Формовочный цех по производству тротуарных плит
Новосибирский
Государственный Архитектурно-Строительный Университет (СИБСТРИН)
Кафедра:
строительных материалов, стандартизации и сертификации
КУРСОВОЙ
ПРОЕКТ
по
дисциплине "дорожное материаловедение"
на
тему: «Формовочный цех по производству тротуарных плит»
Выполнил: Киселева В.И.
Проверил: Безбородов В.А.
Новосибирск
2015
Оглавление
Введение
.
Анализ задания на проектирование
.
Номенклатура выпускаемых изделий
.
Характеристика сырьевых материалов
.1
Вяжущие вещества
.2
Заполнители
.2.1
Крупный заполнитель
.2.2
Мелкий заполнитель
.3
Вода
.4
Добавки
.
Расчет материального потока
.1
Режим работы предприятия
.2
Определение расхода компонентов бетона
.3
Расчет материального потока
.
Проектирование бетоносмесительного цеха и складов
.1
Проектирование складов цемента
.2
Проектирование складов заполнителя
.3
Проектирование бетоносмесительного узла
.3.1
Расчет дозаторов для заполнителей и цемента
.3.2
Расчет расходных бункеров для заполнителей и цемента
.
Выбор и обоснование способа производства
.1
Поточно-агрегатный способ производства
.2
Стендовой способ производства
.3
Кассетный способ производства
.4
Конвейерный способ производства
.
Проектирование формовочного цеха
.1
Расчет оборудования поточно-агрегатной линии
.
Расчет складов готовой продукции
.
Описание технологической схемы
.
Контроль качества при производстве готовой продукции
.
Техника безопасности при производстве бетонных работ
Список
использованной литературы
Введение
Во времена, когда все дороги, трассы и
автострады укладывали асфальтом, на втором плане оказалось мощение улиц и
площадей. Многокилометровые участки дорог, парк и улицы, аллеи-все было покрыто
асфальтом. Но со временем, в результате постоянных механических нагрузок,
воздействия природных факторов они трескались, выгорали, разрушались. После
проведения ремонтных работ, такие дороги значительно теряли свои свойства.
Когда на рынке появилась тротуарная плитка, то
необходимость подбирать различные камни для укладки дорог отпала сама собой.
Такие изделия имеют стандартную форму и строгие размеры, поэтому работа с
брусчаткой не доставит больших трудностей. К тому же тротуарная плитка очень
красива, практична, и что самое главное-очень стойкая к механическим нагрузками
климатическим факторам. В наше время брусчатка из натурального камня еще
пользуется хорошим спросом, но искусственная тротуарная плитка, которая
имитирует разнообразные природные материалы, с каждым днем завоевывает все
большую популярность у населения.
Она применяется при мощении: дорог, площадок
возле магазинов и супермаркетов, алей в парках. Но в последнее время брусчатку
чаще всего применяют при оформлении территории загородных домиков и коттеджей.
Технология производства тротуарной плитки
позволяет изготовлять брусчатку не только с гладкой поверхностью, но также
плитку, поверхность которой подобна кирпичу, натуральному камню, досками разным
породам древесины. Именно красящие элементы, которые применяются при
изготовлении брусчатки, позволяют выполнять такие немыслимые цветовые решения.
Но кроме своих основных функций они также должны противостоять влиянию
атмосферных осадков и ультрафиолетового излучения.
1. Анализ задания на проектирование
В данном курсовом проекте необходимо
запроектировать формовочный цех по производству тротуарных плит длинной 6 м. в г.
Новосибирск с годовой производительностью 30 тыс. м3 в год.
Транспортные связи, используемые для поставки сырья и топлива - автомобильные.
Сырьевая база:
Цемент -Чернореченского цементного завода (г.
Искитим)
Песок -Криводановское месторождение (Новосибирский
район)
Щебень- карьер "Борок"(г. Новосибирск)
Арматура- металл база г. Новосибирск.
Электроэнергия поступает по ЛЭП.
Вода берется из городской водопроводной сети.
Потребители: строительные организации г.
Новосибирска и области.
2. Номенклатура
Формовочный цех производит тротуарные плиты
производительностью 30тыс. м3 в год.
Таблица 1 Технические характеристики
|
Марка
изделия
|
Размеры
в, мм
|
Марка
бетона
|
Расход
материалов
|
Вес,
кг
|
|
В
|
L
|
H
|
|
Бетон,
м3
|
Сталь,кг
|
|
|
6К5
|
500
|
500
|
50
|
400
|
0,0125
|
0,69
|
31
|
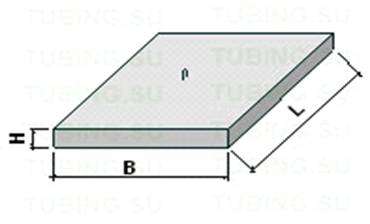
Рисунок 1 чертеж бетонной тротуарной плит
Рисунок 2 Форма для производства тротуарных плит
Таблица 2 Производительность БСЦ по бетону
|
Класс
бетона (вид и марка бетона)
|
Характеристики
смеси
|
Вид
и марка цемента
|
Годовая
потребность завода в смеси
|
|
Удобоукладываемость,
См
|
Крупность
щебня, мм
|
|
в
м3
|
в
%
|
|
|
|
|
30000
|
100
|
|
В30(М400)
|
3
|
20
|
ПЦ500Д20
|
|
|
3. Характеристики сырьевых материалов
Сырьевыми материалами для производства
железобетонных изделий являются вяжущие, заполнители различного вида,
арматурная сталь и вода.
.1 Вяжущие вещества
бетон цех бункер заполнитель
Цех изготавливает изделия из тяжелого бетона
марки М400. В качестве вяжущего вещества принимаем ПЦ500Д20.
Портландцемент - гидравлическое вяжущее
вещество, твердеющее в воде или в воздухе. Он представляет собой порошок серого
цвета, получаемый тонким помолом клинкера с добавкой гипса. Клинкер получают
путем равномерного обжига до спекания тщательно дозированной сырьевой смеси.
В соответствии с требованиями ГОСТ 10178-95 [1]
· тонкость помола по остатку на сите №
0,08≤ 85%
· водопотребность 26%
· удельная поверхность 3020 см2/г
· начало схватывания 1 час 30 мин
· конец схватывания 4 часа
· насыпная плотность  =1300 кг/м3
=1300 кг/м3
· истинная плотность  =3100 кг/м3
=3100 кг/м3
Химический и минералогический состав ПЦ500
Химический состав, % :
· SiO2 - 20.73
· Al2O3 - 6.86
· Fe2O3 - 4.63
· CaO - 65.46
· MgO - 1.3- 0.41
Минералогический состав, %:
· C3S - 53
· C2S - 20
· C3A - 10
· C4AF - 14
.2 Заполнители
.2.1 Крупный заполнитель
В качестве крупного заполнителя
используем гранитовый щебень карьера "Борок", который имеет следующие
физико-технические показатели: прочность при сжатии  =134,5 МПа, истинная плотность
=134,5 МПа, истинная плотность  =2710 кг/м3, насыпная плотность
=2710 кг/м3, насыпная плотность  =1300, морозостойкость, F=200
циклов. ГОСТ 8267-93 [2]
=1300, морозостойкость, F=200
циклов. ГОСТ 8267-93 [2]
В соответствии с требованиями ГОСТ
26633-2012[3] :
· максимальная крупность,  20 мм
20 мм
· содержание фракций (5-10 мм)=25-40%, (10-20
мм)=60-75%
· содержание пылевидных и глинистых частиц ≤1%
по массе
· содержание зерен пластинчатой и игловидной формы
≤35% по массе
.2.2 Мелкий заполнитель
В качестве мелкого заполнителя
используем песок Криводановского месторождения, который имеет следующие
физико-технические показатели: насыпная плотность  1600, истинная плотность ρ=2510 кг/м3,
модуль крупности
1600, истинная плотность ρ=2510 кг/м3,
модуль крупности  , содержание глинистых примесей
1,2-1,5% ГОСТ 8736-93[4].
