Взаимозаменяемость, стандартизация и технические измерения: редуктор планетарный 2-ступенчатый
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
ПО КУРСОВОЙ РАБОТЕ
Взаимозаменяемость, стандартизация и
технические измерения: Редуктор планетарный 2-ступенчатый
СОДЕРЖАНИЕ
1. Введение
. Выбор посадок методом
аналогов
.1 Выбор и обоснование выбора
посадок
.2 Расчет размерных параметров
выбранных посадок
.3 Выбор параметров
шероховатости, допусков формы и размеров поверхностей
.4 Рабочие эскизы сборочных
единиц и сопрягаемых деталей
. Расчёт и выбор посадок колец
подшипника
.1 Выбор класса точности подшипника,
предельное отклонение и определения вида нагружения колец
.2 Выбор посадки для циркуляционного
нагружения кольца
.3 Выбор посадки для
местнонагруженного кольца
.4 Эскиз подшипникового узда и
деталей с сопрягаемым подшипником
. Расчёт посадки с натягом
. Расчет переходной посадки
. Расчет комбинировоной
посадки
. Выбор посадки шпоночного
соединения
. Расчет размерной цепи
. Заключение
Список использованных источников
1. ВВЕДЕНИЕ
Редуктор служит для снижения угловой скорости и повышения вращающего
момента на ведомом валу без изменения угла вращательного движения.
Работа шестерёнчатого механизма осуществляется в масляной ванне. Для
заливки масла в корпус редуктора 2 имеется отверстие, закрытое отдушиной 16,
оно также служит для снижения избыточного давления. Корпус редуктора 2
закрывается крышкой редуктора 1. В крышке редуктора находится отверстие для
посадки уплотнения 28, в крышку 1 вставляется вал шестерня, на который с одной
стороны напрессовывается с натягом подшипники 27, 4 а, с другой стороны имеется
паз для шпонки 29 и резьбы, для установочной гайки 30 и шайбы 31. На подшипник
4 напрессовывается водило-шестерня 3, которое с другой стороны также имеет
напрессованный подшипник 4. Водило шестерня 3 имеет 3 отверстия в которые
запрессовывают оси сателлитов 21. На оси сателлитов насажены подшипники 19. На
которые ставятся сателлиты 22 и кольца пружинные 25, 26 для фиксации.
Водило-шестерня 3 подшипником 4 входит в водило ведомое 7 которое установлено в
корпусе редуктора 2 на подшипниках 8, между которыми установлено кольцо
пружинное 9. На водило-ведомое напрессовывается втулка упорная 11. В корпусе 2
установлено уплотнение 10 для предотвращения потерь масла. Водило-ведомое 7 с
одной стороны имеет паз для шпонки 16, шайбу конусную 12 которая прикручивается
винтом 13 и фиксируется шайбой лапчатой 14, с другой - отверстие, в которое
запрессовываются оси сателлитов 17. На оси 17 ставятся подшипники 19, с
распорной втулкой 20 и сателлиты 18. Всё фиксируется пружинными кольцами 25 и
26. В корпусе редуктора 2 входит кольцо зубчатое корончатое, которое крепится
винтом стопорным 5.
2. ВЫБОР ПОСАДОК МЕТОДОМ АНАЛОГОВ
2.1 Выбор и обоснование выбора посадок
Сопряжение по d4=20мм.
Данное
сопряжение представляет собой соединение втулки распорной 32 и водила-ведущего.
Соединение разъемное, подвижное. Для аналогичных соединений рекомендуется
применять посадки типа  - «скользящие».
- «скользящие».
Выбираем
по [1] стр. 304 переходную посадку Ø 20  из числа рекомендуемых в системе отверстия,
обеспечивающую не высокое требование в точности центрирования часто разбираемых
деталей и назначением d4 = 20h7.
из числа рекомендуемых в системе отверстия,
обеспечивающую не высокое требование в точности центрирования часто разбираемых
деталей и назначением d4 = 20h7.
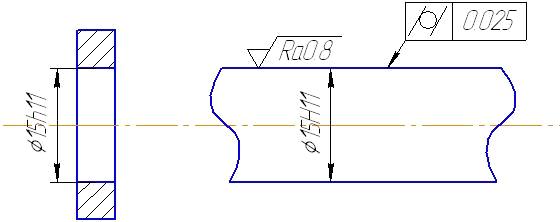
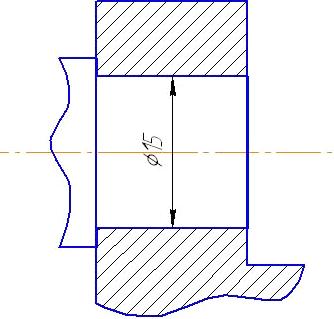
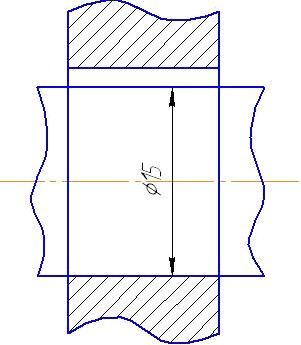
Сопряжение
d10 =15мм.
Данное сопряжение представляет собой соединение оси сателлита 21 и
водила-шестерни 3. Соединение разъемное, неподвижное. Ось сателлита 21 плотно
запрессовывается в отверстие водила-шестерни 3..
Для
аналогичных соединений рекомендуется применять переходные посадки типа  -«умеренно напряженные».
-«умеренно напряженные».
Принимаем
переходную посадку Ø
15  .
Вероятность получения зазоров или натягов при такой посадке одинакова. Сборка и
разборка проводиться без значительных усилий.
.
Вероятность получения зазоров или натягов при такой посадке одинакова. Сборка и
разборка проводиться без значительных усилий.
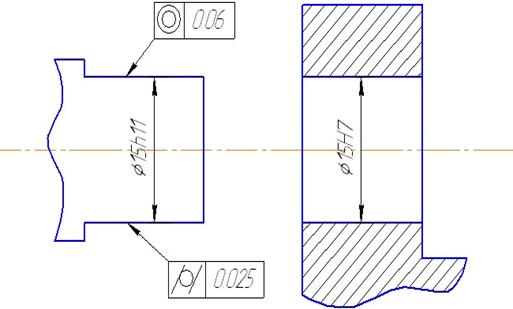
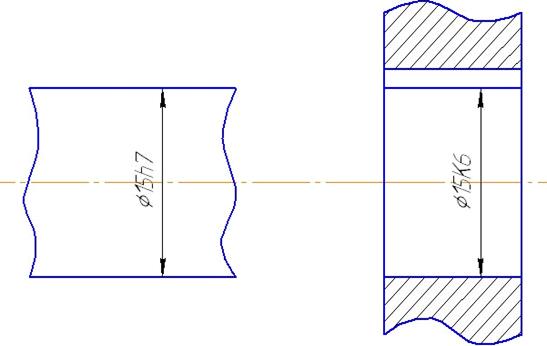
Сопряжение d1
=15мм.
Соединение
вала шестерни с другим валом или шестернёй. Соединение разъемное, неподвижное.
Неподвижность обеспечивается шпонкой 29. Колесо должно хорошо центрироваться на
валу для предотвращения биения в процессе работы. Для такого рода соединения, в
случае умеренного нагружения применяются посадки с натягом.  - прессовые соединения. Принимаем посадку Ø 15
- прессовые соединения. Принимаем посадку Ø 15  , как
предпочтительную из ряда других. Небольшой натяг получающийся в большинстве
соединений, достаточен для центрирования деталей и предотвращение их вибрации в
процессе работы узла.
, как
предпочтительную из ряда других. Небольшой натяг получающийся в большинстве
соединений, достаточен для центрирования деталей и предотвращение их вибрации в
процессе работы узла.
2.2 Расчет размерных параметров выбранных посадок
= 20 мм

