Определение содержания азота в стали
Содержание
Введение
1. Обзор развития методики
определения азота в стали
2. Анализатор азота в жидком металле
multi-lab
nitris system
.1 Включение системы Nitris
.2 Методика проведения измерения
.3 Процессы, протекающие в системе Nitris
при измерении
.4 Экран процессорного блока Nitris
.5 Основные технические
характеристики
. Расчет K/F-фактора
Заключение
Список использованных источников
Введение
Определение содержания азота в стали является, в
настоящее время и было со времени начала понимания эффективного влияния
элементов на свойства стали испытанием большого значения. Влияние азота на
свойства стали двустороннее: вредное и одновременно полезное.
В зависимости от температурных условий
растворенный в железе азот может скапливаться по границам зерен и в результате
выделения нитридов снижать силу сцепления между зернами; в результате этого
повышается хрупкость материала и уменьшается прочность его на разрыв. Этот
зависящий от времени процесс ведет к большой склонности материала к старению,
что выражается в повышении предела текучести и прочности при одновременном
уменьшении вязкости материала. Неустойчивая к старению, рафинированная воздухом
томасовская сталь прежних десятилетий является примером этого. При критическом
составе коррозийной среды и при механическом нагружении такое состояние
структуры может привести к разрывам по границам зерен, т.е. тому, что
называется межкристаллитной коррозией под напряжением.
Связывание азота элементами, имеющими большее
сродство к нему, чем железо, например, алюминием, ванадием и титаном ведет к
повышению равномерности распределения нитридных включений, к измельчению зерна
и тем самым способствует снижению вредного влияния азота. В настоящее время
предотвращение проникновения воздуха или других носителей азота в металл в
процессе выплавки нелегированных или низколегированных сталей, а так же при их
разливке является наиболее важной задачей.
Полезное действие азота как легирующего элемента
проявляется в том, что при повышенных температурах азот относительно быстро проникает
в жидкую сталь и (как и углерод) вследствие вынужденного положения в
кристаллической решетке после затвердевания повышает твердость материала. В
случае хромистых сталей уменьшается склонность стали к образованию крупного
зерна; в аустенитных сталях азот помимо улучшения предела текучести, прочности
и теплостойкости стали повышает и ее стабильность.
Возможность создавать в поверхностной зоне
деталей нитриды и карбонитриды путем воздействия азот- и углеродосодержащих
газов используют в промышленных масштабах для упрочнения поверхности.
Получаемое при этом повышение износостойкости и прочности на переменный изгиб,
расширение возможности нагружения даже при высоких температурах без ухудшения
свойств. А также повышение коррозийной стойкости существенно улучшают
применимость сталей как конструкционного материала.
. Обзор развития методики
определения азота в стали
Столь же важным, как знание о влиянии азота на
свойства стали был и вопрос о содержании и химическом связывании этого
элемента.
Мокрое химическое определение азота путем
растворения в кислоте с использованием метода Кьяльдаля, дистиллирования и
поглощения образовавшегося амиака серной кислотой и последующего его
определения до начала 60-х годов было основной методикой.
Совершенно иная методика была описана еще в 1931
г. Клингером. Выделяющиеся из окисленной расплавленной стали газа СО, СО2,
О2 и Н2 определяли методом объемного газового анализа, а
азот определяют по остатку. Позже получение уже неудовлетворительных
результатов привело с середины 50-х годов во многих заводских и
исследовательских лабораториях к все более активным попыткам использования
нового технического опыта для совершенствования этой методики.
В этой связи следует упомянуть организованный в
1957 г. «Международный комитет по исследованию и рационализации методов
определения содержания газов в стали и чугуне». В рамках подкомитета
«Международный азот» помимо новых мокрых химических методик частичного
определения нитридов были испытаны так же методы сухого анализа окисленных расплавов,
экстрагирования расплавов при высоких температурах и спектрометрия.
Международный комитет по газу закончил свою работу в 1974 г.; он был идеальной
«зародышевой клеткой» C-ETAS,
рабочего объединения европейских химиков, занятых в черной металлургии.
Многочисленные публикации тех времен
свидетельствуют о бурном развитии мокрого химического метода с переходом на
инструментальную методику определения общего содержания азота.
Описанные методики различаются по типу
расплавления, способами транспортировки газа, отделению мешающих газовых
компонентов от материала для анализа и, наконец, по методикам определения
азота.
