Механизация процессов штамповки
ПЛАН
1.
МЕХАНИЗАЦИЯ ПРОЦЕССОВ ШТАМПОВКИ НА ГОРЯЧЕШТАМПОВОЧНОМ ОБОРУДОВАНИИ
.1
Механизация заготовочных операций
.2
Питающие и ориентирующие устройства
.3
Подающие и передающие устройства
.
МЕХАНИЗАЦИЯ ПРОЦЕССОВ ХОЛОДНОЙ ШТАМПОВКИ ИЗ НЕПРЕРЫВНОГНО МАТЕРИАЛА, ЛИСТОВ И
ЛЕНТ
.1
Подающие, правильно-разматывающие устройства
.2
Ножи для резки отходов. Устройства для очистки и смазки ленты, подачи
полосового и листового материала
.3
Устройство для подачи листового и ленточного материала
ЛИТЕРАТУРА
1. МЕХАНИЗАЦИЯ ПРОЦЕССОВ ШТАМПОВКИ
НА ГОРЯЧЕШТАМПОВОЧНОМ ОБОРУДОВАНИИ
.1 Механизация заготовочных операций
Для разрезки прутков на мерные заготовки
разработаны комплексы двух типов: на базе сортовых ножниц и на базе кривошипных
прессов с отрезными штампами. Схема комплекса резки на ножницах изображена на
рис.1.1.
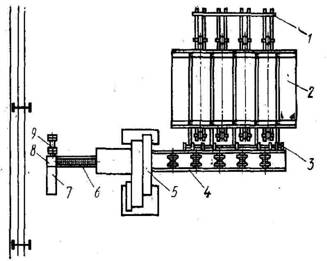
Рисунок 1.1 - Схема комплекса резки на ножницах
Исходные штанги со стеллажа 1 цепным конвейером
поштучно перемещаются в печь 2, где подогреваются до требуемой температуры и
скатываются до упора кантователя 3. Кантователь переносит заготовку на
приводные ролики конвейера 4, который подаёт штангу к ножницам 5. При
продвижении штанги до упора она своим концом действует на выключатель,
связанный с упором ножниц, который отключает привод и одновременно включает
ножницы. При окончании разрезки штанги включается конечный выключатель
поштучной выдачи штанг и одновременно включается конвейер печи, перемещающий
штангу на заданный шаг. Отрезанные заготовки падают на склиз, расположенный под
столом ножниц, а затем в ориентированном положении попадают на конвейер 6,
который доставляет их на загрузочную площадку 1. Через замедляющее реле
включается пневмоцилиндр 9, и заготовки укладываются в кассету 7.
По высоте кассета имеет несколько отсеков,
которые загружаются последовательно. Сначала загружается нижний отсек, затем
кассета опускается на такую высоту, чтобы загрузочный отсек был на уровне
загрузочной площадки 8, и так до тех пор, пока не будет заполнена вся кассета.
Опускание кассеты осуществляется от электродвигателя через червячный редуктор,
который включается от устройства счёта заготовок, связанного с ножницами.
1.2 Питающие и ориентирующие
устройства
Как правило, после резки заготовок они нагружены
в транспортные короба навалом. Поэтому первой задачей является поштучная
ориентация заготовок для последующей их подачи к технологической машине.
Для этой цели используются разнообразные
автоматические бункерные захватно-ориентирующие устройства АБЗОУ.
На рис.1.2 представлено АБЗОУ (структурная
схема), предназначенное для захвата и ориентации заготовок, имеющих форму
удлинённого стакана.
В бункер 1 заготовки засыпаются навалом в
количестве, необходимом для непрерывной работы пресса в течение заданного
времени (около часа). Дно и стенки бункера наклонны к горизонту, в результате
чего отдельные заготовки под действием собственного веса движутся к захватным
органам 2 по наклонному вращающемуся диску 3, пересыпаются и одновременно
перемешиваются выступами 4, занимая положение, благоприятное для их захвата.
