Производство этилового спирта марки 'Экстра' из крахмалистого сырья
Оглавление
Реферат
Перечень
листов графических документов
Перечень
условных обозначений, символов, единиц и сокращений
.
Аналитический обзор литературы
.1 Применение
этанола
.2 Сырье,
использующееся в современной спиртовой промышленности
.3
Характеристика современных промышленных способов производства этилового спирта
и основные направления развития и усовершенствования этих методов
.4
Теоретические основы технологических процессов
.5 Цели и
задачи проектирования. Изменения и усовершенствования, внесенные в проект при
проектировании
. Описание
технологического процесса
.1
Характеристика готовой продукции
.2
Характеристика сырья, материалов и полупродуктов
.3 Описание
технологического процесса
.4
Технологический и технохимический контроль производства
. Расчёт
материального баланса
.1.
Материальный баланс получения бражки
.2 Расчет
материального баланса брагоректификации
.3 Расходные
нормы сырья
.
Технологический расчет и выбор основного и вспомогательного оборудования
.1 Бродильное
отделение
.2
Брагоректификационное отделение
.3
Ведомость-спецификация оборудования
. Тепловой
расчет оборудования
5.1 Тепловой
расчет бродильного чана БЧ-23
.2 Тепловой
расчет дрожжанки ДЖ-20
.3 Тепловой
расчет осахаривателя О-17
.3 Тепловой
расчет Аппарата хемомеханоферментативной обработки ХМФО-I
.4
Ректификационное отделение
.
Автоматизация производства. Средства КИП АСУ ТП
.
Безопасность жизнедеятельности
.1
Характеристика условий труда
.2
Обеспечение безопасности труда
.3
Мероприятия по улучшению условий труда
.4.
Экологичность проектируемого производства
.5.Чрезвычайные
ситуации
Выводы
.
Экономическое обоснование проекта
.1
Производственная мощность
.2 Расчет
общей суммы дополнительных капитальных вложений
.3
Проектирование показателей по труду и заработной плате
.4 Расчет изменения
себестоимости продукции
.5 Расчет
показателей экономической эффективности инвестиций (дополнительных капитальных
вложений)
.
Энергосбережение
.1 Постановка
проблемы
.2 Анализ
существующего положения
.3
Мероприятия по энергосбережению
.4 Выводы
Заключение
Библиографический
список литературы
Реферат
Дипломный проект: Производство этилового спирта марки «Экстра» из
крахмалистого сырья.
Стр. 184, рис. 7, табл. 55, библиогр. назв. 38.
Этанол, спирт, крахмал дрожжи, ферменты, брожение, ректификация, эпюрация,
барда, технология, техно-химические расчеты.
Составлен аналитический обзор по свойствам, области применения и методам
получения этанола из крахмалистого сырья. Описан технологический процесс
получения этанола, разработанный на основе существующего на ОАО «Талицкий
спиртовый завод».
Внесены предложения по усовершенствованию процесса гидроферментной
обработки зерна - использование новой схемы низкотемпературного осахаривания с
использованием комплексного препарата «Дестамил»ТМ, позволяющей
полностью отказаться от использования острого пара на стадии разваривания
зернового замеса; на стадии осахаривания, для повышения выхода глюкозы,
уменьшения времени процесса и расходных норм сырья, вместо отечественных
ферментных препаратов Амилоризина Пх и Глюкаваморина Гх-466 использовать
комплексные ферментные препараты «Альфазим» и «Глюкогам» китайского
производства.
Произведен расчет материального баланса производства, выполнены
технологические и тепловые расчеты основного оборудования. Составлена
технологическая схема производства спирта и дано описание технологического
процесса. Предложены мероприятия по автоматизации производства, безопасности и
экологичности проекта, энергосберегающим технологиям.
Технико-экономические расчеты показали, что усовершенствования, внесенные
в действующее производство, позволяют снизить себестоимость продукции на 3,2% и
получить годовой экономический эффект 8,3 млн. руб.
Перечень
листов графических документов
|
№ п/п
|
Наименование документа
|
Количество листов
|
Обозначение документа
|
Формат
|
|
1
|
Технологическая схема
|
4
|
240901 91 8118 000 ТС
|
А1
|
|
2
|
Дрожжанка
|
1
|
240901 91 8118 000 СБ
|
А1
|
|
3
|
Ректификационная колонна
|
1
|
240901 91 8118 000 СБ
|
А1
|
|
4
|
Теплообменник
|
1
|
240901 91 8118 000 СБ
|
А1
|
|
5
|
Технико-экономические
показатели производства
|
1
|
240901 91 8118 000 ТП
|
А1
|
Перечень
условных обозначений, символов, единиц и сокращений
Б/р - безразмерная
В-во - вещество
Дал - декалитр (10 литров)
Масс - массовые (проценты)
МИ - материальный индекс
Об - объемные (проценты)
отн. - относительных (процентов)
р.м. - реакционная масса
р-р - раствор
Введение
Производство алкогольных напитков человеком зародилось несколько
тысячелетий назад в Древнем Египте и Шумере, однако бродильное производство
именно с целью получения спирта началось значительно позже. Первые письменные
упоминания пришли из Багдада IX века, в них врач городского госпиталя Рагез
описал метод изготовления крепких спиртовых растворов, а чистый спирт впервые
был получен в Италии в XIII
веке. В XIX веке разработаны схемы получения
спирта из картофеля и древесины, а в XX получили синтетический спирт из этилена. До конца XIX практического применения чистый
спирт не имел, однако ситуация резко изменилась в XX когда по достоинству были оценены свойства спирта, как
прекрасного растворителя и пищевого консерватора. До 40-х годов XX спирт был единственным сырьем для
получения синтетического каучука. Постоянно растет потребность в спирте в
алкогольной промышленности.
В настоящее время процесс производства этилового спирта переживает бурное
развитие, особенно в связи с использованием этанола как компонента топлива.
Процесс получения этанола из растительного сырья является наиболее экологичным
и выгодным с точки зрения энергозатрат. Спиртовые предприятия активно
сотрудничают с научно-исследовательскими лабораториями, перенимая и внедряя
последние разработки в области новых ферментных препаратов, новых
высокопродуктивных штаммов микроорганизмов.
Основная задача, стоящая на сегодняшний момент перед спиртовой
промышленностью - увеличение выхода спирта с единицы объема оборудования,
снижение энергозатрат и расхода сырья, уменьшение времени процесса и повышение
качества продукции.
1.
Аналитический обзор литературы
1.1
Применение этанола
Пищевая
промышленность <#"810610.files/image001.gif">
Рис. 1.1 Схема производства спирта
Производство спирта из крахмалистого сырья осуществляется по
периодической, полунепрерывной и непрерывной схемой.
Периодическая схема - в настоящее время практически не используется.
Полунепрерывная схема, основанная на использовании периодически
действующих аппаратов, внедряется с 50-х гг. XX века. До сих пор по этой схеме
работают 20% спиртовых заводов РФ, в том числе и «Талицкий спиртовый завод».
Особенности технологии, связанные с переработкой картофеля не
рассматриваются, так как в настоящее время наиболее ценен и востребован на
рынке зерновой спирт - главное сырье для ликероводочных заводов [2].
Очистка и подготовка зерна
Все зерновые культуры, поступающие в производство, очищаются от пыли,
земли, камней, металлических и других примесей на зерновых и электромагнитных
сепараторах и зерноочистительных машинах, имеющих магнитные устройства. Для
подачи зерна из склада на производство применяют нории, шнеки, транспортеры, а
так же превмотранспорт.
Измельчение зерна, поступающего на варку, осуществляется на вальцовых
станках или молотковых дробилках. Для смягчения режима разваривания и
применения низкотемпературного разваривания рекомендуется применять тонкий
помол (проход через сито 1 мм 95% зерна). Часто, для обеспечения тонкого помола
зерно пропускают через 2 последовательно установленные измельчающие машины, это
тем более оправдано, так как на спиртовые заводы часто поступает зерно
повышенной влажности, из которого затруднительно получать тонкий помол.
Целесообразно внутри завода иметь емкости для хранения измельченного
зерна не менее чем на 8 часов работы завода, что обеспечивает его бесперебойную
работу [3].
Водно-тепловая обработка сырья
В настоящее время на подавляющем большинстве предприятий водно-тепловая
обработка осуществляется непрерывным или полунепрерывным способом. На Талицком
спиртовом заводе используется непрерывная система разваривания с мягким
температурным режимом.
По полунепрерывной схеме сырье разваривается без измельчения после
предварительного нагрева. Нагрев сырья осуществляется в предразварниках,
разваривание - в разварниках под давлением, выдерживание в паросепараторах,
оборудованных устройством для предотвращения уноса крахмала. Перед
развариванием целого зерна его предварительно смешивают с горячей водой в
предразварнике при соотношении зерно:вода 1:3, чтобы концентрация сухих веществ
в субстрате составляла 16-18% по сахарометру, затем крахмалистую массу
нагревают до температуры 90-95°С. Нагретое и набухшее зерно вместе с водой
быстро выгружают в разварник. Варку проводят с циркуляцией, повторяя ее через
каждые 5-7 мин в течение 1,0-1,5 мин. Для обеспечения равномерного разваривания
и ускорения варки массу в разварнике периодически помешивают, открываю
циркуляционный вентиль и с сбрасывая через него пар в паросепаратор. При
определенной степени разваривания, контролируемой по цвету массы, ее выдувают в
выдерживатель, где она доваривается в течении 40-45 мин, при температуре
102-106°С.
Масса, выходящая из выдерживателя, должна быть равномерно разваренной,
цвет массы темно-желтый со светло-коричневым оттенком.
Водно-тепловую обработку непрерывным способом проводят в аппаратах,
рассчитанных на мягкий режим разваривания (давление пара до 0,4-0,5 МПа,
температура 135-140°С), именно эта схема внедрена на Талицком спиртовом заводе,
в трубчатых аппаратах скоростного разваривания (давление 0,8-1,0 МПа,
температура 165-175°С). Наиболее современной и эффективной является внедряемая
в настоящее время на многих предприятиях спиртовой промышленности схема
низкотемпературного разваривания зерна. (Температура не более 100°С).
По схеме с умягченным режимом варки замес готовится, нагревается и
выдерживается в смесителе-предразварнике. Длительность пребывания замеса в
смесителе 5-6 мин. Соотношение зерно-вода 1:3. Для дозирования воды в смеситель
при постоянной подаче зерна ставятся ротаметры. Температура замеса за счет
подачи теплой воды поддерживается на уровне 40-45°С. В предразварнике замес
выдерживается 6-7 минут и нагревается вторичным паром до температуры 60-85°С.
Нагретый замес насосом перекачивается варочный аппарат, предварительно
нагреваясь острым паром в контактной головке до температуры разваривания.
Разваривание протекает в 2 ступени - собственно разваривание в колонне первой
ступени и доваривание во второй колонне.
Скоростное разваривание осуществляется по типовой схеме, состоящей из
смесителя, трубчатого подогревателя, контактора, прямоточного диафрагмированного
трубчатого разварника и паросепаратора. Погретый замес прокачивается через
подогреватель «труба в трубе», где вторичным паром нагревается до 85-90°С, и
контактор, в котором окончательно нагревается острым паром до температуры
разваривания - 165-170°С. Разваренная масса выдувается в
выдерживатель-паросепаратор, где отделяется вторичный пар, а масса
выдерживается 25 мин при температуре 104-108°С [2,3,4].
По аппаратурно-техническому оформлению низкотемпературное разваривание
практически не отличается от представленное выше схемы варки в умягченном
режиме. Характерной чертой низкотемпературного разваривания является
использование комплексных препаратов, например Дестамил®, обладающих свойствами
деструктуратора молекул крахмала, способствует снижению эффективной температуры
клейстеризации кукурузного, ржаного, пшеничного и картофельного крахмала и, тем
самым, приводит к снижению температуры разваривания водно-зерновых замесов.
Дестамил®, способствуя диффузии белковых молекул ферментов в
пространственно-затрудненные клейстерные агрегаты крахмала, приводит к
увеличению скорости и глубины осахаривания и ожижения низкотермически
обработанного замеса.
Еще одной характерной особенностью является использование установок типа
«s-эмульгатор», представляющих собой роторно-пульсационные аппараты.
«S-эмульгатор» позволяет произвести очень эффективное диспергирование и
значительно повысить экстракцию углеводов в раствор. Внедрение
низкотемпературного разваривания является одним из технологических улучшенией
предлагаемых мной в данной работе [5].
Осахаривание крахмала. Ферментные препараты
Традиционным источником ферментов при производстве спирта служил солод,
образующийся в проросшем зерне. Однако при применении солода, из-за
невозможности создания достаточно высокой концентрации ферментов, скорость
осахаривания и протеолиза сырья остается низкой, что затрудняет интенсификацию
процесса брожения. Другим недостатком использования солода является
трудоемкость его получения, что делает его применение неэкономичным.
В настоящее время в мире все более быстрыми темпами развивается
ферментная промышленность, продуктами которой являются ферменты микробного
происхождения самого широкого спектра действия. Замена солода ферментами
позволила значительно интенсифицировать и в то же время упростить производство
спирта [6].
Первые исследования по производству и применению ферментов микробного
происхождения в спиртовой промышленности для замены солодовых ферментов
проводились с поверхностной культурой плесневых грибов и с глубинной культурой
микромицетов. Эти исследования показали, что плесневые грибы синтезируют
ферменты с более высоким уровнем ферментативных активностей, чем солод, и
полученные ферменты впервые начали внедрять в производство. Разработку способов
выращивания плесневых грибов с целью замены солода проводили в двух
направлениях: при поверхностном и глубинном культивировании [7].
Временем ускоренного развития производства ферментных препаратов в СССР
можно считать 60-е годы ХХ века. Однако в настоящее время Россия значительно
отстает по общему выпуску ферментных препаратов от таких стран как Япония,
Франция, Дания, США, на долю которых приходится основной объем промышленного
производства микробных ферментов.
Ферментные препараты микробного происхождения получают из плесневых
грибов, бактерий, актиномицетов и дрожжей. Наиболее часто используют
микроскопические грибы, но в последнее время все более перспективными стали
считать и бактерии.
Ферментные препараты, обычно применяемые в спиртовой промышленности,
представляют собой либо, так называемые, нативные (неочищенные) высушенные
культуры микроорганизмов, либо неочищенные концентрированные препараты.
Возможность применения неочищенных препаратов объясняется тем, что в конечный
продукт - спирт - все взвешенные высокомолекулярные и нелетучие примеси,
имеющиеся в культурах микроорганизмов, не попадают.
Ферментные препараты, которые применяются в спиртовом производстве в
неочищенном виде, очень часто являются комплексными, т.е. содержат в своем
составе больше одного фермента [8, 9].
Все ферментные препараты, предназначенные для спиртовой промышленности,
можно условно разделить на три основные группы по специфичности их воздействия
на различные высокомолекулярные полимеры зернового сырья.
Первую группу представляют ферментные препараты амилолитического
действия, способствующие гидролизу крахмала. Ко второй группе относятся
ферменты протеолитического действия, гидролизующие белковые полимеры зерна.
Третью группу ферментных препаратов составляют ферменты целлюлолитического
действия, гидролизующие некрахмалистые полисахариды зернового сырья [10].
Главным критерием оценки любого амилолитического препарата,
рекомендуемого для применения в технологии спиртового производства, служит
способность комплекса быстро и полно гидролизовать крахмал до сбраживаемых
углеводов.
Важная роль в этом процессе отводится таким основным амилолитическим
ферментам, как α-амилаза и глюкоамилаза.
α-амилаза обладает способностью
гидролизовать α-1,4-глюкозидные связи в молекуле крахмала без определенной
последовательности, образуя большое количество декстринов.
Глюкоамилаза способна катализировать гидролиз как альфа-1,4 так и альфа
1,6-глюкановых связей, отщепляя остатки глюкозы (нередуцирующих концов цепей).
Бактериальная α-амилаза, образующая при гидролизе крахмала декстрины с
различной степенью полимеризации. Источниками бактериальной альфаамилазы
являются такие ферментные препараты, как Амилосубтилин, БАН, Ликвамил и др., с
оптимумом действия при температуре 60-70 С° и рН 5,5-7,0, синтезируемые Bacillus subtilis. Наиболее интересными и
перспективными ферментными препаратами последнего времени являются препараты
термостабильной α-амилазы: Амилолихитерм, Термамил, Зимаджунт и др.,
получаемые глубинным культивированием бактерий Bacillus lichenifomis. Оптимальная температура действия
этих ферментов 85-95 С°, оптимум рН 6,0-7,0.
Грибная альфаамилаза, обладающая эндоамилазной способностью к гидролизу
крахмала с образованием растворимых декстринов, олигосахаридов и мальтозы, с
оптимумом действия 45-55 С° и рН 4,8-5,5. Источники: Амилоризин,
Амилопротооризин, Фунгамил, Диазим и др. - продуцент Asprgillus oryzae.
Глюкоамилаза, предназначенная для осахаривания частично расщепленных
полимеров крахмала с образованием глюкозы. Источники: Глюкаваморин, САН Супер и
Сан Ультра, Глюкозим, Конверзим и др. - продуценты: Aspergillus awamori или A.niger.
Пуллуназа, способная гидролизовать внутренние связи в амилопектине и
предельных декстринах с образованием мальтоолигосахаридов [8, 9].
На активность ферментов в биохимических процессах влияют температура, рН
среды, концентрация ферментов и субстрата, а также наличие активаторов и
ингибиторов.
К активаторам ферментов относятся ионы некоторых металлов. Их действие
заключается в том, что они входят в состав простетической группы, облегчают
образование ферментно-субстратного комплекса, способствует присоединению
кофермента к апоферменту. Известны работы по активации ферментов с помощью
дикарбоновых кислот.
Все α-амилазы инактивируются ионами металлов - ртути, меди, серебра
- и ионами галойдов - хлора, брома, фтора и йода [10].
Производственные дрожжи
Для сбраживания крахмалсодержащего сырья в спиртовом производстве до сих
пор широко применяют дрожжи Saccharomyces cerevisiae р.XII, а также расы М, которые были
выделены в Германии в 1902-1905 гг.
Основными промышленными культурами являются Saccharomyces cerevisiae расы: XII, Y-717,
K-81, 660, 86, 985 [3].
Перед пуском завода дрожжи готовят из чистой культуры, которая
поставляется в пробирках, закрытых ватной пробкой и залитых сургучом.
Разведение чистой культуры дрожжей осуществляется путем их
последовательного пересева с доведением объема среды до объема производственной
дрожжанки.
Чаще всего готовятся сернокислые производственные дрожжи, значительно
реже - молочнокислые.
Приготовление сернокислых производственных дрожжей осуществляется
периодическим или полунепрерывным способом.
При периодическом способе сусло отбирается в дрожжанку из осахаривателя.
Отобранное сусло имеет концентрацию 16-18% по сахарометру, пастеризуется при
70°С в течении 20 мин, охлаждается до 50°С и подкисляется серной кислотой до
0,7-0,8°. В это сусло после перемешивания и охлаждения до 30°С задают засевные
дрожжи (10% от объема сусла), охлаждают до температуры складки (18-22°С) и
оставляют на брожение. При концентрации сахара, составляющей 1/3 от
первоначальной концентрации в сусле, дрожжи считаются зрелыми. Часть из них
отбирается для следующего дрожжевого отъема, остальное количество передается в
бродильные чаны. Именно эта схема реализована на Талицком спиртовом заводе [2].
При полунепрерывной схеме, сернокислые дрожжи готовят периодическим
способом, а затем зрелые дрожжи в количестве 25-30% передают в предварительно
продезинфицированную дрожжанку и при перемешивании доливают охлажденным
стерилизованным суслом, после чего подкисляют серной кислотой до 0,7-0,8°.
Зрелые дрожжи с концентрацией сбраживаемых веществ 4,0-4,5% по сахарометру,
сливают в бродильный чан. Освободившуюся дрожжанку промывают, стерилизуют.
Содержимое другой разливают на две и доливают охлажденным стерилизованным
суслом. После созревания дрожжей операцию повторяют [2].
Наиболее перспективными можно считать штаммы 985Т и 987О, они позволяют
сбраживать высококонцентрированное зерновое сусло с получением спирта в бражках
14-15% объемных. Раса 985Т проявляет высокую кислото- и термоустойчивость, а
также конкурентоспособность к посторонней микрофлоре. Также использование
данных рас позитивно сказывается на качестве целевого продукта - суммарная
концентрация основных примесей снижается практически в 1,5 раза по сравнению с XII расой [11].
В последние годы в спиртовой промышленности были испытаны некоторые новые
расы дрожжей:
Г-660, гибридная раса, выделенная путем половой гибридизации S.cerevisiae и S.pombe, обладающая
повышенной декстринолитической активностью;
ВПУ-408, полученная методом автоселекции при росте дрожжей рXII в условиях повышенных температур;
термотолерантные расы K-81 и
XII T;
гибридные расы дрожжей Y-717,
985.
Эти расы спиртовых дрожжей обладали термотолерантными свойствами, но не
отличались достаточной устойчивостью к полученным признакам, особенно при
длительном культивировании их в производственных условиях. Кроме того, при
хранении дрожжей установлено, что некоторые из них склонны к реверсии,
диссоциируют и при рассевах дают колонии, обладающие различными физиологическими
свойствами [12, 13].
Хорошо известно, что одним из важных факторов, определяющих эффективность
спиртового производства, является физиологическая активность дрожжевых клеток.
Плотность дрожжевой популяции, бродильная активность и продуктивность дрожжей
оказывают существенное влияние на стабильное протекание процесса брожения,
скорость сбраживания крахмалсодержащего сырья и выход целевого продукта. Однако
в процессе жизнедеятельности дрожжей, их внутрипопуляционного регулирования
роста возникают не зависящие для микроорганизмов факторы, негативно влияющие на
физиологическое состояние дрожжевых клеток. К таким факторам можно отнести
повышение температуры в процессах дрожжегенерации и спиртового брожения,
которое негативно сказывается на развитии дрожжевых клеток и их
жизнедеятельности, что приводит к замедлению брожения, неполному сбраживанию и
снижению техноэкономических показателей производства. Кроме того, в результате
создаваемых извне или возникающих в процессе жизнедеятельности дрожжей условий субстратного
лимитирования, ингибирования продуктами метаболизма и другими
физико-химическими показателями среды (температура, рН) происходят необратимые
процессы, негативно сказывающиеся на качестве дрожжевых клеток. Продолжительная
генерация промышленных рас дрожжей также ведет к ослаблению культур и утрате их
технологических возможностей. Селекция и отбор физиологически активных клонов
спиртовых дрожжей, технологически устойчивых к неблагоприятным факторам,
обладающих повышенной продуктивностью, осмофильностью и термотолерантностью,
позволяет значительно повысить эффективность спиртового производства [3, 10].
Сбраживание сусла
Непрерывно-поточный способ брожения. Типовая аппаратура состоит из двух
дрожжанок, возбраживателя и батареи бродильных чанов с двумя головными чанами.
Для обеспечения самотека дрожжанки устанавливают над возбраживателем, а
последний - над батареей бродильных чанов. Бродильные чаны соединяются друг с
другом переточными трубами, позволяющими массе переливаться из чана сверху, а
поступать в следующий по потоку чан снизу. В первых 3-4 бродильных чанах
происходит главное брожение, в остальных - дображивание. Дрожжанки и
возбраживатель оборудуются мешалками и змеевиками для охлаждения бродящей
массы. Первый и второй (головные) работают последовательно. Дрожжи подаются
только в первый чан, затем масса передается во второй и затем в последующие
чаны батареи. Для обеспечения непрерывности поступления сусла и предотвращения
развития посторонней микрофлоры создаются две параллельные линии для подачи
сусла.