Сохранившаяся до настоящего времени и тем самым
характеризующая состояние технического анализа методика предусматривает горячую
экстракцию из расплава, находящегося в графитовом тигле при температуре 2500 оС.
Азот количественно определяют в потоке гелия, который служит газом-носителем, в
ячейке для измерения теплопроводности.
Данный метод лежит в основе работы анализатора
азота в жидком металле multi-lab
nitris system.
. Анализатор азота в жидком металле multi-lab
nitris
system
Система Nitris
для прямого (зондового) измерения содержания азота в стали состоит из следующих
основных компонентов представленных на рисунке 1:
- процессорного блока, управляющего работой всех
пневматических компонентов системы, производящего необходимые расчёты и
выводящего на экран информацию об измерении;
- пневматического блока, обеспечивающего
циркуляцию несущего газа-гелия через расплав и определяющего содержание водорода
в нём;
- кабеля интерфейса, соединяющего процессорный и
пневматический блоки;
- пневматического кабеля, соединяющего
пневматический блок и погружной жезл;
- погружного жезла для ввода зонда Nitris
в жидкую сталь;
- зонда Nitris
(для ковша и изложницы длиной 900 мм и для промежуточного ковша длиной 900 и
550 мм).
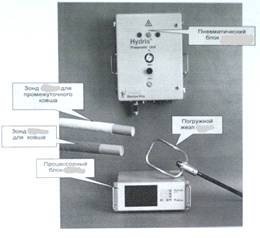
Рисунок 1 - Основные компоненты, входящие в
состав системы Nitris
Измерение азота системой Nitris
основано на циркуляции несущего газа-гелия через анализируемый расплав, во
время которой он адсорбирует азот, содержащийся в металле.
Циркуляция несущего газа продолжается до тех
пор, пока он не насытится азотом, то есть до достижения равновесия по водороду
между ним и расплавом.
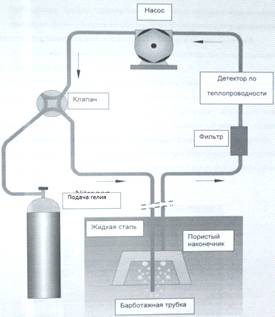
Рисунок 2 - Общая схема измерения содержания
азота системой Nitris
Устройство зонда
Nitris .
Внешний вид погружаемого в жидкую сталь
наконечника зонда Nitris
приведён на рисунке 3 :
- барботажная
трубка - предназначена для ввода несущего газа-гелия в расплав;
- кварцевая
труба - содержит фильтрующий материал для улавливания летучих соединений и
защиты газовых магистралей от механических примесей;
- пористый
наконечник - служит для улавливания прошедшего через жидкий металл несущего
газа;
- газовый
разъём - обеспечивает газоплотное соединение газовых магистралей зонда Nitris
с газовыми магистралями погружного жезла;
- защитные
колпачки - предотвращают блокировку пористого наконечника жидким шлаком при
вводе зонда в расплав. Имеются бумажный и стальной колпачки (для изложницы -
бумажный и алюминиевый колпачки);
- огнеупорная
защита - препятствует контакту жидкого металла с картонным корпусом зонда Nitris.
Выполнена из волокнистого (для промежуточного ковша) или из прессованного (для
ковша) огнеупоров.

Рисунок 3 - Наконечник зонда Nitris
азот сталь жидкий анализатор
Стадии измерительного цикла.
Измерительный цикл содержания азота системой Nitris
состоит из следующих стадий.
Стадия 1:
Продувочный период А: Несущий газ гелий вдувается в жидкую сталь (как с
нагнетающей, так и со всасывающей стороны) для удаления загрязнений и
остаточной влаги из зонда.
Стадия 2:
Продувочный период В: Прошедший через жидкую сталь гелий улавливается во
всасывающий газопровод, затем, не поступая в циркуляционный контур он
выбрасывается в атмосферу. За счёт этого происходит дополнительная очистка
контура циркуляции газа.
Стадия 3:
Измерение: Гелий продувается через жидкую сталь, улавливается пористым
наконечником и затем вновь подаётся в ванну (т.е. замыкает циркуляционный
контур). Содержание азота в нем непрерывно измеряется детектором по
теплопроводности (ДТП). Как только между расплавом и несущим газом достигается
равновесие по азоту (т.е. содержание азота в несущем газе перестаёт изменяться)
измерение заканчивается
Характерная кривая измерения приведена на
рисунке 4.
