|
№
|
Номер операции
|
Технологическое оборудование и операционный
эскиз
|
Маршрут обработки
|
|
1
|
005
|
|
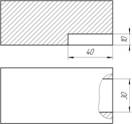
1. Подача заготовки. 2. Фрезерование паза
концевой фрезой
|
|
2
|
010
|
|
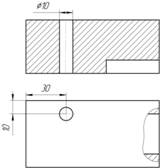
3. Переустановка детали 4. Смена инструмента 5.
Сверлить поверхность сверлом
|
|
3
|
015
|

|
6. Сверлить поверхность сверлом
|
|
4
|
020
|
|
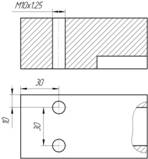
7. Смена инструмента 8. Нарезание резьбы
метчиком
|
|
5
|
025
|

|
9. Нарезание резьбы метчиком
|
|
6
|
030
|

|
10. Смена инструмента 11. Снятие фаски концевой
фрезой
|
Рассчитаем трудоемкость обработки по операциям (Тшт)
в зависимости от габаритов детали, режимов обработки и др. условий.
Тшт = Топ + Тоб + Тот, (1.1)
где Топ - оперативное время;
Топ = То + Тв, (1.2)
где То - основное время, мин. [1,146];
Тв - вспомогательное время, мин. [1,197 - 214];
Тв = Тус + Тзо +Туп
+ Тиз, (1.3)
где Тус - время на установку и снятие детали,
мин.;
Тзо - время на закрепление и открепление детали,
мин.;
Туп - время на приемы управления, мин.;
Тиз - время на измерение детали, мин.;
Тоб - время на обслуживание рабочего места, мин.
[2,23];
Тот - время перерывов на отдых и личные
надобности, мин. [2,23]
Вариант 1
Операция1 - Фрезерование паза концевой фрезой (диаметр фрезы
16 мм., фрезеруем в 2 этапа):
То=6×l×10-3=6×40×10-3=0,24
мин.;
То=0,24×2=0,48 мин.;
Тв=Тус + Тзо +Туп
+ Тиз = 0,07+0,01+0,11=0,19 мин.;
Топ = То + Тв= 0,48
+0,19=0,67 мин.;
Тоб=Топ×0,057=0,67 ×0,057=0,0382 мин.;
Тот=Топ×0,04=0,67 ×0,04=0,0268 мин.;
Тшт = Топ + Тоб + Тот=0,67+0,0382+0,0268
=0,735 мин.
Операция 2 - Сверление поверхности и нарезание резьбы
комбинированным сверлом:
То=0,52 d×l×10-3=0,52×10×40×10-3=0,208
мин.;
Тв=Тус + Тзо +Туп
+ Тиз =0,07+0,07+0,01+0,11=0,26 мин.;
Топ = То + Тв=
0,208+0,26=0,468 мин.;
Тоб=Топ×0,057=0,468 ×0,057=0,0266 мин.;
Тот=Топ×0,04=0,468×0,04=0,0187 мин.;
Тшт = Топ + Тоб + Тот=0,468
+0,0266 +0,0187=0,513 мин.
Операция 3 - Сверление поверхности и нарезание резьбы
комбинированным сверлом:
То=0,52 d×l×10-3=0,52×10×40×10-3=0,208
мин.;
Тус = 0, Тзо = 0
Тв=Тус + Тзо +Туп
+ Тиз =0,01+0,11=0,12 мин.;
Топ = То + Тв=
0,208+0,12=0,22 мин.;
Тоб=Топ×0,057=0,22 ×0,057=0,0125 мин.;
Тот=Топ×0,04=0,22×0,04=0,0088 мин.;
Тшт = Топ + Тоб + Тот=0,22
+0,0125 +0,0088=0,241 мин.
Операция 4 - Снятие фаски концевой фрезой по периметру
заготовки:
То=6×l×10-3=6×(100+50+100+50) ×10-3=1,8 мин.;
Тус = 0, Тзо = 0
Тв=Тус + Тзо +Туп
+ Тиз = 0,01+0,11×4=0,45 мин.;
Топ = То + Тв= 1,8
+0,45=2,25 мин.;
Тоб=Топ×0,057=2,25 ×0,057=0,128 мин.;
Тот=Топ×0,04=2,25 ×0,04=0,09 мин.;
Тшт = Топ + Тоб + Тот=2,25
+0,128 +0,09 =2,468 мин.
