору). При отклонении значения регулируемой величины
от заданного от регулятора по каналу до тех пор будут поступать регулирующие
сигналы на объект пока сигнал рассогласования на входе регулятора не станет
равным нулю, тогда регулирующий орган остановится в положении, при котором
обеспечивается заданное значение регулируемой величины.
3.4 Исследование
устойчивости САР
Проверим данную систему управления на
устойчивость по критерию Найквиста. По критерию Найквиста по характеристикам
разомкнутой системы судят об устойчивости системы после её замыкания.
Годограф Найквиста будем строить в программной
среде MATLAB 6.5, используя инструмент Simulink LTI-Viewer.
Для анализа линейных стационарных систем и
построения частотных характеристик систем используется Simulink LТI-Viewer.
Инструмент Simulink LTI-Viewer входит в состав пакета прикладных программ
Control System Toolbox. С помощью данного инструмента можно легко построить
характеристики системы, получить ее отклики на единичные ступенчатое и
импульсное воздействия, найти нули и полюса системы.
На первом этапе в окне программы Simulink
необходимо создать из типовых блоков библиотеки структурную схему исследуемой
системы рисунок 3.5.
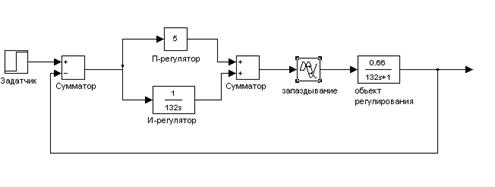
Рисунок 3.5-
Структурная схема объекта регулирования
Для работы с Simulink
LТI-Viewer
необходимо выполнить команду Tools\Linear Analysis в окне Simulink-модели. В
результате выполнения команды откроется два окна:
– Model_Inputs_and_Outputs (Входы и
выходы модели);
– Simulink LTI-Viewer: <название
схемы> (Линейный анализ).
Следующим этапом необходимо из окна
Model_Inpufs_and Outputs перетащить на исполненную модель пункты (Input Point,
Output Point), далее установить один из пунктов на вход схемы, а другой на
выход, как показано на рисунке 3.6.
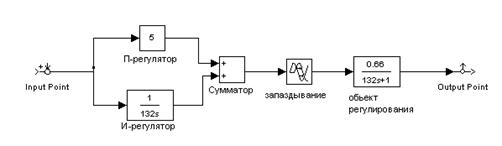
Рисунок 3.6-
Модель для исследования устойчивости системы
Далее перейдем к линейному анализу LТI Viewer. В
меню необходимо выполнить команду Simulink \ Get Linearized Model, после чего
появится графическое окно Step Response.
Данная команда выполняет линеаризацию модели и
строит реакцию системы на единичное ступенчатое воздействие.
В Simulink
LТI-Viewer
для построения доступны следующие графики (диаграммы):
– step - Реакция на единичное
ступенчатое воздействие;
– impulse - Реакция на единичное
импульсное воздействие;
– bode - Логарифмические амплитудная и
фазовая частотные характеристики;
– bode mag - Логарифмическая
амплитудная частотная характеристика;
– nyquist - Диаграмма Найквиста;
– nichols - Годограф Николса;
– sigma - Сингулярные числа;
– pole/zero - Нули и полюса системы.
Годограф Найквиста будет иметь следующий вид
рисунок 3.7.
Рисунок 3.7 - Годограф Найквиста
Из рисунка 3.7 видно, что замкнутая система
является устойчивой, так как соблюдено условие устойчивости по Найквисту:
амплитудно-фазовая характеристика разомкнутой системы не охватывает точку с
координатой (-1; j0).
3.4 Определение
показателей качества переходного процесса
Выбор типового регулятора АСР и определение
параметров его настройки, требуемое качество регулирования в процессе
эксплуатации АСР, кроме безусловного требования устойчивости, определяется
следующими критериями: минимальное время регулирования, отсутствие
перерегулирования, минимальная интегральная квадратичная ошибка.
По разработанной математической модели контура
регулирования рисунок 3.8 и используя программное обеспечение (“MATLAB
6.5”) строим график переходной характеристики системы рисунок 3.9.
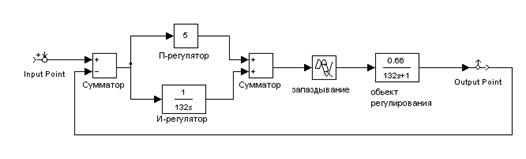
Рисунок 3.8 Модель для исследования показателей
качества контура регулирования
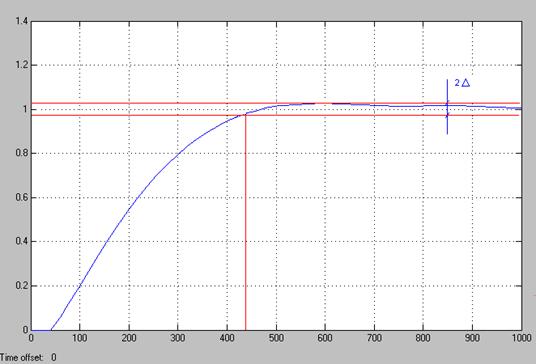
Рисунок 3.9 Переходная характеристика контура
регулирования
Из рисунка 3.9 прямым методом определяем показатели
качества контура регулирования:
перерегулирование
 ;
;
Примечание: перерегулирование
составило меньше заданной допустимой ошибки Δ=2% - установлено ГОСТ.
время регулирования tрег=440
секунды;
время нарастания tн=400
секунд;
время максимума tмакс=440
секунд.
4.
Технические средства автоматизации
.1 Общие технические
характеристики управляющего вычислительного комплекса
Выбор из всего многообразия совокупности
средств, на основе которых строится автоматизированная система управления, от
полевой автоматики до программного обеспечения, представляет собой сложную
задачу, требующую учета многих факторов и критериев. Но специфика производства
обычно накладывает ограничения на выбор, что упрощает задачу. Зачастую результатом
решения вопроса о том, на каком варианте выбора техники и программного
обеспечения остановиться, является компромисс между различными критериями, по
которым их оценивают.
Инженерными критериями оценками
автоматизированной системы управления являются:
- технические свойства, обеспечивающие
точность и быстродействие;
- надежность;
- простота эксплуатации;
- потребительские свойства
SCADA-системы.
Технические характеристики программируемого
логического контроллера.Контроллеры Simatic фирмы Siemens выполнены по блочному
принципу и имеют модули ввода, вывода, центрального процессора, коммуникаций и
модули питания. Данные необходимые для функционирования контроллера хранятся в
энергонезависимой Flash-памяти.
Точность АЦП модулей аналогового вывода 8,12,15-bit
сигналы в диапазоне -10-(+10) В, 0-(+10)В, -20-(+20) мА, 0-20 мА, 4-20 мА.
Дискретные модули ввода/вывода работают с
сигналами постоянного тока 24 В, с силой 0,5 А и сигналами переменного тока 220
В, с силой 5 А.
Также имеются блоки для подключения резистивных
сигналов с термосопротивлений, фоторезисторов либо тензодатчиков.
Коммуникационные модули контроллера
ориентированны на сети Modbus, Profibus, Ethernet. В контроллере также
предусмотрен обмен информацией с помощью стандартного интерфейса RS 485.
Значения контролируемых параметров управляемого
процесса заносятся в архив. Архив представляет собой табличные базы данных,
пополняемые текущими значениями параметров с заданной дискретностью по времени,
где для каждой ячейки определено название параметра и время сканирования.
Архивные значения доступны различным пользователям через информационную сеть и
широко используются для анализа ситуаций, для расчетов, для составления отчетов
На рисунке 4.1 представлен контроллер Siemens
S7-400. CPU ПЛК
периодически опрашивает (сканирует) сигналы от датчиков посредством системы
ввода/вывода и устройств ввода. Обновленные значения заносятся в таблицу
входов, то есть происходит ее обновление. В соответствии с программой,
загруженной в контроллер, значения таблицы входов обрабатываются и заносятся в
таблицу выходов.
Рисунок 4.1 - Внешний вид контроллера
При обработке информации активно используются
значения, находящиеся в хранилище данных. С обновленной таблицы выходов
информация через систему ввода/вывода пересылается на устройства вывода, откуда
далее - на приборы полевой автоматики. Таблица входов, таблица выходов и
хранилище данных представляют собой области памяти CPU. Программа пользователя
может изменяться или корректироваться с помощью устройства программирования и
мониторинга, подключенного к контроллеру. Это устройство позволяет также
просматривать представляющие интерес данные. В качестве устройства
программирования и мониторинга может использоваться компьютер или ручной программатор.
На рисунке 4.2 можно просмотреть принцип работы.
Функции CPU заключаются в следующем:
− обработка входной информации согласно
программе пользователя;
− хранение входной информации
(таблица входов), результатов выполнения программы (таблица выходов),
пользовательской программы и служебной информации;
− организация связи с системой
ввода/вывода;
− диагностика функционирования
ПЛК и программы пользователя;
− поддержка интерфейса с
устройством программирования и мониторинга.
При своей работе PLS постоянно выполняет
циклическую последовательность операций, называемую циклом PLS и включает в
себя следующие операции:
− служебные операции в начале прогона;
− сканирование входов
(обновление таблицы входов);
− выполнение программы
пользователя;
− вывод данных (обновление
таблицы выходов);
− связь с устройством
программирования и мониторинга;
− связь с системой (по сети);
− диагностика программы на
наличие ошибок и сбоев.
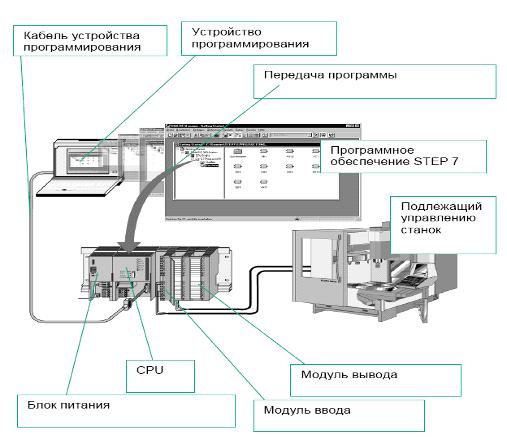
Рисунок 4.2 - Принцип работы контроллера
На рисунке 4.3 видим, как идет опрос систем на
совместимость.
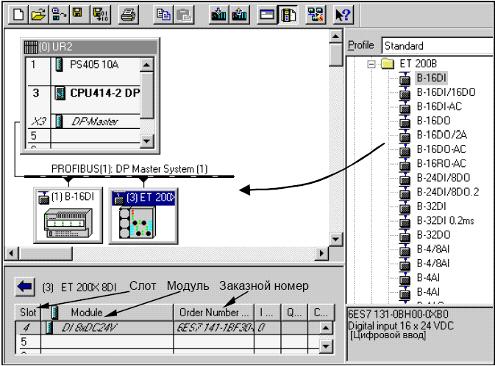
Рисунок 4.3 - Определение slave-устройств
Характеристики программного средства Step
7. Для того чтобы контроллер мог нормально работать, производить вычисления и
формировать выходные сигналы, его необходимо сначала соответствующим образом
сконфигурировать и запрограммировать.
Конфигурирование - это загрузка в память
контроллера информации о его аппаратном составе, количестве и наименованиях
модулей, установленных в базовую плату и в платы расширения. Также при
конфигурировании каждому из каналов модулей ввода/вывода назначается свой
уникальный адрес, зависящий от типа модуля.
Программирование - процесс написания и загрузки
в память программы, в соответствии с которой и будут производиться необходимые
вычисления для контроля и управления технологическим процессом.
В большинстве современных контроллеров
предусматривается возможность написания программ на одном или нескольких
стандартных языках программирования, утвержденных стандартом IEC-1131.3.
Для конфигурирования и программирования ПЛК «Siemens»
используется поставляемое вместе с ним программное обеспечение «Step
7». Этот пакет устанавливается на ЭВМ (с операционной системой Windows
95/98/NT/XP), к котороой через COM-порт или Ethernet подключается ПЛК.
Программы для контроллеров в среде «Step
7» пишутся на языках STL,LAD
и FBD. После
установления связи с контроллером можно либо считать находящуюся в его памяти
программу, либо загрузить новую, причем делается все это без отрыва от
управления технологическим процессом. Для контроллера сети Siemens необходимо
определить число объектов, объединенных в сеть и назначить каждому свой адрес.
В сеть может быть объединено до 32-х устройств. Каждое устройство имеет свой
адрес в сети (от 0 до 31). Всегда один адрес резервируется для ручного
программатора, подключаемого к сети в процессе настройки контроллера или
станций. Для каждого адресованного выбранного устройства может быть назначено
четыре типа переменных ввода/вывода: аналоговые входные/выходные и дискретные
входные/выходные. При назначении переменных указывается адрес первой переменной
(каждого типа) и их количество, причем переменные не должны быть уже
назначенными ранее каким-либо другим модулям (устройствам).
На рисунке 4.4 можно просмотреть рабочую область
программы.
После завершения этапа конфигурирования
контроллера можно переходить к написанию программы. В пакете Step 7 для
написания программы используются языки LAD,
STL и FBD.
Более наглядным и простым представляется язык FBD.
Все команды этого языка программирования представлены в виде блоков,
реализующих конкретную функцию (сложение, сравнение, пересылка данных,
тригонометрические функции, ПИД-регулирование).
Все команды языка FBD
можно разделить на группы:
− релейные контакты и катушки;
− математические операции;
− операции сравнения, отношения;
− битовые операции (сдвиг на 1
бит вправо-влево);
− таймеры и счетчики;
− команды управления (вызов
подпрограмм, регулирование, принудительный опрос входов).
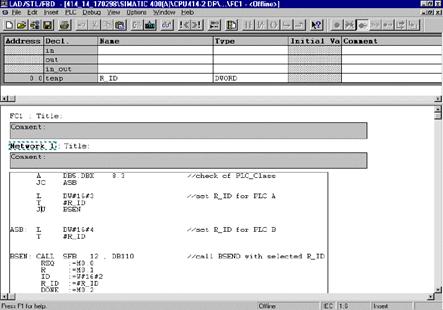
Рисунок 4.4 - Рабочая область программы
каталитический реформинг регулятор
автоматизация
При этом в среде конфигурирования имеются все
инструменты представления графики, текста, данных, анимации и диаграмм,
требующихся для создания привлекательных, хорошо организованных, легких для
использования и понимания экранных форм. А среда выполнения обеспечивает
средства просмотра этих экранных форм в реальном масштабе времени.
Переключиться с одной среды на другую можно просто щелкнув кнопкой мыши,
переключение между средой выполнения и средой конфигурации позволяет быстро
проверять изменения, внесенные в экранные формы, не прерывая работы службы
тревог и процесса сбора данных. Важно отметить то обстоятельство, что работа в
среде конфигурации не вызывает прерывания контроля процесса. Все функции
управления и мониторинга системы, такие как генерирование тревог, создание
отчетов и выполнение расписаний, реализуются как фоновые задачи. На рисунке 4.5
можно просмотреть область переменных.

Рисунок 4.5 - Область переменных
Контроллер Siemens
предназначен для сбора и обработки аналоговых и дискретных информационных
сигналов с первичных преобразователей и приборов, а также для формирования и
выдачи управляющих воздействий на объект управления.
Устройство является средством измерения и
применяется для автоматического контроля и управления технологическими
процессами на производственных предприятиях в различных отраслях
промышленности, в том числе в системах противоаварийных блокировок и защит.
Устройство может работать в качестве информационно-управляющего устройства как
автономно, так и в составе АСУТП.
Создавая сервер/узел современной АСУ ТП,
необходимо разграничивать права доступа к информации для различных пользователей.
В Step 7 это делают,
создавая учетные записи пользователей и задавая их роли. Учетная запись
содержит имя пользователя, назначенную ему роль, пароль для входа в систему.
Роль - перечень действий, которые разрешены (запрещены) пользователю.
Характеристики SCADA-пакета
WinCC.WinCC - это современная система с привлекательной панелью управления,
открытая для мира делопроизводства и производства продукции, зрелая и надежная
в работе, эффективно проектируемая, масштабируемая для простых и сложных задач
и при этом легко встраиваемая в приложения для широкого класса предприятий
вплоть до встраивания в MES- и ERP-решения. Кроме того, WinCC может применяться
во всем мире и во всем мире поддерживается отделениями обслуживания и поддержки
фирмы Siemens.основывается на новейших разработках и методах в области
программного обеспечения. Тесное сотрудничество с Microsoft гарантирует, что
пользователь спокойно может ожидать нововведений и в будущем.