Захватные органы 2 (в данном случае - прямоугольные карманы во вращающемся
диске) осуществляют поштучный захват и начальное ориентирование заготовки.
Число захватных органов зависит от формы и размеров заготовки, способа захвата
и требуемой производительности и может доходить до нескольких сотен.
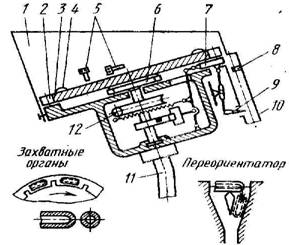
Рисунок 1.2 - Структурная схема АБЗОУ для
захвата и ориентации заготовок в форме удлиненного стакана
В рассматриваемом примере заготовки могут
оказаться дном вперёд или назад. Неправильно захваченные заготовки удаляются
плоскими пружинами 5, прикреплёнными к стенке бункера. Первая пружина удаляет
заготовки, стоящие вертикально, а вторая сбрасывает свободнолежащие или с
перекосом. В приёмник 7 заготовки поступают в первично ориентированном
положении, т.е. либо донышком вниз то ли назад. Попадая на призму 8
переориентатора, заготовки приобретают требуемое положение - донышком вперёд и
продолжают движение из приёмника 7 в лоток-магазин 10. С помощью блокирующего
устройства 9 предотвращается переполнение заготовками лотка-магазина 10.
Амортизатор-вибратор 6 предохраняет АБЗОУ от
поломок при случайных перегрузках или застреваний, а также устраняет случайные
застревания вследствие перевода диска в режим колебательного движения. Привод
12 обеспечивает приведение в движение всех механизмов АБЗОУ: диск 3,
амортизатора-вибратора 6, блокирующее устройство 9.
Все АБЗОУ делятся на три группы:
с захватом и ориентацией поштучно (рис. 1.3): а
- крючковые; б - карманчиковые наклонные; в - карманчиковые вертикальные, и
зубчатые бункеры;
с захватом и ориентацией группы заготовок (рис.
1.4):
а - секторный, б - ножевой, в - с подвижными
полувтулками, г - со щётками, д - с лопатками.
К третьей группе относятся вибрационные бункеры
ВАБЗОУ, которые будут рассмотрены на лабораторных занятиях.
1.3 Подающие и передающие устройства
Предназначены для подачи ориентированной
заготовки с позиции загрузки и установки её на рабочую позицию штамповки в
ориентированном положении.
Для передающих устройств позицией загрузки
служит рабочая позиция предыдущей штамповочной операции. Это обусловливает
возможность использования в качестве подающих и передающих устройств одних и
тех же средств автоматизации и механизации.
В зависимости от характера движения захватных
органов, перемещающих заготовки с позиции загрузки в рабочую зону, подающие и
передающие устройства разделяются на шиберные, револьверные, грейферные,
механические руки и манипуляторы.
Шиберные подачи используются, как правило, при
однопозиционной штамповке, когда деталь штампуется навалом или после штамповки
продвигается самим захватным органом (шибером) в направлении его движения для
удаления или на другую позицию. Захватный орган шиберных подающих устройств
имеет возвратно-поступательное или маятниковое движения, а заготовка
перемещается в одной плоскости.
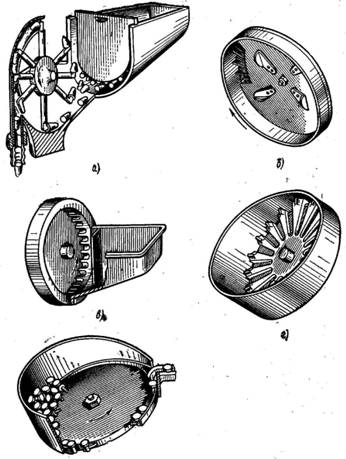
Рисунок 1.3 - Бункеры для поштучного захвата и
ориентации заготовок
Применяются для подачи плоских заготовок
толщиной свыше 0,5 мм и размерами в плане до Ø 250 мм,
а также цилиндрических и прямоугольных заготовок высотой до 100 мм.