, содержание глинистых примесей
1,2-1,5% ГОСТ 8736-93[4].
В соответствии с требованиями ГОСТ
8736-93:
· полные остатки на ситах: 2,5; 1,25;
0,63; 0,315; 0,14 соответственно равны 0-20; 20-70;
-90; 90-100 %
· модуль крупности 
· содержание пылевидных примесей ≤ 3%.
.3 Вода
Для затворения бетонной смеси применяют грунтовые,
поверхностные и озерные пресные воды. Требования к воде для затворения бетонной
смеси изложены в ГОСТ 23732-2011 [5]. В воде не должно быть примесей
нефтепродуктов, сахаров, фенолов, жиров и органических кислот. Содержание
растворимых допускается в воде для изготовления неармированного бетона не более
10000мг/л, в том числе сульфатов не более 2700 мг/л, для бетона. Водородный
показатель воды ph в пределах 4-12,5.
.4 Добавки
Для регулирования свойств бетона, бетонной смеси
и экономии цемента, применяют различные добавки. Их подразделяют на два вида:
химические, вводимые в бетон в небольшом количестве (0,1..2% от массы цемента)
и изменяющие в нужном направлении свойства бетонной смеси и бетона, и
тонкомолотые (5...20%), использующиеся для экономии цемента, получения плотного
бетона при малых расходах цемента и повышения стойкости бетона. ГОСТ
24640-91[6]. Для тротуарной плитки используется пластификатор С-3. Его
изготавливают в сухом порошкообразном виде и в виде 36% -ного раствора воды. Он
не меняет своих качеств при положительной температуре плюс восемьдесят пять
градусов по Цельсию и при отрицательной температуре до минус сорока градусов.
Взрыво- и пожаробезопасен. Расход составляет 0,5-0,7 от массы цемента.
4. Расчет материально - производственного потока
Расчет выполняется с целью выявления
потребностей в сырьевых материалах, полуфабрикатов, комплектующих деталях и
готовых изделиях по всем пределам технологического процесса.
.1 Режим работы предприятия
Годовой фонд рабочего времени технологического
оборудования в часах подсчитывается по формуле:
 ,
,
где  - номинальное количество рабочих
суток в году;
- номинальное количество рабочих
суток в году;  - длительность плановых остановок
технологический линий на ремонт в сутках; n - количество смен в сутки; t -
продолжительность рабочей смены в часах;
- длительность плановых остановок
технологический линий на ремонт в сутках; n - количество смен в сутки; t -
продолжительность рабочей смены в часах; - коэффициент использования
оборудования.
- коэффициент использования
оборудования.
Для формования:  =(260-7)*2*8*0,92=3724,16 час.
=(260-7)*2*8*0,92=3724,16 час.
Для ТВО: =(260-7)*3*8*0,92=5586,24 час.
Таблица 3 Режим работы предприятия
|
Наименование
предела
|
, суткиПродол. смены n, чt, ч оборудования Фонд раб. времени , ч
|
|
|
|
|
|
Реализация
стен. блоков
|
260
|
2
|
8
|
0,92
|
3724,16
|
|
Склад
готовой продукции
|
260
|
2
|
8
|
0,92
|
3724,16
|
|
Участок
термообработки
|
260
|
3
|
8
|
0,92
|
5586,24
|
|
Формовочные
линии
|
260
|
2
|
8
|
0,92
|
3724,16
|
|
Бетоносмесительный
узел
|
260
|
2
|
8
|
0,92
|
3724,16
|
|
Склады
сырья
|
260
|
2
|
8
|
0,92
|
3724,16
|
|
Транспортно-сырьевой
участок
|
260
|
2
|
8
|
0,92
|
3724,16
|
4.2 Определение расхода компонентов бетона
Расход компонентов бетона: воды, цемента,
мелкого и крупного заполнителя определяется по предварительным расчетам состава
бетона.
Исходные данные бетона и бетонной смеси:
· класс бетона - В30, марка бетона
М400;
· удобоукладываемость - 3, ОК 2-2,5
Исходные данные компонентов бетона:
) Цемент:
· ПЦ500Д20
· истинная плотность  =3100 кг/м3
=3100 кг/м3
· насыпная плотность  =1300 кг/м3
=1300 кг/м3
2) Щебень
· Крупность D=20мм
· истинная плотность =2710 кг/м3
· насыпная плотность =1300 кг/м3
3) Песок:
· модуль крупности  =1,9
=1,9
· истинная плотность  2510 кг/м3
2510 кг/м3
· насыпная плотность 1600 кг/м3
3 Расчет цементо-водного отношения:
б=A*Rц(Ц/В±0,5),
где А - коэффициент, учитывающий качество
заполнителя, для хорошего качества А=0,6; б - марка бетона по прочности при сжатии,
МПа; Rц - марка цемента
Ц/В=Rб/(Rц*А)±0,5
Ц/В=400/(500*0,6)+0,5=1,33
Расчет расхода исходных компонентов:
Ориентировочный расход воды принимается по
таблице в зависимости от крупности заполнителя и подвижности бетонной смеси.
Для бетонной смеси с ОК=2-2,5см, расход воды составляет 190л/м3.
Расход цемента для бетона марки 500:
Ц=В*Ц/В,
Ц=190*1,33=252,7 кг;
Пустотность щебня:
Vп=(
где  - насыпная плотность щебня, кг/м3;
- насыпная плотность щебня, кг/м3;  - истинная плотность щебня,
кг/м3.п=(2710-1300)/2710=0,52;
- истинная плотность щебня,
кг/м3.п=(2710-1300)/2710=0,52;
Расход щебня:
Щ=1/(Кр*Пщ/+1/),
где Кр - коэффициент раздвижки зерен
щебня, Кр=1,33.
Щ=1/(1,33*0,52/1300+1/2710)=1124,86
кг;
Расход песка:
П=[1-(Ц/ ,
,
где  - истинная плотность песка , кг/м3.
- истинная плотность песка , кг/м3.