∑Тшти ∑Топ:
∑Тшт (т) = 0,735 +0,513+0,241 +2,468 = 3,957
мин.;
∑Топ(т)= 0,67 +0,468+0,22+2,25 =3,608 мин.;
Вариант 2
Операция1 - Фрезерование паза концевой фрезой (диаметр фрезы
16 мм., фрезеруем в 2 этапа):
То=6×l×10-3=6×40×10-3=0,24
мин.;
То=0,24×2=0,48 мин.;
Тв=Тус + Тзо +Туп
+ Тиз = 0,07+0,01+0,11=0,19 мин.;
Топ = То + Тв= 0,48
+0,19=0,67 мин.;
Тоб=Топ×0,057=0,67 ×0,057=0,0382 мин.;
Тот=Топ×0,04=0,67 ×0,04=0,0268 мин.;
Тшт = Топ + Тоб + Тот=0,67+0,0382+0,0268
=0,735 мин.
Операция 2 - Сверление отверстия сверлом:
То=0,52 d×l×10-3=0,52×10×40×10-3=0,208
мин.;
Тв=Тус + Тзо +Туп
+ Тиз =0,07+0,07+0,01+0,11=0,26 мин.;
Топ = То + Тв=
0,208+0,26=0,468 мин.;
Тоб=Топ×0,057=0,468 ×0,057=0,0266 мин.;
Тот=Топ×0,04=0,468×0,04=0,0187 мин.;
Тшт = Топ + Тоб + Тот=0,468
+0,0266 +0,0187=0,513 мин.
Операция 3 - Сверление отверстия сверлом:
То=0,52 d×l×10-3=0,52×10×40×10-3=0,208
мин.;
Тус = 0, Тзо = 0
Тв=Тус + Тзо +Туп
+ Тиз =0,01+0,11=0,12 мин.;
Топ = То + Тв=
0,208+0,12=0,22 мин.;
Тоб=Топ×0,057=0,22 ×0,057=0,0125 мин.;
Тот=Топ×0,04=0,22×0,04=0,0088 мин.;
Тшт = Топ + Тоб + Тот=0,22
+0,0125 +0,0088=0,241 мин.
Операция 4 - Нарезание резьбы метчиком:
То=0,4d×l×10-3=0,4×10×40×10-3=0,16
мин.;
Тус = 0, Тзо = 0
Тв=Тус + Тзо +Туп
+ Тиз = 0,01+0,11=0,12 мин.;
Топ = То + Тв=
0,16+0,12=0,28 мин.;
Тоб=Топ×0,057=0,28 ×0,057=0,0159 мин.;
Тот=Топ×0,04=0,28×0,04=0,0112 мин.;
Тшт = Топ + Тоб + Тот=0,28+0,0159
+0,0112 =0,307 мин.
Операция 5 - Нарезание резьбы метчиком:
То=0,4d×l×10-3=0,4×10×40×10-3=0,16
мин.;
Тус = 0, Тзо = 0
Тв=Тус + Тзо +Туп
+ Тиз = 0,01+0,11=0,12 мин.;
Топ = То + Тв=
0,16+0,12=0,28 мин.;
Тоб=Топ×0,057=0,28 ×0,057=0,0159 мин.;
Тот=Топ×0,04=0,28×0,04=0,0112 мин.;
Тшт = Топ + Тоб + Тот=0,28+0,0159
+0,0112 =0,307 мин.
Операция 6 - Снятие фаски концевой фрезой по периметру
заготовки:
То=6×l×10-3=6×(100+50+100+50) ×10-3=1,8 мин.;
Тус = 0, Тзо = 0
Тв=Тус + Тзо +Туп
+ Тиз = 0,01+0,11×4=0,45 мин.;
Топ = То + Тв= 1,8
+0,45=2,25 мин.;
Тоб=Топ×0,057=2,25 ×0,057=0,128 мин.;
Тот=Топ×0,04=2,25 ×0,04=0,09 мин.;
Тшт = Топ + Тоб + Тот=2,25
+0,128 +0,09 =2,468 мин
∑Тшти ∑Топ:
∑Тшт (т) =
0,735+0,513+0,241+0,307+0,307+2,468 = 4,571 мин.;
∑Топ(т)= 0,67+0,468+0,22+0,28+0,28+2,25
=4,168 мин.;
Выбор варианта технологического процесса: принимаем первый
вариант, т.к. по первому варианту изготовления детали Тшт на 0,614
мин. меньше второго варианта изготовления детали. Следовательно, на
изготовление партии деталей по первому варианту затрат времени и средств будет
меньше, чем по второму. Экономия времени изготовления всей партии (30000 шт.)
