Термічна обробка сталей
ЗМІСТ
Вступ
.
Млин самоподрібнення
1.1 Принцип дії та конструкція млина
самоподрібнення
1.2 Термічна обробка сталей
2.
Виплавка дослідного металу
2.1 Підготовка плавки і форм під
дослідні зразки
2.2 Проведення
плавки і розливки дослідного металу
.
Підготовка зразків до досліджень
.
Термообробка
.
Металографічні дослідження
.
Механічні випробування
Висновки
Перелік
посилань
ВСТУП
Процеси подрібнення широко застосовуються у виробничій
діяльності людини, в народному господарстві. В даний час у світі щорічно
подрібнюється більше двох мільярдів тонн корисних копалин.
Жодне гірничо-переробне підприємство не може обійтись без
використання млинів, які подрібнюють породу. Ці машини працюють у надзвичайно
важких умовах різного виду зносу. Головною причиною виходу цих машин є
зношування внутрішньої футеровки барабану. Зношування відбувається за рахунок,
як ударних навантажень породи, яка подрібнюється, так і дією абразивного
зношування. Тому широко постала проблема підбору такого матеріалу, який би
стояв при двох видах зношування і гарантував стабільну роботу обладнання.
Широке застосування в цій області знайшли високомарганцеві сталі. Сьогодні
також використовують прогумовану футеровку, яка також непогано себе
зарекомендувала.
Останнім часом з’явилась велика кількість нових марок сталей
з різним хімічним складом і різними властивостями. Розмаїття марок сталі та
безупинний розвиток нових технологій створюють необхідність дослідження впливу
конкретних факторів на властивості визначеної марки за даними умовами їх використання.
В даний час термічна обробка металу є найбільш перспективним
і технологічно легко реалізованим способом корінного поліпшення споживчої
якості металу і відповідно кріпильних виробів з нього.
Так на підприємстві ТОВ НВП «Металургпром» існує можливість
використання особистого вороття фасонного виробництва сталі 70Г2ФЛ. Властивості
цієї сталі і плив на неї конкретних факторів досліджено не досить повно, а
використання нових технологій є недоцільним. Перед технологом виникає питання,
як оптимізувати технологічний процес. Для вирішення вищезгаданого питання
проведемо дослідження впливу нормалізації при температурі 850°С і охолодження
на повітрі сталі 70Г2ФЛ.
. МЛИН САМОПОДРІБНЕННЯ
Останнім часом в практиці все більше застосовуються млини
самоподрібнення. Метод безкулькового подрібнення відрізняється від звичайного
подрібнення тим, що в якості дробильного середовища застосовуються не сталеві
кулі або стрижні, а маса руди, що знаходиться в млині.
Самоподрібнення зазвичай буває сухим або мокрим. Млини для самоподрібнення
всуху називаються за кордоном «Аерофол», для подрібнення з водою «Каскад».
Млини самоподрібнення застосовують:
· для подрібнення породи в
гірничорудній промисловості (млини мокрого подрібнення);
· для подрібнення породи у
виробництві будівельних матеріалів (млини сухого і мокрого подрібнення).
Млин для сухого самоподрібнення «Аерофол» являє собою
короткий барабан, діаметр якого набагато більше довжини і становить від 5,5 до
11 м. На внутрішні поверхні цього барабана встановлюються рейки або балки,
якими руда при обертанні барабана піднімається вгору. Шматки руди, падаючи
вниз, вдаряються об рейки, дробляться самі і дроблять дрібні шматки руди, що
знаходяться знизу. Подрібнений матеріал всмоктується вентилятором і
направляється в повітряний класифікатор, який виділяє необхідний по крупності
продукт. Крупний продукт повертається в млин.
При сухому самоподрібнення крупність вихідного продукту може
становити 300-500 мм, а кінцевий продукт може містити до 80% класу 0,04 мм.
Таким чином, при самоподрібненні відпадає необхідність в середньому і дрібному
дробленні, а іноді навіть і в великому.
Самоподрібнення в порівнянні з подрібненням в кульових і
стрижневих млинах володіє рядом переваг:
· різко скорочуються капітальні витрати
і експлуатаційні витрати на операції дроблення і подрібнення;
· поліпшуються умови подрібнення руди,
так як розкриття корисних мінералів відбувається переважно між зернами по
найбільш слабких площинах спайності;
· при цьому руда не переподрібнюється і
менше шламу;
· сприятливіумови подрібнення
дозволяють підвищити технологічні показники збагачення;
· значно збільшується продуктивність
праці.
До недоліків самоподрібнення слід
віднести: меншу питому продуктивність, вищі витрати енергії (у 1,3-1,4 рази),
великі витрати на футеровку.
