|
Номер
профиля (номинальный диаметр стержня dн)
|
Площадь
поперечного сечения стержня, см2
|
Масса
1 м профиля
|
|
|
Теоретическая;
кг
|
Предельные
отклонении, %
|
|
6
|
0,283
|
0,222
|
+9,0
|
|
8
|
0,503
|
0,395
|
-7,0
|
|
10
|
0785
|
0,617
|
+5,0
|
|
12
|
1,131
|
0,888
|
-6,0
|
|
14
|
1,540
|
1,210
|
|
|
16
|
2,010
|
1,580
|
|
|
18
|
2,540
|
2,000
|
|
|
20
|
3,140
|
2,470
|
+3,0
|
|
22
|
3,800
|
2,980
|
-5,0
|
|
25
|
4,910
|
3,850
|
|
|
28
|
6,160
|
4,830
|
|
|
32
|
8,010
|
6,310
|
|
|
36
|
10,180
|
7,990
|
+3,0
|
|
40
|
12,570
|
9,870
|
-4,0
|
|
45
|
15,000
|
12,480
|
|
|
50
|
19,630
|
15,410
|
|
|
55
|
23,760
|
18,650
|
+2,0
|
|
60
|
28,270
|
22,190
|
|
70
|
38,480
|
30,210
|
|
|
80
|
50,270
|
39,460
|
|
|
|
|
|
Предельные отклонения диаметра
гладких профилей должны соответствовать ГОСТ 2590-88
<file://Server/base/VER2_1/OLEG1/25nov_00/2789.htm> для обычной точности
прокатки.
Арматурная сталь периодического
профиля представляет собой круглые профили с двумя продольными ребрами и
поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей
диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии,
диаметром 8 мм - по двухзаходной винтовой линии. Арматурная сталь класса А-II
(А300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1a,
и специального назначения (Ас-II) (Ас300) профилем, приведенным на черт. 2а
<>, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом
на обеих сторонах профиля. Сталь класса A-III (A400), изготовляемая профилем,
приведенным начерт. 1б, и классов A-IV (A600), A-V (A800), A-VI (A1000)
профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям,
имеющим с одной стороны профиля правый, а с другой - левый заходы.
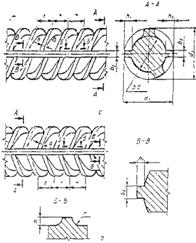
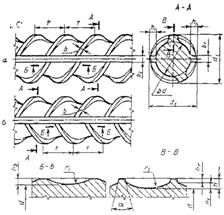
Рис. 8 Рис.
9
4. Выбор сварочного оборудования
Сварочный инвертор ARC-165.
Сварочный аппарат ARC 165
инверторного типа предназначен для ручной дуговой сварки и наплавки штучным
электродом на постоянном токе стальных изделий в производственных и бытовых
условиях.
Аппарат произведен на базе
современной инверторной технологии c использованием мощных транзисторов MOSFET
и применению принципа широтно-импульсной модуляции (PWM). Он отличается
стабильной, надежной и эффективной работой, портативностью и низким уровнем
шума в процессе сварки.
Особенности аппарата ARC 165 это -
высокий КПД, низкий уровень потребления энергии, мобильность, превосходные
динамические свойства, стабильность горения дуги, низкий уровень напряжения
холостого хода, саморегулирование мощности дуги, способность удовлетворять
различным требованиям к сварке. Кроме того этот аппарат идеален для работы в
условиях загородного дома или дачи, где очень высока вероятность наличия
пониженного напряжения в сети (до 150В).

Рис. 10 - Сварочный инвертор ARC-165
Технические характеристики:
Напряжение питающей сети, В 220±15%.
Потребляемая мощность, кВА 5,3.
Частота питающей сети, Гц 50/60.
Напряжение холостого хода, В 67.
Диапазон регулирования сварочного
тока, А 10-160.
Номинальное напряжение, 26,5 В.
ПВ 60%.
Потери холостого хода, 30 Вт.
КПД 85%.
Коэффициент мощности 0,7.
Класс изоляции F.
Степень защиты IP21S.
Диаметр электрода, мм 1,6-4.
Вес, кг 5,2.
Габаритные размеры, мм 313×120×198.
Основные функции
Легкий поджег и стабильная дуга,
высокое качество шва, минимальное разбрызгивание металла.
Возможность работы от дизельного и
бензинового генератора.
