|
Класс бетона (вид и марка бетона)
|
Характеристики смеси
|
Вид и марка цемента
|
Годовая потребность завода в смеси
|
|
Удобоукладываемость, См
|
Крупность щебня, мм
|
|
в м3
|
в %
|
|
|
|
|
30000
|
100
|
|
В30 (М400)
|
3
|
20
|
ПЦ500Д20
|
|
|
3. Характеристики
сырьевых материалов
Сырьевыми материалами для
производства железобетонных изделий являются вяжущие, заполнители различного
вида, арматурная сталь и вода.
3.1 Вяжущие вещества
Цех изготавливает изделия из
тяжелого бетона марки М400. В качестве вяжущего вещества принимаем ПЦ500Д20.
Портландцемент - гидравлическое
вяжущее вещество, твердеющее в воде или в воздухе. Он представляет собой
порошок серого цвета, получаемый тонким помолом клинкера с добавкой гипса.
Клинкер получают путем равномерного обжига до спекания тщательно дозированной
сырьевой смеси.
В соответствии с требованиями ГОСТ
10178-95 [1]
· тонкость помола по
остатку на сите №0,08≤ 85%
· водопотребность 26%
· удельная
поверхность 3020 см2/г
· начало схватывания
1 час 30 мин
· конец схватывания 4
часа
· насыпная плотность  =1300 кг/м3
=1300 кг/м3
· истинная плотность  =3100 кг/м3
=3100 кг/м3
Химический и минералогический состав
ПЦ500
Химический состав, %:
· SiO2 - 20.73
· Al2O3 - 6.86
· Fe2O3 - 4.63
· CaO - 65.46
· MgO - 1.3
SO2 - 0.41
Минералогический состав, %:
· C3S - 53
· C2S - 20
· C3A - 10
· C4AF - 14
.2 Заполнители
Крупный заполнитель
В качестве крупного
заполнителя используем гранитовый щебень карьера «Борок», который имеет
следующие физико-технические показатели: прочность при сжатии  =134,5 МПа, истинная
плотность
=134,5 МПа, истинная
плотность  =2710 кг/м3, насыпная
плотность
=2710 кг/м3, насыпная
плотность  =1300, морозостойкость, F=200 циклов. ГОСТ 8267-93 [2]
=1300, морозостойкость, F=200 циклов. ГОСТ 8267-93 [2]
В соответствии с
требованиями ГОСТ 26633-2012 [3]:
· максимальная крупность,  20 мм
20 мм
· содержание фракций (5-10
мм)=25-40%, (10-20 мм)=60-75%
· содержание пылевидных и
глинистых частиц ≤1% по массе
· содержание зерен
пластинчатой и игловидной формы ≤35% по массе
Мелкий заполнитель
В качестве мелкого
заполнителя используем песок Криводановского месторождения, который имеет
следующие физико-технические показатели: насыпная плотность  1600, истинная плотность
ρ=2510 кг/м3, модуль крупности
1600, истинная плотность
ρ=2510 кг/м3, модуль крупности  , содержание глинистых
примесей 1,2-1,5% ГОСТ 8736-93 [4].
, содержание глинистых
примесей 1,2-1,5% ГОСТ 8736-93 [4].
В соответствии с
требованиями ГОСТ 8736-93:
· полные остатки на
ситах: 2,5; 1,25; 0,63; 0,315; 0,14 соответственно равны 0-20; 20-70;
-90; 90-100%
· модуль крупности 
· содержание пылевидных
примесей ≤ 3%.
3.3 Вода
Для затворения бетонной смеси
применяют грунтовые, поверхностные и озерные пресные воды. Требования к воде
для затворения бетонной смеси изложены в ГОСТ 23732-2011 [5]. В воде не должно
быть примесей нефтепродуктов, сахаров, фенолов, жиров и органических кислот.
Содержание растворимых допускается в воде для изготовления неармированного
бетона не более 10000 мг/л, в том числе сульфатов не более 2700 мг/л, для
бетона. Водородный показатель воды ph в пределах 4-12,5.
3.4 Добавки
Для регулирования свойств бетона,
бетонной смеси и экономии цемента, применяют различные добавки. Их подразделяют
на два вида: химические, вводимые в бетон в небольшом количестве (0,1..2% от
массы цемента) и изменяющие в нужном направлении свойства бетонной смеси и
бетона, и тонкомолотые (5…20%), использующиеся для экономии цемента, получения
плотного бетона при малых расходах цемента и повышения стойкости бетона. ГОСТ
24640-91 [6].
Для тротуарной плитки используется
пластификатор С-3. Его изготавливают в сухом порошкообразном виде и в виде 36%
- ного раствора воды.
Он не меняет своих качеств при
положительной температуре плюс восемьдесят пять градусов по Цельсию и при
отрицательной температуре до минус сорока градусов. Взрыво- и пожаробезопасен.
Расход составляет 0,5-0,7 от массы цемента.
4. Расчет материально -
производственного потока
Расчет выполняется с целью выявления
потребностей в сырьевых материалах, полуфабрикатов, комплектующих деталях и
готовых изделиях по всем пределам технологического процесса.
4.1 Режим работы
предприятия
Годовой фонд рабочего времени
технологического оборудования в часах подсчитывается по формуле:
 ,
,
где  - номинальное
количество рабочих суток в году;
- номинальное
количество рабочих суток в году;  - длительность плановых
остановок технологический линий на ремонт в сутках; n
- количество смен в сутки; t
- продолжительность рабочей смены в часах;
- длительность плановых
остановок технологический линий на ремонт в сутках; n
- количество смен в сутки; t
- продолжительность рабочей смены в часах; - коэффициент
использования оборудования.
- коэффициент
использования оборудования.
Для формования:  =(260-7)*2*8*0,92=3724,16
час.
=(260-7)*2*8*0,92=3724,16
час.
Для ТВО: =(260-7)*3*8*0,92=5586,24
час.
Таблица 3. Режим работы предприятия
|
Наименование предела
|
, суткиПродол. смены n, чt, ч оборудованияФонд раб.