1.1 Принцип дії та конструкція млина самоподрібнення
Млини мокрого самоподрібнення типу «Каскад» (ММС)
застосовуються у схемах переробки залізних, золотовмісних, мідномолібденових,
алмазовмісних та інших руд замість конусних дробарок середнього і дрібного
дроблення, стержневих і кульових млинів.
Млин мокрого самоподрібнення (рис. 1.1) складається з
барабану 1 із торцевими кришками 3 і 8. Торцеві кришки мають пустотілі цапфи:
завантажувальну 4 і розвантажувальну 12, за допомогою яких барабан опирається
на корінні підшипники 5 і 11. Обертання барабану передається від електродвигуна
через вінцеву шестерню 10, закріплену на розвантажувальній цапфі.
Корпус барабана складається з двох половин з’єднаних
фланцями. До корпусу приєднані порожні цапфи 4 і 12. У цапфах находяться
завантажувальна і розвантажувальна втулки. Завантажувальна втулка має спіралі,
призначені для прискорення подачі руди у млин, і спіральний пристрій для
повернення у млин пульпи, що протікає скрізь ущільнення.
Вихідна руда завантажується у млин за допомогою
завантажувального пристрою 6, який являє собою патрубок, що переміщується
механічним привидом по рейках.
Футеровка барабана складається з броньових плит і ліфтерів 2,
футеровка торцевих стінок складається з двох рядів плит. Кріплення плит здійснюється
ліфтерами і болтами з потайними головками. Біля розвантажувального кінця млина
установлена решітка 7. Щілини решітки мають ширину 20 мм і виконані з
розширенням у бік розвантаження. Кріплення решіток здійснюється боковими
ліфтерами і болтами. Як і у кульових млинів з решітками, в млинах типу ММС
простір між решіткою 7 і торцевою кришкою 3 розділено радіальними перегородками
- розвантажувальними ліфтерами на секторні камери відкриті у цапфу 12. Ці
ліфтери відпиваються разом з футеровочними плитами.
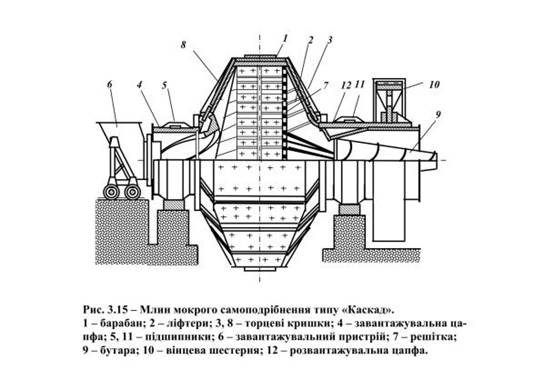
Рисунок 1.1 - Млин мокрого самоподрібнення типу «Каскад»
- барабан; 2 - ліфтери; 3, 8 - торцеві кришки; 4 -
завантажувальна цапфа; 5, 11 - підшипники; 6 - завантажувальний пристрій; 7 -
решітка; 9 - бутара; 10 - вінцева шестерня; 12 - розвантажувальна цапфа
Наявність решітки і розвантажувальних ліфтерів дозволяє
здійснити примусове розвантаження подрібненого продукту з млина і підтримувати
у млині низький рівень пульпи. При обертанні млина ліфтери 12 діють, як елеваторне
колесо: піднімають пульпу до рівня розвантажувальної цапфи 14,через яку вона
видаляється з млина. Класифікація подрібненого матеріалу здійснюється на бутарі
9, яка закріплена на розвантажувальній цапфі. Рудна галька виділяється з млина
через вікна у розвантажувальній решітці.
Млини мокрого самоподрібнення у залежності від типорозміру
приводяться в рух одним або двома електродвигунами. Вінцева шестерня
10змонтована на розвантажувальній цапфі.
Млини самоподрібнення добре працюють тільки при низькому
рівні розвантаження. При високому рівні пульпи у млині помелені тіла-грудки при
падінні втрачають силу удару у більшому ступені ніж кулі, які мають більшу
густину. Продуктивність млина по розвантаженню залежить не тільки від площі
живого перетину решітки, але й від ємності камер, створених радіальними
перегородками (ліфтерами) за решіткою. Якщо камери малі, пульпа буде
повертатись у млин і його пропускна здатність буде низькою.
Млини сухого самоподрібнення типу «Аерофол» (МСС)
застосовуються у схемах переробки залізних, золотовмісних, уранових,
поліметалічних та інших руд, а також для виробництва цементу.
За конструкцією млин сухого самоподрібнення (рис. 1.2)
аналогічний млину типу ММС.
