Проектирование участка механического цеха для обработки детали трактора - шестерня
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
.
ОБЩИЙ РАЗДЕЛ
.1
Описание конструкции и служебного назначения детали
.2
Технологический контроль чертежа детали и анализ детали на технологичность
.
ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ
.1
Выбор и характеристика принятого типа производства
.2
Выбор вида и обоснование способа получения заготовки
.3
Выбор общих припусков и допусков на механическую обработку. Расчет массы
заготовки и коэффициента использования материала
.4
Разработка маршрутного плана обработки детали с выбором оборудования и
станочных приспособлений, обоснование принятого маршрутного плана и
характеристика оборудования
.6
Выбор и обоснование технологических баз
.7
Поэлементный технологический процесс обработки детали
.7.1
Расчет размеров и припусков статистическим методом
.7.2
Определение операционных припусков и размеров
.8
Выбор режущего вспомогательного и измерительного инструмента на операции
технологического процесса
.9
Выбор рациональных режимов резания и определение норм времени на четыре-пять
разнохарактерных операций
.10
Составление управляющей программы для станка с ЧПУ
.
КОНСТРУКТОРСКИЙ РАЗДЕЛ
.1
Расчёт и конструирование режущего инструмента для операции 055 зубодолбежной
.2
Организация технического контроля на участке. Расчет и конструирование пробки
для операции 020 хонинговальной
.
ОРГАНИЗАЦИОННЫЙ РАЗДЕЛ
.1
Определение потребного количества технологического оборудования, его загрузка
.2
Расчет и организация многостаночного обслуживания на участке. Состав и расчет
количества участников производства с учетом многостаночного обслуживания
.3
Планировка оборудования и расчет потребных производственных площадей
.4
Транспортировка детали на участке
.5
Организация ремонта оборудования на участке
.6
Обеспечение нормальных условий и безопасности труда на участке
.6.1
Расчет вентиляции и освещения на участке
.6.2
Электробезопасность и пожарная безопасность
.7
Экология производства
.8
Удаление отходов производства с участка
ЗАКЛЮЧЕНИЕ
БИБЛИОГРАФИЧЕСКИЙ
СПИСОК
ВВЕДЕНИЕ
Машиностроение является одной из ведущих
отраслей промышленности, которая обеспечивает материальную основу технического
прогресса всех отраслей народного хозяйства.
Непрерывное совершенствование машин
характеризуется возрастанием их мощности, снижением массы, а также повышением
точности и надежности.
На современном этапе развития машиностроения
трудно сосредоточить всю совокупность расширяющихся знаний во всех областях
технологии производства машин в рамках одной специальности. Поэтому в
машиностроении имеют самостоятельное значение такие специальности, как
технология литейного производства, технология ковки и штамповки, технология
сварки и т.п.
Все машиностроение невозможно представить без
существования учебной дисциплины «технология машиностроения». Это наука,
изучающая и устанавливающая закономерности процессов обработки и параметры,
воздействие на которые наиболее эффективно сказывается на интенсификации
процессов обработки и повышении их точности. Предметом изучения в технологии
машиностроения является изготовление изделий заданного качества в установленном
программой выпуска количестве при наименьших затратах материалов, минимальной
себестоимости и высокой производительности труда. Процесс изготовления машин и
механизмов состоит из комплекса работ необходимых для производства заготовок,
их обработки, сборки из готовых деталей составных частей (сборочных единиц) и,
наконец, сборки из сборочных единиц и отдельных деталей готовых машин.
На машиностроительном производстве решением
вышеуказанных задач занимаются специалисты-техники-технологи. На них
возлагаются так же задачи по практическому осуществлению широкого применения
прогрессивных типовых технологических процессов, оснастки и оборудования,
средств механизации и автоматизации, соответствующих современным достижениям
науки и техники.
Данный дипломный проект является первой
самостоятельной работой будущего техника, направленной на решение конкретных
задач в области совершенствования технологии обработки, организации
производства и улучшения технико-экономических показателей работы участка.
Задачей дипломного проекта является
проектирование участка механического цеха для обработки детали трактора - Т25 -
4215014 - шестерня - с годовой программой выпуска детали представителя Ng =
6100 шт
1. ОБЩИЙ
РАЗДЕЛ
.1 Описание конструкции и служебного назначения
детали
Заданная деталь - шестерня, Т25-4215014
представляет собой двух венцовую шестерню со ступицей с одной стороны. Больший
венец шестерни имеет цилиндрические прямые зубья, число зубьев z = 35, модуль m
= 4,5 мм.
Малый венец имеет эвольвентные шлицы, число
зубьев z = 30, модульm = 3,5 мм. Осевое отверстие - двухступенчатое, в малой
ступени расположены эвольвентные шлицы, число зубьев z = 24, модуль m = 3,5 мм.
Диаметр большого венца 170 мм, ширина 25 мм, диаметр меньшего венца 109,3 мм,
ширина - 10 мм. Большой и малый венцы разделены канавкой диаметром 96 мм,
шириной 7 мм.
В ступице также расположена канавка диаметром
135 мм, шириной 8 мм. Длина шлицевого отверстия - 42 мм.
Данная шестерня входит в привод валов отбора
мощности (ВОМ), который в свою очередь входит в муфту сцепления.
Муфта сцепления предназначена для передачи
крутящего момента от дизеля к трансмиссии. Она служит также для
кратковременного отсоединения дизеля от силовой передачи, обеспечения плавного
трогания трактора с места и безударного переключения диапазона.
Привод ВОМ расположен в отсеке корпуса муфты
сцепления и обеспечивает передачу мощности через синхронные передние и задние
ВОМ.
Принцип работы: ведущий вал шестерни соединяется
через шлицевую втулку со ступицей кожуха, во впадинах которой установлены демпферы.
Вал-шестерня вращается заодно с маховиком и входит в зацепление с шестерней
ведущего барабана муфты ВОМ. Ведомый барабан зацепляется с промежуточной
шестерней, служащей для привода переднего независимого ВОМ.
Перемещением шестерни Т25-4215014 из нейтрального
положения вперед по ходу трактора включается независимый привод заднего вала
отбора мощности, назад - синхронный привод заднего ВОМ, а перемещением другой
шестерни - независимый или синхронный привод переднего ВОМ.
Конструкция узла позволяет включать одновременно
любое сочетание приводов переднего и заднего валов отбора мощности.
Привод синхронного ВОМ устанавливается по
требованию потребителя.
Для уменьшения массы шестерни по торцам
расположены кольцевые выточки. Для плавности зацепления торцы зубьев венцов с
внешней стороны имеют зубозакругление.
Ширина шестерни - 56 мм.
Материл шестерни - сталь 25 ХГТ, ГОСТ 4543-71.
Назначение - нагруженные зубчатые колеса и другие детели, твердость которых
более 59РКСЭ.
Таблица
1
Химический состав, % [5]
|
С
|
Si
|
Mn
|
Cr
|
Ti
|
P
|
S
|
Cu
|
Ni
|
|
|
|
|
|
Не
более
|
|
0,22…0,29
|
0,17…0,37
|
0,8…1,0
|
10,…1,3
|
0,03…0,09
|
0,0035
|
0,035
|
0,3
|
0,3
|
Таблица
2
Механические свойства [5]
|
Источник
|
Состояние
поставки
|
σ0,2
|
σв
|
δ5
|
ψ
|
КСУ
Дж/см2
|
HRCэ
не более
|
|
|
МПа
|
%
|
|
|
|
|
не
менее
|
|
|
ГОСТ
4543-71
|
Пруток
|
|
57…63
|
Технологические свойства:
Температура ковки: начала 12200С, конца 8000С
Свариваемость - РДС, КТС, требуется последующая
термообработка.
Флокеночувствительность - чувствительна.
Склонность к отпускной хрупкости - склонна.
Конструкторский код детали:
Класс 72 - детали - тела вращения с элементами
зубчатого зацепления; трубы, шланги, секторы, сегменты и др.
Подкласс 721 - с элементами зубчатого
зацепления, цилиндрические.
Группа 7216 - многовенцовые.
Подгруппа 72161 - с наружными зубьями прямыми, с
внутренней основной базой
Вид 721161- с двумя венцами разного модуля, с
модулем св. 4,0 до 10 мм включительно.
Конструкторский код детали: 721161
.2 Технологический контроль чертежа детали и
анализ детали на технологичность
В детали - шестерня - механической обработке
подвергаются следующие основные наружные поверхности, торцы и 2х ступенчатое
шлицевое отверстие. Точность обработки и шероховатость основных поверхностей
детали невысокая: 11,12 квалитеты и Ra 12,5; Ra 6,3 мкм. Наиболее точно
обрабатываются: шлицевое отверстие Ra 3,2, IT = + 0,019 мм; зубчатый венец: Ra
6,3 мкм, наружные шлицы - Ra 6,3 мкм.
Технологический код детали:
Основные признаки технологической классификации
детали:
Размерная характеристика, мм
наибольший наружный диаметр - 170
длина - 56
диаметр центрального отверстия - 78
Группа материала - сталь 25ХГТ
ГОСТ 4543-71
Вид детали по техническому процессу - деталь,
обрабатываемая резанием
Технологическая классификация деталей,
обрабатываемых резанием:
Вид исходной заготовки - штамповка
Квалитет точности размеров:
Наружных поверхностей 11
Внутренних поверхностей - 10
Параметр шероховатости поверхностей Ra 3,2
Характеристика элементов зубчатого зацепления -
цилиндрические m = 4,5 мм
Характеристика термической обработки -
нитроцементация, закалка 57…64HRэ
Весовая характеристика mg = 3,015 кг
Технологический код детали: ГБ912424333256В
Таблица
3
Анализ технических требований
|
Условное
обозначение
|
Содержание
технического требования
|
методы
обработки
|
средства
контроля
|
|
0,2
Д
|
Допуск
торцевого биения торца канавки ступицы относительно торца малого венца (база
Д) равен 0,2 мм
|
Точение
черновое, чистовое
|
Контрольное
приспособление
|
|
0,16
Д
|
Допуск
радиального биения диаметра наружных шлицев относительно торца малого венца
(база Д) равен 0,16 мм
|
Шлице-долбление
|
Контрольное
приспособление
|
Анализ технологичности детали
Каждая деталь должна изготавливаться с
минимальными трудовыми и материальными затратами. Эти затраты можно сократить в
значительной степени в зависимости от правильного выбора варианта технологического
процесса, его оснащения, механизации, применения оптимальных режимов резания и
правильной подготовки производства. На трудоемкость изготовления детали
оказывают особое влияние ее конструкция и технические требования на
изготовление.
Требования к технологичности конструкции детали:
конструкция детали должна состоять их
стандартных и унифицированных конструктивных элементов или быть стандартной в
целом;
деталь должна изготавливаться из заготовки,
полученной рациональным способом;
размеры и поверхности детали должны иметь
соответственно оптимальные квалитеты точности и параметры шероховатости;
физико-химические и механические свойства
материала, жесткость детали, ее форма и размеры должны соответствовать
требованиям технологии изготовления;
конструкция детали должна обеспечивать
возможность применения типовых и стандартных технологических процессов ее
изготовления.
Исходя из вышеперечисленных требований, деталь -
шестерня - технологична.
2. ТЕХНОЛОГИЧЕСКИЙ
РАЗДЕЛ
.1 Выбор и характеристика принятого типа
производства
Прежде чем приступить к проектированию
технологического процесса механической обработки деталей, необходимо, исходя из
заданной программы выпуска и характера подлежащих обработке деталей, установить
тип производства. В машиностроении различают три типа производства: единичное,
серийное и массовое. Производство можно отнести к тому или иному типу условно
по количеству обрабатываемых в год деталей или изделий одного наименования или
типоразмера. При заданной программе выпуска детали Ng = 7500 шт и массе детали
mg = 3,015 кг принимаем серийное производство, в зависимости от количества
изделий в серии, характера трудоемкости и частоты повторяемости серий в течение
года, подразделяется на мелко, средне и крупно серийное.
Такое подразделение является условным, т.к. при
одном и том же количестве заданных для изготовления деталей, инструментов и
приспособлений в партии, но при различных их размерах, сложности и трудоемкости
производство может быть отнесено к различным типам. В данном случае тип производства
- среднесерийный. Тип производства и соответствующие ему формы организации
труда определяют характер технологического процесса и его построение.