времени , ч
|
|
|
|
|
|
Реализация стен. блоков
|
260
|
2
|
8
|
0,92
|
3724,16
|
|
Склад готовой продукции
|
260
|
2
|
8
|
0,92
|
3724,16
|
|
Участок термообработки
|
260
|
3
|
8
|
0,92
|
5586,24
|
|
Формовочные линии
|
260
|
2
|
8
|
0,92
|
3724,16
|
|
Бетоносмесительный узел
|
260
|
2
|
8
|
0,92
|
3724,16
|
|
Склады сырья
|
260
|
2
|
8
|
0,92
|
3724,16
|
|
Транспортно-сырьевой участок
|
260
|
2
|
8
|
0,92
|
3724,16
|
.2 Определение расхода
компонентов бетона
Расход компонентов бетона: воды,
цемента, мелкого и крупного заполнителя определяется по предварительным
расчетам состава бетона.
Исходные данные бетона и бетонной
смеси:
· класс бетона - В30,
марка бетона М400;
· удобоукладываемость
- 3, ОК 2-2,5
Исходные данные компонентов бетона:
) Цемент:
· ПЦ500Д20
· истинная плотность  =3100 кг/м3
=3100 кг/м3
· насыпная плотность  =1300 кг/м3
=1300 кг/м3
2) Щебень
· Крупность D=20 мм
· истинная плотность =2710 кг/м3
· насыпная плотность =1300 кг/м3
3) Песок:
· модуль крупности  =1,9
=1,9
· истинная плотность  2510 кг/м3
2510 кг/м3
· насыпная плотность 1600 кг/м3
3 Расчет цементо-водного отношения:
Rб=A*Rц (Ц/В±0,5),
где А - коэффициент, учитывающий
качество заполнителя, для хорошего качества А=0,6;
Rб - марка бетона по прочности при сжатии, МПа; Rц - марка цемента
Ц/В=Rб/(Rц*А)±0,5
Ц/В=400/(500*0,6)+0,5=1,33
Расчет расхода исходных компонентов:
Ориентировочный расход воды
принимается по таблице в зависимости от крупности заполнителя и подвижности
бетонной смеси. Для бетонной смеси с ОК=2-2,5 см, расход воды составляет 190
л/м3.
Расход цемента для бетона марки 500:
Ц=В*Ц/В,
Ц=190*1,33=252,7 кг;
Пустотность щебня:
Vп=(
где  - насыпная плотность
щебня, кг/м3;
- насыпная плотность
щебня, кг/м3;  - истинная плотность
щебня, кг/м3.
- истинная плотность
щебня, кг/м3.
Vп=(2710-1300)/2710=0,52;
Расход щебня:
Щ=1/(Кр*Пщ/+1/),
где Кр - коэффициент
раздвижки зерен щебня, Кр=1,33.
Щ=1/(1,33*0,52/1300+1/2710)=1124,86
кг;
Расход песка:
П=[1 - (Ц/ ,
,
где  - истинная плотность
песка, кг/м3.
- истинная плотность
песка, кг/м3.
П=[1 -
(252,7/3100+190/1000+1124,86/2710)]*2510=735,88 кг;
Плотность бетонной смеси
рассчитывается следующим образом:
 =В+Ц+Щ+П,
=В+Ц+Щ+П,
=190+252,7+1124,86+735,88=2303,44
кг/м3;
Таблица 5. Состав тяжелого бетона
|
Марка бетона
|
ОК
|
Расход материалов на 1 м3 бетона
|
Плотность смеси, кг/м3
|
|
|
В, л
|
Ц, кг
|
Щ, кг
|
П, кг
|
|
|
400
|
2-2,5
|
190
|
252,7
|
1124,86
|
735,88
|
2303,44
|
4.3 Расчет материального
потока
Для расчета материального
производственного потока уточняется деление процесса на технологические зоны и
нормы неизбежных потерь материалов по зонам.
Зона 1: транспортно-сырьевой
участок: цемента-1%; щебня-1%; песка-2%.
Зона 2: склад сырья: цемента-1%;
щебня - 1,5%; песка-2%
Зона 3: бетоносмесительный узел:
потери бетонной смеси: 1%.
Зона 4: формовочные линии: потери
бетонной смеси: 0,5%.
Зона 5: участок термообработки и
доводки изделий: 0,5%
Зона 6: склад готовой продукции:
0,5%.
Подсчитываются необходимые
производительности технологических пределов и потребности в материалах, начиная
с зоны 6 (склад готовой продукции), по формуле:
 ,
,
где  - производительность в
зоне n, м3/год;
- производительность в
зоне n, м3/год;  - производительность в
следующей зоне;
- производительность в
следующей зоне; - производственные
потери в зоне, %.
- производственные
потери в зоне, %.
Расчет часовой
производительности:
 ,
,
Расчет суточной
производительности:
 ,
,
где - номинальное
количество суток в году,
- длительность плановых
остановок на ремонт, сут.,
- коэффициент
использования технологического оборудования,
- годовой фонд рабочего
времени оборудования, ч.
Таблица 5. Материальный поток
|
№ п/п
|
Предел
|
Потери, %
|
Ед. изм
|
Производительность (потребность в материалах)
|
|
|
|
|
год
|
сутки
|
смена
|
час
|
|
1
|
Реализация ЖБИ
|
0
|

|
30000
|
128,89
|
64,45
|
8,06
|
|
2
|
Склад готовой продукции
|
0,5
|
|
30150,8
|
129,54
|
64,77
|
8,1
|
|
3
|
Термообработка
|
0,5
|
|
30302,3
|
130,19
|
43,4
|
5,42
|
|
4
|
Формовочные линии
|
0,5
|
|
30454,5
|
130,84
|
65,42
|
8,18
|
|
5
|
Бетоносмесительный узел
|
1
|
|
30762,2
|
132,16
|
66,08
|
8,26
|
|
6
|
Склад сырья
|
1
|
т
|
10603,6
|
31,58
|
10,53
|
1,32
|
|
Цемента
|
|
|
|
|
|
|
|
Щебня
|
1,5
|
|
27795,2
|
82,77
|
27,59
|
3,45
|
|
Песка
|
2
|
|
6905,79
|
20,57
|
6,86
|
0,86
|
|
7
|
Транспортно - сырьевой участок
|
1
|
т
|
10710,7
|
31,9
|
10,63
|
1,33
|
|
Цемента
|
|
|
|
|
|
|
|
Щебня
|
1
|
|
28076
|
83,61
|
27,87
|
3,48
|
|
Песка
|
2
|
|
7046,72
|
20,98
|
6,99
|
0,87
|
5. Проектирование
бетоносмесительного цеха и складов
В состав бетоносмесительного цеха
входят: склад цемента, склад заполнителей, бетоносмесительный узел и
внутрицеховые транспортные связи между складами сырья и БСУ.