Циклический способ брожения. Процесс брожения циклическим способом
осуществляется в батарее бродильных чанов. Вначале поток сбраживаемой массы
движется из чана в чан в одном направлении, а во втором цикле - в обратном. Для
перетока каждый чан соединяется с последующими двумя переточными трубами. При
смене цикла бродильные чаны в батарее попеременно становятся головными. Дрожжи
при циклической схеме готовятся периодическим способом. Продолжительность
сбраживания при циклическом способе составляет 60 часов.
Периодический способ брожения. Именно по этому способу работает Талицкий
спиртовый завод. Бродильные чаны заливаются периодически. Работа по графику -
часть на загрузке, часть на разных стадиях брожения, часть на выгрузке. Они
герметизированы и снабжены спиртоловушками [2, 12, 13,14].
Интенсивность процесса брожения определяется удельной скоростью роста
дрожжей и их бродильной активностью. Особенностью процесса брожения в
современных технологиях является его совмещение с процессом доосахаривания, то
есть параллельно развиваются два процесса: превращение крахмала, содержащегося
в сусле, в сахара и переработка сахаров дрожжевыми клетками в спирт с
одновременным ростом количества дрожжевых клеток. Представляется целесообразным
для интенсификации роста дрожжевых клеток применять дробную загрузку сусла в
бродильный чан (порционно), которая как бы имитирует непрерывную заливку сусла,
обеспечивая подкормку дрожжей свежими порциями сахара. Установлено, что в
случае дробной загрузки бродильного чана удается ускорить рост дрожжевых клеток
и достигнуть их максимального количества на 8-10 ч раньше, чем при разовой
загрузке сусла.
Другим путем уменьшения времени брожения в производствах спирта может
быть увеличение дозы осахаривающих ферментов. Известно, что при увеличении дозы
глюкоамилазы с 6 до 12 ед/г крахмала можно сократить время брожения с 72 до 48
ч.
Одним из путей интенсификации процесса брожения является увеличение
концентрации сбраживаемых углеводов в сусле, для этого готовят более
концентрированные заторы [11].
Другим интересным методом интенсификации процесса брожения является
организация непрерывного отвода образующегося спирта из бродящей массы. Спирт
ингибирует жизнедеятельность дрожжей и по мере накопления его скорость процесса
брожения снижается. Выведение спирта позволяет сохранять высокую скорость
брожения. Удалять спирт из бродящей массы можно, проводя процесс брожения в
мембранном реакторе. Однако вследствие низкой производительности процесса и
отравления мембраны органическими веществами этот метод не нашел широкого
применения в промышленности.
В последние годы все большее развитие получает способ проведения процесса
брожения под вакуумом. В этом случае предъявляются повышенные требования к
бродильному оборудованию, но при этом значительно ускоряется ход процесса,
решается проблема отвода тепла брожения и одновременно с брожением происходит
выделение спирта из бражки. Величины вакуума регулируются таким образом, что
масса в бродильном аппарате поддерживается в состоянии кипения при оптимальной
температуре брожения. Выделяющаяся из бродильного аппарата парогазовая смесь
поступает в абсорбер, орошаемый водой, где происходит улавливание этилового
спирта. Полученная в абсорбере вводно-спиртовая смесь поступает на ректификацию
[15].
Одним из перспективных направлений интенсификации процесса брожения
является использование иммобилизованных микроорганизмов. При использовании
иммобилизованных дрожжей удается увеличить производительность бродильного
аппарата в 5 раз по сравнению с традиционным брожением.
Новые направления развития технологии производства спирта ставят такие
задачи, как повышение концентрации перерабатываемого сусла, обеспечение
дальнейшего сокращения себестоимости спирта за счет экономии сырья, топлива и
электроэнергии. В таких условиях нужны расы дрожжей, обладающие осмофильностью,
термофильностью и высокой бродильной активностью. Использование
иммобилизованных микроорганизмов позволяет резко сократить время процесса [3].
Брагоректификация
Бражка представляет собой многокомпонентую систему. Она, как правило,
содержит 82-90% масс. воды, 6-15%масс. этилового спирта с сопутствующими
летучими примесями и 4-10% масс. сухих веществ. Состав бражки меняется в
зависимости от вида исходного сырья. В бражке идентифицировано более 70 летучих
примесей при общем их содержании всего 0,5% в расчете на спирт. Все эти
примеси, в основном, можно разделить на четыре группы: спирты, альдегиды,
кислоты и эфиры. Отмечают еще группу азотистых соединений (аммиак, амины,
аминокислоты), серосодержащих - сероводород, сернистый ангидрид, сульфокислоты
и другие вещества. Состав летучих примесей зависит от вида и качества сырья и
от режимов его переработки.
Традиционно в ректификационных колоннах в качестве контактных устройств
используются колпачковые клапанные и ситчатые тарелки. Эффективность таких
тарелок, как правило, составляет 40-60%. Для обеспечения получения
высококачественного спирта необходимо добиваться высоких степеней разделения в
системе “этанол-вода-примеси”, причем число теоретических ступеней разделения в
ректификационной колонне должно составлять 30-40, что соответствует 60-80
реальных колпачковым тарелкам. При принятом межтарельчатом расстоянии 0,25-0,3
м высота ректификационных колонн достигает 20-25 м. Такие колонны требуют
строительства высоких производственных зданий. Оказываются весомыми связанные с
этим капитальные и энергетические затраты [16].
Применение при ректификации спирта более современных контактных устройств
прямоточно-вихревого типа позволяет сократить диаметр ректификационных колонн в
2,5-3 раза.
В некоторых работах проводятся сравнения насадочных и тарельчатых колонн
в условиях ректификации спирта, причем было показано, что насадочные колонны,
заполненные кольцевой насадкой, по удельному съему спирта при ректификации
превосходят тарельчатую колонну с колпачковыми тарелками. Однако в
крупнотоннажных производствах спирта насадочные колонны не нашли применения
из-за резкого снижения их эффективности при увеличении диаметра колонны сверх
800 мм.
Были проведены конструкторские и исследовательские работы по созданию
высокоэффективной мелкой насадки для ректификационных спиртовых колонн по типу
спирально-призматической насадки.
Снижение эффективности ректификационной колонны с увеличением ее диаметра
объясняется неравномерностью потоков пара и жидкости, как в осевом, так и в
радиальном направлениях. В отличие от тарельчатых колонн, где перепад
концентраций компонентов усреднен по сечению на каждой тарелке, в насадочных
колоннах массообмен происходит непрерывно по всему объему колонны.
Чтобы сохранить преимущества насадочных колонн малого диаметра в
установках получения спирта средней мощности целесообразно ректификационные
колонны выполнять многотрубными, т.е. в виде батареи параллельно расположенных
колонок [3, 11].
В связи с многокомпонентностью бражки и высокими требованиями к качеству
спирта не представляется возможным получение конечного продукта в одной
ректификационной колонне. В производстве спирта схема брагоректификации
включает в себя несколько колонн, связанных различными способами.
Последнее время совершенствование технологии и конструкции
брагоректификационных установок преследует цели экономии энергозатрат,
повышение выхода и улучшение качества спирта ректификационного.
Одно из направлений исследований и промышленных разработок - проведение
процессов ректификации в колоннах брагоректификационной установки при различных
давлениях. Известны различные варианты использования вакуума при ректификации
спирта. Например, ставят под разряжение бражную колонну, а обогрев ее
осуществляют за счет конденсации спиртового пара спиртовой колонны. По другому
варианту под разрежением работает спиртовая колонна, а обогрев ее
осуществляется за счет тепла бражной колонны. Вакуумные установки позволяют
снизить удельный расход пара и воды по сравнению с типовыми установками
косвенного действия на 35-45% [11].
Один из путей совершенствования установок по ректификации спирта - более
полное исчерпывание этилового спирта из головной и хвостовой фракций. С помощью
изменения технологического режима в эпюрационной колонне, в частности,
проведения эпюрации при концентрации спирта 91% масс, снижается содержание
этилового спирта в выводимой из эпюрационной колонны головной фракции и в целом
повышается выход ректификационного спирта на 3%.
Интересным направлением по пути энергосбережения в процессе ректификации
спирта является использование турбокомпрессора. При конденсации паров,
выходящих сверху ректификационной колонны, теряется значительная часть тепла.
Представляется перспективным использовать это тепло вторично в испарителе куба
колонны, но температура паров вверху колонны всегда ниже, чем в кубе. С помощью
компрессора сжимают эти пары, и температура поднимается выше температуры в
кубе, после чего сжатые пары направляют в испаритель куба колонны. Применение
турбокомпрессора позволяет утилизировать теплоту конденсации вводно-спиртовых
паров укрепляющей колонны, использовать ее повторно для обогрева разгонной и
эпюрационной колонн и тем самым более, чем на 40% сократить энергозатраты на
процесс извлечения этилового спирта из головной фракции этанола [3].
1.4
Теоретические основы технологических процессов
Ферментативный гидролиз крахмала и его осахаривание
Основными компонентами сырья для получения этилового спирта являются
углеводы растительного происхождения. Если в плодах, ягодах, овощах, сахарном
тростнике и др. углеводы представлены, как правило, ди- и моносахаридами,
готовыми к сбраживанию, то в зерне и картофеле содержаться полисахариды,
которые перед сбраживанием необходимо разложить до моно- и дисахаридов.
Молекула крахмала - основного полисахарида, входящего в состав зерна и
картофеля, - представляет собой цепь спиральной структуры, образованную
остатками глюкозы, которые соединены α-глюкозидными связями. При этом
глюкопиранозные звенья в молекуле крахмала имеют конформацию «кресла»:
Степень полимеризации в молекуле крахмала достигает 1300. При этом в
крахмале содержаться как линейные молекулы амилозы (20-30%), где имеются лишь
1,4' - связи, так и разветвленные молекулы амилопектина, содержащего
дополнительно 1,6' - связи между остатками глюкозы.
Дополнительным источником для получения спирта из зерна может служить
такой полисахарид, как целлюлоза. В молекуле целлюлозы остатки молекул глюкозы
связаны β-глюкозидными связями. Особенностью
целлюлозы является то, что, ее длинные молекулы объединены в пучки,
стабилизированные водородными связями. Степень полимеризации глюкозы на порядок
выше, чем у крахмала [6].
В
технологии получения спирта процесс превращения полисахаридов сырья в сбраживаемые
углеводы, как правило, подразделяется на две стадии: первая стадия - извлечение
полисахаридов и перевод их в растворимое состояние; вторая - гидролиз до
сбраживаемых сахаров (осахаривание).
Первая
стадия процесса («разжижение крахмала») в традиционных производствах спирта
проводится путем разваривания сырья в воде под давлением при температурах до
150°С.
Развитие
ферментной промышленности позволило значительно интенсифицировать эту стадию,
причем проводить ее при атмосферном давлении и более низких температурах [7].
В
настоящее время основой интенсивных технологий разложения полисахаридов сырья
до сбраживаемых углеводов является гидроферментативная обработка сырья. Химизм
процесса заключается в разрыве полимерной цепочки полисахарида в водной среде с
присоединением по концам разрыва ионов водорода и гидроксила:
Разрыв полимерной цепи, т.е. гидролиз полисахарида, как и любая
химическая реакция, требует преодоления определенного энергетического барьера
(энергии активации). Ферменты, являющиеся катализаторами реакции гидролиза,
значительно снижают величину энергетического барьера и увеличивают скорость
реакции на 9-12 порядков.
Для
увеличения степени доступа молекул воды к молекулам крахмала сырье долно быть
измельчено. Исследования процесса гидролиза крахмала показывают, что чем тоньше
помол зерна, тем быстрее и полно происходит переход крахмала в растворимое
состояние (табл. 1.2).
Для использования современных технологий обработки зерна дисперсность
частиц после помола не должна превышать 1 мм. В последнее время все большее
значение придается не только тонине, но и равномерности помола.
Для сокращения технологических потерь и снижения теплоэнергозатрат
необходимо получение помола с высокой степенью дисперсности и однородности. Это
особенно важно, для снижения гидромодуля замеса, т.е. соотношения зерна и воды,
определяющего объем продуктового потока, концентрацию полупродуктов, включая
содержание спирта в зрелой бражке, и технологические затраты как по стадиям, так
и по процессу производства в целом [8, 10].
Таблица 1.2
Влияние тонины помола зерна на динамику растворения сухих веществ сусла
|
Продолжительность
обработки, ч.
|
Концентрация сухих веществ
в фильтрате,%
|
Отношение сухих веществ в
фильтрате к сухим веществам сусла,%
|
Концентрация сухих веществ
в фильтрате,%
|
Отношение сухих веществ в
фильтрате к сухим веществам сусла,%
|
Концентрация сухих веществ
в фильтрате,%
|
Отношение сухих веществ в
фильтрате к сухим веществам сусла,%
|
Концентрация сухих веществ
в фильтрате,%
|
Отношение сухих веществ в
фильтрате к сухим веществам сусла,%
|
|
Размеры частиц зерна, мм
|
|
0,7-1,0
|
1,0-1,5
|
2,0-2,5
|
2,5-3,0
|
|
0,5
|
14,5
|
88
|
13,2
|
80
|
11,4
|
69
|
10,1
|
61
|
|
1,0
|
15,2
|
92
|
14,0
|
85
|
12,6
|
76
|
11,3
|
68
|
|
1,5
|
15,7
|
95
|
14,5
|
88
|
13,1
|
79
|
12,2
|
74
|
|
2,0
|
16,2
|
98
|
14,9
|
90
|
13,6
|
82
|
12,7
|
77
|
Таблица 1.3
Влияние гидромодуля замеса на показатели спиртового производства
|
Гидромодуль
|
1:2
|
1:2,5
|
1:3
|
1:3,5
|
1:4
|
|
Концентрация осахаренного
сусла,%
|
26,0
|
23,0
|
20,0
|
17,5
|
16,0
|
|
Содержание спирта в зрелой
бражке,%
|
12,5
|
11,0
|
9,5
|
8,0
|
7,0
|
|
Количество барды,%
|
62
|
67
|
72
|
88
|
100
|
|
Технологические затраты,%
|
74
|
82
|
87
|
92
|
100
|
|
Выход спирта,%
|
92,9
|
91,2
|
91,0
|
88,3
|
86,7
|
Как видно из таблицы 1.3, снижение гидромодуля замеса позволяет
одновременно уменьшить выход барды, сократить технологические затраты на
нагрев, охлаждение, перекачку полупродуктов, включая отгонку спирта из зрелой
бражки.
Однако, при снижении гидромодуля замеса из-за повышенных концентраций и
клейстеризации крахмала происходит увеличение вязкости и снижение текучести,
особенно в области температур 70-80°С. Фактически это является лимитирующим
фактором реализации технологии переработки зерна в режиме повышенных
концентраций. Для его устранения, помимо высокой дисперсности и однородности
помола необходимо применение специальных разжижающих ферментных препаратов
нового поколения [8].
Брожение
Сусло, полученное после гидролиза и осахаривания сырья, содержащего
полисахариды в производстве спирта, подлежит брожению. Блок брожения является
главным блоком в системе производства спирта.
Все параметры стадии брожения в производстве спирта связаны с
деятельностью живых организмов - дрожжей. Образование спирта при
жизнедеятельности дрожжей сопровождается целым рядом сложных биохимических
процессов.
Брожение - это процесс, необходимый для живого организма, как процесс
получения энергии. Энергия высвобождается из углеводов в процессе их
диссимиляции путем сложных превращений.
Наиболее типичными организмами, чаще всего используемыми для
осуществления спиртового брожения являются дрожжи рода Saccharomyces.
Характерные признаки перечисленной культуры:
· способность сбраживать моносахара, дисахара и некоторые полисахариды
(крахмал), но в случае дисахаров и крахмала необходим гидролиз этих соединений
до моносхаров;
· потребность в дополнительном азотном питании (азот в
восстановленной или окисленной форме), фосфор, калий, магний и кальций,
микроэлементы (железо, цинк, молибден);
· протекание процесса брожения как правило при температуре
28-30°С
Известно несколько способов культивирования дрожжей:
· периодический;
· проточный или непрерывный;
· рециклирование клеток (эффективно при снижении концентрации
сахара с 16 до 13%);
· проточная система с иммобилизованными клетками дрожжей;
· вакуумферментация (эффективна при переработке дефектного
сырья);
· флеш-ферментация, т.е. частичное удаление этанола с возвратом
частично истощенной бражки на ферментацию [3, 13].
Наиболее распространен в спиртовом производстве периодический процесс
сбраживания углеводов с использованием дрожжей Saccaromyces serevisiae.
Суммарно, спиртовое брожение описывается уравнением:
C6H12O6 = 2CO2 + 2C2H5OH + 56 ккал
Наряду с основным процессом при спиртовом брожении (кроме этилового
спирта и углекислого газа) образуется в небольших количествах ряд побочных
соединений: янтарная кислота, амиловый, изоамиловый, бутиловый спирты,
ацетальдегид, эфиры и еще несколько десятков соединений, определяемых методом
жидкостной хроматографии. Несмотря на то, что содержание их в бражке составляет
иногда тысячные доли процента, именно они зачастую определяют органолептические
показатели качества спирта, пива, вин, - так называемый «букет».
При расчетах выхода спирта, следует учесть расход углеводов на
образование этих побочных соединений, являющихся составной частью процесса
обмена веществ у продуцентов спирта, что, связано и с активностью ферментной
системы продуцента.
Различные сахара сбраживаются с разной скоростью. Длительность процесса
брожения для достижения максимальной концентрации спирта меняется, как правило,
от 36 до 72 ч. Наиболее легко сбраживаются сахароза и мальтоза, медленнее
манноза, еще медленнее галактоза.
Моносахариды в силу своего химического строения обладают, так называемой,
кольчато-цепной таутомерией.
Моносахариды в зависимости от условий реакции и применяемых реагентов
реагируют в одной из таутомерных форм: пиранозной, фуранозной или
алициклической.
У дрожжей, растущих в анаэробных условиях, гликолиз является основным
катаболитическим путем, предназначенным для извлечения энергии из углеводных
субстратов; а дальнейшие превращения приводят к образованию конечного продукта
метаболизма - этилового спирта.
В организме дрожжей идут сложные преобразования.
Начальные этапы гликолизы - это расщепление углеводов и образование ряда
фосфорных эфиров гексоз. При этом молекула глюкозы под действием фермента
гексокиназы воспринимает остаток фосфорной кислоты от аденозинтрифосфата (АТФ),
что приводит к образованию аденозиндифосфата (АДФ) и глюкопиранозо-6-фосфата,
которые под действием фермента глюкоизомеразы превращаются в
фруктопиранозо-6-фосфат. Это соединение «принимает» еще один остаток фосфорной
кислоты и под действием фермента фосфофруктокиназы превращается в
фруктофуранозо-1,6-дифосфат (плюс молекула АДФ). Далее следует превращение
фруктозо-1,6-дифосфата в триозофосфаты. Основная цель начального или пускового
этапа - образование соединения, легко расщепляемого на фосорилированные
трехуглеродные фрагменты. Из этих фрагментов на последующих этапах извлекается
энергия. Фруктозо-1,6-дифосфат расщепляется с образованием
глицеральдегид-3фосфата и дигидроксиацетонфосфата; эту реакцию катализирует
альдолаза. Равновесие в этой реакции сдвинуто в сторону
дигидроксиацетонфосфата: на 96% дигидроксиацетонфосфата приходится всего 4%
глицеральдегид-3-фосфата, но именно последний участвует в дальнейших
превращениях в процессе гликолиза.
Вторая стадия гликолиза начинается с окисления глицеральдегид-3-фосфата,
сопряженного с генерированием энергии в форме АТФ. Глицеральдегид-3-фосфат в
присутствии неорганического фосфата окисляется в 1,3-дифосфоглицерат.
Происходит генерирование высокоактивного фосфатного радикала. В следующей
реакции 1,3-дифосфоглицерат используется для генерирования АТФ; фосфатная
группа высокоэнергетического ацилфосфата с участием фермента
фосфоглицераткиназы переносится на АДФ с образованием АТФ и 3-фосфоглицерата.
В ходе последующих реакций происходит образование пирувата и второй
молекулы АТФ. Превращение 3-фосфоглицерата начинается с переноса фосфатной
группы от кислорода при С-3 на кислород при С-2 с образованием
2-фосфоглицерата; эта реакция катализируется фосфоглицератмутазой. Далее
осуществляется реакция дегидратации 2-фосфоглицерата до фосфоенолпирувата.
Реакция катализируется фосфопируватгидратазой и представляет собой α,β - элиминирование. Образовавшийся
фосфоенолпируват отдает фосфатную группу АДФ под действием пируваткиназы.
Оставшийся при этом енол самопроизвольно превращается в пируват. Схематически
основные превращения можно представить следующим образом:
Превращение пирувата в этанол идет в 2-х последовательных реакциях. В
первой происходит его декарбоксилирование. Эта реакция полностью необратима;
она катализируется пируватдекарбоксилазой, которая содержт в качестве
кофермента тиаминпирофосфат. Вторая реакция состоит в восстановлении
ацетальдегида в этанол за счет НАДН. Эта окислительно-восстановительная реакция
катализируется алкогольдегидрогеназой [17].
1.5 Цели и
задачи проектирования. Изменения и усовершенствования, внесенные в проект при
проектировании
Данный дипломный проект основан на базе производства спирта ОАО «Талицкий
спиртовый завод». На данном предприятии действует классическая для советских
спиртовых заводов схема производства спирта с непрерывной водотепловой и
ферментативной обработкой сырья, и периодической схемой бродильного отделения.
Отделение ректификации работает по непрерывной схеме и в зависимости от
необходимого заданного качества продукции использует 4 или 5 колонн.
В проект были внесены следующие изменения:
. Внедрение новой схемы низкотемпературного разваривания сырья в
производстве спирта. Это позволяет значительно снизить температуру варки
(конечная температура в трубчатом стерилизаторе-нормализаторе составляет не
более 105°С) и улучшении органолептических и физико-химических показателей
вырабатываемого спирта. В условиях сильной конкуренции среди производителей
спирта основной тенденцией является постоянное улучшение именно чистоты и
органолептических свойств получаемого этилового спирта. Производители
ликероводочных напитков постоянно увеличивают собственные стандарты качества и
требования предъявляемые к поставщикам продукции, которые в настоящее время
значительно жестче, чем требования государственных стандартов. Ликвидность
продукции спиртовых заводов на современном рынке полностью определяется чистой
спирта, которую они могут обеспечить. Влияние температуры разваривания
полисахаридного сырья при производстве спирта на качественный и количественный
состав микропримесей показано в таблице 1.4
Таблица 1.4
Влияние температуры разваривания полисахаридного сырья при производстве
спирта на качественный и количественный состав микропримесей в бражных отгонах
|
Микропримесь, мг/л
|
Режим 135-145°С
|
Режим 110-120°С
|
Режим 90-105°С
|
Режим 68-72°С
|
Режим 58-62°С
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Метилпиразин
|
0,6
|
0,6
|
0,5
|
отсут.
|
отсут.
|
|
2,5 - диметилпиразин
|
0,6
|
0,6
|
отсут.
|
отсут.
|
отсут.
|
0,2
|
0,2
|
отсут.
|
отсут.
|
отсут.
|
|
Гексанол
|
0,1
|
отсут.
|
отсут.
|
отсут.
|
отсут.
|
|
1-метоксипропанол-2
|
0,2
|
0,2
|
отсут.
|
отсут.
|
отсут.
|
|
2-циклопентен-1-он
|
0,7
|
отсут.
|
отсут.
|
отсут.
|
0,1
|
|
3-этоксипропанол-1
|
2,3
|
9,7
|
2,8
|
0,05
|
0,01
|
|
Бутоксиэтанол
|
1,2
|
отсут.
|
отсут.
|
отсут.
|
отсут.
|
|
Фурфурол
|
5,0
|
3,0
|
1,0
|
отсут.
|
отсут.
|
|
Этанон-2-фуранил
|
0,2
|
0,2
|
отсут.
|
отсут.
|
отсут.
|
|
2,3 - бутандиол
|
5,2
|
9,7
|
9,0
|
0,1
|
0,2
|
|
1,3 - бутандиол
|
1,0
|
2,0
|
2,9
|
отсут.
|
отсут.
|
|
Метилфурфурол
|
0,2
|
0,2
|
0,3
|
отсут.
|
отсут.
|
|
Фурфуриловый спирт
|
11,0
|
12,0
|
3,5
|
отсут.
|
отсут.
|
|
3-метиопропанол-1
|
6,3
|
5,2
|
3,3
|
1,2
|
0,09
|
|
2-метоксифенол
|
0,03
|
0,02
|
0,2
|
отсут.
|
отсут.
|
|
Бензиловый спирт
|
0,2
|
0,1
|
0,4
|
отсут.
|
0,12
|
|
Фенилэтанол
|
33
|
15
|
3,3
|
13,9
|
9,9
|
|
ИТОГО:
|
74,43
|
58,72
|
27,2
|
15,25
|
10,42
|
|
Дегустационное качество:
|
удовлетворительное
|
хорошее
|
хорошее
|
очень хорошее
|
очень хорошее
|
Кроме того, снижение температуры разваривания позволит снизить расход
острого пара для гироферментативной обработки зерна.