Млин сухого самоподрібнення являє собою короткий барабан 1
великого діаметру (5,5-11 м). На внутрішній поверхні вздовж твірної барабана на
деякій відстані один від одного закріплені балки-ребра 2, які при обертанні
барабана піднімають грудки матеріалу. Після підйому на деяку висоту грудки
матеріалу падають і розбиваються при ударі об ребра, одночасно вони подрібнюють
матеріал, що знаходиться унизу. На торцевих кришках З барабана закріплені
кільця 4 трикутного перетину. Призначення кілець - направляти грудки матеріалу
у середину барабана для запобігання сегрегації матеріалу у робочому просторі
млина. Кільця також сприяють подрібненню матеріалу у результаті тертя і
підвищенню продуктивності млина.
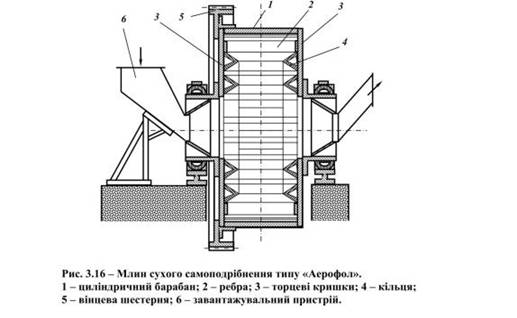
Рисунок 1.2 - Млин сухого самоподрібнення типу «Аерофол»
- циліндричний барабан; 2 - ребра; 3 - торцеві кришки; 4 -
кільця; 5 - вінцева шестерня; 6 - завантажувальний пристрій
Млин сухого самоподрібнення типу «Аерофол» працює у
замкненому циклі з класифікаційними апаратами. Повітряний потік, що створюється
вентилятором, проходить через млин і класифікаційні апарати (сепаратор і
циклони). Подрібнений матеріал виноситься повітряним потоком з барабана через
розвантажувальну цапфу. Крупність продукту подрібнення регулюється зміною
швидкості повітряного потоку, що проходить через млин. Дрібні частинки матеріалу
визначеної крупності виносяться повітряним потоком з робочого простору млина у
класифікатор, де більш крупні зерна потрапляють у збірник. Більш дрібні
частинки повітряний потік транспортує у циклони, де й відбувається їхнє
осадження. Потім повітряний потік, що містить найтонші зерна матеріалу
засмоктується вентилятором і одна частина його нагнітається у млини, а друга
після очищення у фільтрах викидається у атмосферу.
Осаджені у класифікаторі і циклонах продукти класифікуються у
відцентровому сепараторі. Дрібний (готовий) продукт надходить з сепаратора на
збагачення, а крупний (циркулюючий) повертається у млин на додаткове
подрібнення.
Рудногалькові млини (МРГ) застосовуються на збагачувальних
фабриках, які переробляють уранові, золотовмісні, поліметалічні, залізні та
інші корисні копалини. Для рудногалькового подрібнення застосовують млини будь
якого розміру і профілю, але перевагу віддають млинам із співвідношенням
довжини барабана до його діаметра L/D = 1,5: 1.
Рудногалькові млини за конструкцією аналогічні кульовим
млинам з розвантаженням через решітку.
Розрізняють первинне і вторинне рудногалькове
самоподрібнення.
Для оберігання корпусу млинів від зносу їх внутрішню поверхню
облицьовують футеровочними плитами, які виготовляють з високомарганцевої сталі.
Футеровочні плити мають ступінчастий, хвилястий і комбінований профіль.
Футеровочні плити кріпляться до внутрішньої поверхні барабану млина болтами з
фасонними головками овальної форми.
Комбіновану футеровку виготовляють з листової сталі, що
закріплюється на поверхні барабану сталевими клинами. Ця футеровка
застосовується в кульових млинах при тонкому подрібненні дрібними кульками.
Футеровка торцевих кришок млинів виконується звичайно
гладкою, що складається з окремих секторів. Середній термін служби футеровки
барабану складає 6-8 місяців, торцевих кришок -8-10 місяців.
Останнім часом широкого поширення в
практиці подрібнення отримала гумова футеровка, яка особливо - ефективна в
рудногалечних млинах.
Загальний вид гумової футеровки має переваги перед сталевий:
меншу масу (до 85 %), створює велику герметичність млинів, знижує шум, є більш
зносостійкою.
У футеровки барабанних млинів самоподрібнення для підйому
оброблюваного матеріалу на певну висоту застосовуються підйомні елементи
різного типу, які називаються ліфтерами.
