Составление программы фрезерной обработки детали на станке с ЧПУ
МИНИСТЕРСТВО
ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧЕРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ
«НОВОСИБИРСКИЙ
ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
КАФЕДРА ПТМ
ПОЯСНИТЕЛЬНАЯ
ЗАПИСКА
к
расчетно-графической работе
по
дисциплине: Системы автоматизированного проектирования
Новосибирск
-2015
1. Цель работы
Цель расчетно-графической работы является
составление программы фрезерной обработки детали на станке с ЧПУ (NC
файл). Для этого нам необходимо:
А. Построить 3D
модель в КОМПАС 3D.
Б. Подобрать инструменты, оснастку и
оборудование.
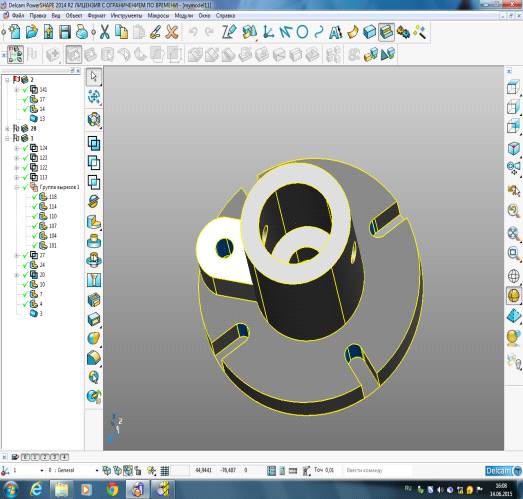
В. Задать траекторию обработки в программе Power
Shape.
.
Исходные данные
По заданному чертежу в программе КОМПАС была
спроектирована модель.
Материал детали - Сталь 45.
.
Выбор инструментов и режимов резания
3.1 Черновая обработка
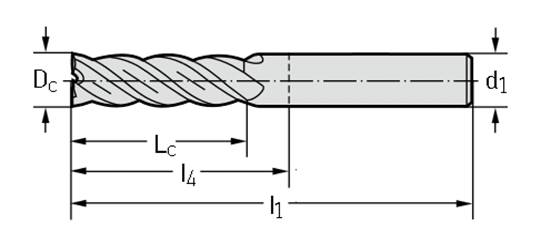
По каталогу фрез компании SANDVIC
Выбираем подходящий инструмент. Концевая фреза типа R215.44-16050EAK10P,
подходит для чернового и получистового фрезерования инструментальной стали от HRC
43 до HRC 63.


Скорость резания, Vc-
120 м/мин.
Подача на зуб, Fz
-
0,027 мм/зуб.
Определяем режимы резания:
Частота вращения шпинделя

Подача стола:

3.2 Получистовая обработка
По каталогу фрез компании SANDVIC.
Выбираем подходящий инструмент. Концевая фреза типа R215.44-16050EAK10P,
подходит для чернового и получистового фрезерования инструментальной стали от HRC
43 до HRC 63.

Скорость резания, Vc-
140 м/мин.
Подача на зуб, Fz
-
0,09 мм/зуб.
Определяем режимы резания:
Частота вращения шпинделя

Подача стола:

3.3 Получистовая
обработка (отверстия +паз)
По каталогу фрез компании SANDVIC.
Выбираем подходящий инструмент. Концевая фреза типа R215.H4-08050CAK02P,
подходит чистового фрезерования инструментальной стали от HRC
43 до HRC 63.

Скорость резания, Vc-
140 м/мин.
Подача на зуб, Fz
-
0,055 мм/зуб.
Определяем режимы резания:
Частота вращения шпинделя

Подача стола:

По каталогу фрез компании WALTER
2012 г. Выбираем подходящий инструмент. Концевая фреза типа Protostar N 30 DIN
844 A P302211 - 3, подходит чистового фрезерования инструментальной стали до HRC
48.

