|
№ операции
|
Режущий
инструмент
|
Измерительный
инструмент
|
Вспомогательный
инструмент
|
|
005
|
1. Фреза
торцовая левая ф100 ГОСТ 9473-80, ножи Т15К6. 2. Фреза торцовая правая ф100
ГОСТ 9473-80, ножи Т15К6. 3. Сверло центровочное ф 3 ГОСТ 10903-77, Р6М5
|
Штангенциркуль
ШЦ-III-300-0,1 ГОСТ 166-89
|
Оправка
фрезерная, патрон сверлильный
|
|
010
|
1. Резец
проходной, ГОСТ26611-85, пластина Т5К10. 2. Резец проходной, ГОСТ26611-85,
пластина Т15К6. 3. Сверло ф45 и ф45 Р6М5 ГОСТ 10903-77 4. Резец расточной
ГОСТ1882-73 пластина Т5К10. 5. Резец канавочный в=4 мм ГОСТ18875-73, пластина
Т5К10. 6. Резьбонарезной резец для метрической резьбы Р6М5 ГОСТ18876-73
|
Штангенциркуль
ШЦ-II-800-0,05 ГОСТ 166-80
|
Резцедержатель
для резцов
|
|
015
|
1. Резец
проходной, ГОСТ26611-85, пластина Т5К10. 2. Резец канавочный в=6 мм
ГОСТ18875-73, пластина Т5К10. 3. Резец канавочный в=6 мм ГОСТ18875-73,
пластина Т5К10. 4. Резец проходной, ГОСТ26611-85, пластина Т15К6. 5. Резец
резьбонарезной ГОСТ 18885-73, Т15К6
|
Штангенциркуль
ШЦ-I-150-0,05 ГОСТ 166-80 Резьбовое кольцо
ГОСТ 17763-72
|
Резцедержатель
для резцов
|
|
020
|
1. Концевая
фреза Ø8 Р6М5
ГОСТ 17025-71
|
Штангенциркуль
ШЦ-I-150-0,05 ГОСТ 166-80
|
Фрезерный
патрон
|
|
040
|
Круг
шлифовальный 1.100х50х40 24А 40 СТ1. 5К 35 м/с ГОСТ2424-83
|
Калибр-скоба Ø80f9
|
Оправка для
круга
|
|
045
|
Круг
шлифовальный 1.100х50х40 24А 40 СТ1. 5К 35 м/с ГОСТ2424-83
|
Калибр-скоба Ø70h9
|
Оправка для
круга
|
|
050
|
Шлифовальная
шкурка ЭБ10 ГОСТ 28743-77
|
Калибр-скоба Ø80f9
|
Оправка для
круга
|
2.9
Расчет рациональных режимов резания и определение норм времени на 4
разнохарактерные операции механической обработки
Операция 015 - Токарная с ЧПУ
Переход 02 1. Точить поверхность Æ63h14 ( ) начерно.
) начерно.
Глубина резания t=2,5 мм
Выбор подачи Sот1=0,4 мм/об /11, т. 2, стр. 15/
Выбранные значения подачи корректируются с учетом поправочных
коэффициентов, которые выбираются по карте 4 в зависимости от:
инструментального материала КSH=1,15
способа крепления пластин КSР=1
сечение державки резца КSq=1
прочности режущей части КSh=1
механических свойств обрабатываемого материала КSМ=1,05
схемы установки заготовки КSМ
=0,8
состояния поверхности заготовки КSn=1
геометрических параметров резца КSα=1
жесткости станка КSj
=1
Значение подач определяется по формуле:
So=Sот·КSH·КSР ·КSq·КSh·КSМ·КSМ·КSn·КSα·КSj(20)
So1=0,40·1,15·1 ·1·1·1,05 ·0,8·1·1·1=0,39 мм/об
Выбор скорости резания
VТ=165
м/мин /11, т. 2, стр. 73/
По карте 23 выбираются поправочные коэффициенты на скорость в
зависимости от:
группа обрабатываемого материала Кvc=1,2
вида обработки Кvо =1
жесткости станка КVj=1
механических свойств обрабатываемого материалаКvМ=1
геометрических параметров резца Кvα=1
периода стойкости режущего инструмента Кvт =1
наличие охлаждения Кvж =1
Скорость резания определяется по формуле:
V= VТ·Кvc·Кvо·КVj·КvМ·Кvα·Кvт·Кvж (21)
V= 165·1,2·1·1·1·1·1·1=178 м/мин
Частота вращения шпинделя определяется по формуле:
n= (22)
(22)
n1= мин-1
мин-1
Проверка выбранных режимов резания по мощности привода главного
движения.
Расчет мощности, необходимый для резания, производится по формуле:
NP=NT· (23)
(23)
NT=8,9 кВт /11. т. 2, стр. 73/
NP=8,9·1,1=9,8 кВт
NПР=11 кВт
NP≤NПР (9,8<11)
- обработка возможна.
Определение минутной подачи.
Минутную подачу рассчитываем по формуле:
SM=SO·nФ, мм/мин(24)
M1=0,4·900=360
мм/мин.
Определение цикла автоматической работы.
ТО= (25)
(25)
ТО= мин
мин
Тмв= , (26)
, (26)
где Lуск - длина ускоренного перемещения (подвод
инструмента), мм
Sуск - ускоренная подача, мм/мин
Тмв= мин
мин
Ту.а1=То+Тмв=0,15+0,02=0,17 мин
. Точить поверхность Æ70,7h12 ( ) начерно.
) начерно.
Глубина резания t=1,5 мм
Выбор подачи Sо=0,3 мм/об /11, т. 2, стр. 96/
Выбранные значения подачи корректируются с учетом поправочных
коэффициентов, которые выбираются по карте 4 в зависимости от:
инструментального материала КSH=1,15
способа крепления пластин КSР=1
сечение державки резца КSq=1
прочности режущей части КSh=1
механических свойств обрабатываемого материала КSМ=1,05
схемы установки заготовки КSМ
=0,8
состояния поверхности заготовки КSn=1
геометрических параметров резца КSα=1
жесткости станка КSj
=1
Значение подач определяется по формуле 20:
So1=0,3· 1,15 ·1 · 1· 1 · 1,05 · 0,8· 1·1· 1=0,29 мм/об
Выбор скорости резания
VТ=205
м/мин /11, т. 2, стр. 73/
По карте 23 выбираются поправочные коэффициенты на скорость в
зависимости от:
группа обрабатываемого материала Кvc=1,05
вида обработки Кvо =1
жесткости станка КVj=1
механических свойств обрабатываемого материала КvМ=1
геометрических параметров резца Кvα=1
периода стойкости режущего инструмента Кvт =1
наличие охлаждения Кvж =1
Скорость резания определяется по формуле 21:
V= 205· 1,05· 1· 1· 1·1· 1· 1=221 м/мин
Частота вращения шпинделя определяется по формуле 22:
n1= мин-1
мин-1
Проверка выбранных режимов резания по мощности привода главного
движения.
Расчет мощности, необходимый для резания, производится по формуле
23:
NT=8,9 кВт /11. т. 2, стр. 73/
NP=8,9·1,1=9,8 кВт
NПР=11 кВт
NP≤NПР (9,8<11) - обработка возможна.
Определение минутной подачи.
Минутную подачу рассчитываем по формуле 24:
SM1=0,3·996=299 мм/мин.
Определение цикла автоматической работы.