Привод подачи может быть от вала, ползуна
пресса. Допускает более высокие скорости перемещения и не требует систем
синхронизации. При индивидуальном приводе ход шибера не зависит от хода пресса
и потому место загрузки заготовок может быть удалено на значительное расстояние
от рабочей зоны пресса. Такой привод позволяет повысить точность
позиционирования заготовок вследствие плавного их перемещения и возможности
торможения в конце хода.
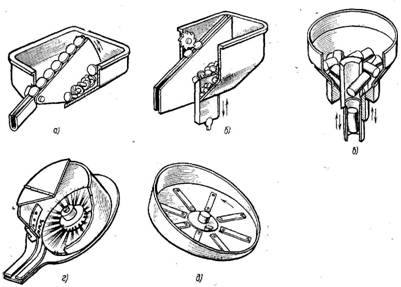
Рисунок 1.4 - Бункеры для захвата и ориентации
группы заготовок
Конструкция такого шибера представлена на
рис.3.5.
При расчёте шиберных подач определяют ход
шибера:
ш = Sрх + Sпер
где Sрх - рабочий ход шибера;пер - величина
перебега.
Толщину шибера определяют по формуле: hш = (0,6÷0,8)Sз.
Усилие проталкивания может быть определено:
Qпр
= 2βμGncosα
+ Gш
a/g
где β - коэффициент
запаса; β
= 1,5÷2,0;
μ - коэффициент трения
скольжения;- масса заготовок при максимальной загрузке магазина;ш - масса
шибера и жёстко связанных с ним деталей;
α - угол наклона
магазина;- ускорение, развиваемое в период разгона;- ускорение свободного
падения.
Грейферные передающие устройства
Служат для автоматизации процессов
многооперационной штамповки. Грейферные подачи позволяют автоматизировать
работу, как отдельных прессов, так и нескольких прессов, связанных в единый
технологический комплекс.
Наиболее целесообразно устанавливать грейферные
передающие устройства на универсальных блоках со сменными пакетами штампов для
группы деталей, однотипных по конфигурации и технологии изготовления и близких
по размерам. Устройства в этом случае должны быть переналаживаемыми.
Грейферными подачами оснащаются многопозиционные прессы-автоматы.
В зависимости от траектории движения линеек
грейферные передающие устройства делятся на:
однокоординационные - одно
возвратно-поступательное движение в направлении транспортирования;
двухкоординационные - продольный ход для
транспортировки и поперечный ход линеек для захвата;
трёхкоординационные - для продольной
транспортировки поперечины для зажима, подъёма и опускания.
Однокоординационные применяются в основном для
перемещения толстолистовых деталей (рис.1.5). На монтажной плите 5 закреплены
две группы кронштейнов 7 и 1. Кронштейны 7 служат для поддерживания заготовок в
процессе их транспортировки. Для этого к ним прикреплены стальные или бронзовые
направляющие планки 9. Кронштейны 8 поддерживают трубчатые направляющие 4, по
которым перемещается рама 2 на колёсах 10. На раме 2 укреплены задние
неподвижные упоры 1 и средние откидные упоры 3. С помощью последних перемещают
заготовку при ходе рамы вправо. Привод рамы 2 осуществляется пневматическим
цилиндром 6, который управляется командаппаратом и воздухораспределительным
клапаном, устанавливаемом на прессе. Переналадку подачи осуществляют путём
перестановки упоров 3.