Среднесерийное производство характеризуется ограниченной номенклатурой изделий,
изготавливаемых периодически повторяющимися партиями и сравнительно большим
объемом выпуска, чем в единичном производстве. В серийном производстве
применяются универсальные и специализированные станки, оснащенные как
универсальными и универсально-сборными приспособлениями, так и специализированными,
что позволяет снизить трудоемкость и себестоимость изготавливаемого изделия. В
серийном производстве технологический процесс изготовления детали расчленен на
отдельные операции.
Для определения типа производства можно
пользоваться показателем коэффициента закрепления операции или специализации.
В условиях серийного производства
рассчитываютсяследующие календарно-плановые нормативы:
Количество деталей в партии по упрощенному
способу можно определить по формуле
= N t/φ
где N - годовой объем выпуска
детали-представителя; шт,
φ - число рабочих
дней в плановом периоде, дни;- число дней на которые необходимо иметь запас
деталей для бесперебойной работы сборочного цеха.
-3 дня для крупных деталей;
-7 дней для средних деталей;
-10 дней для мелких деталей.= 6100 5/41
= 744 шт.
Суточный выпуск деталей
 шт.
шт.
Период запуска-выпуска партии
деталей в производство
 зап = 5
зап = 5
Количество запусков партии деталей в
новом периоде можно определить по формуле
Необходимо откорректировать
расчетное Sn к нормативному (4, 6, 12, 24).
Принимаем Sn = 12.
.2 Выбор вида и обоснование способа
получения заготовки
В машиностроении в зависимости от
номенклатуры изделий и характера производства применяют заготовки следующих
видов: прокат в виде прутков различного сечения, профильный прокат,
периодический прокат, трубы; штамповки из различных марок сталей, отливки,
получаемые различными способами литья. На выбор формы, размеров и способа
получения заготовки большое значение имеет конструкция и материал детали. Вид
заготовки оказывает влияние на характер технологического процесса, трудоемкость
и экономичность обработки. Главным при выборе заготовке является обеспечение
заданного качества готовой детали при ее минимальной себестоимости. Исходя из
материала детали - сталь 25ХГТ, конструкции детали и условий работы ее в сборочной
единице, выбираем вид заготовки - штамповка.
Детали штамповки преимущественно
работают на изгиб, кручение, растяжение. В серийном производстве применяют
штамповки, полученные на различном оборудовании с помощью штампа. В серийном и
массовом производствах штамповки изготавливают на штамповочных молотах, прессах
и горизонтально-ковочных машинах в открытых и закрытых штампах. Метод получения
заготовки шестерни - штамповка в открытом штампе на кривошипном
горячештамповочном прессе
2.3 Выбор общих припусков и допусков на
механическую обработку. Расчёт массы заготовки и коэффициента использования
материала
Расчет ведется по ГОСТ 7505-89
Исходные данные по детали:
Материл - сталь 25ХГТ
Масса детали - 3,015 кг
Исходные данные для расчета
Масса поковки расчетная, кг
= mg Kp
= 1,5…1,8 (прил. 3) Принимаем Кр = 1,8р = 3,015 1,8
= 5,427 кг
Класс точности - Т4 (прил. 1)
Группа стали -M2 (таб. 1)
Степень сложности:
Размеры описывающей поковку фигуры (цилиндр), мм
диаметр: 170 1,05 = 178,5
мм
длина: 56 1,05 = 58,8
мм
масса описывающей фигуры (расчетная)
ср =  3,14 8,922 5,88 0,0078
= 14,69 кг
3,14 8,922 5,88 0,0078
= 14,69 кг
Степень сложности - 4 (прил. 2)
Конфигурация поверхности разъема штампа
П (плоская) (табл. 1)
Исходный индекс - 16 (табл. 2)
Припуски и кузнечные напуски
Основные припуски на размеры (таб. 3), мм
Таблица
3
|
Диаметр
170
|
Rа
12,5
|
z
= 2,4
|
|
Диаметр
1148
|
Rа
12,5
|
z
= 2,2
|
|
Диаметр
109,3
|
Rа
6,3
|
z
= 2,7
|
|
Отверстие
 78 78
|
Rа
12,5
|
z
= 2,0
|
|
Толщина
56
|
Rа
12,5
|
z
= 2,0
|
|
Толщина
42
|
Rа
12,5
|
z
= 2,0
|
|
Толщина
25
|
Rа
12,5
|
z
= 1,9
|
Дополнительные припуски, учитывающие:
Смещение по поверхности разъема штампа - 0,5 мм
(таб. 4)
Отклонение от плоскости - 0,5 мм (таб. 5)
Штамповочный уклон:
На наружной поверхности - 50
На внутренней поверхности 70.
Размеры поковки и их допускаемые отклонения.
Размеры поковки, мм:
диаметр: 170+2 (2,4+0,5) = 175,8
принимаем 176
диаметр 148+2 (2,2+0,5) = 153,4
принимаем 154
диаметр 109,3+2 (2,7+0,5) = 115,7
принимаем 116
отверстие 78-2 (2,2+0,5) = 72,6
принимаем 72
толщина 56+2 (2,0+0,5) = 61
толщина 42+2,0+1,9+2 0,5
= 46,9
принимаем 47 мм
толщина 25+2 (1,9+0,5) = 29,8
принимаем 30
допускаемые отклонения размеров (табл. 8)




Допускаемое отклонение от плоскостности - 1,0 мм
Допускаемое смещение по поверхности разъема
штампа - 0,9 мм
Расчет массы и коэффициента использования
материала
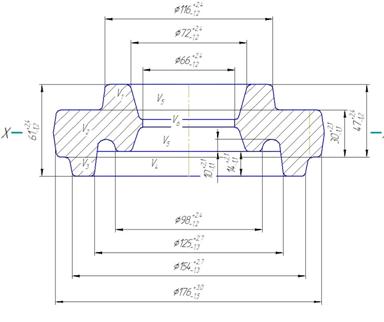
Рисунок 1. Чертеж заготовки с разбивкой на
простые фигуры
Расчет массы заготовки:
з = Vз  (кг)
(кг)
где: Vз - объем заготовки
- плотность стали =
0,0078кг/см3
Vзаг = V1+V2+V3-V4-2V5-V6-V7 (см3)
, V2, V3, V4,V6 - объемы цилиндров- объем
усеченного конуса- объем кольца.
Объем цилиндра:
ц =  4
(см3)= 3,14 8,82 3,0
= 729,48 см3= 3,14 5,82 1,7
= 179,57 см3= 3,14 7,72 1,4
= 260,63 см3= 3,14 6,252 1,4
= 171,72 см3= 3,14 3,32 0,8
= 27,35 см3
4
(см3)= 3,14 8,82 3,0
= 729,48 см3= 3,14 5,82 1,7
= 179,57 см3= 3,14 7,72 1,4
= 260,63 см3= 3,14 6,252 1,4
= 171,72 см3= 3,14 3,32 0,8
= 27,35 см3
Объем усеченного конуса
 , см3
, см3
 см3= 3,14 1,0(6,252-4,92)
= 75,39заг = 179,57+729,48+260,63-171,72-2 86-27,35-75,39
= 723,22 см3
см3= 3,14 1,0(6,252-4,92)
= 75,39заг = 179,57+729,48+260,63-171,72-2 86-27,35-75,39
= 723,22 см3
Масса заготовки:з = 723,22 0,0078
= 5,64 кг
коэффициент использования материала:
% материала идет на изготовление детали, 47% -
отходы; низкий коэффициент объясняется тем, что большое количество металла идет
в отходы при нарезании зубьев и шлицов.
.4 Разработка маршрутного плана обработки детали
с выбором оборудования и станочных приспособлений, обоснование принятого
маршрутного плана и характеристика оборудования
Таблица
4
Маршрутный план обработки
|
Наименование
и номер операции
|
Оборудование
|
Станочное
приспособление
|
|
005
Токарная с ЧПУ
|
Токарный
с ЧПУ 16К20 ФЗС32
|
Патрон
3-х кулачковый
|
|
010
Токарная с ЧПУ
|
Токарный
с ЧПУ 16К20 ФЗС32
|
Патрон
3-х кулачковый
|
|
020
Хонинговальная
|
Хонинговальный
3А845 Ф1
|
Приспособление
установочное
|
|
025
Токарная с ЧПУ
|
Токарный
с ЧПУ 16К20Ф3с32
|
Оправка
разжимная
|
|
030
Слесарная
|
Точило
электромеханическое
|
|
|
035
Моечная
|
Машина
моечная
|
|
|
040
контрольная
|
Стол
контрольный
|
|
|
045
Зубофрезерная
|
Зубофрезерный
53А20
|
Оправка
зубофрезерная
|
|
050
Зубообрабатывающая
|
Полуавтомат
для снятия фасок 5Б525-2
|
Подставка
при станке
|
|
055
зубодолбежная
|
Зубодолбежный
5122
|
Оправка
зубодолбежная
|
|
060
Зубозакругляющая
|
Зубозакругляющий
5н580
|
Оправка
зубозакругляющая
|
|
065
Зубозакругляющая
|
Зубозакругляющий
5н580
|
Оправка
зубозакругляющая
|
|
070
Моечная
|
Машина
моечная
|
|
|
075
Зубошевенговальная
|
Зубошевенговальный
5702В
|
Оправка
зубошевенговальная
|
|
080
Слесарная
|
Верстак
|
|
|
085
Моечная
|
Машина
моечная
|
|
|
090
Контрольная
|
Стол
контрольный
|
|
|
091
Транспортная
|
Электропогрузчик
Q = 3т
|
|
|
095
Термическая
|
Термопечь
|
|
|
091
Транспортная
|
Электропогрузчик
Q = 3т
|
|
|
100
Зубообкатывающая
|
Стенд
обкатной
|
Оправка
зубообкатная
|
|
105
Калибровочная
|
Электрохимический
4422
|
Приспособление
установочное
|
|
110
Моечная
|
Машина
моечная
|
|
|
115
Контрольная
|
Стол
контрольный
|
|
В разобранном варианте техпроцесса механической
обработки шестерни для условий серийного производства предложено современное
оборудование: токарный с ЧПУ 16К2ФЗС32, зубофрезерный 53А20, зубодолбежный
5122, зубозакругляющий 5Н580 и др. Станки обладают широкими технологическими
возможностями, что позволит использовать их при обработке подобных по
конструкции деталей.
Характеристика принятого оборудования:
Токарный с ЧПУ 16К20ФЗС32 система ЧПУ-2Р22.
Наибольшие размеры устанавливаемого изделия, мм
диаметр - 215
длина - 1000.
