Разработка технологического маршрута изготовления детали 'трубная решётка' в количестве 2 штук
Министерство
образования и науки Российской Федерации
ФГБОУ ВПО
«ТГТУ»
Кафедра
«Техника и технологии производства нанопродуктов»
УТВЕРЖДАЮ
Зав.
кафедрой ТТПН
А.Г.
Ткачёв
«____»
____________ 2013 г.
ПОЯСНИТЕЛЬНАЯ
ЗАПИСКА
к курсовой
работе по Технологии машиностроения
на тему:
Разработка технологического маршрута изготовления детали «трубная рещётка» в
количестве 2 штук
Автор
работы Ягубов В.С. Группа БТМ-41
Руководитель
работы И.Н. Шубин
Члены
комиссии И.Н. Шубин
Нормоконтролер
И.Н. Шубин
Тамбов 2013
г.
Министерство
образования и науки Российской Федерации
ФГБОУ ВПО
«ТГТУ»
Кафедра
«Техника и технологии производства нанопродуктов»
УТВЕРЖДАЮ
Зав.
кафедрой ТТПН
А.Г.
Ткачёв
«____»
____________ 2013 г.
ЗАДАНИЕ
на курсовую
работу
Студент Ягубов
В.С. код 150400 группа БТМ-41
Тема: Разработка технологического маршрута
изготовления детали
«трубная рещётка» в количестве 2 штук
Срок представления работы к защите
«____» ____________ 2013 г.
Исходные данные для проектирования
эскиз трубной рещётки, материал - сталь 09Г2С,
количество деталей в партии 2 шт.
Перечень разделов пояснительной записки
.1 Введение
.2 Анализ технологических условий на
изготовление деталей.
.3 Анализ технологичности детали.
.4 Выбор типа производства.
.5 Выбор вида заготовки и способы её получения.
.6 Выбор технологических баз.
.7 Расчёт припусков
.8 Обработка отдельных поверхностей детали.
.9 Выбор оборудования, инструментов и
приспособлений.
.10 Расчёт норм времени
.11 Заключение
.12 Список использованных источников
.13 Приложения
Перечень графического материала:
чертеж трубной рещётки; маршрутно-операционная
карта технологического процесса изготовления трубной рещётки
Руководитель работы И.Н. Шубин
Задание принял к исполнению Ягубов В.С.
СОДЕРЖАНИЕ
Введение
. Анализ технологических условий на
изготовление деталей.
. Анализ технологичности детали.
3. Выбор типа производства.
4. Выбор вида заготовки и способы её
получения.
5. Выбор технологических баз.
6. Расчёт припусков.
. Обработка отдельных поверхностей
детали.
8. Выбор оборудования, инструментов
и приспособлений.
10. Расчёт норм времени
Заключение
Список использованных источников
Введение
Технология машиностроения рассматривает методы
разработки и построения рациональных технологических процессов, выбор способа
получения заготовки, подбор технологического оборудования, инструмента и
приспособлений, назначение режимов резания и установление технически
обоснованных норм времени на изготовление деталей и сборку.
В курсовой работе рассматривается технология
изготовления бобышки пробоотборника. Для разработки данной технологии
необходимо в соответствии с рабочим чертежом детали реализовать эффективные
технологические приемы, обеспечивающие рациональные методы обработки,
минимизацию потерь металла и времени выполнения операций.
1. Анализ
технологических условий на изготовление детали
Изготавливаемая деталь- трубная решётка-
представляет собой круглую металлическую плиту диаметром 1680 мм и толщиной 120
мм. Данная плита имеет 1833 сквозных отверстия диаметром 25 мм, которые расположены
по вершинам правильного шестиугольника со стороной 32мм; в отверстиях имеется
две фаски 2x45 и две канавки
шириной 3мм и глубиной 0.5 мм. Для слива конденсата имеется Г-образное
отверстие, диаметр горизонтальной и вертикальной составляющих которой равен 10
мм. На вертикальной составляющей данного отверстия нарезана метрическая резьба
с диаметром 12мм и глубиной 19мм для пробки. На нижней части трубной решётки
выступает кольцо, предназначенное для сваривания с основной обечайкой в
процессе сборки аппарата.