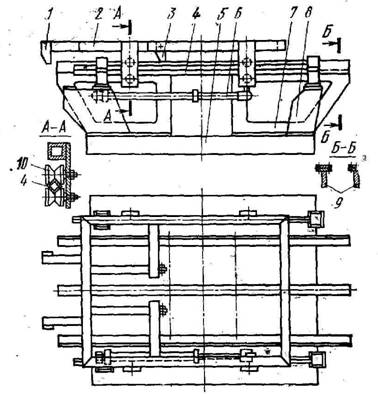
Рисунок 1.5 - Однокоординатная грейферная подача
с пневмоприводом
Кинематическая схема двухкоординационной подачи
(грейферной) с приводом от вала пресса и планетарным преобразующим механизмом
приведена на рис.1.6. Движение от вала пресса на вал 18 с шестерней 20.
Шестерня 20, обкатывающая неподвижную шестерню 10 имеет эксцентриковый палец, с
помощью которого она шарнирно соединяется с кареткой 6, перемещающейся по
направляющим штангам. Траектория движения пальца по овалу (вид А). В случае
заклинивания линеек 2 на каретке 6 подпружиненные вставки 7 расходятся и
воздействуя на конечные выключатели, выдают сигнал на остановку пресса.
Продольные перемещения линейки получают при движении эксцентрикового пальца на
участках аа′ и бб′ , а их сближение для захвата а расхождение для
освобождения детали осуществляется на участках а′б′ и аб. Для
сближения линеек предусмотрен кулачок 19, с которым контактирует ролик 17
рычага 11. Пневмоцилиндр постоянно прижимает ролик к кулачку. При вращении
кулачка 19 поворачивается рычаг 11, качание которого сообщает
возвратно-поступательное движение рейке поворачивающей вал 22 на угол 180º.
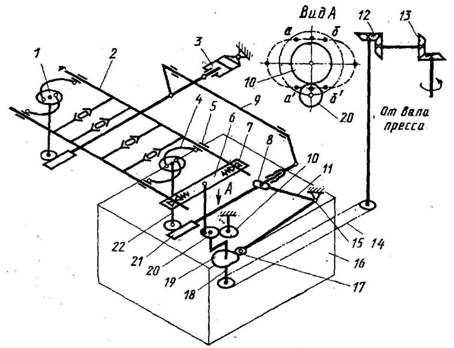
Рисунок 1.6 - Двухкоординатное грейферное
передающее устройство с приводом от вала пресса
Усилие необходимое для захвата деталей:
в = nGзcosα
/ (2μ)
где n - число одновременно штампуемых деталей;з
- масса транспортируемой детали;
α - угол профиля
захвата;
μ - коэффициент
трения по поверхности захвата.
рп = (nGз + Gг) (1 + аг / g),
где Gг - масса деталей в грейферном устройстве,
перемещаемых при подъёме линеек;
аг - максимальное ускорение, развиваемое при
подъёме линеек;- ускорение свободного падения.
Механическая рука
Это автоматически действующее (без
непосредственного участия в её управлении человека) и предназначенное для
выполнения транспортных производственных операций устройство, для переналадки
которых с одной позиции на другую необходимо регулирование или замена
кинематических звеньев (изменение длины рычагов, замена кулачков, перестановка
упоров).
Управление рукой осуществляется с помощью
упоров, концевых выключателей и релейных схем, обеспечивающих работу по жёсткой
цикловой программе.
Применять механические руки целесообразно для
подачи заготовок сложной конфигурации подачи заготовок сплошной конфигурации,
когда невозможно их перемещение в одной плоскости, а также для подачи плоских
листовых заготовок толщиной менее 0,2 мм.
В зависимости от траектории движения захвата
механические руки бывают: маятниковые и горизонтальные.
В механических руках применяют индивидуальные
приводы и приводы от пресса.
Основные параметры и размеры механических рук
регламентированы ГОСТом 16558 - 80.
Механические руки можно применять как для подачи
заготовок так и для удаления их из рабочей зоны пресса. Возможно применение их
и для межоперационного транспортирования.