Определяем размерные
параметры отверстия 
Верхнее предельное
отклонение:
Нижнее предельное отклонение:

Среднее отклонение:

Номинальный диаметр: 
Максимальный диаметр
отверстия:

Минимальный диаметр
отверстия:

Средний диаметр отверстия:

Допуск:

Определяем размерные
параметры вала  :
:
Верхнее предельное
отклонение: 
Нижнее предельное отклонение:

Среднее отклонение:

Номинальный диаметр: 
Максимальный диаметр вала:

Минимальный диаметр вала:

Средний диаметр вала:

Допуск размера на вал:

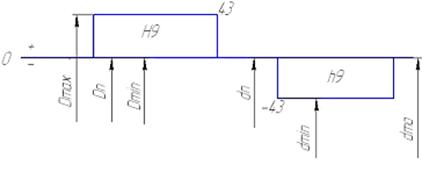
Рис. 2.1.Схема
взаиморасположения полей допусков
Определяем характеристики
посадки по предельным размерам:
Максимальный зазор:

Минимальный зазор:

Средний зазор:
 = 15 мм
= 15 мм

Определяем размерные
параметры отверстия  :
:
Верхнее предельное
отклонение:
Нижнее предельное отклонение:

Среднее отклонение:

Номинальный диаметр: 
Максимальный диаметр
отверстия:

Минимальный диаметр
отверстия:

Средний диаметр отверстия:

Допуск размера отверстия:

Определяем размерные
параметры вала  :
:
Верхнее предельное
отклонение: 
Нижнее предельное отклонение:

Среднее отклонение:

Номинальный диаметр: 
Максимальный диаметр вала:

Минимальный диаметр вала:

Средний диаметр вала:

Допуск размера на вал:

Рис.2.2.Схема
взаиморасположения полей допусков
Определяем характеристики
посадки по предельным размерам:
Максимальный натяг:

Минимальный натяг:

Средний натяг:
 = 15 мм
= 15 мм

Определяем размерные
параметры отверстия :
Верхнее предельное
отклонение:
Нижнее предельное отклонение:
Среднее отклонение:
Номинальный диаметр:
Максимальный диаметр
отверстия:

Минимальный диаметр
отверстия:

Средний диаметр отверстия:

Допуск размера отверстия:

Определяем размерные
параметры вала  :
:
Верхнее предельное
отклонение: 
Нижнее предельное отклонение:

Среднее отклонение:

Номинальный диаметр:
Максимальный диаметр вала:

Минимальный диаметр вала:

Средний диаметр вала:

Допуск размера на вал:

Рис. 2.3.Схема
взаиморасположения полей допусков
Определяем характеристики
посадки по предельным размерам:
Максимальный зазор:

Минимальный зазор:

Средний зазор:

Максимальный натяг:

Минимальный натяг:

Средний натяг:

2.4
Рабочие эскизы сборочных единиц и сопрягаемых деталей
3. РАСЧЁТ НАТЯГОВ В
ПОДШИПНИКАХ КАЧЕНИЯ
В зависимости от характера от
характера требуемого соединения поля допусков для валов и отверстий корпусов
выбираются в зависимости от типа нагружения, т.е. от характера нагрузки.
3.1
Выбор класса точности подшипника, предпочтительное отклонение и определения
вида нагружения колец
В нашем случае внутренне и
внешнее кольца испытывают циркуляционный вид нагружения, так как кольца
воспринимают радиальную нагрузку последовательно всей окружностью дорожки
качения и передает ее последовательно всей посадочной поверхности вала.
Принимаем класс точности
подшипника-6, так как число оборотов на редукторе не большое и такой подшипник
является не дорогим, что экономически выгодно.
3.2
Выбор посадки для внутреннего кольца
Будем вести расчет по
интенсивности распределения нагрузки по посадочной поверхности.
 ,
,
где R-радиальная реакция опоры подшипника, кН; R= 1000
Н b-рабочая ширина посадочного места;b=B-2r, B-ширина подшипника; kП-
динамический коэффициент посадки, зависящий от характера нагрузки , kП=1 при
перегрузке до 150%, умеренных толчках и вибрации; F-коэффициент учитывающий
степень ослабления посадочного натяга при полом вале F=1; FА=1 для радиальных и
радиально-упорных подшипников с одним наружным или внутренним кольцом. Режим
работы 10000 часов

По
таблице 4.82 [с. 818] и выбираем поле допуска поверхности вала сопрягаемой с
внутренним кольцом подшипника.
Ø12jS6
По
таблице 4.75 [с. 812] выбираем предельные отклонения для кольца подшипника.
Ø12L0
получаем
посадку:
Ø12

Выбранную
посадку проверяем па максимальному натягу:

где,
k - коэффициент, зависящий от серии подшипника, k=2,8 (для средней серии); [GP]
= 400 МПа - допускаемое напряжение при растяжении для материала кольца

[N]
> Nmax (выбранный d=12 мм)
=12
мм=11,988мм
=dmax-Dmin=12,0055-11,9945=
0,0011 мм
=
11,9945мм= 12,0055мм
=es-EI=0,0055-(-0,008)=0,00135мм
Nmin=ei-ES=-0,0055-0=-0,0055мм=ES-ei=0-0,0055=-0,0055мм=EI-es=-0,008-0,0055=-0,0135мм
=0,0034 мм
Sc=-0,0068мм
Строим
схемы расположения полей допусков сопрягаемых поверхностей рис. 3.1
рис 3.1. Схема расположения полей допусков сопряжения подшипника и вала
3.3 Выбор посадки для
внешнего кольца
В нашем случае внешнее кольцо подшипника, как и
внешнее, испытывает циркуляционный вид нагружения.
Ø37
Н=37 мм=36,992 мм=36,967мм
ТD=0,025мм.
=Dmax-dmin=36.992-36.989=0.003
мм
=36,989мм=37 мм

Nmax=d max-
Dmax=37,000-36,992=0.008мкм
,5>0.008
Условие прочности выполняется
=es-EI=0-(-0,033)=0,033мм
Nmin=
ei-ES=-0,011-(-0,008)=-0,003мм=ES-ei=-0,008-(-0,011)=0,003мм=EI-es=-0,033-0=-0,033мм
=0,018мм
Sc=0,0015мм
рис 3.2. Схема расположения полей допусков сопряжения подшипника и
корпуса редуктора
По приложению VIII [6. с. 196] находим допускаемые радиальные зазоры в
подшипниках Δнат. наиб и Δнат. наим . Определим велечину
касательного радиального зазора по формуле


