|
z dDb, ммd1min, ммаmin, ммfном, ммfоткл, ммrmax, мм dDb, ммd1min, ммаmin, ммfном, ммfоткл, ммrmax, мм
|
|
|
|
|
|
|
|
6х21х25
|
5
|
19,5
|
1,95
|
0,3
|
+0,2
|
0,2
|
Исполнение шлицевого вала - A.
Вид инструмента - окончательный.
Базирование происходит по внутреннему диаметру.
Обозначение вала - d - 6x21 H7/e8x25H12/a11x5D9/f8
Рисунок 2.1. Профиль торцового сечения шлицевого вала при
центрировании по внутреннему диаметру
Расчетные размеры вала.
Наружный диаметр:
Dр = Dmax - 2·fmin, (2.1)
Dmax= D + ES = 25 + (-0,3) = 24,7 мм;
где Dmax - максимальная величина наружного диаметра
вала, мм
fmin - номинальная величина фаски, мм
D р= 24,7 -2·0,3=24,1 мм;
Внутренний диаметр (без учета припуска под шлифование вала):
dр = dmin + 0,25·Dd, (2.2)
где dmin - номинальный внутренний диаметр, dmin = 21+(- 0,041) = 20,959 мм;
dр = 20,959
+ 0,25·0,021 = 20,964 мм
Ширина шлица без учета припуска:
bр = bmin + 0,25·Db, (2.3)
где bмин - ширина шлица минимальная, мм
bр =4,972+0,25·0,018
= 4,977 мм.
Диаметр начальной окружности с фаской на сторонах шлица:
 (2.4)
(2.4)

Принимаем  мм
мм
Конструктивные элементы фрезы
Определение профиля боковой стороны зубьев фрезы аналитическим
методом.
Профиль боковой стороны зуба фрезы представляет собой кривую,
огибающую ряд последовательных положений профиля шлицевого вала при качении
начальной окружности вала по начальной прямой фрезы.
 ; (2.5)
; (2.5)

следовательно, теоретическую кривую заменяем одной дугой
окружности.
Для нахождения радиуса одной заменяющей окружности R0 и координат х0,
у0 центра этой окружности необходимо иметь координаты
трех узловых точек профиля фрезы.
Точка О с координатами х=0, у=0 расположена на начальной прямой в
точке пересечения ее с кривой профиля:
точка 1-по середине профиля;
точка 2-у вершины профиля зуба;
Зная координаты точки 1 и точки 2 найдем х0, у0,
R0. Координаты центра заменяющей окружности.
 ; (2.6)
; (2.6)
 ; (2.7)
; (2.7)
Радиус заменяющей окружности:
 (2.8)
(2.8)
Ординаты точки 1и точки 2 принимаем:
y1 =
(0,4…0,5)·h; (2.9)
y2 = 0,9·h; (2.10)
y1 =
(0,4…0,5)· 1,418 = (0,567…0,709) мм;
принимаем y1 = 0,65 мм
y2 =
0,9·1,418 = 1,276 мм;
Абсциссы точек 1 и 2 из формул:
 ; (2.11)
; (2.11)
 , (2.12)
, (2.12)
где Rн - радиус начальной окружности вала.
α1, α2 - углы обката точки 1 и точки 2 соответственно.
 ; (2.13)
; (2.13)
 ; (2.14)
; (2.14)
где γн - угол шлица в точке на Dн;
 ; (2.15)
; (2.15)

Зная значения углов в радианах:

 ;
;

 .
.


Определяем:
 ;
;

Тогда радиус заменяющей окружности:
 ;
;
Чтобы проверить точность замены кривой бокового профиля зуба фрезы
дугой окружности, определяем величину отклонений дуги от теоретической кривой в
двух точках а и b в расположенных между точками 0; 1; 2.
Максимальная погрешность замены в точках а и b:
Δa
= Fa - R0; (2.16)
Δb
= Fb - R0, (2.17)
где Fa, Fb -
радиусы точек а и b, мм
 ; (2.18)
; (2.18)
 ; (2.19)
; (2.19)
где xa, xb, ya, yb - координаты точек а и b;
 ; (2.20)
; (2.20)
 , (2.21)
, (2.21)
 ; (2.22)
; (2.22)
 ; (2.23)
; (2.23)
Углы обката точек а и b в
радианах:
 ; (2.24)
; (2.24)
 ; (2.25)
; (2.25)
 ; (2.26)
; (2.26)
 ; (2.27)
; (2.27)
Рассчитываем предварительные параметры:




Координаты точек:
 ,
,


Определяем радиуса точек:


Δa = 5,796 - 5,792 = 0,004 мм,
Δb = 5,791 - 5,792 = -0,001 мм,
Погрешность допустимая т. к. выполняется условие:
(Δa+Δb) ≤
2/3* Δb мм,
(0,005≤0,012)
где (Δa+Δb) - погрешность замены (по модулю);
Δb - допуск на ширину шлица (0,038 мм).
Толщина зуба фрезы по начальной прямой:
 (2.28)
(2.28)
где n - число шлицев вала, n = 6;
γн - в радианах;

Шаг зуба в нормальном сечении:
 (2.29)
(2.29)
Смещение уступа от начальной прямой:
 (2.30)
(2.30)
Угол уступа (фаски): при n = 6,
ψ = 35˚;
ширина фаски: с = 2·f = 2·0, = 0,6
мм;
высота фаски: h2 = с·tg ψ = 0,6·tg35˚ = 0,42 мм;
Размеры канавки для выхода шлифовального круга при затыловании
канавки:
радиус: r = 1…2,
принимаем r = 1 мм,
ширина:
l = tн - (Sн + 2·c);
l = 12,462 - (7,448+2·0,6)=3,814 мм;
глубина: h3 = 1,5…3 мм, конструктивно принимаем h3 = 2 мм;
Высота усика:
 , (2.31)
, (2.31)
где  - максимальная высота профиля зуба.
- максимальная высота профиля зуба.
 (2.32)
(2.32)
где  - радиус начальной окружности вала;
- радиус начальной окружности вала;
 - угол обката высшей точки профиля.
- угол обката высшей точки профиля.
 (2.33)
(2.33)
где  - расчётный внутренний диаметр вала;
- расчётный внутренний диаметр вала;
 - диаметр начальной окружности вала;
- диаметр начальной окружности вала;
 - угол профиля шлица.
- угол профиля шлица.
 (2.34)
(2.34)
где  - расчётная ширина шлица.
- расчётная ширина шлица.





Высота шлифованной части зуба фрезы:
 (2.35)
(2.35)

 мм
мм

Не допускается:  <0,3 мм
<0,3 мм
Общая высота профиля зуба:
h0 = hш+ h3; (2.36)
h0 = 2,449
+ 2 = 4,449 мм;
Геометрия фрезы.
Передний угол: γ=0˚.
Задний угол на вершине зуба:
αb = 8…14˚ = 13˚.
Шаг между выбираемыми углами 30΄.
На боковых сторонах профиля задний угол:
 , (2.37)
, (2.37)
где  , а значение угла
, а значение угла  должно быть αδ ≥1˚ 30΄.
должно быть αδ ≥1˚ 30΄.
 ;
;
 ;
;

Расчет конструктивных и габаритных размеров фрезы.
Число заходов - однозаходные.
Угол подъема витков по среднему диаметру τ
= 6˚.
При увеличении τ увеличивается погрешность профиля боковой стороны шлица.
Направление витков правое.
Направление передней поверхности зубьев левое.
Ориентировочный наружный диаметр:
 (2.38)
(2.38)

Принимаем
Число зубьев фрезы:
D =50…85 → Zmin = 12
=50…85 → Zmin = 12
Величина затылования:
 (2.39)
(2.39)

Принимаем K = 2,5 мм;
K1 =
(1,2…1,7)·2,5 = (3…4,3) мм;
Принимаем K1 = 3,5 мм;
Размеры канавки для выхода стружки:
r2 = 1,25…2,5 мм;
принимаем r2 = 1,25 мм;
 (2.40)
(2.40)
Угол канавки θ = 25˚.
Длина шлифованной части задней поверхности зубьев фрезы:
 (2.41)
(2.41)
принимаем lш =5 мм.
Шаг витков фрезы в осевом сечении:
 (2.42)
(2.42)
Длина наружной части фрезы:
 , мм (2.43)
, мм (2.43)

принимаем lр= 40 мм.
Общая длина фрезы:
L = lр+ 2·lδ,
(2.44)
где lδ - длина
буртика фрезы, мм
lδ = 2…5 мм;
принимаем lδ = 5 мм;
L = 40 + 2·5 = 50 мм,
Диаметр цилиндрической части буртиков:
 (2.45)
(2.45)

принимаем dδ = 31 мм.
Средний расчетный диаметр:
 (2.46)
(2.46)

Угол наклона стружечной канавки:
 (2.47)
(2.47)
Принимаем ω = 4˚95′.
Шаг стружечной канавки:
 (2.48)
(2.48)