. На стадии осахаривания замеса заменить отечественные ферментные
препараты на комплексные препараты «Альфазим» и «Глюкогам» (пр-во Китай)
обладающие более высокой активностью, позволяющие более полно осахаривать
крахмалистую массу.
2.
Описание технологического процесса
2.1
Характеристика готовой продукции
Готовым продуктом данного производства является спирт этиловый ректификованный
(этанол) марки «Экстра» ГОСТ Р-51652-2000.
С2Н5ОН
Молекулярная масса: 46,08.
Температура кипения безводного этилового спирта при давлении 101,3 кПа:
+78,3°С.
Температура замерзания: -115°С.
Температура самовоспламенения: +426°С.
По органолептическим и физико-химическим показателям спирт этиловый
ректификованный должен соответствовать требованиям ГОСТ Р-51652-2000.
Внешний вид: прозрачная бесцветная жидкость без посторонних частиц.
Объёмная доля этилового спирта - не менее 96,2%.
Массовая концентрация уксусного альдегида, в пересчете на безводный спирт
не более 4 мг/дм3.
Массовая концентрация сивушного масла (1-пропанол, 2-пропанол, спирт
изобутиловый, 1-бутанол, спирт изоамиловый), в пересчете на безводный спирт, не
более 8 мг/дм3.
Массовая концентрация сложных эфиров, в пересчёте на безводный спирт, не
более 15 мг/дм3.
Объемная доля метилового спирта, в пересчете на безводный спирт, не более
0,05%.
Массовая концентрация свободных кислот (без СО2), в пересчете
на безводный спирт, не более 15 мг/ дм3.
2.2
Характеристика сырья, материалов и полупродуктов
Таблица 2.1
Характеристика сырья, материалов и полупродуктов
|
Наименование
|
Обозначение НТД
|
Сорт или артикул
|
Показатели, обязательные
для проверки
|
Примечание
|
|
1
|
2
|
3
|
4
|
5
|
|
Зерно
|
-
|
-
|
Содержание крахмала не
менее 52,3 масс%
|
Для производства бражки
|
|
Ферментный препарат α-амилазы Альфазим
|
-
|
-
|
рН 5,8; Удельная плотность,
г/см3 1,21; Амилолитическая активность по ГОСТ 20264.4-89,
ед.АС/см3 2200; Протеолитическая активность по ГОСТ 20264.2-88,
ед. ПС/см3 2,0
|
Для осахаривания крахмала
(гидролизует внутренние α
-1,4-глюкозидные связи крахмала, декстринов и продуктов их последовательного
расщепления
|
|
Ферментный препарат
глюкоамилазы Глюкогам
|
-
|
-
|
pH 4,4; Удельная плотность, г/см3 1,1;
Глюкоамилазная активность по ГОСТ 20264.4-89, ед.АС/см3 6500
|
Для осахаривания частично
расщепленных полимерных молекул (гидролизует α-1,4- и α-1,6-глюкозидные
связи крахмала, декстринов, олигосахаридов)
|
|
Комплексный препарат
«Дестамил»ТМ
|
-
|
-
|
Запатентован, препарат на
основе неорганических соединений.
|
Дестамил, обладая
свойствами деструктуратора молекул крахмала (амилозы и амилопектина),
способствует снижению эффективной температуры клейстеризации пшеничного
крахмала и, тем самым, приводит к снижению температуры разваривания
водно-зерновых замесов
|
|
Вода
|
-
|
-
|
Температура не более 550С,
рН не менее 5,0, жесткость не выше 9,0 мг экв/л. Не допускают присутствия в
ней солей тяжелых металлов, ртути, бария, и др., а также солей азотистой
кислоты и аммиака.
|
Для приготовления замеса
|
|
Серная кислота
|
ГОСТ 2184-77, ГОСТ 667-73
|
-
|
Должна быть проверена на
содержание моногидрата
|
Для подкисления дрожжей
|
|
Диаммонийфосфат
|
ГОСТ 8515-75
|
-
|
Массовая доля аммиака не
менее 23%
|
Используют в качестве
азотсодержащего питательного вещества при выращивании дрожжей
|
|
Карбамид
|
ГОСТ 2081-92
|
-
|
-
|
Используют в качестве
азотсодержащего питательного вещества при выращивании дрожжей
|
|
Бражка
|
-
|
-
|
Объёмная доля этилового
спирта,%, от 7 до 9, рН 4,2 до 4,9
|
Для производства
ректификованного спирта
|
|
Бражной дистиллят
|
-
|
-
|
Объемная доля этилового
спирта,%, от 40 до 45. Массовая концентрация альдегидов, в пересчете на
уксусный в безводном спирте, г/дм3, от 0,1 до 0,5. Массовая
концентрация эфиров, в пересчете на уксусно-этиловый в безводном спирте, г/дм3,
от 0,3 до 0,7. Объемная доля метилового спирта, в пересчете на безводный
спирт, не более 0,13% Массовая концентрация сивушного масла, в пересчете на
смесь изоамилового и изобутилового спиртов (3:1) в безводном спирте, г/дм3,
от 2,4 до 5,0.
|
Для производства
ректификованного спирта
|
|
Эпюрат
|
-
|
-
|
Объемная доля этилового
спирта,%, от 30 до 40. Массовая концентрация альдегидов, в пересчете на
уксусный в безводном спирте не более 2 мг/дм3. Объемная доля
метилового спирта, в пересчете на безводный спирт, не более 0,07%
|
Для производства
ректификованного спирта
|
|
Непастеризованный спирт
|
-
|
-
|
Объемная доля этилового
спирта,%, от 96,4 до 97 Массовая концентрация альдегидов, в пересчете на
уксусный в безводном спирте не более 20 мг/дм3 Массовая
концентрация эфиров, в пересчете на уксусно-этиловый в безводном спирте, не
более 40 мг/дм3. Объемная доля метилового спирта, в пересчете на
безводный спирт, не нормируется.
|
Для производства
ректификованного спирта
|
|
Фракция головная этилового
спирта
|
ОСТ 10-217-98
|
-
|
Объемная доля этилового
спирта не менее 92% Массовая концентрация альдегидов, в пересчете на уксусный
в безводном спирте не более 35 г/дм3 Массовая концентрация кислот,
в пересчете на уксусную в безводном спирте, не более 2 г/дм3
Массовая концентрация эфиров, в пересчете на уксусно-этиловый в безводном
спирте, не более 60 г/дм3. Массовая концентрация сивушного масла в
безводном спирте не более 2,5 г/дм3. Объемная доля метилового
спирта, в пересчете на безводный спирт, не более 6,0%
|
На реализацию
|
|
Масло сивушное
|
ГОСТ 17071-91
|
-
|
Температурный предел
перегонки при давлении 101,325 кПа не менее 120 °С. Объемная доля сивушного
масла не менее 50%. Плотность при 20 °С не более 0,837 г/см3.
|
На реализацию
|
|
Концентрат головных
примесей этилового спирта
|
ТУ 9182-478-00008064-2002
|
-
|
Объемная доля этилового
спирта,%, от 40 до 75. Массовая концентрация альдегидов, в пересчете на
уксусный в безводном спирте не менее 5 г/дм3. Массовая
концентрация метилацетата, в пересчете на безводный спирт, не менее 10,0 г/дм3.
Массовая концентрация этилацетата, в пересчете на безводный спирт, не менее
30 г/дм3. Объемная доля метилового спирта, в пересчете на
безводный спирт, не менее 10,0%.
|
Направляют на дальнейшую
переработку для использования в химической и лакокрасочной промышленности, и
на другие технические цели
|
|
Барда зерновая
|
ТУ 9296-248-00008064-96
|
-
|
Массовая доля сухих веществ
не менее 6%, рН от 4,2 до 4,9
|
Перерабатывают на барду
упаренную, сухую, обогащенный кормопродукт, а также используют в натуральном
виде в рационах животных
|
Химическая схема получения этанола
[C6H10O5]n
крахмал (эмпир.формула)
М.м.(мономер) 162,16
H2O
α-амилаза
глюкоамилаза
С6H12O6
глюкоза (эмпир.формула)
М.м. 180,18
дрожжи
Saccharomyces cerevisiae CO2↑
раса IX
C2H5OH
этиловый спирт
М.м 46,08
Блок-схема технологического процесса производства спирта:
на стадию ТП.3 на стадию ТП.4 со стадии ТП.2
на стадию ТП.5 со стадии ТП.4
.3 Описание технологического процесса
Расчет годовой производительности бродильного отделения. Производственная
мощность завода 3000 дал 100% спирта в сутки. Плотность 100% этилового спирта ρусл.спирт = 0,7893 кг/л. Получаем Gсут
= 3000*10*0,7893 = 23697 кг спирта в сутки. С учетом массовой концентрации
этанола в спирта «Экстра» равной 94,13% масс. суточное количество
ректификованного спирта «Экстра» составит 23697 / 0,9413 = 25174,89 кг Массовая
концентрация спирта в бражке 8,30%. Получаем, что суточная производительность
бродильного отделения составляет 23697/0,083 = 285506 кг/сут или 285,5 т/сут.

на хранение и реализацию 317 дней - количество рабочих дней в году;
рассчитывают:
Основное время: 305 дней - число полных рабочих дней в году;
Дополнительное время:
суток - планово-предупредительный ремонт - по одному дню в месяц для
заводов, работающих на жидком топливе и газе,
суток - время, необходимое для приготовления дрожжей и бражки.
Для заводов, работающих с полной заменой солода ферментами микробного
происхождения, упомянутое выше дополнительное время сокращают на 5 дней.
Определим годовую производительность по бражке бродильного отделения:
год = D* Gсут = 317*285,5 = 90503
т
ТП 1 Очистка и дробление зерна
Таблица 2.1
ТП 1. Очистка и дробление зерна
|
Загружено
|
Получено
|
|
Сырье и полупродукты
|
Масса, кг
|
Продукты, отходы, потери
|
Масса, кг
|
|
1. Зерно
|
3843,0
|
1. Очищенное дробленое
зерно 2. Примеси и потери зерна
|
3800,84 42,16
|
|
Итого:
|
3843,0
|
Итого:
|
3843,0
|
Оборудование: бункер Б1, конвейер винтовой КН2, нория НР3, контрольные
весы КВ4, зерновой сепаратор ЗС5, магнитный сепаратор МС6, дробилка Д7, нория
НР8.
Ход технологического процесса:
Зерно из бункера Б1, через конвейер винтовой КН2 и норию НР3, подают на
контрольные весы КВ4. Взвешивают 3843,0 кг зерна. Далее зерно проходит очистку
от сорных примесей на зерновом сепараторе ЗС5, от металлических примесей на
магнитном сепараторе МС6. Работу очистных сепараторов регулируют таким образом,
чтобы в отбираемые отходы не попало более 0,1% зерна от исходного сырья.
Очищенное зерно поступает в дисковую дробилку Д7, где зерно измельчается
лопатками вращающегося ступенчатого ротора о внутренние заменяемые рифленые
поверхности отбойных плит. Проход через сито с диаметром отверстий 1 мм не
менее 85% (КТ1).
Потери компонентов зерна не должны превышать 3,8 кг.
Далее производят загрузку 3800,84 кг очищенного дробленного зерна норией
НР8 в аппарат хемомеханоферментативной обработки I ступени ХМФО.
ТП 2 Гидроферментативная обработка зерна
Таблица 2.2
ТП 2. Гидроферментативная обработка зерна
|
Загружено
|
Получено
|
|
Сырье и полупродукты
|
Масса, кг
|
Объем, м3
|
Продукты, отходы, потери
|
Масса, кг
|
Объем, м3
|
|
1. Очищенное зерно 2.
Горячая вода 3. Раствор «Дестамил» 4. Раствор «Альфазим» 5. Раствор
«Глюкогам»
|
3800,84 11402,54 31,55
22,42 26,56
|
11,4
|
1. Осахаренное сусло
|
15283,91
|
14,42
|
|
Итого:
|
15283,91
|
|
Итого:
|
15283,91
|
|
Оборудование: аппараты хемомеханоферментативной обработки первой и второй
ступеней ХМФО I и II, капельный смеситель КС9, роторно-пульсационный аппарат
типа «S-эмульгатор» РПА11, грязеловушка с магнитным сепаратором Г10, мерник для
препарата «Дестамил» М12, мерник для препарата «Альфазим» М13, мешалка типа
«Миксер» МИКС14, контактная головка КГ15, смеситель СМ16, осахариватель О17,
мерник препарата «Глюкогам» М18.
Ход технологического процесса:
Сухое очищенное зерно с ТП1 в количестве 3800,84 кг смешивается с горячей
дефлегматорной (t = 85°С) и холодной водопроводной водой в соотношении 1:3 в
капельном смесителе КС9. По показаниям термометра на щите приборов
контролируется температура замеса 70°С (КТ2). Замес поступает в аппарат
хемомеханоферментативной обработки ХМФО I. Далее он подвергается гомогенизации
в присутствии разжижающего фермента «Альфазим», поступающего самотеком из
мерника М13 (масса раствора фермента 22,42 кг) и раствора препарата «Дестамил»
из мерника М12 (масса раствора разжижающего препарата 31,55 кг). Расход
ферментных препаратов контролируется через дозирующее устройство. (КТ-3).
Обрабатывают замес при температуре 70°С. Далее масса при помощи плунжерного
насоса поступает в нижнюю часть вертикального теплоизолированного аппарата
хемомеханоферментативной обработки второй ступени ХМФО-II, где подвергается
заключительному развариванию при температуре 70°С, которая поддерживается
подачей пара р=0,6МПа на змеевик. Для ликвидации застойных зон и придания
частицам максимальной траектории витания развариваемая масса в этом аппарате
перемешивается мешалкой типа «Миксер». Контроль температуры осуществляется с
помощью термометра на щите приборов (КТ4). Далее масса насосом подается в
смеситель СМ16, который служит дополнительной емкостью выдерживания массы при
температуре 70°С. Температура поддерживается подачей пара в рубашку аппарата.
В единичных случаях при переработке дефектного сырья или в случае
аварийного или длительного отключения электроэнергии, разваренная масса может
подвергаться тепловой обработке при температуре не выше 102-105°С острым паром
0,6 МПа. В этом случае разваривают паром массу в контактной головке КГ15 и
перекачиванием ее плунжерным насосом в смеситель СМ16.
Далее осахаривание затора осуществляется в емкостном осахаривателе О17 в
присутствии только одного осахаривающего фермента «Глюкогам», который поступает
самотеком из мерника М18 в виде раствора массой 26,56 кг. Расход ферментного
препарата контролируют с помощью дозирующего устройства (КТ-9).
Продолжительность процесса 1 ч. Температура в осахаривателе поддерживается
подачей пара p=0,6 МПа в змеевик.
Качество осахаривания контролируют по йодной пробе - окрашивание
фильтрата должно быть от коричневого до светло-коричневого (КТ 10).
Так же в процесса контролируется температура, концентрация сухих веществ,
кислотность и pH (КТ 5-8).
Для приготовления дрожжевого сусла производят отбор осахаренной массы
насосом (10%), которая поступает в дрожжанку ДЖ19. Оставшуюся часть сусла (90%)
подают в бродильный чан БЧ23 через теплообменник ТО19. Подача производится
последовательно. Вначале весь объем получаемый объем сусла 15283,91 кг насосом
перекачивается в дрожжанку ДЖ19, затем начинается загрузка бродильного чана
БЧ22.
ТП 3 Приготовление производственных дрожжей
На данной стадии осуществляется переход от непрерывных процессов к
периодическим процессам.
Загрузка дрожжанки ДЖ20 суслом осуществляется в течении 90 мин. Масса
пребывает в осахаривателе О17 в течении 60 мин. Следовательно за 90 мин. в
дрожжанку ДЖ20 поступит 15283,91 * (90/60) = 10189,23 кг сусла
Таблица 2.3
ТП.3 Приготовления производственных дрожжей
|
Загружено
|
Получено
|
|
Сырье и полупродукты
|
Масса, кг
|
Объем, м3
|
Продукты, отходы, потери
|
Масса, кг
|
Объем, м3
|
|
1. Сусло 2. Серная кислота
3. Раствор карбамида 4.Засевные дрожжи
|
10189,23 28,83 105,73
1030,49
|
9,61 15,75 л 106 л 0,96
|
1. Производственные дрожжи
2. Углекислый газ
|
10892,05 462,23
|
10,18 233,44
|
|
Итого:
|
11354,28
|
|
Итого:
|
11354,28
|
|
В ТП.7 осуществляется следующая реакция:
С6Н1206 = 2С02 + 2С2Н5ОН
(2)
Мольные массы 180,18 = 2*44,01 + 2*46,08
Сбраживается 70% глюкозы сусла
Оборудование: Дрожжанка ДЖ20, Мерники М21,М22
Ход Технологического процесса:
В дрожжанке ДЖ20 сусло расхолаживают до 500С (открыв воду на
змеевик дрожжанки), проверяют концентрацию сбраживаемых веществ в сусле (КТ 12,
13) и при работающей мешалке задают в дрожжанку из мерника М-21 самотеком
серную кислоту объемом 15,75 л (28,83 кг).
В качестве азотистого питания для дрожжей в сусло вносят раствор
карбамида. Карбамид задают в виде водного раствора объемом 106 л (105,73 кг),
приготовленного в соотношении 1:10, который поступает в дрожжанку самотеком из
мерника М21.
Приготовленное таким образом сусло пастеризуют путем подачи пара (р = 0,6
МПа) на змеевик дрожжанки при температуре плюс 850С в течение 30 минут.
Затем, перекрыв подачу пара, сусло расхолаживают до 530С подачей
водопроводной воды в змеевик, тщательно перемешивая. Полученное дрожжевое сусло
охлаждают до 300С, в сусло задают засевные дрожжи в количестве
562,32 кг из посевного аппарата. Массу охлаждают до температуры складки 18-240С
и оставляют на брожение в течении 48 ч. В процесса созревания производственных
дрожжей контролер проверяет видимое содержание сухих веществ, температуру,
кислотность, микробиологическое состояние и количество дрожжевых клеток.
(КТ14-23). С размножением дрожжей начинается сбраживание сахара, в результате
брожения выделяется углекислый газ в количестве 233,44 м3. Готовые
производственные дрожжи в количестве 10892,05 кг перекачиваются насосом в
бродильный чан БЧ23.
ТП 4 Брожение
Загрузка сусла в бродильный чан БЧ22 из осахаривателя О17 осуществляется
в течении 5 ч (общее время подготовки оборудования 8 ч). Масса пребывает в
осахаривателе О17 в течении 60 мин. Следовательно за 5 ч в бродильный чан
поступит 15283,91 * (300/60) = 91703,48 кг сусла
Таблица 2.4
ТП.4 Брожение
|
Загружено
|
Получено
|
|
Сырье и полупродукты
|
Масса, кг
|
Объем, м3
|
Продукты, отходы, потери
|
Масса, кг
|
Объем, м3
|
|
1. Сусло 2.
Производственные дрожжи
|
91703,48 10892,05
|
86,51 10,28
|
1. Бражка 2.Углекислый газ
|
95168,66 7426,87
|
89,80 3750,94
|
|
Итого:
|
|
Итого:
|
102595,53
|
|
Оборудование: бродильный чан БЧ23
Ход технологического процесса:
Процесс сбраживания осуществляют в бродильном чане БЧ23. Одновременно с
суслом из осахаривателя О17 (91703,48 кг) в бродильный чан подают
производственные дрожжи из дрожжанки ДЖ23 (10892,05 кг). Охлаждение осахаренной
массы, поступающей в бродильный чан контролируется в теплообменнике ТО19 по
термометру на щите приборов. (КТ-11)
Температура сбраживаемой массы во время главного брожения составляет
29-320С.
Регулирование температуры при брожении производят подачей холодной воды в
змеевики бродильных чанов. Контроль температуры по термометрам на щите приборов
(КТ25). Продолжительность брожения составляет 62 ч. Так же в процессе брожения
контролируется видимая концентрация сухих веществ и кислотность бражки.
(КТ23,24). В процессе брожения выделяется 3750,94 м3 углекислого
газа. Углекислый газ отводится постоянно в процессе брожения через гидрозатвор.
Из бродильного чана БЧ23 95168,66 кг зрелой бражки с содержанием спирта
8,30% перекачивают в передаточный чан ПЧ24. Перед подачей зрелая бражка
проходит контроль на видимую концентрацию сухих веществ, кислотность,
несброженные углеводы и объемную долю спирта. (КТ26-29) После спуска бражки
открывают верхний и нижний люки, чем достигают быстрое удаление углекислого
газа из чана.
С учетом того, что в сутки разгружаются 3 бродильных чана, общий суточный
объем полученной бражки составляет 3*95168,66 = 285506,00 кг
ТП 5 Брагоректификация
Производственная мощность завода 3000 дал спирта в сутки. Плотность 100%
этилового спирта ρусл.спирт = 0,7893 кг/л. Получаем Gсут
= 3000*10*0,7893 = 23697 кг спирта в сутки. Следовательно, товарного продукта
этилового спирта марки «Экстра» с массовой концентрацией 94,13% 23697/0,9413 =
25174,89 кг.
Длительность вспомогательных операций обуславливает то, что в сутки
разгружаются только 3 бродильных чана. Учитывая, что брагоректификационное
отделение работает в непрерывном режиме, расчет ведем на одни сутки. В сутки,
на брагоректификацию из трех бродильных чанов поступает 285506,00 кг зрелой
бражки.
ТП 5.1 Перегонка бражки
Таблица 2.5
ТП.5.1 Перегонка бражки
|
Загружено
|
Получено
|
|
Сырье и полупродукты
|
Масса, кг
|
Продукты, отходы, потери
|
Масса, кг
|
|
1. Бражка
|
285506,00
|
1. Эпюрированный
водно-спиртовый пар 2. Бражный дистиллят 3. Барда
|
25304,17 44863,43 215338,40
|
|
Итого:
|
285506,00
|
Итого:
|
285506,00
|
Оборудование: передаточный чан ПЧ24, брагоэпюрационная колонна К25,
подогреватель бражки ПБ26, конденсатор КР27.
Ход технологического процесса:
Зрелую бражку в количестве 285506,00 кг через передаточный чан ПЧ24
подают в подогреватель бражки ПБ26, где нагревают теплом конденсации
водно-спиртовых паров брагоэпюрационной колонны К25. В передаточном чане
дополнительно осуществляется контроль объемной доли этилового спирта в бражке
(КТ30).
Нагретую в подогревателе ПБ26 бражку направляют на тарелку питания
брагоэпюрационной колонны К25.
Брагоэпюрационная колонная К25 предназначена для эпюрации бражки и
отгонки из нее спирта. При этом получают 44863,43 кг бражного дистиллята с
сопутствующими примесями, а также 25304,17 кг эпюрированного водно-спиртового
пара.