Технология IGBT исключает резкие
перепады мощности и позволяет использовать питание от бытовой сети.
Легкий и надежный аппарат не
требующий регулярного обслуживания.

Рис. 11 - Реостат балластный РБ-302
каркасный строительство
реостат сварка
Реостат балластный РБ-302 -
предназначен для регулирования сварочного тока при ручной дуговой сварке, резке
и наплавке металлов с использованием многопостовых сварочных выпрямителей.
Балластный реостат включается в сварочную цепь последовательно.
Состоит из семи ступеней, которые
могут включаться при помощи контактных ножей и тумблеров, расположенных на
передней панели реостата.
Таблица 3
|
Наименование
параметра
|
Значение
|
|
Номинальный
сварочный ток, А
|
315
|
|
Пределы
регулирования сварочного тока
|
6-315
|
|
Разность
между токами соседних ступеней регулирования, А, не более
|
6
|
|
Номинальная
продолжительность нагрузки (ПН.), %
|
60
|
|
Продолжительность
цикла, мин.
|
5
|
|
Сопротивление,
Ом
|
0,095-5,0
|
|
Габаритные
размеры ДхШхВ, мм
|
605х370х500
|
|
Масса,
кг, не более
|
15
|

Рис. 12 - Сварочный полуавтомат РЕСАНТА
САИПА-190МФ
Инверторный сварочный аппарат Ресанта САИПА 190
МФ - это профессиональный агрегат, который работает в трех режимах: дуговая
сварка в среде защитного газа проволокой MIG/MAG и неплавящимся электродом TIG,
а также ручная дуговая сварка разовыми электродами с рутиловым покрытием (ММА).
Удобная рукоятка существенно облегчает транспортировку устройства.
Многочисленные отверстия в корпусе способствуют естественной вентиляции воздуха
и эффективному охлаждению внутренних узлов.
Технические характеристики:
Название характеристики Параметры
характеристики.
Напряжение питания (В) 230.
Частота (Гц) 50.
Потребляемая мощность (кВт) 4,8.
Процент нагрузки (ПН) (%) 70.
Диаметр проволоки (мм) от 0,6 до 0,8.
Диаметр электрода (мм) от 1,6 до 5.
Габариты (мм) 505х280х215.
Масса (кг) 13.
Проволока сварочная омедненная СЕВЕРСТАЛЬ-МЕТИЗ
0,8мм СВ08Г2С 5кг
Рис. 13
Технические характеристики:
Диаметр проволоки (мм) 0,8.
Диаметр катушки (мм) 200.
Тип катушки (мм) D200.
Масса (кг) 5.
Расшифровка СВ08Г2С:
СВ. - сварочная, затем 0,8 - содержание
углерода, в данном случае 0,08% (низкоуглеродистая),
Г2 - марганец 2%,
С - кремний, менее 1% (т.к. без цифры),
общее содержание легирующих элементов более
2,5%, значит проволока - легированная,
Итак: СВ08Г2С - это низкоуглеродистая
легированная сварочная проволока с содержанием C = 0,08%, Mn = 2%, Si< 1%.
Гидравлическая гильотина MetalMaster HCJ 3240 с
УЦИ

Рис. 14
Ножницы предназначены для резки листового
металла.
Процесс резки гильотинными ножницами является
наиболее производительным процессом по сравнению с другими разделительными
операциями - резкой газом, пильными полотнами или дисками. Гидравлический
привод ножниц и закаленные режущие ножи обеспечивают стабильный качественный
рез. Современный дизайн оборудования, удобство в работе, пониженная шумность
позволяют использовать ножницы во многих современных автоматизированных
производствах с высокими требованиями к надежности оборудования. Предлагаемый
ассортимент ножниц позволяет выбрать оборудование с широким спектром
функциональных характеристик, в комплектации ножниц можно применять различные
виды приспособлений для потребностей различного производства.
Особенности гидравлической гильотины MetalMaster
HCJ:
Высокая точность реза. Особая конструкция
гильотинных ножниц при которой верхняя балка при совершении реза движется по
дуге обеспечивает высокую точность реза металла.
Ровность реза. Лезвия ножей установлены таким
образом, чтобы добиться одинакового зазора по всей длине резки и получения
ровного реза без заусенцев.
Стабильность реза
Высокая жесткость конструкции сварной рамы
обеспечивается термической обработкой рамы для снятия напряжений.