составит 18420 мин. или 307 часов.
2.
Расчет эффективного фонда времени работы оборудования
Величина эффективного фонда времени работы оборудования
зависит от режима работы участка и времени простоя оборудования в ремонте.
Число дней на ремонт определяется на основе нормативов, содержащихся в «Единой
системе планово-предупредительного ремонта оборудования».
На предприятиях с прерывным производством эффективный фонд
времени одного станка рассчитывается следующим образом:
ТЭФ = (ТК - ТВ)  а с Ки, (2.1)
а с Ки, (2.1)
где ТК - календарное число дней в году, ТК
= 365;
ТВ - количество выходных и праздничных дней
плановом году, ТВ=110;
а - продолжительность работы одной смены, а = 8;
с - количество смен. Выбираем количество смен из следующих
соображений: хотя двухсменный режим требует дополнительной оплаты рабочим, но
эти затраты малы по сравнению с уменьшением затрат на эксплуатацию и
амортизацию оборудования и транспортных средств, текущий ремонт оборудования,
износ инструмента и приспособлений, поэтому принимаем с = 2.
Ки - коэффициент использования оборудования, при
отсутствии необходимых данных Ки берется в пределах 0,93 - 0,97. Ки
= 0,97.

3.
Расчет количества оборудования для выполнения годовой производственной
программы
Расчётное количество оборудования определяется по каждой
группе однотипного оборудования отдельно по формуле
 (3.1)
(3.1)
где ∑ТШТ - штучное время данного вида обработки
(токарной, фрезерной и т.д.), в мин.;
КН - планируемый коэффициент выполнения норм штучного
времени, КН = 1,1;
В-общий годовой выпуск деталей, В = 10000 шт. (по индивидуальному
заданию).
Расчет потребного количества оборудования для токарной операции:
 принимаем Чр.т= 1;
принимаем Чр.т= 1;
Таблица 3.1. Ведомость потребности в оборудовании
|
№ операции
|
Наименование станка
|
Модель или марка
|
Кол-во
|
Стоимость, тыс. руб.
|
Транспортировка и монтаж (20% от ст-сти станка)
|
Полная стоимость оборудования, руб.
|
|
|
|
|
одного станка
|
всех станков
|
|
|
|
1.
|
Вертикально-фрезерный
|
2P12
|
1
|
351000000
|
351000000
|
70200000
|
421200000
|
В курсовой работе используем восстановленное оборудование.
Преимуществом данного оборудования состоит в том, что оно имеет исходную работоспособность
и при этом не высокую стоимость.
Затем определяем коэффициент загрузки на заданную программу:
 , (3.2)
, (3.2)
где ЧР - расчётное количество станков;
ЧП
- принятое количество станков.
Затем составляется планировка участка (фрагмента), на которой
изображается оборудование, проходы, проезды и т.д. в масштабе.
.
Расчет количества рабочих по профессиям, разрядам и фондам их заработной платы
Для расчета потребного количества рабочих, занятых на
нормируемых работах, составляется баланс рабочего времени одного
среднесписочного рабочего (таблица 4.1).
Заполнение строк 4, 6 и 7 производится на основании данных
предприятия.
Таблица 4.1. Баланс рабочего времени одного среднесписочного
рабочего на 2014 год
|
Состав рабочего времени
|
Расчет
|
Время
|
|
1. Календарный фонд времени, (дн)
|
|
Тк = 365
|
|
2. Число нерабочих дней, в т.ч. праздничные,
(дн) выходные, (дн)
|
|
Тв = 110 Тпр = 6 Твых = 104
|
|
3. Номинальный фонд времени, (дн)
|
Тк - Тпр - Твых
|
Тн = 255
|
|
4. Неявки на работу, всего в т.ч. а) очередные
и дополнительные отпуска, (дн) б) отпуска по беременности и родам, (дн) в)
болезни, (дн) г) выполнение государственных и общественных обязанностей, (дн)
д) прочие неявки, (дн)
|
|
Тн/я = 40 26 8 5 1
|
|
5. Полезный фонд времени, (дн)
|
Тн - Тн/я
|
Тп = 215
|
|
6. Номинальная продолжительность рабочего дня,
(час)
|
|
Тном = 8
|
|
7. Потери времени: всего в т.ч. а) для занятых
на вредных работах и в праздничные дни, (час) б) для подростков, (час)
|
|
Тпот = 0,2 0,1 0,1
|
|
8. Средняя продолжительность рабочего дня,
(час)
|
Тном - Тпот
|
Тср = 7,8
|
|
9. Эффективный (плановый) фонд времени работы
одного рабочего
|
Тп ТсрТпл =1677 ТсрТпл =1677
|
|
После составления баланса рабочего времени определяют
количество основных производственных рабочих по профессиям и разрядам с учетом
сложности выполняемых работ и их трудоемкости, с учетом коэффициента выполнения
норм.