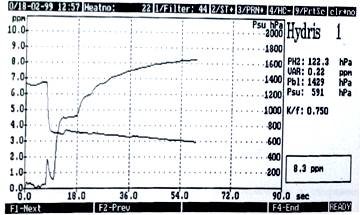
Рисунок 4 - Характерная кривая
измерения содержания азота системой Nitris
2.1 Включение системы Nitris
- убедиться, что все подключения
выполнены;
- включить питание;
- прибор начнёт выполнять процедуру
инициализации по её окончании перейдёт в режим ожидания измерения;
- проверить фильтр;
- провести моделирование измерения на
воздухе;
- проверить систему на герметичность;
- система Nitris
готова к измерению.
.2 Методика проведения измерения
Измерение системой Nitris.
В таблице 1 приведена последовательность
загорания сигнальных ламп на передней панели пневматического блока, необходимые
при них действия оператора и процессы, протекающие в системе Nitris.
Правильное погружение зонда Nitris
в
ванну.
Зонд Nitris
содержит компоненты, изготовленные из кварцевого стекла. Поэтому для
получения надёжного результата измерения с ним следует обращаться более
аккуратно, чем, например, с обычными зондами для измерения температуры.
При погружении зонда в ванну необходимо
придерживаться рекомендаций: надевать зонд на наконечник погружного жезла
плавно без ударов, в противном случае его можно разбить; погружать зонд только
через жидкий шлак (при невыполнении этого условия можно разбить зонд или
сломать наконечник изогнутого погружного жезла);
- погружать зонд на глубину 1/3 - 2/3
длины его защитного покрытия (если это не выполнить, то можно сжечь наконечник
жезла);
- погружать зонд на удалении от зоны
барботажа пузырьков аргона (измерение вблизи зоны продувки аргоном может
привести к неверному результату измерения, так как аргон может подсасываться в
циркулирующий через расплав несущий газ);
- погружать зонд в положении
максимально приближенном к вертикальному (максимальный угол отклонения от
вертикали не должен превышать 30 градусов);
- погружение зонда с большим
отклонением от вертикальной оси может привести к неверному результату
измерения.
Таблица 1 - Последовательность загорания
сигнальных ламп на передней панели пневматического блока, необходимые при них
действия оператора и процессы, протекающие в систем Nitris
|
Сигнализация
|
Действия
оператора
|
Процессы
в системе
|
|
Красный
|
Для
начала измерения Нажать стартовую кнопку на пневматическом блоке
|
-
|
|
Желтый
+ Красный
|
Надеть
зонд на жезл
|
Система
определяет надет ли зонд на погружной жезл
|
|
зеленый
- желтый
|
Ожидание
|
Система
Nitris производит
установку нуля и очистку газопроводов с целью устранения влияния остаточных
газов на измерение
|
|
Зелёный
|
Погрузить
зонд в ванну
|
Система
готова к измерению
|
|
Жёлтый
|
Держать
зонд погруженный в ванну
|
Система
определяет содержание азота в металле
|
|
Красный
|
Вынуть
зонд из расплава и сразу же снять его с погружного жезла
|
Измерение
закончилось Происходит продувка газопроводов и система переходит в режим
ожидания измерения
|
2.3 Процессы, протекающие в системе Nitris
при измерении
В этом пункте описываются процессы, которые
происходят в пневматическом блоке в процессе измерения.
Протекание измерения.
После того, как нажата стартовая кнопка или
клавиша F2 на экране
появляются следующие сообщения о стадиях измерительного цикла:
перед погружением зонда в ванну:
а) «Наденьте зонд на жезл»;
б) «Давление газа слишком низкое»;
в) «Установка нуля»;
д) «Готов к измерению»;
после погружения:
а) «Продувочный период А»;
б) «Продувочный период В»;
в) «Измерение»;
д) «Конец измерения».
Понимание процессов, протекающих в системе,
поможет пользователю не только быстро обнаруживать и решать возникшие проблемы,
а зачастую даже их избегать
.4 Экран процессорного блока Nitris
Пояснения к выводимой на экран информации. Вид
изображения, выводимого на экран процессорного блока Nitris,
значительно точно показан на рисунке 5.