Надежная работа
Устойчивость гидравлического привода качающейся
режущей траверсы, обеспечивается возвратом траверсы аккумулирующими азотными
цилиндрами.
Высокая производительность
Возможность настройки длины резания для
уменьшения длины рабочего хода и увеличения производительности.
Большой выбор моделей
Ассортимент ножниц позволяет подобрать
оборудование с широким спектром функциональных характеристик для потребностей
различного производства.
Бережное отношение к материалу
Полиуретановое покрытие гидравлических прижимов
позволяют избежать повреждения поверхности материала.
Безопасность работ
Защитный экран рабочей зоны с электрическим
размыкателем гарантирует безопасность работ на станке; возможно оснащение
световыми и лазерными защитными экранами.
Основное назначение сварочных электродов УОНИ
13/55
Марка УОНИ 13/55 предназначена для сварки особо
ответственных конструкций из углеродистых и низколегированных сталей, когда к
металлу швов предъявляют повышенные требования по пластичности и ударной
вязкости. Допускается сварка электродами УОНИ 13/55 во всех пространственных
положениях шва постоянным током обратной полярности.
Таблица 4
|
Диаметр,
мм
|
Положение
шва
|
|
нижнее
|
вертикальное
|
потолочное
|
|
2,0
|
40-60
|
40-60
|
40-60
|
|
2,5
|
55-80
|
50-65
|
45-65
|
|
3,0
|
90-120
|
80-100
|
70-90
|
|
4,0
|
130-150
|
130-140
|
110-130
|
|
5,0
|
180-210
|
160-180
|
-
|
|
6,0
|
210-240
|
-
|
Характеристики плавления электродов:
Коэффициент наплавки, г/Ач: 9,0.
Расход электродов на 1кг наплавленного металла,
кг: 1,7.
Основные характеристики металла шва и
наплавленного металла.
Механические свойства металла шва, не менее
Временное сопротивление разрыву, МПа: 510.
Предел текучести, МПа: 410.
Относительное удлинение, %: 20.
Ударная вязкость, Дж/см²,
при
температуре +20°С: 130.
Ударная вязкость, Дж/см²,
при
температуре -40°С: 100.
Ударная вязкость, Дж/см²,
при
температуре -60°С: 80.
Химический состав наплавленного металла, %.
Углерод, не более: 0,12.
Марганец: 0,70-1,20.
Кремний: 0,20-0,50.
Сера, не более: 0,030.
Фосфор, не более: 0,030.
5. Подготовка кромок под сварку
Под сварку кромки готовят с целью удаления
наклепанного металла после резки на ножницах, недопустимого в ответственных
металлоконструкциях; для образования фасок, имеющих сложную форму; для
получения более точных размеров детали и для улучшения качества поверхности
реза после ручной газовой резки у сталей повышенной прочности.
Разделка кромок позволяет вести сварку
отдельными слоями небольшого сечения, что улучшает структуру сварного
соединения и уменьшает возникновение сварочных напряжений и деформаций.
Зазор, правильно установленный перед сваркой,
позволяет обеспечить полный провар по сечению соединения при наложении первого
(корневого) слоя шва, если подобран соответствующий режим сварки.
Длиной скоса листа регулируется плавный переход
от толстой свариваемой детали к более тонкой, устраняются концентраторы
напряжений в сварных конструкциях.
Притупление кромок выполняется для обеспечения
устойчивого ведения процесса сварки при выполнении корневого слоя шва.
Отсутствие притупления способствует образованию прожогов при сварке.
Рис. 15
Расчет швов на прочность.
В сварных соединениях некоторые швы являются
рабочими, некоторые - связующими. Рабочими называются такие швы, которые
воспринимают всю нагрузку от внешних усилий. После разрушения рабочего шва все
сварное соединение должно также разрушиться.