Предварительно рассчитывается штучно-калькуляционное время по
операциям по формуле
Тшт.к. = Тшт+Тп.з (4.1)
где Тп.з. - подготовительно-заключительное
время, Тп.з.=% ×То.п. [2,23]
n - число деталей в партии.
Тшт.к.(т)= 3,957+
0,038×3,608
= 4,094 (мин.)
Для расчета численности основных производственных рабочих
используют формулу:
 (4.2)
(4.2)
где Тпл - эффективный фонд рабочего времени
одного рабочего, чел.;
Тшт.к. - штучно-калькуляционное время по операциям,
мин.;
Кн - планируемый коэффициент выполнения норм штучного
времени, КН=1,1.
 (чел.)
(чел.)
После определения численности основных производственных
рабочих, определяем трудоемкость производственной программы по видам работ
(точения), с учетом выполнения норм выработки:
 (4.3)
(4.3)
 (час)
(час)
Номинальный фонд времени одного рабочего в часах определяется
умножением номинального фонда времени Тн на номинальную
продолжительность рабочего дня Тном. Явочное число рабочих
рассчитывается делением трудоемкости годовой программы Твн с учетом
Кн на номинальный фонд времени одного рабочего. Списочное число
рабочих рассчитывается делением трудоемкости годовой программы Твн с
учетом Кн на полезный фонд времени одного рабочего Тпл
(таблица 4.2).
Таблица 4.2. Расчет численности рабочих, занятых на нормируемых
работах
|
Профессии
|
Разряд работы
|
Трудоемкость годовой программы с учетом
выполнения норм выработки, (час)
|
Номинальный фонд времени работы одного
рабочего, (час)
|
Явочное число рабочих, (чел.) (3:4)
|
Плановый фонд времени работы одного рабочего,
(час)
|
Списочное число рабочих, (чел.) (3:6)
|
|
Токарь
|
3
|
1861
|
2040
|
0,91
|
1677
|
1,1
|
Тарифный фонд заработной платы рабочих, занятых на
нормируемых работах, определяем как произведение часовой тарифной ставки и
трудоемкости производственной программы (по операциям: точение, сверление).
Тарифные ставки находим умножением тарифной ставки первого
разряда на тарифный коэффициент соответствующего разряда (3 разряд: тарифный
коэффициент Ктар = 1,35; (взят из действующей тарифной сетки). Минимальная
(месячная) тарифная ставка 1-го разряда составляет 2100100 руб., среднемесячный
фонд рабочего времени (в часах) устанавливается Министерством труда и
социальной защиты на каждый календарный год (на 2015 г. - 168,9 ч.).
 , (4.4)
, (4.4)
где  - тарифная ставка первого разряда;
- тарифная ставка первого разряда;
 - тарифный коэффициент соответствующего разряда;
- тарифный коэффициент соответствующего разряда;
Тср.мес. - среднемесячный фонд рабочего времени.
 (руб./час)
(руб./час)
Величина доплат по премиальным системам, за работу ночное время,
оплата отпусков берется по данным предприятия. Ориентировочно доплаты по
премиальным составляют до 30% от тарифного фонда, оплата отпусков 10 - 15%
(принимаем 15%) к тарифному фонду заработной платы.
Доплаты за работу в ночное время выплачиваются в размере до 40%
часовой тарифной ставки каждый час работы в ночную смену. Время ночной работы
считается с 22 часов до 6 часов утра. С учетом этого, работая во вторую смену
одну неделю, рабочий на ночное время расходует два часа в смену, на две недели
(одна - в первую смену, другая - во вторую) приходится по одному часу в смену.