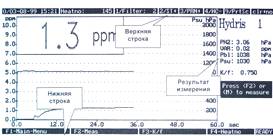
Рисунок 5 - Вид изображения, выводимого на экран
процессорного блока Nitris
Пояснения к выводимой на экране информации
приведены в таблицах 2, 3 и .4
Таблица 2 - Пояснение к рисунку 5 ( поле
«Результаты измерения»)
|
Параметр
|
Значение
|
Пояснение
|
|
PH2
|
46,5
ГПа
|
Парциальное
давление азота, измеренное Прибором
|
|
Var
|
0,12
см3/100 г
|
Изменение
содержания азота в см3/100 г за последние 10 с (стандартная длина
окна)
|
|
РЫ
|
1678
ГПа
|
Давление
в нагнетающем контуре, измеренное датчиком давления пневматического блока
|
|
Psu
|
736
ГПа
|
Давление
во всасывающем контуре, измеренное датчиком давления пневматического блока
|
|
K/f
|
0.75
|
Выводимая на экран информация в полной мере
доступна для понимания. Пояснения к выводимой информации представлены в таблице
3.
Таблица 3 - Пояснения к выводимой на экран
информации
|
Информация
в верхней строке
|
Что
она означает
|
Как
её изменить
|
|
0/11-12-98
|
Дата
и время
|
Программа
установки даты и времени запускается нажатием клавиш: CLR+ 0
|
|
Heat
по.: 88965
|
Номер
плавки или ковша
|
Программа
ввода номера плавки активируется нажатием клавиши F4
|
|
Filter:
24
|
Порядковый
номер измерения, выполненного после смены циркуляционного фильтра (счётчик
фильтра)
|
При
нажатии клавиш CLR+ 1 счётчик фильтра сбрасывается на ноль.
|
|
2/St
+
|
Storage+
(функция сохранения вкл.). Результаты всех измерений сохраняются в памяти
|
При
нажатии клавиш CLR+ 2 St+ переходит в St-: при этом результаты измерений в
памяти не сохраняются
|
|
3/Prn+
|
Активация
принтера. Эта опция позволяет производить распечатку результатов измерения
после его выполнения или при вызове результатов измерения из памяти
|
При
нажатии клавиш CLR+ 3 PRN+ переходит в PRN- Примечание: стандартная
установка: PRN-
|
|
4/НС
+
|
HardСору
+ («твердая» копия) Позволяет сразу же после измерения производить распечатку
его результата
|
При
нажатии клавиш CLR+ 4: НС+ переходит в НС-. В последнем случае распечатка
результатов измерения возможна только при нажатии клавиш CLR+ 9 или при
выводе результатов измерения из памяти на печать.
|
|
|
9/
PrtSc
|
Printscreen(печать
содержимого экрана)
|
При
нажатии клавиш CLR+ 9 происходит распечатка содержимого. э
|
|
|
|
|
|
|
Символ С1г+nо
в конце верхней строки показывают, что для активации программы изменения
параметров, содержащихся в этой строке, необходимо сначала нажать клавишу CLR,
а затем клавишу с соответствующей цифрой (как показано в вышеприведённой
таблице).
Таблица 4 - Пояснение к рисунку 5 (нижняя
строка)
|
Messange
|
Description
|
|
F1
|
При
нажатии клавиши F1 вызывается Главное меню представленное на рисунке 2.7
|
|
F2
|
При
нажатии клавиши F2 система переходит в режим измерения
|
|
F3
|
При
нажатии клавиши F3 производится ввод значения K/f-фактора, представленный на
рисунке 2.8
|
|
F4
|
При
нажатии клавиши F4 номер плавки увеличивается на единицу, представленный на
рисунке 2.9
|
Нажав нужную цифровую клавишу, можно войти в
программу изменения даты, времени, номера плавки, функции сохранения или
активации принтера.
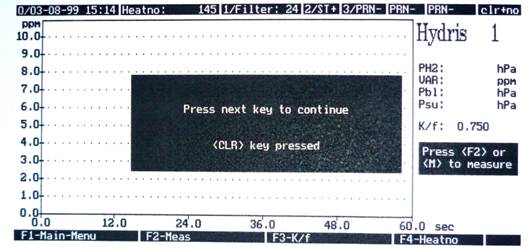
Рисунок 6 - Экран показывает, что система готова
к работе
К примеру, нажав клавишу CLR
+ no , запускается
программа установки времени.
