Обеспечение безопасности рабочего места сварщика
1. Краткое описание технологического процесса сварки
Ручная сварка выполняется человеком с помощью инструмента, получающего
энергию от специального источника. В данном проекте рассматривается дуговая
сварка - сварка плавлением, при которой нагрев осуществляется электрической
дугой. Дуговую сварку выполняют электродом, который, расплавляясь при сварке,
служит присадочным металлом. Суммируя эти три определения, можно сказать, что
ручная дуговая сварка плавящимся электродом выполняется сварщиком с помощью инструмента,
получающего энергию от специального источника; расплавляемый при сварке
электрод, закрепленный в инструменте, служит присадочным металлом, вводимым в
сварочную ванну в дополнение к расплавленному основному металлу. Этот вид
сварки в настоящее время занимает по объему выполненных сварочных работ первое
место в строительно-монтажном производстве.
В
начальный период внедрения сварки использовали стальные электродные стержни,
нарубленные из проволоки и покрытые высушенным меловым раствором для облегчения
возбуждения и горения дуги. В настоящее время используют электроды со стержнями
из проволоки определенного химического состава, покрытыми на
электродообмазочных прессах специальной обмазкой, составленной из компонентов,
предохраняющих расплавляемый дуговой металл от вредного влияния воздуха и
обеспечивающих требуемый состав и механические свойства сварного соединения.
Покрытие электрода, кроме того, улучшает стабильность горения дуги,
расплавляемый металл покрывается шлаком и газами, образующимися при расплавлении
покрытия не реагирующими с металлом. Разработано и изготовляется
промышленностью большое количество покрытых электродов различных марок для
ручной сварки сталей и цветных металлов. Для образования сварного соединения
сварщик возбуждает дугу в месте будущего шва и поддерживает ее горение,
расплавляя кромки основного металла и электрод. Пространство между свариваемыми
частями заполняется жидким металлом кромок и электрода, происходит
перемешивание металлов в одной ванне и образование шва. Сварщик передвигает
электрод по направлению к шву и вдоль его, образуя соединение свариваемых
частей металла. Многие из указанных видов сварки в свою очередь подразделяются
по различным техническим и технологическим признакам, например подразделение
дуговой сварки по техническим признакам производится в зависимости от способа
защиты металла в зоне сварки, от степени механизации видов дуговой сварки, от
непрерывности процесса и т. п. Подразделение дуговой сварки по технологическим
признакам производится в зависимости от формы сварного соединения, рода и
полярности сварочного тока, вида плавящегося или неплавящегося электрода
<#"864316.files/image001.jpg">
Рис. 2.1 Сварочный пост: 1-источник питания сварочной дуги; 2-электродержатель;
3-сварочные провода; 4-ящик для инструментов; 5-рабочий стол; 6-вытяжная
вентиляция
.2
Рабочее место электросварщика
Рабочим местом электросварщика является закрепленный за рабочим или
бригадой участок производственной площади (рис.2.2), оснащенной в соответствии
с требованиями осуществляемого технологического процесса определенным
оборудованием, инструментом, приспособлениями и т.д.

Рис. 2.2 Рабочие место электросварщика: 1-электродержатель; 2-заготовки;
3-сварочный провод; 4-инструмент; 5-сварочный стол; 6-перегородка
.3 Инструмент
Инструментом и принадлежностями электросварщика являются:
электрододержатель, щиток или маска, специальный молоток с зубилом, стальная
щетка, ящик или сумка для хранения и переноски электродов и инструмента и
сварочные провода (рис. 2.3).