Поэтому общее количество часов работы в ночное время при двухсменном режиме
определяется отношением трудоемкости годовой производственной программы с
учетом выполнения норм выработки к номинальной продолжительности рабочего дня,
для токарной операции
Тн..= (час).
(час).
Доплаты за работу в ночное время:
 . (4.5)
. (4.5)
Трудоемкость годовой программы без учета выполнения норм
выработки, определяем:
 . (4.6)
. (4.6)
 (час)
(час)
Расчет тарифного фонда заработной платы:
 (руб.)
(руб.)
Доплаты по премиальным системам:
 .
(4.7)
.
(4.7)
Расчет отпускной зарплаты:
 .
(4.8)
.
(4.8)
Прочие доплаты принять в размере 10% от тарифного фонда заработной
платы:
 .
(4.9)
.
(4.9)
Таблица 4.3. Расчет заработной платы рабочих, занятых на
нормируемых работах
|
Наименование операции
|
Разряд
|
Часовая тарифная ставка, руб.
|
Трудоемкость производственной программы, час
|
Тарифный фонд заработной платы, руб.
|
Доплаты, руб.
|
Оплата отпусков, руб.
|
Годовой фонд заработной платы, руб.
|
|
|
|
|
|
по премиальным системам
|
за работу в ночное время
|
прочие
|
|
|
|
Фрезеровщик
|
3
|
16785,9
|
2047
|
34360737,3
|
8590184,325
|
1561927,995
|
3436073,73
|
5154110,595
|
53103033,94
|
5.
Расчет потребности и стоимости основных материалов
При расчете потребности и стоимости сырья и материалов
учитываются все затраты на сырье и материалы, необходимые для изготовления
данной детали с учетом транспортно-заготовительных расходов (10% от стоимости
материала):
 , (5.1)
, (5.1)
где Зм - затраты на сырье и материалы, руб.;
Цм - оптовая цена материала за 1 кг, Цм=
9600 руб./кг;
Нм - норма расхода материала на единицу продукции, кг(Нм
= mзаг = 1,564), масса детали mдет=1,418
кг. Определяем при помощи графического редактора AutodeskInventor;
Кт.з. - коэффициент транспортно-заготовительных расходов
(Кт.з = 1,1);
Цо - цена возвратных отходов на 1 кг (Цо =
960 руб./кг), [5];
Но - вес возвратных отходов на единицу продукции, кг.
Вес возвратных отходов на единицу продукции рассчитывается по
формуле:
Но = mзаг - mдет.
(5.2)
Но =1,564 - 1,418 = 0,146 (кг)
Таким образом: Зм=(9600×1,564×1,1-960×1,418)×30000=454636800 (руб.)
Рисунок 1. Заготовка
Рисунок 2. Деталь
6.
Расчет расходов на содержание и эксплуатацию оборудования
Амортизация
оборудования и транспортных средств
Амортизация оборудования, транспортных средств и
дорогостоящего инструмента определяют, исходя из первоначальной стоимости и
действующих годовых норм амортизационных отчислений:
 , (6.1)
, (6.1)
где Коб - полная первоначальная стоимость оборудования
с учетом транспортно-заготовительных расходов, руб.;
На - норма амортизационных отчислений, На=14,1%
(для металлорежущего оборудования) [2, 11];
Кз - коэффициент загрузки оборудования.
 (руб.).
(руб.).
См.в.= (руб.)
(руб.)
Эксплуатация
оборудования
Стоимость смазочных, обтирочных материалов, эмульсий для
ухода за оборудованием и содержанием его в исправном состоянии определяется по
формуле
 , (6.2)
, (6.2)
где Нр - годовая норма расхода материала на единицу
оборудования;
До - количество единиц оборудования;
Цм.в-цена единицы вспомогательных материалов.
При отсутствии необходимых данных ориентировочно затраты на
вспомогательные материалы вычисляются из расчета 3% стоимости станка с учетом
расходов на транспортировку и монтаж оборудования и коэффициента загрузки
станка.
 = 0,03×421200000×0,45=5686200 (руб.)
= 0,03×421200000×0,45=5686200 (руб.)
Основная и дополнительная заработная плата вспомогательных
рабочих, обслуживающих оборудование (наладчиков, электромонтеров, слесарей,
ремонтных рабочих и др.), зависит от численности рабочих, их часовой тарифной
ставки и эффективного фонда времени одного рабочего. Ориентировочно принимаем
основную и дополнительную заработную плату вспомогательных рабочих равной 40%
годового фонда заработной платы основных рабочих т.е.:
ЗПвсп = 0,4 × 53103033,945= 21241213,578 (руб.)