Выделенный в процессе эпюрации бражки водно-спиртовый пар с примесями
отводят параллельно в подогреватель бражки ПБ26 и конденсатор КР27.
Сконденсировавшийся в теплообменниках ПБ26 и КР27 водно-спиртовый пар в
виде бражного дистиллята направляют на тарелку питания эпюрационной колонны
К28.
Бражка, освобожденная от части спирта и примесей, из эпюрирующей части
перетекает в отгонную часть брагоэпюрационной колонны К25, в которой происходит
полная отгонка спирта из бражки.
Барду в количестве 215338,40 кг из выварной камеры колонны К25 отводят на
дальнейшее использование для приготовления кормовых концентратов.
Осуществляется контроль остаточного содержания этилового спирта в отводимой
спиртовой барде (КТ31).
ТП 5.2 Эпюрация
Таблица 2.6
ТП.5.2 Эпюрация
|
Загружено
|
Получено
|
|
Сырье и полупродукты
|
Масса, кг
|
Продукты, отходы, потери
|
Масса, кг
|
|
1. Эпюрированный
водно-спиртовый пар 2. Бражный дистиллят 3.Непастеризованный спирт 4. Спирт
из фракции головной 5. Головной погон из сивушной колонны 6. Лютерная вода
|
25304,17 44863,43 343,00
780,59 1259,04 99189,32
|
1. Фракция головного спирта
2. Фракция сивушных масел 3. Эпюрат
|
805,09 1093,79 169840,66
|
|
Итого:
|
171739,55
|
Итого:
|
171739,55
|
Оборудование: эпюрационная колонна К28, дефлегматор ДФ29, конденсатор
КР30.
Ход технологического процесса:
Эпюрационная колонна К28 предназначена для выделения из бражного
дистиллята головных примесей и их концентрирования.
В колонну К28 направляются 25304,17 кг эпюрированного водно-спиртового
пара и 44863,43 кг бражного дистиллята из брагоэпюрационной колонны К25.
На 36-ю тарелку эпюрационной колонны подают часть дистиллята в виде
343,00 кг непастеризованного спирта из ректификационной колонны К35.
На 29-ю тарелку эпюрационной колонны К28 из напорной емкости подают
99189,32 кг лютерной воды.
В эпюрационную колонну К28 поступает 780,59 кг спирта, выделенного из
фракции головной (колонна К31).
Из сивушной колонны К44 в колонну К28 направляют головной погон спирта в
количестве 1259,04 кг.
Спиртовые пары с головными примесями из колонны К28 поступают в
дефлегматор ДФ29 и конденсатор КР30. Дистиллят из теплообменников ДФ29, КР30 в
виде флегмы возвращают на верхнюю тарелку колонны К28. Часть дистиллята в виде
фракции головной этилового спирта из конденсатора КР30 направляют в количестве
805,09 кг на тарелку питания разгонной колонны (К31).
Эпюрат из выварной камеры колонны К28, в количестве (169840,66 кг)
направляют на тарелку питания ректификационной колонны К35.
Сконцентрировавшиеся, в колонне К28 за счет гидроселекции компоненты
сивушного масла в количестве 1093,79 кг поступают в сивушную колонну К44.
ТП 5.3 Ректификация
Таблица 2.7
ТП.5.3 Ректификация
|
Загружено
|
Получено
|
|
Сырье и полупродукты
|
Масса, кг
|
Продукты, отходы, потери
|
Масса, кг
|
|
1. Эпюрат
|
169840,66
|
1. Ректификованный спирт 2.
Фракция сивушных масел 3. Непастеризованный спирт 4. Лютерная вода
|
25461,43 2073,49 343,00
141962,74
|
|
Итого:
|
169840,66
|
Итого:
|
169840,66
|
Оборудование: ректификационная колонна К35, дефлегматор ДФ36, конденсатор
КР37
Ход технологического процесса:
Ректификационная колонна К35 предназначена для концентрирования этилового
спирта и его доочистки от компонентов сивушного масла.
В колонну К35 поступает эпюрат из эпюрационной колонны К28 в количестве
169840,66 кг.
Спиртовые пары из колонны К35 поступают в дефлегматор ДФ36 и конденсатор
КР37. Образовавшийся в дефлегматоре ДФ36 и конденсаторе КР37 дистиллят в виде
флегмы возвращают на верхнюю тарелку колонны К35. Часть дистиллята (343,00 кг)
в виде непастеризованного спирта из конденсатора КР37 направляют на 36-ю
тарелку эпюрационной колонны (К28).
Отбор ректификованного спирта (25461,43 кг) из колонны К35 производят с
одной из тарелок гребенки отбора спирта и направляют на тарелку питания колонны
окончательной очистки К39.
Сивушный спирт (2073,49 кг) с одной из тарелок гребенки отбора поступает
на тарелку питания сивушной колонны К44 для выделения из него сивушного масла.
Лютерную воду (141962,74 кг) из колонны К35 направляют в сборник лютерной
воды. Наличие этилового спирта в уходящем лютере не допускается (КТ32).
ТП 5.4 Разгонка головной фракции
Таблица 2.8
ТП 9.4 Разгонка головной фракции
|
Загружено
|
Получено
|
|
Сырье и полупродукты
|
Масса, кг
|
Продукты, отходы, потери
|
Масса, кг
|
|
1. Фракция головная
|
805,09
|
1. Концентрат головных
примесей 2. Спирт из фракции головной
|
24,5 780,59
|
|
Итого:
|
805,09
|
Итого:
|
805,09
|
Оборудование: разгонная колонна К31, дефлегматор ДФ33, конденсатор КР34,
сборник концентрата головных примесей этанола СБ38, выносной кипятильник КК32
Ход технологического процесса:
Разгонная колонна К31 предназначена для увеличения выхода на установке
основной продукции путем разгонки фракции головной этилового спирта.
Фракцию головную этилового спирта (805,09 кг) из конденсатора
эпюрационной колонны КР28 подают на тарелку питания колонны К31. Метанол вместе
с эфирами и альдегидами накапливаются в верхней части колонны К31, переходят в
дефлегматор ДФ33 и конденсатор КР34. Из конденсатора КР34 производят отбор
концентрата головных примесей этилового спирта (24,5 кг), который направляют в
сборник СБ38.
Выделенный из фракции 780,59 кг головного этанола перемещается в выварную
камеру колонны К31, откуда отводится в эпюрационную колонну К28.
Разгонную колонну обогревают через выносной кипятильник КК32
ТП 5.5 Концентрирование сивушного масла
Таблица 2.9
ТП.9.5 Концентрирование сивушных масел
|
Загружено
|
Получено
|
|
Сырье и полупродукты
|
Масса, кг
|
Продукты, отходы, потери
|
Масса, кг
|
|
1. Погон компонентов
сивушного масла из узла 2 2. Погон паров сивушного масла из узла 3 3.
Лютерная вода
|
1093,79 2073,49 6334,33
|
1. Концентрат сивушных
масел 2. Головной погон 3. Лютерная вода
|
85,75 1259,04 8156,82
|
|
Итого:
|
9501,61
|
Итого:
|
9501,61
|
Оборудование: Сивушная колонна К44, дефлегматор ДФ45, конденсатор КР46,
сборник сивушного масла СБ47.
Ход технологического процесса:
Сивушная колонна К44 предназначена для концентрирования сивушного масла
до стандартного значения.
Погоны компонентов сивушного масла из конденсатора КР37 ректификационной
колонны К35 (2073,49 кг) и промежуточных примесей из эпюрационной колонны К28
(1093,79 кг) подают на тарелку питания сивушной колонны К44.
Сивушное масло из колонны К44 в количестве 85,75 кг отбирают по мере его
накопления в аккумуляторной царге, о чем судят по появлению слоя сивушного
масла в смотровом фонаре, и направляют в сборник СБ47.
Для внутриколонной обработки сивушного масла применяют лютерную воду,
которая из напорного сборника лютерной воды поступает в аккумулятоную царгу
колонны К44. Количество подаваемой лютерной воды - 6334,33 кг.
Этиловый спирт и сложные эфиры поступившие с сивушными погонами,
концентрируются в верхней части сивушной колонны К44. Эту фракцию отбирают из
делителя потоков флегмы дефлегматора ДФ45 и конденсатора КР46, откуда головные
погоны в количестве 1259,04 кг поступают на 37-ю тарелку эпюрационной колонны
К28.
Лютерную воду (8156,82 кг), из колонны К44 через гидрозатвор сбрасывают в
сборник лютерной воды.
ТП 5.6 Деметанолизация спирта
Таблица 2.10
ТП.5.6 Деметанолизация спирта
|
Загружено
|
Получено
|
|
Сырье и полупродукты
|
Масса, кг
|
Продукты, отходы, потери
|
Масса, кг
|
|
1. Ректификованный спирт
|
25461,43
|
1. Метанольная фракция 2.
Ректификованный спирт улучшенного качества «Экстра»
|
286,54 25174,89
|
|
Итого:
|
25461,43
|
Итого:
|
25461,43
|
Оборудование: колонна окончательной очистки К39, дефлегматор ДФ42,
конденсатор КР41, сборник спирта Сб43, выносной кипятильник КК40.
Ход технологического процесса:
Ректификованный спирт в количестве 25461,43 кг из колонны К35 подают на
тарелку питания колонны окончательной очистки К39.
Головные примеси и метанол (286,54 кг) выделенные из спирта и
сконцентрированные в колонне К39 отбирают из конденсатора КР42, откуда подают в
сборник головных примесей СБ38. Избыточное количество погона из конденсатора
КР42 в виде флегмы возвращают на верхнюю тарелку колонны К39.
Отбор 25174,89 кг спирта из колонны К39 производят с одной из тарелок
гребенки отбора и направляют в сборник спирта Сб43, где осуществляется контроль
на соответствие полученного продукта марки «Экстра» по ГОСТ Р 51651-2000
(КТ33).
Колонну окончательной очистки К39 обогревают паром через выносной
кипятильник КК40.
2.4
Технологический и технохимический контроль производства
Таблица 2.11
Технологический и технохимический контроль производства в бродильном
отделении
|
№ КТ
|
Наименование процесса,
объекта, контроля
|
Определяемый показатель
|
Объект наблюдения, отбора
пробы
|
Способ определения,
показания, прибор
|
Величина показания
|
Периодичность анализа, кто
определяет
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
1
|
ТП.1 Подготовка зерна.
Дробленое зерно.
|
Качество дробления
|
Из-под дробилки Д7
|
Рассев с последующим
взвешиванием фракции
|
Проход через сито 1мм. Не
менее 85%.
|
Контролер, 2 раза в смену
|
|
2 3
|
ТП.2 Приготовление замеса.
Зерновой замес. Диспергирование и деструкция крахмала
|
1. Температура 2.
Количество ферментных препаратов
|
Из аппарата ХМФО-I
|
По показаниям приборов на
щите, термометр Дозирующее устройство
|
70-720С 1-2,5 ед
АС на 1 час
|
Варщик, ежечасно Контролер,
ежечасно
|
|
4
|
ТП.2 Разваривание сырья
|
Температура
|
Из аппарата ХМФО-II
|
То же
|
70-720 С
|
Варщик, ежечасно
|
|
5 6 7 8 9
|
ТП.2 Осахаривание
разваренной массы
|
Температура Конц. сух. в-в.
Кислотность РН Количество ферментных препаратов
|
Осахариватель О17
|
То же Сахаромер Титрование
РН-метр Дозирующее устройство
|
70-640С 13-16%
0,1-0,2 град. Б 4,8-5,1 6-12ед.ГлА на 1ч. крахмала
|
Контролер, ежечасно
Контролер, ежечасно Контролер, ежечасно Контролер, ежечасно Мастер, контролер
ежечасно
|
|
10
|
|
6. Полнота осахаривания
|
|
Визуально по окраске с
йодом
|
Цвет капли фильтрата сусла
после смешивания с йодом от светло-коричневого до темно-коричневого
|
Контролер, ежечасно
|
|
11
|
ТП.2 Охлаждение осахаренной
массы поступающей в бродильный чан
|
Температура
|
Теплообменник ТО
|
Показания прибора на щите,
термометр
|
20-240С
|
Контролер, постоянно
|
|
12 13
|
ТП.3 Приготовление дрожжей.
дрожжевое сусло
|
Концентрация 2. Кислотность
|
Дрожжанка ДЖ20
|
Сахаромер Титрование
|
На 1-20 выше
плотности основного сусла. Не регламентируют
|
Контролер, в каждой
дрожжанке Контролер, в каждой дрожжанке
|
|
14 15 16 17
|
ТП.3 Дрожжи в период роста
|
Видимая концентрация сухих
веществ Кислотность РН Температура
|
Дрожжанка ДЖ20
|
Сахаромер Титрование
РН-метр Термометр
|
От 16 до 7% СВ в
зависимости от стадии роста 0,7-0,80 4,0-3,4 не выше 320
|
Контролер, через 12 часов.
После загрузки засевных дрожжей и далее через каждые 4-6 часов. Контролер,
через 2 часа
|
|
18
|
ТП.3 Производственные
дрожжи
|
Видимая концентрация сухих
веществ
|
Дрожжанка ДЖ-20
|
Сахарометр
|
30% от первоначальной
концентрации
|
Контролер, из каждой
дрожжанки перед спуском с бродильный чан
|
|
19
|
|
Кислотность
|
То же
|
Титрование
|
0,7-0,80
|
Контролер, перед загрузкой
в бродильный чан
|
|
20
|
|
рН
|
То же
|
рН-метр
|
3,6-3,8
|
Контролер
|
|
21
|
|
Количество дрожжевых клеток
|
То же
|
Подсчет клеток в камере
Горяева
|
Не менее 90 млн/см3
|
Зав. лабораторией
|
|
|
Микробиологическое состояние
|
То же
|
Микроскопирование
|
Мертвых клеток не более 1%;
упитанность хорошая (окраска с йодом); отсутствие посторонней микрофлоры
|
Зав. лабораторией
|
|
22
|
|
Температура
|
То же
|
|
не выше 320С
|
Контролер
|
|
23
|
ТП.4 Сбраживание сусла.
Бражка
|
Видимая концентрация сухих
веществ
|
Бродильный чан БЧ-23
|
Сахарометр
|
Не регламентируют
|
Контролер, после залива
чана и через каждые 12 часов.
|
|
24
|
ТП.4 Сбраживание сусла.
Бражка
|
Кислотность
|
То же
|
Титрование
|
Нарастание кислотности не
более 0,2 град. от начальной
|
Контролер, не реже 2 раз в
смену каждого бродильного чана
|
|
25
|
|
Температура
|
То же
|
Термометр, по прибору на
щите
|
29-320С -главное
брожение, 27-300С -дображивание
|
То же
|
|
26
|
ТП.4 Зрелая бражка
|
Видимая концентрация сухих
веществ
|
Бродильный чан БЧ-23 перед
подачей на сгонку
|
Сахарометр
|
В зависимости от
ассортимента сырья
|
Контролер, в каждом чане
перед подачей на сгонку
|
|
27
|
|
Кислотность
|
То же
|
Титрование
|
Нарастание кислотности не
более 0,20
|
Контролер, в каждом чане
перед подачей на сгонку
|
|
28
|
|
Несброженные углеводы
|
То же
|
Колориметрический метод
|
В зависимости от
ассортимента сырья
|
Инженер-химик
|
|
29
|
|
Объемная доля спирта
|
То же
|
Спиртомер, в отгоне бражки
|
8,0-8,3% массовых
|
Контролер
|
Таблица 2.12
Технологический и технохимический контроль производства в
брагоректификационном отделении
|
№ КТ
|
Наименование места
измерения параметров
|
Наименование объекта
контроля
|
Контролируемый параметр
|
Регламентированный норматив
|
Методы и средства контроля
|
Периодичность анализа, кто
определяет
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
30
|
Передаточный чан ПЧ24
|
Бражка
|
Объемная доля этилового спирта,%
|
от 6,5 до 10
|
Рефрактометрический
|
Сменный химик, один раз в
смену
|
|
31
|
Пробный холодильник из куба
брагоэпюрационной колонны К25
|
Барда
|
Объемная доля этилового
спирта,%
|
0-0,01
|
Химический и
колориметрический
|
Сменный химик, ежечасно
|
|
32
|
Холодильник из куба
ректификационной колонны К35
|
Лютерная вода
|
Объемная доля этилового
спирта,%
|
не допускается
|
То же
|
То же
|
|
33
|
Сборник спирта в
спиртоприемном отделении К35
|
Качество спирта
|
ГОСТ Р 51652-2000
|
ГОСТ Р 51652-2000
|
Химик, один раз в сутки при
передаче в хранилище
|
3. Расчёт
материального баланса
3.1
Материальный баланс получения бражки
Рис. 3.1.1 Схема-граф материальных потоков получения бражки
Исходные данные для расчёта:
. Масштаб расчёта - 10000 кг ( 10 т ) бражки.
. Массовая концентрация этилового спирта в бражке - 8,30%.
. Стадии процесса и выходы по стадиям:
Очистка, дробление зерна: η1= 99,9%;
Гидроферментативная обработка зерна: η2= 98,0%;
Приготовление производственных дрожжей:
Для приготовления производственных дрожжей используется отъем сусла со
стадии гидроферментативной обработки в количестве 10% от полученного сусла.
Засевные дрожжи в составе своей среды содержат 6,0% глюкозы и составляют 10% от
взятого для их приготовления отъема сусла. Регламентированные потери глюкозы на
побочное брожение и рост клеточной массы составят 4% от общего количества
глюкозы в среде.
В итоге получаем 1-(0,1+0,01[1]*0,04[2])*0,04 =
0,995976 * 100% = 99, 5984%
- процент, который составляют засевные дрожжи от общего объема среды (10%
от 10%)
- содержание глюкозы в засевных дрожжах составляет эту долю от концентрации
глюкозы в сусле.
Сбраживание сусла:
На стадию поступает 90% глюкозы вместе с суслом и 0,1*0,3 = 3*100% = 3%
имевшейся глюкозы с производственными дрожжами. Еще 0,4% глюкозы ушло на рост и
развитие производственных дрожжей. Остальные (0,1 - 0,03 - 0,004)*100% = 6,5%
глюкозы успешно сбродили в спирт, который поступает в бродильный чан вместе с
производственными дрожжами.
Потери на рост и развитие клеток, а так же побочные реакции составляет 4%
от имеющейся в среде глюкозы те.
,04 * (0,90 + 0,03) = 3,72% η4-0 = 100 - 3,72 = 96,28%
Так же на данной стадии:
,2% глюкозы - регламентированное остаточное содержание глюкозы в бражке. η4-1 = 100 - 0,2 = 99,8%
,3% образующего при брожении спирта уносится вместе с углекислым газом. η4-2 = 100 - 0,3 = 99,7%
Общий выход на стадии брожения ηΣброж = η4-0 * η4-1 * η4-2 = 0,9628 * 0,998 * 0,997 *100% =
95,80%
Общий выход: ηΣ = 0,999 * 0,98 * 0,995984 * 0,958 =
0,92899 * 100% = 92,899%
. Состав (γ) и удельные загрузки (g) сырья:
Состав исходного зерна:
Условный крахмал (γкрахм) - 58,40%;
Несбраживаемые вещества (γнесбраж) - 25,40%;
Влага (γвлаги) - 15,20%;
Минеральные примеси (γприм) - 1,00%.
Удельный расход ферментного препарата «Альфазим» (амилолитическая
активность АС-2200 ед/г):
gальфазим
= 2000 ед/кг условного крахмала;
Удельный расход ферментного препарата «Глюкогам» (глюкаамилазная
активность ГлС 6500 ед/г):
gглюкогам
= 7000 ед/кг условного крахмала.
. Определение расхода ключевого продукта (зерно):
В процессах осахаривания крахмала и брожения глюкозы происходят следующие
реакции:
(C6H10O5)n
+ n H2O → n C6H12O66H12O6 → 2 C2H5OH + 2 CO2
Или суммарно:
(C6H10O5)n
+ n H2O → 2n C2H5OH
+ 2n CO2
Мольные массы мономера крахмала и этанола:
Мкрахм = 162,14;
Мспирта = 46,07.
В 10000 кг бражки содержится спирта Gспирт:
Gспирта =
Gбраж · Cбраж =
10000 · 0,0830 = 830 кг.
Количество исходного ключевого вещества (условного крахмала) определяется
из следующего соотношения:
крахм = Gспирта · Мкрахм
/ ( 2 · Мспирта ·Σ ) =
= 830 · 162,14 / ( 2 · 46,07 · 0,92899 ) = 1572,20 кг.
Количество необходимого зерна:
Gзерна = Gкрахм / γкрахм = ( 1572,20 /58,40 ) · 100% =
2692,12 кг.
Узел 1. Очистка и дробление зерна
Выход на стадии 99,9%
На данной стадии химических превращений не происходит.
Загружено:
Зерна Gзерна = 2692,12 кг
в том числе:
условного крахмала Gкрахм =
1572,20 кг
несбраживаемые вещества Gнесбраж
= 683,80 кг
влаги Gвлаги = 409,20 кг
механических примесей Gприм =
26,92 кг
Итого загружено в 1 узле:
G1загруж = Gзерна = 2692,12 кг.
Получено:
Количество полученного очищенного дробленного зерна Gдроб:
Gдроб
= ( Gзерна - Gприм ) * η1 = ( 2692,12 - 26,92 ) * 0,999 = 2662,53 кг
В том числе:
Крахмал Gкрахм = 1570,62 кг
Несбраживаемые вещества Gнесбраж = 683,11 кг
Влага Gвлаги = 408,79 кг
Потери компонентов и примеси суммарно Gпотери:
Gпотери = ( Gзерна - Gприм ) * ( 1- η1 ) + Gприм = ( 2692,12 - 26,92 ) * 0,001 +
,92 = 29,59 кг
Количество отделенных потерь крахмала Gпот.крах = Gкрахм* 0,001 = 1,57 кг.
Итого получено в 1 узле:
G1получ = Gдроб + Gпотери = 2662,53 + 29,59 = 2692,12 кг
Узел 2. Гидроферментативная обработка сырья
Выход на стадии 98%
В этом узле осуществляется следующая реакция:
(C6H1005)n + nH20 = nC6H1206 (1)
Мольные массы 162,14 + 18,02 = 180,16
Таблица 3.1
Материальный баланс очистки и дробления зерна
|
Загружено
|
Получено
|
|
Сырье и полупродукты
|
Масса тех, кг
|
Масса, кг
|
Масс. доля,%
|
Продукты, отходы, потери
|
Масса тех, кг
|
Масса, кг
|
Масс. доля,%
|
|
1. Зерно, в т.ч. усл.
крахмал несбр. в-ва влага минер.примеси
|
2692,12
|
1572,20 683,80 409,20 26,92
|
100 58,40 25,40 15,20 1,00
|
1. Очищенное дробл. зерно,
в т.ч. усл. крахмал несбр. в-ва влага 2. Примеси и потери зерна, в т.ч.
потери крах.
|
2662,53 29,59
|
1570,62 683,11 408,79
1,57
|
|
|
Итого
|
2692,12
|
|
|
Итого
|
2692,12
|
|
|
Условно будем считать, что весь экстрагировавшийся крахмал гидролизуется
исключительно до глюкозы. В дальнейшем расчет ведется на образовавшуюся в
реакции (1) глюкозу
Доп. исходные данные:
Удельный расход горячей воды на приготовление замеса gводы = 3,0 кг/кг дробленого зерна.
Удельный расход комплексного препарата «Дестамил»тм gдестамил = 0,2 г/л (кг/м3)
водно-зернового замеса.
Плотность водно-зернового замеса ρзамеса = 1060 кг/м3
Удельный расход ферментного препарата «Альфазим» (амилолитическая
активность АС-2200 ед/г):
gальфазим
= 2000 ед/кг условного крахмала;
Удельный расход ферментного препарата «Глюкогам» (глюкаамилазная
активность ГлС 6500 ед/г):
gглюкогам
= 7000 ед/кг условного крахмала.