Найбільш досконалими є футеровки з ліфтерами у вигляді
стрижнів. Зокрема відома футеровка барабанних млинів самоподрібнення, що
містить підйомні елементи, виконані у вигляді стрижнів, спрямованих по радіусу
до центра барабану і розташованих рядами уздовж осі барабану млина. Відстань
між стрижнями у ряду дорівнює 1/3, а їх висота 2/3 середньозваженого шматка
подрібнюваного матеріалу.
При обертанні барабана млина стрижневі ліфтери, що
знаходяться в нижньому положенні, захоплюють шматку подрібнюваного матеріалу,
розмір яких перевищує відстань між ліфтерами, і піднімають їх на деяку висоту.
Підняті шматки матеріалу падають вниз, дроблять матеріал, що знаходиться в
нижній частині барабану, і дробляться самі.
Стрижневі ліфтери забезпечують підвищення ефективності
процесу подрібнення, наприклад, у порівнянні з широко відомими суцільними
ліфтерами за рахунок більш виборчого підйому шматків подрібнюваного матеріалу
різної крупності.
Однак ефективність процесу недостатньо висока, тому що
вибірковість ліфтерів орієнтована на середньозважений шматок подрібнюваного
матеріалу і швидко падає в часі. Це пояснюється тим, що в цьому випадку простір
між ліфтерами вельми малий і швидко забивається шматками подрібнюваного
матеріалу різної крупності. Після цього шматки матеріалу крупніше
середньозважених, а саме шматки максимального розміру легко перекочуються через
ліфтери, не піднімаються ними вгору і тому не беруть участь в процесі
дроблення.
Більш досконалою є футеровка барабанних млинів
самоподрібнення, що містить стрижневі ліфтери, розташовані рядами уздовж осі
барабана і спрямовані до неї по радіусу, в якій відстань між ліфтерами в ряду
дорівнює максимальному розміру дробленого шматка, висота ліфтерів в рядах
дорівнює 0,6-0,7, а відстань між рядами 1,8-2,2 розміру максимального шматка
вихідного матеріалу.
При обертанні барабану млина стрижневі ліфтери, що
знаходяться в нижньому положенні, захоплюють шматки матеріалу і піднімають їх
на деяку висоту. Тому здійснюється відсів готових за розміром шматків
матеріалу, і вони переміщаються в зону розвантаження під дією підпору.
Однак і в даній футеровці простір між ліфтерами досить швидко
забивається подрібненим матеріалом, і поділ його шматків по крупності не
здійснюється, тобто не забезпечується виборче захоплення і утримання певними
ліфтерами шматків подрібнюваного матеріалу певної крупності. Це знижує
ефективність процесу подрібнення і збільшує енерговитрати.
Виконання стрижневих ліфтерів в сусідніх рядах різними по
висоті і розміщення їх в цих рядах на різній відстані один від одного
забезпечують захоплення, утримання і підйом ліфтерами кожного ряду шматків
подрібнюваного матеріалу строго певної крупності. Ліфтери більшої висоти,
встановлені з великим інтервалом, ніж ліфтери сусіднього ряду, вони захоплюють
великі за розмірами шматки подрібнюваного матеріалу і пропускають між собою
шматки меншою крупності. Ліфтери меншої висоти, встановлені з меншим
інтервалом, захоплюють шматки матеріалу відповідної їм крупності. Більш великі
шматки перекочуються через ці ліфтери. Шматки готового продукту проходять між
ліфтерами і не захоплюються ними. При цьому вони переміщаються під дією підпору
надходить у млин вихідного матеріалу по нижній частині барабану в зону
розвантаження. Завдяки всьому цьому і забезпечується зниження енерговитрат і
підвищення ефективності подрібнення.
Недоліком бесшарового подрібнення є
те, що в млині відбувається поступове накопичення найбільш твердих шматків руди
проміжної крупності, які подрібнюються погано, а за своїми розмірами не можуть
бути дроблять тілами. Порушення усталеного гранулометричного складу руди в
млині знижує її продуктивність і ефективність подрібнення.
Живильники завантажують у млини
вихідну руду і піски класифікаторів, що працюють в замкнутому циклі з млинами.
Живильники зміцнюються на завантажувальної цапфі млина. Найбільш широко
застосовуються живильники трьох типів: барабанні, равликові і комбіновані.
Барабанний живильник являє собою
відкритий з обох кінців барабан, забезпечений з внутрішньої сторони спіральної
равликом, що подає матеріал всередину млина при обертанні живильника і млини.
Барабанний живильник застосовують для завантаження млинів сухий рудою, що
надходить з бункера безпосередньо після середнього або дрібного дроблення при
роботі млина у відкритому циклі.
Равликовий живильник складається з
спіралі, кінець якої має змінний козирок, що оберігає равлика від зносу, і
центрального бічного отвору для випуску руди в завантажувальну цапфу. Ці
живильники виготовляються одно-, дво- або трьохчерпаковими залежно від
продуктивності млина.