 -
радиальная деформация кольца при максимальном натяге посадки Nmax
-
радиальная деформация кольца при максимальном натяге посадки Nmax



Условие
работоспособности  выполняется 0,0277>0,02
выполняется 0,0277>0,02
.4
ЭКСКИЗЫ ПОДШИПНИКОВОГО УЗЛА И ДЕТАЛЕЙ СОПРЯЖЕНЫМИ С ПОДЖШИПНИКАМИ
рис.3.1
Эскиз сопряжения сателита с подшипником
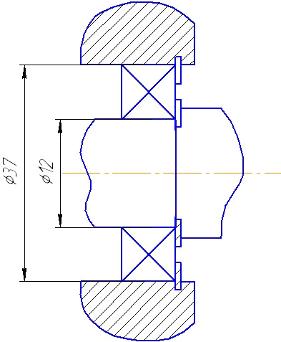
рис.3.2
Эскиз вала
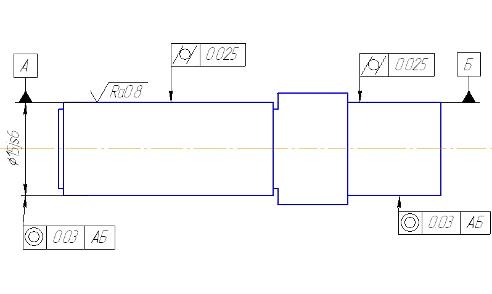
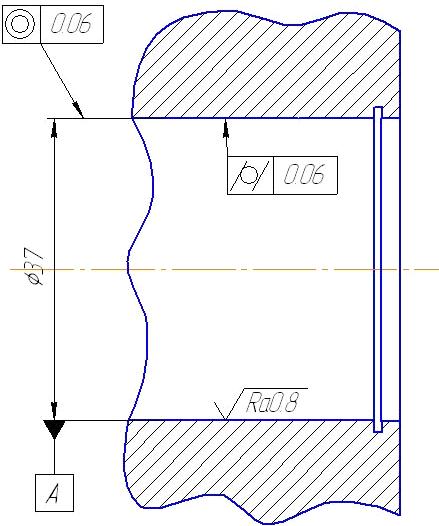
рис.
3.3 Эскиз сателита
4. РАСЧЕТ ПОСАДОК С НАТЯГОМ
Посадки с натягом предназначены для неподвижных соединений неразъемных
соединений (или разбираемых лишь в отдельных случаях при ремонте), как правило,
без дополнительного крепления винтами штифтами шпонками и т. д.. Относительная
неподвижность деталей при этих посадках достигается за счет напряжений,
возникающих в материале сопрягаемых деталей вследствие действия деформаций их
контактных поверхностей.
Проведем расчет посадки сопряжения оси сателлита 21 с отверстием в
водиле-шестере 3. Для этого примем l=22,5 мм, , dн.с.=15 мм,d2=0,0225 мм. Rос=1
KН.
Шероховатость принимаем равной Rzd=8, Rzdk=5,3. Корпус и зубчатое колесо
изготовлено из СЧ(µ=0.25).
Рис. 4.1 Расчетная схема
Наружный диаметр ступицы dст, мм, определяеться по формуле
ст=1.7dн.с.,
где dн.с- номинальный диаметр
вала, 15 мм,ст=1.7*15=25.5 мм
Длина ступицы
lст=1.5* dн.с
ст=1.5*15=22.5 мм

В
результате рассчитаем величину наименьшего натяга, способного передать такие
нагрузки:
 ,
,
где
ЕD и Еd - модули упругости материалов втулки и вала, табл. 1.6
[1,
ч. 1, с. 335]; CD и Cd - коэффициент Лямэ для втулки и вала.
Определим
необходимые величины :
1) определим требуемую величину давления на поверхности:

2) определим коэффициенты Лямэ:
Рассчитаем
необходимый натяг:

Данная
величина должна быть скорректирована с учетом смятия поверхностей, потому что
рассчитанная величина не будет обеспечена вследствие снижения шероховатости в
процессе запрессовки.
Будем
считать, что величина смятия и срезания поверхностей в связи с запрессовкой
составляет 60% от их высоты.
Определим
наименьший допустимый натяг с учетом уменьшения действительного натяга за счет
смятия неровностей при запрессовке

Выберем
посадку из таблиц, системы допусков и посадок, при этом учитываем условие
относительной подвижности сопрягаемых деталей.