Комплексный препарат «Дестамил»тм и ферментные препараты
задаются в среду в виде водного раствора 1:10.
Загружено:
Зерно очищенное дробленное Gдроб = 2662,53 кг
в том числе:
условного крахмала Gкрахм = 1570,62 кг
несбраживаемые вещества Gнесбраж = 683,11 кг
влаги Gвлаги = 408,79 кг
Количество воды для приготовления замеса:
Gводы = Gдроб * gводы = 2662,53 * 3 = 7987,60 кг
Количество замеса Gзамеса:
Gзамеса = Gдроб + Gводы = 2662,53 + 7987,60 = 10650,13 кг
Объем водно-зернового замеса
Vзамеса = Gзамеса / ρзамеса = 10650,13/1060 = 10,05 м3
Расход комплексного препарата «Дестамил»тм
Gдестамил = Vзамеса * gдестамил = 10,05* 0,2 = 2,01 кг
Расход воды на приготовление раствора препарата «Дестамил»тм
Gвод.дестамил = Gдестамил * 10 = 2,01*10 = 20,09 кг
Общая масса раствора препарата «Дестамил»тм
Gр-р.дестамил = Gдестамил + Gвод.дестамил = 2,01 + 20,09 = 22,10 кг
Расход ферментного препарата «Глюкогам» для осахаривания крахмалистой
массы Gглюкогам
Aглюкогам = 6500 ед/г- глюкаамилазная
активность препарата «Глюкогам», ед/г
Удельный расход ферментного препарата «Глюкогам» gглюкогам = 7000 ед/кг условного крахмала
Gглюкогам = gглюкогам*Gкрахм/(Aглюкогам*1000) = 7000*1570,62/(6500*1000) =
,69 кг
Расход воды на приготовление раствора препарата «Глюкогам»
Gвод.глюкогам = Gглюкогам * 10 = 1,69*10 = 16,91 кг
Общая масса раствора препарата «Глюкогам»
Gр-р.глюкогам = Gглюкогам + Gвод.глюкогам = 1,69 + 16,91 = 18,61 кг
Расход ферментного препарата «Альфазим» для осахаривания крахмалистой
массы Gальфазим
Aальфазим = 2200 ед/г- амилолитическая
активность препарата «Альфазим», ед/г
Удельный расход ферментного препарата «Альфазим» gальфазим = 2000 ед/кг условного крахмала
Gальфазим = gальфазим*Gкрахм/ (Aальфазим*1000) =
= 2000*1570,62/(2200*1000) = 1,43 кг
Расход воды на приготовление раствора препарата «Альфазим»
Gвод.альфазим = Gальфазим * 10 = 1,43*10 = 14,28 кг
Общая масса раствора препарата «Альфазим»
Gр-р.альфазим = Gальфазим + Gвод.альфазим = 1,43 + 14,28 = 15,71 кг
Суммарное количество воды в среде:
GΣводы = Gвлаги + Gводы + Gвод.дестамил + Gвод.глюкогам + Gвод.альфазим = 408,79 +
,60 + 20,09 + 14,28 + 16,91 = 8447,68 кг
Итого загружено в 2 узле:
G2загруж = Gдроб + Gводы + Gр-р.дестамил + Gр-р.глюкогам + Gр-р.альфазим = 2662,53 +
,60 + 22,10 + 15,71 + 18,61 = 10706,54 кг
ПОЛУЧЕНО:
Нормированный выход с учетом экстрактивности сусла и использовании
комплексных ферментных препаратов для осахаривания составляет ηосах = 98,0%.
Т.е. в реакцию вступит крахмала Gкрахм реак:
Gкрахм
реак = ηосах * Gкрахм = 0,98 * 1570,62 = 1539,21 кг
Для процесса гидролиза необходимо воды Gводы:
Gводы
реакц = Gкрахм реак * Mвод / Mкрахм = 1539,21 * 18,02 / 162,14 = 171,07
кг
В результате реакции получаем глюкозы Gглюк:
Gреак.глюк = Gкрахм реак * Mглюк / Mкрахм =
= 1539,21 * 180,16 / 162,14 = 1710,28 кг
Остаточное количество крахмала:
Gкрах
= Gкрахм.исх*(1- η) = 1570,62 * ( 1 - 0,98 ) = 31,41 кг
Оставшееся количество влаги:
Gост.влаги = GΣводы - Gводы реакц = 8447,68 - 171,07 = 8267,61 кг
Препарат «Дестамил»тм, а так же препараты «Альфазим» и
«Глюкогам» в ходе реакции не расходуются.
Здесь и далее они будут учитываться как несбраживаемые вещества.
Итого несбраживаемых вществ:
GΣнесбр = Gнесбраж + Gкрах + Gдестамил + Gглюкогам + Gальфазим = 683,11 + 2,01 + 1,43 + 1,69 = 719,66 кг
Итого осахаренного сусла:
Gсусла = Gост.влаги + GΣнесбр + Gреак.глюк =
= 8267,61 + 719,66 + 1710,28 = 10706,54 кг
Итого получено в 2 узле:
G2получ = Gсусла = 10706,54 кг
Узел 3. Приготовление производственных дрожжей.
В этом узле осуществляется следующая реакция:
С6Н1206 = 2С02 + 2С2Н5ОН
(2)
Таблица 3.2
Материальный баланс гидроферментативной обработки
|
Получено
|
|
Сырье и полупродукты
|
Масса тех, кг
|
Масса, кг
|
Продукты, отходы, потери
|
Масса тех, кг
|
Масса, кг
|
|
1. Очищенное дробл. зерно,
в т.ч. усл. крахмал несбр. в-ва влага 2. Горячая вода 3. Раствор «Дестамил»,
в т.ч. препарат вода 4. Раствор «Альфазим», в т.ч. препарат вода 5. Раствор
«Глюкогам», в т.ч. препарат вода
|
2662,53 7987,60 22,10
15,71 18,61
|
1570,62 683,11 408,79
2,01 20,09 1,43 14,28 1,69 16,91
|
1. Осахаренное сусло, в
т.ч. глюкоза влага несбраживаемые вещества, в т.ч. остаток крахмала
«Альфазим» «Глюкогам» «Дестамил»
|
10706,54
|
1710,28 8276,61 719,66
31,41 1,43 1,69 2,01
|
|
Итого
|
10706,54
|
|
Итого
|
10706,54
|
|
Мольные массы 180,16 = 2*44,01 + 2*46,07
Загружено:
Сусло с узла 2
Gсусла = 10706,54 * 0,1 = 1070,65 кг
Плотность сусла 1060 кг/м3
Объем сусла:
Vcусла = Gсусла/ρсусла = 1070,65/1060 = 1,01 м3
Масса вспомогательных материалов:
Серная кислота аккумуляторная gск = 3,0
кг/м3 сусла;
Карбамид gкарб = 1,0 кг/м3 сусла.
Загружено серной кислоты:
Gск = gск* Vcусла = 3,0 * 1,01 = 3,03 кг
Загружено карбамида:
Gкарб = gкарб* Vcусла = 1 * 1,01 = 1,01 кг
В виде водного раствора 1:10:
Gраств = Gкарб+10* Gкарб = 1,01+10,10 = 11,11 кг.
Засевные дрожжи
Масса засевных дрожжей 10% от объема сусла.
Плотность засевных дрожжей ρдрож = 1072 кг/м3
Объем засевных дрожжей:
Vдрож = 0,1* Vcусла = 0,1 * 1,01 = 0,101 м3
Загружено засевных дрожжей:
Gдрож = Vдрож* ρдрож = 0,101*1072 = 108,28 кг
Сухой биомассы клеток в засевных дрожжах gкл = 45 г/л (кг/м3)
Всего клеток:
Gкл = gкл* Vдрож = 45*0,101 = 4,55 кг
Влагосодержание засевных дрожжей γвлага = 80%
Всего влаги в засевных дрожжах:
Gвлаги = Gдрож* γвлага = 108,28 * 0,8 = 86,62 кг
В питательной среде засевных дрожжей содержится 6% глюкозы
Gглюк.засев = Gдрож * 0,06 = 108,28 * 0,6 = 6,50 кг
Остальное несбраживаемые сух. в-ва питательной среды:
Gсух.в-в = Gдрож - Gкл - Gвлаги - Gглюк.засев =
= 108,28 - 4,55 - 86,62 - 6,50 = 10,61 кг.
Итого загружено в 3 узле:
G3загруж = Gсусла+Gск +Gраств. карб +Gдрож =
= 1070,65 + 108,28 + 3,03 + 11,11 = 1193,07 кг
Получено:
На рост клеток и побочное брожение расходуется 4% глюкозы, имеющийся в
среде, остальная глюкоза сбраживается дрожжами в спирт до момента, когда
концентрация глюкозы станет равной 30% от первоначального количества.
Gспирт = (Gглюк.сусла + Gглюк.засев) *(0,6 - 0,04 )*2*Мсприт/Мглюк
=
= (171,03 + 6,50)1*0,54*2*46,07/180,16 = 50,84 кг
В результате реакции выделится углекислого газа:
GСО2 = (Gглюк.сусла + Gглюк.засев) *(0,6 - 0,04 )*2*МСО2/Мглюк=
= (171,03 + 6,50)*0,54*88,02/180,18=48,57 кг
Масса производственных дрожжей:
Gпр.дрож. = G6загруж - GСО2 = 1193,07 - 48,57 = 1144,50 кг
По данным технологической инструкции масса дрожжевых клеток gкл увеличилась в gкл = 10 раз
Gкл = Gклеток* gкл = 4,55*10 = 45,45 кг
Количество глюкозы в производственных дрожжах:
Gглюк = 0,3* (Gглюк. сусла+ Gглюк.засев) = 0,3*(171,03 + 6,50) = 53,26 кг
Количество влаги в производственных дрожжах (с учетом того, что прирост
клеточной массы дрожжей на 60% состоит из воды):
Gвлаги = Gвл.сусла+ Gвл.серн.к-ты+ Gвл.карбамид+Gвл.засев - 0,6*(Gкл.кон-Gкл.нач) =
= 827,66+0,24+10,10+86,62 - 0,6*(45,45 - 4,55) = 900,08 кг
Несбраживаемые вещества (с учетом серной кислоты):
Gнесбр = Gпр.дрож - Gкл - Gглюк - Gвлаги - Gспирт =
= 1144,50 - 45,45 - 53,26 - 900,08 - 50,84 = 94,87 кг
Итого получено в 3 узле:
G3получ = Gпр.дрожжи+ Gco2 = 1444,50 + 48,57 = 1193,07 кг
G3загруж = G3получ
Таблица 3.3
Материальный баланс приготовления производственных дрожжей
|
Загружено
|
Получено
|
|
Сырье и полупродукты
|
Масса тех, кг
|
Масса, кг
|
Масс. доля,%
|
Продукты, отходы, потери
|
Масса тех, кг
|
Масса, кг
|
Масс. доля,%
|
|
1. Осахаренное сусло, в
т.ч. глюкоза несбр. в-ва влага 2. Засевные дрожжи, в т.ч. клетки глюкоза
несбр. в-ва влага 3.Серная кислота аккумуляторная, в т.ч. моногидрат влага
4. Карбамида раствор, в т.ч. карбамид влага
|
1070,65 108,28
3,03 11,11
|
171,03 71,97 827,66
4,55 6,50 10,61 86,62 2,79 0,24 1,01 10,10
|
|
1.Производств. дрожжи, в
т.ч. клетки глюкоза несбр. в-ва влага спирт 2. Углекислый газ
|
1144,50 48,57
|
45,45 53,26 94,87 900,08
50,84
|
|
|
Итого:
|
1193,07
|
|
|
Итого:
|
1193,07
|
|
|
Узел 4. Брожение. Утилизация газов брожения.
Химизм процесса:
С6H12O6 → 2C2H5OH + 2CO2↑
Мольные массы: 180,16 46,07 44,01
Проверка баланса мольных масс:
Мзагруж = 180,16 Мполуч = 2*46,07+44,01*2 = 180,16
Загружено:
с узла 2 сусло известного состава
Gсусла = 0,9 * Gсусла5 = 0,9 * 10706,54 = 9635,89 кг
в т.ч.
глюкозы Gглюк = 1539,25 кг
С узла 3 производственные дрожжи известного состава
Gпр.дрожжей = 1144,50 кг
в т.ч.
клеток Gклеток = 45,45 кг
Gглюк = 53,26 кг
Gвлаги = 900,08 кг
Gспирт = 50,84 кг
Итого загружено в 4 узле:
G4загруж = Gсусла+ Gпр.дрожж = 9635,89 + 1144,50 = 10780,39 кг
Получено:
Вступило в реакцию спиртового брожения ключевого соединения глюкозы:
Gреаг.
глюк = GΣглюк* η4-1 * η4-2 = (1539,25+53,26) * 0,998 * 0,96 =
1525,71 кг
Остаток непрореагировавшей глюкозы:
Gглюк.
ост = GΣглюк * (1 - η4-1 ) = 1592,51* (1 - 0,98) = 3,08 кг
Остальная глюкоза (η4-2 ) израсходована, участвуя в росте
клеточной массы и побочных реакциях.
По данным технологической инструкции масса дрожжевых клеток gкл увеличилась в gкл = 10 раз
Gкл = Gклеток* gкл = 45,45*10 = 454,52 кг
В результате реакции образуется:
Основного продукта - спирта:
Gспирт = Gреаг. глюк *Mспирт*2/Mглюк = 1525,71*46,07*2/180,16 = 780,32 кг
Потери образующегося спирта с образующимся углекислым газом γпот = 0,3%
Gпот = Gспирт* γпот = 780,32*0,003 = 1,16 кг
Всего спирта в бродильном чане:
GспиртΣ = Gспирт+ Gспирт.пр.дрож. - Gпот = 780,32 + 50,84 - 1,16 = 830,0 кг
Количество влаги в производственных дрожжах (с учетом того, что прирост
клеточной массы дрожжей на 60% состоит из воды):
Gвлаги = Gвл.сусла+ Gпр.дрожж - 0,6*(Gкл.кон-Gкл.нач) =
= 7448,95 + 900,08 - 0,6 * (454,52 - 45,45) = 8103,59 кг
Углекислого газа (второго продукта реакции):
Gуг = Gреаг. глюк *Mуг*2/Mглюк = 1525,71*44,01*2/180,16 = 776,49 кг
Всего выделяется газообразых продуктов:
Gгаз = Gуг/0,995 = 962,92/0,995 =
= 780,39 кг, где 0,995-доля углекислого газа
Из них:
потери спирта Gпот =1,16 кг
газообразыне примеси (сюда входят, вод пар, летучие кислоты, альдегиды и
тд)
Gгаз.прим = Gгаз - Gуг- Gпот = 780,39 - 776,49 - 2,34 = 2,74 кг
Масса полученной бражки: Gбраж = G6загруж - Gгаз = 1780,39 - 780,39 = 10000,00 кг
Остаточное содержание несбраж. в-в.:
Gнесбр. = Gбраж - Gвлаги - Gспирт - Gкл =
= 10000,00 - 8103,59 - 830,0 - 454,52 = 608,81 кг
Итого получено в 4 узле:
G4получ = Gбраж+ Gгаз = 10000,00 + 780,39 = 10780,39 кг
G4загруж = G4получ
Таблица 3.4
Материальный баланс брожения
|
Загружено
|
Получено
|
|
Сырье и полупродукты
|
Масса тех, кг
|
Масса, кг
|
Масс. доля,%
|
Продукты, отходы, потери
|
Масса тех, кг
|
Масса, кг
|
Масс. доля,%
|
|
1. Осахаренное сусло, в
т.ч. глюкоза несбр. в-ва влага 1. Производств. дрожжи, в т.ч. клетки глюкоза
несбр. в-ва влага спирт
|
9635,89 1144,50
|
1539,25 647,69 7448,95
45,45 53,26 94,87 900,08 50,84
|
10000,0 780,39
|
830,0 608,81 454,52 3,08
8103,53 776,49 1,16 2,74
|
|
|
Итого:
|
10780,39
|
|
|
Итого:
|
10780,39
|
|
|
3.2 Расчет
материального баланса брагоректификации
Исходные данные для расчёта:
. Масштаб расчёта - 1000 кг/сут
спирта «Экстра»
. Состав конечного продукта: этиловый
спирт - Xспирт = 94,13% масс.
Плотность 100% этилового спирта ρусл.спирт = 0,7893 кг/л
3. Нормированный выход продукта по всем стадиям: ηΣ = 0,997
. Массовая доля этилового спирта в бражке Xбраж = 8,30% масс.
. Определение расхода ключевого продукта ( бражка ).
Расход бражки Gбраж:
Gбраж = Gспирт *Xспирт / Хбраж = 1000 * 0,9413 /
0,083 = 11340,96 кг/сут

Рис. 3.2.1 Схема-граф материальных потоков производства этилового спирта
(99,70%).
Расчёт МБ по узлам (стадиям производства):
По всем узлам процесса брагоректификации химических превращений не
происходит.
Узел 1. Перегонка бражки
Дополнительные исходные данные:
Массовая доля этилового спирта в бражке Xбраж = 8,30%
Массовая доля этилового спирта в бражном дистилляте Xбр.дист. = 47,18%
Массовая доля этилового спирта в эпюрированном вводно-спиртовом паре Xэп. в.с. пар = 10%
Энтальпия водяного пара i`` =
2676 кДж/кг
Энтальпия эпюрированного пара i``э = 2540 кДж/кг
Выход эпюрированного водно-спиртового пара Pэ = 0,8 кг/л
Загружено:
Бражка Gбраж = 11340,96 кг/сут
Итого загружено в 1 узле:1загруж = Gбраж = 11340,96 кг/сут
Получено:
Количество эпюрированного водно-спиртового пара Gэп.в.с.пар:
Gэп.в.с.пар = Vусл.сп.* Pэ * i`` / i``э
=
= (1000*0,9413/0,7893) * 0,8 * 2676 / 2540 = 1005,14 кг/сут
Количество бражного дистиллята Gбр.дист.:
Gбр.дист = ( Gбраж* Xбраж - Gэп.в.с.пар * Xэп.
в.с. пар ) / Xбр.дист. =
= (11340,96 * 0,083 - 1005,14 * 0,1) / 0,4718 = 1782,09 кг/ч
Оставшаяся часть бражки, освобождённая от спирта и примесей представляет
из себя барду. Количество барды Gбарды:
Gбард = Gбраж - (Gэп.в.с.пар + Gбр.дист) =
= 11340,96 - (1005,14 + 1782,09) = 8553,79 кг/ч
Итого получено в 1 узле:
G1получ = Gэп.в.с.пар + Gбр.дист + Gбард =
= 1005,14 + 1782,09 + 8553,79 = 11340,96 кг/ч
Таблица 3.5
Материальный баланс перегонки бражки
|
Загружено
|
Получено
|
|
Сырье и полупродукты
|
%
|
Расход, кг/ч
|
Продукты, отходы, потери
|
%
|
Расход, кг/ч
|
|
1. Бражка
|
|
11340,96
|
1. Эпюрированный
водно-спиртовый пар 2. Бражный дистиллят 3. Барда
|
|
1005,14 1782,09 8553,79
|
|
Итого:
|
|
11340,96
|
Итого:
|
|
11340,96
|
Узел 2. Эпюрация
Дополнительные исходные данные:
Массовая концентрация спирта в эпюрате Хэпюрат = 15%;
Процент отбора непастеризованного спирта из ректификационной колонны Kнепаст = 1,5%;
Массовая концентрация этанола в непастеризованном спирте Хнепаст
= 95,3%;
Процент отбора головной фракции Кголов = 3%;
Массовая концентрация спирта в головной фракции Хголовн =
88,29%;
Процент отбора сивушного масла из эпюрационной колонны Ксив =
3%;
Массовая концентрация спирта в сивушном масле Хсив = 65%.
Загружено:
Эпюрированный водно-спиртовый пар из узла 1 Gэп.в.с.пар = 1005,14 кг/ч.
Бражный дистиллят из узла 1 Gбр.дист =
1782,09 кг/сут.
Количество непастеризованного спирта из ректификационной колонны Gнепаст:
Gнепаст = Gусл.сп. * Kнепаст / Хнепаст = (1000*0,9413)
* 1,5 / 95,3 = 14,82 кг/ч
Спирт, выделенный из фракции головной (узел 4) Gсп. из фр гол = 31,01 кг/сут
Головной погон из сивушной колонны (узел 5) Gсп из сив. кол. = 50,01 кг/сут
Общая загружаемая масса:
G∑ = Gэп.в.с.пар + Gбр.дист + Gнепаст + Gсп.
из фр гол + Gсп из сив. кол. =
= 1005,14 + 1782,09 + 14,82 + 31,01 + 50,01 = 2883,07 кг/сут
Количество спирта в загружаемой массе:
Gсп = (Gэп.в.с.пар * Xэп.
в.с. пар + Gбр.дист * Xбр.дист. + Gнепаст * Хнепаст) / 100% =
= (1005,14 * 10 + 1782,09 * 47,18 + 14,82 * 95,3 ) / 100 = 955,43 кг/сут
Массовая концентрация спирта в колонне:
Xэп.
колл = (955,43 /
2883,07 ) * 100% = 33,14%
Найдем количество лютерной воды, которую необходимо добавить для
получения массовой концентрации спирта в эпюрате Хэпюрат = 15%:
Gлют.вод = Gсп / Хэпюрат - G∑ = 955,43/0,15 - 2883,07 = 3486,46 кг/сут
Итого загружено в 2 узле:
G2загруж = Gэп.в.с.пар + Gбр.дист + Gнепаст + Gсп.
из фр гол + Gсп из сив. кол. + Gлют.вод =
= 1005,43 + 1782,09 + 14,82 + 31,01 + 50,01 + 3486,46 = 6369,82 кг/сут
Получено:
Количество фракции головного спирта Gгол:
Gгол = Gусл.сп * Кголов / Хголовн = = (1000*0,9413) *
3 / 88,29 = 31,98 кг/сут
Количество фракции сивушных масел Gсив:
Gсив = Gусл.сп. * Ксив
/ Хсив = (1000*0,9413) * 3 / 65 = 43,44 кг/сут
Количество эпюрата Gэпюрат:
Gэпюрат = G2загруж - (Gгол + Gсив) = 6369,82 - (31,98 + 43,44) = 6294,40
кг/сут
Итого получено в 2 узле:
G2получ = Gгол + Gсив + Gэпюрат = 31,98 + 43,44 + 6294,40 = 6369,82 кг/сут
Таблица 3.6
Материальный баланс эпюрации
|
Загружено
|
Получено
|
|
Сырье и полупродукты
|
%
|
Расход, кг/сут
|
Продукты, отходы, потери
|
%
|
Расход, кг/сут
|
|
1. Эпюрированный
водно-спиртовый пар 2. Бражный дистиллят 3.Непастеризованный спирт 4. Спирт
из фракции головной 5. Головной погон из сивушной колонны 6. Лютерная вода
|
|
1005,14 1782,09 14,82
31,01 50,01 3486,46
|
1. Фракция головного спирта
2. Фракция сивушных масел 3. Эпюрат
|
|
31,98 43,44 6369,82
|
|
Итого:
|
|
6369,82
|
Итого:
|
|
7066,71
|
Узел 3. Ректификация
Дополнительные исходные данные:
Нормативный выход ректификованного спирта к условному Yрект = 96%;
Массовая концентрация этилового спирта в колонне Xрект = 88,5%;
Процент отбора сивушного масла из эпюрационной колонны Ксив =
3,5%;
Массовая концентрация спирта в сивушном масле Хсив = 40%.
Загружено:
Эпюрат из узла 2 Gэпюрат = 6369,82 кг/сут.