Скорость резания, Vc-
255 м/мин.
Подача на зуб, Fz
-
0,046 мм/зуб.
Определяем режимы резания:
Частота вращения шпинделя

Подача стола:

4. Расчет
максимальной требуемой мощности станка
(Для черновой обработки)

где D
- Ø фрезы, 16 мм,
t - глубина
фрезерования, 3 мм,
sz
-
величина подачи на один зуб, 0,2 мм,
В - ширина фрезерования - 8 мм,
z - число зубьев, 4
шт.,
n - частота вращения
шпинделя, 2390 мин-1.
|
Обатываемый
материал
|
Материал
режущей части инструмента
|
Коэффициент
и показатели степени в формуле силы резания
|
|
|
CCp
|
x
|
y
|
u
|
q
|
w
|
|
Сталь
|
Твердый
сплав
|
6125
|
0,85
|
0,75
|
1
|
0,85
|
0,13
|
|
|
|
|
|
|
|
|
|

4.1 Эффективная мощность

4.2
Основная мощность резания

5.
Подбор оснастки для станка
Подбираем тисы слесарные для изготовления данной
детали - нам подойдут BISON-BIAL 6516-M160:
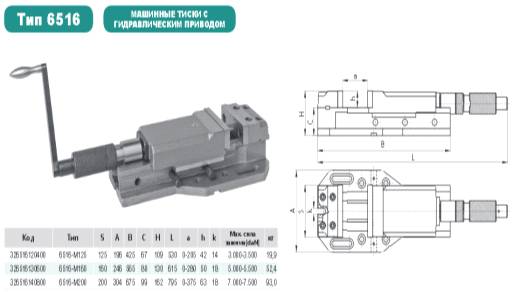
Для крепления цилиндрической детали
предпочтительно заменить обычные губки на призматические BISON-BIAL WSP 6512
6530-160:
.
Выбор модели станка
модель станок резание код
Выбор станка производиться с учетом рассчитанной
мощности резания, частоты вращения шпиндиля и подачи, а также габаритных
обрабатываемого изделия. Был выбран вертикальный обрабатывающий центр модели FP55A
производителя YCM.
Технические характеристики станка представлены таблице.
Данный станок был выбран исходя из технических
параметров станка и необходимых параметров режимов резания для обработки
заданной детали.
Станок полностью отвечает необходимым
требованиям.

Рисунок - Вертикальный обрабатывающий центр
модели FP55A
производителя YCM
Технические характеристики станка FP55A
|
Скорость
вращения шпиндиля
|
30000об/мин
|
|
Мощность
шпиндиля
|
11кВт
|
|
Конус
шпинделя
|
ВТ30
|
|
Расстояние
между шпинделем и столом
|
|
Размер
стола
|
700*510
мм
|
|
Максимальная
нагрузка на стол
|
150
кг
|
|
Ускоренная
подача(X, Y, Z)
|
60/60/40 м/мин
|
|
Скорость
резания
|
1-20000
мм/мин
|
|
Процессор
станка
|
Fanuk 18i-MB
|
7.
Выбор
оснастки для инструмента
7.1. Для черновой, получистовой и чистовой
обработки подойдет цанговый патрон BT30-ER
32-060