2. Анализ
технологичности детали
деталь заготовка припуск поверхность
Деталь является достаточно технологичной, так
как она имеет рациональную форму с легкодоступными для обработки поверхностями,
точность которых установлена по 14-му квалитету. Это позволяет применять
оборудование нормальной точности и невысокой степени специализации.
Заданная точность и шероховатость поверхностей
достигается с помощью механической обработки на металлорежущем оборудовании.
Механические свойства при Т=20
°С материала 09Г2С
|
Сортамент
|
Размер
|
Напр.
|
sв
|
sT
|
d5
|
y
|
KCU
|
Термо-
обр.
|
|
-
|
мм
|
-
|
МПа
|
МПа
|
%
|
%
|
кДж
/ м2
|
-
|
|
Лист.
ГОСТ 5520-79
|
4
|
|
500
|
350
|
21
|
|
|
|
|
Твердость
материала 09Г2С, Поковки
|
HB
10 -1 = 179 МПа
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Химический состав в % материала
09Г2С
|
C
|
Si
|
Mn
|
Ni
|
S
|
P
|
Cr
|
Cu
|
As
|
N
|
|
до
0.12
|
0.5-
0.8
|
1.3
- 1.7
|
До
0.3
|
до
0.04
|
до
0.035
|
До
0.3
|
до
0.3
|
До
0.08
|
До
0.008
|
Технологические свойства материала 09Г2С
Свариваемость: без ограничений
Флокеночувствительность: не чувствительна
Склонность к отпускной хрупкости: не
склонна
3. Выбор типа производства
Тип производства -
организационно-технологическая характеристика производственного процесса,
которая во многом определяет результаты проектирования процесса изготовления
детали.
С приемлемой точностью тип производства можно
установить исходя из годового выпуска деталей и их массы.
По данным [1, табл. 1] для детали с массой 1416
кг и выпуском изделий 2 штук тип производства - единичный.
4. Выбор вида заготовки
и способы её получения
При выборе заготовки необходимо учитывать
назначение и конструкцию детали, материал, технические требования, масштаб и
серийность выпуска, а также экономичность изготовления. Для рационального
выбора заготовки необходимо одновременно учитывать все вышеперечисленные
исходные данные, т.к. между ними существует тесная взаимосвязь.
Исходя из технико-экономических
показателей детали - трубной решётки - выбираем в качестве заготовки листовой
прокат -  .
.
5. Выбор
технологических баз
Для детали «трубная решётка» при
обработке на токарном, сверлильном и станках в качестве опорных базовых
поверхностей целесообразно использовать поверхности с наибольшими площадями ,
для закрепления использовать обод заготовки.
Для установки и закрепления детали
на токарном и сверлильном станках можно использовать трехкулачковый патрон.
Закрепление детали при сверлении
можно организовать с использованием призматических опор, например, в машинных
тисках с призматическими губками.
6. Расчет
припусков
Припуск - слой материала, удаляемый
с поверхности заготовки в целях достижения заданной точности и качества
обрабатываемой поверхности детали.
Наибольшие требования по точности
размера и качеству поверхности предъявляются к отверстиям, предназначенным для
развальцовки труб в трубной решётке, в частности необходимо обеспечить
параметры отверстий 25H10(+0,084) и Ra=12,5 мкм.
Маршрут обработки цилиндрического
сквозного отверстия состоит из операций сверления, растачивания (рис. 2.).
Рисунок 2 - Маршрут обработки
конического отверстия
Данные для расчета припуска на
обработку отверстия H10(+0,084) сведены в табл. 1.
