Розробка моделі молодіжного жакета в умовах індивідуального виробництва
Міністерство
освіти і науки, молоді та спорту України
Дрогобицький
державний педагогічний університет ім. Івана Франка
Кафедра
машинознавства та основ технологій
Курсова
робота
з
технології виготовлення швейних виробів
Розробка
моделі молодіжного жакета в умовах індивідуального виробництва
студентки Медвідь Надії Михайлівни
Науковий керівник: Савка Леся
Василівна
Дрогобич
2014
Зміст
Вступ
. Вибір моделі
. Вибір, обґрунтування та характеристика матеріалів
2.1
Характеристика та аналіз вимог до виробу даного виду
2.2 Розробка вимог до матеріалів для обраної моделі одягу
. Конструкційна частина
3.1
Обґрунтування вибору методу технічного моделювання та методики конструювання
моделі швейного виробу
.2
Відбір вихідних даних
3.3 Попередній розрахунок конструкції
.4 Технічне моделювання конструкції виробу
.5 Специфікація деталей моделі
. Підготовчо-розкрійний етап
.1 Розробка системи технологічних додатків
.2 Розкладка деталей крою швейного виробу
. Технологічна частина
.1 Характеристика способів з’єднання деталей швейного виробу
.2 Розробка технологічної послідовності виготовлення виробу
. Аналіз та оцінка якості швейного виробу
.1 Характеристика дефектів текстильного походження
.2 Характеристика конструктивних дефектів
.3 Характеристика технологічних дефектів
. Безпека праці на робочому місці
.1 Організація робочого місця
.2 Правила безпеки праці при виготовленні швейного виробу
Висновок
Список використаної літератури
Вступ
Український ринок одягу набирає
обертів. Він поступово стає цивілізованішим і за форматами торгівлі, і щодо
споживчої культури, пропонуючи покупцям товар досить високої якості за
демократичними цінами. Сьогодні ринок одягу - модний ринок, складний і
специфічний за своєю структурою. [1]
Щоб визначити напрямок моди, необхідно визначити групу споживачів та
вид одягу. Одного чітко вираженого напряму моди зараз немає. Зручність в
експлуатації, простота конструкцій, практичність у використанні, новизна форми,
яскравий колорит - такі основні риси сучасної моди. Мода передбачає щось абсолютне
нове, унікальне і оригінальне. Мода
<#"793689.files/image001.gif">
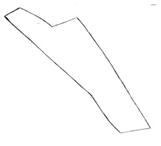
Рис 1. Ескіз моделі 1.
МОДЕЛЬ №1. Жакет жіночий, повсякденний, молодіжний,з
бавовняної або лляної тканини. Жакет напівприлягаючого силуету, довжиною вище
лінії стегон, однобортний із застібкою по центру на одну петлю і один ґудзик По
переду і по спинці розташовані два вертикальні рельєфи, що виходять з лінії
пройми до самого низу. Спереду пілочки дві прорізні кишені в рамку. Спинка з
середнім швом.
Виріб з плечовими накладками. Рукави довгі, вшивні, двошовні,
гладкі по окату з середнім його наповненням.
Комір стоячий відкладний, з відворотом борта, з гострими
лацканами.
Рис 2. Ескіз моделі 2
МОДЕЛЬ №2. Жакет жіночий, повсякденний, молодіжний,
напівприлягачого силуету, довжиною вище лінії стегон, з бавовняної та лляної
тканини.
Застібка центральна однобортна на три петлі і три ґудзики. По
переду розташовані рельєфи, що виходять з плечових швів та лінії пройми до низу
паралельно один одному . Пілочка на відрізній кокетці, яка починається від
лінії перегину лацкана до низу пройми. Борти з гострими кутами. Спинка з
рельєфами від плечових швів до низу із середнім швом. Лінія плеча природня.
Пройма неглибока. Рукави довгі, вшивні, двошовні, гладкі по окату з середнім
його наповненням. Комір жакетного типу з відкладними лацканами із гострими
кутами.
По рельєфах, коміру, лацканах, передніх та ліктевих швах
рукавів прокладена оздоблювальна строчка.
Рис 3. Ескіз моделі 3
МОДЕЛЬ №3. Жакет жіночий, святковий, молодіжний,
напівприлягачого силуету, з фігурною лінією низу, з бавовняних та лляних
тканин. Застібка центральна однобортна на одну петлю і один ґудзик.
Жакет відрізний по лінії талії, з воланом заокругленої форми,
із заді волан подовжений.
По переду і по спинці розташовані вертикальні рельєфи, що
виходять з лінії пройми до лінії талії.
Спинка з плечовими виточками. Лінія плеча природня. Пройма
неглибока. Рукави довгі, вшивні, одношовні, гладкі по окату, з середнім його
наповненням.
Комір шалевого типу. Проаналізувавши всі вищезазначені 3 варіанти
моделей жакетів, я обрала модель, яка задовольняє всі вимоги.
2. Вибір, обґрунтування та характеристика матеріалів
Моделювання пакету матеріалів для
одягу - це теоретично обґрунтований процес, у результаті якого здійснюється
підбір матеріалів для швейного виробу з метою створення комфортного
підодягового мікроклімату.[15]
.1 Характеристика та аналіз вимог до
виробу даного виду
Складання вимог до певного виду одягу - це дуже важливий і
відповідальний етап роботи, оскільки є основою розробки вимог до матеріалів для
даного виробу, зокрема для конкретної моделі. Вимоги, які висуваються до
виробу, можна поділити на дві групи: споживчі і промислово-економічні.[15]
До споживчих вимог належать: гігієнічні, експлуатаційні та
естетичні вимоги.
Гігієнічні вимоги полягають у
створенні оптимальних умов для життєдіяльності людини за допомогою одягу, який
захищає її від шкідливих впливів навколишнього середовища. Вони визначаються
такими властивостями матеріалів, як гігроскопічність, повітропроникність,
теплопровідність, забруднюваність, електризованість, колір, маса тощо. Усі ці
властивості треба враховувати під час вибору тканини для пошиття одягу.
Потрібно також не забувати, що
гігієнічність одягу визначають не тільки властивості тканини,а й крій. Крій
одягу залежить, насамперед, від його призначення.[10]
Експлуатаційні вимоги включають в
себе стійкість виробу до різних атмосферних впливів, води, миючих засобів,
хімічного чищення, зносостійкістю, міцністю тканини на розрив.
Виконуючи естетичні завдання, одяг
повинен мати красивий зовнішній вигляд, відповідати сучасним вимогам моди по