П=[1-(252,7/3100+190/1000+1124,86/2710)]*2510=735,88кг;
Плотность бетонной смеси
рассчитывается следующим образом:
 =В+Ц+Щ+П,
=В+Ц+Щ+П,
=190+252,7+1124,86+735,88=2303,44
кг/м3;
Таблица 5 Состав тяжелого бетона
|
Марка
бетона
|
ОК
|
Расход
материалов на 1 м3 бетона
|
Плотность
смеси, кг/м3
|
|
|
В,
л
|
Ц,
кг
|
Щ,
кг
|
П,
кг
|
|
|
400
|
2-2,5
|
190
|
252,7
|
1124,86
|
735,88
|
2303,44
|
4.3 Расчет материального потока
Для расчета материального производственного
потока уточняется деление процесса на технологические зоны и нормы неизбежных
потерь материалов по зонам.
Зона 1: транспортно-сырьевой участок:
цемента-1%; щебня-1%; песка-2%.
Зона 2: склад сырья: цемента-1%; щебня-1,5%;
песка-2%
Зона 3: бетоносмесительный узел: потери бетонной
смеси: 1%.
Зона 4: формовочные линии: потери бетонной
смеси: 0,5%.
Зона 5: участок термообработки и доводки
изделий: 0,5%
Зона 6: склад готовой продукции: 0,5%.
Подсчитываются необходимые производительности
технологических пределов и потребности в материалах, начиная с зоны 6 (склад
готовой продукции), по формуле:
 ,
,
где  - производительность в зоне n,
м3/год;
- производительность в зоне n,
м3/год;  - производительность в следующей
зоне;
- производительность в следующей
зоне; - производственные потери в зоне,
%.
- производственные потери в зоне,
%.
Расчет часовой производительности:
 ,
,
Расчет суточной производительности:
 ,
,
где - номинальное количество суток в
году,
- длительность плановых остановок
на ремонт, сут.,
- коэффициент использования
технологического оборудования,
- годовой фонд рабочего времени
оборудования, ч.
Таблица 5 Материально поток
|
№
|
Предел
|
Потери,
%
|
Ед.изм
|
Производительность
(потребность в материалах)
|
|
|
|
|
год
|
сутки
|
смена
|
час
|
|
1
|
Реализация
ЖБИ
|
0
|

|
30000
|
128,89
|
64,45
|
8,06
|
|
2
|
Склад
готовой продукции
|
0,5
|
|
30150,8
|
129,54
|
64,77
|
8,1
|
|
3
|
Термообработка
|
0,5
|
|
30302,3
|
130,19
|
43,4
|
5,42
|
|
4
|
Формовочные
линии
|
0,5
|
|
30454,5
|
130,84
|
65,42
|
8,18
|
|
5
|
Бетоносмесительный
узел
|
1
|
|
30762,2
|
132,16
|
66,08
|
8,26
|
|
6
|
Склад
сырья
|
1
|
т
|
10603,6
|
31,58
|
10,53
|
1,32
|
|
Цемента
|
|
|
|
|
|
|
|
Щебня
|
1,5
|
|
27795,2
|
82,77
|
27,59
|
3,45
|
|
Песка
|
2
|
|
6905,79
|
20,57
|
6,86
|
0,86
|
|
7
|
Транспортно
- сырьевой участок
|
1
|
т
|
10710,7
|
31,9
|
1,33
|
|
Цемента
|
|
|
|
|
|
|
|
Щебня
|
1
|
|
28076
|
83,61
|
27,87
|
3,48
|
|
Песка
|
2
|
|
7046,72
|
20,98
|
6,99
|
0,87
|
5. Проектирование бетоносмесительного цеха и
складов
В состав бетоносмесительного цеха входят: склад
цемента, склад заполнителей, бетоносмесительный узел и внутрицеховые
транспортные связи между складами сырья и БСУ.
.1 Проектирование склада цемента
Цемент хранится в силосных складах, которые, в
зависимости от вида транспорта автомобильного, железнодорожного, водного, могут
быть: прирельсовые, притрассовые, береговые.
Береговые склады цемента используются, когда
экономически выгодно использовать самый дешевый вид транспорта - водный, и при
отсутствии других транспортных связей с цементным заводом. В северные районы
Сибири и Крайнего Севера цемент транспортируется преимущественно водным
транспортом, в исключительных случаях автотраспортном по зимникам.
При проектировании склада цемента необходимо
предусматривать раздельное хранение цемента по видам и маркам.
Требуется вместимость склада цемента
определяется по формуле:
где  - суточная потребность завода в
цементе, т.;- нормативный запас цемента, сут.;
- суточная потребность завода в
цементе, т.;- нормативный запас цемента, сут.;
 - коэффициент заполнения емкости
оклада, равный 0,9.
- коэффициент заполнения емкости
оклада, равный 0,9.
Нормы запаса цемента на складах при
поставке железнодорожным транспортом - 7-10 суток; автомобильным - 6-7 суток;
 =31,90*7/0,9=248,11 т;
=31,90*7/0,9=248,11 т;
По данной вместимости подбираем
прирельсовый склад цемента вместимостью 360 т, шифр 409-29-61[7]
Таблица 6 Основные показатели склада
|
Показатели
|
Количество
|
|
Вместимость,
т
|
360
|
|
Количество
силосов, шт.
|
6
|
|
Грузооборот,
тыс т/год
|
17,30
|
|
Мощность
токоприемников, кВт
|
156,1
|
|
Число
рабочих
|
5
|
.2 Проектирование склада заполнителей
Существующие типы складов заполнителей можно
классифицировать:
. по способу хранения: открытые, закрытые
и частично закрытые;
. по виду емкости: штабельные, по длине
разделенной стенками на отсеки, бункерные, полубункерные, силосные и
транщейные;
. в зависимости от вида транспорта и
расположения склада к транспортным путям: прирельсовые, притрассовые, береговые
и комбинированные;
. по виду оборудования для загрузки
склада: эстакадные, грейферные, со штабилировочной машиной С-492 /ТР-2/;
. по виду оборудования для разгрузки
склада и подачи заполнителей в БСУ; галерейные, бункерные.
Расчет склада проводится, исходя из потребности
в сырьевых материалах, нормативных запасов и конкретной характеристики
принятого типа склада. Расчеты сводятся к определению вместимости, площади и
геометрических размеров склада. Емкость в складе для хранения каждого вида
заполнителя рассчитывается по формуле:
 ,
,
где  - суточная потребность предприятия
в данном виде заполнителя;- нормативный запас заполнителя, сут.;
- суточная потребность предприятия
в данном виде заполнителя;- нормативный запас заполнителя, сут.;
 - коэффициент, учитывающий
необходимое увеличение емкости склада при хранении нескольких фракций
заполнителей, равный 1,05;
- коэффициент, учитывающий
необходимое увеличение емкости склада при хранении нескольких фракций
заполнителей, равный 1,05;
- коэффициент загрузки; для
штабельных, траншейных, полубункерных и бункерных складов, равный 1,2;
 ;
;
 ;
;
 ,
,
где 1,02 - коэффициент , учитывающий
потери материалов при транспортирование
Принимаем склад закрытый типа,
708-13-84[8]
Таблица 7 Техническая характеристика
склада заполнителя
|
Показатели
|
Количество
|
|
Вместимость,
т
|
3000
|
|
Грузовой
грузооборот, тыс.т/год
|
85
|
|
Число
рабочих
|
6
|
.3 Проектирование бетоносмесительного узла
Определяем требуемую часовую производительность
БСУ по формуле:
 ,
,
где  - часовая производительность БСЦ по
результатам расчета материально-производственного поток;
- часовая производительность БСЦ по
результатам расчета материально-производственного поток;
 - коэффициент резерва производства,
равный 1,2;
- коэффициент резерва производства,
равный 1,2;
 - коэффициент неравномерности
выдачи и потребления бетонной смеси, равный 1,25
- коэффициент неравномерности
выдачи и потребления бетонной смеси, равный 1,25

Определяем часовую
производительность бетоносмесителя по формуле:
 ,
,
где  -объем одного готового замеса, ;
-объем одного готового замеса, ;
- коэффициент использования
оборудования, равный 0,97;
 - время цикла приготовления одного
замеса, мин.