Окончательно
принимаем для d=15 мм посадку Ø
Выполним
расчет по наибольшему допускаемому давлению для обеспечения прочности
сопрягаемых деталей.
для
вала-

для
втулки-

В
качестве [Pmax] принимаем наименьший из двух значений
Находим
величину наибольшего расчетного натяга

Вычисляем
наибольший допустимый натяг с учетом среза и смятия неровностей

Находим
необходимое усилие для запрессовки деталей без применения термических методов
сборки
 ,
,
где
 - коэфициенет трения при запрессовке 0,15;
- коэфициенет трения при запрессовке 0,15;  - удельное давление при максимальном натяге выбранной
посадки, определяемое по следующей формуле:
- удельное давление при максимальном натяге выбранной
посадки, определяемое по следующей формуле:

5.
РАСЧЕТ ПЕРЕХОДНЫХ ПОСАДОК
Переходные
посадки предназначены для неподвижных, но разъемных соединений деталей и
обеспечивают хорошее центрирование соединяемых деталей. При выборе переходных
посадок необходимо учитывать, что для них характерна возможность получения, как
натягов, так и зазоров. Натяги, получающиеся в переходных посадках, имеют
относительно малую величину и обычно не требуют проверки деталей на прочность,
за исключением отдельных тонкостенных деталей. Эти натяги недостаточны для
передачи соединением значительных крутящих моментов или усилий. К тому же
получение натяга в каждом из собранных соединений не гарантировано. Поэтому
переходные посадки применяют дополнительным креплением соединяемых деталей
шпонками, штифтами.
Трудоемкость
сборки и разборки соединений с переходными посадками, так же как и характер
этих посадок, во многом определяется вероятностью (частностью) получения в них
натягов и зазоров.
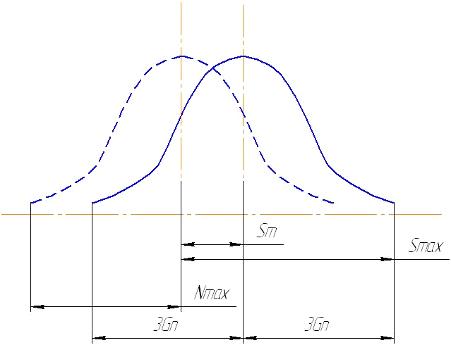
При
расчете вероятности натягов и зазоров обычно исходят из нормального
распределения натягов размеров деталей при изготовлении. Распределение натягов
и зазоров в этом случае также будет подчиняться нормальному закону, а
вероятности их получения определяется с помощью интегральной функции.
Проведем
расчет переходной посадки, в данной коробке подачи по d1, где сопрягаются две
поверхности водила-ведомого и втулки упорной 11. Переходная посадка в данном
случае для того, чтобы определить точность центрирования и легкость сборки
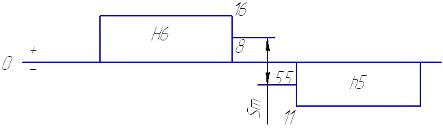
соединения. Для данного соединения выбираем посадку типа Н6/h5.
Ø15
Определим
максимальный и минимальный зазор для данного соединения:


Минимальный
зазор равен максимальному натягу.
Считаем
среднее значение зазора:

Определяем
средне квадратичное отклонение:






Определим
предел интегрирования:
пользуясь
таблицей Ф(z), находим Ф(z)=0,258
Определяем
вероятность получения зазора:

Следовательно,
вероятность получения натяга равна:

6.
РАСЧЕТ КОМБИНИРОВАНОЙ ПОСАДКИ
Сопряжение
по d17= 50 мм
Соединение
водила-ведомого с втулкой упорной 10. Соединение подвижное, разъемное.
Для
аналогичного соединения рекомендуется применять посадку скользящую  Принимаем посадку скользящую Ø 50
Принимаем посадку скользящую Ø 50 , как
предпочтительную в системе.
, как
предпочтительную в системе.
Схема
расположения полей допусков выбранной посадки представлена на рис. 6.1
Рис.
6.1.Схема расположения полей допусков
Средний
зазор выбранной посадки Sm, определяется по формуле
 , (6.1)
, (6.1)
где
Еm- среднее предельное отклонение в системе отверстия, 0,008 мм;среднее
предельное отклонение в системе вала, -0.0055 мм

От
выбранной системной посадки нужно перейти к комбинированной вне системной,
вследствие того , что поле допуска вала определяется посадкой кольца упорного,
тогда применяем  . Поэтому на остальных посадках целесообразно
использовать комбинированные, так как трудоемко обеспечить системными посадками
нужных характер соединения. Поэтому поле допуска вала в комбинированной посадке
будет
. Поэтому на остальных посадках целесообразно
использовать комбинированные, так как трудоемко обеспечить системными посадками
нужных характер соединения. Поэтому поле допуска вала в комбинированной посадке
будет  , а поле допуска отверстия принимаем такое, которое с
ранее принятым полем допуска обеспечит необходимый средний зазор, рис. 6.2.
, а поле допуска отверстия принимаем такое, которое с
ранее принятым полем допуска обеспечит необходимый средний зазор, рис. 6.2.
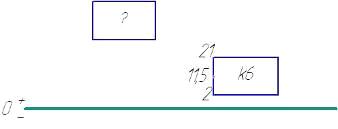
рис.
6.2. Расчетная схема
Среднее
предельное отклонение в системе отверстия для комбинированной посадки получили
из формулы 6.1