Мощность привода главного движения, кВТ - 11
Частота вращения шпинделя, мин - 1 - 10…2000
Величины подач рабочих органов станка по осям
координат, мм/мин:
Х - 0,05…2800- 1…4000
Ускоренное перемещение рабочих органов станка по
осям координат, мм/мин:
Х - 50006000
Число управляемых координат- 2
Емкость револьверной головки - 6
Машинно-вспомогательное время, с:
время поворота инструмента на 1 позицию - 1
время фиксации - 1
Габаритные размеры: 5300•3420•1750 (мм)
Хонинговальный 3А845Ф1
Диаметр обработки, мм
наименьший 50
наибольший 200
Ход шпиндельной головки, мм
наименьший 30
наибольший 1250
Наибольшая длина обработки, мм
для диаметров 50… - 1000
для диаметров 63…75 - 985
для диаметров 80…95 - 952
для диаметров 100…200 - 900
Число соединений вращения шпинделя - 12
Диапазон частот вращения шпинделя, мин-1- 10…500
Наибольшая осавая сила на шпинделе, кГс- 1000
Скорость возвратно-поступательного движения
головки, м/мин 3…20
Суммарная мощность двигателя, кВт 3,6
Габаритные размеры, мм: 2693•1230•4788
Вертикально-протяжной полуавтомат модели 7Б64
|
Номинальная
тяговая сила, кН
|
50
|
|
Рабочая
ширина стола, мм
|
320
|
|
Расстояние
от салазок до оси отверстия в столе, мм
|
150
|
|
Наибольшая
длина хода салазок, мм
|
1000
|
|
Скорость
рабочего хода протяжки, м/мин
|
1,5-11,5
|
|
Рекомендуемая
скорость обратного хода, м/мин
|
20
|
|
Мощность
электродвигателя, кВт
|
11
|
|
Габаритные
размеры (без рабочей площадки): длина ширина высота
|
2875
1350 3640
|
Зубофрезерный полуавтомат модели 53А20
|
Наибольший
диаметр обрабатываемой заготовки, мм200
|
|
|
Наибольший
размер нарезаемых колес, мм Модуль Длина зуба Угол наклона зуба
|
6
180 60
|
|
Наибольший
диаметр устанавливаемых червячных фрез, мм
|
125
|
|
Расстояние
от торца стола до оси фрезы, мм
|
160-410
|
|
Расстояние
от оси инструмента до оси шпинделя заготовки, мм
|
25-200
|
|
Наибольшее
осевое перемещение фрезы, мм
|
170
|
|
Частота
вращения шпинделя инструмента, мин-1
|
75-500
|
|
Подача
заготовки, мм/об: Вертикальная или продольная радиальная
|
0,45-120
0,1-1,6
|
|
Мощность
электродвигателя, кВт
|
7,5;
8,5
|
|
Габаритные
размеры: длина ширина высота
|
3150
1850 2300
|
Зубодолбежный полуавтомат модели 5122
|
Наибольший
диаметр устанавливаемой заготовки
|
200
|
|
Наибольшая
ширина нарезаемого венца зубчатого колеса
|
50
|
|
Наибольший
модуль нарезаемого зубчатого колеса
|
5
|
|
Диаметр
фланца шпинделя заготовки или рабочей поверхности стола
|
250
|
|
Наибольший
диаметр устанавливаемогодолбяка
|
100
|
|
Конус
Морзе шпинделя для крепления инструмента
|
3
|
|
Число
двойных ходов инструмента в минуту
|
200-850
|
|
Круговая
подача, мм/дв.ход
|
0,16-1,6
|
|
Радиальная
подача, мм/дв.ход
|
0,003-0,286
|
|
Мощность
электродвигателя, кВт
|
2,1;
3,0
|
|
Габаритные
размеры: длина ширина высота
|
2000
1450 1965
|
Зубозакругляющий станок модели 5Н580
|
Наибольшее
и наименьшее расстояние от оси шпинделя фрезы до торца шпинделя изделия
|
170-270
|
|
Диаметр
посадочного отверстия шпинделя изделия
|
110А
|
|
Модуль
обрабатываемого зубчатого колеса: Наружного зуба Внутреннего зуба
|
1,5-6
1,5-4
|
|
Наибольший
и наименьший наружный диаметр зубчатого колеса с наружным зубом
|
50-320
|
|
Наибольший
и наименьший внутренний диаметр зубчатого колеса с внутренним зубом
|
70-200
|
|
Наибольшее
вертикальное перемещение суппорта
|
100
|
|
Частота
вращения фрезы, об/мин
|
1400;
1650; 2000
|
|
Наибольшее
продольное перемещение стойки
|
230
|
|
Мощность
электродвигателя, кВт
|
1,5
|
|
Габаритные
размеры: длина ширина высота
|
1640
1620 1830
|
Зубошевинговальный станок модели 5702В
|
Наибольшие
размеры обрабатываемого колеса: Диаметр Длина зуба Модуль
|
320
100 1,5-6
|
|
Наибольший
угол поворота шеверной головки в обе стороны от горизонтального положения
|
35
|
|
Частота
вращения шпинделя инструмента, мин-1
|
63-500
|
|
Осевая
подача инструмента, мм/мин
|
18-300
|
|
Радиальная
подача, мм/дв.ход стола
|
0,02-0,06
|
|
Мощность
электродвигателя, кВт
|
3
|
|
Габаритные
размеры: длина ширина высота
|
1820
1500 2120
|
Зубофасочный станок модели 5Б525-2
|
Размеры
обрабатываемых колес: Диаметр Модуль
|
70-500
1,5-10
|
|
Наибольшее
перемещение шлифовальной головки: Вертикальное Горизонтальное
|
500
200
|
|
Шлифовальный
круг Диаметр Частота вращения, об/мин
|
80
12000
|
|
Частота
вращения стола, об/мин
|
0,3-6
|
|
Габаритные
размеры: длина ширина высота
|
1050
1100 1300
|
Электрохимический 4422
|
Размеры
рабочей поверхности стола, мм
|
250•400
|
|
Масса
обрабатываемой заготовки, кг
|
Не
более 100
|
|
Диаметр
обрабатываемых отверстий, мм
|
10…100
|
|
Расстояние
от торца подэлектродной плиты до рабочей поверхности стола, мм
|
315
|
|
Наибольшее
перемещение стола, мм, Продольное Поперечное Шпиндельной головки
|
260
190 200
|
|
Объем
бака для рабочей жидкости, л
|
1000
|
|
Наибольшая
отребляемая мощность, кВт
|
25
|
|
Габаритные
размеры: длина ширина
|
6090
3000
|
.5 Выбор и обоснование технологических баз
Под базированием заготовки в приспособлении понимают
ее ориентацию относительно режущего инструмента или неподвижных частей станка.
Базами называются исходные поверхности, линии или точки, определяющие положение
заготовки в процессе ее обработки на станке. Число и расположение базирующих
поверхностей должно быть выбрано тек, чтобы создать достаточную и надежную
установку обрабатываемой детали относительно направления движения режущих
инструментов.
Правильное базирование и закрепление детали при
обработке оказывает существенное влияние на точность при обработке заготовок.
Как правило, обработку начинают с тех
поверхностей, которые будут служить установочной базой для дальнейших операций.
При обработке шестерни на первой токарной операции с ЧПЙ производится обработка
наружных цилиндрических поверхностей и торцев. Операция 005 - базами являются
наружная поверхность зубчатого венца и торец малого венца, обрабатываются
наружная поверхность ступицы, торцы венца и ступицы и канавка на ступице.
Операция 010 - базами служат обработанное отверстие и торец ступицы,
обрабатываются наружная поверхность малого венца, торцы малого и зубчатого
венцов, поверхность зубчатого венца и разделительная канавка. На операции 015
протяжной протягивается шлицевое отверстие, база - торец шлицевого отверстия со
стороны ступицы. На операции 020 - хонинговальной выполняется отделочная
обработка шлицевого отверстия, база - торец шлицевого отверстия, зажим по
торцам детали. На операции 015 и 020 создается технологическая база для
дальнейшей обработки детали на всех последующих операциях: токарной чистовой с
ЧПУ, зубофрезерной, зубодолбежной, шевинговальной, зубозакругляющих базой
служит шлицевое отверстие. Т.о., при обработке шестерни выдержан принцип
постоянства баз в качестве установочных баз на основных операциях использована
дна и та же поверхность - шлицевое отверстие и принцип совмещения баз -
измерительная база совмещена с конструкторской, т.е. с осью детали.
.6 Поэлементный техпроцесс обработки детали
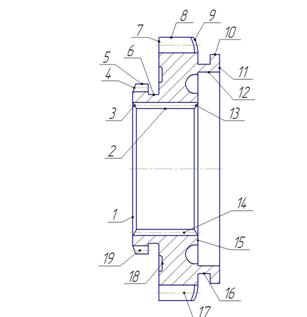
Рисунок 2. Чертеж детали с обозначением обрабатываемых
поверхностей
Операция 005. Токарная с ЧПУ
Станок: 16К20ФЗС32
Установить А
Базирование по поверхности 8, упор в торец 11
По программе
Подрезать торец 1, точить поверхность 5,
подрезать торец 7
Расточить отверстие 2 с образование фаски 3
Расточить канавку 18
Расточить канавку 6
Операция 010 Токарная с ЧПУ
Базирование по отверстию 2, упор в торец 1
По программе
Точить торец 11,наружную поверхность 10, торец
9, наружную поверхность 8
Расточить отверстие 12, фаску 13, подрезать
торец 15
Расточить канавку 16
По программе 015 вертикально-протяжная
Станок 7Б64
Базирование по отверстию 4, упор в торец 15
Протянуть шлицы 14 в отверстие 2
Операция 020 Хонинговальная
Станок 3А845Ф1
Базирование по отверстию 2, упор в торец 15,
зажим по торцу 1
Хонинговать отверстие 2
Операция 025 Токарная с ЧПУ
Станок 16К20ФЗС32
Базирование по отверстию 2, упор в торец 15
По программе:
Точить по контуру торец 1 фаску 4, нар.
поверхность 5, торец 7, нар. Поверхность 8.
Подрезать начисто торец 11, точить нар.
поверхность 10, фаску 9
Точить начисто канавку 16
Операция 030 Слесарная
Точило электромеханическое
Зачистить заусенцы, острые кромки притупить.
Операция 035 Моечная
Машина моечная
Операция 040 Контрольная
Стол контрольный
Контроль промежуточный.
Операция 045 Зубофрезерная
Станок 53А20 базирование по шлицевому отверстию
2, упор в торец 7, зажим по торцу 11
Фрезеровать зубья 17; m = 4,5; z = 35
Операция 050 Зубообрабатывающая
Станок 5Б525-2базирование по поверхности зубьев
17, упор в торец 7.
Шлифовать фаску по контуру зубьев 17
Операция 055 Зубодолбежная
Станок 5122
Базирование по шлицевому отверстию 2, упор в
торец 15, зажим по торцу 1
Долбить шлицы 19m = 3,5; z = 30
Операция 060 Зубозакругляющая
Станок 5Н580
Базирование по шлицевому отверстию 2, упор в
торец 1
Закруглить торцы шлицев по фаске 4.
Операция 065 Зубозакругляющая
Станок 5Н580
Базирование по шлицевому отверстию 2, упор в
торец 7
Закруглить торцы зубьев 17 по фаске 9.
Операция 070 Моечная
Машина моечная
Операция 075 Зубошевинговальная
Станок 5702В
Базирование по шлицевому отверстию 2, упор в
торец 11, зажим по торцу 7
Шевинговать зубья 17, m = 4,5, z = 35.
Операция 080 Слесарная
Верстак
Операция 085 Моечная
Машина моечная
Операция 090 Контрольная
Стол контрольный.
Контроль промежуточный
Операция 091 Транспортная
Электропогрузчик
Транспортировать детали в термический цех
Операция 095 Термическая
Термопечь
Нитроцементировать t = 0,8…1,3 мм
Калить: поверхность зубьев 57…64 НRСэ ядра
30…40НRСэ
Операция 095 Транспортная
Электропогрузчик
Транспортировать детали из термического цеха в
механический
Операция 100 Зубообкатывающая
Стенд обкатной
Обкатать зубья 17
Операция 105 Калибровочная
Станое электрохимический 4422
Калибровать шлицевое отверстие 2
Операция 110 Моечная
Машина моечная
Операция 115 Контрольная
Стол контрольный
Приемочный контроль
.7 Определение операционных припусков и размеров
.7.1 Расчет размеров и припусков статистическим
методом
Таблица
5
Операционные припуски, размеры и допуски
|
Поверхность
и методы обработки
|
квалитет
|
параметр
шероховатости
|
Припуск,
2z, мм
|
операционный
размер с допусками, мм
|
|
Наружная
поверхность Ç109,3 h12
|
h12
|
Ra6,3
|
|
|
|
Заготовка-штамповка
|
Т4
|
Ra
50
|
6,7
|
Ç
|
|
Черновое
течение
|
h12
|
Ra
12,5
|
5,0
|
Ç111-0,54
|
|
Чистовое
точение Наружная поверхность Ç 148
|
h12
h12
|
Ra
6,3 Ra 12,5
|
1,7
|
Ç109,3-0,36
|
|
Заготовка-штамповка
|
Т4
|
Ra
50
|
6,0
|

|
|
Черновое
точение
|
h12
|
Ra
12,5
|
4,5
|
Ç149,5-0,63
|
|
Чистовое
точение
|
h12
|
Ra
12,5
|
1,5
|
Ç148-0,7
|
|
Отверстие
Ç78Н11+0,019
|
Н11
|
Ra
1,6
|
|
|
|
Заготовка-штамповка
|
Т4
|
Ra
50
|
6,0
|
Ç
|
|
растягивание
|
h12
|
Ra
12,5
|
5,0
|
Ç77+0,19
|
|
протягивание
|
h11
|
Ra
3,2
|
0,92
|
Ç77,92+0,046
|
|
Хонингование
|
h11
|
Ra1,6
|
0,08
|
Ç78+0,019
|
|
Толщина
В = 56h13
|
h13
|
Ra
6,3
|
|
|
|
Заготовка
-штамповка
|
Т4
|
Ra
50
|
5,0
|
В
= 
|
|
Черновое
подрезание
|
h13
|
Ra
12,5
|
3,6
|
В
= 57,4-0,19
|
|
Чистовое
подрезание
|
h13
|
6,3
|
1,4
|
В
= 56-0,46
|
|
Толщина
В = 25h12-0,21
|
h12
|
Ra
12,5
|
|
|
|
Заготовка-штамповка
|
Т4
|
Ra
50
|
5,0
|

|
|
Черновое
подрезание
|
h12
|
Ra
12,5
|
3,0
|
27-0,5
|
|
Чистовое
подрезание
|
h12
|
Ra
12,5
|
2,0
|
25-0,21
|
2.7.2 Определение операционных припусков
Таблица
6
Исходные данные и расчетные величины
|
поверхность
и методы обработки поверхности
|
Квалитет
|
Rа,
мкм
|
Предельные
отклонения, мкм
|
Допуск
размера, мкм
|
Расчетные
величины, мкм
|
|
|
|
|
|
Rz
|
T
|
Ey
|
|
Наружная
поверхность Ç170h11-0,25
|
|
|
|
|
|
|
|
|
|
0.