Базовая система WinCC предоставляет все
компоненты и функции, которые необходимы для решения также и сложных задач
визуализации. Редакторы для создания изображений, сценариев, аварийных
сообщений, графиков, отчетов являются фиксированной составной частью системы
WinCC.
Для проектирования в WinCC используется ряд
стандартных инструментов и редакторов, которые можно вызвать из окна WinCC-проекта
«WinCCExplorer» рисунок 4.6.
Рассмотрим основные из них:
Tag
Management (управление
переменными) - посредством тегов или переменных обеспечивается связь программы
верхнего уровня с технологическим процессом;
Graphics
Designer (графический
редактор) - предназначен для проектирования изображений, мнемосхем и диалоговых
окон, т.е. визуального человеко-машинного интерфейса;
Alarm
Logging (система
сообщений) - проектирование, формирование и архивирование сообщений о событиях
в системе;
Tag
Logging - редактирование
архивов измеренных значений и запись в архивы процессных переменных;
Рисунок 4.6 -WinCC-проект
Report
Designer (редактор отчетов)
- проектирование и выдача на печать различных отчетов и протоколов, а также
формирование рабочей документации проекта;
Global
Script - используется для
проектирования функций (подпрограмм) проекта, действий, выполняющихся в фоновом
режиме; редактирования стандартных функций;
Text
Library (текстовая
библиотека) - предназначена для организации многоязыковой поддержки; частично
может использоваться для русификации проекта;
User
Administrator (администратор
пользователей) - служит для определения уровней доступа, а также для наделения
пользователей системы соответствующими полномочиями;
User
Archive (архив
пользователя) - служит для конфигурации пользовательских архивов;
Time
Synchronization - вызов
диалогового окна настройки параметров синхронизации времени.
В WinCC встроена стандартная база данных Sybase
SQL Anywhere, в которой хранятся все списковые данные проектирования и
процесса. Доступ к базе данных WinCC возможен без всяких проблем с помощью
языка структурированных запросов к базе данных SQL или через драйвер ODBC. Через
эти способы доступа WinCC открывает свои данные, например, другим программам и
базам данных Windows и полностью встраивается в концепцию завода или
предприятия.
Такие стандартные интерфейсы, как DDE и OLE для
обмена данными между программами Windows являются такими же обязательными
составными частями WinCC, как и беспроблемное встраивание управляющих элементов
ActiveX и функциональных возможностей среды клиент-сервер OPC.
Сценарии WinCC создаются с помощью стандартного
языка программирования.
В объем поставки WinCC входят все существенные
каналы связи для подключения к устройствам управления SIMATIC S5/ S7, а также
такие каналы, как Profibus.
Благодаря стандартным интерфейсам SIMATIC WinCC
становится встроенной составной частью информационно-технологического ландшафта
на всем предприятии - от автоматизированного производственного процесса вплоть
до оптимизации процессов на уровне управления предприятием и до подготовки
административных данных для руководства предприятия (MES = Manufacturing
Execution Systems - Производственные исполняющие системы и ERP = Enterprise
Resource Planning - Планирование ресурсов в масштабе предприятия).
Простота и прозрачность в производственных
установках означают меньшие затраты на проектирование, меньшие затраты на
обучение, большая гибкость персонала, большая безопасность обслуживания.
SIMATIC WinCC всему этому удовлетворяет. С помощью чрезвычайно мощных функций
проектирования можно радикально сократить время на проектирование. А при
использовании справедливо следующее утверждение: кто хорошо знаком с Microsoft
Windows, тот владеет также и проводником WinCC (WinCC Explorer), центральной
коммутационной панелью SIMATIC WinCC.
Совместно с другими компонентами SIMATIC система
имеет, кроме того, в своем распоряжении такие дополнительные функции, как
диагностика и обслуживание процесса - новое направление в визуализации. Само
собой разумеется, что при проектировании таких функций между собой
взаимодействуют все инструментальные средства для проектирования
SIMATIC.предоставляет все основные функциональные возможности для визуализации
и управления процессом. С этой целью WinCC предоставляет в распоряжение ряд
редакторов и интерфейсов, с помощью которых эти функции могут быть
индивидуально спроектированы для любого приложения.
Графическая система для свободно формируемой
визуализации и управления через полностью графические объекты, причем все их
свойства могут быть сделаны динамическими.
Система сообщений для регистрации и
архивирования событий с возможностями отображения, свободно выбираемые классы
сообщений, отображение и протоколирование.
Архивирование значений переменных процесса для
регистрации, сжатия и сохранения измеренных значений, например, для
представления в виде графиков и таблиц и дальнейшей обработки.
Дизайнер отчетов - система отчетов для
управляемого временем или событиями документирования сообщений, управляющих
воздействий и текущих данных о процессе в виде пользовательских отчетов или
проектной документации в свободно выбираемом формате.
Администратор пользователя-инструмент для
удобного управления пользователем и его полномочиями.
Глобальные сценарии-функции обработки с
безграничными возможностями путем использования встроенного компилятора ANSI-C.
Для обмена данными с подчиненными устройствами управления (протоколы SIMATIC,
Profibus DP, сервер DDE и OPC в объеме поставки).
Для открытой интеграции других приложений
Windows (ODBC/SQL, ActiveX, OLE, DDE,OPC). Для индивидуального доступа к данным
и функциям WinCC (C-API) и для встраивания в программы пользователя
В качестве станций управления можно в общем
случае использовать обычные РС, причем годятся как офисные, так и промышленные
персональные компьютеры. Платформой операционной системы для WinCC V5 является
Windows NT 4.0.[10]
4.2 Назначение
автоматизированного комплекса и его структура
В результате модернизации получили новую
модернизированную АСУТП: взамен морально и физически устаревшего оборудования
(КТС Режим-1) установлен и запущен в эксплуатацию программно-технический
комплекс (ПТК) «Simatic
S7-400 Step-7
WinCC».
ПТС включает в себя два уровня аппаратных
средств - нижний, выполняющий функции сбора, обработки информации и локального
управления, и верхний, предназначенный для задач дистанционного управления,
наблюдения за ходом процесса, а также архивирования и протоколирования.
Нижний уровень реализован на двух контроллерах
SIMATIC S7-400 фирмы SIEMENS.
Верхний уровень представляет собой три
персональных компьютера с системой визуализации WinCC
фирмы SIEMENS.
Обмен данными между контроллерами и рабочими
станциями производится по высокоскоростному каналу передачи Industrial
Ethernet.
Аппаратное и программное обеспечение
Нижний уровень - система управления основным
технологическим процессом.
Подсистема АСУ реализована на резервированном
контроллере SIMATIC S7-400H с центральным процессором CPU414-4H и переключаемой
децентрализованной периферией ET200M.
Станции оператора реализованы на базе
промышленных компьютеров Siemens, имеющих аппаратные характеристики:
- Процессор Pentium-4 1.7 GHz;
- ОЗУ 512 Mb SDRAM;
- ЖМД 40 Gb IDE;
- Видео
AGP-Graphic DH 32 Mb;
- по 2 монитора с диагональю 21.
Компьютер сервера реализован на базе
промышленного компьютера-сервера Siemens класса DUALHIGH, имеющего аппаратные
характеристики:
- 2 процессора Pentium-III 1.26 GHz;
- ОЗУ 512 Mb SDRAM;
- ЖМД
36 Gb (3x18 Gb RAID);
- Видео PCI-Graphic 8 Mb;
- Монитор с диагональю 17;
Установлено программное обеспечение:
- операционная система Windows NT4.0 SP6;
- среда проектирования PCS7 v5.2 SP3;
- пакет программирования датчиков
Profibus PA и Hart - PDM v5.2;
- пакет программирования
резервированных контроллеров - H-Systems v5.1;
- создание резервированных соединений
с контроллерами - S7-Redconnect v1.4.
На станциях оператора установлено программное
обеспечение:
- операционная система Windows NT4.0 SP6;
- среда проектирования WinCC Client
v5.1 HF4;
Количественные и качественные
характеристики
Питание технических средств АСУ осуществляется
от сети переменного тока напряжением 3~380 В 50 Гц. Во избежание порчи и потери
информации предусмотрено устройство бесперебойного питания для аппаратных
средств нижнего уровня и операторских станций верхнего уровня. Минимальное
время буферизации при полном отключении сетевого электропитания - не менее 10
минут.
Условия эксплуатации:
- Рабочая температура окружающей среды - +5-40°С;
- Относительная влажность окружающего
воздуха (при 25°С) - 40-80%;
- Атмосферное давление - 84-107 кПа;
- Электрическая составляющая
электромагнитного поля помех в помещениях, предназначенных для эксплуатации АСУ
АП ХМК, не должна превышать 0.3 В/М в диапазоне частот от 0.15 до 300 мГц.
В АСУ предусмотрен циклический опрос
контроллером всех датчиков с периодом опроса не менее:
Аналоговые датчики АСУ........................................................... 600
мс;
Аналоговых выходы и дискретные входы/выходы АСУ.......... 300
мс;
Максимальное время реакции на аварийный сигнал
блокировки 400 мс.
Динамические характеристики системы не превышают
следующих значений:
Максимальное время обновления данных на рабочем
месте оператора 2 с;
Максимальное время прохождения команды оператора
и подтверждения 2 с;
Представление информации оператору о
срабатывании............. …2 с;
Среднее время восстановления работоспособности
КТС................ 1 ч;
Описание принципов и режимов
функционирования
Подсистема приема и обработки информации
обеспечивает:
- Прием и обработку аналоговых и
дискретных сигналов от датчиков технологических параметров для отображения,
регулирования, логического управления;
- Проверку входных сигналов на достоверность;
- Приведение измеренных значений к
нормальным условиям.
Подсистема представления информации
обеспечивает. Представление технологической информации на экранах цветных
дисплеев (по запросу или автоматически) в следующих форматах по выбору
оператора:
- в виде мнемосхем с информацией о
текущем состоянии технологического процесса и значения технологических
параметров;
- в виде обобщенных и детализированных
кадров аварийных состояний технологического процесса;
- в виде различных сообщений в
цифровом и/или графическом виде значений технологических параметров и
управляющих воздействий;
- в виде специальных кадров
регуляторов;
- в виде различных окон расчета
значений программных параметров и уставок регуляторов;
- в виде операторских рапортов и
сводок (за сутки, с начала месяца);
- автоматическую сигнализацию и
регистрацию достижения параметром предаварийной и предупредительной границ;
- формирование и вывод на экран
дисплея протокола сообщений, в котором фиксируются все сообщения о
предупредительной и предаварийной сигнализациях, сообщения о действиях
оператора и системы автоматизации, а также диагностические сообщения о неисправностях
в системе;
- формирование и отображение на
дисплеях различных групп графиков изменения технологических параметров.
Подсистема автоматического регулирования
обеспечивает:
- Одноконтурное и каскадное
автоматическое регулирование;
- Безударный переход в ручной и
автоматический режимы;
- Отображение формулы расчета уставки
каскадного режима;
- Изменение параметров настройки
регуляторов и других коэффициентов с рабочих станций оператора. Изменение
настроек регулятора доступно только обслуживающему персоналу (защищено
паролем), при этом в протоколе сообщений регистрируется сообщение об изменении
настроек регулятора.
Подсистема дистанционного управления реализует
следующие функции:
- Управление положением регулирующих и
отсечных клапанов;
- Управление технологическим
оборудованием в различных режимах;
- Автоматическое выключение механизмов
и приведение клапанов в безопасное состояние при срабатывании блокировок с
регистрацией первопричины аварийного останова.
Подсистема защиты и блокировок обеспечивает:
- Перевод технологического
оборудования цеха в безопасное состояние в случае срабатывания блокировки,
отключения электроэнергии, прекращения подачи сжатого воздуха для питания
систем контроля и управления, а также при выходе из строя, управляющего
контроллера;
- При восстановлении питания технологическое
оборудование переводится в то состояние, в котором оно находилось до выключения
питания;
- Возврат технологического объекта в
рабочее состояние после срабатывания системы защиты и блокировок должен
выполняться обслуживающим персоналом;
- Подсистема защиты и блокировок
является "необратимой", т.е. не вызывается повторное самопроизвольное
включение оборудования при восстановлении параметра.
Подсистема архивирования информации
обеспечивает:
- Архивирование всех аналоговых параметров в
кратковременном архиве с циклом опроса 2, 6 или 30 с и временем хранения 3
суток;
- Архивирование необходимых аналоговых
параметров в долговременном архиве с циклом опроса 6 или 30 с и временем
хранения 32 суток;
- Архивирование рапортов и сводов в
начале каждых суток и временем хранения не менее 3 месяцев;
- Архивирование сообщений - хранение
последних 10000 сообщений;
- Выдачу любой архивной информации на
экран дисплея или на системный принтер по требованию оператора в виде таблиц,
графиков, трендов.
Подсистема обмена информации.
Информационный обмен между управляющими
контроллерами и сервером АСУ осуществляется по высокоскоростному каналу
Industrial Ethernet (10 Mbps).
При этом обмен информацией сервера с резервированным контроллером
осуществляется по резервированному соединению. В случае отказа одного из CPU
или CP контроллера
обмен данными с сервером будет продолжаться через другой (работоспособный) CPU
и CP.
Обмен данными между сервером и станциями
операторов осуществляется по высокоскоростной сети Ethernet
(100 Mbps).
Обмен информации между контроллерами выполняется
по резервированному соединению.
Диагностика системы.
АСУ имеет в своем составе программные и
аппаратные средства диагностики работоспособности системы в режиме "Online"
с автоматическим выводом соответствующего сообщения в случае выявления
неисправности. Диагностируются:
- Программные средства (наличие сбоев и ошибок в
работе программного обеспечения);
- Аппаратные средства нижнего уровня -
выход из строя процессорных модулей, коммуникационных процессоров, модулей
ввода/вывода, интерфейсных модулей;
- Наличие связи (обмена данными)
сервера с контроллерами и между контроллерами;
- Аналоговые датчики на обрыв,
короткое замыкание, синфазную ошибку;
- Аналоговые выходы на обрыв линии.
При выходе из строя аппаратных средств,
отсутствии обмена данными или возникновении программных сбоев формируется
соответствующее сообщение. Предусмотрены программные средства, позволяющие
упростить поиск отказавшего модуля.
Контроллер системы АСУ.
Программируемый резервированный контроллер S7-400H
состоит из следующих частей:
а) Две резервированных подсистемы, каждая из
которых включает в себя:
1) Носитель модулей (корзина) - предназначен
для крепления модулей и реализации обмена данными между модулями по внутренней
шине;
2) Блок питания PS407,
включающий в себя при необходимости одну или две буферные батареи для
обеспечения сохранения программы, данных и конфигурационных данных при
отключении внешнего питающего напряжения;
) Центральный процессор CPU414-4H,
включающий в себя также плату памяти RAM
для записи управляющей программы, данных и конфигурационных данных контроллера;
) Коммуникационный процессор CP443-1
для подключения системы к сети Industrial
Ethernet для организации
связи с верхним уровнем системы;
) Два модуля синхронизации;
) Для обеспечения синхронизации работы двух
резервированных подсистем модули синхронизации первого и второго CPU
соединяются между собой посредством двух оптоволоконных кабелей;
б) Одно (или несколько) устройств
децентрализованной периферии ET200M,
каждое из которых включает в себя:
1) Носитель модулей (корзина) для установки
модулей;
2) Блок питания (при необходимости);
) Два интеллектуальных интерфейсных модуля IM153-2;
) До восьми сигнальных модулей (дискретных и
аналоговых);
) Шинные модули (по одному на каждые два
интерфейсных или сигнальных модуля), обеспечивающие горячую замену модулей.
На рисунке 4.7 показан внешний вид
резервированного контроллера S7-400H
с одной корзиной децентрализованной периферии ET200M.