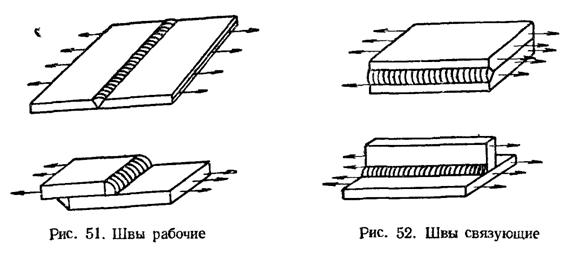
Рис. 16 - Швы рабочие
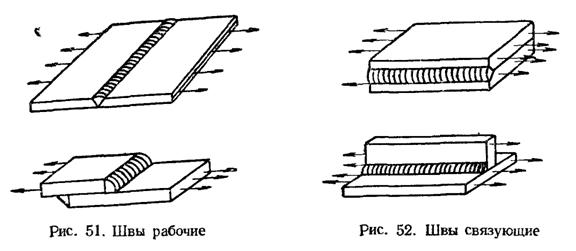
Рис. 17 - Швы связующие
Связующими называются швы, которые служат для
соединения двух или нескольких элементов конструкции, несущих основную
нагрузку. Наплавленный металл связующих швов деформируется вместе с основным
металлом элементов соединения, связанным данным швом. Если связующий шов
разрушится, то соединение может продолжать работать, так как нагрузка
продолжает восприниматься работающими элементами из основного металла. НА
прочность рассчитываются только рабочие швы.
Прочность сварного соединения характеризуется
величиной напряжений, возникающих в нем под влиянием действующих усилий. Чтобы
соединение было прочным, фактические напряжения в нем при работе должны быть в
нескольких раз ниже тех, при которых металл шва разрушается. Принимаемые при
расчете напряжения называются допускаемыми и обозначаются буквой R
Величина допускаемых напряжений регламентируется
соответствующими нормами, принятыми для тех или иных конструкций, в зависимости
от их назначения, применяемого металла условий работы и т.п.
Допускаемое напряжение всегда ниже предела
упругости данного материала. Отношение предела прочности qbк допускаемому
напряжению R называется запасом прочности, т.е. qb/R
Для строительных сварных конструкций из мало- и
среднеуглеродистых сталей запас прочности принимается обычно
трех-четырех-кратным.
При расчете на прочность стыковых соединений
пользуются формулой
=R*S*L,
Где N - действующие усилие, кгс;- допускаемое
напряжение на растяжение в шве , кгс/см2;- толщина металла в расчетном сечении,
см- длина шва, см
Например, имеем R=1300 кгс/см2; S=1 см; L=20 см;
такой шов может безопасно работать при наибольшем усилии на него,
равном:=1300*1*20=26000 кг, или 26т.
Прочность лобовых валиковых швов можно
рассчитать по формуле
N=0,7*H*R1*L,
где h - высота категории шва, см- допускаемое
напряжение на срезание в шве, кгс/см2- длина шва, см
Прочность фланговых валиковых швов
рассчитывается по формуле
=2*0,7*H*R1*L
Таблица 5 - Механические свойства наплавленного
металла
|
Механические
свойства
|
Показатели
механических свойств при сварке
|
|
газовой
|
Дуговой
электродами с толстым качественными покрытиями
|
Автоматической
дуговой под флюсом
|
|
Предел
текучести, кгс/мм2….
|
34-42
|
47-50
|
47-50
|
|
Относительное
удлинение, %....
|
9-18
|
16-24
|
18-32
|
|
Ударная
вязкость, кгс*м/см2….
|
2-6
|
8-12
|
9-11
|
|
Угол
загиба, град….
|
60-140
|
140-180
|
140-180
|
*До 25-30 кгс*м/см2для покрытия УОНИ-13/55.
Пример. Рассчитать валиковый фланговый шов.
Действующие усилие N=10000 кгс, катет шва h= 0,8 см; принимая допускаемое
напряжение на срезывания для стали R = 1100 кгс/см2, определяем по формуле
необходимую длину шва равную:=N/2*0,7*h*R1=10000/2*0,7*0,8*1100=8,1см, или 81
мм.
В таблице 1 приводятся значения механических
свойств наплавленного металла, получаемых при различный способах сварки
малоуглеродистой стали.
Таблица 6 - Допускаемые напряжения в стальных
сварных строительных конструкциях
|
Виды
напряжения
|
Величина
допускаемых напряжений, кгс/см2
|
|
При
ручной дуговой сварке электродами Э-34
|
При
ручной сварке электродами Э-42 и автоматической под флюсом
|
|
|
В
конструкциях из стали Ст. 0 и Ст. 2
|
В
конструкциях из стали Ст. 3
|
|
I
|
II
|
I
|
II
|
I
|
II
|
|
Растяжение…
|
1000
|
1000
|
1100
|
1250
|
1300
|
1450
|
|
Сжатие…
|
1000
|
1250
|
1250
|
1450
|
1450
|
1600
|
|
Срез…
|
800
|
1000
|
1000
|
1100
|
1100
|
1250
|
Примечание. I - при учете только основных
нагрузок ,II - при учете как основных, так и дополнительных нагрузок (например
от ветра).