- время цикла приготовления одного
замеса, мин.
 =(60*1/2)*0.97=29.1
=(60*1/2)*0.97=29.1
Число замесов в час:
 =60/
=60/
=60/2=30
Необходимое количество смесителей
подсчитывается по формуле:

=12.39/29.1=0.43, Для обеспечения
бесперебойной работы принимаем 2 цикличных смесителя СБ-138А [9]
Таблица 8 Техническая характеристика
бетоносмесителя СБ-138А
|
Показатели
|
Количество
|
|
Объем
готового замеса, л по: бетонной смеси раствор
|
1000
1200
|
|
Вместимость
по загрузке, л.
|
1500
|
|
Число
циклов в один час при приготовлении: бетонной смеси раствор
|
40
35
|
|
Наибольшая
крупность заполнителя, мм.
|
70
|
|
Мощность
двигателя кВт:
|
37
|
|
Габариты,
м
|
2,85*2,725*1,86
|
|
Масса,
кг
|
3500
|
.3.1 Расчет дозаторов для заполнителей и цемента
Рассчитываем количество материалов на 1 замес,
кг:
Число замесов в час равно 30.
Потребность в материалах в час на бетоносмесительном узле составляет 8,26 .
Количество бетонной смеси на один
замес:
Б=8,26/30=0,275
 ;
;
 ;
;
 ;
;
 ,
,
где Ц, П, В, Щ - расход материалов,
кг/
 ;
;
 202,367 ;
202,367 ;
 52,25;
52,25;
 309,337 ;
309,337 ;
По найденным количествам на замес
подбираем дозаторы материалов так, чтобы количество отмеряемого материала
находилось в пределах взвешивания, сведения заносим в таблицу:
Таблица 9
|
Материал
|
Тип
дозатора
|
Предел
дозирования, кг
|
Погрешность,
%
|
|
Цемент
|
ДЦ-200
|
40-200
|
2
|
|
Песок
|
6.012АД-500-2БП
|
100-500
|
2
|
|
Щебень
|
6.011АД-16002БЩ
|
400-1600
|
2
|
|
вода
|
ДЖ-200Д
|
40-200
|
2
|
.3.2 Расчет расходных бункеров для заполнителей
и цемента
Вместимость расходных бункеров цемента:
Vц=Пч*m/( ,
,
где Пч - часовая потребность в
цементе; -насыпная плотность цемента, т; m
нормативный запас цемента, ч; n - количество отсеков бункера, шт;  - коэффициент заполнения бункера,
равный 0,8.ц=1,32*3/(1,300*2*0,8)=1,9 м3
- коэффициент заполнения бункера,
равный 0,8.ц=1,32*3/(1,300*2*0,8)=1,9 м3
Вместимость расходных бункеров для
заполнителей:
з=Пч*m/(*n*);
з.щ.=3,45*3/(4*0,8)=3,23
м3;з.п.=1,4*3/(2*0,8)=2,63 м3.
6. Выбор и обоснование способа
производства
.1 Поточно-агрегатный способ
производства
Поточно-агрегатный метод
производства сборных железобетонных деталей характеризуется тем, что
технологические операции изготовления изделия выполняются на разных рабочих
постах. По этой схеме формы 2 с изделиями с помощью подъемно-транспортных
средств перемещаются от поста к посту с остановками, необходимыми для
выполнения каждой операции. При этом затвердевание бетона происходит не на
месте формовки, а в специальных пропарочных камерах 5. После тепловой обработки
формы с изделием передвигаются на пост распалубки, откуда готовые изделия перевозятся
на склад готовой продукции, а формы возвращаются на пост формования.
Поточно-агрегатный метод весьма
гибкий и позволяет наиболее просто организовать изготовление разнообразных
изделий: плит, панелей, настилов, прогонов, ригелей, колони и др. Для перехода
от производства одного типа изделия к другому требуется только замена форм. В
силу своей экономичности, гибкости и простоты освоения этот метод широко
применяется на заводах сборных железобетонных деталей любой мощности.
Вес формуемых изделий по поточно-агрегатному
методу ограничивается грузоподъемностью кранов и формующих виброплощадок.
Достоинства:
· Возможность
изготовления широкой номенклатуры изделий с меньшими капитальными затратами по
сравнению с конвейерной технологией;
· Более гибкая и
маневренная технология в отношении использования технологического и
транспортного оборудования, в режиме тепловой обработки, что важно при выпуске
изделий большой номенклатуры;
· Высокий съем
продукции с 1м3 пропарочной камеры.
Недостатки:
· Отсутствие
автоматизации технологических операций;
· Недостаточная
механизация формовочных постов;
· Много крановых
операций.
.2 Стендовый способ
производства
При стендовом методе все
операции (формование, затвердевание, распалубка, обработка поверхности) в
течение всего процесса изготовления изделий проводятся на стационарных стендах.
Формы с изделием как в процессе изготовления, укладки и уплотнения бетонной
смеси, так и в процессе затвердевания бетона остаются на месте, а
производственные звенья и технологическое оборудование (формующие механизмы)
последовательно перемещают от одной неподвижной формы, в которой формуется
изделие, к другой. Само изделие передвигается только 1 раз - во время перевозки
его на склад 3 готовой продукции. Машины, выполняющие операции по подаче форм,
арматуры и бетонной смеси, а также по укладке арматуры, бетонированию и
распалубке, передвигаются от одной формы с изготовляемым изделием к другой.
Стендовый метод целесообразен
при производстве крупных деталей, а также при использовании специального оборудования
для формования определенного вида изделий (струнно-бетонный стенд, бетонирующий
комбайн, вертикально-кассетные установки и др.).
Стендовый метод может
осуществляться: а) на гладких бетонных площадках - для изготовления любых
деталей, но преимущественно крупноразмерных плоских деталей, при которых более
эффективно используется поверхность обогреваемого пола; б) в ямных пропарочных
камерах, устраиваемых при производстве массивных конструкций, подогрев которых
на тепловом полу не обеспечивает необходимой тепловой обработки; в) на
специальных стендах, предназначаемых для изготовления напряженно-армированных
конструкций - балок, прогонов, настилов и панелей перекрытий. Вес изделий,
формуемых по стендовому методу, зависит только от грузоподъемности кранов.