Заготовка-штамповка
|
Т4
|
50
|
+3000
-1500
|
4500
|
240
|
250
|
721
|
-
|
|
Черновое
точение
|
h12
|
12,5
|
-650
|
650
|
50
|
50
|
43,3
|
316
|
|
Чистовое
точение
|
h11
|
12,5
|
-250
|
250
|
25
|
25
|
2,2
|
190
|
Расчетные величины, мкм- высота
микронеровностей,
Т - глубина дефектного слоя= 240 Т0 = 250 (13)
с.181
Определение операционных припусков:
Припуск на черновое точение

Принимаем 2z1 = 4,0 мм
Припуск на чистовое точение

Принимаем 2z2 = 1,5 мм
Определение операционных размеров:
Расчет промежуточных размеров ведется в порядке,
обратном ходу технологического процесса, т.е. от размера готовой детали
Таблица
7
Промежуточные размеры
|
наименование
припуска и размера
|
условное
обозначение
|
расчетные
значения, мм
|
принятое
значение, мм
|
|
Размер
поверхности по чертежу
|
du
|
|
Ç170h11-0,25
|
|
исходный
расчетный размер
|
ducx
|
Ç169,74
|
|
|
припуск
на чистовое точение
|
2z2
|
1,5
|
|
|
размер
после чистового точения
|
d2
|
Ç171,24
|
Ç171,5-0,65
|
|
припуск
на черновое точение
|
2z2
|
4,0
|
|
|
размер
заготовки
|
d3
= d1
|
175,5
|
Ç
|
.8 Выбор режущего, вспомогательного и
измерительного инструмента на операции технологического процесса
Таблица
8
Режущий вспомогательный и измерительный
инструменты
|
операция,
переход
|
Режущий
инструмент
|
Вспомогательный
инструмент
|
Средства
измерения
|
|
005
Токарная с ЧПУ-01
|
Резец
токарный проходной с механическим креплением пластин, ГОСТ20872-80,Т5К10
|
Резцедержатель
для станков с ЧПУ. Блок резцовый
|
Штангенциркуль
ШЦ-1-II-250-0,05, ГОСТ 166-80
|
|
02
|
Резец
расточной с механическим креплением пластины ГОСТ 18882-71, Т5К10
|
Оправка
расточная для станков с ЧПУ
|
Калибр-пробка
Ç77+0,19
|
|
03
|
Резец
канавочныйТ5К10
|
Резцедержатель
для станков с ЧПУ. Блок резцовый
|
|
|
04
|
Резец
канавочныйТ5К10
|
Резцедержатель
для станков с ЧПУ.
|
Калибр-скоба
10,6 h11-0,11
|
|
010
Токарная с ЧПУ-01
|
Резец
токарный с механическим креплением. Пластины, ГОСТ 20872-80, Т5К10
|
Резцедержатель;
блок резцовый
|
калибр-скоба
57,4 h11-0,19
|
|
02
|
Резец
расточной с механическим креплением пластины ГОСТ 18882-71, Т5К10
|
оправка
расточная
|
калибр-скоба
Ç136
h12-0,4, 43,4h12-0,25, калибр 6,6Н13+0,22
|
|
015
Вертикально-протяжная-01
|
Протяжка
шлицевая комбинированная, специальная, Р6М5
|
Патрон
для протяжки
|
Калибр-пробка
Ç77,92Н8+0,046,
калибр-пробка шлицевой комплексный
|
|
020
Хонинговальная-01
|
Резец
для контурного точения ГОСТ20872-80, Т15К6, правый
|
Резцедержатель,
блок ркзцовый
|
Калибр-скобы
Ç170-0,25
Ç109,3-0,35
Ç135-0,25
L = 56-0,46
|
|
02
|
Резец
для контурного точения левый, ГОСТ 20872-80, Т15К6
|
Резцедержатель,
блок резцовый
|
калибр
14-0,27 калибр-скоба 42-0,16, калибр 17-0,11 калибр 10-0,36
|
|
03
|
Резец
канавочный специальный, Т15К6
|
Резцедержатель,
блок резцовый
|
калибр-скоба
25h11-0,13, калибр8Н12+0,15
|
|
045
Зубо-фрезерная
|
Фреза
червячная модульная Ç80, m = 4,5; ГОСТ
9324-80, Р6М5
|
Оправка
для фрезы
|
Биениемер
Б10М; Индикатор 2МИГ ГОСТ 9696-82
|
|
050
Зубо-обрабатывающая-01
|
Круг
шлифовальный 100•2•32 14А16-Н, СТ1…СТ2 31В 60м/с кл.А ГОСТ21963-82
|
Оправка
для круга
|
Штангенциркуль
ШЦ-1-125-0,1, ГОСТ166-80
|
|
055
Зубодолбежная-01
|
Долбяк
дисковый, m = 3,5 ГОСТ9329-73, Р6М5
|
Оправка
для долбяка
|
Калибр
кольцопроходной поэлементный  калибр-кольцошлицевой
комплексный, скоба индикаторная Биениемер Б10М, индикатор И410Б кл.1,
ГОСТ577-68 калибр-кольцошлицевой
комплексный, скоба индикаторная Биениемер Б10М, индикатор И410Б кл.1,
ГОСТ577-68
|
|
060
Зубо-закругляющая-01
|
Фреза
для зубозакругления Р6М5
|
Патрон
для фрезы
|
штангенциркуль
ШЦ-1-125-0,1, ГОСТ 166-80
|
|
075
Зубо-шевинговальная-01
|
Шевер
дисковый Ç196 ГОСТ 8570-80Е, Р6М5
|
Оправка
для шевера
|
Межосемер
МЦ-400У 00,000-01 Биениемер Б10М Индикатор 2МИГ ГОСТ9696-82 Эвольвентомер
КЭУ-М
|
2.9 Выбор рациональных режимов резания и
определение норм времени на 4-5 разнохарактерных операций
Операция 015Протяжная
Станок: Вертикально-протяжной 7Б64.= 11кВТ, h =
0,8= 3,7 кВт, h = 0,75
Переход 01. Протянуть шлицевое отверстие,
выдержав размеры: Ç77,92+0,046,
Ç85,07+0,054, В =  ,
R 0,5max= 3,5мм, Z = 24
,
R 0,5max= 3,5мм, Z = 24
Протягивание отверстия с 156…207НВ, Ra 3,2
относится к I группе обрабатываемого материала [9] карта 1 и 1-ой группе
качества [9] карта 2
Для протягивания шлицевого отверстия применяем
протяжку комбинированную переменного резания, материал сталь Р6М5. Число зубьев
в секции Zс = 2, число чистовых зубьев Zч = 12, припуск на сторону Zчист = 0,07
мм. Число калибрующих зубьев Zк = 6.
Передний угол  для
обработки стали 1-ой группы обрабатываемости для черновых чистовых и
калибрующих зубьев
для
обработки стали 1-ой группы обрабатываемости для черновых чистовых и
калибрующих зубьев
= 200 /9, карта 3
Охлаждение - сульфофруол.
Для шлицевых протяжек из стали Р6М5 при
обработке стали 1-ой группы обрабатываемости и первой группы качества= 5м/мин
[9], карта 4
По паспарту станка 7Б64 скорость рабочего хода V
= 1,5…11,5 м/мин, регулирование бесступенчатые
Принимаем V = 5м/мин
Подача черновых зубьевчер = 0,15мм/зуб /9, карта
6/
Шаг черновых зубьев= (1,2…1,7) ,
мм
,
мм
где l- длина протягиваемого отверстия= 42= 1,5 = 9,72 мм
= 9,72 мм
Ближайшее значение t0 = 9мм /9, приложение 3/
Определение глубины профиля стружечной канавки h
= 3,6 мм /9, прил. 3/
Проверка протяжки на прочность число зубьев,
одновременно участвующих в работе:
= l: t0+1 = 42:9+1 = 5,66
Для расчета принимаем Zp = 6
Осевая сила резания:

Где
 /9, карта 25/
/9, карта 25/
Вш- ширина шлица В = 3,853 ммчисло шлицев n =
24- удельная осевая сила q0 = 286,06Н /9, карта 24/

Проверка прочности протяжки на разрыв перед
первым зубом:
Диаметр сечения перед первым зубом
Доп = Д0-2h = 77-2∙3,6 = 69,8мм
Для протяжки из стали Р6М5
 400Мпа
400Мпа
Для Доп = 69,8мм и  =
400Мпа
=
400Мпа
Р0 = 500000Н; обработка возможна
если Р<Р0; 87293<500000, условие выполнено
Припуск на черновые зубья
А0 = А-Ачист Ачист = 0,07мм
А - общий припуск
А =  мм
мм
А0 = 4,035-0,07 = 3,965мм
Число черновых зубьев

округляем Z0 = 53 зуба
Общее число зубьев протяжки
= Z0+Zчист+Zк = 53+12+6 = 71 зуб
Длина рабочей части протяжки
= Lр+lз.н. мм
где Lр = Z∙t0-длина направляющей частиз.н.
= (0,75…1)l = 1∙42 = 42мм= 639+42 = 681мм
Основное время
Т0 =  ,
мин
,
мин
где  -
длина рабочего хода протяжки
-
длина рабочего хода протяжки

 = 250мм [9]= 1 -
при снятии протяжки вручную (13)число проходов, i = 1 q- число протягиваемых
деталей
= 250мм [9]= 1 -
при снятии протяжки вручную (13)число проходов, i = 1 q- число протягиваемых
деталей
 мин
мин
 мин
мин
Т0 = 0,19+0,05 = 0,24 мин
Вспомогательное время
Тв1- время на установку детали
Тв1 = 0,11 мин [7], карта 16
Тв2- на операцию
Тв2 = 0,3 [7], карта 79
Тв3- на контрольное измерение
Тв3 = 0,2 мин [7], карта 85
Периодичность контроля П = 0,4 /7, карта 87/
Тв3 = 0,2∙0,4 = 0,08мин
Тв = Тв1+Тв2+Тв3 = 0,11+0,3+0,08 = 0,49мин
а = 3,5% Топ /7, карта 79/= 4% Топ [/7, карта
88/
Штучное время на операцию
 мин
мин
Время подготовительно-заключительное
Тпз = 15 мин /7, карта 80/
Операция 025 Токарная с ЧПУ
Станок: токарный с ЧПУ 16К20ФЗС32= 11кВТ, h =
0,75
Переход 01. По программе точить начисто по
контуру торец, выдержав длину 10-036, фаску по  150,
выдержав диаметр 105±0,27, наружную поверхность до Ç109,3-0,35
до выхода резца в канавку, подрезать торец, выдержав размер 17-0,11, точить
наружную поверхность Ç170-0,25, с
образованием фаски 0,6•450.