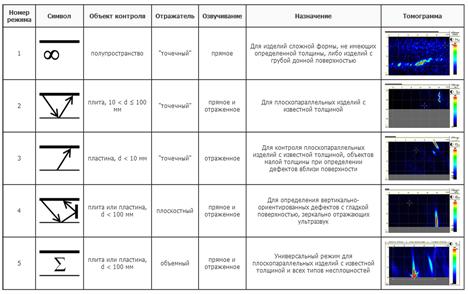
Контроль

Рис. 18
А1550 IntroVisor - универсальный портативный
ультразвуковой дефектоскоп-томограф c цифровой фокусировкой антенной решетки и
томографической обработкой данных для контроля металлов и пластмасс.
Легкий и удобный в использовании прибор для
решения большинства задач ультразвуковой дефектоскопии металлов и пластмасс.
Обеспечивает быстрый, комфортный и достоверный поиск дефектов благодаря
визуализации внутренней структуры объекта контроля в виде изображения сечения в
режиме реального времени, что существенно упрощает и делает более доступной
интерпретацию полученной информации по сравнению с обычным дефектоскопом.
Преимущества томографии
Быстрота и эффективность
Оперативный и высокопроизводительный поиск
дефектов в сварных швах, в изделиях из металлов, пластмасс и композитов с
подробным документированием полученных результатов.
Обеспечение визуализации внутренней структуры
объекта контроля в режиме реального времени с частотой смены изображения 25
кадров в секунду. Возможность проведения ультразвукового контроля вдоль линии
сварного шва без поперечного сканирования, за счет большого размера апертуры
антенных решеток и сканирования виртуальным фокусом на дальние расстояния, что
существенно сокращает время на подготовку околошовной поверхности сварных
соединений, повышая высокопроизводительность контроля.
Обеспечение высокой частоты смены изображений на
экране, при которой скорость сканирования вдоль сварного соединения может
достигать 50 мм/с.
Простота интерпретации данных
Визуализация внутренней структуры объекта
контроля в виде наглядного и достоверного изображения сечения (В-томограмма) в
режиме реального времени с удобными шкалами расстояния и глубины, что
существенно упрощает и делает более доступной интерпретацию полученной
информации.
Регулировка масштаба изображения в широких
пределах: от обзора 250 мм до 5 мм на весь экран.
Автоматические и ручные измерения уровней
сигналов и координат дефектов и их размеров.
Возможность измерения реальных размеров
дефектов.
Измерение расстояний между образами
несплошностей по экрану.
Высокая достоверность контроля.
В основе работы дефектоскопа-томографа лежит
принцип цифровой (вычислительной) фокусировки антенной решетки (ЦФА) с
получением томограмм сфокусированных в каждую точку сечения, что обеспечивает
наилучшее пространственное разрешение и максимальную чувствительность во всей
визуализируемой области, а также высокую производительность контроля.
Обеспечение чувствительности к различным типам
несплошностей.
Отображение образов вертикально-ориентированных
дефектов.
Режимы визуализации
В томографе А1550 реализованы пять режимов
визуализации образов несплошностей, адаптированных к их виду. Данные режимы
выбираются в зависимости от различных задач контроля и специфики объекта. Для
простой идентификации этих режимов используются символы, приведенные ниже. Там
же указаны основные характеристики режимов.
Таблица 7
Дополнительные возможности
ФункцияА-СКАН в режиме ТОМОГРАФ позволяет
визуализировать импульс А-Скана сигнала, строящийся по управляемой линии
сечения, а также определять глубину залегания найденных дефектов и координаты
угла ввода, что дает возможность правильного и оперативного выбора одиночного
преобразователя при переключении прибора в режим ДЕФЕКТОСКОП.
Измерение уровня сигналов и определение
координат отражателей в каждой точке томограммы.
Установка масштаба и положения области
визуализации относительно антенной решетки.
Полностью настраиваемые два двумерных строба для
автоматического определения координат дефектов.
Оперативное управление контрастностью
томограммы.
Выбор цветояркостной шкалы.
Формирование, сохранение и выбор конфигураций
настроек прибора под конкретный объект контроля.