На слайде 1.7 приведена кинематическая схема
механической руки МР - 12 для автоматизации холодной штамповки на прессах
простого действия усилием 1600 - 2500 кН.
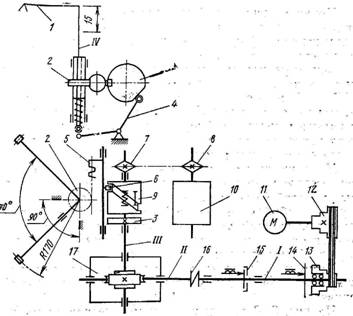
Рисунок 1.7 - Кинематическая схема механической
руки модели МР-12
механический рука штамповка
Рука работает следующим образом. Вращение от
двигателя 11 через ряд передач и муфт передаётся на вал II с червячным
редуктором, выходной вал которого связан с копирным барабаном 9. Преобразование
вращательного движения барабана в поступательное движение рейки 5
осуществляется с помощью ролика 6. Поступательное движение рейки 5 с помощью
зубчатого колеса 2 преобразуется в поворот вала IV, на котором закреплено
захватное устройство 1.
Вертикальное перемещение захватного устройства 1
осуществляется от кулачка 3, воздействующего через двуплечий рычаг 4 на вал IV
и поднимающего его вместе с захватом. Вал командаппарата 10 приводится во
вращение цепной передачей через звёздочки 7 и 1. Захваты могут быть сменными.
На валу IV могут быть смонтированы два захвата.
Это позволяет автоматизировать как загрузку, так и выгрузку.
При горячей штамповке используют также различные
манипуляторы, подъемные платформы (для толстых листов), полуавтоматические и
автоматические листозагрузчики, удаляющие устройства и т.п.
2. МЕХАНИЗАЦИЯ ПРОЦЕССОВ ХОЛОДНОЙ
ШТАМПОВКИ ИЗ НЕПРЕРЫВНОГНО МАТЕРИАЛА, ЛИСТОВ И ЛЕНТ
.1 Подающие, правильно-разматывающие
устройства
Наиболее удобным материалом для механизации
штамповки является ленточный материал, поступающий в рулонах. В качестве
универсальных устройств автоподачи рулонной ленты применяются валковые и
роликовые. Они работают в комплексе с устройствами для сматывания рулона,
правки, очистки, сдувания готовых деталей, а также для рубки (резки) или
наматывания отходов на катушку.
К устройствам для подачи непрерывного материала
предъявляются требования по обеспечению заданной точности подачи, которая
зависит от ускорения, развиваемого захватным органом. При ускорении до 10 м/с2
точность подачи составляет ±(0,1-0.2) мм. Для повышения точности подачи применяют
дополнительные конструктивные элементы штампа - шаговые ножи и ловители. Это
позволяет довести точность подачи до ±(0,03-0.05) мм. В табл. 2.1 представлена
классификация подающих устройств для ленты.
Подающие устройства различаются по следующим
признакам:
по способу захвата материала подачи - валковые,
крючковые, клещевые;
по способу воздействия на материал - тянущие,
толкающие, комбинированного действия;
по типу привода - с индивидуальным приводом или
приводом от узла машины. Привод подачи должен быть строго синхронизирован с
работой пресса. Это проще выполняется приводом от кривошипного вала пресса.
Особенность работы привода заключается в том, что перемещение материалов должно
осуществляться только после того, как пуансоны и ловители штампов выйдут из
материала и съемник снимет ленту с пуансонов; а перемещение материала должно
закончиться до того, как ловители или пуансоны войдут в штампуемый материал;
по цикловой диаграмме работы пресса; перемещение
материала может начаться через 450 после точки КНП ползуна и завершиться за 450
до точки КНП ползуна.