150,
выдержав диаметр 105±0,27, наружную поверхность до Ç109,3-0,35
до выхода резца в канавку, подрезать торец, выдержав размер 17-0,11, точить
наружную поверхность Ç170-0,25, с
образованием фаски 0,6•450.
Режущий инструмент: резец для контурного точения
правый Т15К6:  = 600.
= 600.
Точение торца в размер 10-0,36, и точение фаски
под 150,
Ç105±0,27
150,
Ç105±0,27
Глубина резания t1 = 0,7мм
Подача при чистовом точенииот = 0,31мм/об /12,
карта 6/
= Sот∙Кsм∙Кsу∙Кsк∙Кsr
мм/об
Поправочные коэффициенты /12, карта 8/
Кsм - в зависимости от механических свойств обрабатываемого
материала
Кsм = 1,0
Кsу - от схемы установки заготовки
Кsу = 0,8
Кsr - от радиуса вершины резца
Кsr = 1,0
Кsк - от кавалитета точности размера
Кsк = 1,15= 0,31∙1∙0,8∙1∙1,15
= 0,28мм/об
Скорость резания
 /12, карта 22,
с.81/
/12, карта 22,
с.81/
Поправочные коэффициенты /12, карта 23/
Кvs - в зависимости от группы обрабатываемого
материала
Кvs = 1,0
Кv0 - от вида обработки Кv0 = 1,0
Кvj - от жесткости станка Кvj = 0,75
Кvm - от механических свойств обрабатываемого
материала Кvm = 1,0
Кvγ
- от геометрических параметров резца Кvγ
= 0,95
Кvт - от периода стойкости Кvт = 1,1
Кvж - от наличия охлаждения Кvж = 1,0
Кvu - от инструментального материала Кvu = 1,0=
265∙0,75∙0,95∙1,1∙0,8 = 166м/мин
Частота вращения шпинделя
 мин-1
мин-1
Принимаем h = 475 мин-1
Для чистовой стадии обработки проверку по
мощности не производят.
Основное время обработки
 мин= l0+l1+l2, мм=
5мм
мин= l0+l1+l2, мм=
5мм  мм
l1+l2 = 4мм /12, прил. 22, с.328/
мм
l1+l2 = 4мм /12, прил. 22, с.328/
Точение диаметра Ç109,3-0,35
на длине 10мм
Глубина резания t = 0,85мм
Подача Sот = 0,31 мм/об [12], карта 6= 0,31∙0,8∙1,15
= 0,28 мм/об
Скорость резанияТ = 265 м/мин, т.к. поправочные
коэффициенты аналогичны, то:
= VТ∙КV = 166 м/мин
Частота вращения шпинделя:
 мин-1
мин-1
Принимаем n = 475мин-1
Основное время
 мин
мин
Подрезание торца венца до размера 17-0,11
Глубина резания t = 1,0мм= 0,28 мм/об= 166 м/мин
 мин-1
мин-1
Принимаем n = 308 мин-1
 мин= l0+l1+l2 =
31,1
мин= l0+l1+l2 =
31,1
 ммl1+l2 = 4мм
ммl1+l2 = 4мм
Точение диаметра 170-0,25
Глубина резания t = 0,75мм, т.к условия резания
аналогичны, то= 0,28мм/об= 166м/мин= 308мин-1
 мин
мин
l0 = 26мм
Основное время перехода 01.
Т01 = Т01.1+Т01.2+Т01.3+Т01.4 =
0,19+0,105+0,4+0,347 = 1,042мин
Время цикла автоматической работы станка на
переходе 01 по программе:
Тца1 = Т0а1+Тва1, мин
Т0а = 1,042 мин
 , мин -
машинно-вспомогательное время
, мин -
машинно-вспомогательное время
Где Lххь- холостой ходуск. - минутная ускоренная
подача
 мин
мин
Тца1 = 1,042+0,1 = 1,142 мин
Переход 02. Точить по программе начисто по
контору торец ступицы, выдержав размер 14-0,27, наружную поверхность ступицы до
Ç148-1,0,
торец венца, выдержав L = 25-0,13 с образованием фаски150,
до Ç158±0,315.
Режущий инструмент - резец доя контурного
точения, левый Т15К6, γ = 600.
Подрезание торца ступицы до L = 14-0,27
Глубина резания t = 0,7мм
Подача при чистовом точении:T = 0,31 мм/об [12],
карта 6
= Sот∙Кsм∙Кsу∙Кsк∙Кsr
мм/об
Поправочные коэффициенты /12, карта 8/
Кsм = 1,0; Кsу = 0,8; Кsк = 1,15; Кsr = 1,0=
0,31∙0,8∙1,15 = 0,28 мм/об
Скорость резания
 /12, карта 22,
с.81/
/12, карта 22,
с.81/
Поправочные коэффициенты /12, карта 23/
Кvs = 1,0; Кv0 = 1,0; Кvj = 0,75; Кvm = 1,0; Кvγ
= 0,95; Кvт = 1,1; Кvж = 1,0; Кvu = 1,0= 265∙0,75∙0,95∙1,1∙0,8
= 166м/мин
Частота вращения шпинделя
 мин-1
мин-1
Принимаем n = 355мин-1
Основное время обработки
 мин= l0+l1+l2, мм
l1+l2 = 4мм /12, прил. 22, с.328/
мин= l0+l1+l2, мм
l1+l2 = 4мм /12, прил. 22, с.328/
 мм
мм
Точение диаметра до Ç148-1,0,
Глубина резания t = 0,75мм
т.к. условия обработки аналогичны,
то S0 = 0.28 мм/об= 166 м/мин
частота вращения шпинделя
 мин-1
мин-1
Принимаем n = 355мин-1
основное время:
 мин
мин
Подрезание торца венца до L = 25-0,13 с
образованием фаски 150, Ç158±0,315
глубина резания t = 1,0мм= 0,28 мм/об= 166 м/мин
 мин-1
мин-1
принимаем n = 310мин-1
 мин
мин
 мм
мм
Основное время обработки по программе на
переходе 02
Т0а2 = 0,4+0,12+0,23 = 0,75мин
Время цикла автоматической работы станка по
программе на переходе 02
Тца2 = Т0а2+Тва2 (мин)
 мин
мин
Тца2 = 0,75+0,12 = 0,87 мин
Переход 03. Точить канавку начисто, выдерживая
размеры: В = 8+0,15, Ç135-0,25
Режущий инструмент: резец канавочный, В = 8мм,
Т15К6.
Глубина резания t = 8мм.
Подача при прорезании канавок:Т = 0,18 мм/об
[12], карта 27, с.89
Поправочные коэффициенты: /9, карта 27/
Кvs = 1,0; Кv0 = 1,0; Кvj = 0,75; Кvm = 1,0; Кvγ
= 0,95; Кvт = 1,1; Кvж = 1,0; Кvu = 1,0 /12,карта 29/= 0,18∙0,9∙1,05∙0,8∙0,65∙1,1
= 0,09 мм/об
Скорость резания= 155 м/мин /12, карта 30/
Кvu = 1,1; Кvp = 1,2; Кsm = 1.0; КvT = 1,0; Кvж
= 1,0; Кvс = 0,95; Кv0Т = 1,0 /12, карта 30/= 155∙1,1∙1,2∙0,95
= 194,37 м/мин
Частота вращения шпинделя:
 мин-1
мин-1
конструкция заготовка материал
шестерня
Основное время:
 мин
мин
 ммl1+l2 = (2…5) мм
/12, прил. 22/
ммl1+l2 = (2…5) мм
/12, прил. 22/
Машинно-вспомогательное время перехода:
 мин
мин
Тца3 = 0,3+0,08 = 0,38 мин
Время цикла автоматической работы станка по
программе:
Тца = Тца1+Тца2+Тца3 = 1,142+0,87+0,38 = 2,392
мин
Штучное время на операцию
 , мин
, мин
Тв - время вспомогательное,
Тв = Тв1+Тв2+Тв3, мин
где Тв1- время на установку и закрепление
детали:
Тв1 = 0,55мин /11, карта 7/
Тв2- вспомогательное время, связанное с
операцией
Тв2 = 0,5 мин /11, карта 14/
Тв3 - время контрольных измерений
замера скобой: Тв3 = 0,05∙4 = 0,2 мин
замеров штангенциркулем Тв3 = 0,13∙5 =
0,65мин
Тв3 = 0,2+0,65 = 0,85 мин /11, карта 15/
Тв = 0,55+0,5+0,85 = 1,9 мин
Кtв = 0,87 /11, карта 1/
амех+аорг+аотл = 9%
 мин
мин
Время подготовительно-заключительное
Тпз = 31,4 мин /11, карта 22/
Операция 045 Зубофрезерная
Станок зубофрезерный 53А20, Nув = 7,5 кВт, n =
0,75
Исходные данные: шестерня z = 35, m = 4,5
Ширина венца В = 25мм, материал - сталь 25 хГТ
Режущий инструмент: фреза червячная модульная т
= 4,5мм, Дср = 80мм, L = 75мм, Z = 10, Р6М5
Число одновременно обрабатываемых деталей q = 1
Число рабочих ходов - 1
Определения режимов врезания:
Расчетная длина рабочего хода фрезы:= l0+l1+l2,
мм+l2 = 34мм [9], прил. 4l0 = 25мм= 25+34 = 59 мм. Принимаем Lp = 60мм
Подача при обработке по сплошному металлу=
2,6…3,0 мм/об [9], карта 2
Кмs = 0,9= 2,6∙0,9 = 2,44 мм/об
Принимаем по паспарту станка= 2,4 мм/об
Скорость резания V = 30,5м/мин /9, карта 4/
Коэффициент равни 1
Частота вращения фрезы:
 мин-1
мин-1
По паспарту станка принимаем hфп = 120мин-1
 м/мин
м/мин
Мощность на резание Nр = 2,2кВт /9, карта 4/
Мощность на шпинделе станкашп = 7,5∙0,75 =
5,62кВт
Основное время на операцию
 мин
мин
Штучное время на операцию
 мин
мин
Тв - вспомогательное время
Тв = Тв1+Тв2+Тв3. Мин
Тв1 - на установку и снятие детали массой 3кг на
шлицевой оправке: Тв1 = 0,27мин [7], карта 7
Тв2 - время, связанное с переходом
Тв2 = 0,5мин [7], карта 63
Тв3 - карта контрольных измерений перекрывается
машинным
Тв = 0,27+0,5 = 0,77мин
а = 4,5% Топ[7], карта 64= 4% Топ [7], карта 88
 мин
мин
Тп3 = 37,0 мин [7], карта 64
Операция 055 Зубодолбежная
Станок зубодолбежный 5122, Ngв = 3,0 кВт, n =
0,75
Исходные данные: шестерня z = 30, m = 3,5мм
Ширина венца L = 10,5мм, Ra = 3,2 мкм
Припуск на обработку h = 2,2m = 2,2∙3,5-7,7мм
Режущий инструмент: долбяк дисковый прямозубый
Дg = 113,4 т = 3,5мм, γ = 50
Материал - сталь Р6М5
Число рабочих ходов -i = 1
Расчетная длина рабочего хода долбяка= l0+l1+l2,
мм, l = 10,5мм= 8мм [9], прил.14 l2 = 0= 10,5+8 = 18,5 мм.
При обработке по сплошному материалу и модуле т
= 3,5мм подача круговая на двойной ход долбяка= 0,2 мм/дв. ход
Величину радиальной подачи (подачи при врезании)
принимают 0,2 от круговой подачи.