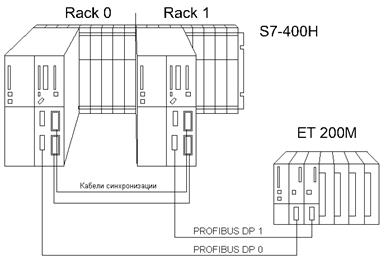
Рисунок 4.7 - Внешний вид резервированного
контроллера S7-400H
В резервированном контроллере оба CPU
находятся в горячем резерве, т.е. оба CPU
одновременно синхронно обрабатывают полностью идентичные управляющие программы.
CPU, который был
запущен первым, считается основным, другой CPU
- резервным. При отказе (или выключении) основного CPU
программу продолжает обрабатывать резервный, который теперь становится
основным. Если затем вновь включить выключенный CPU,
то теперь уже он будет резервным. Любое действие, которое может привести к
неоднозначности данных в CPU0
и CPU1, приводит к
синхронизации данных в CPU:
основной CPU
синхронизирует свои данные с данными основного CPU.
К синхронизации данных в основном и резервном CPU
приводят следующие события: прямое обращение к периферийным входам и выходам;
прерывания; обновление времени таймеров; модификация данных посредством
коммуникационных функций. Если при синхронизации данных между основным и
резервным CPU возникла
ошибка, то резервный CPU
переходит в режим STOP,
но основной CPU продолжает
работать (Solo
Mode).
При отказе одного из блоков питания, CPU,
установленный в данной корзине, перестает работать, и его функции продолжает
выполнять резервный CPU.
Поэтому, если, например, одновременно откажут CPU1
и блок питания, установленный в RACK0,
то такая ошибка будет фатальной, что приведет к останову резервированного
контроллера.
Децентрализованная периферия ET200M
подключается к резервированному контроллеру следующим образом. Ко встроенному
интерфейсу DP
CPU0 подключаются
первые IM153-2, к
интерфейсу DP
CPU1 - вторые IM153-2.
Такая децентрализованная периферия, когда резервируется не вся корзина, а
только интеллектуальные модули, называется переключаемой децентрализованной
периферией (Switched
ET200M
Distributed
I/O).
Переключаемая децентрализованная периферия ET200M
работает следующим образом. Один модуль IM153-2
подключается к CPU0,
другой - к CPU1. При
отказе одного из IM153-2
или PROFIBUS-кабеля
работа продолжается через второй модуль IM153-2,
при условии, что CPU,
к которому подключен данный модуль IM153-2,
исправен и работает. Если одновременно откажут, например, CPU0
(или блок питания, установленный в RACK0)
и IM153-2 (или PROFIBUS-кабель),
подключенный к CPU1,
то такая ошибка приведет к отсутствию связи со всеми модулями, установленными
на данной корзине ET200M
(модули будут считаться неисправными).
С новым ПТК удалось реализовать бесприборный
вариант операторского помещения с виртуальными панелями управления, световой и
звуковой сигнализацией.
Также в процессе реконструкции были
модернизирован и сокращен парк приборов КИПиА.
4.3 Схема
информационных потоков
Основной целью информационной системы АСУТП
является возможность быстро и удобно получать данные о состоянии и работе
технологического оборудования. Для этого снятые с датчиков и приборов параметры
обрабатываются и передаются через вычислительную сеть для хранения на главной
машине (сервер) и для отображения на рабочем месте (рабочей станции).
Так как будут использоваться нескольких рабочих
станций для работы проекта, то необходимо более подробно рассмотреть схему
обмена информацией между техническими средствами УВК.
Информация от полевых датчиков поступает в
контроллер. Так как связь контроллера с датчиками осуществлена напрямую, то в
контроллере находится информация отображающая действительную ситуацию
прохождения технологического процесса. Это позволяет вести точный контроль за
прохождением технологического процесса и моментально реагировать на малейшие
его изменения. Однако при таком контроле возможно измерение случайной величины
, а значит и возникновение ошибки. Для этого в контроллере производим
усреднение измеряемых параметров, и предоставляем оператору участка среднее
значение за минуту.
Параллельно данные от контроллера поступают в
базу данных минутных значений сервера, где они и хранятся. Однако, на хранение
минутных значений параметров за продолжительный период времени (более 5 суток)
потребуется большое дисковое пространство. Если учесть ещё данные помещаемые на
сервер от других управляющих вычислительных комплексов, то размеры накопителей
на жёстком диске на сервере будут огромными. Это значительно уменьшит
эффективность и скорость работы общезаводской информационной сети, увеличит её
стоимость и затраты на обслуживание. Поэтому каждый час вычислитель производит
усреднение минутных значений и сохраняет на сервере среднечасовые показатели.
Основу функционирования информационной системы
составляет передача данных от датчиков, через все элементы системы до рабочей
станции (АРМ оператора).
Технология передачи и обработки передачи
информации следующая:
а) Контроллер через каждые 1 секунды считывает
данные от датчиков и приборов;
б) В течение 1 минуты контроллер хранит и
усредняет полученные данные. Контроллер осуществляет:
1) сбор информации;
2) локальное и каскадное регулирование;
) расчет среднеминутных значений;
) выработку управляющего воздействия.
в) сервер завода выполняет функции моста и
вычислителя (которые существуют в данный момент для управления технологическим
процессом):
1) производит архивацию
технико-экономических показателей (ТЭП);
2) производит архивацию ТЭП;
) производит расчет среднечасовых, среднесменных
показателей;
) предоставляет архивы данных по запросу рабочим
станциям.
г) оператор производит ввод параметров на сервер
системы в течение 1 минуты, а также отображение параметров технологического
процесса на мнемосхемах. Оператор по необходимости оперативно выдает задание
контроллеру, который выдает управляющее воздействие на исполнительные
механизмы. То есть оператор осуществляет управление технологическим процессом
по выдерживание режимных параметров.
д) Упомянутые выше мнемосхемы разрабатывают, а
также вводят оперативное изменение мнемосхем инженеры - разработчики. Которые
осуществляют необходимую настройку программного обеспечения и производят анализ
работы системы управления.
е) Старший мастер просматривает мнемосхемы
работы переделов и анализирует работу участка и по необходимости может
обращаться к серверу завода.
ж) Начальник участка производит анализ работы
цеха по существующим мнемосхемам.
4.4 Разработка
человеко-машинного интерфейса
Задачи управления рассматривают технологический
процесс определенного участка с отображением основных контролируемых параметров
его работы. Интерфейс, отображающий задачи управления является основным,
поэтому он должен постоянно находиться перед лицом оператора.
Специализированные задачи предназначены для
подробного анализа какого-либо конкретного процесса. При этом преследуется цель
установить наилучший контроль именно за этим процессом. Посторонняя информация
должна отсекаться.
На всех интерфейсах картинка должна быть кратка
и понятна для оператора. Для удобства графического восприятия информации о
протекании технологического процесса широко используются такие возможности как
цветовая индикация режимов, анимация, представление величин в виде графиков. В
случаях оповещения оператора об особо важных ситуациях (завершение или начало
какой-либо операции, нарушение определенных параметров, аварийные ситуации и
режимы.) используются так называемые аларменные сообщения и звуковая
сигнализация. На основном интерфейсе управления обычно всегда имеется
специальное поле (поле аларменных сообщений), где выводятся различные
заслуживающие особого внимания оператора сообщения (алармы), сопровождающиеся
звуковой сигнализацией.
Значения контролируемых параметров управляемого
процесса заносятся в архив. Архив представляет собой табличные базы данных,
пополняемые текущими значениями параметров с заданной дискретностью по времени,
где для каждой ячейки определено название параметра и время сканирования.
Архивные значения доступны различным пользователям через информационную сеть и
широко используются для анализа ситуаций, для расчетов, для составления
отчетов.
Описание головной мнемосхемы. Основной
мнемосхемой каталитического риформинга является видеокадр «Основные потоки»
изображен на рисуноке 4.8.
Мнемосхема - это обобщенное графическое
изображение технологического оборудования, насосов, клапанов и технологических
потоков, на которые нанесены цифровые значения параметров. Для управления
технологическим процессом на видеокадре вызываются панели регуляторов.
Включение и отключение насосов, переключения
клапанов, изменение уровня в баковой аппаратуре отображается на мнемосхемах
путем закраски различными цветами их изображений. Красный цвет показывает, что
значение параметра достигло своего верхнего или нижнего аварийного уровня,
зеленый - значении параметра в пределах нормы.
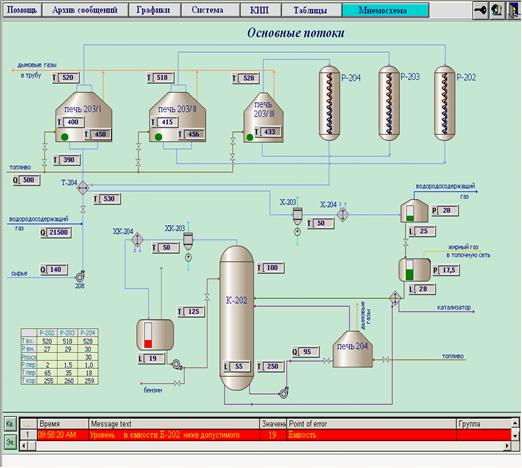
Рисунок 4.8 - Видеокадр «Основные потоки»
Для еще большей визуализации состояния процесса
ко многим объектам мнемосхемы привязана анимация. Примерами анимации могут
служить анимация заполнения емкостей, цветовое оформление отображаемых
параметров. Числовые значения аналоговых параметров выводятся в стандартном виде
с плавающей запятой. Количество отображаемых после запятой знаков - 1 или 2.
Значение параметра выводится всегда в непосредственной близости от его
обозначения на мнемосхеме темно-синим цветом. Для параметров, по которым
предусмотрена аварийная и (или) предупредительная сигнализация, цвет числового
поля вывода может изменяться, соответственно, на красный или желтый.
Одновременно на экран сообщений выводится соответствующее сообщение о выходе
параметра за допустимые границы. До тех пор, пока сообщение не будет
сквитировано оператором, независимо от того, вернулся параметр в рабочее
значение или нет, цвет числового поля будет оставаться мигающим красным (при
аварийной сигнализации) или мигающим желтым (при предупредительной
сигнализации).
Подводя итог, нужно указать на то, что при
разработке мнемосхемы исходили из принципов наглядности, информативности и
удобства использования.
Информация на мнемосхемах обновляется каждую
секунду. Для успешного управления процессом оператору мало знать только текущее
значение параметра. Иногда необходимо видеть изменение значений этого параметра
во временном промежутке.
Для удобства оператора реализована возможность
выбора параметров с мнемосхемы для последующего отображения их на графике. В
этом случае это может быть цифровое значение параметра, графическое отображение
уровня, условное обозначение насоса или клапана, или лампочки сигнализации
предельного уровня на баковой аппаратуре.
Если параметр может выбираться на тренд, то при
подведении к нему курсора он выделяется черной рамкой. Надо навести курсор на
параметр, и нажать левую клавишу «мыши», при этом параметр выделится красной
рамкой.
Выбор параметра можно отменить, повторно щелкнув
на нем указателем мыши. Окончание выбора производиться нажатием кнопки
“Закончить” или щелчком правой кнопки мыши на пустом месте мнемосхемы. После
этого в середине мнемосхемы появится окно подтверждения выбора, в котором
следуем нажать кнопку «ОК» - если вы действительно хотите увидеть тренд и
кнопку «Отмена» - если вы ошиблись или передумали.
Для просмотра тренда параметра, получения полной
информации об аналоговом параметре, смотри рисунок 4.9.
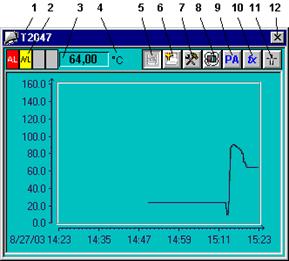
Рисунок 4.9 - Окно аналогового параметра
(просмотр тренда)
В окне тренда отображается график изменения
параметра за последний час. В случае, если по параметру ведется регулирование,
в окне тренда также отображается график изменения уставки регулятора.
Таблица 4.1 содержит краткое описание элементов
управления, расположенных в окне аналогового параметра.
Таблица 4.1-Элементы управления окна аналогового
параметра
|
N
|
Описание
|
|
1
|
Название
аналогового параметра
|
|
2
|
Обобщенный
индикатор аварий (отображает срабатывание предупредительной и аварийной
сигнализаций, а также неисправность датчика)
|
|
3
|
Текущее
значение параметра
|
|
4
|
Размерность
параметра
|
|
5
|
Отображение
окна тренда параметра
|
|
6
|
Отображение
окна сообщений
|
|
7
|
Отображение
окна настройки параметра
|
|
8
|
Отображение
окна режима симуляции
|
|
9
|
Отображение
окна дополнительной информации (только для датчиков Profibus PA)
|
|
10
|
Вызов
окна просмотра формулы расчета программного параметра
|
|
11
|
Переход
на мнемосхему, на которой отображается параметр
|
|
12
|
Кнопка
закрытия окна
|
Окно просмотра сообщений по параметру показано
на рисунке 4.10.
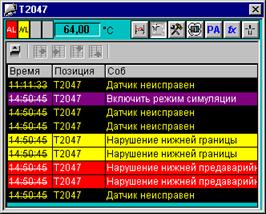
Рисунок 4.10 - Окно аналогового параметра
(просмотр сообщений)
В окне сообщений отображаются последние
сообщения по параметру. При этом, если по параметру ведется регулирование,
аналогично окну тренда, в список попадут сообщения по соответствующему
регулятору.
Окно настройки параметра показано на рисунке
4.11.
Окно настройки, помимо изменения собственно
настроек, позволяет также отключать либо подключать параметр к опросу (кнопка
"Снять с опроса"). Для отключенного от наблюдения (опроса) параметра
не формируются сообщения о срабатывании сигнализаций и неисправности датчика, а
также в поле вывода параметра не отображается текущее значение.
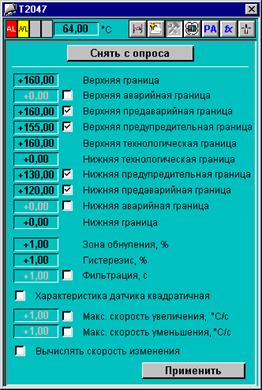
Рисунок 4.11 - Окно аналогового параметра
(настройка)
Окно режима симуляции параметра показано на
рисунке 4.12.
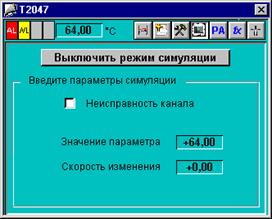
Рисунок 4.12 - Окно аналогового параметра
(симуляция)
Режим симуляции позволяет имитировать значение
параметра и неисправности датчика. После включения режима симуляции (кнопка
"Включить режим симуляции") в соответствующих полях можно задавать
признак неисправности, значение параметра и скорость изменения параметра.
Окно просмотра дополнительной информации
доступно только для датчиков Profibus
и показано на рисунке 4.13.
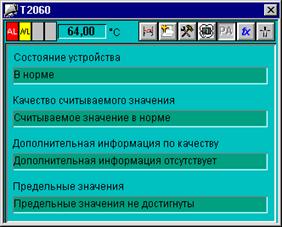
Рисунок 4.13 - Окно аналогового параметра
(просмотр дополнительной информации)
Таблица 4.2 содержит перечень всех возможных
состояний датчика Profibus.