Таблица 2.1 - Классификация подающих устройств
для ленты
|
|
|
|
|
|
|
|
Подающие
устройства
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
По
месту установки
|
|
По
захватному органу
|
|
По
воздействию на материал
|
|
По
приводу
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
В
штампе
|
|
На
прессе
|
|
валковые
|
|
клещевые
|
|
крючковые
|
|
другие
|
|
тянущие
|
|
толкающие
|
|
комбинированныве
|
|
От
пресса
|
|
индивидуальный
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
На линиях разделки широкорулонного материала на
листы и полосы применяются подачи с индивидуальным приводом. Такие подачи
осуществляют перемещение материала с шагом 600-2400 мм. В них отсутствуют
преобразующие механизмы, а требования к точности шага подачи значительно ниже.
Правильно-разматывающие устройства
Применяются для механизации процессов штамповки
из ленты, широкорулонной стали и проволоки. Правильно-разматывающие устройства
(ПРУ) подразделяются на приводные и неприводные.
Неприводные разматывающие устройства применяются
для легких бунтов ленты массой до 30 кг. При этом лента разматывается тяговым
усилием правильного приводного устройства или тяговым усилием подачи (клиновой,
клещевой и т.п.).
Приводные разматывающие устройства (рис.2.2)
применяются для бунтов ленты массой от 30 до 600 кг при штамповке деталей и
свыше 600 кг на установках для роспуска штрипса на ленты и листовые заготовки.
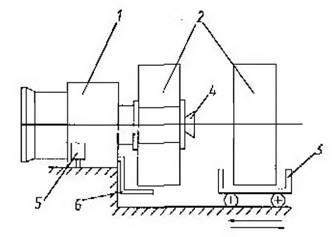
Рисунок 2.2 - Схема приводного разматывающего
устройства
Привод разматывающего устройства состоит из
электродвигателя и червячного редуктора, смонированного внутри основания 1.
Рулон 2 устанавливается на тележку 3, с помощью которой рулон выставляется на
уровень оси барабана 4. Привод разжимания губок барабана пневматический, с
управлением от пневмовентиля 5. Работой электродвигателя привода управляет
рычаг 6 петлеобразователя с помощью конечных выключателей.
Применяются конструкции разматывающих устройств
с двумя барабанами: с одного барабана разматывается лента, на другой
монтируется другой бунт ленты.
В конструкции разматывающих устройств часто
встречаются правильные устройства (рис.2.3), имеющие общий привод. Они предназначены
для выравнивания ленты (ее правки).
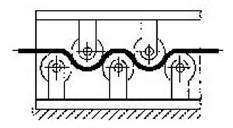
Рисунок 2.3 - Схема правильного устройства
В состав конструкции входит нижний ряд роликов,
установленных на неподвижных осях в одном корпусе, и верхний ряд роликов,
которые могут перемещаться в вертикальном направлении с помощью специальных
регулировочных винтов. Верхние и нижние ролики приводные, располагаются в
шахматном порядке. Лента заправляется при поднятых верхних роликах. Правка
происходит в результате знакопеременной деформации ленты и снятия остаточных
напряжений номотанной в бунт ленты.
На рис.2.4 представлена современная
автоматическая механизированная линия листовой штамповки из рулонного
материала. В состав линии входят пять кривошипных листоштамповочных прессов,
разматывающий агрегат и правильная машина, которые видны на фото. К
разматывающму агрегату приставлен стол для запасного рулона листового
материала, который имеет возможность перемещаться как в вертикальном, так и в
горизонтальном направлении (к приводной катушке и от нее). Особенностью
размотки рулона является вращение катушки в противоположную от прессов сторону,
что обеспечивает большее петлеобразование.

Рисунок 2.4 - Автоматическая линия листовой
штамповки
2.2 Ножи для резки отходов.
Устройства для очистки и смазки ленты, подачи полосового и листового материала
Устройство для очистки и смазки окалины
устанавлива-ются такие устройства (рис.2.5) между правильным устройством и
подачей. Они служат для очистки ленты от консервационной смазки, а также для
нанесения тонкого слоя смазочного материала с целью уменьшения трения при
штамповке.