Таблица 1
|
Наименование
переходов для обработки отверстия 25H10(+0,084), Ra=12,5 мкм
|
Элементы
припуска, мкм
|
Расчетный
припуск, 2zmin, мкм
|
Расчетный
разер, dp, мм
|
Допуск
δ,
мкм
|
Предельный
размер, мм
|
Предельный
припуск, мкм
|
|
|
|
|
|
|
dmax
|
dmin
|
2zmaxпр
|
2zminпр
|
|
|
Rz
|
Т
|
ρ
|
ε
|
|
|
|
|
|
|
|
|
|
Сверление
(JT12, Ra =25)
|
40
|
60
|
6,6
|
30,84
|
274,88
|
25,31
|
210
|
25,4
|
25,19
|
1365
|
274,88
|
|
|
Зенкерование
(JT10, Ra =12,5)
|
30
|
40
|
4,4
|
20,56
|
189,92
|
25,08
|
84
|
25,08
|
25
|
316
|
189,92
|
|
|
Итого
|
|
1681,52
|
464,8
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Расчет припусков и предельных размеров по
технологическим переходам на обработку отверстия 25H10(+0,084). При сверлении
спиральными сверлами качество поверхности Rz=40 мкм, глубина дефектного слоя
T=60 мкм [2, табл. 4.6].
При сверлении отверстия пространственное
отклонение:
 ,
,
где С0=25 мкм - смещение оси
отверстия,
к=0,9 мкм/мм - удельный увод при
d=18..30 мм [2, табл. 4.9],=120 мм - глубина сверления.
 =110 мкм.
=110 мкм.
Остаточные пространственные отклонения на
обработанных поверхностях:
ρост.=ky ρ,
ρ,
где ky- коэффициент уточнения формы
[2, cтр.73];=0,06
- после сверления;=0,04- после зенкерования.
После сверления: ρост.1=0,0689,1=5,35
мкм
После зенкерования: ρост.2=0,0489,1=3,56
мкм
Погрешность установки при поковке:
εy=  514 мкм
514 мкм
εз=500 мкм.[2,табл. 4.10]
εб=120 мкм.[2,табл. 4.11]
Остаточная погрешность установки при
сверлении:
ε1=κ1εy=0,06514=30,84
мкм,
Остаточная погрешность установки при
зенкеровании:
ε2=κ2εy=0,04514=20,56
мкм,
На основании записанных в таблице данных
производим расчет минимальных значений межоперационных припусков, пользуясь
основной формулой:
zmin=2(Rzi-1+Ti-1+ρi-1+εi)
Минимальный припуск под сверление:
zmin=2(40+60+6,6+30,84)
= 274,88 мкм
Минимальный припуск под зенкерование:
zmin=2(30+40+4,4+20,56)
= 189,92мкм
Расчётный минимальный размер заготовки
определяется по формуле:

Зенкерование: dpi
= dmin= 25 мм
Сверление:dpi=
25 + 0,18992 = 25,18992 мм
Заготовка:dpi=
25,18992+ 0,27488 = 25,4648 мм.
Допуски на промежуточные размеры  определяются
по таблице в соответствии с квалитетом обрабатываемой поверхности [1, прил.2].
определяются
по таблице в соответствии с квалитетом обрабатываемой поверхности [1, прил.2].
Заготовка: JT16
=
1300 мкм = 1,3 мм
Сверление: JT12
=
210 мкм = 0,21мм
Зенкерование: JT10
=
84 мкм = 0,084 мм
Наименьшие размеры заготовки по переходам
находим, округляя их увеличением расчетных размеров (округляем до того же знака
десятичной дроби, с каким дан допуск на размер для каждого перехода).
Заготовка: dmin
= 25,4648 мм
Сверление: dmin
= 25,18992 мм
Зенкерование: dmin=
25 мм.
Наибольшие предельные размеры определяем
прибавлением допуска к округлённому наименьшему предельному размеру.
Заготовка: dmax
= 25,4648 + 1,3 = 26,7648 мм
Сверление: dmax
= 25,18992 + 0,21 = 25,39992 мм
Зенкерование: dmax
= 25 + 0,084 = 25,084 мм.
