|
50000
2. Технологическая часть
.1 Разработка операционного технологического
процесса
Разработка операционного технологического
процесса.
. Торцевать деталь
. Точить с  45
до 41.5
на длину 45 мм предварительно (начерно) i=1 45
до 41.5
на длину 45 мм предварительно (начерно) i=1
. Точить с 41.5
до 40
на длину 45 мм начисто i=1
. Сверлить отверстие 16
на длину 45 мм
. Расточить с 16
до 27
на длину 10 мм
. Нарезать внутреннюю резьбу М27х2 в
цикле 95
. Отрезать деталь
.2 Выбор режущего и мерительного
инструмента
Определим для каждого перехода необходимый
режущий и мерительный инструмент по ГОСТам. Выбранный инструмент покажем в виде
таблицы.
Таблица 4 - Режущий и мерительный инструмент
|
Наименование
операции
|
Режущий
инструмент
|
Мерительный
инструмент
|
|
005токарная
|
1)Резец
(проходной-упорный) 2103-1104 Т15К6 ГОСТ 18879-73 2)Сверло (центровочное)  16
2317-0118 ГОСТ 14952-75 3)Резец (расточной) 2130-0305-Т5К10 ГОСТ 18884-73
4)Резьбовой резец ГОСТ 18879-73 5)Резец (отрезной) 2130-0305 Т5К10 ГОСТ
18884-73 16
2317-0118 ГОСТ 14952-75 3)Резец (расточной) 2130-0305-Т5К10 ГОСТ 18884-73
4)Резьбовой резец ГОСТ 18879-73 5)Резец (отрезной) 2130-0305 Т5К10 ГОСТ
18884-73
|
Штангенциркуль
ШЦ-I-125-0.1
ГОСТ 164-80 линейка 0-200
|
2.3 Расчеты режимов резания
Определим подачу F
на черновое точение по справочнику.
Определим глубину резания t
по формуле:
t=(Dз-Dд)/(2*i),
(6)
где Dз-
диаметр заготовки;
Dд-диаметр
заготовки с припуском на чистовое точение;
i-число проходов.
t=(45-41.5)/2*1=3.5/2=1.75
мм
Следовательно, F=0.4-0.5
мм/об
Выбираем F=0.4
мм/об
Определим по справочнику табличную скорость
резания для чернового точения [1.137].
Vтаб=198
м/мин.
Определим расчетную скорость по формуле:
Vрасч=Vтаб*К1*К2*К3*К4*К5,
(7)
где К1- поправочный коэффициент на
стойкость резца;
К2- поправочный коэффициент на
обрабатываемый материал;
К3- поправочный коэффициент на
состояние обрабатываемой поверхности;
К4- поправочный коэффициент на
материал резца;
К5- поправочный коэффициент на
геометрию резца.
К1- стойкость инструмента -60 мин, К1=1
К2-  в=530
МПа, К2=1.35 в=530
МПа, К2=1.35
К3- поверхность без корки, К3=1
К4- резец Т15К6, К4=1
К5- =90о
, К5=0.81 =90о
, К5=0.81
Vрасч=198*1*1.35*1*1*0.81=216.5
м/мин
Определим скорость вращения шпинделя по формуле:
S=(1000*Vрасч)/( ),
(8) ),
(8)
где D
- диаметр заготовки.
S=(216.5*1000)/(3.14*45)=1532.2
об/мин.
Определим основное или машинное время по
формуле:
T0=(Lpx/(S*F))*i,
(9)
где Lpx-
длина рабочего хода инструмента
Lpx=L1+
L2+L3,
(10)
где L1
- длина врезания инструмента;
L2
- длина обработки;
L3 -
длина перебега инструмента.
Lpx=1+40+5=46
T0=46/1532.2/0.4*1=0.07506
мин.
.4 Характеристика оборудования
Станок токарный Turn
355Win NC-64.
Наибольший диаметр обрабатываемой детали - 400
мм.
Мощность электродвигателя - 11кВт
Перемещение по оси Z
300 мм
Перемещение по оси X
400 мм
Частота вращения шпинделя 200-6000 об/мин.
Позиции инструмента 10

рис. 1 - Схема работы станка с ЧПУ
. Система ЧПУ
. Двигатель постоянного тока
. Ходовой винт
. Датчик обратной связи (слежения)
. Контроллер
Принцип взаимодействия элементов.
Система ЧПУ обрабатывает программу и предает
данные на электропривода. Электропривода преобразовывают электрический импульс
в механическое движение, это осуществляется двигателями. К двигателю прикреплен
ходовой винт, который перемещает стол станка. Датчик контролирует движение и
передает данные на контроллер. Далее сигнал передаётся в систему ЧПУ и
обрабатывается следующий сигнал.
2.5 Разработка управляющей программы
В программе задействованы инструменты:
· Т1- проходной резец;
· Т2- сверло диаметром 15 мм;
· Т3- расточной резец (борштанга);
· Т4- внутренний резьбовой резец NVR10-2
LH;
· Т5- отрезной резец.