Итого загружено в 3 узле:
G3загруж = Gэпюрат = 6369,82 кг/сут
Получено:
Количество ректификованного спирта Gрект:
Gрект = Gусл.спирт * Yрект / Xрект = 1000*0,9413 * 96 / 88,5 = 1021,07 кг/сут
Количество фракции сивушных масел Gсив:
Gсив = Gусл.сп. * Ксив
/ Хсив = 1000 * 0,9413 * 3,5 / 40 = 82,36 кг/сут
Непастеризованный спирт Gнепаст = 14,82 кг/сут. Рассчитано в узле 2.
Количество образующейся лютерной воды Gлют вод:
Gлют
вод = G3загруж - ( Gрект + Gсив + Gнепаст ) =
= 6369,82 - (1021,07 + 82,36 + 14,82 ) = 5251,57 кг/сут
Итого получено в 3 узле:
G3получ = Gрект + Gсив + Gнепаст + Gлют
вод =
= 1021,07 + 82,36 + 14,82 + 5251,57 = 6369,82 кг/сут
Таблица 3.7
Материальный баланс ректификации
|
Загружено
|
Получено
|
|
Сырье и полупродукты
|
%
|
Расход, кг/сут
|
Продукты, отходы, потери
|
%
|
Расход, кг/сут
|
|
1. Эпюрат
|
|
6369,82
|
1. Ректификованный спирт 2.
Фракция сивушных масел 3. Непастеризованный спирт 4. Лютерная вода
|
|
1021,07 82,36
14,82 5251,57
|
|
Итого:
|
|
6369,82
|
Итого:
|
|
6369,82
|
Узел 4. Разгонка головной фракции
Дополнительные исходные данные:
Нормативный выход головных примесей к условному спирту Yрект = 0,1%;
Концентрация головных примесей в концентрате Fгол = 95,9%.
Загружено:
Фракция головная из узла 2 Gгол = 31,98 кг/сут.
Итого загружено в 4 узле:
G4загруж = Gгол = 31,98 кг/сут
Получено:
Количество концентрата головных примесей Gконц гол:
Gконц
гол = Gусл.сп. * Yрект / Fгол = 1000 * 0,9413 * 0,1 / 95,9 = 0,97
кг/сут
Количество спирта, выделенного из фракции головной Gсп. гол.:
Gсп.
гол = Gгол - Gконц гол = 31,98 - 0,97 = 31,01 кг/сут
Итого получено в 4 узле:
G4получ = Gконц гол + Gсп.
гол = 0,97 + 31,01
= 31,98 кг/сут
Таблица 3.8
Материальный баланс разгонки головной фракции
|
Загружено
|
Получено
|
|
Сырье и полупродукты
|
%
|
Расход, кг/сут
|
Продукты, отходы, потери
|
%
|
Расход, кг/сут
|
|
1. Фракция головная
|
|
31,98
|
1. Концентрат головных
примесей 2. Спирт из фракции головной
|
|
0,97 31,01
|
|
Итого:
|
|
31,98
|
Итого:
|
|
31,98
|
Узел 5. Концентрирование сивушного масла
Дополнительные исходные данные:
Нормативный выход сивушных масел к условному спирту Yсив = 0,3%;
Концентрация сивушных масел в концентрате Fсив = 83,0%;
Гидромодуль разбавления сивушных масел A = 2.
Загружено:
Погон компонентов сивушного масла из эпюрационной колонны ( узел 2 ):
Gсив.
эпюр = 43,44
кг/сут.
Погон паров сивушного масла из ректификационной колонны ( узел 3 ):
Gсив.
рект = 82,36
кг/сут.
Количество лютерной воды Gлют.
вод:
Gлют.
вод = A * ( Gсив. рект + Gсив. эпюр ) = 2 * ( 82,36 + 43,44 ) = 251,60
кг/сут
Итого загружено в 5 узле:
G5загруж = Gсив. рект + Gсив.
эпюр + Gлют. вод =
= 82,36 + 43,44 + 251,60 = 377,40 кг/сут
Получено:
Количество концентрата сивушных масел Gконц сив:
Gконц
сив = Gусл.сп. * Yсив / Fсив = 1000 * 0,9413 * 0,3 / 83,0 = 3,40
кг/сут
Головной погон из делителя потока флегмы и конденсатора колонны Gгп:
Gгп= 14,7 * Gконц сив = 14,7 * 3,40 = 50,01 кг/сут
Лютерная вода Gл.в.:
Gл.в. = G5загруж - Gконц
сив - Gгп = 377,40 - 3,40 - 50,01 = 323,99
кг/сут
Итого получено в 5 узле:
G5получ = Gконц сив + Gгп
+ Gл.в. = 3,40 + 50,01 + 323,99 = 377,40
кг/сут
Узел 6. Деметанолизация спирта
Дополнительные исходные данные:
Процент отбора метанольной фракции Кмет = 2,14%;
Концентрация спирта в метанольной фракции Хмет = 95,9%.
Таблица 3.9
Материальный баланс концентрирования сивушных масел
|
Загружено
|
Получено
|
|
Сырье и полупродукты
|
%
|
Расход, кг/сут
|
Продукты, отходы, потери
|
%
|
Расход, кг/сут
|
|
1. Погон компонентов
сивушного масла из узла 2 2. Погон паров сивушного масла из узла 3 3. Лютерная
вода
|
|
43,44 82,36 251,60
|
1. Концентрат сивушных
масел 2. Головной погон 3. Лютерная вода
|
|
3,40 50,01 323,99
|
|
Итого:
|
|
377,40
|
Итого:
|
|
377,40
|
Загружено:
Ректификованный спирт из узла 3 Gрект =
1021,07 кг/сут.
Итого загружено в 6 узле:
G6загруж = Gрект = 1021,07 кг/сут
Получено:
Количество метанольной фракции Gмет:
Gмет
= Gусл.сп. * Кмет / Хмет
= 1000 * 0,9413 * 2,14 / 95,9 = 21,07 кг/сут
Количество спирта ректификованного улучшенного качества «Экстра» Gрект ук:
Gрект
ук = Gрект - Gмет = 1021,07 - 21,07 = 1000,00 кг/сут
Итого получено в 6 узле:
G6получ = Gмет + Gрект
ук = 21,07 +
1000,00= 1021,07 кг/сут
Таблица 3.10
Материальный баланс деметанолизации спирта
|
Загружено
|
Получено
|
|
Сырье и полупродукты
|
%
|
Расход, кг/сут
|
Продукты, отходы, потери
|
%
|
Расход, кг/сут
|
|
1. Ректификованный спирт
|
|
1021,07
|
1. Метанольная фракция 2.
Ректификованный спирт улучшенного качества «Экстра»
|
|
21,07 1000,00
|
|
Итого:
|
|
1021,07
|
Итого:
|
|
1021,07
|
3.3
Расходные нормы сырья
Таблица 3.11
Расходные нормы сырья на 1 т (1000кг) этилового спирта «Экстра»
|
Наименование сырья и
материалов
|
Содерж-е осн. вещ.
|
Расходная норма кг / 1т
|
|
%
|
Масса техн.
|
Масса осн. вещ.
|
|
Зерно Вода Комплексный
препарат «Дестамил»ТМ Ферментный препарат «Альфазим» Ферментный
препарат «Глюкогам» Кислота серная аккумуляторная Карбамида раствор
|
58,40 98 10
|
3053,12 12866,37 2,28 1,62 1,91 3,43 1,15
|
1783,02 3,36 1,15
|
|
Материальный индекс
производства
|
МИ = 15929,88 кг / 1т
|
4.
Технологический расчет и выбор основного и вспомогательного оборудования
4.1
Бродильное отделение
Расчет годовой производительности бродильного отделения
Производственная мощность завода 3000 дал спирта в сутки. Плотность 100%
этилового спирта ρусл.спирт = 0,7893 кг/л. Получаем Gсут
= 3000*10*0,7893 = 23697 кг спирта в сутки. Массовая концентрация спирта в
бражке 8,30%. Поучаем, что суточная производительность бродильного отделения
составляет 23697/0,083 = 285506 кг/сут или 285,5 т/сут.
дней - количество рабочих дней в году;
рассчитывают:
Основное время: 305 дней - число полных рабочих дней в году;
Дополнительное время:
суток - планово-предупредительный ремонт - по одному дню в месяц для
заводов, работающих на жидком топливе и газе,
суток - время, необходимое для приготовления дрожжей и бражки.
Для заводов, работающих с полной заменой солода ферментами микробного происхождения,
упомянутое выше дополнительное время сокращают на 5 дней.
Определим годовую производительность по бражке бродильного отделения:
год = D* Gсут = 317*285,5 = 90503
т
гдегод - годовой выпуск продукции т;
G10т - масса реакционной смеси, перерабатываемой
на данной стадии производства для получения 10т продукта, кг;
Таблица 4.1
|
Операции
|
G10т, кг
|
ρi, кг/м3
|
Δτi, час
|
φi
|
Zi
|
Gгод
|
|
1. Подготовка зерна
|
2692,12
|
790*
|
-
|
-
|
0,1
|
90503
|
|
2. Гидроферментативная
обработка, в том числе смешивание воды гомогенизация I гомогенизация I
выдержка осахаривание
|
7987,60 10706,54 10706,54 10706,54
10706,54
|
1000 1060 1060 1060
1060
|
0,05 0,75 0,75 0,75
1
|
0,8 0,8 0,8 0,8
|
0,1 0,1
|
90503
|
|
3. Приготовление
производственных дрожжей
|
1193,07
|
1070
|
48
|
0,8
|
0,1
|
90503
|
|
4. Сбраживание сусла
|
10780,39
|
1060
|
62
|
0,8
|
0,1
|
90503
|
ρi - плотность реакционной массы перерабатываемой на
данной стадии производства, кг/м3
Zi -запас производительности (в долях единицы) на данной стадии
Δi - период процесса, час;
φi - коэффициент заполнения реактора,
доли единицы;
*
- за плотность принимается натура зерна, как сыпучего материала
Годовая мощность Gгод = 90503 т,
Количество рабочих суток в году D = 317 суток.
ТП 4 (Расчет бродильного чана БЧ-23)
Суточный объем перерабатываемой смеси на данной стадии:
Vсут = Gгод*G10т/(D*ρ*10) = 90503*10780,39/(317*1060*10) =
290,35 м3
Выбираем рабочий объем аппарата:
Vраб = 96 м3
Тогда, общий объем аппарата:
Vапп = Vраб/φ = 96/0,8 = 120 м3 Vст = 120 м3
Число операций, которое можно провести в 1 аппарате в течении суток:
β = 24/ Δ = 24/62 = 0,39
Количество операций, которое необходимо совершить в сутки:
α = Vсут/ Vраб = 290,35/96 = 3,02
Число аппаратов на данной стадии:
N = α* ΔZ)/24 = 3,02*62*(1+0,1)/24 = 8,58 (N = 9)
Суточный объем перерабатываемой смеси на данной стадии:
Vсут = Gгод*G10т/(D*ρ) = 90503*1193,07/(317*1070*10) =
31,83 м3
Рабочий объем аппарата:
Vраб = Vсут/α = 31,83/3,02 = 10,54 м3
Тогда, общий объем аппарата:
Vапп = Vраб/φ = 10,54/0,8 = 13,17 м3 Vст = 16 м3
Число операций, которое можно провести в 1 аппарате в течении суток:
β = 24/ Δ = 24/48 = 0,5
Число аппаратов на данной стадии:
N = α* ΔZ)/24 = 3,02*48*(1+0,1)/24 = 6,64 (N = 7)
ТП 2 (Расчет аппаратов хемомеханоферментативной обработки
ХМФО I и ХМФО II)
Суточный объем перерабатываемой смеси на данной стадии:
Vсут = Gгод*G10т/(D*ρ) = 90503*10706,54/(317*1060*10) =
288,36 м3
Выбираем рабочий объем аппарата:
Vраб = 12 м3
Тогда, общий объем аппарата:
Vапп = Vраб/φ = 12/0,8 = 15 м3 Vст = 16 м3
Число операций, которое можно провести в 1 аппарате в течении суток:
β = 24/ Δ = 24/0,75 = 32
Количество операций, которое необходимо совершить в сутки:
α = Vсут/ Vраб = 288,36/12 = 24,03
Число аппаратов на данной стадии:
N = α* ΔZ)/24 = 24,03*0,75*(1+0,1)/24 = 0,82 (N = 1)
ТП 2 (Расчет осахаривателя О17)
Суточный объем перерабатываемой смеси на данной стадии:
Vсут = Gгод*G10т/(D*ρ) = 90503*10706,54/(317*1060*10) =
288,36 м3
Выбираем рабочий объем аппарата:
Vраб = 16 м3
Тогда, общий объем аппарата:
Vапп = Vраб/φ = 16/0,8 = 20 м3 Vст = 20 м3
Число операций, которое можно провести в 1 аппарате в течении суток:
β = 24/ Δ = 24/1 = 24
Количество операций, которое необходимо совершить в сутки:
α = Vсут/ Vраб = 288,36/16 = 18,02
Число аппаратов на данной стадии:
N = α* ΔZ)/24 = 18,02*1*(1+0,1)/24 = 0,83 (N = 1)
ТП 2 Расчет смесителя-выдерживателя СМ16
Суточный объем перерабатываемой смеси на данной стадии:
Vсут = Gгод*G10т/(D*ρ) = 90503*10706,54/(317*1060*10) =
288,36 м3
Выбираем рабочий объем аппарата:
Vраб = 12 м3
Тогда, общий объем аппарата:
Vапп = Vраб/φ = 12/0,8 = 15 м3 Vст = 16 м3
Число операций, которое можно провести в 1 аппарате в течении суток:
β = 24/ Δ = 24/0,75 = 48
Количество операций, которое необходимо совершить в сутки:
α = Vсут/ Vраб = 288,36/12 = 24,03
Число аппаратов на данной стадии:
N = α* ΔZ)/24 = 24,03*0,75*(1+0,1)/24 = 0,82 (N = 1)
ТП 2 Расчет контактной головки КГ-15
Для пара 0,6 МПа и производств производительности 3000 дал спирта/сутки
рекомендована [14]
Контактная головка:
Диаметр наружной трубы Dнар = 225 мм
Диаметр внутренней трубы Dвнутр = 127 мм
Длина камеры L = 582 мм
Для разваривания массы острым паром в перфорированной внутренней трубе
260 отверстий диаметром Dотв = 5 мм
N = 2
ТП 2 (Расчет капельного смесителя КС9)
Суточный объем перерабатываемой смеси на данной стадии:
Vсут = Gгод*G10т/(D*ρ) = 90503*7987,60/(317*1000*10) =
288,04 м3
Выбираем рабочий объем аппарата:
Vраб = 0,8 м3
Тогда, общий объем аппарата:
Vапп = Vраб/φ = 0,8/0,8 = 1 м3 Vст = 1 м3
Число операций, которое можно провести в 1 аппарате в течении суток:
β = 24/ Δ = 24/0,05 = 480
Количество операций, которое необходимо совершить в сутки:
α = Vсут/ Vраб = 288,04/0,8 = 360,05
Число аппаратов на данной стадии:
N = α* ΔZ)/24 = 360,05*0,05*(1+0,1)/24 = 0,83
(N = 1)
ТП 2 Роторно-пульсационный аппарат типа «S-эмульгатор» РПА11*
*по
информации с сайта производителя компании ЗАО «Промышленные технологии»
Технические характеристики
Линейная производительность - до 16 м3/час. Тип
гомогенизирующего узла: ротор-два статора. Материал гомогенизирующего узла -
титан, пищевая нержавеющая сталь. Достигаемая дисперсность эмульсий - от 0,07
до 2 мкм. Потребляемая мощность:
· минимальная - 30 кВт
· максимальная -37 кВт
Габариты в комплекте с электродвигателем мощностью 37 КВт на общей раме
-937 х 400 х 680 мм Масса с электродвигателем 37 кВт - 340 кг
Вспомогательное оборудование:
Бункер для хранения зерна Б1 -
Vсут = Gгод*G10т/(D*ρ) = 90503*2692,03/(317*790) = 97,28 м3
В бункерах делается запас зерна на одни сутки, каждый день пополняется из
зернохранилища - Y= 1,хран =
Vcут*Y = 97,28*1/0,9 = 108,10 м3
N = 3 Vбун = 108,10/3 = 36,03 м3 Vбун.ст = 40 м3
Мерник серной кислоты М21
цилиндрический сварной V = 50
л
Мерник для раствора карбамида цилиндрический, сварной М22 V = 100 л
Мерники для комплексных ферментный препаратов - М12, М13, М18 V = 20 л
Насос для подачи сусла в контактную головку. Принимаем насос НБ-25,
производительностью 25 м3/ч
Насос для подачи сусла в дрожжанку и бродильный чан. Принимаем насос
НБ-50, производительностью 16 м3/ч
Теплообменник для охлаждения сусла принимаем кожухотрубный медный
аппарат, поверхность теплообмена 135 м2 [18]
4.2
Брагоректификационное отделение
ТП 1 Передаточный чан ПЧ-24:
Суточный объем перерабатываемой смеси на данной стадии:
Vсут = Gгод*G10т/(D*ρ*10) = 90503*10780,39/(317*1060*10) =
290,35 м3
Выбираем рабочий объем аппарата:
Vраб = 96 м3
Тогда, общий объем аппарата:
Vапп = Vраб/φ = 96/0,8 = 120 м3 Vст = 120 м3
Число операций, которое можно провести в 1 аппарате в течении суток:
β = 24/ Δ = 24/6 = 4
Количество операций, которое необходимо совершить в сутки:
α = Vсут/ Vраб = 290,35/96 = 3,02
Число аппаратов на данной стадии:
N = α* ΔZ)/24 = 3,02*6*(1+0,1)/24 = 0,83 (N = 1)
Выбор колонных аппаратов
Согласно [14, 19] для спиртовых заводов, производительностью 2500-3000
дал спирта в сутки рекомендовано устанавливать следующие колонные аппараты:
ТП 5.1 Брагоэпюрационная колонна К25:
D =
1600 мм, с n=28 ситчатых тарелок,
Расстояние между тарелками h =
500 мм
Общая высота колонны
Н = (n-1)*h = 27*500 = 13500 мм = 13,5 м
ТП 5.2 Эпюрационная колонна - К28:
D =
1600 мм, с n=39 многоколпачковых тарелок,
Расстояние между тарелками h =
170 мм
Общая высота колонны
Н = (n-1)*h = 38*170 = 6460 мм = 6,46 м
Дефлегматор эпюрационной колонны - ДФ-29:
Fэп = 100 м2, медный, типа
«Труба в трубе».
ТП 5.3 Ректификационная колонна - К-35:
D =
1600 мм, с n=71 многоколпачковых тарелок,
Расстояние между тарелками h =
170 мм
Общая высота колонны
Н = (n-1)*h = 70*170 = 12070 мм = 12,07 м
Дефлегматор ректификационной колонны - ДФ-33:
Fрект = 200 м2, медный, типа
«Труба в трубе»
ТП 5.4 Разгонная колонна - К-31:
D =
800 мм, с n=30 многоколпачковых тарелок,
Расстояние между тарелками h =
170 мм
Общая высота колонны
Н = (n-1)*h = 29*200 = 4930 мм = 4,93 м
Дефлегматор разгонной колонны - ДФ-36:
Fразг = 31,5 м2, медный, типа
«Труба в трубе»
ТП 5.5 Сивушная колонна - К-44:
D =
700 мм, с n=57 многоколпачковых тарелок,
Расстояние между тарелками h =
170 мм
Общая высота колонны
Н = (n-1)*h = 56*170 = 9520 мм = 9,52 м
Дефлегматор сивушной колонны - ДФ-41:
Fсив = 20 м2, медный, типа
«Труба в трубе»
ТП 5.6 Колонна окончательной очистки - К-42:
D =
1600 мм, с n=30 многоколпачковых тарелок,
Расстояние между тарелками h =
170 мм
Общая высота колонны
Н = (n-1)*h = 30*170 = 5100 мм = 5,1 м
Дефлегматор колонны окончательной очистки - ДФ -45:
F =
100 м2 медный, типа «Труба в трубе»
Конденсаторы колонн КР-27, КР-30, КР-34, КР-37, КР-42 и КР-46 принимаем
одинаковыми кожухотрубными теплообменниками S=10 м2, D=400 мм, H = 2550 мм:
Сборник спирта - СБ-40:
Суточная производительность по спирту
Vсут = Gcпирт* Gгод/(D*ρ) = 1000*8650/(317*812) = 33,60 м3
Из сборника в хранилище спирт передается 1 раз в сутки
Vраб = 33,60 м3 Vсб = Vраб/φ = 33,60/0,9 = 37, 33 м3
Принимаем число сборников N=2 Vсб = 20 м3
Сборник фракции головной этилового спирта - СБ - 35:
Суточная производительность по фракции головной
Vсут = Gфр.гол* Gгод/(D*ρ) = 1,03*8650/(317*783) = 0,036 м3
Из сборника в хранилище фракция головных примесей передается 1 раз в 10
сут, Y=10
Vраб = 0,036 м3 Vсб = Vраб*Y/φ = 0,036/0,9 = 0,399 м3 Vcб = 0,5 м3 = 500л
Сборник сивушных масел - СБ-44:
Суточная производительность по фракции сивушных масел
Vсут = Gсив* Gгод/(D*ρ) = 3,60*8650/(317*815) = 0,12 м3
Из сборника в хранилище фракция головных примесей передается 1 раз в 10
сут, Y=10
Vраб = 0,036 м3 Vсб = Vраб*Y/φ = 0,12*10/0,9 = 1,34 м3 Vcб= 1,5 м3 = 1500л
4.3
Ведомость-спецификация оборудования
Таблица 4.2
Ведомость-спецификация оборудования
|
Наименование
|
Кол-во единиц
|
Материал рабочей зоны,
способ защиты
|
Техническая характеристика
|
|
1
|
2
|
3
|
4
|
|
БЧ-22 Бродильный чан
|
9
|
Сталь Ст3
|
Сварной цилиндрический
аппарат с коническим днищем, со змеевиком. Вместимость 120 м3.
Загрузка, выгрузка насосом.
|
|
ДЖ-19 Дрожжанка
|
7
|
Сталь Х18Н10Т
|
Сварной цилиндрический
аппарат с коническим днищем. Вместимость 15 м3. Загрузка и
выгрузка насосом. Снабжена змеевиком, лопастной мешалкой. Габариты D=2425мм h=4620мм
|
|
О-17 Осахариватель
|
1
|
Сталь Х18Н10Т
|
Сварной цилиндрический
аппарат с коническим днищем. Вместимость 16 м3. Загрузка
самотеком, выгрузка насосом. Снабжен змеевиком для нагревания, мешалкой.
|
|
ХМФО-I Аппарат
хемомеханоферментативной обработки
|
1
|
Сталь Ст3
|
Цилиндрический, сварной, с
коническим днищем. Вместимость 15 м3. Загрузка норией, выгрузка
насосом. Снабжен змеевиком, трехъярусной мешалкой с механическим приводом.
|
|
ХМФО-II
Аппарат хемомеханоферментативной обработки
|
1
|
Сталь Ст3
|
Цилиндрический, сварной, с
коническим днищем. Вместимость 15 м3. Загрузка норией, выгрузка
насосом. Снабжен змеевиком, мешалкой типа «Миксер» дополнительно
теплоизолирован.
|
|
СМ-16 Смеситель -
выдерживатель
|
1
|
Сталь Ст3
|
Цилиндрический, сварной.
Вместимость 15 м3. Загрузка насосом, выгрузка насосом. Снабжен
рубашкой.
|
|
КГ-15 Контактная головка
|
1
|
Сталь Х18Н10Т
|
Цилиндрический, сварной.