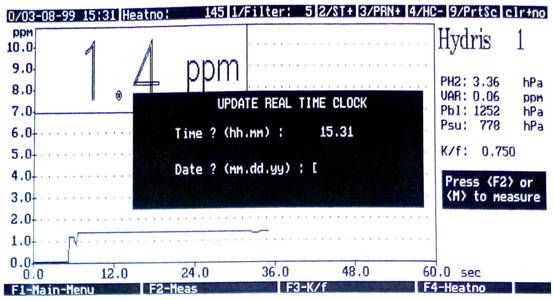
Рисунок 7 - Программа настройки часов
Меню этой программы представлено на рисунке 8.
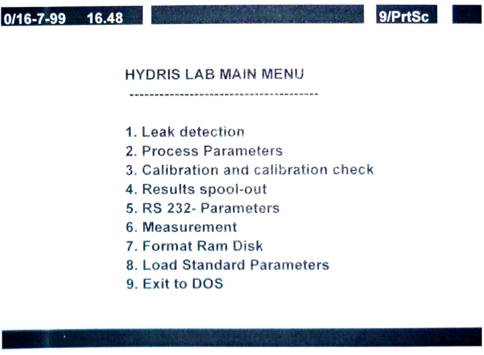
Рисунок 8 - При нажатии клавиши F1
на экран выводится Главное меню
2.5 Основные технические характеристики
Диапазоны измерений массовой доли азота,
млн"1 10... 300
Предел допускаемого значения среднего
квадратического
отклонения в диапазонах массовой доли
(10 - 100) млн-1 2,5 млн -1
(100-300) млн-1 2, 5°/о
Продолжительность анализа, с 45... 120
Параметры электрического питания :
для пневматического блока:
напряжение переменного тока, В 220
частота переменного тока, Гц 50  1
1
потребляемая мощность, Вт, не более 150
для процессорного блока:
напряжение переменного тока, В 220
частота переменного тока Гц 50 1
потребляемая мощность, Вт, не более 60
Габаритные размеры, мм, не более
для пневматического блока 635х435х265
для процессорного блока 177х483х320
Масса, кг, не более
для пневматического блока 38
для процессорного блока 9
Условия эксплуатации :
температура окружающей среды, °С от 0 до 50
относительная влажность, °/о не более 90
для процессорного блока:
температура окружающей среды, °С от 0 до 50
относительная влажность, °/о, не более 90
. Расчет K/F-фактора
В этом пункте рассматриваются следующие вопросы:
- термодинамические
основы измерения содержания азота;
- таблицы
для расчёта термодинамических данных;
- влияние
глубины погружения на результат измерения.
Растворимость азота в жидкой стали.
Процесс растворения азота в жидкой стали
описывается реакцией (1)
/2 N2
V Ht (steel)
(1)
Константа равновесия этой реакции имеет вид,
представленный в формуле (2)
КN(Т)
= а<N)/(Р N2)1/2,
(2)
или, в случае перехода к концентрации азота
через параметры взаимодействия присутствующих в стали элементов по азоту имеет
вид, представленный в формуле (3)
КN(Т)
/ fN= [N]
/ (Рш)1/2. (3)
В технической литературе имеется достаточно
данных по КN(Т)
и fN. Согласно Fuwai
зависимость КN(Т)
от температуры описывается следующим уравнением (4)
LogКN(Т)
= - 1900/Т + 0.9201 (4)
Для основных элементов, присутствующих в стали
(С, Сг, Mn, Nb,
Ni, SiandTi)
можно рассчитать по уравнению (5)N=
0,06 [С]
- 0,0022 [Сг] - 0,0014 [Мп]
- 0,0023[Nb]+ 10,0016 [Ni] +0,023 [Si] - 0,019 [Ti] + 0,0022[%Mo] - 0,0074 [V]
+ 0,0018 [Co].(5)
Заключение
Система Nitris
измеряет равновесное с жидкой сталью парциальное давление азота, которое затем
пересчитывается в содержание азота в соответствии с законом Сивертса - формула
(6)
 , (6)
, (6)
где N
- содержание азота в стали, а % на см3/100 г;
К - константа равновесия реакции: N2Þ2
N;
f- коэффициент
активности азота в стали;
РN2
- парциальное давление азота.
Глубина погружения зонда в ванну.
Глубина погружения зонда Nitris
в ванну лишь незначительно влияет на результат измерения. Это объясняется тем
обстоятельством, что прибор Multi-Lab
Nitris фактически
измеряет содержание азота в несущем газе (в объёмных процентов) при общем
давлении газа в месте погружения зонда. Последнее является суммой атмосферного
давления и ферростатического давления на глубине погружения зонда.