Рис. 2.3 Инструмент электросварщика: 1-маска электросварщика; 2-сварочные
провода; 3-электродержатель; 4 - Зажим (наконечник) обратного кабеля; 5-стальная
щетка на рукоятке; 6-молоток электросварочный
3. Анализ основных опасных мест и зон проектируемого оборудования
Опасной зоной называется пространство, в котором возможно возникновение
опасного или вредного производственного фактора.
.1 Основные опасные места на ручной электросварке
.1.1 Зона электрических источников
Опасность поражения электрическим током создают источники сварочного
тока, электрический привод (включая пускорегулирующую аппаратуру),
электрооборудование подъёмно-транспортных устройств, электрифицированный
транспорт, высокочастотные и осветительные установки, электрические ручные
машины и т.д.(рис.3.1).
Электрическая сварочная дуга - сильный источник лучистой энергии.
Электрическая дуга излучает невидимые инфракрасные, видимые световые и
невидимые ультрафиолетовые лучи. Являясь составными частями одного лучевого
потока, эти лучи вызывают различные заболевания. Невидимые инфракрасные лучи,
особенно при длине волны от 0,00076 до 0,0015 мм и длительном облучении,
вызывают общую потерю зрения. Это заболевание носит название катаракта
хрусталика.
Основными причинами поражения электрическим током являются: воздействие
электрического тока, проходящего в сварочной цепи (рис. 3.3.); соприкосновение
с открытыми токоведущими частями и проводами (случайное, не вызванное
производственной необходимостью, или вследствие ошибочной подачи напряжения во
время ремонтов и осмотров) (рис. 3.4.); прикосновение к токоведущим частям,
изоляции которых повреждена; касание токоведущих частей через предметы с низким
сопротивлением изоляции; прикосновение к металлическим частям оборудования,
случайно оказавшимся под напряжением (в результате отсутствия или повреждения
защитных устройств); соприкосновение со строительными деталями конструкций,
случайно оказавшимися под напряжением (рис. 3.2.), и др.
Электрическое замыкание на корпус - случайное электрическое соединение
токоведущей части с металлическими нетоковедущими частями электроустановки.

Рис. 3.1 Выпрямитель сварочный ВДУ-506 с напряжением 380/220 В: 1 -
источник тока; 2 - пускорегулирующая аппаратура

Рис. 3.2. Сварочные провода
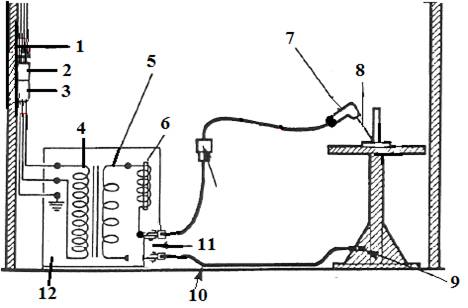
Рис. 3.2. Зоны электрических источников при электросварке

Рис. 3.3. Открытые токоведущие части с напряжением 380/(220) В
3.1.2 Зона термических источников
Нагретые поверхности и детали сварочного оборудования имеющие температуру
более 8000С, а в некоторых случаях - 15000С.
Поэтому при эксплуатации электросварочного оборудования не редко возникают
ожоги работающих. Ожоги могут быть химическими, лучевыми и термическими. Они
подразделяются на 4 степени тяжести самая опасный из которых 4 степень.