Предельные значения припусков  рассчитываем
как разность наибольших предельных размеров предшествующего и выполняемого
переходов:
рассчитываем
как разность наибольших предельных размеров предшествующего и выполняемого
переходов:

Зенкерование: Zmax
= 25,39992 - 25,084 = 0,31592 мм = 315,92 мкм
Сверление: Zmax
= 26,7648 -25,39992 = 1,3656 мм = 1365,6 мкм
Предельные значения припусков  как
разность наименьших предельных размеров предшествующего и выполняемого переходов:
как
разность наименьших предельных размеров предшествующего и выполняемого переходов:
Зенкерование: Zmin=
25,18992 - 25 = 0,18992 мм = 189,92 мкм.
Сверление: Zmin=
25,4648 - 25,18992 = 0,27488 мм = 274,88 мкм.
Проверка:

(1365,6 + 315,92) - (274,88 + 189,92) = 1300-84
,52 - 464,8 = 1300 - 84
,72 = 1216
Схема расположения припусков показана на рис. 3.
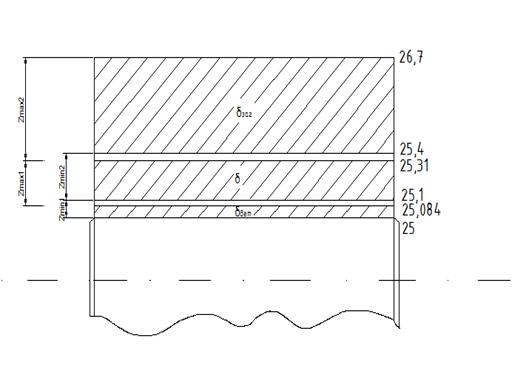
Рисунок 3 - Схема расположения припусков и допусков
для 25H10(+0,084)
. Обработка отдельных
поверхностей детали
Предлагаемый маршрут обработки бобышки
пробоотборника (приложение 1) включает следующие операции: заготовительную,
токарную, разметочную, сверлильную и контрольную.
Заготовительная операция обеспечивает получение
заготовки из листового проката методом формирования поверхности 2 отрезанием:
листовой
прокат деталь с L по JT14
отрезание.
Заданный габаритный размер по ширине
обеспечивается обработкой поверхности 2 по схеме:
заготовка JT14
деталь с L по JT14, Ra=12,5 мкм
Ra=12,5
черновое точение.
Параметры поверхностей 1 и 13 обеспечиваются
обработкой по схеме:
заготовка с Dнар по
JT14 деталь с L и D по JT14, Ra=12,5 мкм
Ra=12,5
черновое точение.
Параметры поверхности 1 обеспечиваются обработку
по схеме:
заготовка JT14
деталь JT14, Ra=12,5 мкм
Ra=12,5
черновое точение.
Получение галтелей на поверхностях 8 и 7
предусматривает обработку по схеме:
заготовка JT14
деталь с R по JT14, Ra=12,5 мкм
Ra=12,5
черновое точение.
Обработка отверстия для слива конденсата
(поверхность 2) предусматривает выполнение обработки по схеме:
заготовка (монолит)
деталь с М12, Ra=12,5 мкм и глубинами по JT14
JT
14 1. сверлить;
Ra=12,5
2. зенковать отверстие под головку болта;
3. зенковать фаску;
3. нарезать резьбу.
Обработка отверстия для слива конденсата
(поверхность 1) предусматривает выполнение обработки по схеме:
заготовка (монолит)
деталь JT14, Ra=12,5 мкм.
JT
14 1. сверлить;
Ra=12,5
Получение сквозных отверстий 16 и 15
предусматривает выполнение обработки по схеме:
заготовка (монолит)
деталь JT14, Ra=12,5 мкм.
JT
14 1. сверлить;
Ra=12,5
Маршрут обработки отверстия для крепления труб в
трубной решётке (поверхность 1), разработан ранее см. рис. 2.