Достоинства:
· Возможность
выпуска изделий широкой номенклатуры при относительно несложном
переоборудовании;
· Простота и
универсальность оборудования;
· Гибкость технологии
на коротких стендах, преимущественно в вибротермоформах, в 2-4 раза повышает
оборачиваемость форм, снижает трудоемкость формования.
Недостатки:
Стендовый способ производства
требует больших производственных площадей, усложнения механизации и
автоматизации, высоких трудозатрат.
.3 Кассетный способ
производства изделий
Кассетный способ производства,
являясь по существу стендовым методом, выделяется в самостоятельную группу.
Суть этого способа заключается
в том, что формование изделий происходит в вертикальном положении в
стационарных разъемных групповых металлических формах-кассетах, в которых
изделия находятся до приобретения бетоном заданной прочности. Рабочее звено,
занятое в производстве изделия, перемещается от одной кассетной установки к
другой, что при соответствующем числе форм позволяет осуществлять непрерывный
производственный поток.
Кассетным способом
изготавливают внутренние несущие стеновые панели, панели перекрытий, балконные
плиты и другие железобетонные изделия, имеющие габариты, соответствующие
размерам отсеков кассетных установок. В кассетных установках применяют подвижные
бетонные смеси с осадкой конуса 7-9 см и выше с предельной крупностью
заполнителя 20 мм: Изготовление изделий производят следующим образом. После
очистки, смазки и сборки кассетных установок в формовочные отсеки устанавливают
арматурные каркасы и закладные детали. Затем заполняют их бетонной смесью.
Уплотнение бетонной смеси осуществляют вибрацией. В зависимости от конструкции
кассетной установки вибрация бетонной смеси может передаваться через арматурный
каркас, виброгребенку, путем вибрации внутренних разделительных стенок, а также
за счет вибрации днища отсека кассетной формы. После уплотнения верхнюю
поверхность отформованных изделий заглаживают и покрывают крышками, матами или
полимерными пленками в целях предотвращения испарения влаги из бетона во время
тепловой обработки.
Установки со складывающимся
сердечником предназначены для формования и термообработки объемных элементов
лифтовых шахт, секций коллекторов и пешеходных переходов. Цикл изготовления
изделий составляет 6 ч. Одновременно могут формоваться 2 элемента лифтовых шахт
или 2 секции коллекторов, или 1 секция пешеходных переходов.
Достоинства:
· Сокращение
потребности в производственных площадях;
· Высокая степень
заводской готовности изделий;
· Возможность
сокращения времени тепловой обработки за счет применения более жестких режимов;
· Высокая
производительность труда на изготовление и отделку изделий.
Недостатки:
· Кассетные установки
периодического действия, поэтому оборачиваемость их низкая;
· Этот способ требует
применения более подвижных бетонных смесей, что дает некоторый перерасход
цемента
· Изделия имеют
неодинаковую прочность по сечению;
· Повышенная
металлоемкость форм по сравнению с поточно-агрегатным способом производства.
.4 Конвейерный способ
производства железобетонных изделий
При поточно-конвейерном методе производства
сборных железобетонных деталей изделия и формы-вагонетки перемещаются от одного
поста к другому по конвейеру с принудительным ритмом, определяемым наиболее
длительной операцией; при этом машины, обрабатывающие эти изделия, и
оборудование остаются на своих местах, а формы-вагонетки проходят сначала
подготовительные посты, где их очищают и смазывают.
Затем они поступают на основные посты, на
которых в строго определенном порядке укладываются арматура и закладные части,
а также укладывается и уплотняется бетонная смесь. Пройдя все посты, изделие
направляется в камеры пропаривания непрерывного действия туннельного типа, где
оно пропаривается, продолжая безостановочно двигаться. По выходе из камеры и
последующем выпрессовании из формы изделие поступает на склад готовой
продукции, а форма - на пост. Для каждого вида изделий на таком заводе
устраивается специализированная конвейерная линия. Вес формуемых изделий по
поточно-конвейерной технологии ограничивается грузоподъемностью кранов и
формующих виброуплотнителей, а также мощностью тяговых органов конвейеров.
На заводах, работающих по поточно-конвейерному
методу, можно применять более совершенную технологию и автоматические линии
(прокатные станы, вертикально-кассетные установки), что наиболее экономично.
Учитывая характер сборных железобетонных конструкций, применяемых на
строительстве энергетических объектов, возможную концентрацию предприятий
сборного железобетона и объем их производства, наиболее целесообразными технологическими
схемами считают поточно-агрегатную и поточно-стендовую. Процесс изготовления
изделий и монтажа состоит из отдельных операций. Каждая операция производится в
специализированных цехах или на площадках. Конвейер, состоящий из
железнодорожных платформ с формами, объединяет работу цехов и площадок в единый
производственный процесс. О в определяет поточность производства, ускоряет
изготовление изделий и организует общий ход работ. Цикл перемещения платформы с
формами начинается из цеха подготовки форм на площадку готовой продукции
арматурного завода, далее - в цех формовки изделий, площадку тепловой обработки
изделий и на монтажную площадку.
После съема готового изделия на монтажной
площадке платформа возвращается в цех подготовки форм, и цикл повторяется.
Платформа внутри технологической линии передвигается, с помощью мотовозов или
тепловозов. Достоинства:
· Обеспечение высокой степени
механизации и автоматизации технологических процессов
· Возможность более компактного
расположения оборудования и эффектного использования производственных площадей.
· Конвейерный способ производства
изделий позволяет значительно повысить производительность труда, увеличить
выпуск готовой продукции при наиболее полном и эффективном использовании
технологического оборудования. Недостатки:
Сложность оборудования и трудоемкость
переналадки на выпуск других изделий.
Проектируемый завод будет выпускать тротуарных
плит длинной 6 м по агрегатно-поточному способу, т.к. он позволяет максимально
механизировать процесс, в отличие от других способов, следовательно и не
требует больших трудозатрат, больших производственных площадей .
7. Проектирование формовочных цехов с подбором
оборудования
.1 Расчет оборудования поточно-агрегатной линии
по производству тротуарных плит
Расчет размеров форм - вагонеток:
ф=lи+2ΔlФ;ф=bи+2*Δbф;ф=
hи+Δhф;
где lи, bи, hи
- соответственно длина, ширина, высота изделия;
Δlф -
ширина торцевого борта; Δbф
- ширина бокового борта; Δhф
- высота поддона.ф=0,5*10+0,05*9+2*0,16=5,77 м;ф=0,5*3+0,1*2+2*0,16=2,02
м;ф=0,05+0,25=0,3 м;
Годовая производительность поточно-агрегатной
технологической линии определяется номенклатурой выпускаемой продукции, режимом
формования изделий и продолжительностью работы формовочного поста в течении
суток. Производительность линий для каждой группы изделий рассчитывается по
следующей формуле:
Р=55,2*С*В*Vф/Тф;
где С - число рабочих дней в году; В - число
часов работы формовочного поста в сутки; Vф - объем одной формовки,
равен объему изделия представителя или сумме объемов изделий одновременно
формируемых в одной форме, м3, Тц - продолжительность
цикла формования, мин.