Годовые затраты (руб.) на электроэнергию вычисляются по
формуле:
 , (6.3)
, (6.3)
где Муст - суммарная мощность электродвигателей,
установленных на оборудовании, кВт [4];
Тэф - эффективный фонд времени работы оборудования,
час;
Цэ - плата за 1 кВт×час электроэнергии, Цэ = 2400
руб./кВт×час;
Кр - коэффициент одновременной работы двигателя станка,
Кр = 0,9;
Кз - коэффициент загрузки оборудования;
Кп - коэффициент, учитывающий потери в сети, Кп
= 0,97;
Кд - КПД электродвигателей, Кд= 0,85.
Для вертикально-сверлильного станка Муст=7,5 кВт:
 (руб.);
(руб.);
Текущий
ремонт оборудования
В затратах на текущий ремонт оборудования учитываются в
основном расходы, связанные с приобретением для текущего ремонта запасных частей
и других материалов, а также основная и дополнительная заработная плата с
отчислениями на социальное страхование рабочих, занятых ремонтом оборудования.
При отсутствии необходимых данных затраты по этой статье можно ориентировочно
принять в размере 10% от стоимости оборудования, с учетом транспортировки,
монтажа и коэффициента загрузки оборудования.
 (6.4)
(6.4)
 (руб.)
(руб.)
Внутризаводские
перемещения
Затраты по статье «Внутризаводские перемещения» вычисляются
исходя из грузооборота при перевозке деталей и материалов, а также стоимости
перемещения 1 тонны груза по формуле
 (6.5)
(6.5)
где Кпер - коэффициент перемещения грузов, Кпер=количество
станков +1;
Спер - стоимость перемещения 1 тонны грузов (10% от
стоимости 1 т материала), Спер= 9600000×0,1=
960000 (руб.).
 (руб.)
(руб.)
Износ
малоценных и быстроизнашивающихся инструментов и приспособлений
Сумма износа малоценных и быстроизнашивающихся инструментов и
приспособлений может быть определена (или приближенно) по действующим на
предприятии нормативам в размере 5% от полной стоимости станка. При расчете
этих затрат необходимо учесть коэффициент загрузки оборудования.
 . (6.6)
. (6.6)
 (руб.)
(руб.)
Итого по статье «Расходы на содержание и эксплуатацию оборудования»
определяется как сумма затрат по пунктам 6.1 - 6.5. Результаты расчета сведены
в таблицу 6.1
Таблица 6.1. Смета расходов на содержание и эксплуатацию
оборудования
|
Наименование статей расходов
|
Сумма, руб.
|
|
Амортизация оборудования и транспортных средств
|
|
|
Эксплуатация оборудования (кроме расходов на
текущий ремонт)
|
68366247,578
|
|
Текущий ремонт оборудования
|

|
|
Внутризаводское перемещение
|

|
|
Износ малоценных и быстроизнашивающихся
инструментов и приспособлений
|

|
|
Итого:
|
213608787,578
|
7.
Расчет общепроизводственный расходов
Общепроизводственные расходы включают следующие статьи:
1. Содержание аппарата управления цеха.
2. Содержание прочего цехового персонала.
. Амортизация зданий, сооружений и инвентаря.
. Содержание зданий, сооружений и инвентаря.
. Текущий ремонт зданий, сооружений и инвентаря.
. Испытания, опыты и исследования.
. Охрана труда.
. Износ малоценного и быстроизнашивающегося инвентаря.
. Прочие расходы.
Номенклатура статей, их характеристика и подробная
расшифровка содержания общепроизводственных расходов приведены в Приложении Б.
В связи с большой номенклатурой изготавливаемых в цехе
деталей в условиях серийного производства рассчитать сумму общепроизводственных
расходов, приходящуюся на конкретную деталь, сложно. Поэтому в курсовой работе
при определении этих затрат можно использовать следующую формулу:
 , (7.1)
, (7.1)
где Сцех.пр. - годовая сумма производственных расходов
по проектируемому варианту, руб.;
Сцех.ср. - годовая сумма производственных расходов по
базовому варианту, руб.;
Зос.ср. - основная заработная плата производственных
рабочих по сравниваемому варианту, руб.;
Зос.пр. - основная заработная плата
производственных рабочих по проектируемому варианту, руб. (Сцех.ср.