В приложении 2 представлена
маршрутно-операционная карта, показывающая предусмотренные технологические
операции с необходимыми установами и переходами для обеспечения размеров и
качества рассмотренных поверхностей.
8. Выбор оборудования,
приспособлений и инструментов
Для обработки заготовки применяется ряд
металлорежущих станков, обеспечивающих заданную точность и шероховатость
поверхностей.
1. Машина
плазменной резки портального типа «Комета М-Пл»
Габариты разрезаемого листа:
ширина 2000 мм.
длина 3500 мм.
Размер колеи рельсового пути- 3300 мм.
Минимальный размер между резаками при сдвинутых
суппортах- 195 мм.
Диапазон толщин, разрезаемых одним плазменным
резаком-100мм.
Наибольшая скорость перемещения резака- 12000
мм/мин.
Число суппортов для фигурного раскроя- 2
Стабилизация расстояния между резаком и листом
при фигурной резке автоматическая.
. Токарно каруельный вертикальный станок 1Л532
Диаметр планшайбы 2800 мм.
Наибольшая масса детали 6800 кг.
Наибольшая высота обрабатываемой детали1600 мм.
Наибольший диаметр обрабатываемой детали 3200
мм.
Пределы частоты вращения планшайбы1,25 ... 63
мин-1.
Мощность электропривода подачи шпинделя 45 кВт.
Габариты станка: - длина 5490 мм.
ширина 6540 мм.
высота 5100 мм.
Вес станка 43 000 кг.
. Радиально-сверлильный станок 2А554
Максимальный диаметр сверления в стали 50
мм.
Максимальный диаметр сверления в чугуне 63 мм.
Крутящий момент шпинделя 710 Нм.
Осевое усилие на шпинделе 20000 Н.
Мощность главного двигателя 5,5 кВт.
Осевое перемещение шпинделя 400 мм.
Перемещение головки по рукаву 1225 мм.
Перемещение рукава по колонне 750 мм.
Вращение рукава вокруг колонны 360о.
Частота вращения шпинделя 18 -
2000 об/мин.
Количество частот вращения шпинделя 24.
Подачи шпинделя 0,045 -
5,0 мм/об.
Количество подач шпинделя 24.
Габаритные размеры:
длина 2665 мм;
ширина 1030 мм;
высота 3430 мм.
Масса 4700 кг.
Для установки и закрепления заготовки и детали
при обработке на металлорежущем оборудовании, в соответствии с рекомендациями
[4] можно использовать:
шаблон, тиски станочные самоцентрирующие с
призматическими губками (Тиски 7200-0253 ГОСТ 21168-75) для установки на
отрезном и сверлильном станках;
План-шайба (7100-0010 ГОСТ 2675-80) для
установки детали на токарно-карусельном станке.
По рекомендациям [4] и размерам изделия для
изготовления трубной рещётки можно применить следующий режущий инструмент:
сверло спиральное (Сверло 2301-0449 ГОСТ
2092-77), резец подрезной торцовый (Резец 2112-0031 Т15К6 ГОСТ 2379-77), резец
проходной упорный (Резец 2103-0017 Т15К6 ГОСТ 18879-73), резец прямой проходной
(Резец 2100-0401 Т15К6 ГОСТ 18878-73), резец фасонный (Резец 2136-0717 Т15К6
ГОСТ 18875-73) для обработки детали на токарно-карусельном станке;
чертилка (Чертилка 7840-1018 Х9 ГОСТ 24473-80) и
кернер (Кернер 7843-0039 ГОСТ 7213-72) для нанесения контура и положения
отверстий на разметочной операции;
сверло спиральное (Сверло 2300-5587 ГОСТ
4010-77), цилиндрическая зенковка (Зенковка 2353-0133 ГОСТ 14953-80) зенковка
коническая (Зенковка 2353-0133 ГОСТ 14953-80), метчик (Метчик 2621-1433 ГОСТ
3266-81) для обработки отверстий на сверлильном станке;
Контроль размеров и качества поверхностей детали
осуществляется с использованием универсального измерительного инструмента:
штангенциркуль ШЦ-II-125 ГОСТ 166-80,
штангенциркуль ШЦ-I-125 ГОСТ 166-80,
линейка - 300 ГОСТ 427-75,
калибры для метрической резьбы ГОСТ 24997-81,
набор образцов шероховатости ГОСТ 9378-93.