ТО= (25)
(25)
ТО= мин
мин
Тмв=, (26)
где Lуск - длина ускоренного перемещения (подвод
инструмента), мм
Sуск - ускоренная подача, мм/мин
Тмв= мин
мин
Ту.а2=ΣТо+Тмв=0,18+0,03=0,21 мин
Переход 03. Точить поверхность Æ70h9 ( ) начисто.
) начисто.
Глубина резания t=0,25 мм
Выбор подачи Sо=0,2 мм/об /11, т. 2, стр. 96/
Выбранные значения подачи корректируются с учетом поправочных
коэффициентов, которые выбираются по карте 4 в зависимости от:
инструментального материала КSH=1,15
способа крепления пластин КSР=1
сечение державки резца КSq=1
прочности режущей части КSh=1
механических свойств обрабатываемого материала КSМ=1,05
схемы установки заготовки КSМ
=0,8
состояния поверхности заготовки КSn=1
геометрических параметров резца КSα=1
жесткости станка КSj
=1
Значение подач определяется по формуле 20:
So1=0,2·1,15·1 ·1· 1 ·1,05 ·0,8· 1·1· 1=0,2 мм/об
Выбор скорости резания
VТ=220
м/мин /11, т. 2, стр. 73/
По карте 23 выбираются поправочные коэффициенты на скорость в
зависимости от:
группа обрабатываемого материала Кvc=1,05
вида обработки Кvо =1
жесткости станка КVj=1
механических свойств обрабатываемого материала КvМ=1
геометрических параметров резца Кvα=1
периода стойкости режущего инструмента Кvт =1
наличие охлаждения Кvж =1
Скорость резания определяется по формуле 21:
V= 220· 1,05· 1· 1· 1·1· 1· 1=238 м/мин
Частота вращения шпинделя определяется по формуле 22:
n1= мин-1
мин-1
Проверка выбранных режимов резания по мощности привода главного
движения.
Расчет мощности, необходимый для резания, производится по формуле
23:
NT=8,9 кВт /11. т. 2, стр. 73/
NP=8,9·1,1=9,8 кВт
NПР=11 кВт
NP≤NПР (9,8<11) - обработка возможна.
Определение минутной подачи.
Минутную подачу рассчитываем по формуле 24:
SM1=0,2·1083=217 мм/мин.
Определение цикла автоматической работы.
ТО= (25)
ТО= мин
мин
Тмв=, (26)
где Lуск - длина ускоренного перемещения (подвод
инструмента), мм
Sуск - ускоренная подача, мм/мин
Тмв= мин
мин
Ту.а3=ΣТо+Тмв=0,25+0,03=0,28 мин
Переход 04. Точить канавку в=6 мм на поверхности Ø69h14.
Глубина резания t=0,5 мм
Выбор подачи Sо=0,2 мм/об /11, т. 2, стр. 38/
Выбранные значения подачи корректируются с учетом поправочных
коэффициентов, которые выбираются по карте 4 в зависимости от:
инструментального материала КSH=1,15
способа крепления пластин КSР=1
сечение державки резца КSq=1
прочности режущей части КSh=1
механических свойств обрабатываемого материалаКSМ=1,05
схемы установки заготовки КSМ
=0,8
состояния поверхности заготовки КSn=1
геометрических параметров резца КSα=1
жесткости станка КSj
=1
Значение подач определяется по формуле 20:
So1=0,2·1,15 ·1 ·1·1 ·1,05 ·0,8·1·1·1=0,2 мм/об
Выбор скорости резания
VТ=68 м/мин
/11, т. 2, стр. 73/
По карте 23 выбираются поправочные коэффициенты на скорость в
зависимости от:
группа обрабатываемого материала Кvc=1,05
вида обработки Кvо =1
жесткости станка КVj=1
механических свойств обрабатываемого материалаКvМ=1
геометрических параметров резца Кvα=1
периода стойкости режущего инструмента Кvт =1
наличие охлаждения Кvж =1
Скорость резания определяется по формуле 21:
V= 68·1,05·1·1·1·1·1·1=73 м/мин
Частота вращения шпинделя определяется по формуле 22:
n1= мин-1
мин-1
Проверка выбранных режимов резания по мощности привода главного
движения.
Расчет мощности, необходимый для резания, производится по формуле
23:
NT=8,9 кВт /11. т. 2, стр. 73/
NP=8,9·1,1=9,8 кВт
NПР=11 кВт
NP≤NПР (9,8<11)
- обработка возможна.
Определение минутной подачи.
Минутную подачу рассчитываем по формуле 24:
Основное время обработки 25:
ТО= мин
мин
Тмв= мин
мин
Ту.а4.=ΣТо+Тмв=0,15+0,03=0,18 мин
. Точить канавку в=6 мм на поверхности Ø63,5h14.
Глубина резания t=2,3 мм
Выбор подачи Sо=0,2 мм/об /11, т. 2, стр. 38/
Выбранные значения подачи корректируются с учетом поправочных
коэффициентов, которые выбираются по карте 4 в зависимости от:
инструментального материала КSH=1,15
способа крепления пластин КSР=1
сечение державки резца КSq=1
прочности режущей части КSh=1
механических свойств обрабатываемого материалаКSМ=1,05
схемы установки заготовки КSМ =0,8
состояния поверхности заготовки КSn=1
геометрических параметров резца КSα=1
жесткости станка КSj
=1
Значение подач определяется по формуле 20:
So1=0,2·1,15 ·1 ·1·1 ·1,05 ·0,8·1·1·1=0,2 мм/об
Выбор скорости резания
VТ=68 м/мин
/11, т. 2, стр. 73/
По карте 23 выбираются поправочные коэффициенты на скорость в
зависимости от:
группа обрабатываемого материала Кvc=1,05
вида обработки Кvо =1
жесткости станка КVj=1
механических свойств обрабатываемого материалаКvМ=1
геометрических параметров резца Кvα=1
периода стойкости режущего инструмента Кvт =1
наличие охлаждения Кvж =1
Скорость резания определяется по формуле 21:
V= 68·1,05·1·1·1·1·1·1=73 м/мин
Частота вращения шпинделя определяется по формуле 22:
n1= мин-1
мин-1
Проверка выбранных режимов резания по мощности привода главного
движения.
Расчет мощности, необходимый для резания, производится по формуле
23:
NT=8,9 кВт /11. т. 2, стр. 73/
NP=8,9·1,1=9,8 кВт
NПР=11 кВт
NP≤NПР (9,8<11)
- обработка возможна.
Определение минутной подачи.
Минутную подачу рассчитываем по формуле 24:
SM1=0,2·366=73 мм/мин.
Основное время обработки 25:
ТО= мин
мин
Тмв= мин
мин
Ту.а5.=То+Тмв=0,14+0,02=0,16 мин
Переход 05. Нарезать резьбуМ68x3-6g.
Глубина резания t=2,31 мм
Рабочая высота профиля резьбы h=1,624 мм
Число проходов i=12
Выбор подачи S=0,06 мм/прох
/11, т. 2, стр. 96/
Выбор скорости резания выбирается по таблице
V=120 м/мин /11, т. 2, стр. 98/
Частота вращения шпинделя определяется по формуле 22:
n1= мин-1
мин-1
Проверка выбранных режимов резания по мощности привода главного
движения.
Расчет мощности, необходимый для резания, производится по формуле
23:
NT=8,9 кВт /11. т. 2, стр. 73/
NP=8,9·1,1=9,8 кВт
NПР=11 кВт
NP≤NПР (9,8<11)
- обработка возможна.