Диаметр наружной трубы Dнар =
225 мм Диаметр внутренней трубы Dвнутр = 127 мм Длинна камеры L
= 582 мм Для разваривания массы
острым паром в перфорированной внутренней трубе 260 отверстий диаметром Dотв = 5 мм Давление пара 0,6 МПа Загрузка и выгрузка
насосом
|
|
РПА-11
Роторно-пульсационный аппарат пита «S-эмульгатор»
|
1
|
Сталь Х18Н10Т Титан
|
Линейная производительность
- до 16 м3/час (по воде). Тип гомогенизирующего узла: ротор-два
статора. Потребляемая мощность: · минимальная - 30
кВт · максимальная -37 кВт Габариты в комплекте с
электродвигателем мощностью 37 КВт на общей раме -937 х 400 х 680 мм Масса с
электродвигателем 37 кВт - 340 кг
|
|
КС-9 Капельный смеситель
|
1
|
Сталь Ст3
|
Цилиндрический, сварной.
Вместимость 1 м3
|
|
ПЧ-24 Передаточный чан
|
1
|
Сталь Ст3
|
Цилиндрический сварной с
коническим днищем. Вместимость 120 м3. Загрузка и выгрузка
давлением.
|
|
К-25 Брагоэпюрационная
колонна
|
1
|
Сталь Х18Н10Т
|
Ситчатая, непрерывного
действия. Высота 14354 мм, Число тарелок - 28. Аппарат работает под
атмосферным давлением. Нагревание - острый пар 0,6 МПа, охлаждение
подогреватель бражки
|
|
К-28 Эпюрационная колонна
|
1
|
Сталь Х18Н10Т
|
Тарельчатая, непрерывного
действия. Высота 8570 мм Число тарелок - 39 многоколпачковых тарелок. Аппарат
работает под атмосферным давлением. Нагревание острый пар 0,6 МПа
|
|
К-31 Разгонная колонна
|
1
|
Сталь Х18Н10Т
|
Тарельчатая, непрерывного
действия. Высота 6238 мм Число тарелок - 30 многоколпачковых тарелок. Аппарат
работает под атмосферным давлением. Нагревание - глухой пар из кипятильника
|
|
К-35 Ректификационная
колонна
|
1
|
Сталь Х18Н10Т
|
Тарельчатая, непрерывного
действия. Высота 14898 мм Число тарелок - 71 многоколпачковых тарелок.
Аппарат работает под атмосферным давлением. Нагревание - острый пар 0,6 МПа
|
|
К-39 Колонна окончательной
очистки
|
1
|
Сталь Х18Н10Т
|
Тарельчатая, непрерывного
действия. Высота 7003 мм Число тарелок - 30 многоколпачковых тарелок. Аппарат
работает под атмосферным давлением. Нагревание - глухой пар из кипятильника
|
|
К-44 Сивушная колонна
|
1
|
Сталь Х18Н10Т
|
Тарельчатая, непрерывного действия.
Высота 12960 мм Число тарелок - 57 многоколпачковых тарелок. Аппарат работает
под атмосферным давлением. Нагревание - острый пар 0,6 МПа
|
|
ДФ-29 Дефлегматор
эпюрационной колонны
|
1
|
Медь
|
Теплообменник «труба в
трубе» L=3550 мм, S = 100 м2
|
|
ДФ-33 Дефлегматор разгонной
колонны
|
1
|
Медь
|
Теплообменник «труба в
трубе» L=3450 мм, S = 31,5 м2
|
|
ДФ-36 Дефлегматор
ректификационной колонны
|
1
|
Медь
|
Теплообменник «труба в
трубе» L=3624 мм, S = 200 м2
|
|
ДФ-41 Дефлегматор колонны
окончательной очистки
|
1
|
Медь
|
Теплообменник «труба в
трубе» L=3450 мм, S = 100 м2
|
|
ДФ-45 Дефлегматор
сивушной колонны
|
1
|
Медь
|
Теплообменник «труба в
трубе» L=3250 мм, S = 20 м2
|
|
КР-30 Конденсатор
|
6
|
Медь
|
Кожухотрубный теплообменник
S=10 м2, D=400 мм, H =
2550 мм
|
|
Насос для подачи сусла
|
1
|
Сталь Ст3
|
Насос центробежный НБ-25
Производительность 25 м3/ч
|
|
Насос для подачи сусла
|
1
|
Сталь Ст3
|
Насос центробежный НБ-16
Производительность 16 м3/ч
|
|
Б-1 Бункер для зерна
|
3
|
Сталь Ст3
|
Цилиндрический, сварной с
коническим днищем. Вместимость 40 м3
|
|
М-12 Мерник ферментного
препарата «Дестамил»
|
1
|
Сталь Ст3
|
Мерник стальной,
вместимость 20 л, с нижним сливом, мерным устройством. Выгрузка самотеком
|
|
М-18 Мерник ферментного
препарата «Глюкогам»
|
1
|
Сталь Ст3
|
Мерник стальной,
вместимость 20 л, с нижним сливом, мерным устройством. Выгрузка самотеком
|
|
М-13 Мерник ферментного
препарата «Альфазим»
|
1
|
Сталь Ст3
|
Мерник стальной,
вместимость 20 л, с нижним сливом, мерным устройством. Выгрузка самотеком
|
|
ТО-19 Теплообменник
|
1
|
Сталь Х18Н10Т
|
Кожухотрубный, S=135 м2
|
|
М-20 Мерник серной кислоты
|
1
|
Сталь Ст3
|
Мерник стальной,
вместимость 50 л, с нижним сливом, мерным устройством. Выгрузка самотеком
|
|
М-21 Мерник раствора
карбамида
|
1
|
Сталь Ст3
|
Мерник стальной,
вместимость 100 л, с нижним сливом, мерным устройством. Выгрузка самотеком
|
|
СБ-37 Сборник фракции
головной
|
1
|
Сталь Ст3
|
Сборник цилиндрический,
сварной, горизонтальный, снабжен воздушкой с огнепреградителем Вместимость
0,5м3, загрузка и выгрузка давлением
|
|
СБ-42 Сборник спирта
«Экстра»
|
1
|
Сталь Ст3
|
Сборник цилиндрический,
сварной, горизонтальный, снабжен воздушкой с огнепреградителем Вместимость
20м3, загрузка и выгрузка давлением
|
|
СБ-46 Сборник сивушных
масел
|
1
|
Сталь Ст3
|
Сборник цилиндрический,
сварной, горизонтальный, снабжен воздушкой с огнепреградителем Вместимость
1,5м3, загрузка и выгрузка давлением
|
технологический экономический этиловый спирт
5.
Тепловой расчет оборудования
5.1
Тепловой расчет бродильного чана БЧ-23
Уравнение теплового баланса имеет вид:
Q1+ Q2 + Q3
= Q4 + Q5 + Q6
(1)
или Qприх.= Qрасх.,
где: Q1 - тепло, поступающее с исходными
реагентами при загрузке;
Q2
- тепло, которое
необходимо подвести к реакционной массе или отвести от нее для обеспечения
заданного температурного режима процесса с помощью теплоносителя или
хладагента;
Q3
- тепловой эффект
процесса;
Q4 - тепло, уносимое с конечными
продуктами;
Q5 - тепло, затраченное на охлаждение
или нагрев реактора и его отдельных частей*;
Q6
- тепловые потери
в окружающую среду.
* - считаем, что в помещении для бродильных чанков низкая температура,
поэтому тепло, затрачиваемое на охлаждение самого аппарата не учитываем, Q5=0.
При расчете теплового баланса осахаривателя принимаем во внимание
следующие 4 процесса:
. Одновременная загрузка охлажденного сусла из теплообменника и
производственных дрожжей при температуре 400С;
. Охлаждение сусла до температуры 300С;
. Процесс брожения;
. Выгрузка бражки
t,°С
 τ
τ
Рис 5.1 Температурный профиль процесса
Рассмотрим подробнее каждую ступень температурного режима процесса и
преобразуем общее уравнение теплого баланса для каждого участка в отдельности
[26]:
ступень: составления теплого баланса не требуется;
ступень: Q1+ Q2 = Q4+ Q6 (химического превращения нет Q3=0);
ступень: Q1’+ Q2’ + Q3’ = Q4’+Q6’;
ступень: составления теплого баланса не требуется.
Определение
статей теплового баланса реактора
Расчет второго участка стадии брожения (охлаждение
реакционной смеси до 30°C).
1). Расчет теплосодержания смеси до и после охлаждения до 30°C(Q1
и Q4).
Расчет Q1 и Q4 производится по общей формуле:
(1,4) ═ Gi*Ci*Ti (2),
где Gi - масса i -го вещества, кг/опер;
Сi - теплоемкость i -го компонента при
данной температуре, кДж/кг*град;- температура i -го вещества, град.
а) Определение количеств загруженных в аппарат компонентов.
Общее количество загруженных веществ, подвергаемых охлаждению
Обобщим в таблице 5.1 данные по компонентному составу загруженной смеси
Таблица 5.1
Состав охлаждаемого сусла
|
Загружено
|
|
компонент
|
масса, кг/опер
|
мас. доля
|
91703,48
|
89,38%
|
|
дрожжи
|
10892,05
|
10,62%
|
|
итого:
|
102595,53
|
100%
|
б). Расчет удельных теплоемкостей компонентов раствора
Удельная теплоемкость сусла по регламентным данным равна: Сзам = 3,63
кДж/кг*К [1];
Удельная теплоемкость дрожжей Сдрож = 2,99 кДж/кг*К [1];
Удельная теплоемкость нагреваемого раствора рассчитывается по следующей
формуле:
С р-ра = Cсусла*ω сусла+ Cдр.*ωдр.[7] (3),
где Cсусла, Cдр - удельные теплоемкости сусла и дрожжей соответственно,
кДж/(кг*К);
ω сусла,ωдр - массовые доли компонентов соответственно,%.
С р-ра = (3,63*89,38+3,32*10,62)/100=3,41 кДж/(кг*К).
в). Расчет Q1 и Q4:
Q140=102595,53*3,41*313=109503287 кДж,
Q430=102595,53*3,41*303=106004800 кДж,
где t1=400С или T=273+40=313 К - температура загружаемых в реактор
компонентов,
t2=300С или Т=303 К -
температура раствора после охлаждения.
DQ4-1
= Q430- Q140 = Gi*Ci *(T2-T1) =
= 102595,53*3,41*(303-313)=-3498487 кДж
) Расчет теплового эффекта процесса(Q3)
На данном этапе в бродильном чане химических превращений не происходит, Q3=0.
) Расчет затрат тепла на нагрев аппарата и его отдельных частей (Q5)
Так как идет процесс охлаждения, то дополнительного охлаждения частей
аппарата не требуется, Q5=0.
) Расчет величины тепловых потерь в окружающую среду (Q6) и
необходимой толщины теплоизоляции.
Так как идет процесс охлаждения, теплоизоляции не требуется, поэтому за
площадь теплоизоляции принимаем поверхность аппарата:
Fап=Fцил+Fдн.
Fцил=  *Dап*Hцил=3,14*4,8*6,59=99,32 м2;
*Dап*Hцил=3,14*4,8*6,59=99,32 м2;
Fдн= *(R+r)*l=3,14*(0,35+2,4)*0,46=3,97 м2;
Fап=
99,32+3,97=103,3 м2;
Так
как аппарат заполнен только на 80%, то площадь, через которую отводится тепло
равна: Fап*0,8=103,3*0,8=82,64 м2.
Q6=k*t* Fап*(t1-tвозд),где
k - общий
коэффициент теплопередачи от реакционной массы к воздуху, Вт/м2*К;
k=1/aр.м+ δст/λст +1/aвозд
где
δст -
толщина стенки аппарата, δст =0,008
м;
λст -коэффициент
теплопроводности материала, из которого изготовлен реактор, (λст=46,5
Вт/(м*К) [7];
t - продолжительность
тепловой ступени процесса, с, t=3600 с.
Так
как содержание воды в реакционной массе 75%, то коэффициент теплоотдачи
реакционной массы принимаем равной коэффициенту теплоотдачи воды:
αр.м.= 3420
Вт/м2*К - коэффициент теплоотдачи от реакционной массы к стенке
аппарата;
aвозд=9,8+0,07*(tст-tвозд)=9,8+0,07*(303-296)=10,29
Вт/м2*К - коэффициент теплоотдачи от стенки аппарата к воздуху;
k=1/3420+0,008/46,5+1/10,29=0,1
Вт/м2*К.
Q6=0,1*90*60*82,64*(313-296)=758635,2 кДж - такое
количество теплоты отводится через стенку аппарата.
)
Расчет тепла, отводимого от системы на охлаждение реакционной массы и
обеспечение заданного температурного режима(Q2)
Q2 = Q4-Q1- Q6= Q430- Q140+ Q6=
-3498487 +758635,2 = -2739851,8 кДж
Тепловой
расход теплоты за время охлаждения τ2=60 мин.:
=Q2/τ2=2739851,8
/(90*60)= 507,4 кВт.
)
Расчет расхода хладагента
Охлаждение
замеса происходит в реакторе периодического действия холодной водой, подаваемой
в змеевик аппарата. Начальная температура холодной воды на входе в змеевик
составляет 200С, конечная температура на выходе из змеевика - 250С.
Вследствие
непостоянства конечной температуры холодной воды на выходе из змеевика расчет
производят по формуле:
∆tсрохл
= (Т1- Т2)*((А-1)/(А*lnA))/ ln((T1-t1)/(T2-t1) (4),
А
= (Т2-t1)/ (Т2-t2) (5),
где
Т1- начальная температура реакционной массы, Т1=40°С;
Т2
- конечная температура реакционной массы, Т2=30°С;
t1- начальная температура холодной воды, t1=17°С,
t2- конечная температура холодной воды, t2=22°С.
А
= (30-17)/(30-22)= 1,6.
∆tсрохл
= ((40-30)*0,6/(1,6* ln1,6))/ ln((40-17)/(30-17))=13,88 0С
Расход
жидкого хладагента определяют по формуле:
хол.вод=Q2/схл*(
t2ср- t1), кг
где
t2ср -
средняя за процесс температура хладагента на выходе из охлаждающего устройства;
схл
- удельная теплоемкость воды, схл =4,19 кДж/кг*К;
t2ср= t1+ ∆tсрохл
* lnA=17+13,88*0,49=23,74 0С
необходимое
количество холодной воды:хол.вод = 2739851,8
/(4,19*(23,74-17))=97018,2 кг,
расход
воды в кг/с за время нагревания τ=60 мин:хол.вод = 97018,2 /(60*60)= 27 кг/с
)
Расчет поверхности теплообмена
Змеевик
изготовлен из труб диаметром 50 мм dр=0,05 м,
Количество
секций в змеевике m=25,
Длина
одной секции l=2,5*3,14=7,85 м
Длина
змеевика L=m*l=25*7,85=196,25 м
Поверхность
теплообмена данного теплообменника
Fгеом=L* * dр=196,25*3,14*0,05=32 м2
* dр=196,25*3,14*0,05=32 м2
)
Расчет коэффициент теплопередачи от реакционной массы к хладоносителю.
Прежде
необходимо рассчитать коэффициент теплоотдачи от реакционной массы к стенке
змеевика αр.м.,
αр.м.= 2340
Вт/м2*К [7]
К′=1/(1/α р.м.+ ∑rст) (6),
где
α р.м - коэффициенты теплоотдачи для
реакционной массы, Вт/(м2*К);
∑rст
- сумма термических сопротивлений всех слоев, из которых состоит стенка,
включая слои загрязнений, (м2*К)/Вт.
∑rст
= δст/λст + rзагр
где
δст -
толщина стенки змеевика, δст =0,002
м;
λст -коэффициент
теплопроводности материала, из которого изготовлен змеевик, (λст=46,5
Вт/(м*К), [30]);
Для
воды загрязненной ∑rст =0,0007(м2*К)/Вт [7]
∑rст
= 0,002/46,5 +0,0007=0,0007=0,7*10-3 (м2*К)/Вт.
С
учетом формулы коэффициент теплопередачи равен:
К′=1/(1/2340+0,7*10-3)=
1428,57 Вт/(м2*К).
)
Расчет необходимой поверхности теплопередачи Fрасч.
Поверхность
теплообмена Fрасч,
необходимую для охлаждения сусла с 40 до 30°С за 60 минут находится по формуле:
Fрасч = Q/ (K'*∆tср) (7),
где
Q - тепловой расход теплоты за время нагрева τ2=60 мин,
Вт;
K' - общий
коэффициент теплопередачи от реакционной массы к холодной воде, Вт/(м2*К);
∆tср - средняя разность температур хладагента и
реакционной массы.
С
учетом рассчитанных величин поверхность теплообмена составит:
Fрасч =507,4*103/ (1428,57*13,88) = 25,5 м2.
Fрасч< Fгеом
Запас
поверхности теплообмена составляет:
ε=(Fгеом-Fрасч)*100%/Fгеом=(32-25,5)*100/32=20,3%.
Расчет
третьего участка стадии брожения
Расчет
статей теплового баланса.
Уравнение
теплого баланса на данной ступени имеет вид:
Q1’+ Q2’
+ Q3’ = Q4’+Q6’
(8),
)
Расчет величины тепловых потерь в окружающую среду (Q6’) и
необходимой толщины теплоизоляции.
Так
как идет процесс охлаждения, теплоизоляции не требуется, поэтому за площадь
теплоизоляции принимаем поверхность аппарата: Fап=Fцил+Fдн.
Fап=
99,32+3,97=103,3 м2;
Так
как аппарат заполнен только на 80%, то площадь, через которую отводится тепло
равна: Fап*0,8=103,3*0,8=82,64 м2;
Q6=k*t* Fап *(t1-tвозд),
Где
k - общий коэффициент теплопередачи от реакционной
массы к воздуху, Вт/м2*К;
k=1/aр.м+ δст/λст +1/aвозд
где
δст -
толщина стенки аппарата, δст =0,008
м;
λст -коэффициент
теплопроводности материала, из которого изготовлен реактор, (λст=46,5
Вт/(м*К), [7]);
t - продолжительность
тепловой ступени процесса, с, t=60*3600 с.
Так
как содержание воды в реакционной массе 75%, то коэффициент теплоотдачи
реакционной массы принимаем равной коэффициенту теплоотдачи воды:
αр.м.= 3420
Вт/м2*К - коэффициент теплоотдачи от реакционной массы к стенке аппарата;
aвозд=9,8+0,07*(tст-tвозд)=9,8+0,07*(300-296)=10,08
Вт/м2*К - коэффициент теплоотдачи от стенки аппарата к воздуху;
k=1/3420+0,005/46,5+1/10,08=0,1
Вт/м2*К.
Q6’=0,1*3600*60*(303-296)=151,2
кДж - такое количество теплоты отводится через стенку аппарата.
)
Расчет теплового эффекта реакции (Q3’).
В
реакторе протекает следующая реакция:
С6Н12О6
= 2СО2 + 2С2Н5ОН
Молекулярные массы: 180,18 =2*44,01 2*46,08
Q3= Qреак=Gисх*q реак*h*1000/Mисх, где
Gисх
- операционное или
часовое количество ключевого вещества, определяющего выход целевого продукта
операции, кг/опер или кг/час;
Gисх = 15155,7 кг/опер. Расчет сделан из
соответствующих статей материального баланса, с учетом переводного
коэффициента)
Mисх
- мольная масса
ключевого вещества, кг/Кмоль;
q реак - мольный тепловой эффект химической
реакции, кДж/моль;
q реак = 104 Дж/моль
- коэффициент пересчета Кмоль в моль;
h - практический выход продукта реакции
Q3= Qреак=15155,7*104*0,9580*1000/180,18=8380470 кДж;
) Расчет Q1’и Q‘4.
Q1’=Q4=102595,53*3,41*303=106004800 кДж
Q4’= Gбр*Cбр*Tбр + Gуг*Cуг*Tуг
=95168,66*4,00*303 +
,87*0,814*303= 117176194 кДж,
Где Gбр,Cбр,Tбр - количество,
теплоемкость и температура бражкиуг,Cуг,Tуг -
количество, теплоемкость и температура углекислого газа
DQ4-1= Q4’- Q1’= 117176194- 106004800 =11171394 кДж
) Расчет Q2’
Q2’ = Q6’- Q3’-DQ4-1
Q2’= 151,2 - 8380470 - 11171394= -19551713 кДж/моль;
Q2= Q2’/60*3600=90,5
кВт
) Расчет расхода хладагента
Время выдерживания сусла 60 часов.
Реакционная масса в реакторе: 30°С → 30°С
Вода в змеевике: 17°С → 20°С
∆tб=17-30=13°С,
∆tм=20-30=10°С,
Средняя разность температур с учетом приведенных выше следующих условий:
∆tср=(∆tб -∆tм)/ln(∆tб/∆tм)=(13-10)/
ln(13/10)=11,5 °С
А=(Т2-t1)/ (Т2-t2) (9),
где Т1- начальная температура реакционной массы, Т1=30°С;
Т2 - конечная температура реакционной массы, Т2=30°С;
t1
- начальная
температура холодной воды, t1=17°С,
t2
- конечная
температура холодной воды, t2=19°С.
А=(30-17)/(30-19)= 1,2.
Расход жидкого хладагента определяют по формуле:
хол.вод=Q2/схл*( t2ср- t1), кг
где t2ср - средняя за процесс температура
хладагента на выходе из охлаждающего устройства;
схл - удельная теплоемкость воды, схл =4,19
кДж/кг*К;
t2ср= t1+ ∆tсрохл * lnA=17+11,5*0,59=23,8 0С
необходимое количество холодной воды:хол.вод = 19551713
/4,19*(23,8-17)=686217,6 кг,
расход воды в кг/с за время выдерживания τ=60 часа:хол.вод=97018,2
/(60*3600)= 0,5 кг/с
) Расчет необходимой поверхности теплопередачи Fрасч
Fрасч
= Q/ (K*∆tср)=90,5*1000/(1000*11,5) =7,9 м2
Коэффициент теплопередачи: К= 1000 Вт/(м2*К).
Запас поверхности теплообмена:
ε=(Fгеом-Fрасч)*100%/Fгеом=(32-7,9)*100/32=75,3%.
Общий расход холодной воды на операцию
Gхол.вод= 97018,2 +686217,6 = 783253,8 кг/опер.
.2
Тепловой расчет дрожжанки ДЖ-20
При расчете теплового баланса дрожжанки принимаем во внимание следующие 6
процессов:
. Загрузка сусла ( t1 = 56°C) из осахаривателя;
. Нагрев сусла до t2 = 85°C;
. Стерилизация (t3 = 85°C);
. Охлаждение сусла до температуры складки t4 = 21°C;
. Загрузка дрожжевой массы, размножение дрожжей (t5 = 21°C).
. Выгрузка дрожжевой массы
τ

 t,°С
t,°С
Рис. 5.2 Температурный профиль процесса
. Загрузка сусла ( t1 = 56°C) из осахаривателя;
. Нагрев сусла до t2 = 85°C;
. Стерилизация (t3 = 85°C);
. Охлаждение сусла до температуры складки t4 = 21°C;
. Загрузка дрожжевой массы, размножение дрожжей (t5 = 21° C).
. Выгрузка дрожжевой массы
Необходимо рассчитать тепло Q2 которое необходимо подвести к
реакционной массе на 2, 3, 5 этапах, а также тепло отводимое из реактора на
этапах 4.
Определение
статей теплового баланса реактора
Расчет второго участка стадии приготовления дрожжей (нагрев
сусла)
Теплосодержания исходных веществ Q1 и продуктов реакции Q4
находим из следующего соотношения:
1,4 = Gi * Ci · Ti
где Gi - масса i-го вещества, кг;i - теплоемкость
i-го вещества, кДж/кг·град;
Ссусла = 3,63 кДж/(кг·град)i - температура i-го
вещества, oК.
Теплосодержания исходных веществ Q1:
1
= Gсусла * Cсусла * Tпоступ. сусла = 10189,23
* 3,63 * 329 = 12168692 кДж
Теплосодержание продуктов реакции Q4:
4
= Gсусла * Cсусла * Tнагр сусла = 10189,23 *
3,63 * 358 = 13241312 кДж
Тепловой эффект процесса отсутствует Q3 = 0.