своєму силуету, пропорціям, формі і величині деталей. Саме мода визначає
силует, зовнішній вигляд, форму, основні лінії, ступінь прилягання, елементи
оздоблення, колір і його поєднання в одязі, візерунок.
До групи промислово-економічних
належать вимоги технологічності виробу в умовах індивідуального виробництва:
спрощення способів обробки, створення умов для максимальної механізації
операцій і скорочення часу обробки та економічності виробу.[12]
Економічні вимоги полягають у
доступності одягу при його високій якості. Економічність виробів залежить від
витрат часу на їх виготовлення, технологічності, конструкції моделі та витрат
матеріалів. Досягається економність раціональним розміщенням лекал.
Ергономічні вимоги до одягу пов'язані з фізіологічними,
антропометричними і іншими особливостями людини. Одяг повинен бути зручним і
створювати відчуття комфорту, він не повинен втомлювати і викликати зниження
працездатності, він повинен зручно одягатися і зніматися.
При виборі матеріалу слід враховувати конструкцію виробу,
оскільки такі властивості, як поверхнева щільність, товщина матеріалу,
жорсткість при згині, опір розсуванню ниток у швах впливають на вибір методу
обробки, на витрату швейних ниток і на форму виробу в цілому.
Вибір матеріалів в пакет швейного виробу проводиться з
урахуванням відповідності матеріалів, пред'явленим до них вимогам, з
урахуванням модних тенденцій і конструктивних особливостей [10]
.2 Розробка вимог до матеріалів для
обраної моделі одягу
Останнім часом виросли вимоги до якості одягу, це призвело до
постійного розширення асортименту матеріалів, синтетичних та натуральних.
Урахування всіх властивостей матеріалів визначає початковий рівень якості
виробів. Знання матеріалів, що використовуються у сучасному виробництві, вміння
оцінити їх будову, властивості, асортимент і якість є хорошою основою для
розробки одягу. Для правильного та раціонального використання виробів, до
матеріалів висувають споживчі вимоги. Одним з основних умов одержання
високоякісного виробу є правильний і обґрунтований вибір
<#"793689.files/image007.gif">
|
|
|
|
Побудова креслення
основи спинки
|
|
13.
|
Ширина ростка
|
Аа®
|
1/3*Сш+0,5
|
1/3*18+0,5=6,5
|
1,6
|
|
14.
|
Висота ростка
|
аб
|
аб - стала величина
|
2,5
|
0,6
|
|
15.
|
З’єднати точки А і
б плавною лінією. Аб - лінія ростка
|
|
|
|
|
|
16.
|
Нахил плеча спинки
|
А1б2¯
|
А1б2
- стала величина
|
2
|
0,5
|
|
17.
|
Лінія плеча
(провести від т.б через т.б2)
|
бб1®
|
Шп+2(виточка)+0,5(посадка)
|
13,5+2+0,5=16
|
4
|
|
18.
|
Знайти положення
т.С (т.С знаходиться на лінії А1Г2). т.С - допоміжна
точка пройми
|
Г2С
|
1/2*Г2Г3
|
1/2*12=6
|
1,5
|
|
19.
|
Оформлення пройми:
побудувати бісектрису кута А1Г2К; точки б1,С,
в, К з’єднати плавною лінієюб1СвК - лінія пройми
|
Г2в
|
Г2в -
стала величина
|
2
|
0,5
|
|
20.
|
Побудова виточки
спинки: місце положення виточки від лінії плеча; довжини виточки (паралельно
лінії АГ); розхил виточки; вирівнювання сторін виточки (б5б6
відкласти на продовженні б3б4)
|
бб3® б3б5¯ б3б4® б3б5=б5б6
|
бб3 - за
фасоном б3б5 - стала величина б3б4
- стала величина
|
4,5 8 2 8
|
1,1 2 0,5 2
|
|
21.
|
Уточнення лінії
плеча (з’єднати точки б6 і б1 )
|
б6 б1
|
|
|
|
|
Побудова креслення
основи пілочки
|
|
22.
|
Знайти положення т.
В1 (т.В1 знаходиться на продовженні лінії ВН1)
|
ВВ1
|
Дтп-Дтс
|
44-38=6
|
1,5
|
|
23.
|
Ширина горловини
|
В1а1¬
|
В1а1=Аа
(по спинці)
|
6,5 (див. п. 13)
|
1,6
|
|
24.
|
Глибина горловини
|
В1в1¯
|
В1а1+1,5
|
6,5+1,5=8
|
2
|
|
25.
|
Побудова горловини:
з’єднати точки а1 і в1 прямою лінією; т.О - середина
відрізка а1в1; провести перпендикуляр від т.О довжиною
2 см; точки а1,О1,в1. а1О1в1
- лінія горловини
|
а1в1
а1О=Ов1 ОО1
|
ОО1 -
стала величина
|
2
|
0,5
|
|
26.
|
Нахил плеча пілочки
|
А2в3¯
|
А2в3
- стала величина
|
3
|
0,8
|
|
27.
|
Лінія плеча
(з’єднати точки а1 і в3 )
|
а1в3¬
|
|
|
|
|
28.
|
Допоміжні точки
пройми: положення т.С1; положення т.С2; з’єднати точки
С2 і в3 прямою лінією; знайти положення т.а3
(т.а3 знаходиться на лінії С2 в3)
|
Г3С1 С1С2¬ С2в3 в3а3
|
1/2*Г2Г3-1
С1С2 - стала величина в3а3 -
стала величина
|
1/2*12-1=5 1 2
|
1,3 0,3 0,5
|
|
29.
|
Оформлення пройми:
побудувати бісектрису кута С1Г3К точки а3, С2,
в2, К з’єднати плавною лінією А3С2в2К
- лінія пройми
|
Г3в2
|
Г3в2
- стала величина
|
2,5
|
0,6
|
|
30.
|
Знайти положення
т.Ц (т.Ц знаходиться на лінії ГГ1)
|
Г1Ц¬
|
Цг
|
11
|
2,8
|
|
31.
|
Провести
перпендикуляр до ГГ1 через т.Ц вверх - до перетину з лінією плеча
а1в3 і вниз - до перетину з лінією стегон ББ1.
Отримуємо відповідно точки а2 і Б3
|
т. Ц
|
|
|
|
|
32.
|
Побудова нагрудної
виточки: перша сторона виточки (відкладається на прямій а2 Б3
від т.а2); провести відрізок, довжина якого дорівнює (Дпл-а1а2)
від т.а3 до перетину з лінією плеча а1 в3.
Отримаємо т.а4; провести відрізок який рівний мірці Вг від т.Ц1
через т.а4. Отримаємо т.а¢.
Ц1 а¢ - друга сторона виточки
|
А2Ц1¯ а3а4 Ц1а¢
|
Вг Вг
|
25 25
|
6,3 6,3
|
|
33.
|
Уточнення лінії
плеча (з’єднати точки а3 і а¢
)
|
а3а¢
|
|
|
|
|
Побудова виточки по
лінії талії
|
|
34.
|
Сумарний розхил
виточок по лінії талії
|
|
 48-38=102,5 48-38=102,5
|
|
|
|
35.
|
Розподіл сумарного
розхилу виточок: по боку(Вб); по спинці (Вс); по пілочці (Вп)
|
|
|
4 3 3
|
1 0,8 0,8
|
|
36.
|
Знайти середину
відрізка ГК. Отримаємо т.Г4
|
ГГ4=Г4К
|
|
|
|
|
37.
|
Від т.Г4
проводимо пряму вниз до перетину з лінією стегон паралельно до лінії середини
спинки. т.Б2 - точка перетину прямої з лінією стегон. т.Т2
- точка перетину прямої з лінією талії. Г4Б2 - лінія
середини виточки спинки
|
Г4Б2¯
|
|
|
|
|
38.
|
Побудова виточки
спинки: розхил виточки; глибина виточки; з’єднати точки Г4Т4nТ3
|
Т2Т4=Т2Т3« Б4n
|
Т2Т4=Т2Т3=1/2*Вс
Б4n - стала величина Б4n=3…4
|
3
|
0,8
|
|
39.
|
Лінію а2Ц1
подовжити вниз до перетину з лінією стегон паралельно до лінії середини