Таблица 4.2 - Возможные состояния датчика
Profibus
|
Текстовое
поле
|
Возможные
значения
|
|
Состояние
устройства
|
В
норме
|
|
Ошибка
резервирования
|
|
Ошибка
канала
|
|
Ошибка
устройства
|
|
Качество
считываемого значения
|
Считываемое
значение в норме
|
|
Считываемое
значение неверно
|
|
Считываемое
значение недостоверно
|
|
Дополнительная
информация по качеству
|
Дополнительная
информация отсутствует
|
|
Идет
перенастройка устройства (update event)
|
|
Достигнута
предупредительная граница
|
|
Достигнута
предаварийная граница
|
|
Несквитированное
сообщение перенастройки (update event)
|
|
Несквитированное
предупредительное сообщение
|
|
Несквитированное
аварийное сообщение
|
|
Initial
fail safe
|
|
Истек
интервал периодического обслуживания
|
|
Ошибка
параметрирования (конфигурирования)
|
|
Нет
связи с датчиком
|
|
Неизвестная
ошибка устройства
|
|
Ошибка
датчика
|
|
Ошибка
датчика (короткое замыкание)
|
|
Дополнительная
информация по качеству
|
Ошибка
датчика (обрыв на линии подключения датчика)
|
|
Нет
связи (последнее действительное значение)
|
|
Нет
связи (нет действительного значения)
|
|
Датчик
не обрабатывается
|
|
Последнее
действительное значение
|
|
Подстановочное
значение
|
|
Начальное
значение
|
|
Преобразованное
значение неточно, ненормальные параметры работы датчика
|
|
Единицы
измерения вне разрешенного диапазона
|
|
Псевдонормальное
значение
|
|
Ошибка
параметрирования
|
|
Калибровка
устройства
|
|
Симулируемое
значение
|
|
Предельные
значения
|
Предельные
значения не достигнуты
|
|
Достигнут
нижний предел измерения
|
|
Достигнут
верхний предел измерения
|
|
Величина
константа, измерения не происходит
|
Для каждого дискретного датчика уровня,
давления, расхода на мнемосхеме предусмотрен объект отображения, аналогичный
аналоговому. В управляющей программе для каждого такого дискретного датчика
задается, по какому уровню он срабатывает (верхний или нижний) и какое
сообщение должно быть при этом сформировано (аварийное, предупредительное или
допусковое). При срабатывании дискретного датчика изменяется цвет фона объекта
на красный, желтый или зеленый соответственно. Одновременно на экран сообщений
выводится соответствующее сообщение о выходе параметра за допустимые границы.
До тех пор, пока сообщение не будет сквитировано оператором независимо от того,
вернулся параметр в рабочее значение или нет, цвет фона объекта будет
оставаться мигающим красным (при аварийной сигнализации) или мигающим желтым
(при предупредительной сигнализации).
Для просмотра сообщений по дискретному параметру
и управления параметром используется окно дискретного параметра. Окно
вызывается нажатием левой кнопки трекбола на соответствующий параметр и
отображается в режиме просмотра сообщений по параметру рисунок 4.14. В окне
сообщений отображаются последние сообщения по параметру.
Рисунок 4.14 - Окно дискретного параметра
(просмотр сообщений)
Таблица 4.3 содержит краткое описание элементов
управления, расположенных в окне дискретного параметра.
Таблица 4.3 - Элементы управления окна
дискретного параметра
|
N
|
Описание
|
|
21
|
Название
дискретного параметра
|
|
 2 2
|
Обобщенный
индикатор аварий (отображает срабатывание предупредительной, аварийной или
допусковой сигнализаций, а также неисправность датчика)
|
|
23
|
Отображение
окна сообщений (рисунок 4.14)
|
|
24
|
Отображение
окна настройки (рисунок 4.15)
|
|
25
|
Отображение
окна режима симуляции (рисунок 4.16)
|
|
26
|
Переход
на мнемосхему, на которой отображается параметр
|
|
27
|
Кнопка
закрытия окна
|
Окно настройки параметра показано на рисунке
4.15.
Рисунок 4.15 - Окно дискретного параметра
(настройка)
Окно настройки позволяет отключать либо
подключать параметр к опросу (кнопка "Снять с опроса"). Для
отключенного от наблюдения (опроса) параметра не формируются сообщения о
срабатывании датчика и неисправности канала (модуля).
Окно режима симуляции параметра показано на
рисунке 4.16
Рисунок 4.16 - Окно дискретного параметра
(симуляция)
Режим симуляции позволяет имитировать срабатывание
дискретного датчика и его неисправность. После включения режима симуляции
(кнопка "Включить режим симуляции") в соответствующих полях можно
задавать признак неисправности и значение параметра (1 - датчик работал или 0 -
не сработал).
Экран графиков.Для перехода на экран
графиков используется кнопка  (для графиков из кратковременного
архива) или кнопка
(для графиков из кратковременного
архива) или кнопка  (для
графиков из долговременного архива) основной клавиатуры. На рисунке 4.17
показан вид экрана графиков.
(для
графиков из долговременного архива) основной клавиатуры. На рисунке 4.17
показан вид экрана графиков.
Рисунок 4.17 - Экран графиков
В левой части экрана графиков расположен
переключатель групп. Графики разбиты на 26 групп. Первые 14 групп приведены на
закладке. Также можно выбрать для просмотра любой параметр.
Для работы с графиками используются кнопки
инструментальной панели, расположенной в верхней части поля графиков. Таблица
4.4 содержит перечень и описание кнопок инструментальной панели.
Чтобы распечатать график на принтере
необходимо нажать кнопку  в нижней
левой части экрана.
в нижней
левой части экрана.
Таблица 4.4 - Кнопки инструментальной панели
экрана графиков
|
Кнопка
|
Функциональное
назначение
|
|
 Переход к
первой записи архива Переход к
первой записи архива
|
|
|
 Переход к
предыдущей записи архива Переход к
предыдущей записи архива
|
|
|
 Переход к
последующей записи архива Переход к
последующей записи архива
|
|
|
 Переход к
последней записи архива Переход к
последней записи архива
|
|
|
 Включение/выключение
линии считывания Включение/выключение
линии считывания
|
|
|
 Выбор
участка кривой для просмотра Выбор
участка кривой для просмотра
|
|
|
 Возврат к
исходному масштабу Возврат к
исходному масштабу
|
|
|
 Выбор
временного диапазона просмотра кривой Выбор
временного диапазона просмотра кривой
|
|
|
 Разрешить/запретить
обновление информации на экране. При разрешённом обновлении точки кривых сдвигаются
влево за счёт поступления новых измеренных отчётов. Однако, просмотр
информации за любой период возможен только при запрете обновления Разрешить/запретить
обновление информации на экране. При разрешённом обновлении точки кривых сдвигаются
влево за счёт поступления новых измеренных отчётов. Однако, просмотр
информации за любой период возможен только при запрете обновления
|
|
|
 Выбор
кривой для просмотра - кнопка отображается, только если в переключателе групп
выбрана позиция "Любой параметр" Выбор
кривой для просмотра - кнопка отображается, только если в переключателе групп
выбрана позиция "Любой параметр"
|
|
Выбор временного диапазона просмотра кривой
По нажатию кнопки вызывается
окно выбора временного диапазона просмотра кривой рисунок 4.18. В данном окне
можно задать интересующий участок кривой, который затем будет показан в
увеличенном масштабе.

Рисунок 4.18 - Выбор временного диапазона
В окне выбора временного диапазона можно указать
как начальное и конечное время просмотра информации из архива (From
и To), так и интервал
времени (Time
range) - например, начиная
с указанного времени (From)
в течение одного часа.
Выбор кривой для просмотра.
При выборе опции "Любой
параметр" переключателя групп, в инструментальной панели добавляется
кнопка - выбор кривой
для просмотра. По нажатию данной кнопки появляется окно выбора кривой рисунок
4.19.
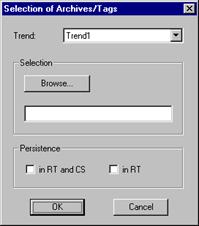
Рисунок 4.19 - Окно выбора кривой
В данном окне выбранной кривой (Trend)
можно сопоставить интересующий параметр (Browse).
По нажатию кнопки "Browse"
открывается окно выбора параметра для кривой рисунок 4.20.
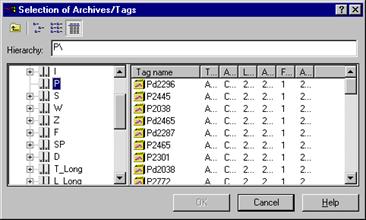
Рисунок 4.20 - Окно выбора параметра
В левой части окна отображается список
подкаталогов параметров, в правой части - список параметров в выбранном
подкаталоге. Выбрать интересующий параметр (например, Pd2038)
можно как из кратковременного архива (в этом случае в левой части окна
необходимо выбрать подкаталог P), так и из долговременного архива (P_Long).
Для подтверждения выбора необходимо нажать
кнопку "OK", для
отмены - кнопку "Cancel".
Диагностика оборудования. В системе
визуализации на станциях оператора имеется специальный экран диагностики
оборудования, предназначенный для просмотра и выявления причины неисправности
модулей и датчиков.
Вид экрана диагностики оборудования приведен на
рисунке 4.21.
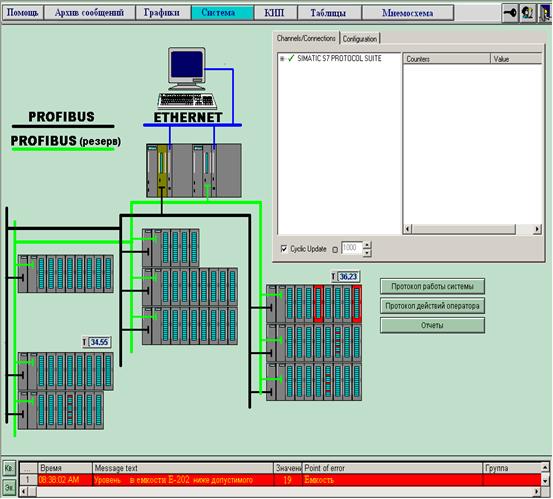
Рисунок 4.21 - Экран диагностики
При наличии какой-либо неисправности неисправный
модуль подсвечивается красным цветом. При появлении неисправности также
формируется соответствующее диагностическое сообщение.
Диагностика сигнальных модулей
Для получения детальной диагностической
информации по сигнальным модулям необходимо вызвать окно детализации ошибки
модуля, щелкнув левой кнопкой мыши на неисправном (красном) модуле на экране
диагностики оборудования рисунок 4.22.
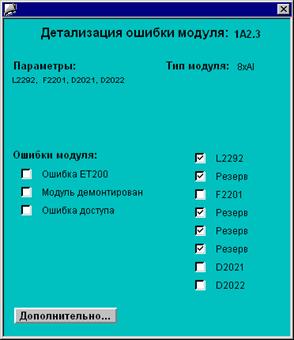
Рисунок 4.22 - Окно детализации ошибки
сигнального модуля
Возможны несколько вариантов неисправностей
сигнального модуля:
Неисправность ET200M
Данная неисправность имеет место в случае
отсутствие связи с линейкой децентрализованной периферии ET200M, например:
- обрыв кабеля PROFIBUS DP (для
контроллера АСУ);
- неисправность интерфейсного модуля
IM153-1 (для контролера АСУ) При такой ошибке считаются неисправными все
модули, установленные на данной линейке ET200M.
В окне детализации ошибки модуля, открытом для
любого из модулей данной линейки, выделен пункт "Ошибка ET200" и при
этом отмечены неисправности по всем каналам данного модуля. Также может быть
выделен пункт "Ошибка доступа".
В архиве диагностических сообщений присутствуют
сообщения о неисправности данной линейки ET200M; о неисправности всех модулей,
установленных на данной линейке; а также о неисправности всех датчиков,
подключенных к каналам модулей данной линейки.
При возникновении ошибки ET200M необходимо проверить
кабели PROFIBUS на обрывы и правильность включения терминальных резисторов -
резисторы должны быть отключены в промежуточных узлах сети и включены на
конечных узлах сети, причем, должно присутствовать напряжение питание,
подаваемое на резисторы конечных узлов сети. При неисправности модуля IM153-2
необходимо его заменить.
Неисправность модуля.
Данная неисправность имеет место в случае
отсутствия или неисправности сигнального модуля.
В окне детализации ошибки модуля «рисунок 4.22»,
открытом для неисправного модуля, выделен пункт "Модуль
демонтирован", либо пункт "Ошибка доступа", либо выделены оба
данных пункта.
В архиве диагностических сообщений присутствуют
сообщения о неисправности данного модуля, а также о неисправности всех
датчиков, подключенных к каналам данного модуля.
При возникновении неисправности модуля
необходимо проверить наличие питания на модуле, правильность подключения
фронтштекера, при необходимости заменить неисправный сигнальный модуль.
Неисправность канала.
Данная неисправность имеет место в случае
неисправности канала (датчика). Для аналоговых датчиков это может быть,
например, обрыв провода, короткое замыкание, синфазная ошибка и пр. В окне
детализации ошибки модуля не выделен ни один из пунктов в левой части окна
(ошибки модуля), но выделен пункт неисправность какого-либо конкретного канала
(каналов) в правой части окна.
В архиве диагностических сообщений присутствует
сообщение о неисправности датчика, подключенного к данному каналу, если канал
не отключен от наблюдения. Для отключенных от наблюдения датчиков не
формируются сообщения о неисправности датчика.
При возникновении ошибки канала для аналогового
модуля можно посмотреть детализацию ошибки канала рисунок 4.23. Для этого
необходимо нажать кнопку "Дополнительно" в окне детализации ошибки
модуля рисунок 4.23.
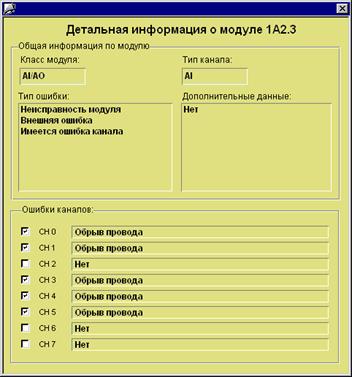
Рисунок 4.23 - Окно детализации ошибок каналов
После ознакомления с информацией о характере
ошибки модуля (канала) необходимо вызвать дежурного инженера КИПиА для проверки
подключения датчика к каналу и выполнения требуемых измерений.
4.5 Алгоритм управления
Для конфигурирования и программирования ПЛК «Siemens»
используется поставляемое вместе с ним программное обеспечение «Step
7». Этот пакет устанавливается на ЭВМ (с операционной системой Windows
95/98/NT/XP), к которой через COM-порт или Ethernet подключается ПЛК. Программы
для контроллеров в среде «Step
7» пишутся на языках STL,LAD
и FBD.
В пакете Step 7 для написания программы
используются языки LAD,
STL и FBD.
Более наглядным и простым представляется язык FBD.
Все команды этого языка программирования представлены в виде блоков,
реализующих конкретную функцию (сложение, сравнение, пересылка данных,
тригонометрические функции, ПИД-регулирование. Функциональные входы
присоединяются к левой части прямоугольника. Функциональные выходы
присоединяются к правой части. Входы и выходы диаграммы (переменные) соединены
с функциональными прямоугольниками при помощи логических связей [10].
Все команды языка FBD
можно разделить на группы:
− релейные контакты и катушки;
− математические операции;
− операции сравнения, отношения;
− битовые операции.
При этом в среде конфигурирования имеются все
инструменты представления графики, текста, данных, анимации и диаграмм,
требующихся для создания привлекательных, хорошо организованных, легких для
использования и понимания экранных форм. А среда выполнения обеспечивает
средства просмотра этих экранных форм в реальном масштабе времени.
Переключиться с одной среды на другую можно просто щелкнув кнопкой мыши, переключение
между средой выполнения и средой конфигурации позволяет быстро проверять
изменения, внесенные в экранные формы, не прерывая работы службы тревог и
процесса сбора данных.
В этом дипломном проекте рассмотрен контур
регулирования температуры готового продукта на выходе трубчатой печи.
Для реализации данного алгоритма использовался
пакет Step 7 язык программирования FBD.
Блок масштабирования сигнала рисунок 4.24.
Рисунок 4.24 - Блок
масштабирования сигнала
Необходим для преобразования унифицированного
сигнала с датчика в единицы измерения физического параметра.
Входы:
Хin Real входной параметр в
размерности установленной на плате ввода (мА,мВ,ом); Real минимальное
значение сигнала с платы ввода; Real максимальное значение сигнала с платы
ввода; Real минимальное значение шкалы параметра; Real максимальное
значение шкалы параметра.
Выходы: Real выходной
сигнал в натуральных единицах;
Примечание: - значение Xmax должно быть больше
Xmin.(допустимы отрицательные значения)
параметры Ymin, Ymax могут принимать любые
значения (отрицательные, обратные и т.д.);
выходной сигнал не ограничивается при уходе из
диапазона шкалы.
если Dx=Xmax-Xmin равно 0,то подставляется
значение 100;
если Dy=Ymax-Ymin равно 0,то подставляется
значение 100;
если не введены границы диапазонов платы и
шкалы, то выходной сигнал соответствует входу без масштабирования.