5.1 Проектирование
склада цемента
Цемент хранится в силосных складах,
которые, в зависимости от вида транспорта автомобильного, железнодорожного,
водного, могут быть: прирельсовые, притрассовые, береговые.
Береговые склады цемента
используются, когда экономически выгодно использовать самый дешевый вид
транспорта - водный, и при отсутствии других транспортных связей с цементным
заводом. В северные районы Сибири и Крайнего Севера цемент транспортируется
преимущественно водным транспортом, в исключительных случаях автотраспортном по
зимникам.
При проектировании склада цемента
необходимо предусматривать раздельное хранение цемента по видам и маркам.
Требуется вместимость склада цемента
определяется по формуле:
где  - суточная потребность
завода в цементе, т.;
- суточная потребность
завода в цементе, т.;
n
- нормативный запас цемента, сут.;
 - коэффициент
заполнения емкости оклада, равный 0,9.
- коэффициент
заполнения емкости оклада, равный 0,9.
Нормы запаса цемента на
складах при поставке железнодорожным транспортом - 7-10 суток; автомобильным -
6-7 суток;
 =31,90*7/0,9=248,11 т;
=31,90*7/0,9=248,11 т;
По данной вместимости
подбираем прирельсовый склад цемента вместимостью 360 т, шифр 409-29-61 [7]
Таблица 6. Основные показатели
склада
|
Показатели
|
Количество
|
|
Вместимость, т
|
360
|
|
Количество силосов, шт.
|
6
|
17,30
|
|
Мощность токоприемников, кВт
|
156,1
|
|
Число рабочих
|
5
|
5.2 Проектирование
склада заполнителей
Существующие типы складов
заполнителей можно классифицировать:
1. по способу хранения:
открытые, закрытые и частично закрытые;
2. по виду емкости: штабельные,
по длине разделенной стенками на отсеки, бункерные, полубункерные, силосные и
транщейные;
3. в зависимости от вида
транспорта и расположения склада к транспортным путям: прирельсовые,
притрассовые, береговые и комбинированные;
4. по виду оборудования для
загрузки склада: эстакадные, грейферные, со штабилировочной машиной С-492
/ТР-2/;
5. по виду оборудования для
разгрузки склада и подачи заполнителей в БСУ; галерейные, бункерные.
Расчет склада проводится, исходя из
потребности в сырьевых материалах, нормативных запасов и конкретной характеристики
принятого типа склада. Расчеты сводятся к определению вместимости, площади и
геометрических размеров склада. Емкость в складе для хранения каждого вида
заполнителя рассчитывается по формуле:
 ,
,
где  - суточная потребность
предприятия в данном виде заполнителя;
- суточная потребность
предприятия в данном виде заполнителя;
n
- нормативный запас заполнителя, сут.;
 - коэффициент,
учитывающий необходимое увеличение емкости склада при хранении нескольких
фракций заполнителей, равный 1,05;
- коэффициент,
учитывающий необходимое увеличение емкости склада при хранении нескольких
фракций заполнителей, равный 1,05;
- коэффициент загрузки;
для штабельных, траншейных, полубункерных и бункерных складов, равный 1,2;
 ;
;
 ;
;
 ,
,
где 1,02 - коэффициент,
учитывающий потери материалов при транспортирование
Принимаем склад закрытый
типа, 708-13-84 [8]
Таблица 7. Техническая
характеристика склада заполнителя
|
ПоказателиКоличество
|
|
|
Вместимость, т
|
3000
|
|
Грузовой грузооборот, тыс. т/год
|
85
|
|
Число рабочих
|
6
|
5.3 Проектирование
бетоносмесительного узла
1 Определяем требуемую часовую
производительность БСУ по формуле:
 ,
,
где  - часовая
производительность БСЦ по результатам расчета материально-производственного
поток;
- часовая
производительность БСЦ по результатам расчета материально-производственного
поток;
 - коэффициент резерва
производства, равный 1,2;
- коэффициент резерва
производства, равный 1,2;
 - коэффициент
неравномерности выдачи и потребления бетонной смеси, равный 1,25
- коэффициент
неравномерности выдачи и потребления бетонной смеси, равный 1,25

Определяем часовую
производительность бетоносмесителя по формуле:
 ,
,
где  - объем одного готового
замеса, ;
- объем одного готового
замеса, ;
- коэффициент
использования оборудования, равный 0,97;
 - время цикла
приготовления одного замеса, мин.
- время цикла
приготовления одного замеса, мин.
 =(60*1/2)*0.97=29.1
=(60*1/2)*0.97=29.1
Число замесов в час:
 =60/
=60/
=60/2=30
Необходимое количество
смесителей подсчитывается по формуле:

Z=12.39/29.1=0.43,
Для обеспечения
бесперебойной работы принимаем 2 цикличных смесителя СБ-138А [9]
Таблица 8. Техническая
характеристика бетоносмесителя СБ-138А
|
ПоказателиКоличество
|
|
|
Объем готового замеса, л по: бетонной смеси раствор
|
1000 1200
|
|
Вместимость по загрузке, л.
|
1500
|
|
Число циклов в один час при приготовлении: бетонной смеси
раствор
|
40 35
|
|
Наибольшая крупность заполнителя, мм.
|
70
|
|
Мощность двигателя кВт:
|
37
|
|
Габариты, м
|
2,85*2,725*1,86
|
|
Масса, кг
|
3500
|
Расчет дозаторов для заполнителей и
цемента
Рассчитываем количество материалов
на 1 замес, кг:
Число замесов в час
равно 30. Потребность в материалах в час на бетоносмесительном узле составляет
8,26 .