пілочки. т.Б3 - точка перетину прямої з лінією стегон. т.Т5
- точка перетину прямої з лінією талії. Ц1Б3 - лінія середини виточки пілочки
|
Ц1Б3¯
|
|
|
|
|
40.
|
Побудова виточки
пілочки: розхил виточки; вершина виточки; глибина виточки; з’єднати точки n2Т7
n1Т6
|
Т5Т7=Т5Т6« Ц1n2¯ Б3n1
|
Т5Т7=Т5Т6=
=1/2*Вп Ц1n2 - стала величина Ц1n2=1…1,5
Б3n1 - стала величина Б3n1=6…8
|
1,5 8
|
0,4 2
|
|
41.
|
КН2 -
лінія боку. т.Т8 - точка перетину лінії боку з лінією талії. т.Б4
- точка перетину лінії боку з лінією стегон
|
|
|
|
|
|
42.
|
Побудова виточки
боку: розхил виточки; з’єднати точки КТ10 і КТ9
|
Т8Т10=Т8Т9« КТ10,КТ9
|
Т8Т10=Т8Т9=
=1/2*Вб
|
|
|
|
Розрахунок
розширення по лінії стегон
|
|
43.
|
Розширення по лінії
стегон
|
|
 52-48=41 52-48=41
|
|
|
|
44.
|
Побудова розширення
пілочки і спинки
|
Б4Б5=Б4Б6«
|
Б4Б5=Б4Б6=1/2* 1/2*4=20,5 1/2*4=20,5
|
|
|
|
45.
|
З’єднати точки Т10Б6
і Т9Б5
|
Т10Б6,
Т9Б5
|
|
|
|
|
46.
|
Знайти середини
відрізків Т10Б6 та Т9Б5 і
провести до них перпендикуляри довжиною 0,5 см. Точки Т10Б6
і Т9Б5 з’єднати плавними лініями, дотикаючись до вершин
проведених перпендикулярів
|
|
|
|
|
|
47.
|
Від точок Б5
і Б6 провести вниз вертикальні лінії до перетину з лінією низу.
Отримаємо відповідно точки Н4 і Н3
|
Б5Н4¯ Б4Н3¯
|
|
|
|
|
48.
|
КТ10Б6Н3
і КТ9Б5Н4 - лінії боку.
|
КТ10Б6Н3
КТ9Б5Н4
|
|
|
|
|
Побудова коміра
|
|
Висота стійки
|
А1А
2
|
Стала величина
1,5…3 см
|
2
|
0,5
|
З т. А1→на
2 (0,5)см в т. А 2
|
|
Лінія перегину
лацкана
|
ЛА2
|
Стала величина
0,5…1см
|
1
|
0,25
|
На 1 см вище першої
петлі
|
|
Довжина ростка
|
А1В
|
Вимірюється за
кресленням
|
10
|
2,5
|
З т. А1 II
до ЛА2 ↑ на 10 (2,5)см
|
|
Проводимо дугу
|
ОВ
|
Стала величина
3…5,5
|
4
|
1
|
На дузі R= А1В
відкладаємо→ОВ=4 (1)см
|
|
Проводимо кут
|
А1ОВ1
|
900
|
|
|
|
|
Ширина коміра
|
ОВ1
|
За моделлю
|
7,5
|
1,9
|
З т.О відкладаємо
7,5 (1,9)см в т. В1
|
|
Побудова креслення
основи рукава
|
|
11.
|
Відрізок аб
поділити на три рівні частини. Отримаємо точки 1 і 1¢
|
а1=11¢=1¢б
|
|
|
|
|
12.
|
Відрізок ва1
поділити на три рівні частини. Отримаємо точки 2 і 2¢
|
в2=22¢=2¢а1
|
|
|
|
|
13.
|
Знайти положення
т.а2 (т.а2 знаходиться на лінії Р1Н1)
|
а1а2
|
а1а2=2¢а1
|
|
|
|
14.
|
Відрізок б1в1
поділити на три рівні частини. Отримаємо точки 3 і 3¢
|
б13=33¢=3¢в1
|
|
|
|
|
15.
|
Відрізок 33¢ поділити на три рівні частини. Отримаємо
точки 3¢¢ і О. т.О - найвища точка окату рукава
|
33¢¢=3¢¢О==О3¢
|
|
|
|
|
16.
|
Через т.О провести
перпендикуляр вниз до перетину з лінією низу НН1. Отримаємо точку
Н2
|
|
|
|
|
|
17.
|
Точки 3¢ і а2 з’єднати прямою лінією. т.в3
- точка перетину 3¢а2 з в1в2
|
|
|
|
|
|
18.
|
Точки в3
і 2¢ з’єднати прямою лінією.
|
|
|
|
|
|
19.
|
Відрізок в32¢ поділити на три рівні частини. Отримаємо
точки 4 і 4¢
|
В34=44¢=4¢2¢
|
|
|
|
|
20.
|
Відрізок 3¢в3 поділити на дві рівні частини.
Отримаємо точку 4¢¢
|
3¢4¢¢=4¢¢в3
|
|
|
|
|
21.
|
Провести
перпендикуляр від т.4¢¢ довжиною 1
см. Отримаємо т.в4
|
4¢¢в4
|
4¢¢в4 - стала величина
|
1
|
0,3
|
|
22.
|
Точки О, 3¢,в4, в3, 4, 4¢, а1 з’єднати плавною лінією
(лінія окату передньої половини рукава)
|
|
|
|
|
|
23.
|
Точки 1 і 3
з’єднати прямою лінією. т.б3 - точка перетину 13 з б1б2
|
|
|
|
|
|
24.
|
Відрізок 1б3
поділити на три рівні частини. Отримаємо точки 5 і 5¢
|
|
|
|
|
|
25.
|
Відрізок б33
поділити на три рівні частини. Отримаємо точки 6 і 6¢
|
|
|
|
|
|
26.
|
Точки О, 3¢¢, 6, 6¢,
б3, 5, 5¢, а з’єднати
плавною лінією (лінія окату задньої половини рукава)
|
|
|
|
|
|
27.
|
Знайти положення
т.Л2 (т.Л2 знаходиться на лінії ліктя ЛЛ1)
|
Л1Л2¬
|
Л1Л2
- стала величина
|
3
|
0,8
|
|
28.
|
Знайти положення
т.К (т.К знаходиться на лінії низу НН1)
|
Н1К¬
|
Н1К -
стала величина
|
4
|
1
|
|
29.
|
Знайти положення
т.К1
|
КК1¬
|
Окр.к.р.-4
|
22-4=18
|
4,5
|
|
30.
|
Знайти положення
т.К2
|
К1К2¬
|
К1К2
(розхил виточки) - стала велична
|
6
|
1,5
|
|
31.
|
Знайти положення
т.К3
|
К2К3¬
|
|
4
|
1
|
|
32.
|
Побудувати виточку
розхил якої К1К2 дорівнює 6 см. По довжині виточка не
доходить до лінії ліктя на 2 см. т.К4 - вершина виточки
|
Сторони виточки К4К2
і К4К1 подовжити на 0,5 см. Отримаємо відповідно точки
К6 і К5
|
|
К2К6,
К1К5 - стала величина
|
0,5
|
0,1
|
|
34.
|
Знайти положення
т.в5 (т.в5 знаходиться на лінії в1в2)
|
в2в5
|
в2в5
- стала величина
|
0,5
|
0,1
|
|
35.
|
Точки а і К3
з’єднати прямою лінією
|
аК3
|
|
|
|
|
36.
|
Точки а1
і Л2, Л2 і К з’єднати прямими лінією
|
а1Л2,
Л2К
|
|
|
|
|
37.
|
Точки К3
і К6 з’єднати плавною лінією
|
|
|
|
|
|
38.
|
Точки К5,
Н2, в5, К з’єднати плавною лінією
|
|
|
|
|
.4 Технічне моделювання конструкції
виробу
У процесі технічного моделювання виконують переміщення
нагрудних виточок (спосіб шаблона, графічний спосіб), нанесення фасонних ліній
(побудова кокеток, рельєфів та ліній художнього членування) та розведення
складових частин деталей одягу (паралельне, радіальне).[17]
Послідовність виконання технічного моделювання:
намітити лінію півзаносу;
намітити фігурну лінію низу і спинки;
намітити вертикальний рельєф спинки;
побудувати конструкцію комірця жакетного типу;
намітити лінію відльоту підборта по пілочці;
намітити лінію обшивки по спинці;
нанести лінію довжини рукава;
побудувати деталь манжети по низу рукава;
.5 Специфікація деталей крою
Специфікація - один з основних документів
конструкторсько-технологічної документації, який містить основні відомості про
деталі, що входять до виробу. [15]
Специфікацію деталей крою виконую у вигляді таблиці 3.5
Таблиця 3.3 Специфікація деталей
виробу
|
№
|
Назва деталі
|
Кількість деталей
|
Зображення деталі
|
Назва зрізів
|
|
1
|
2
|
3
|
4
|
5
|
|
Деталі з основної
тканини
|
|
1
|
Центральна частина
пілочки
|
2 шт
|
|
1-2 - зріз
горловини 2-3 - плечовий зріз 3-4 -
зріз рельєфу 4-5 - зріз низу 5-6 - зріз борта
|
|
2
|
Бічна частина
переду
|
2шт
|