Блок регулятора с импульсным выходом, на ручном
- управление кнопками рисунок 4.25.
Рисунок 4.25- Блок регулятора с импульсным
выходом
Входы: Boolean Выбор режима (ручной или
автоматический);
Хin Real регулируемый параметр; Real задание
; Real Постоянная времени фильтра (в секундах); Real Зона
нечувствительности; Real Постоянная времени фильтра (в секундах); Real Коэффициент
пропорциональности; Real Постоянная времени интегрирования (в
секундах); Real Коэффициент дифференцирования; Real Постоянная
времени дифференцирования (в секундах); Real Диапазон шкалы
регулируемого параметра; Real Полное время хода ИМ (в секундах); Bool кнопка
БОЛЬШЕ на ручном управлении; Bool кнопка МЕНЬШЕ на ручном
управлении.
Выходы: Real Сигнал рассогласования; Bool импульсный
выход регулятора БОЛЬШЕ; Bool импульсный выход регулятора МЕНЬШЕ;
Особенности: если расчитанная скважность не
превышает 10%, то выходные импульсы формируются как ШИМ последовательность,
причем период импульсов фиксированный и рассчитывается автоматически по входным
параметрам dbx и Tmeo.
5. Расчет экономической
эффективности проекта
В рамках данного дипломного проекта
рассматриваются вопросы модернизации системы автоматизированного управления
блока каталитического риформигна.
Любой создаваемый технический проект должен быть
окупаемым и экономически выгодным. Соответственно, данный проект, помимо
основной цели, преследует цель достижения экономического эффекта, который может
быть получен вследствие применения новых подходов к разработке систем
автоматизации и их реализации на базе современных средств автоматики. По этой
причине к работе прилагается расчет экономической эффективности предложенных
нововведений [8].
Предполагается, что поставка высоконадежного
контроллера позволит снизить затраты на текущие плановые и внеплановые ремонты,
снизить затраты на электроэнергию. Внедрение новых датчиков позволит обеспечить
надежность работы оборудования, повысив точность работы участка. Важно также
отметить, что оборудование базисного варианта устарело как морально, так и физически
и требует замены. В результате демонтажа большого количества приборов
(внедрение автоматизированной системы управления убирает нужду в разного рода
вторичных преобразователях), а также сокращения количества ремонтов пропадает
необходимость в обслуживающем его персонале. Поэтому представляется возможным
подвергнуть сокращению одну штатную единицу. Точность и быстродействие
создаваемой системы, а также удобный человеко-машинный интерфейс,
предназначенный для управляющего персонала, позволит снизить количество
аварийных и внештатных ситуаций, уменьшить химические и механические потери, и
как следствие улучшить качество получаемых продуктов и меньше загрязнять
окружающую среду.
Недостатки базового варианта, основанного на
применении человеческого регулирования, заключаются в плохом качестве контроля
и управления и вызывают риск образования нестандартных ситуаций.
Исходные данные к расчёту экономической
эффективности приведены в таблицах 5.1 ÷ 5.3.
Таблица 5.1 - Исходные данные к расчёту
|
Норма
реновации с учётом фактора времени (Кр)
|
Тариф
на электроэнергию (Цэ/э)
|
Норматив
экономической эффективности (Ен)
|
КПД
оборудования
|
|
0,0315
|
5,46
|
0,15
|
0,95
|
Таблица 5.2
- Новый вариант оборудования
|
Наименование
прибора
|
Кол-во
(n)
|
Траб,
час
|
W, кВт
|
Цоб
, тенге
|
Цтр
, тенге
|
Нр
, %
|
Nтр
|
Тсл
, лет
|
Тно
, лет
|
Цмон,
тенге
|
|
Метран
- 100
|
3
|
8760
|
0,02
|
300000
|
2000
|
1
|
3
|
20
|
1
|
45000
|
|
Кариолисовый
расходомер
|
3
|
8760
|
0,02
|
9700
|
1
|
2
|
15
|
1
|
67500
|
|
Vegapuls-64
|
3
|
8760
|
0,03
|
306000
|
3500
|
1
|
4
|
15
|
1
|
45900
|
|
Контроллер
Simatic
|
2
|
8760
|
0,2
|
450000
|
1800
|
1
|
3
|
20
|
28
|
67500
|
|
ПО
WinCC
|
2
|
8760
|
0,2
|
185000
|
1000
|
1
|
5
|
15
|
|
|
|
ПО
Step 7
|
2
|
8760
|
0,2
|
150000
|
2000
|
1
|
5
|
15
|
|
|
Данные о базовом варианте
оборудования приведены в таблице 5.3.
Таблица 5.3
- Базовый вариант оборудования
|
Наименование
прибора
|
Кол-во
(n)
|
Траб,
час
|
W, кВт
|
Цоб
, тенге
|
Цтр
, тенге
|
Нр
, %
|
Nтр
|
Тсл
, лет
|
Тно,
лет
|
Qв, л/мин
|
Цдем,
тенге
|
|
ДСП
|
3
|
8760
|
0
|
34000
|
4380
|
1
|
4
|
15
|
0,5
|
9
|
5100
|
|
ПР3.31
|
17
|
8760
|
0
|
2500
|
225
|
1
|
5
|
15
|
0,5
|
8
|
375
|
|
ДМ
|
3
|
8760
|
0
|
9500
|
9400
|
1
|
4
|
15
|
0,5
|
8
|
1425
|
|
НП-П3
|
3
|
8760
|
0,1
|
4500
|
9000
|
1
|
6
|
15
|
0,5
|
0
|
675
|
|
НП-ТЛ
|
80
|
8760
|
0,1
|
2500
|
1200
|
1
|
6
|
15
|
0,5
|
0
|
375
|
|
КПС-3
|
53
|
8760
|
0,1
|
3000
|
1440
|
1
|
3
|
15
|
0,5
|
2
|
450
|
|
Режим
1
|
1
|
8760
|
0,5
|
90000
|
13440
|
1
|
5
|
15
|
2
|
0
|
13500
|
Траб - время работы оборудования (час);
W - потребляемая
электрическая мощность (кВт);
Цоб - цена оборудования (тенге);
Цтр - цена текущего ремонта (тенге);
Нр - норма на устранение одного сбоя (%);
Nтр - число плановых
ремонтов за время службы;
Тсл - срок службы оборудования (лет);
Тно - среднее время наработки на отказ;
Цмон - стоимость монтажа и наладки оборудования;
Цдем - стоимость демонтажа оборудования;
Qв - расход воздуха
питания через пневматический прибор (л/мин).
5.1 Расчет затрат на
эксплуатацию и обслуживание текущего и базового варианта
Годовые средние затраты определяются по формуле
 (5.1)
(5.1)
где И - текущие издержки потребителя
новой техники;
к - единовременные капитальные
вложения потребителя по вариантам.
Так как данные для расчёта
представляют собой разность базового и нового вариантов, то далее будем
рассчитывать dИ - разность текущих издержек по вариантам и dК - разность
единовременных капитальных вложений по вариантам. В связи с этим преобразуем
формулу (5.1) к виду
 (5.2)
(5.2)
Расчет текущих издержек (в год)
 (5.3)
(5.3)
где Знв - затраты на нагнетание воздуха для
питания пневматических приборов, тенге;
Зтр - затраты на текущие ремонты, тенге;
Зэ/э - затраты на электроэнергию, потребляемую
оборудованием, тенге;
Ззп - затраты на зарплату обслуживающего
персонала, тенге.
Текущие издержки определяются по формуле
 (5.5)
(5.5)
Изменение затрат на нагнетание воздуха для
питания пневматических систем следует рассчитать по формуле
 (5.6)
(5.6)

Расчёт затрат текущие ремонты
 (5.7)
(5.7)
где Зтр.пл - затраты на плановые
текущие ремонты, тенге;
Зтр.вп - затраты на внеплановые
ремонты, тенге.
a) Расчёт затрат на плановые текущие ремонты
 (5.8)
(5.8)
где Цтр - стоимость одного планового ремонта;
Nтр - число плановых
ремонтов за время службы;
Тсл - время службы оборудования, лет;-
количество техники.
 (5.9)
(5.9)
где Тр - время между текущими
ремонтами.
Тогда затраты на плановые ремонты
составят
Simatic  тенге;
тенге;
Метран-100  тенге;
тенге;
Кариолисовый расходомер  тенге;
тенге;
Vegapuls  тенге;
тенге;
НП-П3  тенге;
тенге;
ДСП  тенге;
тенге;
ДМ  тенге;
тенге;
НП-ТЛ  тенге;
тенге;
ПР3.31  тенге;
тенге;
КСП-3  тенге;
тенге;
Режим-1  тенге.
тенге.
Всего

 тенге.
тенге.

 тенге.
тенге.
 тенге.
тенге.
b) Расчёт затрат на внеплановые ремонты.
 (5.10)
(5.10)
где Нр - норма (в процентном
отношении к стоимости техники), предусматриваемая, для устранения одного сбоя
системы управления (принимаем Нр =1%);
Цоб - стоимость оборудования
(включая транспортные расходы), тенге;
Тд - время работы техники в течении
года (принимаем Тд = 0,9);
Тно - среднее время наработки на
отказ, лет;- количество техники.
Тогда затраты на внеплановые ремонты
составят:
Simatic  тенге;
тенге;
Метран-100  тенге;
тенге;
Кариолисовый расходомер  тенге;
тенге;
Vegapuls  тенге;
тенге;
НП-П3  тенге;
тенге;
ДСП  тенге;
тенге;
ДМ  тенге;
тенге;
НП-ТЛ  тенге;
тенге;
ПР3.31  тенге;
тенге;
КСП-3  тенге;
тенге;
Режим-1  тенге.
тенге.
Всего:
Зтр.вп(нов) = Звп.S
+ ЗвпМ+ ЗвпР + ЗвпV
Зтр.вп(нов) =144,64+2700+4050+2754=9648,64
тенге.
Зтр.вп(баз) = ЗвпНП-П3 + ЗвпДСП+ ЗвпДМ+
ЗвпНП-ТЛ+ ЗвпПР3.31+ ЗвпКСП-3 + ЗвпРежим-1
Зтр.вп(баз) =216+972+162+189+810+594+1620=4563
тенге.
Зтр.вп = 9648,64-4563 = 5085,64 тенге.
Затраты
на текущие ремонты по формуле (5.7) будут равныЗ = -9861+ 5085,64 = - 4775,36
тенге.
Расчёт
затрат на электроэнергию, потребляемую оборудованием за год. Затраты на
электроэнергию определяются по следующей формуле
 (5.11)
(5.11)
где Р - потребляемая мощность
оборудования;- количество единиц оборудования;
Цэ/э - тариф на электроэнергию;
КПД - коэффициент полезного действия
оборудования (принимаем КПД = 95 %);
nг - число часов в году, nг = 8760.
Тогда затраты на потребляемую
электроэнергию составят
- Simatic  тенге;
тенге;
- Метран-100  тенге;
тенге;
- Кариолисовый расходомер  тенге;
тенге;
- Vegapuls  тенге;
тенге;
- НП-П3  тенге;
тенге;
- НП-ТЛ  тенге;
тенге;
- КСП-3  тенге;
тенге;
- Режим-1  тенге.
тенге.
Всего:
Зээ(нов)
=ЗээS+ЗээМ+ ЗээР+
ЗээV
Зээ(нов)
=18,175+2,726+2,726+4,0894=27,7164 тенге.
Зээ(баз)
= ЗээНП-П3 + ЗээНП-ТЛ +ЗээКСП-3 + ЗээРежим-1
Зээ(баз)
=13,631+36,35+240,82+22,71=640,661 тенге.Зээ =27,7164-640,661 = -612,9446
тенге.
Расчет
затрат на зарплату обслуживающего персонала. Поскольку одна должность слесаря
КИПиА подлежит сокращению затраты снижаются по сравнению с базовым вариантом на
величину заработной платы, ЗПт
 (5.12)
(5.12)
где Тс - часовая тарифная ставка,
тенге/час;г - годовой фонд времени, час.
 (5.13)
(5.13)
где Тмо - месячный тарифный оклад;
Кп - премиальный коэффициент;м -
месячный фонд времени.
 194,886 тенге/час
194,886 тенге/час
ЗПт=194,886·2032=396008,35 тенге.
Издержки
по заработной плате равны ЗПт = 396008,35 тенге.
Текущие
издержки по формуле (5.5) будут равныИ =
37170,432-9861+5085,64-612,9446+396008,35 = 427790,48 тенге.
5.2 Расчет единовременных затрат капитальных вложений
Затраты
капитальных вложений
 (5.14)
(5.14)
где Цоб - цена оборудования, тенге;
Ктр- коэффициент, учитывающий
сопутствующие капитальные вложения на транспортировку;
Км - коэффициент, учитывающий
сопутствующие вложения на монтаж и демонтаж оборудования.
Так как в исходных данных присутствуют затраты
на монтаж и демонтаж оборудования, а капитальные вложения на транспортировку
включаются в стоимость оборудования, то преобразуем формулу (5.14) к виду:
К=
Цвв +Цмон +Цдем - Цдем.об
(5.15)
где
Цвв - стоимость вводимого оборудования;
Цмон
- стоимость монтажа и наладки оборудования;
Цдем
- стоимость демонтажа оборудования;
Цдем.об
- стоимость демонтируемого оборудования (принимаем Цдем.об равной 50 % от
начальной стоимости).К = 1841000+225900+21900-146000 = 1942800 тенге.
Рассчитаем
разницу затрат между базовым и новым вариантами оборудования в соответствии с
формулой (5.1)
 тенге.
тенге.
5.3 Расчет
экономического эффекта
Произведенные вычисления позволяют
определить общий экономический эффект от внедрения новой системы автоматизации
на блоке каталитического риформинга установки ЛК-6У.
Таблица 5.4 - Основные характеристики базового и
нового вариантов
|
Базовый
вариант
|
Новый
вариант
|
|
Капитальные
затраты
|
ФЗП
|
Затраты
на эксплуата-цию
|
ФЗП
|
Капитальные
затраты
|
Затраты
на эксплуата-цию
|
|
2363483,3
|
792016,7
|
503934,16
|
396008,35
|
1942800
|
427790,48
|
Экономический эффект от внедрения новой техники
определяется формулой
 (5.16)
(5.16)
где Эг - экономический эффект,
отражающий совокупный доход за весь период производства и эксплуатации новой
техники;
Рг - полезный результат;
Зг - совокупные затраты за весь жизненный цикл
технологической установки.
Полезный результат не меняется, а затраты
стабильны по годам, поэтому экономический эффект потребителя
 (5.17)
(5.17)
где Згб - затраты по базовому варианту;
Згн - затраты по новому варианту;
Кр - норма амортизационных отчислений на
реновацию с учётом времени;
Ен - норматив экономической эффективности
капитальных вложений
Экономический эффект рассчитан в соответствии с
формулой (5.17)
 тенге.
тенге.
5.4 Срок
окупаемости модернизированной системы определяется по формуле
 (5.18)
(5.18)
где  - затраты капитальных вложений;
- затраты капитальных вложений;
Э- экономический эффект.
 месяцев.
месяцев.
Вывод: на основании настоящего расчета
принимается решение об экономической целесообразности внедрения новой системы
автоматизации технологического процесса.
6. ОХРАНА ТРУДА
.1 Выписка из Закона
Республики Казахстан о безопасности и охране труда
Настоящий Закон регулирует общественные
отношения в области охраны труда в Республике Казахстан и направлен на
обеспечение безопасности, сохранение жизни и здоровья работников в процессе
трудовой деятельности, а также устанавливает основные принципы государственной
политики в области безопасности и охраны труда.
Основные направления государственной политики в
области безопасности и охраны труда.