р = 0,2Sоп = 0,2∙0,2 = 0,04 мм/дв.ход
По паспарту станка Sр = 0,048мм/дв.ход
Скорость резания при обработке по сплошному
материалу= 24м/мин [9], карта 14
Поправочные коэффициенты равны 1
Число двойных ходов долбяка в минуту
 дв.ход/мин
дв.ход/мин
По паспарту станка h = 600 дв.ход/мин
Фактическая скорость резания
 м/мин
м/мин
Мощность на резание при зубодолблениир =
1,1кВт[6], карта 15шп = 3,0∙0,75 = 2,25кВтр<Nшп, 1,1<2,25 обработка
возможна
Основное время на зубодолбление:
 мин
мин
Принимаем Т0 = 3,15 мин
Штучное время на операцию
мин
Время на установку и снятие детали массой 3кг на
оправке с креплением зажимом:
Тв1 = 0,25мин /7, карта 8/
Время, связанное с переходом
Тв2 = 0,5мин /7, карта 65/
Время контрольных измерений, перекрывается
машинным.
Вспомогательное время
Тв = 0,25+0,5 = 0,75мин
а = 4% Топ[7], карта 66= 4% Топ [7], карта 88
 мин
мин
Тп3 = 37,0 мин [7], карта 66
Операция 075 Зубошевинговальная
Станок: 5702В
Исходные данные: Z = 35, т = 4,5мм
Ширина венца В = 25мм
Режущий инструмент: шевер дисковый Дш = 196мм; т
= 4,5мм; Zш = 83; угол наклона винтовой линии φ
= 150, установка колеса на центровой оправке, материал шевера Р6М5.
Расчетные размеры обработки= 35; m = 4,5мм; l =
25мм; h = 0,2мм
Расчетная длина продольного хода стола станка Lр
= В = 25мм
Продольная подача стола за один оборот детали:=
0,35…0,4мм/об /9, карта 66/
Радиальная подача Sр = 0,04…0,05мм/дв.ход /9, карта
16/
Принимаем:= 0,4мм/обр = 0,04мм/дв.ход
Число рабочих ходов стола станка

где i3 - число дополнительных зачистных ходов
(без радиальной подачи), принимаем i3 = 3
 ходов
ходов
Окружная скорость шевера= 105м/мин /6, карта 16/
Частота вращения шевера
 мин-1
мин-1
Принимаем по паспарту станка, n = 150мин-1
Скорость резания по принятой частоте вращения
шевера
 м/мин
м/мин
Для прямоизогнутого колеса β
= 00
Минутная продольная подача стола станка
 мин
мин
По паспарту Sм = 118мм/мин
Фактическая продольная подача стола за оборот
детали:
 мм/об
мм/об
Основное время на операцию:
 мин
мин
Вспомогательное время:
Тв1 = 0,23мин /7, карта 6/
Тв2 = 0,16мин /7, карта 33/
Тв = 0,23+0,16 = 0,39 мин
а = 4% Топ /7, карта 67/= 4% Топ /7, карта 88/
 мин
мин
Время подготовки заключительное
Тп3 = 22мин /7, карта 67/
.10 Составление управляющей программы для станка
с ЧПУ
Управляющая программа составляется для обработки
на станке 16К20Ф3С32 с устройством ЧПУ 2Р22.
N001 S3 270 F0,8 T1 М03*X150
Z150 EМ08*
N003 L08 А0 Р0.7*X36 Z59.2*X55.5*Z42.5 *
N007 S3 175 F0,8*X87X150 Z150 М17
Е*S3
455 F0,47 T2*X46.25 Z61 E*L08 А0
Р1*X38.5
Z55.9 *Z15.2*X36*Z60*X150 Z150 М17
Е*
N018 S3 275 F0,09 T3*L02 D2 Х112 А5 Р5*X150 Z150
М17 Е*S3 380 F0,09 T4*L02 D2 Х96 А6.5 Р6.5*X150 Z150 М17 Е*M09*М02*
. КОНСТРУКТОРСКИЙ РАЗДЕЛ
.1 Расчет и конструирование режущего инструмента
для операции 055 зубодолбежной
На операции 055 зубодолбежной режущим
инструментом является долбяк дисковый. Долбяк представляет собой режущий
инструмент, выполненный в виде зубчатого колеса, имеющего режущие кромки.
Деталь и обрабатываемая деталь обкатываются по начальным окружностям без
скольжения. Кроме движения обкатки, долбяк имеет возвратно-поступательное
движение вдоль оси заготовки, которое является главным движением резания.
Двигаясь вниз, долбяк своими режущими кромками срезает стружку. При движении
вверх деталь отводят от долбяка и резание прерывается. Движение обкатки долбяка
и детали обеспечивается кинематической цепью станка.
Долбяк - точный режущий инструмент, дающий
возможность получать зубчатые колеса 7-8-ой степени точности. По конструкции
долбяки делят на дисковые хвостовые, чашечные, втулочные и сборные.
Для операции 055 зубодолбежной для нарезания наружных
шлицев принимаем дисковый цельный долбяк из стали Р6М5.
Расчет долбяка. M = 3,5мм.
Принимаем диаметр длительной окружности долбяка
в зависимости от модуля:
Дg = 100м, [14], тоб. 28, с.308
Число зубьев долбяка Z = 31
Фактический диаметр делительной окружности:
Дt = m z = 3,5 31
= 108,5 мм
Шаг по длительной окружности долбяка= π m
= 3,14 3,5
= 10,99 мм
Диаметр основной окружности эвольвенты
Д0 = Дt cosαg, мм
αg - угол зацепления
долбяка αg
= 300
Д0 = 108,5 0,866 = 93,9
мм
Определение расстояния «а» от передней плоскости
до исходного сечения
 , мм
, мм
где  -
max коэффициент смещения на долбяке
-
max коэффициент смещения на долбяке
 - задний угол на
вершине долбяка, = 60
- задний угол на
вершине долбяка, = 60
Для определения необходим
min допустимую толщину зуба S’e долбяка по окружности выступов.’e =
(0,25…0,20)m = 0,25 3,5 = 0,875 мм
= 0,2 /14, рис.
247/
 мм
мм
Толщина зуба по окружности выступов
 , мм
, мм
Де - диаметр окружности выступов. Де = 113,41мм=
5.495мм. α = 300. = 0,9 [14],
= 0,9 [14],
Invα = tgα-α
= 0,05375 рад

Invαe = tgαe-αe
= 0,072223 рад
 мм
мм
Высота головки зуба долбяка в исходном сечении
 = 0,55m = 0,55 3,5
= 1,925 мм
= 0,55m = 0,55 3,5
= 1,925 мм
Толщина зуба, измеренная по дуге делительной
окружности
 мм
мм
Толщина зуба долбяка по дуге делительной
окружности, измеренная в плоскости передней поверхности.
 мм
мм
Высота зуба по передней поверхности:
 мм
мм
Определение конструктивных элементов долбяка по
ГОСТ 9329-73
Диаметр ступицы - 90 мм
Диаметр отверстия под оправку - 44,45 мм
Длина долбяка - 42 мм
3.2 Организация технического контроля на
участке. Расчет и конструирование пробки для операции 020 хонинговальной
Для обеспечения точности механической обработки
детали в техпроцессе должны быть предусмотрены контрольные операции:
применяется межоперационный и приемочный контроль. В качестве измерительных
инструментов на этих операциях применяются штангенциркули, мерные линейки, а
также предельные калибры: скобы и пробки.
Калибр - это бесшкальный измерительный
инструмент, имеющий два исполнительных размера: проходной и не проходной.
Деталь должна свободно проходить через проходной размер и не проходить через не
проходной. Для контроля параметров зубьев применяются зубоконтрольные
приспособления.
На операции 020 хонинговальной для контроля
отверстия Ç78Н6+0,19 применяется калибр -
пробка
Расчет пробки для отверстия Ç78Н6+0,19
ЕS = 0,019 мм; EJ = 0
Определим Дmax и Дmin
Дmax = 78+0,019 = 78,019мм
Дmin = 78+0 = 78,0 мм
Выбираем схему расположения полей допусков:
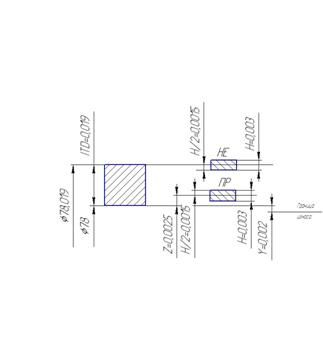
Рисунок 3. Схема расположения полей допусков
Находим значения: Z,Y,H= 2,5 мкм; Y = 2мкм; H =
3мкм
Определяем размеры пробки:
Наибольший размер проходной новой стороны пробки
 мм
мм
Размер изношенного калибра
Р-ПРu = Дmin+У = 78+0,002 = 78,002 мм
Непроходной размер калибра
 мм
мм
4. ОРГАНИЗАЦИОННЫЙ РАЗДЕЛ
.1 Определение потребного количества
технологического оборудования, его загрузка
Расчет фондов времени за год можно определить
следующим образом
Номинальный фонд времени
н = (Дк-Дв-Дпр)·S Дсм
где, Дк - количество календарных дней в периоде,
Дк = 365 дней;
Дпр - количество праздничных дней в периоде, Дпр
= 14
Дв - число выходных дней в периоде, Дв = 104-
количество смен;
Дсм - продолжительность одной смены, часн =
(365-14-104)Ħ2Ħ8 = 3952 час,
Действительный фонд времени работы оборудования
д = Fн Кпр, ч
Кпр - коэффициент простоя оборудования,
 ч
ч
а = 10%д 2 месяца = 592,8 час
Определение потребного количества оборудования
 ,
,
где Кв - коэффициент выполнения норм, Кв =
1,1…1,15. Принимается Кв = 1,1.- производственная программа, шт.
На некоторых операциях используется коэффициент
догрузки, предполагающий догрузку оборудования подобными изделиями.
Операция 005 Токарная с ЧПУ (16К20ФЗС32)
 , принимается Спр =
1ст
, принимается Спр =
1ст
Операция 010 Токарная с ЧПУ (16К20ФЗС32)
 , принимается Спр =
1ст
, принимается Спр =
1ст
Операция 015 Вертикально-протяжная (7Б64)
 , принимается Спр =
1ст
, принимается Спр =
1ст
Операция 020 Хонинговальная (3А845Ф1)
 , принимается Спр =
1ст
, принимается Спр =
1ст
Операция 025 Токарная с ЧПУ (16К20ФЗС32)
 , принимается Спр =
1ст
, принимается Спр =
1ст
Операция 045 Зубофрезерная (53А20)
 , принимается Спр =
2ст
, принимается Спр =
2ст
Операция 050 Зубообрабатывающая (5Б525-2)
 , принимается Спр =
1ст
, принимается Спр =
1ст
Операция 055 Зубодолбежная (5122)
 , принимается Спр =
1ст
, принимается Спр =
1ст
Операция 060 Зубозакругляющая (15Н580)
 , принимается Спр =
1ст
, принимается Спр =
1ст
Операция 065 Зубозакругляющая (5Н580)
 , принимается Спр =
1ст
, принимается Спр =
1ст
Операция 075 Зубошевинговальная (5702В)
 , принимается Спр =
1ст
, принимается Спр =
1ст
Операция 100 Зубообкатывающая (ВС-667)
 , принимается Спр =
1ст
, принимается Спр =
1ст
Общее принятое количество станков - 13
Спр = 13
Коэффициент загрузки оборудования:
 ,
,












Средний коэффициент загрузки оборудования

Определение средней загрузки оборудования по
участку

Кзср = КзсрĦ100%
Кзср = 0,59Ħ100% = 59%
Составление ведомости оборудования:
Таблица
9
Ведомость оборудования
|
Модель
оборудования
|
   , %Мощность
электродвигателя, кВт , %Мощность
электродвигателя, кВт
|
|
|
|
|
|
|
|
на
1 станок
|
на
все станки
|
|
1.
Токарный с ЧПУ 16К20ФЗС32 - 2Г942
|
0,62
|
1
|
62
|
12
|
12
|
|
2.
Токарный с ЧПУ 16К20ФЗС32
|
0,52
|
1
|
52
|
12
|
12
|
|
3.
Вертикально-протяжной 7Б64
|
0,49
|
1
|
49
|
22
|
22
|
|
4.
Хонинговальный 3А845Ф1 - 2Г942
|
0,45
|
1
|
45
|
36,62
|
36,62
|
|
5.