Равликові живильники зазвичай
встановлюють тоді, коли піски класифікатора, що працює в замкнутому циклі з
млином, повертаються в млин. У цьому випадку вологі піски класифікатора
подаються в завантажувальний коробку млини, звідки равлик своїм відкритим
кінцем захоплює їх при кожному обороті млини і, піднімаючи матеріал,
розвантажує його в завантажувальну цапфу.
Комбінований живильник являє
сукупність барабанного і равликового живильників. Ці живильники застосовують
тоді, коли в млин одночасно подається вихідна руда, що надходить в барабанну
частина живильника, і піски класифікатора, захоплювані равликом живильника.
1.2 Термічна обробка сталей
Термічною обробкою сталі називається технологічний процес,
який полягає в нагріванні сталі до певної температури, витримки і наступного
охолодження з певною швидкістю. При термічній обробці отримують необхідні
властивості сталі, змінюючи її структуру без зміни хімічного складу. Біля 40%
сталі, споживаної машинобудуванням для виготовлення деталей машин, приладів,
устаткування, піддають різноманітним видам термічної обробки.
Основні
параметри режиму термічної обробки - температура нагрівання (tН),
швидкість нагрівання (νH), тривалість витримки при
температурі нагрівання (τB) і швидкість охолодження (νo).
Температура
нагрівання сплаву при конкретному виді термічної обробки визначається
температурами фазових перетворень (критичними температурами) на відповідній
діаграмі його стану. Ці критичні температури для кожної стадії позначаються
літерою А з відповідним індексом ( А1, А2, А3,
А4, Аcm). Критичні точки А1 на лінії PSK
показують перетворення А  П (при охолодженні - Аr1) або П А (при нагріванні - Аc1);
А3 на лінії GS - початок виділення фериту з аустеніту при
охолодженні або кінець його розчинення при нагріванні (відповідно - Аr3
і Ac3); Аст на лінії SE - початок виділення цементиту
вторинного з аустеніту в заевтектоїдних сталях при охолодженні або кінець його
розчинення при нагріванні (відповідно - Arcm і Accm).
П (при охолодженні - Аr1) або П А (при нагріванні - Аc1);
А3 на лінії GS - початок виділення фериту з аустеніту при
охолодженні або кінець його розчинення при нагріванні (відповідно - Аr3
і Ac3); Аст на лінії SE - початок виділення цементиту
вторинного з аустеніту в заевтектоїдних сталях при охолодженні або кінець його
розчинення при нагріванні (відповідно - Arcm і Accm).
Температура
нагрівання при термічній обробці сталі, щоб уникнути її оплавлення, не повинна
перевищувати лінії солідуса.
Швидкість
нагрівання вибирається залежно від ряду чинників: теплопровідності сталі, форми
і розмірів деталей, загальної маси деталей, що нагріваються, характеру їх
розташування в печі та деяких інших.
Тривалість
витримки при заданій температурі нагрівання визначається швидкістю фазових
перетворень, що відбуваються в металі. Витримка необхідна для завершення
фазових перетворень і вирівнювання температури по об’єму деталі.
Швидкість
охолодження обирається залежно від ступеня стійкості переохолодженого
аустеніту, обумовленого переважно хімічним складом сталі, а також від
необхідних структури і властивостей сплаву. Залежно від швидкості охолодження
вуглецевої сталі можуть бути отримані перлітна, сорбітна, троститна або
мартенситна структури з різноманітними властивостями.
Технологією
термічної обробки передбачається вибір операцій і режимів термообробки у
відповідності з умовами обробки і роботи деталей машин, конструкцій,
інструментів, а також вимогам, які ставляться до структури і властивостей
матеріалів, і технічними умовами. Технологічні процеси термообробки ґрунтуються
на теорії фазових перетворень при нагріванні та охолодженні. Режими обробки для
конкретних деталей визначаються за довідниками.
Однією
з основних задач при виборі режимів є прискорення процесів термообробки, що
може бути досягнуто зменшенням часу нагрівання. Загальний час нагрівання
складається з часу нагрівання до заданої температури і часу витримки при ній,
який визначається структурними перетвореннями в сплаві і не залежить від інших
факторів.
Нормалізацйний
відпал (нормалізація). Нормалізація - нагрів доевтектоїдної сталі до температур
на 50…60°С вище точки АС3, а заевтектоїдної вище точки Аcm
(SE), витримка при заданій температурі і наступне охолодження на повітрі.