Определение минутной подачи.
Минутную подачу рассчитываем по формуле 24:
Определение цикла автоматической работы по формуле:
 =
= (27)
(27)
 мин
мин
Тмв= мин
мин
Ту.а6=ΣТо+Тмв=0,36+0,1=0,46 мин
Ту.а= Ту.а1.+Ту.а2.+Ту.а3.+Ту.а4+Ту.а5+Ту.а6=
0,17+0,21+0,16+0,18+0,28+0,46=1,46
Вспомогательное время определяется по формуле:
Тв=Тв.у.+Тв.он.+Тв.изм,
(22)
где Тв.у - время на установку и снятие детали, мин;
Тв.он - вспомогательное время, связанное с операцией,
мин;
Тв.изм - вспомогательное время на измерение.
Тв.у=1,3 мин /11, т. 1, стр. 57/
Тв.оп=1,04 мин /11, т. 1, стр. 79/
Тв.изм=0,06+0,14+0,65=0,85 мин /11, т. 1, стр. 89/
Тв=1,3+1,04+0,85=3,19 мин.
Штучное время определяется по формуле:
Тшт=(Ту.а.+Тв·ktb) (1+ ) (23)
) (23)
где ktb-поправочный коэффициент на время
вспомогательное;
атех, аорг, аотп - время на
техническое и организационное обслуживание рабочего места, %.
ktb=0,93 /11, т. 1, стр. 50/
атех+ аорг+аотп=7% /11, т. 1,
стр. 90/
Тшт=(1,46+3,19·0,93) (1+ )=4,7 мин.
)=4,7 мин.
Штучно-калькуляционное время определяется по формуле:
Тшт.к.=Тшт+ (24)
(24)
где Тп.з. - подготовительно-заключительное время.
Тп.з.=24 мин /12, стр. 96/
Тшт.к.=4,7+ мин
мин
Операция 005-Фрезерно-центровальная
1. Переход 1. Режущий инструмент: Фреза торцоваяØ100 Т15К6 ГОСТ9473-80
Sz= 0,2
t=6
. Расчет длины рабочего хода Lрх
Lрх =Lp+Lп+Lд,
где Lп - длина врезания и
перебега
Lд - дополнительная длина
хода.
Lp - длина резания
Lрх=15+3,5+10=28,5
. Частота вращения детали
определяется по формуле 22
n=1000×110/3,14×86,5=405 мин-1
4. Выбор скорости резания
VТ=105 м/мин /11, т. 2, стр. 73/
. По карте 23 выбираются поправочные коэффициенты на
скорость в зависимости от:
группа обрабатываемого материала Кvc=1,05
вида обработки Кvо =1
жесткости станка КVj=1
механических свойств обрабатываемого материала КvМ=1
геометрических параметров резца Кvα=1
периода стойкости режущего инструмента Кvт =1
наличие охлаждения Кvж =1
. Скорость резания определяется по формуле 21:
V= 105· 1,05· 1· 1· 1·1· 1· 1=110 м/мин
. Определение минутной подачи.
Минутную подачу рассчитываем по формуле 24:
SM=0,2·405=81 мм/мин.
8. Основное время
ТО= , мин
, мин
ТО=
Переход 2. Режущий инструмент: Фреза торцоваяØ100
Т15К6 ГОСТ 9473-80
Sz= 0,2
t=6
. Расчет длины рабочего хода Lрх
Lрх =Lp+Lп+Lд,
где Lп - длина врезания и
перебега
Lд - дополнительная длина
хода.
Lp - длина резания
Lрх=15+3,5+10=28,5
. Частотавращениядетали
определяется по формуле 22
n=1000×110/3,14×76,5=458 мин-1
10. Выбор скорости резания
VТ=105 м/мин /11, т. 2, стр. 73/
. По карте 23 выбираются поправочные коэффициенты на
скорость в зависимости от:
группа обрабатываемого материала Кvc=1,05
вида обработки Кvо =1
жесткости станка КVj=1
механических свойств обрабатываемого материала КvМ=1
геометрических параметров резца Кvα=1
периода стойкости режущего инструмента Кvт =1
наличие охлаждения Кvж =1
. Скорость резания определяется по формуле 21:
V= 105· 1,05· 1· 1· 1·1· 1· 1=110 м/мин
. Определение минутной подачи.
Минутную подачу рассчитываем по формуле 24:
SM=0,2·458=92 мм/мин.
8. Основное время
ТО=, мин
ТО= \
\
переход 3. Режущий инструмент: Ø3,15 Р6М5 ГОСТ 10903-77
Глубина резания t=1,56 мм
Выбор подачи Sот=0,07 мм/об /11, т. 2, стр. 128/
Выбранные значения подачи корректируются с учетом поправочных
коэффициентов, которые выбираются по карте 53 в зависимости от:
механических свойств обрабатываемого материала КSМ=1,1
Значение подач определяется по формуле 14:
Sо=0,07·1,1=0,08
мм/об
Выбор скорости резания
VТ1=27
м/мин /11, т. 2, стр. 128/
По карте 57 выбираются поправочные коэффициенты на скорость в
зависимости от:
группа обрабатываемого материала Кvм=1,1
формы заточки инструмента Кvз
=1
наличие охлаждения Кvж =1
состояние поверхности КVW=1
материала инструментаКvи=1,0
Скорость резания определяется по формуле:
V=VТ ·Кvм ·Кvз ·Кvж ·КVW·Кvи (23)
V= 27·1,1·1·1·1·1=29,7 м/мин
Частота вращения шпинделя определяется:
n= мин-1
мин-1
Расчет мощности, необходимый для резания, производится по формуле:
NP=NT· (24)
(24)
NT=0,19 кВт /11. т. 2, стр. 128/
NP=0,19·1,1=0,2 кВт
NПР=11 кВт
NP≤NПР (0,2<11)
- обработка возможна.
Минутную подачу рассчитываем по формуле 17:
SM=0,07·118=8,2 мм/мин
Определение цикла автоматической работы по формулам 19 и 20.
ТО= мин
мин
Тмв= мин
мин
Ту.а=То+Тмв=4,9+0,1=5 мин
Вспомогательное время определяется по формуле 30:
Тв.у=0,8 мин /11, т. 1, стр. 52/
Тв.оп=0,92 мин /11, т. 1, стр. 79/
Тв.изм=0,29 мин /11, т. 1, стр. 87/
Тв=0,8+0,92+0,29=2,01 мин.
Штучное время определяется по формуле 31:
ktb=1 /11, т. 1, стр. 50/
атех+ аорг+аотп=8% /11, т.
1, стр. 90/
Тшт=(5+2,01 ·1) (1+ )=8,09 мин.
)=8,09 мин.
Штучно-калькуляционное время определяется по формуле 32
Тп.з.=20,5 мин /11, т. 1, стр. 102/
Тшт.к.=8,09 + мин
мин
Операция 020-Вертикально-фрезерная
14. Режущий инструмент: Концевая фреза Ø8Р6М5 ГОСТ 17025-71
Sz= 0,02
t = 2,5
. Расчет длины рабочего хода Lрх
Lрх =Lp+Lп+Lд,
где Lп - длина врезания и
перебега
Lд - дополнительная длина
хода.
Lp - длина резания
Lрх=80+5+10=95
. Частота вращения детали
определяется по формуле 22
n=1000×105/3,14×8=1752 мин-1
Уточняем скорость резания
V=105
17. Определение минутной подачи.