Общее давление при глубине погружения 0:
атмосферное давление 1000 ГПа.
Общее давление при глубине погружения 25 см:
атмосферное давление 1000 ГПа и ферростатическое давление слоя 25 см стали.
Общее давление на глубине слоя стали 25 см, слоя
шлака 5 см может быть легко рассчитано по приведённой ниже формуле (7)
Р = Pat+
3.04*(см слоя шлака) + 6.95 *(см слоя стали) = (7)
= 1013 + 3.04*5 + 6.95*25= 1219 ГПа,
где Pat-
атмосферное давление, равное примерно 1013 ГПа.
Если измеренное содержание азота в несущем газе
будет, например, 5%, то это означает, что парциальное давление азота составляет
50 ГПа при глубине погружения 0 см (5 % от 1000= 50 ГПа).
То же самое содержание азота 5% при глубине
погружения 25 см, должно было бы дать 66 ГПа (5 % от 1219= 66 ГПа).
«Скорректированное» на глубину погружения
содержание азота следует рассчитывать по формуле (8)
 , (8)
, (8)
где Н 0cm-
измеренное значение содержания азота при глубине погружения 0 см, см3/100
г.
В таблице 5 показано отклонение содержания азота
(в % от измеренного значения) при различной глубине погружения зонда в ванну
(что имеет место в реальных условиях измерения) от значения, которое рассчитано
при глубине погружения зонда 25 см при отсутствии шлака. На практике глубина
погружения зонда может колебаться в пределах от 20 до 40 см. Из приведённой
таблицы видно, что при таких колебаниях глубины погружения зонда в ванну
отклонение может составить максимум 5%, чем в подавляющем большинстве случаев
можно пренебречь.
Таблица 5 - Отклонение содержания азота (в
процентах от измеренного значения) при различной глубине погружения зонда в
ванну от значения, которое рассчитано при глубине погружения зонда 25 см при
отсутствии шлака
|
Толщина
шлака, см
|
Глубина
погружения в сталь, см
|
|
15
|
20
|
25
|
30
|
35
|
40
|
45
|
50
|
|
2
|
-3,0
|
-1,5
|
0,0
|
1,4
|
2,9
|
4,3
|
5,7
|
7,0
|
|
4
|
-2,7
|
-1,2
|
0,2
|
1,7
|
3,1
|
4,5
|
5,9
|
7,3
|
-2,4
|
-1,0
|
0,5
|
1,9
|
3,4
|
4,8
|
6,1
|
7,5
|
|
8
|
-2,2
|
-0,7
|
0,8
|
2,2
|
3,6
|
5,0
|
6,4
|
7,7
|
|
10
|
-1,9
|
-0,4
|
1,0
|
2,4
|
3,9
|
5,2
|
6,6
|
8,0
|
|
12
|
-1,7
|
-0,2
|
1,3
|
2,7
|
4,1
|
5,5
|
6,9
|
8,2
|
|
14
|
-1,4
|
0,1
|
1,5
|
2,9
|
4,3
|
5,7
|
7,1
|
8,4
|
|
16
|
-1,1
|
0,3
|
1,8
|
3,2
|
4,6
|
6,0
|
7,3
|
8,7
|
|
18
|
-0,9
|
0,6
|
2,0
|
3,4
|
4,8
|
6,2
|
7,6
|
8,9
|
|
20
|
-0,6
|
0,8
|
2,3
|
3,7
|
5Д
|
6,4
|
7,8
|
Данный анализатор может быть установлен на
агрегат доводки стали (АДС). АДС предназначен для доводки стали до заданной
температуры и химического состава, путем продувки стали в сталеразливочном
ковше аргоном.
Использование его обусловлено возможностью
непрерывного мониторинга содержания азота, исключением необходимости отбора
проб, достаточным быстродействием и точностью.
Список использованных источников
1. Металлургия стали/ Бигеев А.М.,
Бигеев В.А. [текст]. - Магнитогорск, 2000,543с
. Технической документации фирмы
"HERАEUS
ЕLЕСТRО-NITE
GМВН & СО. КG",
Германия .
. АСУ ТП в агломерационных и
сталеплавильных печах./ Глинков Г.М., Маковский В.А. [текст]. - М: Металлургия,
1981,360с.