Количество бетонной
смеси на один замес:
Б=8,26/30=0,275
 ;
;
 ;
;
 ;
;
 ,
,
где Ц, П, В, Щ - расход
материалов, кг/
 ;
;
 202,367 ;
202,367 ;
 52,25;
52,25;
 309,337 ;
309,337 ;
По найденным количествам
на замес подбираем дозаторы материалов так, чтобы количество отмеряемого материала
находилось в пределах взвешивания, сведения заносим в таблицу:
Таблица 9
|
Материал
|
Тип дозатора
|
Предел дозирования, кг
|
Погрешность, %
|
|
Цемент
|
ДЦ-200
|
40-200
|
2
|
|
Песок
|
6.012АД-500-2БП
|
100-500
|
2
|
|
Щебень
|
6.011АД-16002БЩ
|
400-1600
|
2
|
|
вода
|
ДЖ-200Д
|
40-200
|
2
|
Расчет расходных бункеров для
заполнителей и цемента
Вместимость расходных бункеров
цемента:
Vц=Пч*m/( ,
,
где Пч - часовая
потребность в цементе; -насыпная
плотность цемента, т; m
нормативный запас цемента, ч; n - количество отсеков бункера, шт.;  - коэффициент
заполнения бункера, равный 0,8.
- коэффициент
заполнения бункера, равный 0,8.
Vц=1,32*3/(1,300*2*0,8)=1,9
м3
Вместимость расходных
бункеров для заполнителей:
Vз=Пч*m/(*n*);
Vз.щ.=3,45*3/(4*0,8)=3,23
м3;
Vз.п.=1,4*3/(2*0,8)=2,63
м3.
6. Выбор и обоснование
способа производства
6.1 Поточно-агрегатный
способ производства
Поточно-агрегатный
метод производства сборных железобетонных деталей характеризуется тем, что
технологические операции изготовления изделия выполняются на разных рабочих
постах. По этой схеме формы 2 с изделиями с помощью подъемно-транспортных
средств перемещаются от поста к посту с остановками, необходимыми для
выполнения каждой операции. При этом затвердевание бетона происходит не на
месте формовки, а в специальных пропарочных камерах 5. После тепловой обработки
формы с изделием передвигаются на пост распалубки, откуда готовые изделия
перевозятся на склад готовой продукции, а формы возвращаются на пост
формования.
Поточно-агрегатный
метод весьма гибкий и позволяет наиболее просто организовать изготовление
разнообразных изделий: плит, панелей, настилов, прогонов, ригелей, колони и др.
Для перехода от производства одного типа изделия к другому требуется только
замена форм. В силу своей экономичности, гибкости и простоты освоения этот
метод широко применяется на заводах сборных железобетонных деталей любой мощности.
Вес формуемых
изделий по поточно-агрегатному методу ограничивается грузоподъемностью кранов и
формующих виброплощадок.
Достоинства:
· Возможность
изготовления широкой номенклатуры изделий с меньшими капитальными затратами по
сравнению с конвейерной технологией;
· Более
гибкая и маневренная технология в отношении использования технологического и
транспортного оборудования, в режиме тепловой обработки, что важно при выпуске
изделий большой номенклатуры;
· Высокий
съем продукции с 1м3 пропарочной камеры.
Недостатки:
· Отсутствие
автоматизации технологических операций;
· Недостаточная
механизация формовочных постов;
· Много
крановых операций.
6.2
Стендовый способ производства
При стендовом
методе все операции (формование, затвердевание, распалубка, обработка
поверхности) в течение всего процесса изготовления изделий проводятся на
стационарных стендах. Формы с изделием как в процессе изготовления, укладки и
уплотнения бетонной смеси, так и в процессе затвердевания бетона остаются на
месте, а производственные звенья и технологическое оборудование (формующие
механизмы) последовательно перемещают от одной неподвижной формы, в которой
формуется изделие, к другой. Само изделие передвигается только 1 раз - во время
перевозки его на склад 3 готовой продукции. Машины, выполняющие операции по
подаче форм, арматуры и бетонной смеси, а также по укладке арматуры,
бетонированию и распалубке, передвигаются от одной формы с изготовляемым
изделием к другой.
Стендовый метод
целесообразен при производстве крупных деталей, а также при использовании
специального оборудования для формования определенного вида изделий
(струнно-бетонный стенд, бетонирующий комбайн, вертикально-кассетные установки
и др.).
Стендовый метод
может осуществляться:
а) на гладких
бетонных площадках - для изготовления любых деталей, но преимущественно
крупноразмерных плоских деталей, при которых более эффективно используется
поверхность обогреваемого пола;
б) в ямных
пропарочных камерах, устраиваемых при производстве массивных конструкций,
подогрев которых на тепловом полу не обеспечивает необходимой тепловой
обработки;
в) на специальных
стендах, предназначаемых для изготовления напряженно-армированных конструкций -
балок, прогонов, настилов и панелей перекрытий.
Вес изделий,
формуемых по стендовому методу, зависит только от грузоподъемности кранов.
Достоинства:
· Возможность
выпуска изделий широкой номенклатуры при относительно несложном
переоборудовании;
· Простота
и универсальность оборудования;
· Гибкость
технологии на коротких стендах, преимущественно в вибротермоформах, в 2-4 раза
повышает оборачиваемость форм, снижает трудоемкость формования.
Недостатки:
Стендовый способ
производства требует больших производственных площадей, усложнения механизации
и автоматизации, высоких трудозатрат.