Минутную подачу рассчитываем по формуле 24:
SM=0,2·1752=35 мм/мин.
8. Основное время
ТО=, мин
ТО=
Тмв= мин
мин
Вспомогательное время определяется по формуле 30:
Тв.у=0,8 мин /11, т. 1, стр. 52/
Тв.оп=1,53 мин /11, т. 1, стр. 79/
Тв.изм=0,05 мин /11, т. 1, стр. 87/
Тв=0,8+1,53+0,05=2,38 мин.
Штучное время определяется по формуле 31:
ktb=1 /11, т. 1, стр. 50/
атех+ аорг+аотп=8% /11, т. 1,
стр. 90/
Тшт=(0,83+2,38·1) (1+)=4,29 мин.
Штучно-калькуляционное время определяется по формуле 32
Тп.з.=20,5 мин /11, т. 1, стр. 102/
Тшт.к.=4,29+ мин
мин
2.10
Составление управляющей программы обработки заготовки на станке с ЧПУ
Управляющая программа составляется для обработки на станке
16К20Ф3С32 с устройством ЧПУ 2Р22:
N001 S2 900 F0,4 T1*X75 Z140 EM08*L08 А0 Р2*X68,5 Z137Е*X70 Z127,5*Z77*X63,5*X72
Z74,5*Z5*X77*X80 Z-5*М17*
N013 S21083 F0,2 T2*
N014 G10*L10 B4*X68 Z135 Е*Z4*G11*
N019 S2337 F0,2 T2*
N020 X70 Z77*X63.5*X70*X72 Z5*X69*X72 Z5*
N026 S2562 F0,06 T2*
N027 L01 F3 W135 X68 A0 P2.31 C0*028 Z83*
N029 X70*
N030 M09*
N031 M02*
3.
Конструкторский раздел
.1
Расчет и конструирование режущего инструмента на заданной операции
На токарной операции с ЧПУ операции 010 в качестве режущего
инструмента используется сверло диаметром 43 мм. Главное движение - вращение сверла,
движение подачи - поступательное перемещение сверла. В качестве материала
режущей части используется быстрорежущая сталь Р6М5.
Сверло состоит из рабочей части и хвостовика соединенных
шейкой. Рабочая часть в свою состоит из режущей под углом 118 градусов и
калибрующей. Хвостовик конический конус Морзе 5 точности АТ8.
Режимы резания при сверлении.
Подача: S=0,53 мм/об /пункт 2.9/
Скорость резания: V=14,6 м/мин /пункт 2.9/
Частота вращения шпинделя n1=108 мин-1 /пункт
2.9/
Мощность резания: NP=4,1 кВт /пункт 2.9/
Крутящий момент определяется по формуле:
 Н · м (34)
Н · м (34)
Осевая сила резания определяется по формуле:
Ро=10СрDqSyKp(35)
Ср=67; q=1,0; y=0,65. /16, т. 2; с. 281/
Kp=0,75 /16, т. 2, с. 264/
Ро =10∙67∙431∙0,530,65∙0,75=14300
Н
Средний диаметр хвостовика определяется по формуле:
dcp= (36)
(36)
где  -угол конуса (для большинства конусов
Морзе =1030)
-угол конуса (для большинства конусов
Морзе =1030)
µ - коэффициент трения стали (µ=0,096)
Δθ - отклонение угла конуса (Δθ=5)
dcp= м=50 мм
м=50 мм
Выбирается ближайший больший конус, т.е. конус Морзе №5 с лапкой.
Основные конструктивные размеры: D1=44,7 мм, d2=36,5 мм,
b=15,9 мм, h=38 мм, e=29 мм, l3=149,5 мм, R=10 мм.
Определяется длина сверла по ГОСТ 10903-77 /16, т. 2, с. 146/
общая длина L=359 мм
длина рабочей части l=210 мм.
Геометрические параметры сверла: ω=300, 2φ=1160, ψ=550, γ=120, ά=150.
Шаг винтовой канавки определяется по формуле:
Н= мм (37)
мм (37)
Толщина сердцевины: dc=0,2D=0,2∙43=21,5 мм
Обратная конусность: 0,09 мм.
Ширина ленточки: f0=1,0 мм.
Ширина пера: В=0,58∙D=0,58∙43=24,94 мм.
3.2 Организация технического контроля на участке.
Расчет и конструирование средств измерения для заданной операции
Система контроля качества изделий предназначена для
своевременного определения с требуемой точностью параметров качества изделий,
изготавливаемых на участке.
Контроль качества изделий на участке производится на
контрольных столах контролёрами. Контрольный пункт промежуточного контроля
располагается между станками. Это возможно из-за использования простых
измерительных средств (калибров, штангенциркулей, штангенрейсмусов и т.п.) и
контрольных приспособлений.
Проверка производиться после токарной обработки, после
нарезания зубчатых венцов и перед термообработкой, после изготовления детали.
Измерительные средства применяемые для промежуточного
контроля заготовки и окончательного контроля детали в серийном производстве
могут быть и стандартными, и специальными.
При измерении поверхностей, выполненных по допускам,
применяют предельные калибры, т.к. измерение переставными инструментами
является сложной и длительной операцией. Средства контроля должны
соответствовать требованиям ГОСТ 8.001-71. К применению допускаются средства
контроля признанные годными по результатам метрологического надзора в
соответствии с требованиями ГОСТ 8 002-71.
Системой контроля качества изделий на участке занимается
служба отдела технического контроля, которая находится в подчинении дирекции по
качеству.
На 045 операции круглошлифовальной для контроля наружной
поверхности Æ70h9 ( ) применяется калибр-скоба. Калибр
относится к нерегулируемым гладким калибрам. Изготавливается цельным из стали
20 с цементацией h 0,8…1,2 до 59…65HRСэ. Проходная сторона должна охватывать поверхность, а не
проходная не должна. Расчёт исполнительных размеров гладких калибров
производится по формулам ГОСТ 24853-81.
) применяется калибр-скоба. Калибр
относится к нерегулируемым гладким калибрам. Изготавливается цельным из стали
20 с цементацией h 0,8…1,2 до 59…65HRСэ. Проходная сторона должна охватывать поверхность, а не
проходная не должна. Расчёт исполнительных размеров гладких калибров
производится по формулам ГОСТ 24853-81.
Предельные отклонения размера наружной поверхности Æ70h9 ()
ES=0; EI=-74 мкм. /т. 7/
Предельные размеры поверхности:
Dmax=D+ ES =70+0=70 мм=D+ EI=70-0,074=69,987 мм
Допуск поверхности:
TD=ES-EI=0 -
(-0,074)=0,074 мм.
Отклонения и допуски на калибр-скобу:
Z1=13 мкм, Y1=0 мкм H1=8 мкм Hp=3 мкм
Расчёт размеров проходного калибра ПР:
ПР= Dmax - Z1 ±H1 |2=70-0,013± 0,008/2=69,987±0,004 мм
Предельные размеры проходного калибра:
наибольший: ПРmax=69,987+0,004=69,991
мм
наименьший: ПРmin=69,987-0,004=69,983
мм
Исполнительный размер проходного калибра ПРисп:
ПРисп=69,983
Расчёт размеров непроходного калибра НЕ:
НЕ= Dmin±H1
|2=69,926± 0,008/2=69,926±0,004 мм
Предельные размеры непроходного калибра:
наибольший: НЕmax=69,926
+0,004=69,93 мм
наименьший: НЕmin=69,926
-0,004=69,922 мм.