Нормалізація усуває крупнозернисту будову, застосовується для покращення
властивостей сталевих виливок. Прискорене охолодження на повітрі сприяє розпаду
аустеніту при більш низьких температурах, що підвищує дисперсність ферито-цементитної
суміші і збільшує кількість перліту в суміші. В результаті такого процесу
підвищується міцність на 10..15%, та твердість, внаслідок подрібнення зерна
покращується в'язкість. Нормалізацію застосовують інколи взамін відпалу,
оскільки вона дешевша, взамін гартування середньовуглецевих сталей. Механічні
властивості хоч і нижчі після нормалізації, але ця операція термічної обробки
простіша, дає меншу деформацію ніж гартування. У заевтектоїдних сталей
нормалізація усуває цементитну сітку, а нормалізація і високий відпуск при
температурі 600…650°С виправляє структуру у легованих сталей.
2.
ВИПЛАВКА ДОСЛІДНОГО МЕТАЛУ
2.1 Підготовка плавки і форм під
дослідні зразки металу
Було проведено контроль хімічного складу металозавалки, яка
використовується при виплавці сталі 70Г2ФЛ.
Хімічний аналіз металозавалки, а також виплавленого металу,
визначали спектральним методом на аналізаторах «Спектролаб» і «Аріель» по
програмі FECRST, ГОСТ 5781-82. Результати досліджень зведено в таблицю 1.1 для
виплавки дослідної сталі 70Г2ФЛ використовували стандартні феросплави: 78%
FeMn, 70% FeSi, 55% FeV, 30% SiCa, титанову губку.
Для виготовлення зразків зі сталі 70Г2ФЛ було виготовлено
спеціальні ливарні форми зі стрижневої суміші. Було виготовлено три форми, отже
12 зразків.
2.2 Проведення плавки і розливка
дослідного металу
Плавку проводили в індукційній тигельній печі, місткістю 60
кг, з кислою футеровкою.
Розкислення сталі 70Г2ФЛ проводили алюмінієм з подальшим
модифікуванням силікокальцієм. Силікокальцій і титанову губку присаджували на
струмінь рідкого металу після присадки алюмінію. Присаджували алюміній для
кислого процесу з розрахунку 1,0 кг і силікокальція в кількості 1,5-2,0 кг на
1т рідкої сталі (рис. 2.1). Температура рідкої сталі, при якій заливались форми
1520°С.
Замір температури в печі і в ковші проводили вольфрам -
молібденовою термопарою ( в кварці), результати отримали на приборі КСП-4.
Рідкий метал розливали 15 кг роздавальним ковшем, футерованим формувальною
сумішшю. Роздавальний ківш підігріто до температури 450°С в термічній печі
опору. Після заливу форм, рідкий метал, що залишився у ковші злили (рис. 2.4).
На першій і останній формі було залито пробники для хімічного
аналізу. В табл. 1.1 наведено середнє значення першої і другої проби.
Тривалість плавки -37 хвилин.
Тривалість розливки металу - 6 хвилин.
Таблиця
2.1
Результати хімічного контролю
|
Назва
|
Хімічний елемент
|
|
C
|
Mn
|
Si
|
V
|
P
|
S
|
Cu
|
Ni
|
Cr
|
Ti
|
Al
|
|
Лом сталевий з
прокату по ТУУ 322-233-235-95
|
0,73
|
1,26
|
0,30
|
сл
|
0,02
|
0,02
|
0,01
|
0,01
|
0,02
|
сл
|
0,02
|
|
Дослідні зразки зі
сталі 70Г2ФЛ
|
0,69
|
1,03
|
0,33
|
0,18
|
0,02
|
0,02
|
0,01
|
0,01
|
0,02
|
0,02
|
0,02
|

Рисунок 2.1 - Розібрана ливарна форма для дослідних зразків
металу

а) б)
Рисунок 2.2 - Ливарна форма в зібраному стані: а - в робочому
положенні; б - в перевернутому положенні
3. ПІДГОТОВКА ЗРАЗКІВ ДЛЯ ДОСЛІДЖЕНЬ
Після охолодження зразки очистили від формувальної суміші,
відокремили від елементів ливникової системи і провели механічну обробку за
вимогами ГОСТ 9012, ГОСТ 9013, ГОСТ 9454, ГОСТ 1497 для подальших випробувань
на твердість, міцність, ударну в'язкість.
Рисунок 3.1 - Випуск і модифікування металу в ковші під
струменем металу

4. ТЕРМООБРОБКА
Термообробка дослідного металу
проводилась в селітовій лабораторії термопечі потужністю 6,3 кВт.
Дослідні зразки проходили
термообробку після механічної обробки. Для запобігання виникнення поверхневого
окислення при нагріванні зразків, до високих температур їх доводили у повністю
закритих контейнерах, в які додавали активоване вугілля та титан.