Токарный с ЧПУ 16К20ФЗС32
|
0,68
|
1
|
68
|
12
|
12
|
|
6.
Точило электромеханическое
|
-
|
2
|
-
|
2
|
4
|
|
7.
Моечная машина
|
-
|
3
|
-
|
2,5
|
7,5
|
|
8.
Контрольный стол
|
-
|
3
|
-
|
-
|
-
|
|
9.
Зубофрезерный 53А20
|
1,34
|
2
|
67
|
12,5
|
25
|
|
10.
П/а для снятия фасок 5Б525-2
|
0,54
|
1
|
54
|
3,2
|
3,2
|
|
11.
Зубодолбежный 5122
|
0,66
|
1
|
66
|
4,7
|
4,7
|
|
12.
Зубозакругляющий 5Н580
|
0,51
|
1
|
51
|
3,4
|
3,4
|
|
13.
Зубозакругляющий 5Н580
|
0,74
|
1
|
74
|
3,4
|
3,4
|
|
14.
Зубошевинговальный 5702В
|
0,52
|
1
|
52
|
3
|
3
|
|
15.
Зубонагартовочный ВС-667
|
0,56
|
1
|
56
|
15
|
15
|
|
16.
Электрохимическая
|
-
|
1
|
-
|
6,6
|
6,6
|
|
ИТОГО
|
|
22
|
|
|
170,42
|
4.2 Расчет и организация многостаночного
обслуживания на участке. Состав и расчет количества участников производства с
учетом многостаночного обслуживания
К промышленно-производственному персоналу,
обслуживающему оборудование, относятся основные и вспомогательные
производственные рабочие. Рабочие по техническому обслуживанию оборудования,
как правило, включаются в штат цеха.
. Для расчета численности работающих на участке
определяется действительный фонд времени рабочего
др. = (Дк-Дв-Дпр)·s·Дсм Ħ Кпотери,
где, К потери - коэффициент, невыходов на
работудр = (365 - 14 - 104) · 8 · (1-12/100) = 1738,9 ч.др 2 месяца = 289,8
час.
Определение количества рабочих осуществляется по
формуле
= tшт · N / Fg.p. ·Кв · 60,
Токарная с ЧПУ= 6100Ħ4,0/289,8Ħ60Ħ1,1
= 1,27 Rпр = 2чел
Токарная с ЧПУ= 6100Ħ3,35/289,8Ħ60Ħ1,1
= 1,07 Rпр = 2чел
Вертикально-протяжная= 6100Ħ3Ħ0,785/289,8Ħ60Ħ1,1
= 0,75 Rпр = 1чел
Хонинговальная= 6100Ħ0,29/289,8Ħ60Ħ1,1
= 0,92 Rпр = 1чел
Токарная с ЧПУ= 6100Ħ4,4/289,8Ħ60Ħ1,1
= 1,4 Rпр = 2чел
Зубофрезерная= 6100Ħ8,62/289,8Ħ60Ħ1,1
= 2,75 Rпр = 3чел
Зубодолбежная= 6100Ħ4,21/289,8Ħ60Ħ1,1
= 1,34 Rпр = 2чел
Зубозакругляющая= 6100Ħ1,1Ħ3/289,8Ħ60Ħ1,1
= 1,06 Rпр = 2чел
Зубозакругляющая= 6100Ħ2,4/289,8Ħ60Ħ1,1
= 0,76 Rпр = 1чел
Зубошевинговальная= 6100Ħ1,68/289,8Ħ60Ħ1,1
= 0,53 Rпр = 1чел
Зубообкатывающая= 6100Ħ1,2Ħ3/289,8Ħ60Ħ1,1
= 1,14 Rпр = 2чел
Общая численность основных производственных
рабочихпр = 20 чел.
Всего вспомогательных рабочих:
всп. пр = Rконтролер+Rналадчик+Rслесарьвсп =
2наладчика+3контролера+3слесаря = 8чел.
Численность наладчиков определяется по формуле:
нал = (Спр/Нобсл)ĦS
Нобсл - норма обслуживания, станкинал = 13/12Ħ2
= 2,2 челнал = 2чел
Количество АУП и специалистов определяется
методом относительной численности: Для организации работы на участке
принимается 1 сменный мастер
Таблица
10
Ведомость работающих на участке
|
Профессия
|
Принятое
количество
|
Разряд
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Основные
производственные рабочие
|
20
|
|
|
|
5
|
10
|
|
|
Вспомогательные
рабочие
|
8
|
|
|
6
|
|
2
|
|
|
Сменный мастер
|
1
|
|
|
|
|
|
|
|
Итого
|
29
|
|
|
6
|
5
|
12
|
5
|
.3 Планировка оборудования и расчет потребных
производственных площадей
Планировка участка заключается в правильном
расположении оборудования, проходов, проездов, подсобных помещений. Планировка
производственных помещений определяется принятым технологическим процессом
механической обработки детали.
Рабочее место - первичное звено производства,
находящееся а непосредственном ведении одного рабочего или бригады и включающее
совокупность материальных элементов, обеспечивающих процесс труда. При
планировке рабочих мест участка необходимо учитывать экономию движений и сил
рабочего, оборудование располагать с учетом требований техники безопасности,
норм расстояний и удобств работы.
Планировка оборудования и рабочих мест на
участке механического цеха зависит от характера производства, особенностей и
объема производственного задания, габаритных размеров и массы обрабатываемых
заготовок.
В состав механических цехов входят
производственные отделения или участки, вспомогательные отделения, служебные
помещения, бытовые помещения и т.п. производственный участок служит для
размещения на нем оборудования, служащего для выполнения технологических
процессов обработки. К вспомогательным относятся заготовительные, ремонтные,
заточные, контрольные отделения, а тек же складские помещения для материалов,
заготовок, деталей. Вспомогательная площадь составляет 10% от производственной
площади.
При планировке механического цеха все его
отделения, участки и вспомогательные помещения располагают так, чтобы
обеспечить прямоточность и последовательность прохождения материалов, заготовок
и изделий по стадиям обработки (без обратных или петлеобразных перемещений),
максимально использовать производственную площадь, удовлетворить требованиям
охраны труда, техники безопасности и противопожарной безопасности.
Расчет площади и объема помещения
Площадь участка включает в себя производственную
и вспомогательную площадь и бытовые помещения.
Производственная площадь - площадь занятая
оборудованием, рабочими местами. Производственная площадь определяется исходя
из габаритов станков и их количества.
Определим площадь, занимаемую каждым станком по
формуле:
= a·b, где
, b - соответственно длина и ширина станка, м.
вспомогательная площадь - площадь занятая под
проездами, вспомогательным оборудованием, складами, составляет 10% от всей
производственной площади.
Общая площадь = Sпр+Sвсп, м2
К промышленно-производственному персоналу
относятся основные, вспомогательные рабочие, младший обслуживающий персонал,
административно управленческий персонал, специалисты и служащие.
Таблица
11
Ведомость площади и объема помещения
механического участка
|
Вид
помещения
|
Удельная
площадь на 1 станок, м2
|
Количество
станков
|
Плщадь
S, м2
|
Высота
h, м
|
Объем
V, м3
|
|
Производственная
площадь
|
12
|
22
|
264
|
10
|
2640
|
|
Вспомогательная
площадь
|
1,2
|
22
|
26,4
|
10
|
264
|
|
Общая
площадь
|
|
|
290,4
|
|
2904
|
.4 Транспортировка деталей на участке
В процессе производства в цехах предприятия
регулярно перемещается большое количество сырья, материалов, топлива,
инструментов и готовой продукции.
Доставка этих грузов на склады завода,
перемещение их внутри предприятия, а также вывоз готовой продукции и отходов с
завода является функцией промышленного транспорта. Внутризаводской транспорт
осуществляет производственную связь между складами, цехами, участками, рабочими
местами. Строгая согласованность транспортных и производственных процессов -
необходимое условие бесперебойной работы отдельных цехов и предприятия в целом.
Для рациональной организации внутризаводского транспорта, ликвидации тяжелых и
трудоемких работ, сокращение продолжительности производственного цикла, следует
предусматривать механизацию транспортных средств.
Выбор транспорта зависит от характера обрабатываемых
на участке деталей, массы и габаритов изделия или величины изготавливаемой
партии, типа производства, грузооборота.
Перемещение заданной детали - шестерня с одного
станка на другой может осуществляться с помощью подвесного конвейера.
.5 Организация ремонта оборудования на участке
Основой организации ремонта оборудования на
участке является проведение планово-предупредительного ремонта (ППР). Он
включает в себя совокупность различного вида работ по техническому уходу и
ремонту оборудования, мероприятия межремонтного обслуживания.
Наблюдение за правилами эксплуатации
оборудования, своевременное устранение мелких неисправностей и осмотры между
плановыми ремонтами выполняют как рабочие, обслуживающий данное оборудование,
так и дежурный персонал ремонтной службы цеха. Межремонтное обслуживание
выполняют во время перерывов в работе оборудования, без остановки
технологического процесса. Плановые ремонты оборудования: малый, средний и
капитальный, а также изготовление запасных частей - обычно возлагаются на
ремонтно-механический цех завода. Капитальный ремонт может выполняться на
специальных ремонтных заводах.
На предприятиях 30% вспомогательных рабочих
занятые ремонтом оборудования. В цехе ремонтное хозяйство возглавляет механик
цеха, ему подчиняются мастера механика и рабочие механика. Механик цеха несет
ответственность за состояние оборудования, качество его ремонта и проведение
профилактических мероприятий, удлиняющих срок службы оборудования и устраняющих
преждевременные поломки и аварии.
Механик цеха осуществляет технадзор и
руководство ремонтными работами и их своевременную подготовку.
.6 Обеспечение нормальных условий и безопасности
труда на участке
Для скоординированной и планомерной работы в
области безопасности труда на каждом предприятии создается служба охраны труда,
подчиняемая главному инженеру.
Главный инженер несет ответственность за
безопасность производственных процессов и осуществляет контроль за всеми
мероприятиями, направленными на оздоровление условий труда.
Всю практическую работу в подразделениях
предприятия организуют начальники цехов, участков, смен, а также мастера. На
участке отработки детали - шестерня - применяются станки: токарный с ЧПУ,
протяжной, зубофрезерный, зубодолбежный, зубозакругляющий, хонинговальный.
Отличительной особенностью токарных станков
являются: вращающиеся станочные приспособления и заготовки, а также
образующаяся в процессе резания стружка. Для безопасности работы на токарных
станках должны применяться защитные устройства для предотвращения опасного
соприкосновения рабочего с движущими элементами станка и режущими
инструментами, а также для локализации опасных зон, куда отлетают частицы
обрабатываемого металла.
При работе особое внимание должно быть уделено
правильному и надежному закреплению заготовок. При установке инструмента
необходимо соблюдать следующие правила:
Резцы следует закреплять с минимальным возможным
вылетом из резцедержателя (чтобы он не превышал более чем в 1,5 раза высоту
державки) и не менее чем двумя болтами.
Не оставлять в задней бабке или револьверной
головке инструменты, которые не используются при обработке данной заготовки.
На сверлильных станках выполнение установки
детали осуществляют с соблюдением следующих общих правил безопасности: опорные
поверхности выбирают так, чтобы центр тяжести заготовки проходил возможно ближе
к середине опорной поверхности, если она одна, и возможно ближе к общему центру
поверхностей, если их несколько; точки приложения усилий закрепления размещают
так, чтобы направление вектора силы не выходило за приделы поверхностей опор.
Основными опасными и вредными производственными
факторами при шлифовальных работах являются: электрический ток, быстро
перемещающийся абразивный инструмент, отлетающие от него частицы, а также
наличие саж.
К числу важнейших мероприятий, обеспечивающих
безопасность шлифовщика, относятся следующие: соответствующее исполнение
электрооборудования, применение надежных защитных и предохранительных
устройств, а также средства индивидуальной защиты.
Наиболее вероятными моментами получения травм
рабочими, обслуживающими фрезерные станки, являются: установка приспособлений и
инструментов на станок, наладка и удаление станка и удаление стружки.