Государственная политика в области безопасности
и охраны труда направлена на:
разработку и принятие нормативных правовых актов
Республики Казахстан, государственных стандартов, правил, норм в области
безопасности и охраны труда;
разработку государственных, отраслевых
(секторальных) и региональных программ в области безопасности и охраны труда;
создание и реализацию систем экономического
стимулирования деятельности по разработке и улучшению условий; безопасности и
охраны труда, разработке и внедрению безопасных техники и технологий,
производству средств охраны труда, индивидуальной и коллективной защиты
работников:
осуществление мониторинга в области безопасности
и охраны труда:
проведение научных исследований по проблемам
безопасности и охраны труда;
установление единого порядка учета несчастных
случаев на производстве и профессиональных заболеваний;
государственные надзор и контроль за соблюдением
требований законодательства Республики Казахстан в области безопасности и
охраны труда,
содействие осуществлению общественного контроля
за соблюдением прав и законных интересов работников в области безопасности и
охраны труда,
защиту законных интересов работников
пострадавших от несчастных случаев на производстве и профессиональных
заболеваний, а также членов их семей;
установление компенсаций за тяжелую работу и
работу с вредными и (или) опасными условиями труда, не устранимыми при современном
техническом уровне производства и организации труда;
распространение передового отечественного и
зарубежного опыта работы по улучшению условий и охраны труда;
подготовку и повышение квалификации специалистов
по безопасности и охране труда;
организацию государственной статистической
отчетности об условиях труда, а также о производственном травматизме,
профессиональной заболеваемости и об их последствиях;
обеспечение функционирования единой
информационной системы в области безопасности и охраны труда;
международное сотрудничество в области
безопасности и охраны труда.
Основные принципы в области безопасности и
охраны труда
Основными принципами в области безопасности и
охраны труда являются:
приоритет жизни и здоровья работника по
отношению к результатам производственной деятельности;
недопущение необратимых последствий вредного
воздействия производственных факторов на жизнь и здоровье работника,
гарантирование государством защиты прав
работников на условия труда, соответствующие требованиям безопасности и охраны
труда,
установление единых требований в области
безопасности и охраны труда посредством разработки и принятия нормативных
правовых актов;
государственное регулирование вопросов
безопасности и охраны труда;
обеспечение согласованных действий в области
безопасности и охраны труда между уполномоченным органом, его территориальными
подразделениями и представителями работодателей и работников;
гласность, полнота и достоверность информации о
состоянии безопасности и охраны труда;
участие государства в финансировании
государственных программ, разработке нормативных правовых актов, проведении
научных работ и исследований в области безопасности и охраны труда;
участие представителей работников в формировании
государственных программ по безопасности и охране труда, разработке нормативных
правовых актов, содержащих нормы безопасности и охраны труда, а также в
осуществлении контроля за соблюдением законодательства Республики Казахстан о
безопасности и охране труда.
6.2 Общие требования
безопасности на участке каталитического риформинга
Конструктивное оформление технологического
процесса. Его оснащение системой контроля и управления, наличие необходимых
блокировок, обеспечение необходимой герметизации оборудования, исключение
непосредственного контакта персонала с сырьем, продукцией, реагентами в
процессе работы, глубокое знание и строгое соблюдение персоналом правил по
технике безопасности и промсанитарии гарантирует безопасность работающих и
безаварийное ведение технологического процесса.
Основными мероприятиями, обеспечивающими
безопасное ведение технологического процесса, является:
- Строгое соблюдение всех
производственных инструкций по технике безопасности, как в процессе пуска,
эксплуатации, так и в период подготовки и проведения ремонта установки;
- Ведение режима в соответствии с
технологическим регламентом установки;
- При работе установки категорически
запрещается оставлять без наблюдения щит контрольно-измерительных приборов;
- Систематически следить за
исправностью и включением приборов контроля и автоматики, систем сигнализации и
автоматических блокировок. Обеспечить бесперебойную работу вентиляционных
систем;
- Осуществлять надзор за плотностью
соединений аппаратов, оборудования, трубопроводов и принимать срочные меры по
устранению неплотностей;
- Строго выполнять график анализа
сточных вод промканализации и воздушного бассейна помещений и территории
установки;
- Работа с неисправным оборудованием
запрещается;
- Работать с неисправной системой
охлаждения, уплотнений запрещается во избежание чрезмерного нагрева и пожара;
- Оставлять открытыми задвижки на
неработающих аппаратах или трубопроводах запрещается;
- Запрещаются ремонтные и другие виды
работ на действующем оборудовании и трубопроводах;
- Пуск насоса без манометра и с
неисправным манометром в эксплуатацию запрещается;
- Запрещается работа на минимальных
уровнях в аппаратах во избежание сброса насоса.
- Все производственные помещения,
рабочие места, проходы, технологическое оборудование, аппараты, приборы должны
содержаться в полной исправности и чистоте;
- Решетки канализации должны
содержаться в чистоте, обеспечивая постоянный сток сливной воды в канализацию.
Не допускать попадания грязи, ила, изоляционных и обтирочных материалов в
канализацию;
- Не допускать производства ремонтных
работ инструментом, способным вызвать искрообразование.
Систематически контролировать работу
предохранительных клапанов.
Предусмотрены следующие сбросы от
предохранительных клапанов:
а) горячих газов и паров с верхних точек
аппаратов в атмосферу и в факельную линию;
б) нефтепродуктов с выкида насоса на прием для
защиты теплообменной аппаратуры.
Отбор проб производить через специальные вентили
с помощью герметизированных пробоотборников.
Во избежание ожогов теплоизоляция всех аппаратов
и трубопроводов с температурой выше 60°C должна быть в исправном состоянии.
В зимнее время постоянно следить за обогревом
аппаратов и трубопроводов, за циркуляцией воды. Дренажные вентили пара держать
на минимальном протоке.
Мероприятия по противоаварийной защите топочного
пространства и змеевиков печей С-200.
Для противоаварийной защиты топочных
пространств и змеевиков печей С-200 последние оснащаются:
- Системами регулирования заданного
соотношения топлива, воздуха и водяного пара;
- Средствами контроля за уровнем тяги,
сигнализацией и автоматическим прекращением подачи топливного газа при
недопустимом снижении разряжения в печах;
- Средствами подачи водяного пара в
топочное пространство и в змеевики при прогаре труб;
- Аварийным освобождением змеевиков
печей от нагреваемого продукта при повреждении труб или прекращении циркуляции
продукта;
- Средствами дистанционного отключения
подачи сырья и топлива в случаях аварий в системах змеевиков;
- Оборудованы паровой завесой для
изоляции печей от газовой среды при авариях.
6.3 Характеристика
технологического процесса с точки зрения пожаровзрывоопасности и вредности
производства
Наиболее опасные места на установке.
Процесс каталитического риформинга является
пожароопасным и взрывоопасным производством.
Продуктами, определяющими взрывоопасность
установки, являются водородсодержащий, углеводородный газы, пары бензина,
которые в смеси с кислородом воздуха образуют взрывопожароопасные смеси.
Процесс проводится при высоких температурах - до
530°C и высоких давлениях - до 44кг/см2.
Все, применяющиеся на установке, продукты
являются горючими веществами. Большинство из них имеют низкую температуру
вспышки.
Наличие аппаратов, работающих при высоких
давлениях и температурах и содержащих большие количества продуктов в
газообразном состоянии, может создавать опасность загазованности территории.
Процесс относится к вредным для здоровья
обслуживающего персонала производствам, так как связан с получением продуктов,
которые являются токсичными.
Наиболее опасные места:
- помещение газовой компрессорной;
- блок реакторов;
- блок печей;
- открытая насосная;
- блок стабилизации гидрогенизата;
- блок стабилизации катализата;
- места отбора газообразных проб для
лабораторных анализов;
- колодцы промканализации,
заглубленная дренажная емкость, где возможны скопления углеводородных газов.
Защитная одежда и защитные приспособления.
Для предотвращения несчастных случаев,
заболеваний и отравлений, связанных с производством, весь обслуживающий
персонал установки обеспечивается следующими средствами защиты: спецодежда из
хлопчатобумажной ткани (куртка, брюки); ботинки кожаные; рукавицы
комбинированные; фильтрующие противогазы с коробками марки БКФ. Кроме
того, установка комплектуется:
- Шланговыми противогазами с
комплектом масок и спасательным поясом с веревкой -ПШ-1, ПШ-2, изолирующими -
ИВА-24М, АСВ-2 для работы при высоких концентрациях газа в воздухе или при
работе внутри емкостей, колонн, в колодцах и приямках;
- Респираторами и защитными очками для
загрузки и выгрузки катализатора;
- Аварийным запасом фильтрующих
противогазов;
- Медицинской аптечкой с необходимым
набором медикаментов для оказания пострадавшему первой помощи.
Всем работникам установки с целью нейтрализации
вредных для организма веществ выдается молоко.
Обслуживающий персонал обязан содержать в
чистоте и исправном состоянии спецодежду и защитные приспособления.
Способы обезвреживания продуктов в аварийных
случаях.
При розливе нефтепродуктов создается
загазованность и возникает опасность взрыва.
Нефтепродукты с территории смываются обильным
количеством воды через ливнеприемники промливневой канализации.
Обслуживающий персонал, ликвидирующий розлив,
должен быть в противогазах.
В случае розлива нефтепродуктов:
- сбросить давление с соответствующего
трубопровода или аппарата (остановить насос) и принять меры к устранению причин
розлива или пропусков
- приступить к ликвидации розлива.
6.4 Индивидуальные
средства защиты
Работники установки в качестве защитной одежды
от воздействия нефтепродуктов, химреагентов, тепла должны применять
индивидуальную спец. одежду - хлопчатобумажные костюмы, рукавицы, защитные
приспособления, резиновые технические перчатки, спец. обувь - ботинки, подбитые
гвоздями, не дающими искры и без железных набоек, резиновые сапоги, шлемофоны,
антифоны для машинистов, противошумные, противоударные каски.
Нахождение обслуживающего персонала на рабочем
месте без спец. одежды и спец. обуви категорически запрещается.
Весь обслуживающий персонал установки обязан
иметь на рабочем месте фильтрующий противогаз марки БКФ, защищающий органы
дыхания от паров углеводородов и кислых газов. А при выполнении технологических
операций в помещениях или на аппаратном дворе иметь при себе индивидуальный
противогаз.
Через каждые три месяца противогазы проверяются
в лаборатории газоспасательного отряда.
Индивидуальные фильтрующие противогазы должны
храниться в специальных шкафах с ячейками. Передача противогаза одним лицом
другому запрещается.
На установке должны находиться шланговые
противогазы марок ПШ-1 или ПШ-2, изолирующие - ИВА-24М, АСВ-2, которые
применяются при содержании кислорода в воздухе менее 18% об. и содержании
вредных газов выше предельно-допустимых концентраций, предусмотренных нормами,
при работе внутри аппаратов, в колодцах, лотках.
Кроме индивидуальных противогазов на установке в
специальном опломбированном шкафу должен храниться аварийный комплект
газоспасательных средств защиты. В комплект входят фильтрующие и шланговые
противогазы марки ПШ-1.
Аварийный запас противогазов предусмотрен из
расчета наибольшего количества людей, работающих в смену.
Стирка спец. одежды производится централизованно
в заводской прачечной.
Запрещается стирать спец. одежду легковоспламеняющимися
и другими жидкостями и сушить на территории установки во избежание отравления и
пожара.
6.5 Способы и средства
пожаротушения
На установке имеются стационарные и первичные
средства пожаротушения.
Стационарные средства: установка водопенного тушения,
противопожарный водопровод, лафетные стволы, система паротушения топочного
пространства печей и канализационных колодцев, маслопункта, кольца орошения
колонн.
Система водопенного тушения включает - насосную
с резервуарами для хранения воды и пенообразователя, кольцевой трубопровод с
вводами к автоматически действующим контрольно-пусковым узлам (КПУ), от которых
проложены сухотрубы с установленными генераторами для получения
воздушно-механической пены. Противопожарный водопровод предусматривает подачу воды
на кольца орошения колонн и к лафетным стволам, для понижения температуры и
предохранения конструкций и аппаратов от разрушения. Стационарные лафетные
стволы расположены таким образом, чтобы наиболее удаленные аппараты могли
орошаться не менее, чем двумя стволами. Система паротушения включает паропровод
со стояками из расчета обслуживания каждой зоны радиусом не менее 15м. Пожарные
извещатели установлены: на здании операторной, в насосной, блоке колонн.
Первичные средства: ящики с песком и лопаты,
асбестовые одеяла, кошма, огнетушители, паровые шланги.
Для тушения небольших очагов пожара, в т.ч.
разлившейся ЛВЖ, используются огнетушители ОХП-10, ОВП-100, для тушения
различных загораний, в т.ч. электродвигателей и электроприборов могут
использоваться только углекислотные огнетушители ОУ-8, ОУ-5, ОУ-25.
Указанными марками огнетушителей должны быть
обеспечены все помещения установки.
Огнетушитель ОХП-10 необходимо не реже 1раза в
месяц осматривать и прочищать спрыски шпильками.
Средства пожаротушения, противопожарный
инвентарь должны находиться в исправном состоянии.
6.6 Действие
электрического тока и виды поражения
Широкое применение в промышленности
электрических сетей, электрифицированного оборудования и инструментов,
вычислительной и организационной техники, работающей на электричестве в
различных условиях, требует обеспечения электробезопасности, разработки
мероприятий и средств, обеспечивающих защиту людей от воздействия
электрического тока.
Электротравматизм по сравнению с другими видами
производственного травматизма составляет небольшой процент, однако, по числу
травм с тяжелым исходом занимает одно из первых мест. Наибольшее число
электротравм происходит при работе на электроустановках напряжением до 1000В.
Это объясняется широким распространением таких установок. Электроустановок
напряжением свыше 1000В в эксплуатации значительно меньше и их обслуживает
специально обученный персонал, что и обуславливает меньшее количество
электротравм.
Электрический ток, протекая через тело человека,
производит термическое, электролитическое, биологическое, механическое и
световое воздействие. Термическое воздействие характеризуется нагревом кожи,
тканей вплоть до ожогов. Электролитическое воздействие заключается в
электрическом разложении жидкостей, в том числе и крови, что сопровождается
значительными нарушениями их физико-химического состава. Биологическое действие
электрического тока проявляется в нарушении биологических процессов,
протекающих в организме человека, и сопровождается разрушением и возбуждением
тканей и судорожным сокращением мышц. Механическое действие тока выражается в
расслоении, разрыве и других подобных повреждениях различных тканей организма,
в том числе мышечной ткани, стенок кровеносных сосудов, сосудов легочной ткани,
в результате электродинамического эффекта, а также мгновенного взрывоподобного
образования пара от перегретой током тканевой жидкости и крови, а световое - к
поражению глаз.
Различают два вида поражения организма
электрическим током: электрические травмы и электрические удары.
Электрические травмы - это местные поражения
тканей и организмов. К ним относятся электрические ожоги - самая
распространенная электротравма. Различают два основных вида ожога: токовый (или
контактный), возникающий при прохождении тока непосредственно через тело
человека в результате его контакта с токоведущей частью, и дуговой,
обусловленный воздействием на тело человека электрической дуги. Токовый ожог
возникает в электроустановках относительно небольшого напряжения - не выше 2
кВ. При более высоких напряжениях, как правило, образуется электрическая дуга
или искра, которые и обусловливают возникновение ожога другого вида - дугового.
Дуговой ожог наблюдается в электроустановках различных напряжений.
При установках до 6 кВ ожоги являются следствием
случайных коротких замыканий. В установках более высоких напряжений дуга
возникает при случайном приближении человека к токоведущим частям, находящимся
под напряжением, на расстоянии, при котором происходит пробой воздушного
промежутка между ними; при повреждении изолирующих защитных средств (штанг,
указателей напряжения), которыми человек касается токоведущих частей. Во всех
этих случаях возникает мощная дуга, вызывающая обширные ожоги на теле и
обуславливающая прохождение через него больших токов. Поражения носят тяжелый
характер и, как правило, заканчиваются смертью.
Электрические знаки - это знаки тока или
электрические метки, представляют собой резко очерченные пятна серого или
бледно-желтого цвета на поверхности тела человека, подвергшего действию тока.
Обычно знаки имеют круглую или овальную форму и размеры 1-5мм с углублением в
центре. Встречаются знаки и в виде царапин, небольших ран, бородавок,
кровоизлияний в кожу, мозолей и мелкоточечной татуировки. Иногда форма знака
соответствует форме участка токоведущей части, которого коснулся пострадавший,
а при воздействии грозового разряда - напоминает фигуру молнии. Происходит
омертвление верхнего слоя кожи пораженного участка. С течением времени верхний
слой кожи сходит и приобретает первоначальный цвет.