где
 - среднее предельное отклонение в системе вала, 11,5
мкм
- среднее предельное отклонение в системе вала, 11,5
мкм

По
среднему предельному отклонению в системе отверстия для комбинированной посадки
принимаем поле допуска 
Окончательно
принимаем комбинированную посадку Ø50  , схема расположения полей допусков которой указанна
на рис. 6.3.
, схема расположения полей допусков которой указанна
на рис. 6.3.
рис
6.3. Схема расположения полей допусков
Расчет размерных параметров
выбранных посадок= 50 мм

Определяем размерные
параметры отверстия 
Верхнее предельное
отклонение:
Нижнее предельное отклонение:

Среднее отклонение:

Номинальный диаметр: 
Максимальный диаметр
отверстия:

Минимальный диаметр
отверстия:

Средний диаметр отверстия:

Допуск:

Определяем размерные
параметры вала  :
:
Верхнее предельное
отклонение: 
Нижнее предельное отклонение:

Среднее отклонение:

Номинальный диаметр: 
Максимальный диаметр вала:


Средний диаметр вала:

Допуск размера на вал:

Определяем характеристики
посадки по предельным размерам:
Максимальный зазор:

Минимальный зазор:

Средний зазор:

Максимальный натяг:

Минимальный натяг:

Средний натяг:

У этой посадки зазор  может изменяться от
может изменяться от  до
до  , натяг от 0 до 0,021 мм.
, натяг от 0 до 0,021 мм.
Определяем вероятный допуск
посадки (при условии, что величины отклонений размеров вала и отверстия
подчиняются закону нормального распределения):
 ,
,
тогда
среднеквадратическое отклонение  равно
равно
7. ВЫБОР ПОСАДОК ШПОНОЧНЫХ СОЕДИНЕНИЙ
Чаще всего в массовом производстве принимают шпонки.
Использование призматических шпонок дает возможность дает возможность более
точно центрировать сопрягаемые элементы и получать как подвижные (в случае применения
обыкновенных призматических шпонок), так и не скользящи соединения (при
использовании направляющих шпонок с креплением на вал).
Выбираем для вала 1 призматическую шпонку,
неподвижную. Характер соединения нормальный. Из табл. 4.52.[с.773] выбираем шпонку
по диаметру вала.=5 мм; h=5мм; t1=3мм; t2=2.3мм;
Во всех случаях шпонка устанавливается в пазу вала
плотно с натягом, а в пазу отверстия в зависимости от характера соединения. При
точном центрировании поля допуска на отверстия H6, а на вал рекомендуется js6,
k6, m6, n6. Для данного шпоночного соединения рекомендуется применять допуск на
отверстия Н6, допуск на вал js6. Принимаем нормальное соединение, это
соединение чаще всего используется в массовом производстве, так как
обеспечивает точное центрирование деталей.
Для нормального соединения принимаем поля допусков:
на ширину паза вала N9, на ширину паза втулки js9, на
ширину шпонки h9.Принимаем шероховатость на ширину паза вала и втулки - Ra 0.4,
а на высоту паза втулки и вала - Ra 0.2
Кроме точности размеров шпонок и шпоночных пазов
ограничивают и неточность расположения паза в валу и паза во втулке
относительно оси симметрии вала и втулки. Должен ограничиваться допуск
параллельности плоскости симметрии паза относительно оси симметрии сопрягаемой
поверхности.
Предельные размеры элементов шпоночных соединений
Сопряжение
шпонка вал Ø15 

Верхнее
предельное отклонение:
Нижнее
предельное отклонение: 
Среднее
отклонение:

Номинальный
диаметр: 
Максимальный
диаметр отверстия:

Минимальный
диаметр отверстия:

Средний
диаметр отверстия:

Допуск
размера отверстия:

Определяем
размерные параметры вала  :
:
Верхнее
предельное отклонение: 
Нижнее
предельное отклонение: 
Среднее
отклонение:

Номинальный
диаметр: 
Максимальный
диаметр вала:

Минимальный
диаметр вала:

Средний
диаметр вала:

Допуск
размера на вал:

Рис.
7.1.Схема взаиморасположения полей допусков
Определяем
характеристики посадки по предельным размерам:
Максимальный
зазор:

Минимальный
зазор:

Средний
зазор:

Максимальный
натяг:

Минимальный
натяг:

Средний
натяг:

Сопряжение
шпонка втулка Ø15 

Определяем
размерные параметры вала 
Верхнее
предельное отклонение:
Нижнее
предельное отклонение: 
Среднее
отклонение:

Номинальный
диаметр:
Максимальный
диаметр отверстия:

Минимальный
диаметр отверстия:

Средний
диаметр отверстия:

Допуск
размера отверстия:

Определяем
размерные параметры вала
Верхнее
предельное отклонение:
Нижнее
предельное отклонение: ei=-0.043
Среднее
отклонение:
Номинальный
диаметр:
Максимальный
диаметр вала:

Минимальный
диаметр вала:

Средний
диаметр вала:
Допуск
размера на вал:

Рис.
7.2.Схема взаиморасположения полей допусков
Определяем
характеристики посадки по предельным размерам:
Максимальный
зазор:

Минимальный
зазор:

Средний
зазор:

Максимальный
натяг:

Минимальный
натяг:

Средний
натяг:

рис.7.3. Эскизы пазов вала и втулки
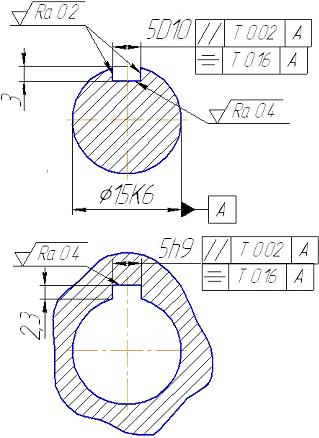
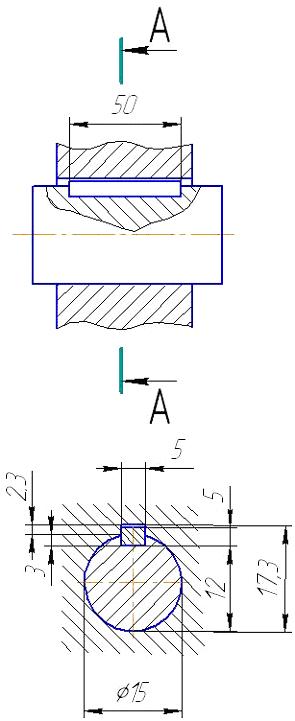
рис.7.4. Эскиз шпоночного сопряжения
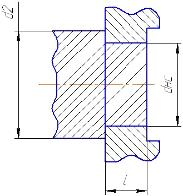
8. РАСЧЕТ РАЗМЕРНЫХ ЦЕПЕЙ
рис. 8.1 Эскиз заданной детали
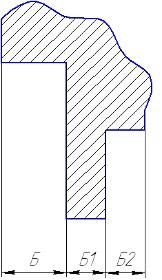
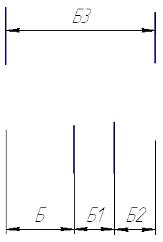
рис.8.2 Схема размерной цепи
Проанализируем рис. 8.1 В представленной детали в
начале заготовку обрезают по необходимой длине, затем обрабатывается базовая
поверхность под размер Б2, так как он является самым большим. Затем деталь
обрабатывается по убывающим размерам. Размер Б1- составляющий, уменьшающий.
Размер Б-замыкающий.
Определим предельные отклонения замыкающего размера по

Зададим
номинальные размеры всех составляющих звеньев, сохраняя пропорциональное
соотношение
Б1=40,3( ), Б2=25,7(
), Б2=25,7( )
)

где
m- число увеличивающих звеньев: n- число уменьшающих звеньев
Определим
допуск замыкающего звена

где
 -верхнее предельное отклонение замыкающего звена;
-верхнее предельное отклонение замыкающего звена;  - нижнее предельное отклонение замыкающего звена.
- нижнее предельное отклонение замыкающего звена.
Рассчитываем
среднее число единиц допусков размерной цепи с учётом известных единиц допусков
редуктор посадка нагружение цепь
где
 - сумма единиц допусков определяемых составляющих
звеньев; значения единиц допусков определяемых составляющих звеньев находим по
табл. 3.3 [1. ч.2 с.20]
- сумма единиц допусков определяемых составляющих
звеньев; значения единиц допусков определяемых составляющих звеньев находим по
табл. 3.3 [1. ч.2 с.20]
По
полученному числу единиц допусков am определяем ближайший соответствующий ему
квалитет по табл. 1.8 [1, ч.1]. Примем квалитет 9.
По
выбранному квалитету назначаем допуски и отклонения на звенья.
Допуски
составляющих размеров находим по табл. 1.8 [1, ч.1 с.43] в зависимости от
величины их исполнительных размеров.
|
Наименование
|
Обозначение
|
Номинальный размер
|
Допуск, мм
|
Заданные, расчётные или
принятые предельные отклонения, мм
|
Квалитет
|
Едницы допуска I, мкм
|
|
|
|
Заданный или расчётный
|
Принятый
|
верхнее
|
нижнее
|
|
|
|
Увеличивающий
|
Б2
|
25,7
|
0,062
|
0,062
|
0,031
|
0,031
|
9
|
1,56
|
|
Б3
|
88
|
0,087
|
0,087
|
0,0435
|
0,0435
|
9
|
2,17
|
|
Уменьшающий
|
Б1
|
40,3
|
0,052
|
0,052
|
0,026
|
0,026
|
9
|
1,31
|
|
Замыкающий
|
Б
|
22
|
|
|
|
|
9
|
|
Проверяем правильность назначения полей допусков и
предельных отклонений составляющих звеньев