6.3
Кассетный способ производства изделий
Кассетный способ
производства, являясь по существу стендовым методом, выделяется в
самостоятельную группу.
Суть этого способа
заключается в том, что формование изделий происходит в вертикальном положении в
стационарных разъемных групповых металлических формах-кассетах, в которых
изделия находятся до приобретения бетоном заданной прочности. Рабочее звено,
занятое в производстве изделия, перемещается от одной кассетной установки к
другой, что при соответствующем числе форм позволяет осуществлять непрерывный
производственный поток.
Кассетным способом
изготавливают внутренние несущие стеновые панели, панели перекрытий, балконные
плиты и другие железобетонные изделия, имеющие габариты, соответствующие
размерам отсеков кассетных установок. В кассетных установках применяют
подвижные бетонные смеси с осадкой конуса 7-9 см и выше с предельной крупностью
заполнителя 20 мм:
Изготовление
изделий производят следующим образом. После очистки, смазки и сборки кассетных
установок в формовочные отсеки устанавливают арматурные каркасы и закладные
детали. Затем заполняют их бетонной смесью. Уплотнение бетонной смеси
осуществляют вибрацией. В зависимости от конструкции кассетной установки
вибрация бетонной смеси может передаваться через арматурный каркас, виброгребенку,
путем вибрации внутренних разделительных стенок, а также за счет вибрации днища
отсека кассетной формы. После уплотнения верхнюю поверхность отформованных
изделий заглаживают и покрывают крышками, матами или полимерными пленками в
целях предотвращения испарения влаги из бетона во время тепловой обработки.
Установки со
складывающимся сердечником предназначены для формования и термообработки
объемных элементов лифтовых шахт, секций коллекторов и пешеходных переходов.
Цикл изготовления изделий составляет 6 ч. Одновременно могут формоваться 2
элемента лифтовых шахт или 2 секции коллекторов, или 1 секция пешеходных
переходов.
Достоинства:
· Сокращение
потребности в производственных площадях;
· Высокая
степень заводской готовности изделий;
· Возможность
сокращения времени тепловой обработки за счет применения более жестких режимов;
· Высокая
производительность труда на изготовление и отделку изделий.
Недостатки:
· Кассетные
установки периодического действия, поэтому оборачиваемость их низкая;
· Этот
способ требует применения более подвижных бетонных смесей, что дает некоторый
перерасход цемента
· Изделия
имеют неодинаковую прочность по сечению;
· Повышенная
металлоемкость форм по сравнению с поточно-агрегатным способом производства.
6.4
Конвейерный способ производства железобетонных изделий
При поточно-конвейерном методе
производства сборных железобетонных деталей изделия и формы-вагонетки
перемещаются от одного поста к другому по конвейеру с принудительным ритмом,
определяемым наиболее длительной операцией; при этом машины, обрабатывающие эти
изделия, и оборудование остаются на своих местах, а формы-вагонетки проходят
сначала подготовительные посты, где их очищают и смазывают.
Затем они поступают на основные
посты, на которых в строго определенном порядке укладываются арматура и
закладные части, а также укладывается и уплотняется бетонная смесь. Пройдя все
посты, изделие направляется в камеры пропаривания непрерывного действия
туннельного типа, где оно пропаривается, продолжая безостановочно двигаться. По
выходе из камеры и последующем выпрессовании из формы изделие поступает на
склад готовой продукции, а форма - на пост. Для каждого вида изделий на таком
заводе устраивается специализированная конвейерная линия.
Вес формуемых изделий по
поточно-конвейерной технологии ограничивается грузоподъемностью кранов и
формующих виброуплотнителей, а также мощностью тяговых органов конвейеров.
На заводах, работающих по
поточно-конвейерному методу, можно применять более совершенную технологию и
автоматические линии (прокатные станы, вертикально-кассетные установки), что
наиболее экономично.
Учитывая характер сборных
железобетонных конструкций, применяемых на строительстве энергетических
объектов, возможную концентрацию предприятий сборного железобетона и объем их
производства, наиболее целесообразными технологическими схемами считают
поточно-агрегатную и поточно-стендовую.
Процесс изготовления изделий и
монтажа состоит из отдельных операций. Каждая операция производится в
специализированных цехах или на площадках. Конвейер, состоящий из
железнодорожных платформ с формами, объединяет работу цехов и площадок в единый
производственный процесс. О в определяет поточность производства, ускоряет
изготовление изделий и организует общий ход работ. Цикл перемещения платформы с
формами начинается из цеха подготовки форм на площадку готовой продукции
арматурного завода, далее - в цех формовки изделий, площадку тепловой обработки
изделий и на монтажную площадку.
После съема готового изделия на
монтажной площадке платформа возвращается в цех подготовки форм, и цикл
повторяется. Платформа внутри технологической линии передвигается, с помощью
мотовозов или тепловозов.
Достоинства:
· Обеспечение высокой
степени механизации и автоматизации технологических процессов
· Возможность более
компактного расположения оборудования и эффектного использования
производственных площадей.
· Конвейерный способ
производства изделий позволяет значительно повысить производительность труда,
увеличить выпуск готовой продукции при наиболее полном и эффективном использовании
технологического оборудования.
Недостатки:
Сложность оборудования и
трудоемкость переналадки на выпуск других изделий.
Вывод:
Проектируемый завод будет выпускать
тротуарных плит длинной 6 м по агрегатно-поточному способу, т.к. он позволяет
максимально механизировать процесс, в отличие от других способов, следовательно
и не требует больших трудозатрат, больших производственных площадей.
7. Проектирование
формовочных цехов с подбором оборудования
.1 Расчет оборудования
поточно-агрегатной линии по производству тротуарных плит.