9. Расчет норм времени
Операция 005 - Заготовительная
Переход 1
 , где
, где

 норма времени на
выполнение операций
норма времени на
выполнение операций
 основное
технологическое время
основное
технологическое время
 вспомогательное
время
вспомогательное
время
 время
технологического обслуживания
время
технологического обслуживания





tв=
5% toоп
= to + tв=
tорг=
6% tопп=
5%
tоп
 = 5306,6 мм
= 5306,6 мм
Sм = 5 мм/с
to = 
tв= 0,051061,32 = 53
с
tоп= 1061+53
= 1114 c = 18,56 мин
tп = 0,051114 = 55,7c
tш =
1061,32+53+66,84+66,84+55,7=1303,7c = 21,73 мин
Операция 010 - Токарная
Переход 1 (пов. 1, пов.13)
 в= 5% toоп
= to + tв
в= 5% toоп
= to + tв
= 50 мм
Sм = 0,7 мм/с
to = 
tв= 0,0571,4 = 3,6
сек.
tоп= 71,4+3,6
= 75 сек.
to = 
tв= 0,0564,3 = 3
сек.
tоп= 64,3+3 =
67,3 сек.
Переход 2(пов. 2)
to =
tв= 0,0564,3 = 3
сек.
tоп= 64,3+3 =
67,3 сек.
Переход 3 (пов. 7)
to = 
tв= 0,0557 = 2,9
сек.
tоп= 57+2,9 =
60 сек.
Переход 4 (пов. 2)
to = 
tв= 0,051000 = 50
сек.
tоп= 1000+50
= 1050 сек.
Переход 5 (пов. 1)
to = 
tв= 0,05114 = 5,7
сек.
tоп= 114+5,7
= 120 сек.
Переход 6 (пов. 8)
to =
tв= 0,0557 = 2,9
сек.
tоп= 57+2,9 =
60 сек.
Основное время токарной операции
tT = tорг= 6% tоп
tп= 5% tоп
∑tоп =
75+67,3+67,3+1050+60+120+67,3 = 1507 сек.
tT = tорг= 0,061507 = 90,4
сек.
tп= 0,051507 = 75
сек.
tш =
1507+90,4+90,4+75= 1763 сек.= 29,4 мин
Операция 015 - Разметочная.
Переход 1(пов.14)
Для разметки отверстий по шаблону
назначаем: to = 
Переход 2(пов. 1)
to = 
Переход 3(пов. 1)
to = 
Переход 4(обод крышки)
to = 
Переход 5(пов.3)
to = 
Основное время токарной операции
 = 152+2+0,2+7+0,08+0,08 = 161 мин.
= 152+2+0,2+7+0,08+0,08 = 161 мин.
Штучное время выполнения токарной
операцииш = 1,244to = 1,244×161
» 200 мин.
Контрольное время на токарной
операции
tк = 0,02×161=3 мин.
Операция 025 - Сверлильная


tв=
5% toоп
= to + tв=
tорг=
6% tопп=
5% tоп
Переход 1.

l = 100 мм
Sм = 0,7 мм/с
to = 1001833/0,7 =
261857 cек.
tв= 0,05261857=
13093 сек.
tоп=
261857+13093= 274950 cек. = 4853 мин
Переход 2.
l = 100 мм
Sм = 0,8 мм/с
to = 1001833/0,8 =
229125 c
tв= 0,05229125 =
11456 с
tоп= 229125
+11456 = 240581 c = 4010 мин
Переход 3.
l = 2 мм
Sм = 0,7 мм/с
to = 21833/0,7 =
5237 c
tв= 0,055237 =
261,85 с
tоп= 5237
+261,85= 5499 c = 92 мин
Переход 4.