Исполнительный размер непроходного калибра НЕисп:
НЕисп=69,922
Расчет размеров контрольного калибра К-ПР:
К-ПР= Dmax - Z1 ±Hр |2=70-0,013± 0,003/2=69,987±0,0015 мм
Предельные размеры контрольного калибра К-ПР:
наибольший: К-ПРmax=69,987+0,0015=69,9885
мм
наименьший: К-ПРmin=69,987-0,0015=69,9855
мм
Исполнительный размер проходного калибра К-ПРисп:
К-ПРисп=69,9855
Расчет размеров контрольного калибра К-НЕ:
К-НЕ= Dmin±Hр
|2=69,926± 0,003/2=69,926±0,0015 мм
Предельные размеры контрольного калибра К-НЕ:
наибольший: К-НЕmax=69,926
+0,0015=69,9275 мм
наименьший: К-НЕmin=69,926
-0,0015=69,9245 мм.
Исполнительный размер непроходного калибра К-НЕисп:
К-НЕисп=69,9245
Расчет размеров контрольного калибра К-И:
К-И= Dmax+y1±Hр |2=70+0± 0,003/2=70±0,0015 мм
Предельные размеры контрольного калибра К-И:
наибольший: К-Иmax=70+0,0015=70,0015
мм
наименьший: К-Иmin=70-0,0015=69,9985
мм.
Исполнительный размер непроходного калибра К-Иисп:
К-Иисп=69,9985
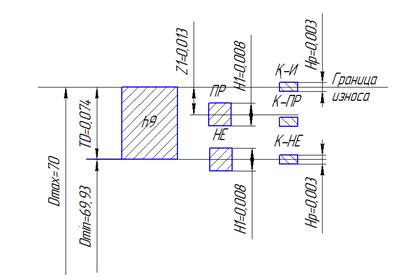
Рисунок 5 - Схема расположения полей допусков калибра-скобы
контроля размера наружной поверхности Æ70h9 ()
4.
Организационный раздел
.1
Определение потребного количества технологического оборудования и его загрузки
При серийном производстве широко
применяется взаимозаменяемость деталей, технологические процессы выполнены в
виде операционных, средняя квалификация рабочих - 5 разряд.
. Нормативный фонд времени
н=(Дк - Дпр
- Дв) ∙ а ∙ m
где Дк - число календарных дней (365),
Дпр - число праздничных дней
(14),
Дв - число выходных дней (104),
а - продолжительность рабочего дня (8
час),
Кпр - коэффициент, учитывающий
плановые простои оборудования в ремонте (0,88),
т - количество смен.н=(365
-104-14) · 2 ∙ 8 = 3952 ч.,
где 6 час - сокращенные предпраздничные
дни.
К=1-10/100=0,9
а = 10%
Кпр - коэффициент, учитывающий
простои оборудования в ремонте (0,9).
. Действительный фонд времени работы
оборудования
д= Fн ∙ m ∙ Кпр =
3952 ∙ (1 ∙ 10/100) = 3556,8 ч.
где Кпр - коэффициент,
учитывающий плановые простои оборудования в ремонте (0,9).
. Определяется необходимое количество
оборудования исходя из производственной программы проектируемой детали на
основе маршрутного техпроцесса

где tшт - штучное время, мин.
Кв = 1 - 1,2 - коэффициент выполнения норм.
Фрезерно-центровальная с ЧПУ (2Г942Ф2)
Ср = 8,09 ∙ 10000∙2/ 3556,8 ∙1,1 ∙
60 = 0,69 Принимается Спр = 1 ст
Токарная с ЧПУ (16К20Ф3С32)
Ср = 4,7 ∙ 10000∙2/ 3556,8 ∙1,1 ∙
60 = 0,4 Принимается Спр = 1 ст
Токарная с ЧПУ (16К20Ф3С32)
Ср = 4,7 ∙ 10000∙2/ 3556,8 ∙1,1 ∙
60 = 0,4 Принимается Спр = 1 ст
Вертикально-фрезерная (5А352ПФ2)
Ср = 4,29 ∙ 10000∙2/ 3556,8 ∙1,1 ∙
60 = 0,37 Принимается Спр = 1 ст
Круглошлифовальная (3М151)
Круглошлифовальная (3М151)
Ср = 1,2 ∙ 10000∙2/ 3556,8 ∙1,1 ∙
60 = 0,1 Принимается Спр = 1 ст
Токарно-винторезная (16К20)
Ср = 0,3∙ 10000∙2/ 3556,8 ∙1,1 ∙
60 = 0,03 Принимается Спр = 1 ст
Общее принятое количество станков Спр = 7 ст.
Определяется уровень загрузки оборудования на механическом участке
по обработке детали. Рассчитывается коэффициент загрузки станков по операциям
по формуле:
045
050
На основе произведенных расчётов строится график загрузки
оборудования участка, ширина столбиков в соответствующем масштабе
пропорциональна количеству станков данной модели. Средний коэффициент загрузки
всего станочного парка на проектируемом участке по заданной детали на графике -
горизонтальная линия, проходящая через весь график. Данные о количестве, габаритах,
мощности электродвигателей и стоимости с учетом транспортировки и монтажа
оборудования на участке заносятся в сводную ведомость оборудования.
Для построения графика загрузки оборудования рассчитывается
средний коэффициент загрузки металлорежущего оборудования механического участка
при заданной производственной программе


Кз.ср. = 0,32 ∙ 100 = 32%
Таблица 4.1 - Ведомость оборудования
|
Наименование
оборудования
|
Ср
|
Спр
|
Кз, %
|
Мощность
электродвигателя кВт
|
|
|
|
|
1 ст
|
всех
|
|
1.
Фрезерно-центровальный с ЧПУ 2Г942Ф2
|
0,34
|
1
|
34
|
13
|
13
|
|
2. Токарный с
ЧПУ 16К20Ф3С32
|
0,2
|
1
|
20
|
11
|
11
|
|
3. Токарный с
ЧПУ 16К20Ф3С32
|
0,2
|
1
|
20
|
11
|
11
|
|
4.
Вертикально-фрезерный 5А352ПФ2
|
0,27
|
1
|
27
|
5,5
|
5,5
|
|
5. Круглошлифовальный
3М151Ф2
|
0,6
|
1
|
60
|
15,2
|
15,2
|
|
6.
Круглошлифовальный 3М151Ф2
|
0,6
|
1
|
60
|
15,2
|
15,2
|
|
7. Токарный с
ЧПУ 16К20Ф3С32
|
0,04
|
1
|
4
|
11
|
11
|
|
8. Верстак
|
-
|
1
|
-
|
-
|
-
|
|
9. Машина
моечная
|
-
|
1
|
-
|
2,5
|
-
|
|
10. Стол
контрольный
|
-
|
1
|
-
|
-
|
-
|
|
Итого
|
|
10
|
|
84,4
|
|
4.2
Расчет и организация многостаночного обслуживания на участке. Состав и расчет
количества участков производства с учетом многостаночного обслуживания
К промышленно-производственному персоналу,
обслуживающему оборудование относятся основные и вспомогательные
производственные рабочие. Рабочие по техническому обслуживанию оборудования,
как правило, включаются в штат цеха.