Расчет размеров форм - вагонеток:
lф=lи+2ΔlФ;
bф=bи+2*Δbф;
hф= hи+Δhф;
где lи, bи, hи - соответственно длина, ширина, высота изделия;
Δlф - ширина торцевого борта; Δbф - ширина бокового борта; Δhф - высота поддона.
lф=0,5*10+0,05*9+2*0,16=5,77
м;
bф=0,5*3+0,1*2+2*0,16=2,02
м;
hф=0,05+0,25=0,3 м;
Годовая
производительность
Годовая производительность
поточно-агрегатной технологической линии определяется номенклатурой выпускаемой
продукции, режимом формования изделий и продолжительностью работы формовочного
поста в течении суток. Производительность линий для каждой группы изделий
рассчитывается по следующей формуле:
Р=55,2*С*В*Vф/Тф;
где С - число рабочих дней в году;
В-число часов работы формовочного поста в сутки; Vф - объем одной формовки, равен объему изделия представителя или
сумме объемов изделий одновременно формируемых в одной форме, м3, Тц
- продолжительность цикла формования, мин.
Р=55,2*233*16*0,45/15=6173,6 м3
Требуемой количество технологических
линий определяют по формуле:
Nтп=Пг/(Р*Ки)
где Пг - годовая
производительность предприятий в м3 по данной группе изделий; Ки
- коэффициент использования оборудования
Nтп = 30000/6173,6*0,97=4
Для выбора типа и марка
виброплощадки необходимо установить требуемые условную грузоподъёмность и
габариты ее. Обоснование требуемое грузоподъемности виброплощадки
осуществляется по формуле:
Qв=Qф+Qб+Qщ
где Qф - масса формы, т, определяемое по формуле Qф= Vи*Муд;
Qб - условная масса формы
бетонной смеси, т; Qщ - условная масса
пригрузочного щита, т; Vи - объем формуемого
изделия, м3; Муд - удельная металлоемкость формы.
Условную массу бетонной смеси
определяют по формуле:
Qб=ρсм*Vи
где ρсм - плотность бетонной
смеси, т/м3; Vи - объем изделия;
Qб=2,3*0,023=0,1 т,
Qф= 0,023*1,8=0,04 т,
Qщ=2 т.
Qв=0,1+0,04+2=2,14 т.
Таблица 10. Принимаем
виброплощадка СМЖ - 187А[10]
|
Показатели
|
Количество
|
|
Грузоподъёмность
|
5
|
|
Частота колебаний, Гц
|
47,5
|
|
Установленная мощность, кВт.
|
64
|
|
Габаритные размеры
|
9,5*3
|
|
Масса, т.
|
5,75
|
При тепловой обработке применяет в
основном ямные камеры периодического действия. Габаритные размеры камер
выбираются таким образом чтобы заполнить их материалом.
Таблица 11. Принимаем
бетоноукладчик СМЖ-162 [11]
|
Наименование
|
Показатели
|
|
Мах ширина изделий, мм.
|
2000
|
|
Вместимость бункера, м3
|
1,7
|
|
Скорость передвижения, м/мин.
|
10-15
|
|
Мощность эл. двигателя, кВт.
|
6,3
|
|
Габариты, мм
|
3090*3800*2520
|
|
Масса, т
|
3,4
|
Расчет ямных камер:
Длина секции камеры:
Lk=n*lф+m*ln
где n - количество форм с изделиями по
длине, шт.; lф - длина формы, м; m-количество промежутков между
стенкой и формой, а так же между формами; ln - величина
промежутков, м.
Lk=1*5,77+2*0,2=6,17 м
Определяем форму ширину секции
камеры по формуле:
Вк=n*bф+m*bn
В=1*1,5+2*0,1=1,7 м
где n - количество форм с изделиями по
ширине, шт.; bф - ширина формы, м; bn-величина
промежутков, м.
Определяют высоту секции камеры:
Нк=n*hф+m*hn+hk+hg
Hk=0.3*10+9*0.05+0.10+0.15=3,7 м
где n - количество форм по высоте секции;
hф - высота формы с изделием, м; hn - величина
промежутков между формаи; hk - величина зазора межу крышкой и верхом формы с изделием, м; hg-величина зазора
между дном секции камеры и дном формы, м;
Количество пропарочных камер
определяют по формуле:
Z=П/(m*g*Kоб*Kв);
где П - годовая производительность
технологической линии, м3; g-объем загружаемых изделий в камеру без форм, м3; m - количество рабочих дней в году; Кв
- коэффициент использования во времени; Коб - коэффициент
оборачиваемости одной камеры.
Z=30000/233*0,83*10*1*0,91=17,04 - для трех линий
Принимаем 23 ямных камер (+2 - на
ремонт)
Расчет количества
металлических форм
Расчет потребности цехов в
металлических формах производится отдельно по каждому типу форм по формуле:
Nф=Пг*Kрф/(Tрф*Vи*Kоф*Kи)
где Пг - требуемая
производительность цеха в год, м3; Крф - коэффициент
запаса форм; Трф - фактическое рабочее время данной линии в сутках; Vи - объем бетона в одной форме м3; Коф -
коэффициент оборачиваемости форм в сутки.
Коф=24/(Т0+0,5)
где Т0 - средняя
продолжительность цикла тепловой обработки, ч; Тn - продолжительность
операций с формами вне камеры.
Коф = 1, т.к. цех
работает в 2 смены.
Nф=30000*1.05/233*0.89*0.97*1=149
Подбираем вывозную тележку для
готовых изделий. Принимаем СМЖ - 151 [10]
Таблица12. Характеристика вывозной
тележки СМЖ - 151
|
Наименование
|
Показатели
|
|
Грузоподъемность, т
|
20
|
|
Скорость передвижения, м/мин
|
31,6
|
|
Установленная мощность, кВт
|
7,5
|
|
Габаритные размеры, мм
|
7490*2573*1456
|
|
Масса, кг
|
3700
|
8. Расчет склада готовой
продукции
Готовая продукция - это изделия и
полуфабрикаты, полностью законченные обработкой, соответствующие действующим
стандартам или утвержденным техническим условиям, принятые на склад или
заказчиком. Она представляет собой конечный результат производственного цикла
хозяйственной деятельности организации.