Після нормалізації при температурі
850°С зразки прямо з контейнерів висипались на повітря, які було зазначено в
умовах проведення дослідження. На поверхні виливків окисної плівки виявлено не
було.
температура
металографічний механічний сталь
5. МЕТАЛОГРАФІЧНІ
ДОСЛІДЖЕННЯ
Металографічні дослідження
проводились за стандартними методиками якісного аналізу оптичної металографії
на мікроскопах МІМ-8М з комп'ютерною обробкою структури (рис. 5.1) і оптичнім
автоматичнім аналізаторі EPIQUANT (рис. 5.2).
Рисунок 5.1 - Оптичний мікроскоп
МІМ-8М з комп’ютерною обробкою

Рисунок 5.2 - Оптичний автоматичний
аналізатор EPIQUANT
Для дослідження мікроструктури шліфи
зразків сталі 70Г2ФЛ травили чотирьохпроцентним спиртовим розчином азотної
кислоти.
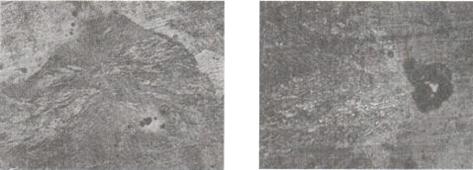
Мікроструктура литої сталі 70Г2ФЛ
(варіант 1) мав дрібнодисперсну структуру і складався із зерен віялоподібного
перліту тростинного типу, міжзеренні межі мали звивистий характер (рис. 5.3
а,б). Варто звернути увагу на значну ступінь структурної неоднорідності, яка
характеризується поперемінною зміною дрібнодисперсного і крупнозернистого
перліту.
а  б
б

Рисунок 5.3 - Мікроструктура сталі
70Г2ФЛ
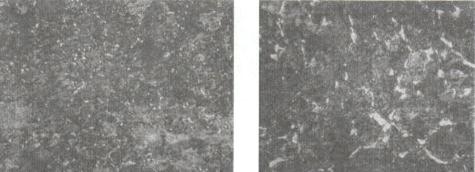
Мікроструктура сталі 70Г2ФЛ після
нормалізації при 850 °С має феритно-перлітну структуру з перевагою перлітної
складової. Несформовані перлітні зерна частково оконтурюються пластинками
фериту (рис. 5.4 а,б).
а б
Рисунок 5.4 - Мікроструктура сталі
70Г2ФЛ після термообробки
6. МЕХАНІЧНІ ВИПРОБУВАННЯ
Після проведення термообробки було
проведено механічні випробування за існуючими стандартними методиками ГОСТ 9012
«Метали. Методи випробування. Вимірювання твердості по Брінелю», ГОСТ 9013
«Метали. Методи випробування. Вимірювання твердості по Роквелу», ГОСТ 1497
«Метали. Методи випробування на розтягування», ГОСТ 9454 «Метали. Метод
визначення ударної в'язкості при нормальній температурі».
Твердість вимірювали твердоміром
ТШ-2М №1462 відповідний
ГОСТ 2.3677-79 і ГОСТ 8.398-80,
свідоцтво про калібровку від 15.10.2008 р. Ударну в'язкість визначали за
допомогою копра маятникового МК-З0А №543, відповідний ГОСТ 1.708 і МИ 1782-87,
свідоцтво про калібровку від 15.10.2008 р. Випробування на розтягування
проводили на випробувальній машині Р-10 №2238 (рис. 6.1), з записом діаграм
(рис. 6.2), відповідний ГОСТ 2.8840-90 і РД 50.482-84, свідоцтво про калібровку
від 15.10.2008 р.