Очистка производится неподвижными войлочными
пластинками. а смазка - вращающимися войлочными кольцами (дисками),
пропитанными маслом или опущенным одним диском в масляную ванну. Пластинки и
диски взаимно прижимаются пружинами. Вращение роликов осуществляется от
протягиваемой ленты.
Ножи для резки отходов
Ножи устанавливаются на выходе ленты из штампа,
либо после тянущего узла подачи. Привод осуществляется от ползуна пресса. либо
от индивидуального пневмопривода, синхронизированного с работой пресса
(рис.2.6).
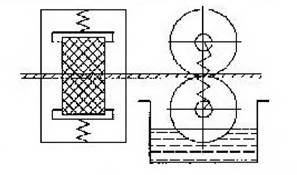
Рисунок 2.5 - Схема очистки и смазки ленты
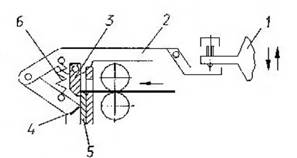
Рисунок 2.6 - Схема ножа для резки отходов
2.3 Устройство для подачи листового
и ленточного материала
Полосо- и листоукладчики выполняют ряд операций:
отделяют заготовки или лист от стопы;
поднимают заготовку на уровень подачи;
вводят заготовку в зону действия подающего
рабочего устройства.
Для подачи листа в рабочую зону пресса
устройства имеют толкающий механизм. Захватными органами в этих устройствах
являются вакуумные или эектромагнитные захваты, смонтированные на подъемной
траверсе. Нормальная работа полосо- и листоукладчиков возможна при
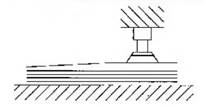
гарантированном отделении только одной полосы (заготовки) от стопы. Это
осуществляется с помощью магнитного распушителя (рис.2.7), либо конструктивными
особенностями пневмо- (электро)захватов.
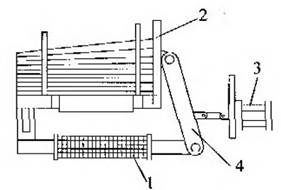
Рисунок 2.7 - Схема магнитного распушителя
Магнитный распушитель своей катушкой 1 создает
магнитный поток, который прерывается немагнитным щитом 2. В результате
магнитный поток распределяется по торцам листов, и они, отталкиваясь друг от
друга, распушиваются. Пневмоцилиндр 3 поджимает щит 2 к стопе через рычажный
магнитопровод 4.
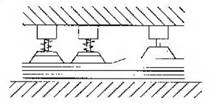
Для захвата одного листа или полосы один из пневмозахватов
выполняется укороченным и без подпружинивания (рис.2.8). Поэтому при ходе
траверсы вверх от стопы отделяется только правая сторона полосы или листа, а
подпружиненные захваты удерживают левую сторону прижатой к стопе, пока не
выберется подпружиненный ход захватов.
Для листов возможен вариант однорядового
расположения захватов (рис.2.9) при условии несимметричного их размещения
относительно центра тяжести листа. При жестко закрепленных присосах происходит
постепенное отделение одного листа от стопы при подъеме траверсы вверх.
|
|
|
|
Рисунок
2.8 - Схема отделения полосы от стопы
|
Рисунок
2.9 - Схема отделения листов
|
Полосоукладчик
Он состоит из полосоподающего устройства и
валковой подачи, работающих синхронно с движениями ползуна пресса (рис.2.10).
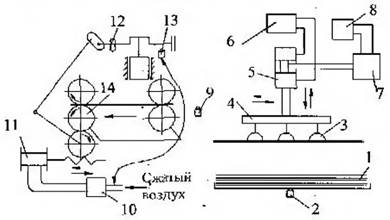
Рисунок 2.10 - Схема полосоподавателя
Стопа полос 1 укладывается на стол
полосоукладчика. Правильность укладки контролируется конечным выключателем 2
стола. Полоса захватывается пневматическими присосами 3 траверсы 4.