В соответствии с ПБУ 5/01 «Учет
материально-производственных запасов» готовая продукция является частью
материально-производственных запасов организации, предназначенных для продажи,
следовательно, при учете готовой продукции выполняются общие требования, предъявляемые
к учету запасов. Произведенная готовая продукция должна сдаваться, как правило,
на специальные склады готовой продукции. Эта продукция отгружается на сторону,
а часть ее постоянно находится на складе. За все ее наличие и движение отвечают
материально ответственные лица. Для обеспечения достоверности данных
бухгалтерского учета о наличии готовой продукции необходимо проводить
инвентаризации, а для текущего контроля за ее сохранностью - проверки.
Необходимыми предпосылками
действенного контроля за сохранностью готовой продукции являются: наличие
должным образом оборудованных складов и кладовых или специально приспособленных
площадок (для запасов открытого хранения); размещение запасов продукции по
секциям складов, а внутри их по отдельным группам и типо-сорто-размерам (в
штабелях, стеллажах, на полках и т.п.) таким образом, чтобы была обеспечена
возможность их быстрой приемки, отпуска и проверки наличия; в местах хранения
каждого вида запасов следует прикреплять ярлык с указанием данных о находящемся
запасе; оснащение мест хранения запасов продукции весовым хозяйством,
измерительными приборами и мерной тарой определение перечня центральных
(базовых) складов, складов (кладовых), являющихся самостоятельными учетными
единицами определение круга лиц, ответственных за приемку и отпуск запасов
продукции (заведующих складами, кладовщиков, экспедиторов и др.), за правильное
и своевременное оформление этих операций, а также за сохранность вверенных им
запасов; заключение с этими лицами в установленном порядке письменных договоров
о материальной ответственности; увольнение и перемещение материально
ответственных лиц по согласованию с главным бухгалтером организации;
определение перечня должностных лиц, которым предоставлено право подписывать
документы на получение и отпуск со складов продукции, а также выдавать
разрешения (пропуска) на вывоз продукции со складов и иных мест хранения.
Площадь склада готовой продукции
подсчитывается по формуле
Vсклада = В*L
где В-ширина склада, м; L-длина склада, м
В =18*2=36 м
A= Qсут*Tхр*К1*К2/Qн,
где Qсут - объем изделий,
поступающих на склад в сутки, м3; Тхр - запас готовых изделий на складе, Тхр=10
сут; Qн - объем изделий, хранящихся в горизонтальном положении на 1 м2
площади склада, Qн=1; К1 - коэффициент, учитывающий проходы между штабелями
изделий, К1=1,5;
К2 - коэффициент, учитывающий
проезды и площадь под путями кранов, тележек, К2=1,3.
А=129,54*10*1,5*1,3/1=2526,03
Длина склада:
L=A/B,
L=2526,03/36=60,2 м
Vсклада=36*60,2=2167,2 м2
9. Описание
технологической схемы производства
Сырье, цемент, песок и щебень
поступают на завод автомобильным транспортом. Крупный и мелкий заполнитель
промываются с последующим удалением органических включений, пылеватых и
глинистых частиц. В бетономешалку заливается 1 часть воды, 3 части отсева с
песком, 3 части цемента и еще 3 части отсева с песком. Раствор вымешивается
10-12 минут; в подготовленный таким образом состав добавляется жидкий
диспергатор и до окончательной готовности раствор вымешивается еще 3-5 минут.
Для приготовления второго слоя в
бетономешалку заливается 1 часть воды, затем добавляется 5 частей смеси песка и
отсева, 3 части цемента, 4 части отсева с песком и 0,01 часть пластификатора,
приготовленная по той же технологии, что и диспергатор. Смесь перемешивается
10-15 минут.
Начинать работу по формованию
тротуарной плитки необходимо с тщательной подготовки форм. Перед запуском в
работу их необходимо вычистить и смазать. После подготовки формы расставляются
на вибростоле и в них закладывается первый лицевой слой бетонной смеси. Количество
закладываемой смеси определяется исходя из практики. Важно, чтобы он получился
не меньше 1,5-2 см. От этого зависит износостойкость и устойчивость к
выцветанию. Трамбовка вибрацией производится в течение 2-3 минут. Этого времени
достаточно, чтобы раствор заполнил весь объем и вытеснил пузырьки воздуха.
Перед заполнением второго слоя
иногда закладывают щелочестойкие стеклянные, полиамидные или полипропиленовые
волокна длиной до 2 см и диаметром до 50 мм. Такое армирование несколько
увеличивает стоимость конечного продукта, но значительно улучшает его
технические характеристики: износоустойчивость, сопротивление удару и
долговечность.
Второй слой уплотняется на
вибростоле не дольше одной минуты, так как в противном случае может произойти
перемешивание слоев и полноценной, качественной брусчатки не получится. При
правильно подготовленном растворе оптимальной консистенции достаточно
виброуплотнения в течение 30 секунд. Для выдержки сформованного раствора
технологическая карта отводит 24 часа. Однако температура окружающей среды и
влажность в помещении может внести коррективы в этот срок, в связи с чем
несколько изменится технология выдержки изделий. При неравномерном
распределении температуры формы с плиткой укладывают слоями не больше пяти.
Если температура в помещении распределена равномерно, то количество слоев можно
увеличить до 15. Оптимальная температура для выдержки и дальнейшей сушки -
25-30° С.
Для ускорения процесса извлечения
готовой плитки из форм существуют специальные насадки. Они крепятся по двум
сторонам стола и меняются в зависимости от формы брусчатки. Технологическая
карта отводит на расформовку одной плитки не более 10 секунд. На практике эта
процедура занимает не больше 5. Чтобы формы дольше служили и легче снимались,
их подогревают до +40°С. При нагреве линейные размеры полимерных форм
увеличиваются и они легко снимаются с бетонной отливки, коэффициент расширения
которой значительно меньше.
Освобожденную от формы плитку
складируют на деревянные поддоны. Укладку производят лицевой частью вверх.