Электрометаллизация кожи, - это проникновение в
верхние слои кожи мельчайших частичек металла, расплавившегося под действием
электрической дуги. Такое явление встречается при коротких замыканиях,
отключениях разъединителей и рубильников под нагрузкой.
Пострадавший ощущает на пораженном участке боль
от ожогов под действием теплоты занесенного в кожу металла и испытывает
напряжение кожи от присутствие в ней инородного тела. Со временем пораженный
участок сходит, и, кожа приобретает здоровый вид. Лишь при поражения глаз
лечение может быть длительным, а в некоторых случаях безрезультатным. Поэтому
работы, при которых может возникнуть электрическая дуга, нужно производить в
защитных очках. Вместе с тем одежда работающего должна быть застегнута на все
пуговицы, ворот закрыт, а рукавицы опущены и застегнуты у запястьев рук.
Механические повреждения являются в большинстве
случаев следствием резких непроизвольных судорожных сокращений мышц при
протекании тока (разрыва кожи, кровеносных сосудов и нервов, вывихи суставов,
переломы костей). Эти повреждения происходят при работе в основном на
установках до 1000 Вольт при относительно длительном нахождении человека под
напряжением. Это, как правило, серьезные травмы, требующие длительного лечения.
Электроофтальмия - воспаление наружных оболочек
глаз - роговицы и конъюнктивиты (слизистой оболочки), возникающее в результате
воздействия мощного потока ультрафиолетовых лучей, которые энергично
поглощаются клетками организма и вызывают в них химические изменения.
Предупреждение электроофтальмии это применение
защитных очков с обычными стеклами, которые почти не пропускают
ультрафиолетовых лучей и одновременно защищают глаза от инфракрасного облучения
и брызг расплавленного металла при возникновении электрической дуги.
Электрический удар представляет собой
возбуждение живых тканей организма протекающим через него электрическим током,
сопровождающееся непроизвольным сокращением мышц тела.
В зависимости от исхода поражения электрические
удары условно можно разделить на следующие пять степеней:
- судорожное сокращение мышц без
потери сознания;
- судорожное сокращение мышц с потерей
сознания, но с сохранением дыхания и работы сердца;
- потеря сознания и нарушение
сердечной деятельности или дыхания (либо того и другого вместе);
- клиническая смерть, т.е. отсутствие
дыхания и кровообращения;
- клиническая смерть, то есть
отсутствие дыхания и кровообращения.
Электрический удар, даже если не приводит к
смерти, может вызвать серьезные расстройства организма, которые проявляются
сразу после воздействия тока или через несколько часов, дней и даже месяцев.
Поражения человека электрическим током может
произойти при прикосновениях:
- к токоведущим частям, находящимся
под напряжением;
- отключенным токоведущим частям, на
которых остался заряд или появилось напряжение в результате случайного
включения;
- к металлическим нетоковедущим частям
электроустановок после перехода на них напряжения с токоведущих частей.
Кроме того, возможно электропоражение
напряжением шага при нахождении человека в зоне растекания тока на землю,
электрической дугой в установках с напряжением более 1000 Вольт; при
приближении к частям, находящимся под напряжением, на недопустимо малое
расстояние, зависящее от значения высокого напряжения.
Характер и последствия поражения человека электрическим
током зависят от ряда факторов, в том числе и от электрического сопротивления
тела человека, величины и длительности протекания через него тока, рода и
частоты тока, схемы включения человека в электрическую цепь, состояния
окружающей среды и индивидуальных особенностей организма.
Электрическое сопротивление тела складывается из
сопротивления кожи и сопротивления внутренних тканей. Кожа, в основном верхний
ее слой толщиной 0,2 мм, состоящий из мертвых ороговевших клеток, обладает
большим сопротивлением, которое определяет общее сопротивление тела человека.
При сухой, чистой и неповрежденной коже сопротивление составляет 200…20000 Ом.
При увлажненной и загрязненной коже сопротивление тела снижается до 300…500 Ом,
то есть до сопротивления внутренних органов.
Сила тока, протекающего через тело человека,
является главным фактором, от которого зависит исход поражения: чем больше сила
тока, тем опаснее последствия. Человек начинает ощущать проходящий через него
ток промышленной частоты 50 Герц относительно малого значения 0,5…1,5 мА. Этот
ток называется пороговым ощутимым током. Ток силой 10…15 мА вызывает сильные и
непроизвольные судороги мышц, которые человек не в состоянии преодолеть, то
есть он не может разжать руку, которой касается токоведущей части, отбросить от
себя провод, оказываясь как бы прикованным к токоведущей части. Такой ток
называется пороговым неотпускающим.
При силе тока 20-25 мА у человека происходит
судорожное сокращение мышц грудной клетки, затрудняется и даже прекращается
дыхание, что может привести к смерти вследствие прекращения работы легких.
Ток силой 100 мА является смертельно опасным,
так как он в этом случае оказывает непосредственное влияние на мышцы сердца,
вызывая его остановку или фибрилляцию (быстрое хаотическое и разновременные
сокращения волокон сердечной мышцы), при которой сердце перестает работать.
Длительность протекания тока через тело человека
определяет исход поражения им, так как с течением времени резко возрастает сила
тока вследствие уменьшения сопротивления тела, и также потому, что в организме
человека накапливаются отрицательные последствия воздействия тока.
Род и частота также в значительной степени
определяют степень поражения электрическим током. Наиболее опасен переменный
ток частотой 20-1000 Герц. При частоте менее 20 Гц и более 1000 Гц опасность
поражения током снижается.
Состояние окружающей среды (температура,
влажность, наличие пыли) влияет на сопротивление человека и сопротивление
изоляции, что в конечном итоге определяет характер последствия поражения электрическим
током.
Индивидуальные свойства человека также оказывают
влияние на исход поражения. Практикой установлено, что вполне здоровые и
физически крепкие люди легче переносят электрические удары, чем слабые и
больные. Повышенной восприимчивостью к электрическому току обладают лица,
страдающие заболеваниями кожи, сердечно-сосудистой системы, органов внутренней
секреции, легких, нервными болезнями.
В случае поражения человека электрическим током
необходимо оказать первую помощь. Для успешного оказания помощи пострадавшему
нужно:
- быстро освободить пострадавшего от
тока, обеспечив предварительно собственную безопасность;
- освободить пострадавшего от
стесняющей дыхания одежды;
- осмотреть полость рта пострадавшего
и удалить слизь;
- без промедления приступить к
оказанию первой помощи.
Одновременно лицо, не занятое оказанием помощи
обязана оповестить дежурного по станции (участку), вызвать врача и скорую
помощь.
6.7 Расчет освещенности
рабочего места оператора ЭВМ
Установление необходимого уровня освещённости
проводится согласно СНиП 23-05-95 «Искусственное и естественное освещение».
Существует ряд методов расчёта освещённости, которые используются как при
проектировании осветительных установок, так и экспертизе проектов.
По СниП 32-05-95 «Нормы для помещений для работы
с дисплеями и видеотерминалами, дисплейный зал» освещённость на рабочем столе
при общем освещении должна быть 400 лк, при комбинированном - 500лк. Следует
отметить, что комбинированная система более экономична, но оптимальные
гигиенические нормы работы обеспечивает общая система освещения. Выбор
светильников производиться с учётом условий среды, нормированной освещённости,
высоты помещения. Для помещений оператора ЭВМ наиболее рационально применять
люминесцентные лампы типа ОД и ОДО. Во избежание блёстких источников света в
поле зрения оператора, минимальная высота подвесок над полом для данного типа
ламп - не менее 3-х метров.
Один из методов расчёта - метод коэффициента
использования, применяется только при равномерном распределении светильников.
Освещённость рассчитывается по формуле
 , (6.1)
, (6.1)
где Е - освещённость
минимальная, лк;
F - световой поток
одной лампы, лм;
Ŋ - коэффициент использования осветительной
установки, %;
N - число
светильников общего освещения;
Z - поправочный
коэффициент;
S - площадь
помещения, кв.м;
K3 - коэффициент
запаса;
n - число ламп в
светильнике.
Расчёт производиться по следующей схеме:
а) световой поток одной лампы
определяется по таблице. Для ламп ЛД-80 световой поток равен 3440 лм;
б) коэффициент использования -
отношение светового потока, падающего на поверхность, к световому потоку,
испускаемому источником, определяют с помощью таблицы. Для этого необходимо
вычислить индекс помещения (В), учитывающий влияние соотношения размеров и
конфигурации помещения и высоты подвеса светильника над рабочей поверхностью по
формуле
 (6.2)
(6.2)
По таблице ŋ=45.
Число светильников общего освещения N берём из
строительных расчётов. В нашем случае установлено 2 ряда по 3 светильника в
каждом.
в) поправочный коэффициент вводят для
получения величины минимальной освещённости. Необходимость введения этого
коэффициента обусловлена тем, что при делении суммарного потока на площадь
помещения получают среднюю по помещению освещённость в горизонтальной
плоскости, достаточная величина которой не гарантирует отсутствия в помещении
плохо освещённых мест. Ориентировочно величину поправочного коэффициента можно
принять за 0,8-0,9.
г) коэффициент запаса вводят для компенсации
снижения освещённости от запыления перекрытий помещения и светильников и
старения ламп по мере эксплуатации осветительной установки (СниП II-4-79
табл.3). Для помещений оператора ЭВМ К3=1,3.
Подставляя данные в формулу (6.1) рассчитываем
освещённость
 лк
лк
Вывод: при данной структуре
осветительной системы освещённость поверхности рабочего места оператора ЭВМ
составит 430 лк, что соответствует санитарным нормам.
7. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
7.1 Влияние
ЗАО «ПНХЗ на окружающую среду
ПНХЗ - предприятие нефтепереработки топливного
профиля. Данный завод относится к примышленным предприятиям с высоким уровнем
потребления воды, как свежей, так и оборотной и является источником сильного
загрязнения водных ресурсов, атмосферы и почвы. ПНХЗ расположен в Северной
промышленной зоне г. Павлодара на правом берегу реки Иртыш, т. е. ПНХЗ
расположен на реке, используемой для различных нужд, в том числе и для нужд
населения. Кроме того, раз завод перерабатывает малосернистую Западно -
Сибирскую нефть, то происходит загрязнение атмосферы и почвы выбросами серы и
сернистых соединений (содержание серы в нефти примерно 0,58% массы), жилые же
массивы города расположены примерно на расстоянии 7,5 км от предприятия. Это
делает охрану водных ресурсов (да и вообще всей окружающей среды) от
загрязнения отходами производства на заводе особенно актуальной в соответствии
с ГОСТ 17.1.1.02-77. «Охрана природы. Гидросфера. Классификация водных
объектов».
Как уже было сказано выше ПНХЗ является крупным
источником водных ресурсов, так как осуществляется глубокая переработка нефти и
поэтому расход воды максимальный. Вода загрязняется различными веществами,
содержание которых определяется качеством переработки нефти, технологией ее
переработки и качеством конечных продуктов производства. Наибольшее загрязнение
водных ресурсов возникает на стадии подготовки нефти, а также при отделении
нефти от воды в процессе ее обессоливания и обезвоживания, при котором
отделившаяся на электрообессоливающих установках вода отводится в специальную
сеть канализации. Данная вода содержит соли, сернистые соединения и другие
вещества, содержащиеся в нефти в виде примесей. Именно на этих стадиях
отмечается наибольший расход воды. На стадии атмосферно-вакуумной переработки
нефти образуются сточные воды видов: сернисто-щелочные при очистке
нефтепродуктов от сернистых соединений и сточные воды после барометрических
соединений. Уместно сказать, что на одной из стадий получения готовых продуктов
необходимо его охлаждать водой, которая затем сбрасывается в канализацию,
помимо нее туда сбрасывается также вода из водоотделителей, которая образуется
в результате конденсации водяного пара, поступающего в аппараты установки. В
результате контактирования конденсата с нефтепродуктами в нем вполне могут
содержаться углеводороды. При наличии другого вида переработки нефти (например,
протекающий в присутствии катализаторов каталитический крекинг,
гидрогенизационный крекинг) загрязнение водных ресурсов возможно при наличии
неисправности и негерметичности аппаратов, а также при переливе и
транспортировке нефти и нефтепродуктов в резервуары с одного парка в другой
парк и при других обстоятельствах. Важно также отметить, что в настоящее время
очень важно для защиты окружающей среды решить проблему очистки нефтепродуктов,
утилизация отходов которой весьма затруднительны (в данном случае отходами
являются кислые гудроны и щелочные сточные воды).
На участке приема, компаундирования и накопления
нефтепродуктов, вырабатываемых на установках КТ-1, ЛК-6У с целью приготовления
товарной продукции - автомобильных бензинов марок А-76, А-80, АИ-80, АИ-91,
АИ-92, АИ-93, АИ-95, АИ-96, АИ-98 загрязнение водных ресурсов возможно в случае
их перелива при поступлении их в резервуары с других парков. Кроме того, не
исключены случаи, когда в трубопроводах могут по каким-либо причинам появиться
пробоины, что также может явиться результатом загрязнения водных ресурсов.
Важно также отметить, что в резервуарах данного участка после поступления в них
нефтепродуктов происходит процесс их отстаивания. В результате нижние слои
резервуара будут заполнены разного рода веществами (так называемый «мертвый
осадок»). Среди них будут и такие вещества, как сера и сернистые соединения,
вода, водорастворимые кислоты и щелочи, смолы, механические примеси и другие.
Данные вещества, после того, как верхний уровень будет закачан насосами в
коллекторы, удаляется, загрязняя в том числе и водные ресурсы.
Подводя итог касательно загрязнения водных
ресурсов от деятельности ПНХЗ и опираясь на все вышесказанное и на
нижеследующую таблицу (правда, она будет касаться выбросов в атмосферу, но
косвенно и к водным ресурсам), можно заключить, что в сточные воды НПЗ попадает
значительное количество органических веществ, из которых наиболее значимыми
являются нефть, нефтяные кислоты и их соли, смолы, деэмульгаторы, бензол,
толуол. Помимо органических веществ в сточные воды попадают неорганические
соединения, такие как песок, кислоты и щелочи, разного рода соли.
Касаясь загрязнения воздушной среды (ГОСТ
17.2.3.02-78.«Охрана природы. Атмосфера. Правила установления допустимых
выбросов вредных веществ промышленных предприятий») среди выбросов ПНХЗ можно
отметить сероводород, сернистый газ, оксиды азота, оксиды углерода,
углеводороды, а также ряд других токсичных веществ, из которых основные
являются углеводороды и сернистый газ [10].
Классификация выбросов в зависимости от состава
и агрегатного состояния вещества производится согласно ГОСТ 17.2..1.01 - 76
.«Охрана природы. Атмосфера. Классификация выбросов в атмосферу»
Технологические установки на заводе являются
крупными источниками выбросов в атмосферу. Выбросы углеводорода и сероводорода
происходит на атмосферно-вакуумных и вакуумных установках ПНХЗ. Кроме них,
технологические конденсаты также являются источниками загрязнения вохдуха
сероводородом H2S. Дымовые газы трубчатых печей, а также факельные системы
технологических установок являются источниками сернистого ангидрида, оксида
углерода и азота. Одним из основных источников выбросов воздушного бассейна,
связанных с работой ПНХЗ, является битумная установка. При получении битума
происходит окисление остатков нефтепереработки кислородом воздуха, вследствие
чего образуются газы, состоящие из азота, кислорода, диокиси углерода, смеси
углеводородов их кислородных производных, водяных паров, а также паров
органических соединений. Важно также отметить, что происходит загрязнение
воздушной среды вследствие недостаточного контроля работы предохранительных
клапанов и другой запорной арматуры на технологических установках и резервуарах,
из которых поступает нефтезаводской сухой газ. При сжигании на факельной
системе какого-либо газа (в особенности сбросных газов, содержащих тяжелые
непредельные углеводороды) происходит загрязнение воздушной среды дымом и
копотью.
Ниже будет приведена таблица 7.1 удельных
выбросов вредных веществ в атмосферу по установкам завода.