. Для расчета численности работающих на
участке определяется действительный фонд времени рабочего:
др = (Дк - Дв
- Дпр) · s ·Дсм·Кпотери, где
Кпотери - коэффициент невыходов
на работудр =(365-14-104) ∙7 ∙1 ∙ (1-12/100)= 1522
ч.др 3 месяца = 380,5 ч.
. Определение количества рабочих по
формуле осуществляется по формуле:
Ri= , чел.
, чел.
Фрезерно-центровальная с ЧПУ (2Г942Ф2)
R = 8,09 ∙ 10000/
1522 ∙1,1 ∙ 60 = 0,8 Принимается R = 1 чел.
Токарная с ЧПУ (16К20Ф3С32)
R = 4,7 ∙ 10000/
1522 ∙1,1 ∙ 60 = 0,5 Принимается R = 1 чел.
Токарная с ЧПУ (16К20Ф3С32)
R = 4,7 ∙ 10000/
1522 ∙1,1 ∙ 60 = 0,5 Принимается R = 1 чел.
Вертикально-фрезерная (5А352ПФ2)
R = 4,29 ∙ 10000/
1522 ∙1,1 ∙ 60 = 0,5 Принимается R = 1 чел.
Круглошлифовальная (3М151Ф2)
R = 1,2 ∙ 10000/
1522 ∙1,1 ∙ 60 = 0,1 Принимается R = 1 чел.
Круглошлифовальная (3М151Ф2)
R = 1,2 ∙ 10000/
1522 ∙1,1 ∙ 60 = 0,1 Принимается R = 1 чел.
Полировальная (16К20Ф3С32)
R = 0,3 ∙ 10000/
1522 ∙1,1 ∙ 60 = 0,03 Принимается R = 1 чел.
Общая численность основных
производственных рабочихпр =7 чел.
Всего вспомогательных рабочих:
всппр = R контролер + R
наладчик + R слесарьвсп = 3 наладчика +3 контролера + 3 слесаря = 9
чел.
4. Численность наладчиков определяется по
формуле:
нал = (Спр / Нобсл)∙
S
Нобсл - норма обслуживания,
станки
R нал =
Rнал = 2
Количество АУП и специалистов определяется методом относительной
численности:
Для организации работы на участке принимаем 1 сменного мастера.
Таблица 4.2 - Ведомость работающих на
участке
|
Профессия
|
Принятое кол-во
|
Разряд
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Основные
производственные рабочие
|
7
|
|
|
|
6
|
6
|
|
|
Вспомогательные
рабочие
|
9
|
|
|
6
|
|
3
|
|
|
Сменный мастер
|
1
|
|
|
|
|
|
|
|
Итого
|
17
|
|
|
6
|
6
|
9
|
|
4.3
Планировка оборудования и расчет потребных производственных площадей
Площадь участка включает в себя
производственную и вспомогательную площадь и бытовые помещения.
Производственная площадь - площадь,
занятая оборудованием, рабочими местами. Производственная площадь определяется
исходя из габаритов станков и их количества.
Определим площадь, занимаемую каждым
станком по формуле:
= a ·b, где
a и b - соответственно длина и ширина
станка, м.
Вспомогательная площадь - площадь, занятая
под проездами, вспомогательным оборудованием, складами, составляет 10% от всей
производственной площади.
Общая площадь = Sпр + Sвсп,
м2
К промышленно-производственному персоналу относятся основные,
вспомогательные рабочие, младший обслуживающий персонал, административно
управленческий персонал, специалисты и служащие.
Таблица 4.3 - Ведомость площади и объема
помещения механического участка
|
Вид помещения
|
Удельная
площадь на 1 станок, м2
|
Количество
станков
|
Площадь S, м2
|
Высота h, м
|
Объем V, м3
|
|
Производственная
площадь
|
20 15
|
7 3
|
140 45
|
12 12
|
1680 540
|
|
Итого
|
|
|
185
|
|
2220
|
|
Вспомогательная
площадь
|
20%
|
|
37
|
12
|
444
|
|
Общая площадь
|
|
|
222
|
|
2664
|
4.4
Транспортировка деталей на участке
В процессе производства в цехах
предприятия регулярно перемещается большое количество сырья, материала,
топлива, полуфабрикатов, инструментов и готовой продукции.
Доставка этих грузов предприятия,
перемещения их внутри предприятия является функциями промышленного транспорта,
который делится на межцеховой и внутрицеховой. Выбор транспортных средств
должен соответствовать объему и характеру грузопотока и учитывать расстояния
перевозок, габариты и свойства перевозимых грузов. Доставка заготовок на данный
проектируемый участок осуществляется с помощью электрокаров. В качестве тары
применяют стандартные прямоугольные банки.
При размещении станков в линии необходимо
предусмотреть кратчайшие пути движения каждой детали в процессе обработки.
Зигзагообразное движение деталей в
пределах данного пролета из одного ряда станков в другой вполне допустимо, т.к.
кран или тележка, двигаясь в одном направлении, имеет возможность доставлять
детали к станкам одного и другого ряда без всяких затруднений.
Размеры главных проездов на участке и
проходов между рядами станков предназначены для транспортных средств движения
людей и определяются в соответствии с габаритами применяемых транспортных
средств, санитарно-гигиеническими нормами и нормами техники безопасности.
Второстепенные проходы между станками служат для прохода людей к станкам.
Транспортировка детали от начального до конечного этапа
изготовления следующая:
1 Заготовка из кузнечного цеха в механический цех
транспортируется автопогрузчиком в контейнерах.
2 Заготовки могут складироваться на площадке возле
цеха, откуда они, по мере необходимости, поступают на участки механообработки.
Транспортировка заготовок на участок производится
электропогрузчиком или электрокаром.
Передвижение детали на участке от станка к станку
осуществляется при помощи пластинчатого конвейера.
Из механического цеха в сборочный цех детали
передаются партиями на электрокарах или электропогрузчиках.
4.5
Организация ремонта оборудования на участке
Основой организации ремонта оборудования на участке является
провидение планово-предупредительного ремонта (ППР). Он включает в себя
совокупность различного вида работ по техническому уходу и ремонту
оборудования, мероприятия межремонтного обслуживания, как-то: наблюдение за
правилами эксплуатации оборудования, своевременное устранение мелких
неисправностей и осмотры между плановыми ремонтами выполняют как рабочие,
обслуживающие данное оборудование, так и дежурный персонал ремонтной службы
цеха (слесари, электрики, смазчики). Межремонтное обслуживание выполняют во
время перерывов в работе оборудования: малый, средней и капитальный, а так же
изготовление запасных частей - обычно возлагаются на ремонтно-механический цех
завода. Капитальный ремонт может выполнятся на специальных ремонтных заводах.
На предприятиях 30% вспомогательных рабочих заняты ремонтом
оборудования. В цехе ремонтное хозяйство возглавляем механик цеха, ему
подчиняются мастера механика и рабочие механика. Механик цеха несёт
ответственность за состояние оборудования, качество его ремонта и проведение
профилактических мероприятий, удлиняющих срок службы оборудования и устраняющих
преждевременные поломки и аварии.
Механик цеха осуществляет технадзор и руководство ремонтными
работами и их своевременную подготовку.
4.6
Обеспечение нормальных условий труда на участке
Для скоординированной и планомерной работы
в области безопасности труда на каждом предприятии создается служба охраны
труда, подчиняемая главному инженеру.