|
1-2 - плечовий зріз
2-3 - зріз пройми 3-4 - бічний зріз 4-5 -зріз низу 5-6 -зріз рельєфу
|
|
3
|
Центральна частина
спинки
|
1 шт
|

|
1-2 - зріз
горловини 2-3 - плечовий зріз 3-4 - рельєфний зріз 4-5 - низ рельєфу 5-6 -
лінія середини спинки
|
|
4
|
Бічна частина
спинки
|
2шт
|

|
1-2 - верхній зріз
2-3 - зріз рельєфу 3-4 - талевий зріз 4-1 - бічний зріз
|
|
5.
|
Підборт
|
2шт
|
|
1-2 - зовнішній
зріз 2-3 - зріз горловини 3-4 - плечовий зріз 4-5 - внутрішній зріз 5-1 -
зріз низу
|
|
5
|
Комір
|
2 шт
|

|
1-2 - середина
коміра 2-3 - зріз відльоту 3-4 - кінець коміра 4-1 - зріз стійки
|
|
6
|
Обшивка
|
1 шт
|

|
1-2 - нижній зріз;
2-3 - плечовий зріз; 3-4 - зріз горловини; 1-4 - плечовий зріз.
|
|
7
|
Манжет
|
1 шт
|
|
1-2 - бічний зріз
2-3 - верхній зріз 3-4 - бічний зріз 4-1 - нижній зріз
|
|
8
|
Підманжет
|
1 шт
|
|
1-2 - бічний зріз
2-3 - верхній зріз 3-4 - бічний зріз 4-1 - нижній зріз
|
|
9
|
Рукав
|
2 шт
|
|
1-2 - передній зріз
2-3 - зріз окату 3-4 - ліктьовий зріз 4-1 - зріз низу
|
|
Деталі з
прокладкової тканини
|
|
10
|
Підборт
|
2 шт
|
|
1-2 - зовнішній
зріз 2-3 - зріз горловини 3-4 - плечовий зріз 4-5 - внутрішній зріз 5-1 -
зріз низу
|
|
11
|
Підкомір
|
1 шт
|

|
1-2 - середина
коміра 2-3 - зріз відльоту 3-4 - кінець коміра 4-1 - зріз стійки
|
|
12
|
Обшивка
|
1 шт
|
|
1-2 - нижній зріз;
2-3 - плечовий зріз; 3-4 - зріз горловини; 1-4 - плечовий зріз.
|
|
13
|
Підманжет
|
2 шт
|
|
1-2 - бічний зріз
2-3 - верхній зріз 3-4 - бічний зріз 4-1 - нижній зріз
|
4. Підготовчо-розкрійний етап
.1 Розробка системи технологічних додатків
Розкроювання деталей крою проводиться з урахуванням припусків
на шви. Величина припуску на обробку залежить від конструкції шва, ділянки
деталі, властивостей тканини, особливостей моделей, обладнання, що
використовується.
Сумарний технологічний припуск складається з суми припусків
на їх обробку, на кант, обрізання ножем краю обметувальною машиною, припуски на
врахування осипання тканини, на товщину тканини, зсідання в процесі ВТО,
підгонку виробу. [8]
Основні з’єднувальні шви легкого одягу (бічні, плечові тощо)
виконують шириною 1,2-1,5 см, крайові обшивні шви - шириною 0,5-0,7 см. Ширина
підгину відповідає стандартам технологічного опису. [1 бр]
Припуски на шви показано в таблиці 4.1.
Таблиця 4.1
|
№
|
Деталь та зріз
|
Припуск на шов,см
|
|
1
|
2
|
3
|
|
1.
|
Центральна частина
пілочки Плечовий Горловини Підборта Рельєфу Низу
|
1,5 0,7 1 1,5 2
|
|
2.
|
Бічна частина
переду Плечовий Рельєфу Бічний Пройми
|
1,5 1,5 1,5 0,7
|
|
3.
|
Центральна частина
спинки Горловини Плечовий Рельєфу Лінія середини спинки Низу
|
0,7 1,5 1,5 - 4
|
|
4.
|
Бічна частина
спинки Плечовий Пройми Бічний Рельєфу
|
1,5 0,7 1,5 1
|
|
5.
|
Рукав Зріз окату
Бічний Нижній Бічний
|
0,7 1,5 1,5 1,5
|
|
6.
|
Комір Відльоту
Бічний Горловини Лінія середини коміра
|
0,7 1 0,7 -
|
|
7
|
Підкомір Відльоту
Бічний Горловини Лінія середини коміра
|
0,5 1 0,5 -
|
|
7.
|
Підборт Зовнішній
Горловини Плечовий Внутрішній Нижній
|
0,7 0,7 1,5 0,7 2
|
|
8.
|
Манжет Бічний
Верхній Бічний Нижній
|
0,7 0,7 0,7 1,5
|
|
9
|
Підманжет Бічний
Верхній Бічний Нижній
|
0,5 0,5 0,5 1,5
|
|
10
|
Обшивка горловини
спинки Горловини Бічний Нижній Плечовий
|
0,7 0,7 0,7 0,7
|
.2 Розкладка деталей крою швейного
виробу
При виконанні розкладки викрійок
враховується рисунок матеріалу, напрям ворсу, а також напрям ниток основи. Для
цього розробляються технічні умови на розкроювання [1].
Таблиця 4.2 Технічні умови на розкроювання
|
Деталь
|
Схема напрямку
нитки основи у викроєних деталях
|
Допустиме
відхилення від нитки основи, %
|
|
1
|
2
|
3
|
|
Центральна частина
пілочки
|
|
Нитка основи
проходить вздовж центральної частини пілочки паралельно до лінії середини.
Допустимі відхилення від нитки основи: для тканин з чітко вираженим рисунком
- 0%
|
|
Бічна частина
пілочки
|

|
Нитка основи
проходить вздовж бічної частини пілочки паралельно до лінії середини.
Допустимі відхилення від нитки основи: для тканин з чітко вираженим рисунком
- 0%
|
|
Центральна частина
спинки
|

|
Нитка основи
проходить паралельно до лінії середини вздовж деталі. Допустимі відхилення
від нитки основи: для тканин з чітко вираженим рисунком - 0%
|
|
Бічна частина
спинки
|

|
Нитка основи
проходить паралельно до лінії середини вздовж деталі. Допустимі відхилення
від нитки основи: для тканин з чітко вираженим рисунком - 0%
|
|
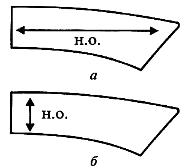
Комір
|
|
Нитка основи на
комірі проходить паралельно до лінії, що з’єднує кінці відльоту (рис. а), або
паралельно до лінії середини коміра (рис. б). Допустимі відхилення від нитки
основи: для тканин з чітко вираженим рисунком - 0%
|
|
Підкомір
|
|
Нитка основи
проходить як на горішньому комірі. Допустимі відхилення від нитки основи: для
тканин з чітко вираженим рисунком - 0%
|
|
Рукав
|
|
Нитка основи
проходить паралельно лінії до лінії, що з’єднує верхню точку окату і середину
нижнього зрізу деталі. Допустимі відхилення від нитки основи: для тканин з
чітко вираженим рисунком - 0%
|
|
Манжет
|
|
У пришивних
манжетах нитка основи проходить паралельно до лінії, проведеної посередині
вздовж деталі. Допустимі відхилення від нитки основи: для тканин з чітко
вираженим рисунком - 0%
|
|
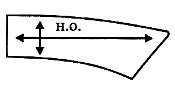
Підборт
|
|
Нитка основи
проходить паралельно до зовнішнього зрізу підборта на його прямій ділянці.
Допустимі відхилення від нитки основи: для тканин з чітко вираженим рисунком
- 0%
|
5. Технологічна частина
Технологічна послідовність - це перелік неподільних операцій,
які відповідають порядку їх виконання при обробці деталей і вузлів, а також
дані,що визначають технологічний режим роботи.
Неподільна операція - технологічно закінчений цикл роботи,
поділ якого неможливий і нераціональний внаслідок технологічного зв’язку
трудових прийомів. [14]
Деталі одягу з'єднують різними способами: нитковим,
клейовими, зварних, клепаних. Застосування того або іншого з'єднання в кожному
конкретному випадку залежить від вимог, що пред'являються до нього, виду
з'єднуються матеріалів, а також від потужності і можливостей обладнання.
Ниткові способи з'єднання.
Використовуючи ці способи, з'єднують два або кілька шарів
матеріалу наскрізними стібками, що складаються з однієї, двох і більше ниток. У
порівнянні з іншими способами з'єднання нитковий - найбільш універсальний, тому
що дозволяє з'єднувати всі види матеріалів, використовуваних у швейній
промисловості.
Нитковим способом можна з'єднувати різні по товщині матеріали
(від 0,1 до 10 мм, а іноді і більше), використовуючи стібки довжиною від 1 до
10 мм і змінюючи швидкість переміщення матеріалів при сточуванні від 2 до 25 м
/ хв. Стібок утворюється шляхом проколу матеріалу голкою і протягування нитки з
наступним її укладанням на поверхні матеріалу. З ряду стібків утворюється рядок.
Стібки і строчки можуть бути виконані ручним і машинним
способами. У масовому виробництві одягу в основному застосовуються машинні
строчки як найбільш ефективні по швидкості виконання і якості.
Клейові способи з'єднання. У технології швейних виробів ці
способи засновані на застосуванні клейових речовин. Клейові з'єднання з
використанням термопластичних клейових матеріалів виконуються на пресовому
обладнанні або праскою. Клейові шви при виготовленні одягу застосовують у тих
випадках, коли деталі при носінні одягу сприймають навантаження, спрямовані на
зрушення.[13]
.1 Характеристика способів з’єднання деталей жилета
Таблиця 5.1 Способи з'єднання деталей швейного виробу
|
№
|
Вид шва
|
Графічне зображення
і схема шва
|
ТУ та параметри шва
|
Інструменти,
обладнання і засоби малої механізації
|
|
1
|
2
|
3
|
4
|
5
|
|
Ручні шви
|
|
1
|
Сфастригувальна
|