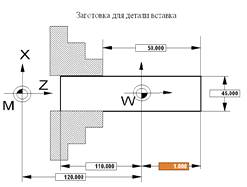
рис.2 - заготовка для детали «Вставка»
Управляющая программа на деталь «Вставка»G0 X50
Z50 отвод инструмента на безопасное расстояниеD1 смена позиции инструментаM4
выбор оборотовX41 Z0 F1 подвод инструмента к деталиF0.07 торцевание деталиF1
подъём резцаF0.07 проточкаF1 отводотводD1 смена позиции инструментаM3 Выбор
оборотов (правое вращение)X0 Z5 F1 подвод к деталиF0.07 сверлениеF1 Отводотвод
на безопасное расстояниеD1 смена позиции инструментаM4 выбор оборотовX20 Z5 F1
подвод к деталиF0.07 растачиваниеF1 отводотводподводF0.07 растачиваниеF1
отводF1 отвод на безопасное расстояние
T4 D1
смена позиции инструмента
S200 M4
выбор оборотов
G1 X27
Z2 F2
подвод инструмента
CYCLE97(2,,2,-10,27,27,0,
нарезание внутренней резьбы М27х2
,1.2,0,-180,0,11,1,2,1,0)
G1 X10
Z50 F1
отвод на безопасное расстояние
T5 D1
смена позиции инструментаX45 Z-40 F1 подводF0.07 отрезание деталиF1 отводотвод
на безопасное расстояниеконец программы
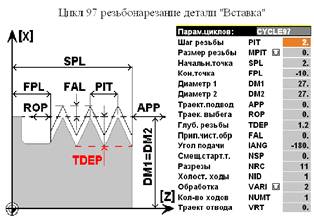
рис. 3 - Цикл 97 резьбонарезание детали
«Вставка»
2.6 Циклограмма токарной операции детали
«Вставка»
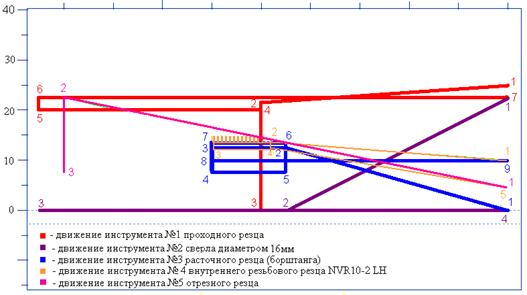
рис. 4 - Циклограмма токарной операции детали
«Вставка»
2.7 Симуляция в 3D
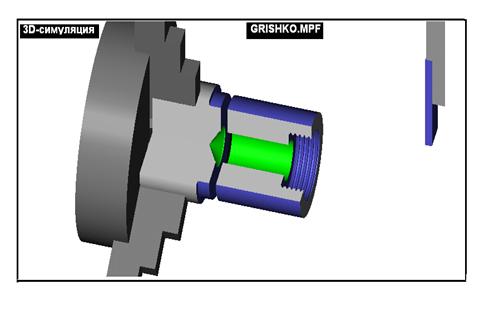
рис.5 - Симуляция в 3D
3. Охрана труда
Расследование несчастных случае на производстве.
Несчастные случаи, происшедшие на производстве,
расследуются в соответствии с Положением о расследовании и учете несчастных
случаев на производстве, утвержденным Постановлением Президента РФ от 11 марта
1999г. № 279. Такое расследование может быть достаточно сложным, поскольку
интересы пострадавшего и работодателя часто не совпадают.
Выше названное Положение устанавливает порядок
расследования и учета несчастных случаев на производстве, обязательный для всех
организаций независимо от их организационно-правовой формы, также для лиц,
занимающихся предпринимательской деятельностью без образования юридического
лица и использующих наемный труд (далее - индивидуальные предприниматели). В
соответствии с указанным Положением должны быть расследованы и учтены
несчастные случаи, происшедшие на производстве с работниками и другими лицами
(далее работники) при выполнении ими трудовых обязанностей и работы по заданию
организации или индивидуального предпринимателя, в том числе подлежащими
обязательному социальному страхованию от несчастных случаев на производстве и
профессиональных заболеваний.
К работникам относятся:
v Граждане, выполняющие работу:
по трудовому договору (контракту);
гражданско-правовому договору.
v Студенты образовательных учреждений высшего и
среднего профессионального образования;
v Учащиеся образовательных учреждений:
среднего и начального профессионального
образования;
основного общего образования (при прохождении
производственной практики в организациях);
v Лица, осужденные к лишению свободы и
привлекаемые к труду администрацией организации;
v Другие лица, участвующие в производственной
деятельности организации или индивидуального предпринимателя.
Несчастный случай на производстве является
страховым случаем, если он произошел с работником, подлежащим обязательному
социальному страхованию от несчастных случаев на производстве и
профессиональных заболеваний.
Заключение
Усилия специалистов многих отраслей науки
направлены на разработку новых материалов и совершенствование существующих. В
результате появление новых материалов появляются новые технологии. Знание
материалов, их свойств, характеристик и особенностей необходимо для их
правильного и эффективного применения, чтобы используя качественный материал и
соответствующие этим материалам технологии, получать качественные изделия и
качественно выполнять работы в соответствии с современными требованиями.
Станки с ЧПУ стоят дорого и требуют больших
затрат на установку и обслуживание, чем обычные станки. Тем не менее, их
высокая производительность легко может перекрыть все затраты при грамотном
использовании и соответствующих объемах производства.
Список источников и литературы
1 Багдасарова
Т.А. Токарь-универсал.- М.: Издательский центр «Академия», 2004. - С.320
Вереина
Л.И. Справочник токаря.- М.: Издательский центр «Академия», 2004. - С.448
Денежный
П.М., Стискин Г.М. Токарное дело.- М.: Высшая школа,1979.-С.240
Зацев
С.А. «и др.». Допуски посадки и технические измерения в машиностроении.- М.:
Издательский центр «Академия», 2004. - С.240
Куликов
О.Н. Охрана труда в металлообрабатывающей промышленности.- М.: Издательский
центр «Академия», 2004. - С.144
Скороходов
Е.А. «и др.». Общетехнический справочник.- М.: Машиностроение, 1989.-С.512
Похожие работы на - Разработка технологического процесса изготовления детали 'Вставка' на станках с программным управлением
|