и Зос.ср. - по данным предприятия).
 , принимаем 2. (7.2)
, принимаем 2. (7.2)
 (руб.)
(руб.)
.
Определение цеховой себестоимости изготовления детали
После определения всех расходов, связанных с изготовлением
детали, составляется плановая калькуляция. В калькуляции определяется
себестоимость годового выпуска единицы продукции (таблица 8.1). Кроме того, в
ней приводится сравнительный анализ затрат по статьям калькуляции по вариантам
технологического процесса обработки детали.
Себестоимость единицы продукции вычисляется по статьям
калькуляции путем деления себестоимости суммы годового выпуска по каждой статье
на количество изделий по плану. При определении отчислений на социальное
страхование затраты рассчитывают от суммы основной и дополнительной заработной
платы производственных рабочих, размер взносов по страхованию от несчастных
случаев принимаем по данным предприятия.
Таблица 8.1. Плановая калькуляция себестоимости единицы
продукции (проектируемый вариант)
|
Наименование статей затрат
|
Себестоимость, руб.
|
|
На годовой выпуск
|
На ед. С1
|
|
Сырье и основные материалы
|
495475200
|
16515,84
|
|
Возвратные отходы (вычитаются)
|
- 40838400
|
-1361,28
|
|
Основная заработная плата производственных
рабочих
|
34360737,3
|
1145,36
|
|
Дополнительная заработная плата производственных
рабочих
|
18742296,645
|
624,74
|
|
Отчисления в фонд социальной защиты. Взносы по
страхованию от несчастных случаев на производстве (34, % и0,6% Белгосстрахот  )11888815,1 )11888815,1
|
396,29
|
|
|
Расходы на содержание и эксплуатацию оборудования.
|
213608787,578
|
7120,29
|
|
Общепроизводственные расходы.
|
 2290,72 2290,72
|
|
|
Итого:
|
801958911,223
|
26731,96
|
9.
Расчет сравнительного варианта
Расчет потребного количества оборудования для токарной
операции:
 принимаем Чр.т= 1;
принимаем Чр.т= 1;
Таблица 9.1. Ведомость потребности в оборудовании
|
№ операции
|
Наименование станка
|
Модель или марка
|
Количество
|
Стоимость, тыс. руб.
|
Транспортировка и монтаж (20% от ст-сти станка)
|
Полная стоимость оборудования, руб.
|
|
|
|
|
одного станка
|
всех станков
|
|
|
|
1.
|
Вертикально-фрезерный
|
2P12
|
1
|
351000000
|
351000000
|
70200000
|
421200000
|
Затем определяем коэффициент загрузки на заданную программу:
, (3.2)
где ЧР - расчётное количество станков;
ЧП
- принятое количество станков.
.2 Расчет потребного количества рабочих по профессиям, разрядам и
фонда их заработной платы
Тшт.к.т= 4,571+
0,038×4,168=
4,729 (мин.)
Таблица 9.2. Расчет численности рабочих, занятых на
нормируемых работах
|
Профессии
|
Разряд работы
|
Трудоемкость годовой программы с учетом
выполнения норм выработки, (час)
|
Номинальный фонд времени работы одного
рабочего, (час)
|
Явочное число рабочих, (чел.)
|
Плановый фонд времени работы одного рабочего,
(час)
|
Списочное число рабочих, (чел.)
|
|
Фрезеровщик
|
3
|
2149,54
|
2040
|
1,053
|
1677
|
1,28
|
Трудоемкость производственной программы по видам работ
(токарная), с учетом выполнения норм выработки:
 (час)
(час)
Таблица 9.3. Расчет заработной платы рабочих, занятых на
нормируемых работах
|
Наименование операции
|
Разряд
|
Часовая тарифная ставка, руб.
|
Трудоемкость производственной программы??, час
|
Тарифный фонд заработной платы, руб.
|
Доплаты, руб.
|
Оплата отпусков, руб.
|
Годовой фонд заработной платы, руб.
|
|
|
|
|
|
по премиальным системам
|
за работу в ночное время
|
прочие
|
|
|
|
Фрезеровщик
|
3
|
16785,9
|
2364,5
|
 9922565,14 9922565,14
|
1804081,38
|
3969026
|
5953539
|
61339472
|
|
Трудоемкость годовой программы без учета выполнения норм
выработки, определяем:
 (час)
(час)
Расчет тарифного фонда заработной платы:
 (руб.)