Рис. 3.5 Зона термических источников
Источниками термических ожогов являются искры и брызги расплавленного
металла, воздействие ультрафиолетового и инфракрасного излучения.
Ультрафиолетовое и инфракрасное излучение опасны вдвойне. Дело в том, что они
не воспринимаются человеческим зрением, а ультрафиолет разрушительно действует
непосредственно на глаза. Излучение ультрафиолета вызывает повреждения
хрусталика, роговицы и сетчатки глаза.
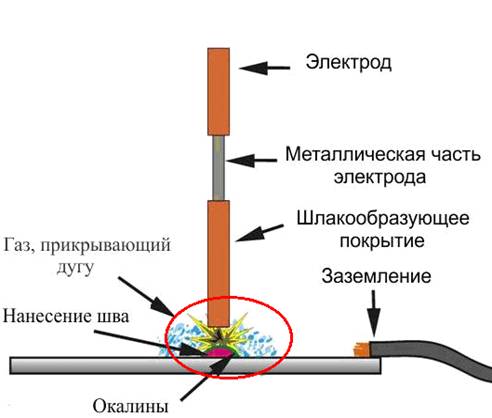
Рис. 3.6 Зона термических источников
В
отличие от солнечного света, который незначителен по содержанию ультрафиолета и
поглощается внутриглазной жидкостью, хрусталиком и в основном не способен
достичь сетчатки, излучение при сварке <#"864316.files/image010.jpg">
Рис. 3.7 Зона выделения сварочного аэрозоля
Комплексное воздействие на организм человека вредных факторов,
присутствующих на рабочем месте электросварщика приводит к более частым
простудным и профессиональным заболеваниям, повышенному травматизму,
значительному снижению качества изготовляемой конструкции из-за утомляемости.
Это снижает уровень жизни работника и значительно повышает расходы для
работодателя
Номенклатура основных и опасных факторов, условий травмирования
работающих
|
Открытое акционерное общество "Ивановское ДСК"
|
|
(полное наименование работодателя)
|
|
г.Иваново Кохомское шоссе, 1; Генеральный директор-Смирнов
Александр Владимирович; тел.:8(4932)412663
|
|
(адрес работодателя, индекс, фамилия, имя, отчество
руководителя, телефон, факс, адрес электронной почты)
|
|
ИНН работодателя
|
Код работодателя по ОКПО
|
Код органа государственной власти по ОКОГУ
|
Код вида экономической деятельности по ОКВЭД
|
Код территории по ОКАТО
|
|
|
|
|
|
Таблица 3.2
|
Оборудование:
|
Электросварочный трансформатор ТД-502, ножницы НЗ-121,
вертикально-сверлильный станок 2Н106ПЗ
|
|
Инструмент и приспособления:
|
Электроды, электрододержатель
|
Таблица 3.3 Перечень нормативных правовых актов по охране труда,
используемых при оценке травмоопасности рабочего места:
|
Полное наименование НПА
|
Короткое наименование НПА
|
|
ПОТ РМ-020-2001 МЕЖОТРАСЛЕВЫЕ ПРАВИЛА по охране труда при
электро- и газосварочных работах
|
ПОТ РМ -020-2001/ /
|
|
ПРАВИЛА устройства электроустановок
|
|
ГОСТ 12.3.003-86 Работы электросварочные. Требования
безопасности
|
ГОСТ 12.3.003-86
|
|
ГОСТ 12.2.007.8-76 ССБТ. Устройства электросварочные и для
плазменной обработки.
|
ГОСТ 12.2.007.8-76
|
|
ПОТ РМ-016-2001 МЕЖОТРАСЛЕВЫЕ ПРАВИЛА по охране труда
(правила безопасности) при эксплуатации электроустановок
|
ПОТ РМ -016-2001
|
|
ГОСТ 12.0.004 - 90 "Организация обучения безопасности
труда. Общие положения"
|
ГОСТ 12.0.004 - 90 "
|
|
Методические рекомендации по разработке государственных
нормативных требований охраны труда, утв.постановлением Минтрудсоцразвития
России от 17.12.2002 №80
|
Методические рекомендации
|
|
ПРАВИЛА технической эксплуатации электроустановок
потребителей
|
ПТЭЭП
|
электросварка травмоопасность вредный защита
Таблица 3.4 Результаты оценки травмоопасности рабочего места
|
Нормативный правовой акт
|
Требования нормативных правовых актов
|
Фактическое состояние объектов оценки травмоопасности на
рабочем месте
|
Оценка соответствия травмоопасности рабочего места
нормативным правовым актам по охране труда
|
Необходимые мероприятия
|
|
Раздел 1. Производственное оборудование
|
7.6.13. Конструкция и расположение оборудования
электросварочных установок, ограждений и блокировок должны исключать возможность
его механического повреждения, а также случайных прикосновений к вращающимся
или находящимся под напряжением частям.
|
Требование выполняется
|
Соответствует
|
|
|
ПУЭ-7
|
7.6.14.
|
|
|
|
|
|
|