Не допускается установка неисправностей фрезы,
особенно с ненадежно закрепленными, выкрошенными зубьями. Необходимо обеспечить
жесткость закрепления фрезы на шпинделе, прочное и надежное закрепление
заготовки в приспособлении. Подводить фрезу к заготовке следует постепенно, без
удара. При возникновении вибраций необходимо остановить станок, проверить
исправность гидросистемы станка, крепежных приспособлений, крепление оправки
фрезы. Останавливая станок, сначала надо выключить подачу, затем вращение
шпинделя.
.6.1 Расчет вентиляции и освещения на участке
Вентиляция производственных и вспомогательных
помещений предназначена для уменьшения запыленности, задымленности и для
очищения воздуха от вредных выделений производства. Она способствует
оздоровлению условий труда и предотвращению профессиональных заболеваний.
Вентиляция может быть естественной, механической (вытяжной, приточной,
приточно-вытяжной) и смешанной. Естественная вентиляция осуществляется за счет
форточек, фрамуг, окон, дефлекторов.
Площадь фрамуг или форточек принимается в
размере не менее 2...4% площади пола.
∑Fфор = 0,02·Fп = 0.02·290,4 = 5,8, м2,
где Fп - площадь пола участка, м2= 290,4м2
Расчет искусственной вентиляции.
Выбираем вид вентиляции - смешанная. Принимаем
значение часовой кратности воздухообмена К = 2…34
Производим расчет воздухообмена
= Vn·K, м3
К = 20= 2904м3 при h = 10м= 2904·20 = 58080м3
Расчет освещения
Степень освещенности того или иного
производственного помещения зависит от вида работ, выполняемых в данном
помещении. В производственном помещении предусматривается естественное и
искусственное освещение.
Расчет естественного освещения.
Естественное освещение обеспечивается
устройством окон и зенитных фонарей в крыше. Суммарная площадь окон
определяется по формуле:
 , м2
, м2
где Fn - площадь пола участка; 290,4
м2
α - удельная площадь окон, приходящаяся
на 1 м2 пола; α = 0,1;
τ - коэффициент, учитывающий
потери света от загрязнения стекол; τ = 0,6.
 , м2
, м2
Расчет числа окон
 ,шт
,шт
где Fок - площадь одного окна; м2ок
= bок×hок, м2ок -
высота окна, мок = 3 м.ок- ширинка окна, мок = 2,5 м.ок = 2,5·3 = 7,5 м2
 ,шт
,шт
Принимаем nок = 7 окон
Расчет искусственного освещения.
Принимается значение освещённости Е
= 200 Лк
Принимаем удельную мощность
осветительной установки Ру = 16,6 Вт м2
Суммарная мощность ламп определяется
по формуле:
ΣNл = Pу×Fn, Вт
где Fn - площадь пола участка, м2 Fn
= 290,4 м2
ΣNл = 16,6·290,4 = 4820,6 Вт
Выбираем мощность одой лампы.л = 150
Вт.
Число ламп рассчитывается по
формуле:
 , шт.
, шт.
Принимается nл = 32 штуки
Расход электроэнергии на освещение:
осв = Tосв×ΣNл, кВт/ч
где Tосв - годовое время работы
освещения, для географической широты 55о и работы в одну смену, Tосв = 800 ч.
∑N - суммарная мощность
лампосв = 800·4,8 = 3840кВт
∑N = 4820Вт = 4,8кВт
.6.2 Электробезопасность u пожарная
безопасность
Электробезопасность
Залогом безопасности эксплуатации
электрооборудования является высокая техническая грамотность и дисциплина труда
электротехнического персонала, строгое соблюдение правил и инструкций,
организационных и технических мероприятий. Электроинструменты находят широкое
применение на производстве. В помещениях без повышенной опасности разрешается
применять электроинструмент класса 1, напряжением не выше 220В. В помещениях с
повышенной и вне помещений должен использоваться электроинструмент классов 2 и
3, напряжением не выше 42В.
При использовании
электроинструментов запрещается передавать его другим лицам; разбирать и самим
ремонтировать, держаться за провод инструмента или касаться вращающегося
режущего инструмента; удалять руками стружку во время работы инструмента,
работать с приставных лестниц, оставлять инструмент без надзора включенным в
электрическую сеть.
Выбирая средства защиты, надо руководствоваться
необходимостью исключения возникновения искровых разрядов с энергией,
превышающей на 40% минимальную энергию зажигания окружающей среды.
Пожарная безопасность
Пожар - согласно определению по
стандарту - неконтролируемое горении, развивающееся во времени и пространстве.
Он наносит большой материальный ущерб и нередко сопровождается несчастными
случаями с людьми.
Опасными факторами пожара,
воздействующими на людей являются: открытый огонь и искры, повышенная
температура воздуха, различных предметов, токсичные продукты горения, дым,
пониженная концентрация кислорода; взрыв, обрушение и повреждение зданий,
сооружений и установок.
Основными причинами возникновения
пожаров являются: неосторожное обращение с огнем, нарушение правил пожарной
безопасности при сварочных и огневых работах, нарушение правил эксплуатации
оборудования, неисправность отопительных приборов, нарушение правил хранения
легковоспламеняющихся и горючих жидкостей, самовозгорание смазочных и
обтирочных материалов и др.
Пожарная безопасность зданий и
помещений существенно зависит от горючести строительных материалов и
огнестойкости строительных конструкций, из которых они построены.
Пожарная профилактика - комплекс
организационных и технических мероприятий, направленных на обеспечение безопасности
людей, предотвращение пожара, ограничения его распространения, а также создание
условий для успешного тушения пожара. К этим мероприятиям относятся меры
пожарной безопасности, предусматриваемые при проектировании и строительстве
предприятий.
Курение в производственных
помещениях допускается только в специально отведенных местах, оборудованных
резервуарами с водой и урнами.
4.7 Экология производства
Проблема охраны окружающей среды и рационального
использования природных ресурсов является одной их наиболее актуальных среди
глобальных общечеловеческих проблем, так как от её решения зависит жизнь на
земле, здоровье и благосостояние человечества.
Определенную долю в загрязнении окружающей среды
вносят и машиностроительные предприятия. Для снижения вредного воздействия
машиностроительного завода на окружающую среду при проектировании,
строительстве и эксплуатации должны выполняться природоохранительные
мероприятия.
Вокруг предприятия должна быть
санитарно-защитная зона шириной не менее 50м. Эту зону озеленяют и
благоустраивают. Зелёные насаждения обогащают воздух кислородом, поглощают
углекислый газ, шум, очищают воздух от пыли и регулируют микроклимат.
С целью поддержания чистоты атмосферного воздуха
в пределах норм на предприятии предусматривают предварительную очистку
вентиляционных и технологических выбросов с их последующим рассеиванием в
атмосферу.
Воздух, удаляемый из окрасочного отделения с
применением пульверизационной окраски, перед выбросом в атмосферу очищают в
гидрофильтрах. Очистка в них происходит за счет улавливания загрязняющих воздух
веществ водой.
От абразивной пыли заточных и шлифовальных
станков воздух очищают с помощью циклонов: в них пыль отделяется от запыленного
воздуха под действием центробежных сил и тканевых фильтров.
Благотворное воздействие на атмосферу в
приземном слое оказывает искусственные водоемы, которые поглощают пыль,
увлажняют, охлаждают и ионизируют воздух.
Машиностроительные предприятия потребляют
значительное количество пресной воды. Она используется для хозяйственно-бытовых
и производственных нужд, а так же для устройства внутреннего пожаротушения.
Для сокращения расхода воды в последнее время
широко внедряют системы обратного водоснабжения, которые позволяют повторно
использовать бывшую в употреблении воду после ее очистки в специальных
устройствах. При этом чистая вода расходуется только на восполнение потерь
из-за испарения и утечек вместе с осадками грязи. Хозяйственно-бытовые стоки
сливаются в канализацию. Их утилизация осуществляется на специальных предприятиях.
Очищают производственные сточные воды в очистных сооружениях.
.8 Удаление отходов производства с участка
Удаление отходов металлической стружки с участка
производится механически. Под полами участка расположен шнековый конвейер для
уборки стружки. К главному конвейеру подходят разветвления от каждого
металлорежущего станка, где производится механическая обработка данной детали с
образованием стружки.
Транспортер подает стружку в бункер, который
находится вне цеха. Далее стружка, собранная в бункере, перевозится автомашиной
или погрузчиком на скрапбазу, где из стружки под давлением делают брикеты и
переплавляют в чугунолитейных цехах. Чугун идет на производственные нужды
завода, т.е. отходы основного производства используются для дополнительного выпуска
изделий.
Рациональное использование материальных ресурсов
способствует дальнейшему снижению себестоимости продукции и росту эффективности
производства.
ЗАКЛЮЧЕНИЕ
Технико-экономическое обоснование деловой
эффективности проекта
В дипломном проекте спроектирован участок
механического цеха для обработки детали - шестерня, Т25-4215014. Годовая
программа участка 32000шт, детали - 6100шт. в проекте принято серийное
производство.
Метод получения заготовки - штамповка в открытом
штампе на кривошипном горячештамповочном прессе. Коэффициент использования
материала - 53%. В дипломном проекте спроектирован технологический процесс
механической обработки шестерни, в котором принято современное оборудование:
токарные станки с ЧПУ 16К20ФЗС32, хонинговальный с ЧПУ 3А845Ф1, зубофрезерный
п/а 53А20, зубодолбежный 5122, зубошевинговальный 5702В, зубозакругляющий 5Н580
и др.
Для всех операций технологического процесса
принята техоснастка, для основных операций приняты режимы резания, рассчитано
основное и штучное время. Для изготовления деталей необходимо использовать 13
металло-режущих станков. Средняя загрузка оборудования - 59%. На участке для
выполнения программы необходимо 29 человек, из них 20 человек - основные
производственные рабочие, 8 человек - вспомогательные рабочие, 1 человек -
сменный мастер.
В проекте выполнен расчет режущего инструмента -
долбяк дисковый для операции 050; для контроля отверстия ∅78Н6+0,19
рассчитаны калиброскобы: проходной и непроходной.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Алексеев
Г.А., Аршинов В.А., Крачковская Р.М. Конструирование инструмента. М.:
Машиностроение, 1979
2. Белоусов
А.П. Проектирование станочных приспособлений. М.: Машиностроение, 1980
. Гельфгат
Ю.И. Курсовое проектирование. - М.: Машиностроение, 1976
. Клепиков
В.В. Технология машиностроения М.: Форуминфо - М:2004.
. Марочник
сталей и сплавов. Под редакцией В.Г.Сорокина. М.: Машиностроение, 1989
. Мовчин
В.Н., Мовчин С.В. Сборник задач по техническому нормированию труда в
механических цехах. М.: Машиностроение, 1992
. Общемашиностроительные
нормативы времени вспомогательного на обслуживание рабочего места и
подготовительно-заключительного на работы, выполняемые на металлорежущих
станках: среднесерийное и крупносерийное производство. - М.: НИИ труда, 1984.
. Общемашиностроительные
нормативы режимов резания для технического нормирования работ на металлорежущих
станках. Часть 1 - М.: Машиностроение, 1984.
. Общемашиностроительные
нормативы режимов резания для технического нормирования работ на металлорежущих
станках. Часть 2 - М.: Машиностроение, 1984.
. Общемашиностроительные
нормативы режимов резания для технического нормирования работ на металлорежущих
станках. Часть 3 - М.: Машиностроение, 1984.
. Общемашиностроительные
нормативы режимов резания на работы выполняемые на металлорежущих станках с
программным управлением. Часть 1. Нормативы времени.- М.: Машиностроение, 1982.
. Общемашиностроительные
нормативы режимов резания на работы выполняемые на металлорежущих станках с
программным управлением. Часть 2. Нормативы режимов резания.- М.:
Машиностроение, 1982.
. Справочник
технолога-машиностроителя. Т.1. Под ред. А.Г..Косиловой, А.Н. Мещерякова Том 1
- М.: Машиностроение, 1985.
. Справочник
технолога-машиностроителя. Т.2. Под ред. А.Г. Косиловой, А.Н. Мещерякова Том 2.
- М.: Машиностроение, 1985
. Нефедов
Н.А., Осипов О.К. Сборник задач по резанию металлов и режущему инструменту. М.:
Машиностроение, 1976