С помощью пневмоцилиндра 5, управляемого
электропневматическим клапаном 6, полоса поднимается на уровень валковой
подачи. Пневмоцилиндр 7, управляемый клапаном 8, перемещает траверсу 4 влево,
подавая полосу в зону действия валковой подачи. В конце хода шток
пневмоцилиндра 7 через конечный выключатель 9 дает сигнал электропневмоклапану
10 пневмоцилиндра 11, шток которого представляет собой зубчатую рейку, входящую
в зацепление с обоймой муфты обгона валковой подачи. Валки 14 подачи принимают
полосу и перемещают ее на позицию для вырубки первой детали, шток цилиндра 11
возвращается в исходное положение и подается команда на работу пресса в
автоматическом режиме.
Работа валковой подачи контролируется и
управляется по числу рабочих циклов пресса, которые настраиваются на длину
полосы материала. Счетчик числа циклов пресса 12 выдает команду на прекращение
подачи сжатого воздуха в муфту пресса от пневмоклапана 13. Счетчик ходов пресса
подаст сигнал на очередной цикл работы траверсы полосоукладчика. Тянущая пара
валков удаляет отходы полосы, а пневмосдув удаляет отходы детали.
Пресс с полосоукладчиком работает в
автоматическом режиме до полного использования всех полос, установленных на
столе.
Размеры полос: ширина - 40-280 мм; длина -
1500-200 мм, толщина - 0,5-4,0 мм. Точность подачи ±(0,5-1.0) мм.
Производительность комплексов Q зависит от числа
ходов пресса в минуту n. количества вырубаемых из полосы деталей H,
продолжительности захвата полосы присосами, подачи ее под штамп пресса до
первой вырубки (это время составляет t = 3.5-4,0 с) и количества деталей,
штампуемых за один рабочий ход пресса:
= (360n•H) / (60H + t•n)
ЛИТЕРАТУРА
1. Маслов
А.Р. Инструментальные системы машиностроительных производств; Машиностроение -
Москва, 2006. - 336 c.
2. Махова
Н.С., Поболь О.Н., Семин М.И. Основы теории механизмов и машин; Владос -
Москва, 2006. - 288 c.
. Покровский
Б. С. Механосборочные работы. Базовый уровень; Академия - Москва, 2009. - 950
c.
. Пупков
К.А., Егупов Н.Д., Баркин А.И., др. Методы классической и современной теории
автоматического управления. В 5 томах. Том 1. Математические модели,
динамические характеристики и анализ систем автоматического управления; МГТУ
им. Н. Э. Баумана - М., 2004. - 656 c.
. Салтыков
В.А., Аносов Ю.М., Федюкин В.К. Технологии машиностроения: Технологии
заготовительного производства: Учебное пособие для вузов; ООО "Фьючер
Медиа" - Москва, 2004. - 336 c.
. Сердюк
В. К. Проектирование средств выведения космических аппаратов; Машиностроение -
Москва, 2009. - 504 c.
. Сибикин
М. Ю., Сибикин Ю. Д. Технология электромашиностроения; Высшая школа - Москва,
2009. - 320 c.
. Смоленцев
В. П., Мельников В. П., Схиртладзе А. Г. Управление системами и процессами;
Академия - Москва, 2010. - 336 c.
. Схиртладзе
А. Г., Иванов В. И., Кареев В. Н. Гидравлические и пневматические системы;
Издательство МГТУ "Станкин", Янус-К - Москва, 2003. - 544 c.
. Филонов
И. П., Баршай И. Л. Инновации в технологии машиностроения; Вышэйшая школа -
Москва, 2009. - 112 c.
. Холодкова
А. Г. Общая технология машиностроения; Академия - Москва, 2009. - 224 c.