Р=55,2*233*16*0,45/15=6173,6 м3
Требуемой количество технологических линий
определяют по формуле:
тп=Пг/(Р*Ки)
где Пг - годовая производительность
предприятий в м3 по данной группе изделий; Ки -
коэффициент использования оборудованиятп = 30000/6173,6*0,97=4
Для выбора типа и марка виброплощадки необходимо
установить требуемые условную грузоподъёмность и габариты ее. Обоснование
требуемое грузоподъемности виброплощадки осуществляется по формуле:
в=Qф+Qб+Qщ
где Qф - масса формы, т, определяемое
по формуле Qф= Vи*Муд;б - условная
масса формы бетонной смеси, т; Qщ - условная масса пригрузочного
щита, т; Vи - объем формуемого изделия, м3; Муд
- удельная металлоемкость формы.
Условную массу бетонной смеси определяют по
формуле:
б=ρсм*Vи
где ρсм
-
плотность бетонной смеси, т/м3; Vи - объем изделия;б=2,3*0,023=0,1
т,ф= 0,023*1,8=0,04 т,щ=2 т.в=0,1+0,04+2=2,14
т.
Таблица 10 Принимаем виброплощадка СМЖ -
187А[10]
|
Показатели
|
Количество
|
|
Грузоподъёмность
|
5
|
|
Частота
колебаний, Гц
|
47,5
|
|
Установленная
мощность, кВт.
|
64
|
|
Габаритные
размеры
|
9,5*3
|
|
Масса,
т.
|
5,75
|
При тепловой обработке применяет в основном
ямные камеры периодического действия. Габаритные размеры камер выбираются таким
образом чтобы заполнить их материалом.
Таблица 11 Принимаем бетоноукладчик СМЖ-162 [11]
|
Наименование
|
Показатели
|
|
Мах
ширина изделий, мм.
|
2000
|
|
Вместимость
бункера, м3
|
1,7
|
|
Скорость
передвижения, м/мин.
|
10-15
|
|
Мощность
эл.двигателя, кВт.
|
6,3
|
|
Габариты,
мм
|
3090*3800*2520
|
|
Масса,
т
|
3,4
|
Расчет ямных камер:
Длина секции камеры:
k=n*lф+m*ln
где n - количество форм с изделиями по длине,
шт; lф - длина формы, м; m-количество промежутков между стенкой и
формой, а так же между формами; ln - величина промежутков, м.k=1*5,77+2*0,2=6,17
м
Определяем форму ширину секции камеры по
формуле:
Вк=n*bф+m*bn
В=1*1,5+2*0,1=1,7 м
где n - количество форм с изделиями по ширине,
шт; bф- ширина формы, м; bn-величина промежутков, м.
Определяют высоту секции камеры:
Нк=n*hф+m*hn+hk+hg
k=0.3*10+9*0.05+0.10+0.15=3,7
м
где n- количество форм по высоте секции; hф
- высота формы с изделием, м; hn - величина промежутков между
формаи; hk - величина зазора межу крышкой и верхом формы с изделием,
м; hg-величина зазора между дном секции камеры и дном формы, м;
Количество пропарочных камер определяют по
формуле:
=П/(m*g*Kоб*Kв);
где П - годовая производительность
технологической линии, м3; g-объем загружаемых изделий в камеру без
форм , м3 ; m - количество рабочих дней в году; Кв -
коэффициент использования во времени ; Коб - коэффициент
оборачиваемости одной камеры.=30000/233*0,83*10*1*0,91=17,04 - для трех линий
Принимаем 23 ямных камер (+2 - на ремонт)
Расчет количества металлических форм
Расчет потребности цехов в металлических формах
производится отдельно по каждому типу форм по формуле:
ф=Пг*Kрф/(Tрф*Vи*Kоф*Kи)
где Пг - требуемая производительность
цеха в год, м3; Крф - коэффициент запаса форм; Трф
- фактическое рабочее время данной линии в сутках; Vи - объем бетона
в одной форме м3; Коф - коэффициент оборачиваемости форм
в сутки.
Коф=24/(Т0+0,5)
где Т0 - средняя продолжительность
цикла тепловой обработки, ч; Тn - продолжительность операций с
формами вне камеры.
Коф = 1, т.к цех работает в 2 смены.ф=30000*1.05/233*0.89*0.97*1=149
Подбираем вывозную тележку для готовых изделий.
Принимаем СМЖ - 151 [10]
Таблица12 Характеристика вывозной тележки СМЖ -
151
|
Наименование
|
Показатели
|
|
Грузоподъемность,
т
|
20
|
|
Скорость
передвижения, м/мин
|
31,6
|
|
Установленная
мощность, кВт
|
7,5
|
|
Габаритные
размеры, мм
|
7490*2573*1456
|
|
Масса,
кг
|
3700
|
8. Расчет склада готовой продукции
Готовая продукция - это изделия и полуфабрикаты,
полностью законченные обработкой, соответствующие действующим стандартам или
утвержденным техническим условиям, принятые на склад или заказчиком. Она
представляет собой конечный результат производственного цикла хозяйственной
деятельности организации.
В соответствии с ПБУ 5/01 «Учет
материально-производственных запасов» готовая продукция является частью материально-производственных
запасов организации, предназначенных для продажи, следовательно, при учете
готовой продукции выполняются общие требования, предъявляемые к учету запасов.
Произведенная готовая продукция должна сдаваться, как правило, на специальные
склады готовой продукции. Эта продукция отгружается на сторону, а часть ее
постоянно находится на складе. За все ее наличие и движение отвечают
материально ответственные лица. Для обеспечения достоверности данных
бухгалтерского учета о наличии готовой продукции необходимо проводить
инвентаризации, а для текущего контроля за ее сохранностью - проверки.