|
Lст=1,0
см S=1,4 см
|
Ручна голка, нитки
для фастригування
|
|
2
|
Зафастригувальна
|

|
Lст =1,3
см S=1,0 см
|
Ручна голка, нитки
для фастригування
|
|
3
|
Нафастригувальна
|

|
Lст =0,8
см S=1,0 см
|
Ручна голка, нитки
для фастригування
|
|
4
|
Прифастригувальна
|

|
Lст =0,8
см S=1,4 см
|
Ручна голка, нитки
для фастригування
|
|
5
|
Вифастригувальна
|

|
Lст =0,8
см S=1,0 см
|
Ручна голка, нитки
для фастригування
|
|
6
|
Потайні стібки
|
|
|
|
|
Машинні шви
|
|
1
|
Зшивна у
розпрасування
|

|
Lст =0,8
см S=1,0 см
|
Нитки, машинка
«Чайка»
|
|
2
|
Зшивна у
запрасування
|

|
Lст =0,8
см S=1,0 см
|
Нитки, машинка
«Чайка»
|
|
3
|
У підгин з
обметаним зрізом
|

|
Lст =0,8
см S=0,5 см
|
Нитки, машинка
«Чайка»
|
|
4
|
Накладний з двома
закритими зрізами
|

|
Lст =0,8
см S=0,2 см
|
Нитки, машинка
«Чайка»
|
|
5
|
Обшивний у кант
|

|
Lст =0,8
см S=0,7 см
|
Нитки, машинка
«Чайка»
|
|
6
|
Оздоблювальний
Двобічна зустрічна складка
|

|
|
|
|
7
|
Обметувальний
|
|
Lст =0,3
см S=0,4 см
|
«Джаноме»м 134D
|
|
Клейового з`єднання
|
|
1
|
Дублювання
|

|
T=130⁰C без зволоження
|
Праска Eurotec
EU-5554
|
|
Операції ВТО
|
|
1
|
Розпрасування
|

|
T=150⁰C з зволоженням
|
Праска
|
|
2
|
Запрасування
|

|
T=150⁰C з зволоженням
|
Праска
|
|
3
|
Припрасування
|

|
T=150⁰C з зволоженням
|
Праска
|
|
|
|
|
|
|
|
5.2 Розробка технологічної послідовності виготовлення виробу
Технологічна послідовність складається на модель, що
проектується, на основі використання вибраних та обґрунтованих режимів
з’єднання, методів обробки вузлів та обладнання.
Технологічна послідовність складання деталей, виконання
вузлів і монтажу одягу є основною швейного процесу виготовлення виробу і
містять всю сукупність неподільних операцій зі з’єднання деталей вузлів у
певній послідовності виготовлення швейних виробів, яка відповідає заданому
рівню якості і тривалості виконання.[15]
Таблиця 5.2 Технологічний процес
пошиття, ВТО і кінцевої обробки швейного виробу
|
№
|
Зміст операції
|
Вид роботи
|
Схематичне
зображення
|
ТУ, вимоги до
виконання операції
|
Обладнання,
інструменти та приладдя
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Запуск
|
|
1
|
Перевірити деталі
крою
|
Р
|
|
Розміщення напрямку
нитки основи
|
Стіл запуску,
лінійка
|
|
2
|
Продублювати
підборт, під комір, під манжет та обшивку
|
Пр
|
|
по всій поверхні
через зволожений пропрасовувач,
|
Праска HSN-40
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Обробка підбортів і
обшивки
|
|
3
|
Сфастригувати
обшивку із підбортом по плечовому зрізу
|
Р
|
|
по наміченій лінії,
ручними прямими стібками довжиною 10 мм
|
Ручна голка, нитка
|
|
4
|
Зшити обшивку із
підбортом
|
М
|
|
ширина шва 10 мм
|
Швейна машина 1022
кл.
|
|
5
|
Пр
|
|
через зволожений
пропрасовував
|
Праска HSN-40
|
|
Обробка коміра
|
|
6
|
Нафастригувати
комір на підкомір
|
Р
|
|
по наміченій лінії,
ручними прямими стібками довжиною 10 мм
|
Ручна голка, нитка
|
|
7
|
Обшити комір
підкоміром
|
М
|
|
|
Швейна машина 1022
кл.
|
|
8
|
Видалити нитку
фастриги
|
Р
|
|
Не пошкоджуючи
строчку
|
Розпорювач, ножиці
|
|
10
|
Надсікти кутики
|
Р
|
|
|
Ножиці
|
|
11
|
Виправити комір
|
Р
|
|
|
|
|
12
|
Припрасувати
перехідний кант
|
Пр
|
|
Через зволожений
пропрасовував
|
Праска HSN-40
|
|
13
|
Вифастригувати
|
Р
|
|
|
|
|
14
|
Припрасувати комір
в готовому виді
|
Пр
|
|
через зволожений
пропрасував
|
Праска HSN-40
|
|
Обробка рукавів
|
|
15
|
Прокласти строчку
по окату
|
М
|
|
По окату із
внутрішньої сторони рукава прокласти машинну строчу на відстані 1,5 мм віз
зрізу
|
Швейна машина 1022
кл.
|
|
16
|
Сфастригувати
передній шов рукава
|
Р
|
|
ручними прямими
стібками довжиною 10 мм, ширина шва 9 мм
|
Ручна голка, нитки,
ножиці
|
|
17
|
Зшити бічний шов
рукава
|
М
|
|
ширина шва 10 мм
|
Швейна машина 1022
кл.
|
|
18
|
Видалити нитку
фастриги
|
Р
|
|
не пошкоджуючи
строчку
|
Розпорювач, ножиці
|
|
19
|
Обметати зріз
|
С
|
|
|
”Алтін” 8515
|
|
20
|
Сфастригувати під
манжету з манжетою
|
Р
|
|
ручними прямими
стібками довжиною 10 мм, ширина шва 9 мм
|
Ручна голка, нитки,
ножиці
|
|
21
|
Зшити нижні зрізи
манжети
|
М
|
|
ширина шва 10 мм
|
Швейна машина 1022
кл.
|
|
22
|
Видалити нитку
фастриги
|
Р
|
|
Не пошкоджуючи
строчку
|
Розпорювач, ножиці
|
|
23
|
Розпрасувати зрізи
манжети
|
Пр
|
|
через зволожений
пропрасовував
|
Праска HSN-40
|
|
24
|
Зшиваємо поперечні
зрізи манжети
|
М
|
|
ширина шва 10 мм
|
Швейна машина 1022
кл.
|
|
25
|
Вивернути манжету
|
Р
|
|
|
|
|
26
|
Припрасувати низ
манжета
|
Пр
|
|
через зволожений
пропрасовував
|
Праска HSN-40
|
|
27
|
Прифастригувати
манжету у рукав
|
Р
|
|
Манжету вкладають
лицевою стороною в рукав , вивертають та прифастриговують швом 0,5 -1см
|
Ручна голка, нитки
|
|
28
|
Пришити манжету в
рукав
|
М
|
|
Ширина шва
вшиванння 10 мм
|
Швейна машина 1022
кл.
|
|
29
|
Обметати зрізи
|
С
|
|
На відстані 1см від
шва
|
”Алтін” 8515
|
|
30
|
Запрасувати зрізи
|
Пр
|
|
Запрасувати зрізи
вбік
|
Праска HSN-40
|
|
31
|
Вивернути манжет із
рукава
|
Р
|
|
|
|
|
Обробка спинки
|
|
32
|
Сфастригувати
рельєфні зрізи спинки
|
Р
|
|
ручними прямими
стібками довжиною 5-10 мм, ширина шва 9 мм
|
Ручна голка, нитки
|
|
33
|
Зшити рельєфні
зрізи спинки
|
М
|
|
|
Швейна машина 1022
кл.
|
|
34
|
Видалити нитку
фастригу
|
Р
|
|
не пошкоджуючи
строчку
|
Розпорювач, ножиці
|
|
35
|
Запрасувати
рельєфні шви спинки
|
Пр
|
|
через зволожений
пропрасувач
|
Праска HSN-40
|
|
36
|
Обметати рельєфні
шви спинки
|
С
|
|
|
”Алтін” 8515
|
|
Обробка переду
|
|
37
|
Сфастригувати
рельєфні зрізи переду
|
Р
|
|
На відстані 1,3 см
від зрізу
|
Ручна голка, нитки,
ножиці
|
|
38
|
Зшити рельєфні
зрізи переду
|
М
|
|
На відстані 1,5 см
від зрізу
|
Швейна машина 1022
кл.
|
|
39
|
Видалити нитку
фастриги
|
Р
|
|
Не пошкоджуючи
строчку
|
Розпорювач, ножиці
|
|
40
|
Запрасувати
рельєфні шви переду до середини
|
Пр
|