Запись томограмм и эхосигналов в память и их
просмотр.
Полуавтоматическая настройка чувствительности по
стандартным образцам.
Двумерная система пространственной регулировки
чувствительности (ПРЧ) позволяет вести поиск и оценку малых дефектов по
существующим нормативным документам, а также корректно оценивать размеры
дефектов по всей контролируемой толщине объекта контроля.
Сканирование вдоль линии сварного шва антенной
решеткой с установленным на ней датчиком пути (поставляется опционально)
позволяет в режиме реального времени получать наглядное и достоверное
представление о внутренней структуре объекта контроля в виде С- и D- Сканов.
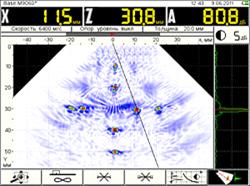
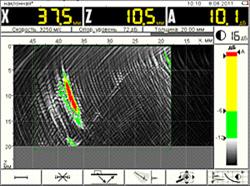
Рис. 19
6. Техника безопасности при
выполнение сварочных работ
Техника безопасности при дуговой сварке
Поражение электрическим током. При дуговой
сварке используют источники тока с напряжением холостого хода от 45 до 80 В,
при постоянном токе от 55 до 75 В, при переменном токе от 180 до 200 В при
плазменной резке и сварке. Поэтому источники питания оборудуются
автоматическими системами отключения тока в течение 0,5 ... 0,9 спри обрыве
дуги. Человеческое тело обладает собственным сопротивлением и поэтому
безопасным напряжением считают напряжение не выше 12 В.
. Надежная изоляция всех, проводов, связанных с
питанием источника тока и сварочной дуги, наличие геометрически закрытых
включающих устройств, заземление корпусов сварочных аппаратов. Заземлению
подлежат: корпуса источников питания, аппаратного ящика, вспомогательное
электрическое оборудование. Сечение заземляющих проводов должно быть не менее
25 мм2. Подключением, отключением и ремонтом сварочного оборудования занимается
только дежурный электромонтер. Сварщикам запрещается производить эти работы.
. Применение в источниках питания автоматических
выключателей высокого напряжения, которые в момент холостого хода разрывают
сварочную цепь и подают на держатель напряжение 12 В.
. Надежное устройство электрододержателя с
хорошей изоляцией, которая гарантирует, что не будет случайного контакта токоведущих
частей электрододержателя со свариваемым изделием или руками сварщика (ГОСТ
14651-69). Электрододержатель должен иметь высокую механическую прочность и
выдерживать не менее 8000 циклов зажима электродов.
. Работа в исправной сухой спецодежде и рукавицах.
При работе в тесных отсеках и замкнутых пространствах обязательно использование
резиновых галош и ковриков, источников освещения с напряжением не свыше 6-12 В.
. При работе на электронно-лучевых сварочных
установках необходимо максимально полная защита от воздействий жесткого
рентгеновского излучения, связанного с горением дуги. Особую опасность для
представляет и световой луч квантовых генераторов (лазеров), так как даже
отраженные лучи лазера могут вызвать тяжелое повреждение глаз и кожи. Поэтому лазеры
имеют автоматические устройства, предотвращающие такие поражения, однако лишь
при условии строгого соблюдения производственной инструкции
операторами-сварщиками, работающими на этих установках.
Защитные стекла, вставленные в щитки и маски,
снаружи закрывают простым стеклом для предохранения их от брызг расплавленного
металла. Щитки изготовляют из изоляционного металла - фибры, фанеры и т.д. По
форме и размерам они должны полностью защищать лицо и голову сварщика (ГОСТ
1361-69).
Для ослабления резкого контраста между яркостью
дуги и малой яркостью темных стен (кабины) последние должны быть окрашены в
светлые тона (серый, голубой, желтый) с добавлением в краску окиси цинка с
целью уменьшения отражения ультрафиолетовых лучей дуги, падающих на стены.
При работе вне кабины для защиты зрения
работающих сварщиков и вспомогательных рабочих должны применяться переносные
щиты и ширмы.
Предотвращение опасности поражения брызгами
расплавленного металла и шлака.
Образующиеся при дуговой сварке брызги
расплавленного металла имеют температуру до 1800 градусов Цельсия, при которой
одежда из обычной ткани разрушается. Для защиты от таких брызг обычно
используют спецодежду (брюки, куртку и рукавицы) только из специальной ткани.