Необходимыми предпосылками действенного контроля за сохранностью готовой
продукции являются: наличие должным образом оборудованных складов и кладовых или
специально приспособленных площадок (для запасов открытого хранения);
размещение запасов продукции по секциям складов, а внутри их по отдельным
группам и типо-сорто-размерам (в штабелях, стеллажах, на полках и т. п.) таким
образом, чтобы была обеспечена возможность их быстрой приемки, отпуска и
проверки наличия; в местах хранения каждого вида запасов следует прикреплять
ярлык с указанием данных о находящемся запасе; оснащение мест хранения запасов
продукции весовым хозяйством, измерительными приборами и мерной тарой
определение перечня центральных (базовых) складов, складов (кладовых),
являющихся самостоятельными учетными единицами определение круга лиц,
ответственных за приемку и отпуск запасов продукции (заведующих складами,
кладовщиков, экспедиторов и др.), за правильное и своевременное оформление этих
операций, а также за сохранность вверенных им запасов; заключение с этими
лицами в установленном порядке письменных договоров о материальной
ответственности; увольнение и перемещение материально ответственных лиц по
согласованию с главным бухгалтером организации; определение перечня должностных
лиц, которым предоставлено право подписывать документы на получение и отпуск со
складов продукции, а также выдавать разрешения (пропуска) на вывоз продукции со
складов и иных мест хранения
Площадь склада готовой продукции подсчитывается
по формуле
склада = В*L
где В - ширина склада, м; L-длина склада, м В
=18*2=36 м
= Qсут*Tхр*К1*К2/Qн,
где Qсут - объем изделий, поступающих на склад в
сутки, м3; Тхр - запас готовых изделий на складе, Тхр=10 сут; Qн - объем
изделий, хранящихся в горизонтальном положении на 1 м2 площади склада, Qн=1; К1
- коэффициент, учитывающий проходы между штабелями изделий, К1=1,5;
К2 - коэффициент, учитывающий проезды и площадь
под путями кранов, тележек, К2=1,3. А=129,54*10*1,5*1,3/1=2526,03 Длина склада:
=A/B,
=2526,03/36=60,2мсклада=36*60,2=2167,2 м2
9. Описание технологической схемы производства
Сырье, цемент, песок и щебень поступают на завод
автомобильным транспортом. Крупный и мелкий заполнитель промываются с
последующим удалением органических включений, пылеватых и глинистых частиц. В
бетономешалку заливается 1 часть воды, 3 части отсева с песком, 3 части цемента
и еще 3 части отсева с песком. Раствор вымешивается 10-12 минут; в подготовленный
таким образом состав добавляется жидкий диспергатор и до окончательной
готовности раствор вымешивается еще 3-5 минут.
Для приготовления второго слоя в бетономешалку
заливается 1 часть воды, затем добавляется 5 частей смеси песка и отсева, 3
части цемента, 4 части отсева с песком и 0,01 часть пластификатора,
приготовленная по той же технологии, что и диспергатор. Смесь перемешивается
10-15 минут.
Начинать работу по формованию тротуарной плитки
необходимо с тщательной подготовки форм. Перед запуском в работу их необходимо
вычистить и смазать. После подготовки формы расставляются на вибростоле и в них
закладывается первый лицевой слой бетонной смеси. Количество закладываемой
смеси определяется исходя из практики. Важно, чтобы он получился не меньше 1,5-2
см. От этого зависит износостойкость и устойчивость к выцветанию. Трамбовка
вибрацией производится в течение 2-3 минут. Этого времени достаточно, чтобы
раствор заполнил весь объем и вытеснил пузырьки воздуха.
Перед заполнением второго слоя иногда закладывают
щелочестойкие стеклянные, полиамидные или полипропиленовые волокна длиной до 2
см и диаметром до 50 мм. Такое армирование несколько увеличивает стоимость
конечного продукта, но значительно улучшает его технические характеристики:
износоустойчивость, сопротивление удару и долговечность.
Второй слой уплотняется на вибростоле не дольше
одной минуты, так как в противном случае может произойти перемешивание слоев и
полноценной, качественной брусчатки не получится. При правильно подготовленном
растворе оптимальной консистенции достаточно виброуплотнения в течение 30
секунд. Для выдержки сформованного раствора технологическая карта отводит 24
часа. Однако температура окружающей среды и влажность в помещении может внести
коррективы в этот срок, в связи с чем несколько изменится технология выдержки
изделий. При неравномерном распределении температуры формы с плиткой укладывают
слоями не больше пяти. Если температура в помещении распределена равномерно, то
количество слоев можно увеличить до 15. Оптимальная температура для выдержки и
дальнейшей сушки - 25-30° С.
Для ускорения процесса извлечения готовой плитки
из форм существуют специальные насадки. Они крепятся по двум сторонам стола и
меняются в зависимости от формы брусчатки. Технологическая карта отводит на расформовку
одной плитки не более 10 секунд. На практике эта процедура занимает не больше
5. Чтобы формы дольше служили и легче снимались, их подогревают до +40°С. При
нагреве линейные размеры полимерных форм увеличиваются и они легко снимаются с
бетонной отливки, коэффициент расширения которой значительно меньше.
Освобожденную от формы плитку складируют на
деревянные поддоны. Укладку производят лицевой частью вверх. Сложенную на
поддоны плитку фиксируют при помощи упаковочных механизмов лентой и
металлическими скобами. Высота поддона с уложенной на нем плиткой, как и
предусматривает карта, не должна превышать одного метра. В таком виде она
набирает прочность на складских площадках. На устойку брусчатки технологическая
карта предусматривает 21 день. Такой срок необходим для достижения определенной
ГОСТом крепости - 450 мПа.
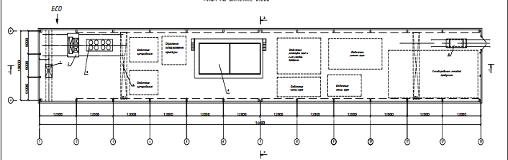
Рисунок 3 Технологическая схема производства
тротуарных плит
10. Контроль качества при производстве готовой
продукции
Контроль организуется на всех стадиях
производства бетона и изделий из него и включает контроль свойств исходных
материалов, приготовления бетонной смеси и ее уплотнения, структурообразования
и твердения бетона и свойств готового материала или изделия.
Для контроля используют различные способы и
приборы. По полученным результатам вносят коррективы в состав бетона, в
параметры и режимы технологических операций на основе закономерностей,
учитывающих влияние на свойства готового бетона различных технологических
факторов. Для большей точности и надежности управления качеством бетона
используют зависимости, полученные для условий конкретного производства. Эти
зависимости должны постоянно корректироваться по результатам статистического
контроля свойств бетона.
Для управления производством и качеством бетона
используют вычислительную технику и автоматизированные системы управления. Для
их работы требуется соответствующее математическое обеспечение, в частности,
использование математических моделей, которые связывают свойства бетона с
качеством используемых материалов, составом бетона и условиями производства.
Управление качеством бетона осуществляется на
основе пооперационного контроля производства. Для его проведения используют
экспресс-методы, позволяющие быстро оценить свойства материала или параметры
процесса, разрабатываются специальные полуавтоматические и автоматические
средства, а также используется выборочная проверка объектов контроля. Дня
оценки свойств цемента предложены рентгенографические и другие методы
экспресс-анализа его минералогического состава и способы быстрого определения
удельной поверхности цемента. По их результатам прогнозируется возможное
влияние качества цемента на свойства приготовляемой бетонной смеси и бетона и
при необходимости производятся изменения состава бетона и режима
технологических операций. Необходимое быстродействие обеспечивается обработкой
результатов на ЭВМ по специальной программе.
Таблица 13 Производственный контроль на заводе
сборного железобетона
|
Контроль
|
Объект
контроля
|
Содержание
контроля
|
|
1.
Входной
|
Цемент
Заполнители
|
Вид,
марка, наличие паспорта, физико-механические свойства. Вид, наличие паспорта,
влажность, физико-механические свойства.
|
|
2.
Операционный
|
Приготовление
бетонной смеси Формование Ж/Б изделий ТВО Размер, форма и качество изделий
|
Дозирование,
перемешивание и Удобоукладываемость Правильность сварки форм и равномерность
их смазки. Положение каркаса в форме. Степень уплотнения бетонной смеси,
качество открытых поверхностей изделий Контроль температуры, влажности и
продолжительности процесса Внешний осмотр изделий, проверка размеров и
качество изделий
|
|
3.