Рисунок 6.1 - Випробувальна машина
Р-10
Шкала 20 kN
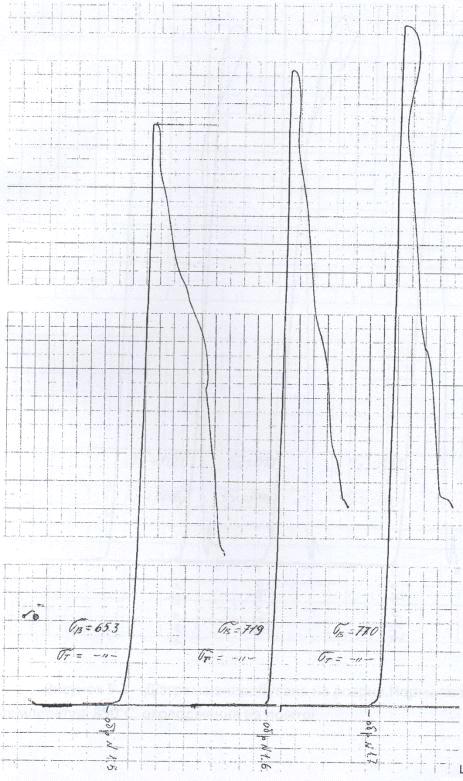
Рисунок 6.2 - Діаграма випробувань на
розрив литої сталі
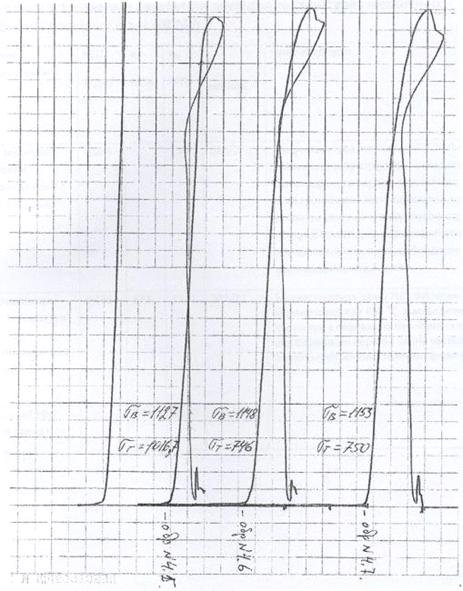
Шкала 50 kN
Рисунок 6.3 - Діаграма випробувань на розрив. Нормалізація
при температурі 850 і охолодження на повітрі
і охолодження на повітрі
Таблиця
6.1
Зведені результати досліджень структури і механічних
випробувань дослідної сталі 70Г2ФЛ
|
№ 
|
Режим термообробки
|
KCU, 
|
 МПа МПа
|
 МПа МПа
|

|
Опис структури
|
|
1
|
Без термічної
обробки, лита (охолодження в формі)
|
0,075
|
-
|
714
|
321/27
|
Мікроструктура
литої сталі 70Г2ФЛ має дрібнозернисту структуру і складається із зерен
віялоподібного перліту трооститного типу, міжзеренні межі мали звивистий
характер. Варто звернути увагу на значну ступінь структурної неоднорідності,
яка характеризується поперемінною зміною дрібнодисперсного і крупнозернистого
перліту.
|
|
2
|
Нормалізація при
температурі 850°С, охолодження на повітрі
|
0,136
|
856
|
1143
|
302/27
|
Мікроструктура
сталі 70Г2ФЛ після нормалізації при 850 має феритно-перлітну структуру з перевагою перлітної складової. Несформовані
перлітні зерна частково оконтурюються пластинками фериту.
має феритно-перлітну структуру з перевагою перлітної складової. Несформовані
перлітні зерна частково оконтурюються пластинками фериту.
|
|
3
|
Сталь 70Г2ФЛ після
прокату
|
-
|
834
|
1030
|
241/85
|
|
ВИСНОВКИ
В звіті проведено порівняльний аналіз
впливу нормалізації при температурі 850°С з подальшим охолодженням на повітрі
на механічні властивості сталі 70Г2ФЛ з механічними властивостями литої сталі
та її прокатом. Показано структурні зміни і механізми руйнування литої сталі та
дослідної сталі за даної термообробки.
В термообробленій сталі підвищились
всі показники.
Результати досліджень зведено в
таблицю 6.1 і показано на діаграмах випробувань на розрив (рис. 6.2).
З даних в табл. 6.1 і рис. 6.2 можна
сказати, що сталь 70Г2ФЛ має кращу структуру і механічні властивості після
нормалізації при температурі 850°С та вільному охолодженні на повітрі в
порівняні з литою сталлю та прокатом. Цей вид термообробки можна рекомендувати
для практичного впровадження.
Використання виливків з даної сталі
без термообробки не рекомендується. Для остаточних висновків про застосування
режимів термообробки сталі 70Г2ФЛ необхідно провести додатково дослідження на
зносотривкість у середовищі аналогічному умовам експлуатації виливків.
ПЕРЕЛІК ПОСИЛАНЬ:
1. Виробництво виливків із спеціальних сталей. - К.:
Видавництво НТУУ «КПІ», 2005.-712 с.
2. Жуковець И.И. Механические испытания металлов. - М.:
Высшая школа, 1986. - 199 с.
. Статическая прочность и механизм разрушения сталей.
Под редакцией В.Даля. М.: Металлургия, 1988 г.
. Золотаревский В.С. Механические испытания металлов.
М.: Металлургия, 1983. - 352 с.
. Циммерман Р., Бентер К. Металлургия и
металловедение. Справ. изд. Пер. с нем.: Металлургия, 1982. - 480 с.