l = 150 мм
Sм = 0,7 мм/с
to = 1501/0,7 = 214 c
tв= 0,05214 = 11 с
tоп= 214+11 =
225 c = 4 мин
Переход 5.
l = 5мм
Sм = 0,3 мм/с
to = 51/0,3 = 17 c
tв= 0,0517 = 0,85 с
tоп= 17+0,85
= 17,85 c = 0,3 мин
Переход 6.
l = 1 мм
Sм = 0,7 мм/с
to = 11/0,7 = 1,4 c
tв= 0,05*1,4
= 0,15 с
tоп= 1,4+0,15
= 1,55 c = 0,03 мин
Переход 7.
i = 3= 19 ммм
= 0,03 мм/с=
191/0,03 = 633
cв=
0,05633 = 31,65с
tоп=
633+31,65 = 665c=11мин
Переход 8.
l = 2мм
Sм = 0,7 мм/с
to =
2*1833/0,7 = 229125 c
tв=
0,05*229125 = 11456 с
tоп=
229125+1456 = 4009 мин
Переход 9.
l = 6мм
Sм = 0,5 мм/с
to =
6*1833/0,5 = 21996 c
tв=
0,05*21996= 1100 с
tоп=
21996+1100 = 23096 сек.=385 мин
Переход 10.
l = 40мм
Sм = 0,7 мм/с
to = 40*1/0,7
= 57 c
tв= 0,05*57=
2,86 с
tоп= 57+2,86
= 60 сек.=1 мин
Переход 11.
l = 90мм
Sм = 0,7 мм/с
to = 90*66/0,7
= 8486 c
tв=
0,05*8486= 424 с
tоп= 8486+424
= 8910 сек.=149 мин
Переход 12.
l = 100мм
Sм = 0,7 мм/с
to =
100*20/0,7 = 2857 c
tв=
0,05*2857= 143 с
tоп= 2857+143
= 3000 сек.=50 мин
Основное время сверления
∑tоп = 4364+
3818+ 87,28 + 3,6 + 0,28 + 0,02 + 10,5 + 3818 + 367+0,95+7+48 = 12524 мин
tT = tорг=
0,06*12524 = 751,44 мин
tп=
0,05*12524 = 626,2 мин
tш =
12524+751,44+751,44+626,2 = 14653 мин
Заключение
В ходе выполнения курсовой работы
предложена технология изготовления бобышки пробоотборника. Обоснованы тип
производства, метод получения заготовки и схемы базирования. Рассчитаны
припуски на обработку и нормы времени. Подобрано оборудование, приспособления и
инструмент, обеспечивающие получение заданных размеров детали.
Список
использованных источников
1.
Проектирование технологического процесса изготовления типовых деталей: метод.
указания / Авт.-сост. А.Г. Ткачев, И.Н. Шубин. - Тамбов: Изд-во Тамб. гос.
техн. ун-та, 2004, 32 с.
.
Горбацевич, А.Ф. Курсовое проектирование по технологии машиностроения: учеб.
пособие для вузов / А.Ф. Горбацевич, В.А. Шкред. - М.: ООО ИД «Альянс», 2007,
192 с.
.
Ткачев, А.Г. Проектирование технологического процесса изготовления деталей
машин: метод. указания / А.Г. Ткачев. - Тамбов: Изд-во Тамб. гос. техн. ун-та,
2004, 32 с.
.
Обработка металлов резанием: справочник технолога / А.А. Панов, В.В. Аникин,
Н.Г. Бойм и др.; под общ. ред. А.А. Панова. - М.: Машиностроение, 1998, 784 с.
.
Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. А.Г. Косиловой и
Р.К. Мещерякова. - 4-е изд. - М.: Машиностроение, 1986, 656 с.
.
Ткачев, А.Г. Технология машиностроения: курс лекций / А.Г. Ткачев, И.Н Шубин. -
Тамбов: Изд-во Тамб. гос. техн. ун-та, 2009, 26 с.