Приемочный
|
Правильность
упаковки изделий Прочность бетона
|
Проверка
положения изделий и прокладок в штабеле, маркировка изделия Отпускная и
марочная прочность бетона и других структурно-механические свойства.
Прочность, жесткость, трещиностойкость Приемка по совокупности показателей
качества готовых изделий
|
11. Техника безопасности при производстве
бетонных работ
Мероприятия по технике безопасности
предусматриваются в проектах производства работ и технологических картах на
отдельные процессы (опалубочные, арматурные, укладку бетона и др.).Общими
требованиями по технике безопасности являются вопросы охраны труда рабочих,
занятых при производстве бетонных и железобетонных работ.
К работе могут допускаться только те опалубщики,
которые прослушали инструктивный курс по технике безопасности и сдали
соответствующий экзамен. Инженерно-технический персонал должен быть хорошо
ознакомлен с проектом опалубочных работ, и в частности со специальными
требованиями и условиями производства работ, и в процессе строительства
добиваться обязательного их выполнения.
Бетонщики, работающие с вибраторами, должны
предварительно пройти медицинское освидетельствование, которое периодически
повторяют. Рукоятки вибраторов должны быть снабжены амортизаторами,
отрегулированными так, чтобы амплитуда вибрации рукояток не превышала норм для
ручного инструмента.
Провода от распределительного щитка к вибраторам
должны быть заключены в резиновые шланги, а корпус электровибратора должен быть
заземлен. Устройства для включения вибраторов должны быть закрытого типа. Во
избежание обрыва провода и поражения бетонщиков током не разрешается
перетаскивать вибратор за шланговый провод или кабель. Через каждые 30-35 мин
вибратор необходимо выключать на 5-7 мин для охлаждения.
Каждый бетонщик, работающий с электрической
ручной машиной (вибратор, затирочная машина), должен знать безопасные способы
работы, меры защиты от поражения электрическим током и уметь оказать первую
помощь пострадавшему. Без этих знаний бетонщик не должен допускаться к работе с
электрическими ручными машинами. Бетонщики, работающие с вибраторами,
обеспечиваются спецодеждой - резиновыми сапогами и перчатками. При работе с
пневматическими вибраторами и при исправлении прорыва шланга, при продувке его
и при других подобных работах глаза бетонщика должны быть защищены очками.
Основные требования техники безопасности при
возведении высотных сооружений. Вокруг возводимого в скользящей опалубке
сооружения внизу создается огражденная запретная зона с надписями,
предупреждающими об опасности приближения. Ширина запретной зоны зависит от
местных условий и принимается равной 20% высоты сооружаемого здания, но не
менее 5 м.
Внутри строящегося здания, а также около него,
где систематически работают или проходят люди, устраивают защитные навесы. Эти
места огораживаются, а у входа на строящееся сооружение делается навес, который
должен выступать за запретную зону.
Для защиты рабочих, работающих на подвесных
подмостях по наружному периметру скользящей опалубки, устраивают козырьки,
которые впоследствии используют в качестве опалубки карниза сооружения.
Ограждения рабочего пола следует устраивать
высотой не менее 1,2 м, а ограждение подвесных подмостей- не менее 1,5 м.
Поручни перил рекомендуется делать из досок, а ограждение должно иметь бортовые
доски высотой не менее 150 мм, установленные на настиле.
В пролете между маршами устраиваются диафрагмы
из сеток или досок через каждые 6-8 м. Запрещается устраивать лестницы, а также
не рекомендуется применять для металлических подвесок сталь марки выше СтЗ.
Перед тем как приступать к эксплуатации
скользящей опалубки и подвесных подмостей, они подвергаются тщательному осмотру
и проверке техническим руководством (главным инженером, старшим прорабом)
строительства; особое внимание обращается на качество и надежность сварных и
болтовых соединений элементов конструкций и, в частности, креплений рабочего
пола и подвесных подмостей. При осуществлении работ размещение запасов
материалов на рабочем полу, а также бункеров и других устройств должно
соответствовать проекту производства работ. Если материалы транспортируются на
опалубку с помощью башенного крана, то на рабочем полу должен находиться
сигнальщик, регулирующий путь движения груза.
Подъем опалубки должен исключать зацепление ее
элементов за неподвижные конструкции (крюки подвесной опалубки перекрытия,
связи стоек раскрепления и др.).
На рабочем полу опалубки отводятся места для
курения, снабженные средствами огнетушения. Не разрешается устраивать на полу
опалубки собрания и учебные экскурсии.
Список используемой литературы
1. ГОСТ
10178-95.Портландцемент и шлакопортландцемент. Технические условия. - Введ.
1987-01-01. - Группа Ж 12 // Техэксперт. Нормы, правила, стандарты, техническая
информация [Электронный ресурс].
. ГОСТ
8267-93. Щебень и гравий из плотных горных пород для строительных работ.
Технические условия. - Введ. 1995-01-01. - Группа Ж 17 // Техэксперт. Нормы,
правила, стандарты, техническая информация [Электронный ресурс].
. ГОСТ
26633-2012. Бетоны тяжелые и мелкозернистые. Технические условия. - Введ.
2014-01-01 // Техэксперт. Нормы, правила, стандарты, техническая информация
[Электронный ресурс].
. ГОСТ
8736-93. Песок для строительных работ. Методы испытаний.- Введ. 1995-07-01. -
Группа Ж 19 // Техэксперт. Нормы, правила, стандарты, техническая информация
[Электронный ресурс].
. ГОСТ
23732-2011. Вода для бетонов и строительных растворов. Технические условия. -
Введ. 1995-01-01. - Группа Ж 17 // Техэксперт. Нормы, правила, стандарты,
техническая информация [Электронный ресурс].
. ГОСТ
24640-91. Добавки для цемента. Технические условия. - Введ. 1991-07-01 //
Техэксперт. Нормы, правила, стандарты, техническая информация [Электронный
ресурс].
. Типовой
проект 409-29-61. Проектирование предприятий сборного железобетона. Введ.
2014.10.01 // Техэксперт. Нормы, правила, стандарты, техническая информация
[Электронный ресурс].
. Коледин
В.В. Сырьевая база и производственная структура предприятий строительной
индустрии Сибири и Дальнего востока: Учебное пособие / В.В. Коледин, -
Новосибирск: НГАСУ,1996-80с
. Баженов
Ю.М. Технология бетона/ Ю.М. Баженов. - М.: Изд-во АСВ, 2003-500с.
. Производство
сборных Железобетонных изделий . Справочник/ Под редакцией К.В. Михайлова и
К.М. Королева -: Строиздат., 1989-447с.
. Баженов.
Ю.М. Комар А.Г. Технология бетонных и железобетонных конструкций / Ю.М.
Баженов, А.Г. Комар.-М,: Строиздат, 1984 - 672 с.
. Коледина
А.М., Безбородов В.А., Проектирование предприятий сборного железобетона для
районов Сибири и Крайнего севера: Учебное пособие./ А.М. Коледина, В.А.
Безбородов,- Новосибирск. НГАСУ,2006-92с.