Главный инженер несет ответственность за
безопасность производственных процессов и осуществляет контроль за всеми
мероприятиями, направленными на оздоровление условий труда. Всю практическую
работу в подразделениях предприятий организуют начальники цехов, участков,
смен, а так же мастера. На участке обработки детали стакан подшипника -
применяются токарно-револьверные, токарно-винторезные, сверлильные станки.
Отличительной особенностью токарных
станков являются: вращающиеся станочные приспособления и заготовки, а так же
образующаяся в процессе резания стружка. Для безопасности работы на токарных
станках должны применяться защитные устройства для предотвращения опасного
соприкосновения рабочего с движущимися элементами станка и режущим
инструментом, а так же для локализации опасных зон, куда отлетают частицы
обрабатываемого металла.
При работе особое внимание должно быть
уделено правильному и надежному закреплению заготовок. При установке
инструмента необходимо соблюдать следующие правила:
) резцы следует закреплять с минимально
возможным вылетом из резцедержателя (чтобы он не превышал более чем в 1,5 раза
высоту державки) и не менее чем двумя болтами.
2) не оставлять в задней бабке или револьверной головке
инструменты, которые не используются при обработке данной заготовки. На
сверлильных станках выполнение установки детали осуществляют с соблюдением
следующих общих правил безопасности: опорные поверхности выбирают так, чтобы
центр тяжести заготовки проходил возможно ближе к середине опорной поверхности,
если она одна, и возможно ближе к общему центру поверхностей, если их
несколько; точки приложения усилий закрепления размещают так, чтобы направление
вектора силы не выходило за пределы поверхностей опор.
Основными опасными и вредными производственными факторами при
шлифовальных работах являются: электрический ток, быстроперемещающийся
абразивный инструмент, отлетающие от него частицы, а также наличие СОЖ. К числу
важнейших мероприятий, обеспечивающих безопасность шлифовальщика, относятся
следующее соответствующее исполнение электрооборудования, применение надёжных
защитных и предохранительных устройств, а также средства индивидуальной защиты.
Наиболее вероятным моментом получения травм рабочими,
обслуживающими фрезерные станки являются: Установка приспособлений и
инструментов на станках, наладка станка и удаление стружки.
Не допускается установка неисправной фрезы, особенно с
ненадёжно закреплёнными, выкрошенными зубьями. Необходимо обеспечить жесткость
закрепления фрезы на шпинделе, прочное и надёжное закрепление заготовки в
приспособлении. Подводить фрезу к заготовке следует постепенно, без удара. При
возникновении вибраций необходимо остановить станок, проверить исправность
гидросистемы станка, крепёжных приспособлений, крепление оправки фрезы.
Останавливая станок, сначала надо выключить подачу, затем вращение шпинделя.
Расчет
вентиляции и освещения на участке
Вентиляция производственных и
вспомогательных помещений предназначена для уменьшения запыленности,
задымленности и для очистки воздуха от вредных выделений производства. Она
способствует оздоровлению условий труда, повышению производительности и
предотвращению профессиональных заболеваний. Вентиляция может быть
естественной, механической (вытяжной, приточной, приточно-вытяжной, местной) и
смешанной. Естественная вентиляция осуществляется за счет форточек, фрамуг,
окон, дефлекторов.
Площадь фрамуг или форточек принимается в
размере не менее
…4% площади пола.
ΣSфорт = 0,02·Fn, м2
n - площадь пола участка;
Sn =222 м2
ΣSфорт = 0,02·222 =4.4м2
Расчет освещения.
Степень освещенности того или иного
производственного помещения зависит от вида работ, выполняемых в данном
помещении. В производственном помещении предусматривается естественное и
искусственное освещение.
Расчет естественного освещения.
Естественное освещение обеспечивается
устройством окон и зенитных фонарей в крыше. Суммарная площадь окон
определяется по формуле:
 , м2
, м2
где Sn - площадь пола участка; Sn = 222 м2
α - удельная площадь окон, приходящаяся на
1 м2 пола; α = 0,1;
τ - коэффициент, учитывающий потери света от
загрязнения остекления; τ=0,6.
Расчет числа окон производится по формуле:
 , шт.
, шт.
где Sок - площадь одного окна;
Sок = 12 -
(0,8 + 0,3) = 10,9 м
Принимается Sок = 11 м
Sок = 2 ×11=22 м2
Принимается 2 окна
Расчет искусственного освещения.
Принимается значение освещённости Е=200 Лк.
Суммарная мощность ламп определяется по формуле:
ΣNл = Pу×Fn, кВт
где Pу - удельная мощность осветительной установки; при высоте подвеса
светильника 6 м, площади пола Sуч = 222 м2 и освещенности Е =
200 Лк Ру = 16,6 Вт/м2.
ΣNл =16,6· 222= 3071 кВт
Выбирается мощность одой лампы: люминесцентная лампа Nл =30…150 Вт.
Принимается Nл=150 Вт
Число ламп рассчитывается по формуле:
 , шт.
, шт.
 . Принимается 21 лампа.
. Принимается 21 лампа.
Электробезопасность
и пожарная безопасность
Залогом безопасности эксплуатации
электрооборудования является высокая техническая грамотность и дисциплина труда
электротехнического персонала, строгое соблюдение правил и инструкций,
организационных и технических мероприятий. Электроинструменты (электродрели,
зачистные, шлифовальные, полировальные, притирочные машины) находят широкое
применение на производстве. В помещениях с повышенной опасностью и вне
помещений должен использоваться электроинструмент классов 2 и 3 напряжением не
выше 42 В.
При пользовании электроинструментом
запрещается:
передавать его даже на непродолжительное
время другим лицам;
разбирать и самим ремонтировать;
держаться за провод инструмента или
касаться вращающегося режущего инструмента;
удалять руками стружки или опилки во время
работы инструмента;
работать с приставных лестниц;
вносить внутрь металлических резервуаров
переносные трансформаторы и - преобразователи частоты;
оставлять его без надзора и включенным в
электросеть.
Для питания переносных светильников в
помещениях с повышенной опасностью и особо опасных должно применяться
напряжение не выше 42В, а при наличии особо неблагоприятных условий не выше
12В. Выбирая средства защиты, надо руководствоваться необходимостью исключения
возникновения искровых разрядов с энергией, превышающей на 40% минимальную
энергию зажигания окружающей среды.
Пожарная безопасность.
Пожар согласно определению по стандарту -
неконтролируемое горение, развивающееся во времени и пространстве. Он наносит
большой материальный ущерб и нередко сопровождается несчастными случаями с
людьми. Опасными факторами пожара, воздействующими на людей, являются: открытый
огонь и искры, повышенная температура воздуха, различных предметов, токсичные
продукты горения, дым, пониженная концентрация кислорода; взрыв, обрушение и
повреждение зданий, сооружений и установок.
Основными причинами возникновения пожаров
является не осторожное обращение с огнем, нарушение правил пожарной
безопасности при сварочных и других огневых работах, нарушении правил
эксплуатации электрооборудования, не исправность отопительных приборов и
термических печей, нарушение правил хранения легковоспламеняющихся и горючих
материалов, самовозгорание смазочных и обтирочных материалов.
Пожарная безопасность зданий и помещений
существенно зависит от горючести (возгораемости) строительных материалов и
огнестойкости строительных конструкций, из которых они построены.
Пожарная профилактика - комплекс
организационных и технических мероприятий, направленных на обеспечение
безопасности людей, предотвращение пожара, ограничение его распространения, а
также создание условий для успешного тушения пожара. К этим мероприятиям относятся
меры пожарной безопасности, предусматриваемые при строительстве и
проектировании предприятий.