|
Через зволожений
пропрасовувач
|
Праска HSN-40
|
|
41
|
Обметати рельєфні
шви переду
|
С
|
|
На відстані 1см від
шва
|
”Алтін” 8515
|
|
42
|
Нафастригувати
нижню частину підборта з боку пілочки
|
Р
|
|
зі сторони підборта
лицем до лиця, припосаджуючи вище лінії перегину лацкана з боку підборта між
петлями на 1-2 мм , нижче - зі сторони пілочки у кутах на 2-3 мм, ширина шва
4-6 мм
|
Ручна голка, нитки
|
|
43
|
Обшити нижню
частину з боку підборта
|
М
|
|
|
Швейна машина 1022
кл.
|
|
44
|
Видалити нитку
фастриги
|
Р
|
|
не пошкоджуючи
строчку
|
Розпорювач, ножиці
|
|
45
|
Нафастригувати
верхню частину підборта з боку підборта
|
Р
|
|
|
Ручна голка,
ножиці, нитки
|
|
46
|
Обшити верхню
частину підборта з боку пілочки
|
М
|
|
|
Швейна машина 1022
кл.
|
|
47
|
Видалити нитку
фастриги
|
Р
|
|
Не пошкоджуючи
строчку
|
Розпорювач, ножиці
|
|
48
|
Запрасувати зрізи в
бік підборта
|
Пр
|

|
|
Праска HSN-40
|
|
49
|
Надсікти кутики
|
Р
|
|
не доходячи1-2 мм
до шва
|
Ножиці
|
|
50
|
Вивернути підборт
на лицевий бік
|
Р
|
|
виправляючи кутики
|
|
|
Монтаж виробу
|
|
51
|
Сфастригувати
плечові зрізи виробу
|
Р
|
|
зі сторони спинки,
припосаджуючи спинку в середній частині шва, ручними прямими стібками
довжиною 10 мм, ширина шва 9 мм
|
Ручна голка, нитки
|
|
52
|
Зшити плечові зрізи
виробу
|
М
|
|
зі сторони спинки,
ширина шва 10 мм
|
Швейна машина 1022
кл.
|
|
53
|
Видалити нитку
фастриги
|
Р
|
|
Не пошкоджуючи
строчку
|
Розпорювач, ножиці
|
|
54
|
Запрасувати плечові
шви
|
Пр
|

|
у сторону спинки,
через зволожений пропрасувач
|
Праска HSN-40
|
|
55
|
Обметати плечові
шви
|
С
|
|
|
”Алтін” 8515
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
56
|
Уфастригувати комір
у горловину
|
Р
|
|
|
Ручна голка, нитки
|
|
57
|
Вшити комір у
горловину жакета
|
М
|

|
|
Швейна машина 1022
кл.
|
|
58
|
Видалити нитку
фастриги
|
Р
|
|
Не пошкоджуючи
строчку
|
Розпорювач, ножиці
|
|
59
|
Розсікти припуски
шва по горловині
|
Р
|
|
|
Ножиці
|
|
60
|
Запрасувати шов
вшивання коміра в горловину
|
Пр
|

|
|
Праска HSN-40
|
|
61
|
Надсікти припуски
по горлонині
|
Р
|
|
У місці позначки
середини переду припуски на шви по горловині надсікти, не доходячи до
машинної строчки на 0,1 см
|
Ножиці
|
|
63
|
Сфастригувати
підборти(з обшивкою) з передом
|
Р
|
|
Підборти з обшивкою
лицевим боком накласти на лицевий бік виробу. Сумістити контрольні мітки і
зрівнявши зрізи, сфастригувати з боку підбортів по горловині, поздовжніх і
нижніх зрізах підбортів.
|
Ручна голка, нитки
|
|
64
|
Обшити
сфастриговані деталі
|
М
|
|
З боку основного
виробу швом завширшки 0,75см.
|
Швейна машина 1022
кл.
|
|
65
|
По краю борта
припуски на шви нижче першої петлі запрасувати на пілочку
|
Пр
|
|
Для утворення
перехідного канту по краю борта припуски на шви нижче першої петлі
запрасовують на пілочку
|
Праска HSN-40
|
|
66
|
По краю борта
припуски на шви від контрольної надсічки по горловині до першої петлі
запрасувати на підборт
|
Пр
|
|
Для утворення
перехідного канту по краю борта від контрольної надсічки по горловині до
першої петлі припуски на шви запрасовують на підборт.
|
Праска HSN-40
|
|
67
|
Припуски на шви по
горизонталі спинки надсікти у кількох місцях
|
Р
|
|
|
Ножиці
|
|
68
|
Обшивку і підборти
перегнути на виворіт виробу
|
Р
|
|
|
|
|
69
|
Виправити Кути
|
Р
|
|
|
|
|
70
|
Припрасувати
перехідний кант по краю борта
|
Пр
|
|
|
Праска HSN-40
|
|
71
|
Сфастригувати бічні
шви виробу
|
Р
|
|
|
Ручна голка, нитки
|
|
72
|
Зшити бічні шви
виробу
|
М
|
|
На відстані 1,5 см
від зрізу
|
Швейна машина 1022
кл.
|
|
73
|
Видалити нитку
фастриги
|
Р
|
|
Не пошкоджуючи
строчку
|
Розпорювач, ножиці
|
|
74
|
Обметати бічні
зрізи та низ виробу
|
С
|
|
На відстані 1см від
шва
|
”Алтін” 8515
|
|
75
|
Запрасувати бічні
шви
|
Пр
|

|
Запрасувати вбік
|
Праска HSN-40
|
|
76
|
Обметати внутрішній
край підбортів, обшивки спинки і низу виробу
|
С
|
”Алтін” 8515
|
|
77
|
Запрасувати нижній
зріз спинки
|
Пр
|