Куртки при работе не следует вправлять в брюки, а обувь должна иметь гладкий
верх, чтобы брызги расплавленного металла не попадали внутрь одежды, так как в
этом случае возможны тяжелые ожоги.
Для защиты от соприкосновения с влажной,
холодной землей и снегом, а также с холодным металлом при наружных работах и в
помещении сварщики должны обеспечиваться теплыми подстилками, матами,
подколенниками и подлокотниками из огнестойких материалов с эластичной
прослойкой.
Предотвращение отравления вредными газами и
аэрозолями, выделяющимися при сварке.
Существуют строгие требования и к обеспечению
вентиляции и очистке воздуха при сварочных работах. Для улавливания сварочного
аэрозоля на стационарных постах (а там, где это возможно, и на нестационарных)
необходимо устанавливать местные отсосы в виде вытяжного шкафа, вертикальной
или наклонной панели равномерного всасывания для стола с подрешеточным отсосом
и др. При сварке крупногабаритных серийных конструкций на кондукторах,
манипуляторах и т. п. местные отсосы необходимо встраивать непосредственно в
эти приспособления. При автоматической сварке под флюсом, в защитных газах, а
также при электрошлаковой сварке применяют устройства с местным отсосом газов.
7. Техника безопасности при
газопламенной обработке
Газопламенная обработка связана с использованием
горючих взрывоопасных газов. Это требует строгого соблюдения следующих правил
техники безопасности:
Запрещается производить работы в
непосредственной близости от легковоспламеняющихся, горючих материалов, таких
как бензин, керосин, стружка и др.
Сварку внутри резервуаров и в плохо
вентилируемых помещениях и емкостях следует вести с применением систем
принудительной вентиляции и с перерывами в работе. Снаружи должен находиться
второй человек, который способен оказать помощь в случае необходимости.
При резке металлов больших толщин следует
применять резаки с удлиненными трубками для уменьшения влияния высокой
температуры на рабочего.
Выполнение газопламенных работ и применение
открытого огня допускается на расстоянии не менее 10м от перепускных рам и
передвижных ацетиленовых генераторов и 5м от отдельно стоящих баллонов с
горючими газами.
При сварке можно применять только редукторы с
исправными манометрами.
Кислородные редукторы следует предохранять от
попадания на них смазочных материалов.
При пуске газа в редуктор нельзя стоять перед
редуктором.
Все соединения редуктора должны быть герметичны.
Запрещается использование переходников,
тройников для одновременного питания нескольких горелок.
Во время транспортировки баллонов с газом на них
необходимо навернуть защитные колпачки для предотвращения от случайных
повреждений и загрязнения. Переносить или передвигать их следует на специальных
устройствах (тележках, носилках), во избежание их падения либо ударов друг о
друга.
Можно перемещать баллоны кантовкой, слегка
наклоняя, но только на короткие расстояния.
На месте сварки хранить кислородные баллоны
можно только при непосредственном проведении сварочных работ. На рабочем посту
разрешается хранить 2 баллона: 1-й рабочий, 2-ой запасной. Неполные баллоны
следует хранить только в вертикальном положении и закрытыми, чтобы избежать
возможности их падения и механического повреждения. Пустые же баллоны
разрешается хранить штабелями, но высотой не более 4 рядов. Баллоны, хранящиеся
на строительных площадках, должны храниться во временном складе из огнеупорного
материала.
Вентили кислородных баллонов следует
предохранять от попадания на них масел, пленки которых могут самовоспламеняться
при контакте со сжатым кислородом. Запрещается работать с баллонами, давление в
которых ниже рабочего, установленного редуктором данного баллона.
Баллоны для газов-заменителей окрашивают в
красный цвет и эксплуатируют в соответствии с правилами обращения с баллонами
со сжатым или сжиженным газом. В процессе хранения и эксплуатации нельзя
подвергать баллоны с газами нагреву, так как это приводит к повышению давления
в них и может привести к взрыву.
Список используемой литературы
1.
Д.Л. Глизманенко «Сварка и резка металлов» издательство М. (1968 г.).
.
В.В. Фролов «Теоретические основы сварки» издательство: Высшая школа (1970 г).
.
А.М. Китаев «Справочная книга сварщика» издательство: М (1985 г.).
.
Овчинников В.В. «Расчет и проектирование сварных конструкций» издательство: М
(2010 г.).