Таблица 7.1- Удельные выбросы вредных веществ в
атмосферу ЗАО «ПНХЗ»
|
Наименование
установки
|
Объем
выпускаемой продукции (тыс. т/год)
|
Всего
выброшено в атмосферу (т/год)
|
Удельный
выброс кг/т продукции
|
|
ЛК-6У
|
5112,514
|
5776,095
|
1,13
|
|
ВТ-битумная
|
1389,915
|
778,
993
|
0,56
|
|
КТ-1
|
953,595
|
5183,387
|
5,43
|
|
УЗК
|
181,531
|
891,894
|
4,91
|
|
Установка
производства серы
|
8,150
|
6218,167
|
762,96
|
|
Товарно-сырьевая
база и вспомогат. производство
|
|
7489,97
|
|
Таким образом, основными источниками загрязнения
атмосферы оксидом углерода являются трубчатые печи технологических установок,
выбросы которых составляют 50%, выхлопы газовых компрессоров - 11%, битумные
установки - 9% и факелы - 18%.
Касаясь загрязнения почвы, можно сказать, что
источником загрязнения могут являться пробоины в трубопроводах, перелив
резервуаров и другие причины.
7.2 Влияние на
окружающую среду установки каталитического риформинга
Технологические установки на заводе являются крупными
источниками выбросов в атмосферу. Выбросы углеводорода и сероводорода
происходит на атмосферно-вакуумных и вакуумных установках ПНХЗ. Кроме них,
технологические конденсаты также являются источниками загрязнения воздуха
сероводородом H2S. Дымовые газы трубчатых печей, а также факельные системы
технологических установок являются источниками сернистого ангидрида, оксида
углерода и азота.
Ниже будет приведена таблица 7.2 удельных
выбросов вредных веществ в атмосферу по установки каталитического риформинга
С-200 ЗАО «ПНХЗ».
Таблица 7.2 - Удельные выбросы
вредных веществ в атмосферу С-200
|
Наименование
выбросов
|
Количество
образования выбросов по видам м3/час
|
Условие
(метод) ликвидации, утилизации
|
Периодичность
выбросов мг/м3
|
Установленная
норма содержания загрязнений в выбросах
|
|
Дымовые газы
SO2 NO NO2 CO V2O5 Зола CH4
бенз(а)пирен
|
97904
|
В
атмосферу через дымовую трубу Н-180м
|
Постоянно
|
SO2 - 86,85 NO - 21,00 NO2 - 0,85
CO - 21,95 V2O5 - 0,33 Зола
- 0,15 CH4 - 4,76 бенз(а)пирен-0,59
|
|
Газы
регенерации катализатора гидроочистки Водяной пар О2 СО2 SO2
|
20000
9180-19760 100-600 100-200 12-20
|
В
атмосферу через дымовую трубу Н-180м
|
При
регенерации1 раз в год 58 часов
|
СО2
- 5,0 SO2 - 0,005
|
|
Газы
регенерации цеолитов
|
|
В
атмосферу через свечу
|
При
регенерации1 раз в год 48 часа
|
Углеводороды-следы
|
|
Неорганизованные
выбросы
|
0,008
|
В
атмосферу
|
Постоянно
|
Углеводороды-следы
|
|
"Дыхание"
дренажной емкости Е-207
|
0,002
|
В
атмосферу
|
При
пуске и остановке секции
|
Углеводороды-следы
|
7.3 Расчет шумовой
характеристики электродвигателя насоса
Шум на производстве наносит большой ущерб,
вредно действуя на организм человека и снижая производительность труда.
Утомление рабочих и операторов из-за сильного шума увеличивает число ошибок при
работе, способствует возникновению травм [8,12].
Снижение шума на пути его распространения от
источника двигателя согласно СНиП П-12-7-7 «Защита от шума», за счет
акустической обработки помещения, установки звукоизолирующих ограждений,
помещения источника шума в звукоизолирующий кожух, устройства звукозащитных
кабин, применения акустических экранов и глушителей шума.
К средствам индивидуальной защиты от шума по
ГОСТ12.4.011-75 относятся противошумные шлемофоны, наушники, заглушки и
вкладыши.
Таким образом, для обеспечения безопасных
условий труда необходимо предусмотреть мероприятия по снижению уровня шума.
Требуемое снижение уровня шума определим по
формуле (7.1):
 Децибел. (7.1)
Децибел. (7.1)
Для обеспечения требуемого снижения
уровня шума, изолируем пульт управления от установки для испытания двигателя с
помощью перегородки. Необходимую звукоизолирующую способность ограждения
(перегородки) определим по выражению (7.2):
 (7.2)
(7.2)
где B - постоянная помещения,
смежного с шумным, м2;
Sогр - площадь
ограждающее перегородки, м2.
Для помещения, рассчитанного на
четырех человек, для частоты 63 Гц B=5. Площадь ограждения при длине
перегородки A=6 и высоте потолков H=3м составляет м2.
Подставляем значения в формулу,
получим:
 Децибел.
Децибел.
По справочнику проектировщика в
качестве материала перегородки принимаем железобетон плотностью 240 кг/м3, для
которого Rогр= 35Децибел.
Уровень шума в изолируемом помещении
составляет:

Децибел, что отвечает требованиям
СНиП П-12-77 «Защита от шума».
7.4 Мероприятия по
защите окружающей среды
Деятельность ЗАО "Павлодарский
нефтехимический завод" направлена на снижение техногенного воздействия на
окружающую среду при ведении процесса нефтепереработки, соблюдение нормативов
размещения загрязняющих веществ в природной среде, поиск и применение методов
их утилизации.
В структуру предприятия входит cлужба Техники
безопасности, охраны труда и природы ведущая производственный мониторинг
выбросов и сбросов загрязняющих веществ, состояния подземных вод и почв.
За последние годы предприятием выполнены
следующие экологические задачи:
утилизация активного ила после биологических
очистных сооружений;
уменьшение потребления свежей воды в 7 раз.
выпуск экологический;
безопасного неэтилированного бензина и
низкосернистого дизельного топлива.
Приобретается установка переработки нефтешлама
фирмы Flottweg (Германия) зарекомендовавшая себя положительно на других НПЗ,
извлеченная нефть будет вновь направлена в производство.
На основании производственного мониторинга
ведется лабораторный контроль санитарной лабораторией завода. В 2002 году
предприятием приобретена современная передвижная лаборатория, оснащенная
приборами для оперативного отбора и анализа воздуха в санитарно-защитной зоне,
промышленной площадке, на рабочих местах, а также для анализа сточных вод.
Ежегодно разрабатываемые природоохранные
мероприятия направлены на уменьшение техногенного воздействия на окружающую
среду, администрацией завода на эти нужды выделяются значительные средства.
Комплекс очистных сооружений включает в себя:
комплекс сооружений механической очистки сточных вод, комплекс биологических
очистных сооружений.
Очистка сточных вод на механических очистных
сооружениях производится в два этапа:
- Механическая очистка;
- Физико-химическая очистка.
Комплекс сооружений механической очистки
включает в себя:
- Сооружения механической очистки
(песколовки, нефтеловушки, радиальные отстойники, подземные резервуары для
приёма сточных вод);
- Сооружения физико-химической очистки
(реагентное хозяйство, флотационная установка, камеры смешения сточных вод);
- Парк разделочных резервуаров с
теплообменниками;
- Насосная станция;
- Аварийные амбары и шламонакопители;
- Аварийный газовый узел, который
служит для сбора, кратковременного хранения и возврата газа в топливную сеть
завода для дальнейшего использования или сжигания на факелах. В настоящее время
на заводе эксплуатируется 2 факельных ствола Ф-1,2, высотой 37м и диаметром
0,4м.
Сооружения биологической очистки включают в
себя:
- Аэротенки;
- Радиальные отстойники;
- Биопруды.
Для снижения выбросов загрязняющих веществ в
атмосферу, резервуары товарных парков оборудованы понтонами и дисками
отражателями, сырьевые резервуары плавающей крышей и дисками-отражателями.
Величина выбросов снижена до 40%.
На заводе большое внимание уделяется экономии
свежей речной воды. Выполнены капитальные ремонты трех градирен с монтажом
полимерной насадки. В результате выполненной работы на участие блока оборотного
водоснабжения экономия свежей речной воды составила 156000 м3 в год. Для
подпитки оборотных систем используется 98% очищенных стоков после биологических
очистных сооружений и только 2% свежей технической воды
Несмотря на то, что завод не является основным
источником влияния на здоровье населения, ему необходимо наряду с другими
промышленными предприятиями региона способствовать развитию социальной
инфраструктуры г. Павлодара, улучшению состояния окружающей среды,
содействовать оздоровлению населения, развитию баз отдыха.
Основные технические и организационные
мероприятия по уменьшению выбросов в окружающую среду включают в себя
нижеследующие действия.
Во-первых, усилить контроль за работой
технологических установок для предотвращения загрязнения сточными водами и
нефтепродуктами, следить за герметизацией и уплотнениями в арматуре, в
трубопроводах и сальниках насосов. Во-вторых, исключить возможность
технологических аварий и неисправности на оборудовании. В-третьих, максимально
использовать сухой газ в качестве топлива технологического оборудования,
уменьшив при этом его сжигания на факельных установках. Достигнуть этого можно
путем усиления контроля работы предохранительных клапанов и запорной арматуры.
Как было сказано выше, большое количество выбросов возникает в результате
работы битумной установки. Поэтому следующим фактором, уменьшающим вредные
выбросы, можно назвать термическое обезвреживание и дожиг после сепарации
конденсирующейся органической части, обеспечив в зоне реакции данной установки
температуру не ниже 700-750ºС
и время пребывания не менее 0,3 с (при таких условиях достаточно полно сгорают
все органические примеси). Также необходимо назвать такой фактор как
совершенствование технологических процессов. Он может включать в себя
разработку новых видов катализаторов, абсорбентов, конструирование новых типов
маслообменных аппаратов, увеличение единичной мощности производственных
агрегатов. Этот фактор также может помочь в разрешении проблемы загрязнения
атмосферы токсическими соединениями.
Для оздоровления атмосферного воздуха площади
НПЗ необходимо своевременно удалять нефтепродукты с зеркала прудов-накопителей
и нефтеловушек, вовремя очищать нефтеловушки, а также перерабатывать или
утилизировать нефтяные остатки, ликвидировать аварийные сбросы от аппвратов.
В настоящее время резервуары бензиновых парков
оборудованы понтонами с дисками-отражателями, резервуары сырьевого парка -
плавающей крышей с дисками-отражателями, что позволяет снижать выброс в
атмосферу загрязненных веществ.
Важно также отметить, что одним из факторов,
предотвращающим загрязнение атмосферы является автоматизация с применением
регулирования режима работы установок, сигнализаторов состояния среды, средств
блокировки, а в сложных технологических процессах - автоматизированных систем
управления.
С целью повышения научно-технического уровня
охраны природы разработаны и введены в действие государственные стандарты по
экологии - ГОСТы. Стандартизация экологической деятельности обеспечивает
применение единых и обязательных методов и правил охраны природы, а также
единой терминологии. Так, ГОСТ 17.1.1.01-77 предусматривает «Основные термины и
определения».
Заключение
Задачей нашего диплома была модернизация
автоматизированной системы управления каталитического риформинга секции 200.
Для решения этой задачи были проведены
предпроектные исследования: проанализирована аппаратура и технология процесса
каталитического риформинга, регламент управления, поставлена и структурирована
общая задача управления, выделены подзадачи управления.
Были разработаны технические требования, на
соответствие им были проанализированы три варианта программно-технических
комплексов (ПТК), продаваемых на рынке, и выбран ПТК: контроллер Simatic
S7-400, средство его
программирования Step-7
и SCADA-пакет WinCC.
Разработан проект модернизации системы
автоматизации, включающий в себя:
а) замену датчиков измерения расхода, давления,
уровня на более совершенные;
б) КТС заменен контроллерами Simatic
S7-400;
в) сценарий человеко-машинного интерфейса (ЧМИ),
включающий в себя набор взаимосвязанных динамических кадров в среде
SCADA-пакетаWinCC.
Результат применения предлагаемой модернизации
состоит в стабилизации параметров технологического процесса, за счёт увеличения
объёма и качества обработки информации, позволяющей технологическому персоналу
принимать своевременные и оптимальные решения при внештатных ситуациях.
В настоящем дипломном проекте, разработанна
математическая модель контура регулирования и проведено исследование
устойчивости САР.
Также был проведён экономический расчёт, который
показал экономическую эффективность и быструю окупаемость предложенной системы
автоматизированного управления.
В разделе «охрана окружающей среды» проведена
оценка воздействия на окружающую среду установки каталитического риформинга; сделан
расчет шума. Описаны мероприятия по уменьшению выбросов загрязняющих веществ.
В разделе «охраны труда» рассмотрены общие
требования техники безопасности на участке каталитического риформинга,
приведены требования пожарной безопасности, действие электрического тока и виды
поражения, произведен расчет освещенности рабочего места оператора ЭВМ.
Список использованных источников
1.
Технологические инструкции завода ЗАО «ПНХЗ».
2. Наладка
средств автоматизации и автоматических систем регулирования: Справочное
пособие./ Под ред. А.С. Клюева.- М.: «Энергоатомиздат», 1989.
3. Беленький
А.М., Бердышев В.Ф. и др. Технологические измерения и контрольно-измерительные
приборы. М., 1981.
. Техника
чтения схем автоматического управления и технологического контроля/Под ред.
А.С. Клюева.-М:Энергоатомиздат,1991 г.-432 с.: ил
. Лист
технических данных датчиков и исполнительных механизмов фирмы EMERSON.
. Лист
технических данных датчиков и исполнительных механизмов фирмы METRAN
. http://www.ad.siemens.de/wincc
. Технико-экономическое
обоснование дипломных проектов./Под ред. В.К.Беклешова М.,1991
. http://www.m-komplect.ru
. http://www.automation.siemens.com
. http://www.metran.ru
. http://www.vega-rus.ru
. http://www.pribor-komplect.ru
. http://www.kiparis.gorcomm.ru
. Межгосударственные
строительные нормы искусственного и естественного освещения. Научно -
техническая комиссия по стандартизации и техническому нормированию в
строительстве (МНТКС), 1995.
. Руководство
к лабораторным занятиям по гигиене труда: Учебное пособие./под ред. В.Ф.
Кириллова. - М.: «Медицина», 1993.
. Лебедева
К.В. Охрана труда на предприятиях цветной металлургии. Учебник для техникумов.
- М.: Металлургия, 1981.- 216с.
18. Промышленные
приборы и средства автоматизации. Справочник. Л., 1987 - Гл.2
.
С. 45-53. Технико-экономическое обоснование дипломных проектов./Под ред.
В.К.Беклешова М.,1991. - С. 35-52.
20. Основные
законодательные акты о труде в республике Казахстан. Алматы. 2000. С. 50-57.
. ГОСТ
12.0.003-74. Вредные и производственные факторы. - М.: Издательство стандартов,
1984. - 75 с.
22. Колечицкий
Е.С. Защита от биологического действия электромагнитных полей промышленной
частоты. М.: Издательство МЭИ. 1996 - Гл.6 - С. 147-156.
. Кукин
П.П., Лапин В.Л., Пономарев Н.Л. Безопасность жизнедеятельности. Безопасность
технологических процессов и производств (охрана труда). М.: Высшая школа. 2000.
- Гл.3 - С.100-145.
24. Орлов
И.К. Инженерное решение задач по охране труда в строительстве. М.,1987. - Гл. 4
- С. 78-95.
25. Емельянов
А. И., Капник О. В. Проектирование систем автоматизации технологических
процессов. М.: Энергоатомиздат. 1983 - Гл.5 - С. 124-135.
26. Кормилицын
В.И., Цицкишвили М.С., Яламов Ю.И. Основы экологии. М.: Высшая школа. 1997. -
Гл.2 - С. 32-45.
27. Болбас
М.М. Основы промышленной экологии. М.: Высшая школа. 1993. - Гл.3 С. 45-53.
. Клюев
А.С. Наладка средств автоматизации и автоматических систем регулирования. М.:
«Энергоатомиздат», 1989.- 368с.
29. Клюев
А.С. Монтаж средств измерений и автоматизации. М.: «Энергоатомиздат»,1989.- 488с.
. Юдин
М.П. Охрана труда в машиностроении. М.: «Машиностроение», 1979.- 264с.
. Князевский
Б.А. Охрана труда в электроустановках. М.: «Энергоатмиздат», 1983.- 336с.
. Константинова
З.И. Защита воздушного бассейна от промышленных выбросов. М.: «Стройиздат»,
1981. - 104с.