|
|
Праска HSN-40
|
|
78
|
Уфастригувати рукав
у пройму
|
Р
|
|
зі сторони рукава,
утворюючи посадку в верхній частині оката рукава на 5-6 мм, в передній і
задній частині оката - 2- мм, в нижній -без посадки, повторюючи контур
пройми, ручними прямими стібками довжиною 10 мм, ширина шва 9-14 мм
|
Ручна голка, нитки
|
|
79
|
Вшити рукав у
пройму
|
М
|
|
|
Швейна машина 1022
кл.
|
|
80
|
Видалити нитку
фастриги
|
Р
|
|
не пошкоджуючи
строчку
|
Розпорювач, ножиці
|
|
81
|
Обметати припуски
|
С
|
|
|
”Алтін” 8515
|
|
82
|
Запрасувати
припуски
|
Р
|
|
|
Праска HSN-40
|
|
83
|
Намітити місця
розміщення петель
|
Р
|
|
на правій пілочці,
зі сторони підборта
|
Лінійка, мило
|
|
84
|
Виметати петлю
|
С
|
|
по намічених лініях
|
”Алтін” 8515
|
|
85
|
Намітити місця
розміщення ґудзика
|
Р
|
|
на лівій пілочці, з
лицевої сторони
|
Лінійка, мило
|
|
86
|
Пришити ґудзик до
виробу
|
Р
|
|
по намічених лініях
|
Ручна голка, нитки
|
|
87
|
Підігнути нижній
зріз жакета потайними стібками
|
Р
|
 Колір ниток в тон тканиниРучна голка, нитки Колір ниток в тон тканиниРучна голка, нитки
|
|
|
|
88
|
Виконати кінцеву
ВТО виробу
|
Пр
|
|
через зволожений
пропрасувач
|
Праска HSN-40
|
|
89
|
Почистити жакет від
виробничого сміття
|
Р
|
|
|
|
|
|
|
|
|
|
|
|
6. Аналіз та оцінка якості швейного
виробу
З розвитком одягу зросли і вимоги до нього. Сучасний одяг
складний і багатоманітний. Будучим сучасним предметом споживання людиною і
об’єктом масового виробництва, він повинен відповідати багатьом вимогам, які в
кінцевому результаті, визначають техніко-економічні характеристики виробництва
виробу і його якість.[15]
Якість продукції - це сукупність
властивостей продукції, яка обумовлює її придатність у відповідності з
призначенням. Якість продукції перевіряється, керуючись діючими стандартами.
При визначені (оцінці рівня) якості виробу враховують допустимі відхилення, які
зменшують оцінку конструктивно-ергономічних показників якості одягу та
технологічних показників якості продукції. У визначенні якості продукції існує
поняття дефекту.
Дефект - це наслідок низької якості
сировини, неточності конструкції або порушення технологічних режимів процесу
виготовлення виробу.
Розрізняють основні групи дефектів:
текстильного походження (дефекти сировини); конструктивні дефекти; технологічні
дефекти.
.1 Характеристика дефектів
текстильного походження
Для досягнення високої якості
продукції в кінцевому результаті на початковому етапі роботи враховують якість
сировини.
Текстильні дефекти - це дефекти
сировини, ткацтва та кінцевої обробки матеріалів. Вони, як правило, виявляються
в процесі підготовки матеріалу до розкроювання.[15]
Таблиця 6.1 Дефекти зовнішнього виду матеріалів
|
Матеріал за
функціональним призначенням
|
Назва дефекту
|
Вид дефекту
|
Етап виробництва,
на якому виник дефект
|
Визначення дефекту
|
Спосіб усунення
|
|
Основна тканина
|
Плями
|
Плями на тканині
|
При зберіганні
тканини на складі, перевезені
|
Оглянути тканину
|
Викроювати, деталі
уникаючи місця дефекту
|
.2 Характеристика конструктивних
дефектів
До дефектів конструкції відносяться
дефекти, які дають незадовільну посадку виробу на фігурі людини. Інколи в
готових виробах дефекти конструкції складно відрізнити від дефектів обробки.
[15]
Під час примірки було виявлено такий
дефект конструкції: не припрасовується перехідний кант по низу виробу
Таблиця 6.2 Дефекти конструкції і способи їх усунення
|
Зображення
|
Дефект
|
Причини виникнення
|
Способи усунення
|
|
1
|
2
|
3
|
4
|
|
Не припрасовуэться
перехідний кант по низу виробу
|
Неточність
виконання креслення конструкції
|
Випороти строчку
понизу виробу, приправувати перехідний кант, прокласти строчку по низу
виробу, надлишок тканини обрізати
|
.3 Характеристика технологічних
дефектів
Технологічні дефекти виникають
внаслідок порушення технологічних режимів шиття або неполадок швейного
обладнання. Для усунення таких дефектів після виконання кожної неподільної
операції та в кінці обробки технологічних вузлів і ділянок швейного виробу
проводять контроль якості. У разі необхідності дефект усувається.[15]
Таблиця 6.3 Дефекти
технологічної обробки швейного виробу
|
Дефект
|
Умовне позначення
|
Причини виникнення
|
Рекомендації щодо
усунення
|
|
1
|
2
|
3
|
4
|
|
|
Нерівномірна збірка
по окату рукава
|
Випороти, прокласти
нові строчки для зборки і призбирати
|
.4 Рекомендації по догляду за швейним
виробом
Користуючись загальноприйнятою
символікою розробляють пам’ятку з догляду за швейним виробом.
У пам’ятці вказують процентний вміст
хімічних волокон у матеріалі і умовні позначення догляду за виробом: умови
прання; умови відбілювання; умови ВТО; хімічна чистка; сушіння після
прання.[15]
Таблиця
6.4 Догляд за окремими шарами пакету виробу
|
Шар пакету виробу
|
Процентний
сировинний склад
|
Символи
|
|
Основна тканина
(костюмна)
|
Бавовна 95% Лайкра
5%
|
   