Подготовка управляющей программы.
1. Импортируем модель из PowerShape
в PowerMill.
2. Активируем систему координат детали.
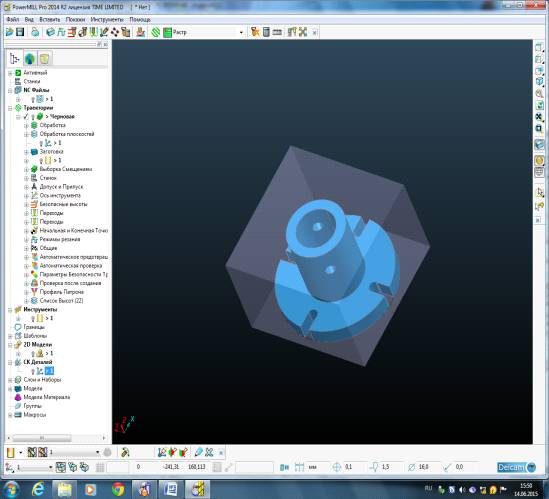
РИС.1 Активация системы координат
3.Создаем NC
файл чтобы в него записать всю обработку, которую мы создадим далее.
.После чего вводим имя файла и выбираем
постпроцессор Fanyc11.
Черновая обработка.
1.Создаем заготовку.
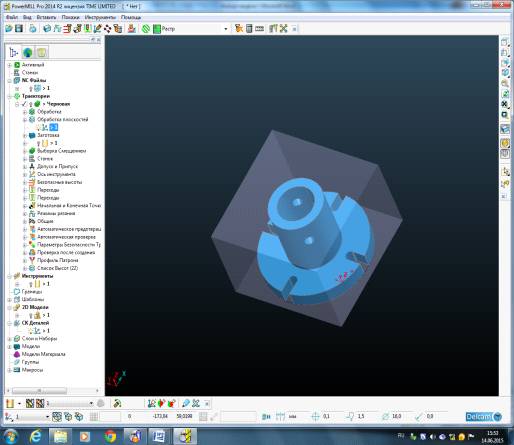
РИС.2 Создание заготовки
.Принимаем припуск равным 5мм.
.Безопасные высоты. Вычисляем и принимаем.
.Создаем траектории.
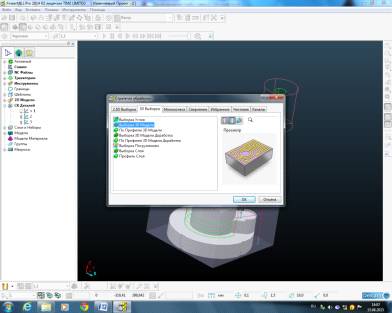
РИС.3 Создание траектории
.Создаем инструмент.
.1 Кромка.
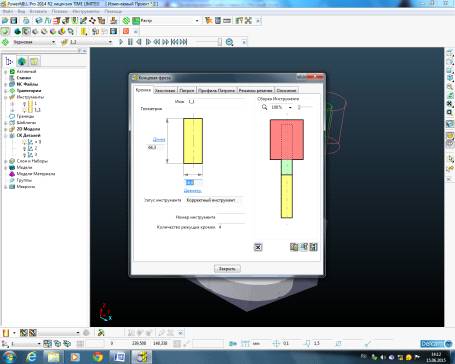
РИС.4 Создание режущей кромки.
.2 Хвостовик.
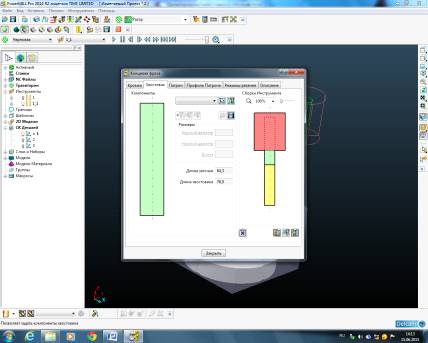
РИС. 5 Создание хвостовика фрезы
.3 Патрон.

РИС.6 Создание патрона
. Вычисляем подвод. Получаем необходимые
траектории.

РИС.7 Траектории обработки
.Проводится запись NC
файла.

Вывод
В данной работе мы произвели выбор режущего
инструмента, технологической оснастки, металорежущего оборудования, а также
ознакомились с генерирующими кодами для станков с ЧПУ( PowerShape,
PowerMill). ЧПУ заключается
в использовании запрограмированных команд для управления станком, который может
фрезировать в данном случае нашу деталь и иными словами превращать заготовки в
готовые детали. Станки такого класса позволяют получить деталь нужной формы,
нужного качества по данным, хранящимся в компьютере.
Список литературы
1. Справочник
технолога-машиностроителя. В 2-х т. - А.Г.Касилова и Р.К.Мещерякова -
М.Машиностроение - 1, 2003 г. 944с.,ил.
. Каталог
«Sandvic»
Режущие
инструменты.
. Использована
информация из сайтов сети «Интернет»:
<http://cae.ustu/ru/>
; <http://ru.wikipedia.org/> ; <http://rustan.ru/>;
<http://deg.ru/>; <http://www.mitsubishicarbide.com/>;
<http://www.mip.zavod-vtuz.ru/>.