Диаметр отверстия фрезы:
 (2.49)
(2.49)
Принимаем  .
.
Рисунок 2.2 Фреза червячная
. Проектирование и расчет фасонной протяжки
Исходные данные:
Минимальный диаметр отверстия под протягивание: d=40 мм; диаметр отверстия, получаемое
после протягивания: D=52 мм.
Предельное отклонение диаметра D по
чертежу детали: ∆=0,05 мм, длина протягиваемого отверстия: lд =60 мм; δ =0,07 мм. Материал заготовки: Сталь 45: σ
= 589 МПа; HB=207.
Рисунок 3.1. Профиль обрабатываемого отверстия
Хвостовик и шейка.
Диаметр хвостовика:
D1=d - 0,5=40-0,5=39,5 мм. (3.1)
где d - минимальный диаметр отверстия под
протягивание, мм.
Расчетную величину D1
округляем до ближайшей
меньшей величины, соответствующей ГОСТ 4044-70. Принимаем D1=36 мм. Остальные размеры хвостовика и размеры шейки
принимаем соответственно с ГОСТ 4044-70:
D1' =28 мм; D2=35,5 мм; l=160 мм; lx=140
мм; l1=20 мм; l2=32 мм; R1=0,4 мм; R2=1,6 мм; C=1,5 мм; α =30˚.
Переходный конус
Для диаметра отверстия под протягивание d=40 мм принимаем длину
конуса 20 мм.
Диаметр передней направляющей части, мм
Dпн=d=40 мм, (3.2)
Предельное отклонение Dпн по e8.
Длина передней направляющей Lпн равна расстоянию от конца
переходного конуса до первого зуба режущей части, то есть, включая длину первой
стружечной канавки.
Lпн= lд=60 мм; т. к.lд/D=60/52=1,15≤1,5
(3.3)
где lд - длина протягиваемого отверстия, мм;
D - диаметр отверстия, получаемого после
протягивания, мм.
Форма и размеры зубьев.
Главные режущие кромки зубьев имеют форму дуг концентрической
окружностей, диаметр которых Di постепенно увеличивается от первого зуба
к последнему. Вспомогательные режущие кромки зубьев имеют прямолинейную форму в
зависимости от профиля обрабатываемой детали.
Рисунок 3.2. Хвостовик протяжки.
Режущая часть
Величины углов в нормальном сечении по главной режущей кромке для
стали 20 принимаем:
γ =15˚; α =3˚;
Предельные отклонения углов по ГОСТ16492-70
∆ γ = ; ∆ α =30΄;
; ∆ α =30΄;
Для уменьшения трения на вспомогательных режущих кромках делают
угол равный 1˚, располагающийся позади ленточки шириной 0,8…1 мм. Для
обработки заготовки принимаем зубья с криволинейной спинкой.
Ориентировочные размеры режущих зубьев и расположенных между ними
стружечных канавок могут быть определены следующим соотношением:

Принимаем t=10 мм

Принимаем h=6 мм

Принимаем с=3 мм

Принимаем R=3 мм

Принимаем R1=8 мм
резец призматический протяжка инструмент
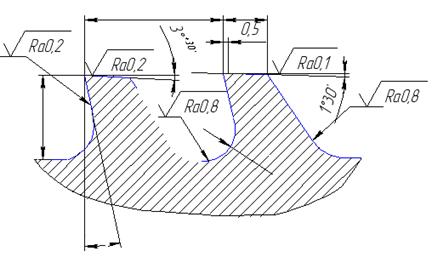
Рисунок 3.3. Размеры стружечных канавок на режущей части протяжки.
Диаметр первого зуба протяжки, мм
Dz1= Dпн=40 мм; (3.4)
Диаметр последнего зуба режущей части протяжки, мм;
Dп= Dк, (3.5)
где Dк - диаметр калибрующих зубьев протяжки, мм;
Dк=(D+∆) - p = (52+0,05) - 0,01=52,04 мм;
где ∆ - предельное отклонение диаметра D, мм;
Литература
1.
Методические указания по дисциплине «Режущий инструмент». Раздел «Резцы
фасонные».
.
Методические указания по дисциплине «Режущий инструмент». Раздел «Протяжки
фасонные».
.
Методические указания по дисциплине «Режущий инструмент». Раздел «Расчёт
червячных зуборезных фрез».
.
Г.Н. Кирсанов. Руководство по курсовому проектированию металлорежущих
инструментов М.: Машиностроение, 1986 г.