|
|
Тканина для манжет
|
Льон 100%
|

|
|
Прокладковий
клеєний флізелін
|
Поліамідне волокно
100%
|
   
|
 Виріб
може підлягати машинному пранню при температурі не більше 40 С
Виріб
може підлягати машинному пранню при температурі не більше 40 С  Температура нижньої плити праски повинна бути не
більше 200 С
Температура нижньої плити праски повинна бути не
більше 200 С  Температура нижньої плити праски повинна бути не
більше 110 С
Температура нижньої плити праски повинна бути не
більше 110 С  Вироби можна вибілювати із застосуванням засобів, що
відщеплюють хлор
Вироби можна вибілювати із застосуванням засобів, що
відщеплюють хлор  Вироби не повинні підлягати відбілюванню із
застосуванням засобів, що відщеплюють хлор Хімічна
чистка виробу може здійснюватись із застосуванням усіх загальноприйнятих
органічних розчинників
Вироби не повинні підлягати відбілюванню із
застосуванням засобів, що відщеплюють хлор Хімічна
чистка виробу може здійснюватись із застосуванням усіх загальноприйнятих
органічних розчинників  Хімічна чистка виробу може здійснюватись тільки
уайт-спірітом або трифтортрихлоретаном із застосуванням звичайних процесів
оброблення.
Хімічна чистка виробу може здійснюватись тільки
уайт-спірітом або трифтортрихлоретаном із застосуванням звичайних процесів
оброблення.
7. Безпека праці на робочому місці
Охорона праці - важливий і необхідний аспект у організації виробництва,
який передбачає технічні і санітарно-гігієнічні заходи, що сприяють створенню
безпечних умов праці, підвищенню продуктивності праці та досягнення високої
якості виконання роботи. У роботі пропонується розробити рекомендації щодо
організації робочого місця за видами робіт, які мають місце при виготовленні
виробу та безпечних методів роботи.[15]
.1 Організація робочого місця
Рекомендації щодо організації робочого місця при розкроюванні
матеріалів:
1. Стіл для розкроювання повинен
мати гладку, відполіровану поверхню.
. Приміщення, в якому
проводиться розкроювання, має бути добре освітленим.
. На розкрійному столі не має
бути зайвих предметів.
. Приступати до роботи
потрібно у робочому одязі. Волосся повинно бути підібраним під головний убір.
. Під час розкроювання
потрібно акуратно поводитися з інструментами (ножиці, голки,шпильки).
. По закінченню роботи
потрібно прибрати робоче місце.
Рекомендації щодо організації
робочого місця при ручних пошивних роботах:
. Робоче місце для ручних
робіт повинно бути оснащене:
робочим столом з гладкою,
відполірованою поверхнею.
місцевим освітленням.
інструкційно-технологічними
картами.
інструментами та
пристосуваннями.
гвинтовим стільцем.
підставкою для ніг, висотою
якої необхідно правильно відрегулювати.
до виконання робіт необхідно
приступати в халаті, застібнутому на всі ґудзики. Волосся повинно бути
підібраним під головний убір.
. При виконанні ручних робіт
обов’язковим є використання наперстка.
. Голки під час роботи
потрібно зберігати в голочниці.
. На робочому місці не має
бути зайвих предметів.
. По закінченні роботи
інструменти та пристосування необхідно складати у відведеному для цього місці.
. Старанно прибрати робоче
місце.
Рекомендації щодо організації
робочого місця при машинних роботах:
. Перед тим як приступати до
роботи,потрібно одягнути робочий одяг;
. Перед початком роботи потрібно
перевірити справність машинки, а в разі неполадок викликати механіка.
. Заборонено працювати без гумового
килимка на меблевій педалі.
. Біля швейної машини повинен бути
світильник для місцевого освітлення.
. Необхідно утримувати робоче місце в
чистоті та порядку.
. При вимиканні машини штепсельна
вилка повинна щільно входити в гнізда штепсельної розетки. Швейну машину не
можна виключати сіпаючи за шнур.
. Забороняється ножиці класти на інші
предмети.
. Стежити за справністю ізоляції
проводів.
. По закінченню роботи потрібно
прибрати робоче місце.
Рекомендації щодо організації
робочого місця при волого-тепловій обробці:
. До виконання робіт необхідно
приступати в халаті, застібнутому на всі ґудзики. Волосся повинно бути
підібраним під головний убір.
. На робочому місці не має бути
зайвих предметів.
. Робоче місце повинно бути добре
освітленим.
. До початку роботи необхідно
перевірити ізоляцію шнура, а також положення праски на підставці.
. Перевірити справність обладнання,
заземлення.
. Перевірити наявність пропрасувачів,
подушок.
. Необхідно стежити за поступовим
нагріванням праски, щоб вона не перегрівалася.
. По закінченню роботи,
електроприлади повинні бути вимкнені з електричної мережі.
.2 Правила безпеки праці при
виготовленні швейного виробу
При виготовленні швейного виробу
працюючий повинен засвоїти прийоми безпечної роботи. Безпека праці включає в
себе:
. Електробезпеку;
. Безпеку праці на
технологічному обладнанні;
. Пожежну охорону.
Електробезпека.
Основними заходами на попередженню
електротравматизму є:
. Ізоляція струмоведучих
матеріалів;
. Встановлення огороджень для
відведення доступу до струмоведучих частин матеріалів.
. Застосування
попереджувальної сигналізації.
Безпека праці на технологічному
обладнанні.
Працюючи на швейних машинах,
необхідно пам’ятати про те,що:
. Приступати до роботи на
зшивних швейних машинах можна тільки після проведення вступного інструктажу на
робочому місці.
. Перед початком роботи
потрібно перевірити справність машини, а в разі неполадок викликати механіка.
. При неправильному положенні
рук під час роботи на машинці можна проколоти пальці рук.
Правила для працюючих з
електроприладами:
. Перед вмиканням праски в
електромережу, слід перевірити ізоляцію шнура і положення праски на підставці.
. Швейну машину і праску не
можна вимикати, сіпаючи за шнур.
. При закінченні роботи з
електроприладами слід виключати їх з мережі.
Пожежна охорона. Причинами пожежі є:
. Необережне поводження з
вогнем.
. Незадовільний стан
електротехнічних пристроїв, недотримання правил їх експлуатації.
. Несправність виробничого
обладнання і порушення режимів технологічних процесів.
. Несправність приладів
опалювальних і порушення правил пожежної безпеки при їх експлуатації.
У випадку пожежі необхідно:
. Негайно повідомити про це телефоном
пожежну охорону. При цьому необхідно назвати адресу об’єкта, вказати кількість
поверхів будівлі, місце виникнення пожежі, обстановку на пожежі, наявність
людей, а також повідомити прізвище.
. Вимкнути всі машини і апарати,
зупинити подачу електроенергії в приміщеннях.
. Вжити (по можливості) заходів до
евакуації людей, гасіння пожежі та збереження матеріальних цінностей.
. При необхідності викликати інші
аварійно-рятувальні служби (медичну, газорятувальну).
Висновок
Дана курсова робота полягає у
розробці жіночого жакета напівприлеглого силуету для жінок молодшої вікової
групи
Для виготовлення будь-якого швейного виробу застосовуються
певні дії. По-перше, це складання ескізу, по-друге, розкроювання виробу,
по-третє, завершення пошиття виробу з урахуванням наявного матеріалу і
особливостей фігури за індивідуальним планом. При цьому чітке дотримання даної
схеми: ескіз - креслення - конструкція - технологія - готовий виріб, сприяє
отриманню практичних навичок для самостійного виготовлення виробів - від ідеї
до готового виробу.
У процесі виконання <http://ua-referat.com/%D0%92%D0%B8%D0%BA%D0%BE%D0%BD%D0%B0%D0%BD%D0%BD%D1%8F_%D0%BA%D1%83%D1%80%D1%81%D0%BE%D0%B2%D0%BE%D1%97_%D1%80%D0%BE%D0%B1%D0%BE%D1%82%D0%B8>
курсової
<http://ua-referat.com/%D0%9A%D1%83%D1%80%D1%81%D0%BE%D0%B2%D0%B0> роботи
проведений аналіз актуальності асортименту жіночих жакетів та вибрано
перспективний напрямок моди. У ході даної курсової роботи був розроблений жакет
з костюмної синтетичної тканини для жінок молодшої вікової групи святкового
призначення. Відповідно до цього був обраний асортимент основних матеріалів і
пакет прикладних матеріалів (прокладочні тканини, швейні нитки, фурнітура), які
повною мірою відповідають пред'явленим до виробу вимогам: гігієнічним,
експлуатаційним, естетичним та ін.
У процесі виконання курсової роботи ми з'ясували, що конструювання
одягу залежить безпосередньо від процесу моделювання і тісно пов'язане з ним.
Особливості технологічної обробки, послідовність монтажу виробу тісно пов'язані
і залежать від напрямку моди, яка визначає сучасність конструкції, що
проявляється в лініях силуету і при розробці композиції в цілому. Від
конструкції виробу залежить якість посадки виробу на фігурі, його відповідність
напрямку моди.
У технологічній частині роботи складено послідовність виконання
операцій для виготовлення обраної моделі з врахуванням особливостей
індивідуального виробництва.
Список використаної літератури
1.Батраченко Н.В., Головінов В.П., Каменєва Н.М. Технологія
виготовлення жіночого одягу: Підруч. для учнів проф.-техн. навч. закл./Упоряд:
Н.В.Батраченко - К.: Вікторія, 2000. - 512 с.
.Бескоровайная Г.П. Конструирование одежды для
индивидуального потребления/Г.П.Бескоровайная. - М.:Волга, 2001. - 312 с.
.Борецька Е.Я., Маглюга П.М. Технологія виготовлення легкого
жіночого та дитячого одягу/Упоряд: Е.Я.Борецька. - К.: Вища школа, 1992. - 340
с.
.ГОСТ 17-326-81. Изделия швейные, трикотажные, меховые.
Типовые фигуры женщин. Размерные признаки для проектирования одежды. - М.,
1981.
.ГОСТ 17-522-72. Типовые фигуры женщин. Размерные признаки
для проектирования одежды.
.ДСТУ 2023-91 «Деталі швейних виробів. Терміни та
визначення». - К.: Держстандарт України, 1991. - 20 с.
.ДСТУ 2027-92 «Швейні вироби». - К.: Держстандарт України,
1992. - 20 с.
.Зеванова Л.Н., Дашкевич Л.М. Техника раскроя одежды по
индивидуальным заказам: Учебное пособие / Упоряд: Л.Н Зеванова - Ростов - на
-Дону:Дон, 2001. - 225 с.
.Козлова Т.В., Ритвінська Л.П., З.Н. Тимашова Моделювання і
художнє оформлення жіночого і дитячого одягу/ Упоряд: Т.В.Козлова - М.
Легкопромбитіздат:Москва, 1990. - 251 с.
.Малко Леся. Матеріали для одягу: Навчальний посібник / Малко
Леся Романівна. - Дрогобич: Ред. Вид. відділ ДДПУ,2010. - 153 с.
. Павленко Т.М. Основи моделювання одягу: Навчальний посібник
/ Т.М.Павленко - Біла Церква.: БКСД, 2010. - 52 с.
. Патлашенко О.А. Матеріалознавство швейного виробництва:
Навчальний посібник / О.А. Патлашенко. - 2-ге видання. - К.: Арістей, 2006. -
288 с.
.Савка Л.В. Практикум з технології виготовлення швейних
виробів. Частина 1: Навчальний посібник / Л. В. Савка. - Дрогобич: Ред. Вид.
відділ ДДПУ, 2008. - 121 с.
.Савка Л.В. Практикум з технології виготовлення швейних
виробів. Частина 2: Навчальний посібник / Л. В. Савка. - Дрогобич: Ред. Вид.
відділ ДДПУ, 2008. - 121 с.
. Савка Л.В. Методичні рекомендації до курсової роботи з
конструювання, моделювання і технології виготовлення швейних виробів / Л.В.
Савка. - РВВ ДДПУ, 2007. - 47 с.
. Силаева М.А. Пошив изделий по индивидуальным заказам:
Учебник для нач. проф. образования / М.А. Силаева. - 2-е изд., стер. - М.:
Издательский центр «Академия», 2003. - 528 с.
.Труханова А.Т. Основи технології швейного виробництва /
А.Т.Труханова. - М. Вища Школа, видавничий центр «Академія», 2001. - 239 с.