Редуктор
планетарный 2-ступенчатый
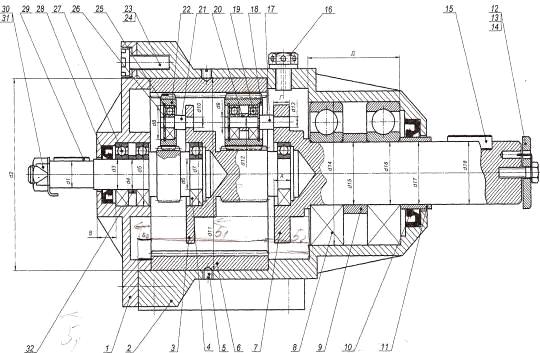
Перечень
деталей и узлов редуктора планетарного 2-ступенчатого.
.
Крышка редуктора - 1 шт.; 2. Корпус редуктора - 1 шт.; 3. Водило-шестерня -1
шт.; 4. Подшипник - 2 шт.; 5. Винт стопорный - 4 шт.; 6. Колесо зубчатое
корончатое - 1 шт.; 7. Водило ведомое - 1 шт.; 8. Подшипник - 2 шт.; 9. Втулка
распорная - 1 шт.; 10. Уплотнение - 1 шт.; 11. Втулка упорная - 1 шт.; 12.
Шайба концевая - 1 шт.; 13. Винт - 1 шт.; 14. Шайба лапчатая - 1 шт.; 15.
Шпонка-1 шт.; 16. Отдушина - 1 шт.; 17. Ось сателитов - 3 шт.; 18. Сателит -
Зшт.; 19. Подшипник - 9 шт.; 20. Втулка распорная - 3 шт.; 21. Ось сателита - 3
шт.; 22. Сателит - 3 шт.; 23. Винт - 8 шт.; 24. Шайба пружинная - 8 шт.; 25.
Кольцо пружинное - 9 шт.; 26. Кольцо пружинное - 9 шт.; 27. Подшипник-2 шт.;
28. Уплотнение - 1 шт.; 29. Шпонка - 1 шт.; 30. Гайка установочная - 1 шт.; 31.
Шайба лапчатая - 1 шт.
|
Индивидуальное задание
|
|
1. Выбор посадки колец
подшипников качения
|
d9
|
|
Серия подшипников
|
300
|
|
2. Выбор и обоснование
посадки с зазором
|
d4
|
|
3. Расчёт посадки с натягом
|
d10
|
|
осевая сила, кН
|
1
|
|
4. Расчёт переходной
посадки
|
d1
|
|
5. Расчёт комбинированной
посадки
|
d17
|
|
6. Выбор посадки шпоночного
соединения
|
d1
|
|
7. Расчёт размерной цепи
|
Б
|
|
22
|
.
ЗАКЛЮЧЕНИЕ
Переходные посадки предназначены для неподвижных, но разъемных соединений
деталей и обеспечивают хорошее центрирование соединяемых деталей. При выборе
переходных посадок необходимо учитывать, что для них характерна возможность
получения, как натягов, так и зазоров. Натяги, получающиеся в переходных
посадках, имеют относительно малую величину и обычно не требуют проверки
деталей на прочность, за исключением отдельных тонкостенных деталей. Эти натяги
недостаточны для передачи соединением значительных крутящих моментов или
усилий. К тому же получение натяга в каждом из собранных соединений не
гарантировано. Поэтому переходные посадки применяют дополнительным креплением
соединяемых деталей шпонками, штифтами.
Трудоемкость сборки и разборки соединений с переходными посадками, так же
как и характер этих посадок, во многом определяется вероятностью (частностью)
получения в них натягов и зазоров.
При расчете вероятности натягов и зазоров обычно исходят из нормального
распределения натягов размеров деталей при изготовлении. Распределение натягов
и зазоров в этом случае также будет подчиняться нормальному закону, а
вероятности их получения определяется с помощью интегральной функции.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1.Якушев А.И. «Взаимозаменяемость, стандартизация и технические
измерения» 2007г.
.Мягков В.Д., Палей М.А., Романов А.Б., Брагинский В.А. «Допуски и
посадки» справочник. 2008г.
.Серый И.С. «Взаимозаменяемость, стандартизация и технические измерения»
М. 2006г.
. Сурус А.И., Дулевич А.Ф. «Взаимозаменяемость, стандартизация и
технические измерения» 2011г.