Сложенную на поддоны плитку фиксируют при помощи упаковочных механизмов лентой
и металлическими скобами. Высота поддона с уложенной на нем плиткой, как и
предусматривает карта, не должна превышать одного метра. В таком виде она
набирает прочность на складских площадках. На устойку брусчатки технологическая
карта предусматривает 21 день. Такой срок необходим для достижения определенной
ГОСТом крепости - 450 мПа.
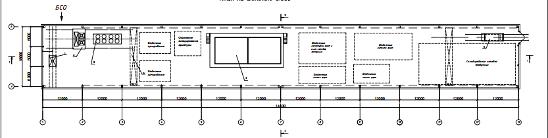
Рисунок 3. Технологическая схема
производства тротуарных плит
10. Контроль качества
при производстве готовой продукции
Контроль организуется на всех
стадиях производства бетона и изделий из него и включает контроль свойств
исходных материалов, приготовления бетонной смеси и ее уплотнения, структурообразования
и твердения бетона и свойств готового материала или изделия.
Для контроля используют различные
способы и приборы. По полученным результатам вносят коррективы в состав бетона,
в параметры и режимы технологических операций на основе закономерностей,
учитывающих влияние на свойства готового бетона различных технологических
факторов. Для большей точности и надежности управления качеством бетона
используют зависимости, полученные для условий конкретного производства. Эти
зависимости должны постоянно корректироваться по результатам статистического
контроля свойств бетона.
Для управления производством и
качеством бетона используют вычислительную технику и автоматизированные системы
управления. Для их работы требуется соответствующее математическое обеспечение,
в частности, использование математических моделей, которые связывают свойства
бетона с качеством используемых материалов, составом бетона и условиями
производства.
Управление качеством бетона
осуществляется на основе пооперационного контроля производства. Для его
проведения используют экспресс-методы, позволяющие быстро оценить свойства
материала или параметры процесса, разрабатываются специальные
полуавтоматические и автоматические средства, а также используется выборочная
проверка объектов контроля. Дня оценки свойств цемента предложены
рентгенографические и другие методы экспресс-анализа его минералогического
состава и способы быстрого определения удельной поверхности цемента. По их
результатам прогнозируется возможное влияние качества цемента на свойства
приготовляемой бетонной смеси и бетона и при необходимости производятся
изменения состава бетона и режима технологических операций. Необходимое
быстродействие обеспечивается обработкой результатов на ЭВМ по специальной
программе.
Таблица 13. Производственный
контроль на заводе сборного железобетона
|
Контроль
|
Объект контроля
|
Содержание контроля
|
|
1. Входной
|
Цемент Заполнители
|
Вид, марка, наличие паспорта, физико-механические свойства. Вид,
наличие паспорта, влажность, физико-механические свойства.
|
|
2. Операционный
|
Приготовление бетонной смеси Формование Ж/Б изделий ТВО
Размер, форма и качество изделий
|
Дозирование, перемешивание и Удобоукладываемость Правильность
сварки форм и равномерность их смазки. Положение каркаса в форме. Степень
уплотнения бетонной смеси, качество открытых поверхностей изделий Контроль
температуры, влажности и продолжительности процесса Внешний осмотр изделий,
проверка размеров и качество изделий
|
|
3. Приемочный
|
Правильность упаковки изделий Прочность бетона
|
Проверка положения изделий и прокладок в штабеле, маркировка
изделия Отпускная и марочная прочность бетона и других
структурно-механические свойства. Прочность, жесткость, трещиностойкость
Приемка по совокупности показателей качества готовых изделий
|
Список используемой
литературы
1. ГОСТ 10178-95. Портландцемент и шлакопортландцемент.
Технические условия. - Введ. 1987-01-01. - Группа Ж 12 // Техэксперт. Нормы,
правила, стандарты, техническая информация [Электронный ресурс].
2. ГОСТ 8267-93. Щебень и гравий из плотных горных пород для
строительных работ. Технические условия. - Введ. 1995-01-01. - Группа Ж 17 //
Техэксперт. Нормы, правила, стандарты, техническая информация [Электронный
ресурс].
. ГОСТ 26633-2012. Бетоны тяжелые и мелкозернистые.
Технические условия. - Введ. 2014-01-01 // Техэксперт. Нормы, правила,
стандарты, техническая информация [Электронный ресурс].
. ГОСТ 8736-93. Песок для строительных работ. Методы
испытаний. - Введ. 1995-07-01. - Группа Ж 19 // Техэксперт. Нормы, правила,
стандарты, техническая информация [Электронный ресурс].
. ГОСТ 23732-2011. Вода для бетонов и строительных
растворов. Технические условия. - Введ. 1995-01-01. - Группа Ж 17 //
Техэксперт. Нормы, правила, стандарты, техническая информация [Электронный
ресурс].
. ГОСТ 24640-91. Добавки для цемента. Технические условия.
- Введ. 1991-07-01 // Техэксперт. Нормы, правила, стандарты, техническая
информация [Электронный ресурс].
. Типовой проект 409-29-61. Проектирование предприятий
сборного железобетона. Введ. 2014.10.01 // Техэксперт. Нормы, правила,
стандарты, техническая информация [Электронный ресурс].
. Коледин В.В. Сырьевая база и производственная структура
предприятий строительной индустрии Сибири и Дальнего востока: Учебное пособие /
В.В. Коледин, - Новосибирск: НГАСУ, 1996-80с
. Баженов Ю.М. Технология бетона/ Ю.М. Баженов. - М.:
Изд-во АСВ, 2003-500 с.
. Производство сборных Железобетонных изделий. Справочник/
Под редакцией К.В. Михайлова и К.М. Королева - : Строиздат., 1989-447 с.
. Баженов. Ю.М. Комар А.Г. Технология бетонных и железобетонных
конструкций / Ю.М. Баженов, А.Г. Комар.-М,: Строиздат, 1984 - 672 с.
. Коледина А.М., Безбородов В.А., Проектирование
предприятий сборного железобетона для районов Сибири и Крайнего севера: Учебное
пособие./ А.М. Коледина, В.А. Безбородов, - Новосибирск. НГАСУ, 2006-92 с.