Курение в производственных помещениях
допускается только в специально отведенных для этого местах, оборудованных
резервуарами с водой и урнами. В производственных и административных зданиях
запрещается:
загромождать проходы к месту расположения
первичных средств пожаротушения и к внутренним кранам;
убирать помещение с применением
легковоспламеняющихся и горючих жидкостей;
оставлять в помещениях после окончания
работы топящиеся печи, электроотопительные приборы, включенные в электросеть,
не обесточенное технологическое и вспомогательное оборудование,
легковоспламеняющиеся и горючие жидкости, неубранные в специально отведенные
места;
производить работы с применением открытого
огня в непредусмотренных для этой цели местах.
4.7
Экология производства
Проблема охраны окружающей среды и
рационального использования природных ресурсов является одной из наиболее
актуальных среди глобальных общечеловеческих проблем, так как от ее решения
зависит жизнь на земле, здоровье и благосостояние человечества. Определенную
долю загрязнении окружающей среды вносят и машиностроительные предприятия.
Для снижения вредного воздействия
машиностроительного завода на окружающую среду при его проектировании,
строительстве и эксплуатации должны выполняться природоохранительные
мероприятия. Вокруг предприятия должна быть санитарно-защитная зона шириной не
менее 50 м. Зеленые насаждения обогащают воздух кислородом, поглощают
углекислый газ, шум, очищают воздух от пыли и регулируют микроклимат.
Производство с вредными выделениями
(окрасочных, кузнечных, деревообрабатывающий и другие участки) по возможности
сосредотачивают в филиалах на окраине города.
С целью поддержания чистоты атмосферного
воздуха в пределах норм на предприятии предусматривают предварительную очистку
вентиляционных и технологических выбросов с их последующим рассеиванием в
атмосферу. Воздух, удаляемый из окрасочного отделения, перед выбросом в
атмосферу очищают в гидрофильтрах. Очистка в них происходит за счет улавливания
загрязняющих воздух веществ водой.
Очищают воздух от древесной пыли,
образующейся в деревообрабатывающих цехах, и от абразивной пыли заточных и
шлифовальных станков с помощью циклонов: в них пыль отделяется от запыленного
воздуха под воздействием центробежной силы и тканевых фильтров. Благоприятное
воздействие на атмосферу в приземном слое оказывает искусственные водоемы,
которые поглощают пыль, увлажняют, охлаждают и ионизируют воздух.
Для сокращения расхода воды в последнее
время широко внедряют системы оборотного водоснабжения, которые позволяют
повторно использовать бывшую в употреблении воду после ее очистки в специальных
устройствах. При этом чистая вода расходуется только на восполнения потерь
из-за испарения и утечек вместе с осадком грязи.
Хозяйственно-бытовые стоки сливаются в
канализацию. Их утилизация осуществляется на специальных предприятиях. Очищают
производственные сточные воды и ливневые стоки в очистных сооружениях.
4.8
Удаление отходов производства с участка
Удаление отходов металлической стружки с
участка производится механически. Под полом участка расположен шнековый
конвейер для уборки стружки.
К главному конвейеру подходят разветвления
от каждого металлорежущего станка, где производится механическая обработка
данной детали с образованием стружки.
Транспортер подает стружку в бункер,
который находится вне цеха. Далее стружка, собранная в бункере, перевозится
автомашиной или погрузчиком на скрапбазу, где из стружки под давлением делают
брикеты и переплавляют в чугунолитейных цехах.
Рациональное использование материальных
ресурсов способствует дальнейшему снижению себестоимости продукции и росту
эффективности производства.
Заключение
Обоснование
технических решений, принятых в проекте
В дипломном проекте был спроектирован
участок механического цеха, работы механического участка обработки детали
«Шток» ЦГ-160.80x560.31.024с производственной программой выпуска 10000 штуки.
Деталь изготавливается из стали 40Х ГОСТ 4543-71, масса заготовки составляет 37
кг, а чистый вес изделия -30,7 кг. Уровень использования материала по
проектируемой детали средний, так как коэффициент использования металла
составил 0,83, а уровень отходов материала составил - 27%.
На механическом участке используется
современное металлорежущее оборудование, средний коэффициент загрузки которого
составил 32%, что является выше среднего уровня. На участке установлено 4
станков с ЧПУ: токарные (16К20Ф3С32), фрезерно-центровальная с ЧПУ (2Г942Ф2),
вертикально-фрезерный (5А352ПФ2) и другое оборудование, кроме этого моечные
машины, верстаки, рабочие места контролера ОТК. На участке работают 7 основных
рабочих 9 вспомогательных и 1 АУП
Проектируемый технологический процесс
обработки детали является оптимальным для условий серийного производства в
заданных объемах производства детали. За счет применения новой
усовершенствованной технологии и современного оборудования, например, станков с
ЧПУ, повышается качество механообработки и снижается ее трудоемкость, снижаются
потери от брака и себестоимость изготовления детали. Кв = 1 - 1,2 -
коэффициент выполнения норм.
Список
источников
1. Белоусов А.П. Проектирование станочных
приспособлений.-М.: Высшая школа, 1980
. Данилевский В.В. Технология
машиностроения-Учебник для техникумов. - М.: Высшая школа, 1984
. Дерябин А.А., Эстерзон М.А. Технология
изготовления деталей на станках с ЧПУ и в ГСП.-М.: Машиностроение, 1989
. Добрыднев И.С. Курсовое проектирование по
предмету «Технология машиностроения» - М.: Машиностроение, 1985
. Единая система допусков и посадок СЭВ в
машиностроение и приборостроении. в 2-х томах - М.: Издательство стандартов,
1989
. Клепиков В.В., Бодров А.Н. Технология
машиностроения. - М.: Форум-ИНФРА, 2004
. Марочник сталей и сплавов. Под редакцией В.Г.
Сорокина. -М.: Машиностроение, 1989
. Мельников Г.Н., Вороненко В.П. Проектирование
механосборочного цеха. - М.: Машиностроение, 1990
. Нефедов Н.А. Дипломное проектирование в
машиностроительных техникумах. - М.: Высшая школа, 1986
. Нефедов Н.А. Сборник задач и примеров по резанию
металлов и режущему инструменту. - М.: Машиностроение, 1990
. Общемашиносроительные нормативы времени и
режимов резания для нормирования работ, выполняемых на универсальных и
многоцелевых станках с числовым программным управлением. В 2-х частях. - М.:
Экономика, 1990
. Общемашиностроительные нормативы времени
времени вспомогательного на обслуживание рабочего места и
подготовительно-заключительного для технического нормирования для станочных
работ (серийное производство).-М.: Машиностроение, 1974
. Режимы резания металлов. Справочник по ред.
А.Д. Корчемкина. - М.: Машиностроение, 1995
. Тракторы Т40М, Т40АМ, Т40АИМ. Тарасов Г.Д. -
М.: Машиностроение, 1990
. Справочник инструментальщика под ред. И.А.
Ординарцева. - Л.: Машиностроение, 1987
. Справочник технолога-машиностроения в 2-х
томах. Под ред. А.Г. Косиловой и Р.К. Мещерикова. - М.: Машиностроение, 1985
. Справочник технолога-машиностроения. Под ред.
А.П. Малова.-М.: Машиностроение, 1985.