(руб.)
Для фрезерной обработки Тн.т.= (час)
(час)
Доплаты за работу в ночное время:
 .
.
Расчет расходов на содержание и эксплуатацию
Амортизация оборудования и транспортных средств:
 (руб.).
(руб.).
См.в.=  (руб.)
(руб.)
Эксплуатация оборудования
Затраты на вспомогательный материал:
= 0,03×421200000×0,525=6633900 (руб.)
Основная и дополнительная заработная плата вспомогательных
рабочих, обслуживающих оборудование (наладчиков, электромонтеров, слесарей,
ремонтных рабочих и др.):
ЗПвсп = 0,4 × 61339472= 24535788,8 (руб.)
ФСЗН=0,346×21649211,45
=7490627,16 (руб.)
Годовые затраты (руб.) на электроэнергию:
Для вертикально-фрезерного станка Муст=7,5 кВт:
 (руб.);
(руб.);
Текущий ремонт оборудования
 (руб.)
(руб.)
Износ малоценных и быстроизнашивающихся инструментов и
приспособлений
 (руб.)
(руб.)
Таблица 9.4. Смета расходов на содержание и эксплуатацию
оборудования
|
Наименование статей расходов
|
Сумма, руб.
|
|
Амортизация оборудования и транспортных средств
|
|
|
Эксплуатация оборудования (кроме расходов на
текущий ремонт)
|
79484315,96
|
|
Текущий ремонт оборудования
|

|
|
Внутризаводское перемещение
|
|
|
Износ малоценных и быстроизнашивающихся
инструментов и приспособлений
|

|
|
Итого:
|
233919545,96
|
Расчет общепроизводственных расходов
 (руб.)
(руб.)
Определение цеховой себестоимости изготовления детали
Таблица 10.1. Плановая калькуляция себестоимости единицы продукции
(проектируемый вариант)
|
Наименование статей затрат
|
Себестоимость, руб.
|
|
На годовой выпуск
|
На ед. С1
|
|
Сырье и основные материалы
|
495475200
|
16515,84
|
|
Возвратные отходы (вычитаются)
|
- 40838400
|
-1361,28
|
|
Основная заработная плата производственных
рабочих
|
 1323 1323
|
|
|
Дополнительная заработная плата
производственных рабочих
|
21649211,45
|
721,64
|
|
Отчисления в фонд социальной защиты. Взносы по
страхованию от несчастных случаев на производстве (34, % и0,6% Белгосстрахот )13732830,15
|
457,76
|
|
|
Расходы на содержание и эксплуатацию
оборудования.
|
233919545,96
|
7797,31
|
|
Общепроизводственные расходы.
|
 2646 2646
|
|
|
Итого:
|
843009169,21
|
28100,3
|
10. Расчет экономии от снижения себестоимости
разработанного варианта технологического процесса механической обработки детали
Для определения экономического эффекта необходимо сопоставить
цеховую себестоимость разработанных вариантов технологического процесса
механической обработки детали:
 , (10.1)
, (10.1)
где С1 - себестоимость изготовления детали
проектируемого варианта;
С2 - себестоимость изготовления детали сравниваемого
варианта.
Эс= (28100,3 - 26731,96)×30000 = 41050200 (руб.)
Таким образом, годовой экономический эффект разработанного
варианта технологического процесса механической обработки детали равен 41050200
руб.
Список литературы
1. Горбацевич,
А.Ф. Курсовое проектирование по технологии машиностроения / А.Ф. Горбацевич,
В.А. Шкред. - Минск: Высшая школа, 1983. - 256 с.
2. Горюшкина,
Н.И. Организация производства и менеджмент в машиностроении. Организация и
управление производством: методические указания к выполнению курсовой работы
для студентов специальностей 1-36 0101, 1-360103, 1-360104 дневной и заочной
форм обучения / Витебск: Министерство образования Республики Беларусь, УО
«ВГТУ», 2009.
. Методические
указания по выполнению и оформлению дипломных (курсовых) работ студентов
экономических специальностей / Е.Ю. Дулебо [и др.]. - Витебск: Министерство
образования Республики Беларусь, УО «ВГТУ», 2008. - 44 с.
. СТАНКОМАШСТРОЙ.
Режим доступа: http:// 16k20.ru/. Дата доступа: 24.04.2013.
. АКСВИЛ.
Режим доступа: http://aksvil.by/. Дата доступа: 24.04.2013.