Расход тепла на нагревание реактора Q5:
Q5 = M*аппар * Cаппар * (tкон - tнач) = 1844 * 0,48 * (85-56) = 25668 кДж
* - масса дрожжанки [7]
Потери тепла поверхностью аппарата в окружающую среду путем конвекции и
излучения Q6 определяем из выражения:
Q6=k*t* Fдр*(tсусла-tвозд),
Где k - общий коэффициент теплопередачи от
реакционной массы к воздуху, Вт/м2*К;
k=1/aр.м+ δст/λст +1/aвозд
где δст - толщина стенки аппарата, δст =0,008 м;
λст -коэффициент теплопроводности
материала, из которого изготовлен реактор, (λст=46,5 Вт/(м*К) [7];
t - продолжительность тепловой ступени процесса, с, t=60 с.
Так как содержание воды в реакционной массе 75%, то коэффициент
теплоотдачи реакционной массы принимаем равной коэффициенту теплоотдачи воды:
αр.м.= 3420 Вт/м2*К -
коэффициент теплоотдачи от реакционной массы к стенке аппарата;
aвозд=9,8+0,07*(tст-tвозд)=9,8+0,07*(303-293)=10,29 Вт/м2*К -
коэффициент теплоотдачи от стенки аппарата к воздуху;
K =
1/3420 + 0,008/46,5 + 1/10,29 = 0,1 Вт/м2*К.
Q6
= 0,1*60*34,45*65
= 13 кДж - такое количество теплоты отводится через стенку аппарата.
Площадь поверхности дрожжанки Fд:
Fд = π * (R + R1) · l + 2 · π * R * H + π · R2 = 3,14*(1,2+0,09) *1,25 +
*3,14*1,2*3,3 + 3,14*1,2*1,2 = 34,45 м2
где: R - радиус цилиндрической части
аппарата, R = 1,2 м
R1 - радиус нижнего основания конусного
днища, R1 = 0,09 м
l -
длина образующей днища, l =
1,25 м
H -
высота цилиндрической части дрожжанки, H = 3,3 м
Необходимо подвести следующее количество тепла Q2:
2
= Q4 + Q5 + Q6 - (Q1 + Q3)
=
= 13241312+ 25668 + 13 - 12168692 = 1098300кДж
Расчет геометрической поверхности теплообмена:
Змеевик изготовлен из труб диаметром 50 мм dр=0,05 м,
Количество секций в змеевике m=20,
Длина одной секции l=1*3,14=3,14
м
Длина змеевика L=m*l=20*3,14=62,8 м
Поверхность теплообмена данного теплообменника
Fгеом=L** dр=62,8*3,14*0,05=10 м2
Необходимая
поверхность змеевика Fзм
находится из выражения:
Fзм = Q / (k*∆tср*τ) = 1098300 / (873*34,6*60) =6,0 м2
где:
∆tср -
средняя логарифмическая разность температур
k - коэффициент
теплопередачи
k = 1 / ( 1/α1 + δ/λст + 1/α2 ) = 1 /
( 1/984 + 0,003/50 + 1/3600 ) =
=
873 Вт/(м2*К)
α1 -
коэффициент теплоотдачи от конденсирующегося пара к стенке змеевика, Вт/(м2*К)
δ - толщина стенки змеевика
λст -
теплопроводность стенки змеевика
α2 - коэффициент
теплоотдачи от стенки к суслу
α2 = 0,023 * (λп/dвн)
* Re0,8 * Pr0,4 =
=
0,023 * (0,937/0,07) * 1371010,8 * 5,20,4 = 3600 Вт/(м2*К)
λп -
коэффициент теплопроводности пара, Вт/(м*К)
dвн - внутренний диаметр труб змеевика, м
Критерий
Рейнольдса:
Re = wп * dвн * ρп / (μп * g ) =
2,17 * 0,07 * 1618 / 0,000128 * 9,81 =
Критерий Прандтля:
Pr = 3600*μп*cп*g/λп = 3600*0,000128*1,15*9,81/0,937 = 5,2расч <
Fгеом => поверхности теплообмена хватает.
Расход теплоносителя:
Gт.н. = Q / rпара = 1099674 * 103 / 2140,0
= 514 кг
Расчет третьего участка стадии приготовления дрожжей
(стерилизация сусла)
Температура процесса постоянна, следовательно Q1 = Q4.
Тепловой эффект реакции Q3 = 0.
Так как корпус аппарата уже нагрет до температуры стерилизации, то Q5
= 0.
Потери тепла поверхностью аппарата в окружающую среду Q6:
Потери тепла поверхностью аппарата в окружающую среду путем конвекции и
излучения Q6 определяем из выражения:
Q6=k*t* Fдр*(tсусла-tвозд),где= 0,1 - рассчитано выше
Q6=0,1*1800*34,45*65=403 кДж - такое
количество теплоты отводится через стенку аппарата.
Необходимо подвести следующее количество тепла Q2:
2
= Q4 + Q5 + Q6 - (Q1 + Q3)
= Q6 = 403 кДж
Необходимая поверхность змеевика Fзм:
Fзм = Q / (k*∆tср*τ) = 403 / (873*15,2*1800) = 0,0002 м2расч
< Fгеом
=> поверхности теплообмена хватает.
Расход теплоносителя:
Gт.н. = Q / rпара = 403 / 2140,0 = 0,18 кг
Расчет четвертого участка стадии приготовления дрожжей
(охлаждение сусла)
Теплосодержания исходных веществ Q1:
1
= Gсусла * Cсусла * Tпоступ. сусла = 10189,23
* 3,63 * 358 = 13241312 кДж
Теплосодержание продуктов реакции Q4:
4
= Gсусла * Cсусла * Tнагр сусла = 10189,23 *
3,63 * 294 = 10874150 кДж
Тепловой эффект процесса отсутствует Q3 = 0.
Расход тепла на охлаждение реактора Q5:
Q5 = Gаппар * Cаппар * (tкон - tнач) = 1844 * 0,48 * (21-85) = -56648
кДж
Потери тепла поверхностью аппарата в окружающую среду путем конвекции и
излучения Q6 определяем из выражения:
Q6=k*t* Fдр*(t1-tвозд),где
k -
общий коэффициент теплопередачи от реакционной массы к воздуху, Вт/м2*К;
k=0,1
Вт/м2*К.
Q6
= 0,1 * 34,45 *
300 * 38,2 = 40 кДж
Необходимо отвести следующее количество тепла Q2:
2
= Q4 + Q5 + Q6 - (Q1 + Q3)
=
= 10874150 - 56648 + 40 - 13241312 = - 2423770 кДж
Необходимая поверхность змеевика Fзм:
Fзм = Q / (k*∆tср*τ) = 2423770 / (575·41,3·300) = 3,40 м2
где: k - коэффициент теплопередачи
k = 1
/ (1/α1 + δ/λст + 1/α2) = 1/(1/699 + 0,003/50 + 1/3600) = 575
Вт/(м2*К)
α1 - коэффициент теплоотдачи от сусла к стенке змеевика,
Вт/(м2*К)
δ - толщина стенки змеевика, м
λст - теплопроводность стенки змеевика,
Вт/(м*К)
α2 - коэффициент теплоотдачи от стенки к холодной воде,
Вт/(м2*К)
α2 = 0,023 · (λв/dвн) · Re0,8 · Pr0,4 =
= 0,023 · (0,496/0,07) · 820000,8 · 9,10,4 = 3600
Вт/(м2*К)
λп - коэффициент теплопроводности пара, Вт/(м*К)
dвн - внутренний диаметр труб змеевика,
м
Критерий Рейнольдса:
Re = wв * dвн * ρв / (μв * g ) =
1,52 * 0,07 * 999 / 0,000128 * 9,81 = 82000
Критерий Прандтля:
Pr = 3600*μв*cв*g/λв = 3600*0,000128*1,15*9,81/0,496 = 9,1
расч < Fгеом = > поверхности теплообмена хватает
Расчет расхода хладагента
Реакционная масса в реакторе: 85°С → 21°С
Вода в змеевике: 16°С → 20°С
∆tб = 85-16 = 69°С,
∆tм = 21-20 = 1°С,
Средняя разность температур с учетом приведенных выше следующих условий:
∆tср = (∆tб -∆tм)/ln(∆tб/∆tм)=(69-1)/
ln(69/1)=16,06°С
А = (Т2-t1)/ (Т2-t2) (9),
где Т1- начальная температура реакционной массы, Т1=85°С;
Т2 - конечная температура реакционной массы, Т2=21°С;
t1- начальная температура холодной
воды, t1=16°С,
t2- конечная температура холодной воды,
t2=20°С.
А = (85-16)/(21-20)= 69.
Расход жидкого хладагента определяют по формуле:
хол.вод=Q2/схл*( t2ср- t1), кг
где t2ср - средняя за процесс температура
хладагента на выходе из охлаждающего устройства;
схл - удельная теплоемкость воды, схл =4,19
кДж/кг*К;
t2ср= t1+ ∆tсрохл * lnA=16+16,06*4,2=83,45 0С
необходимое количество холодной воды:хол.вод = 2423770
/4,19*(83,45-16)=8576 кг,хол.вод = 8,6 м3
Мгновенный расход: Gмгнов = 8,6 / 300 = 0,02 м2/с
Расчет четвертого участка стадии приготовления дрожжей
(размножение дрожжей)
Теплосодержания исходных веществ Q1:
1
= Gсусла * Cсусла * Tпоступ. сусла + Gдрож * Сдрож * Tпоступл. дрож =
,23 · 3,63 · 294 + 1030,49 · 3,32 · 294 = 11879745 кДж
Теплосодержание продуктов реакции Q4:
4
= Gдрож *Cдрож *Tдрож + Gуг*Cуг*Tуг
= 10892,05 * 3,32 * 294 +
,23*0,814* 294= 10742131 кДж
В реакторе протекает следующая реакция:
С6Н12О6 = 2СО2 + 2С2Н5ОН
Молекулярные массы: 180,18 =2*44,01 2*46,08
Q3= Qреак=Gисх*q реак*h*1000/Mисх, где
Gисх
- операционное или
часовое количество ключевого вещества, определяющего выход целевого продукта
операции, кг/опер или кг/час;
Gисх = 1689,5 кг/опер. Расчет сделан из
соответствующих статей материального баланса, с учетом переводного коэффициента
Mисх
- мольная масса
ключевого вещества, кг/Кмоль;
q реак - мольный тепловой эффект химической
реакции, кДж/моль;
q реак = 104 Дж/моль
- коэффициент пересчета Кмоль в моль;
h - количество прореагировавшей глюкозы - 70%
Q3
= Qреак = 1689,5*104*0,7*1000/180,18 = 682626
кДж
Расход тепла на нагрев реактора Q5 = 0.
Потери тепла поверхностью аппарата в окружающую среду путем конвекции и
излучения Q6 определяем из выражения:
Q6=k*t* Fдр*(t1-tвозд),где
k -
общий коэффициент теплопередачи от реакционной массы к воздуху, Вт/м2*К;
k=0,1
Вт/м2*К.
Q6
= 0,1 * 34,45 *
(48*3600) * 2 = 1191 кДж
Необходимо отвести следующее количество тепла Q2:
2
= Q4 + Q5 + Q6 - (Q1 + Q3)
= 10742131 + 1191 - 13241312 - 682626 =
= - 3180616 кДж
Fзм = Q / (k·∆tср·τ) = 3180616 / (554·16,06·172800) =
0,05 м2
где: k - коэффициент теплопередачи, Вт/(м2*К)
k = 1
/ (1/α1 + δ/λст + 1/α2) = 1 / (1/699 + 0,003/50 + 1/3600) = 554
Вт/(м2*К)
α1 - коэффициент теплоотдачи от бродящей массы к стенке,
Вт/(м2*К)
δ - толщина стенки змеевика, м
λст - теплопроводность стенки змеевика
α2 - коэффициент теплоотдачи от стенки к воде, Вт/(м2*К)
α2 = 0,023 (λв/dвн) Re0,8 Pr0,4 = 0,023 (0,496/0,07)
820000,8 8,70,4 = 3100
Вт/(м2*К)
λп - коэффициент теплопроводности пара, Вт/(м*К)
dвн - внутренний диаметр труб змеевика,
м
Критерий Рейнольдса:
Re = wв * dвн * ρв / (μв * g ) =
1,22 * 0,07 * 999 / 0,000124 * 9,81 = 82000
Критерий Прандтля:
Pr = 3600*μв*cв*g/λв = 3600*0,000128*1,15*9,81/0,496 = 8,7
расч < Fгеом => поверхности теплообмена хватает.
Расчет расхода хладагента
Реакционная масса в реакторе: 21°С → 21°С
Вода в змеевике: 16°С → 19°С
∆tб=21 - 16 = 5°С,
∆tм=21 - 19 = 2°С,
Средняя разность температур с учетом приведенных выше следующих условий:
∆tср=(∆tб -∆tм)/ln(∆tб/∆tм)=(5-2)/
ln(5/2)=3,27°С
А=(Т2-t1)/ (Т2-t2) (9),
где Т1- начальная температура реакционной массы, Т1=21°С;
Т2 - конечная температура реакционной массы, Т2=21°С;
t1- начальная температура холодной
воды, t1=16°С,
t2- конечная температура холодной воды,
t2=19°С.
А=(21-16)/(21-19)= 2,5.
Расход жидкого хладагента определяют по формуле:
хол.вод=Q2/схл*( t2ср- t1), кг
где t2ср - средняя за процесс температура
хладагента на выходе из охлаждающего устройства;
схл - удельная теплоемкость воды, схл =4,19
кДж/кг*К;
t2ср= t1+ ∆tсрохл * lnA=16+3,27*0,91=19,00 0С
необходимое количество холодной воды:хол.вод = 3180616
/4,19*(19-16)=252429 кг,хол.вод = 253 м3
Мгновенный расход:
мгнов = Gхол.вод / (48*3600) = 0,0015 м3/с
5.3
Тепловой расчет осахаривателя О-17
При расчете теплового баланса осахаривателя принимаем во внимание
следующие 3 процесса:
. Загрузка замеса ( t1 = 70° C) из смесителя-выдерживателя;
. Осахаривание замеса при ( t2 = 70° C);
. Выгрузка сусла (t3 = 70° C);
τ
 t,°С
t,°С
Рис. 5.3 Температурный профиль процесса
Рассмотрим подробнее каждую ступень температурного режима процеса и
преобразуем общее уравнение теплого баланса для каждого участка в отдельности
[26]:
ступень: составления теплого баланса не требуется;
ступень: Q1+ Q2 = Q4+ Q6 (химического превращения нет Q3=0, ректор
работает непрерывно - нагрев самого реактора до 70°С не учитываем, Q5=0
);
ступень: составления теплого баланса не требуется.
Определение статей теплового баланса реактора
Расчет второго участка стадии осахаривания (осахаривание
замеса)
Температура процесса постоянна, следовательно Q1 = Q4.
Тепловой эффект реакции гидролиза крахмала пренебрежительно мал и в
расчетах его не учитываем Q3 = 0.
Так как корпус аппарата уже нагрет до температуры осахаривания, то Q5
= 0.
Потери тепла поверхностью аппарата в окружающую среду Q6:
Потери тепла поверхностью аппарата в окружающую среду путем конвекции и
излучения Q6 определяем из выражения:
Q6=k*t* Fосахарив*(tзамеса-tвозд),где
= 0,1 - рассчитано выше
Площадь поверхности осахаривателя Fосахарив:
Fд = π * (R + R1) * l + 2 · π * R * H + π · R2 = 3,14*(1,6+0,1) *1,3 +
*3,14*1,6*4,2 + 3,14*1,6*1,6 = 57,18 м2
где:
R -
радиус цилиндрической части аппарата, R = 1,6 м
R1 - радиус нижнего основания конусного
днища, R1 = 0,1 м
l -
длина образующей днища, l =
1,3 м
H -
высота цилиндрической части осахаривателя, H = 4,2 м
(tзамеса-tвозд) = 70-20 = 50°С
Q6
=
0,1*3600*57,18*50=1030 кДж - такое количество теплоты отводится через стенку аппарата.
Необходимо подвести следующее количество тепла Q2:
2
= Q4 + Q5 + Q6 - (Q1 + Q3)
= Q6 = 1030 кДж
Необходимая поверхность змеевика Fзм:
Fзм = Q / (k*∆t*τ) = 1030*1000 / (873*50*3600) = 0,006
м2расч < Fгеом = > поверхности
теплообмена хватает.
Расход теплоносителя: Gт.н. = Q / rпара = 403 / 2140,0 = 0,18 кг
5.3
Тепловой расчет аппарата хемомеханоферментативной обработки ХМФО-I
При расчете теплового баланса ХМФО-аппарата принимаем во внимание
следующие 3 процесса:
. Загрузка зерна (t1 = 23°C) и одновременная загрузка горячей дефлегматорной воды (t1 = 70°C);
. Гидроферментная обработка при (t2 = 70°C);
. Выгрузка сусла (t3 = 70°C);
t,°С
 τ
τ
Рис. 5.4 Температурный профиль процесса
Рассмотрим подробнее каждую ступень температурного режима процесса и
преобразуем общее уравнение теплого баланса для каждого участка в отдельности
[26]:
ступень: составления теплого баланса не требуется;
ступень: Q1+ Q2 = Q4+ Q6 (химического превращения нет Q3=0, реактор
работает непрерывно - нагрев самого реактора до 70°С не учитываем, Q5 =
0);
ступень: составления теплого баланса не требуется.
Определение статей теплового баланса реактора
Расчет второго участка стадии осахаривания (осахаривание
замеса)
Тепловой эффект реакции частичного гидролиза крахмала пренебрежительно
мал и в расчетах его не учитываем Q3 = 0.
Так как корпус аппарата уже нагрет до температуры осахаривания, то Q5
= 0.
Потери тепла поверхностью аппарата в окружающую среду Q6:
Теплосодержания исходных веществ Q1:
1
= Gзерна * Cзерна * Tпоступ. зерна + Gводы * Своды * Tпоступл.воды =
* 2,22 * 296 + 11402,54 · *4,19 * 343 = 18884444 кДж
Теплосодержание продуктов реакции Q4:
4
= Gзамеса *Cзамеса *Tзамеса = 15283,91 * 3,63
* 343 = 19029843кДж
Потери тепла поверхностью аппарата в окружающую среду путем конвекции и
излучения Q6 определяем из выражения:
Q6=k*t* Fхмфо*(tзамеса-tвозд),где
= 0,1 - рассчитано выше
Площадь поверхности ХМФО-аппарата Fхмфо:
Fхмфо = π * (R + R1) * l + 2 · π * R * H + π · R2 = 3,14*(1,2+0,1) *1,25 +
*3,14*1,2*3,5 + 3,14*1,2*1,2 = 36,00 м2
где: R - радиус цилиндрической части
аппарата, R = 1,2 м
R1 - радиус нижнего основания конусного
днища, R1 = 0,1 м
l -
длина образующей днища, l =
1,25 м
H -
высота цилиндрической части ХМФО-аппарата, H = 3,5 м
(tзамеса-tвозд) = 70-20 = 50°С
Q6=0,1*2700*36*50=486 кДж - такое
количество теплоты отводится через стенку аппарата.
Необходимо подвести следующее количество тепла Q2:
2
= Q4 + Q6 - Q1 = 19029843 + 486 - 18884444 =
145886 кДж
Необходимая поверхность змеевика Fзм:
Fзм = Q / (k*∆t*τ) = 145886*1000 / (873*50*2700) = 1,2
м2
расч < Fгеом = > поверхности теплообмена хватает.
Расход теплоносителя:
Gт.н. = Q / rпара = 145886 / 2140,0 = 68,17 кг
Мгновенный расход пара: Gпара = 68,17/3600 = 0,025 кг/с
.4
Ректификационное отделение
Тепловой баланс брагоэпюрационной колонны на одни сутки [18]
Таблица 5.2
Тепловой баланс брагоэпюрационной колонны
|
Наименование и обозначение
теплоисточника
|
Формула для расчета
количества тепла
|
Количество тепла, МДж
|
|
Приход
|
|
Бражка, Qб
|
Qб = Gб
* cб * tб Qб = 285506*3,9*75
|
83510
|
|
Котельный пар, Qрб
|
Qрб = 0,95 * Pб
* i’’рб Qрб = 0,95*2676* Pб
|
2542,2* Pб
|
|
Итого:
|
|
83510 + 2542,2* Pб
|
|
Расход
|
|
Эпюрированный пар, Qэ
|
Qэ = Gэ
* i’’э Qэ = 25304,17 * 2540
|
64242
|
|
Пар бражного дистиллята, Qд
|
Qд = Gд * i’’б Qд =
44863,43 * 1964,6
|
88138
|
|
Барда, Qр
|
QR =
GR * cR * tR QR = 215338,4 *
105*4,1
|
92703
|
|
Конденсат острого пара, Qк
|
Qк = Pб * iр Qк = Pб*481
|
Pб*481
|
|
Итого:
|
|
245083 + Pб*481
|
Суточный расход пара на брагоэпюрационную колонну:
Pб = (245083-83510)/(2542,2-481) =
78,39 т/сут
Удельный расход воды на дефлегматор и конденсатор
брагоэпюрационной колонны:
w = Qд - Gб* cб * (tб
- tби) - Gд * iд = 88138*103
- 285506* 3,8 * (75-28) -
,43*389 = 19695 МДж
Gw = Qw / ((tкон - tнач)*cв) = 19695 / ((65-20)*4,19) = 104,5
т/сут или 105
м3/сут,
где: cб - теплоемкость бражки, кДж/(кг*град);б -
температура бражки на входе в колонну, °С;
i’’ - энтальпия острого пара, кДж/кг;
i’’э - энтальпия бражного дистиллята, кДж/кг;
tR - температура барды, °С;
cR - удельная теплоемкость барды, кДж/(кг*град);
iр - энтальпия конденсата пара, кДж/кг;
cв - теплоемкость воды, кДж/(кг*град);w - тепловая нагрузка на водяную
секцию дефлегматора и конденсатора брагоэпюрационной колонны, МДж;
tкон,tнач - конечная и начальная температура охлаждающей воды, °С;би
- температура исходной бражки, °С.
Тепловой баланс эпюрационной колонны на одни сутки
Таблица 5.3
Тепловой баланс эпюрационной колонны
|
Наименование и обозначение
теплоисточника
|
Формула для расчета
количества тепла
|
Количество тепла, МДж
|
|
1
|
2
|
3
|
|
Приход
|
|
Бражной дистиллят, Qд
|
Qд = Gд * i’д Qд =
44863,43 * 389
|
17452
|
|
Эпюрированный пар, Qэ
|
Из таблицы 5.1
|
64242
|
|
Непастеризованный спирт, Qнс
|
Qнс = Gнс
* i’нс Qд =
343*220
|
75
|
|
Вода на гидроселекцию, Qwr
|
Qwr =
Gд * cв * t Qwr = 99189,32*4,19*81,6
|
33913
|
|
Итого:
|
|
115682
|
|
Расход
|
|
Эпюрат, Qэп
|
Qэп = Gэп
* i’эп Qэп =
169840,66*419
|
71163
|
|
Фракция головная этилового
спирта, QГ
|
QГ = GГ
* i’Г QГ =
805,09 * 230
|
185
|
|
Вода на дефлегматор и
конденсатор, QДЭ
|
QДЭ = 115682 - (Qэп + QГ ) QДЭ = 115682 - 71163 - 185
|
44334
|
|
Итого:
|
|
115682
|
Где: i’д - энтальпия бражного дистиллята, кДж/кг;
i’нс - энтальпия непастеризованного
спирта, кДж/кг;
i’эп - энтальпия эпюрата, кДж/кг;
i’Г - энтальпия головной фракции этилового спирта, кДж/кг
Удельный расход воды на дефлегматор и конденсатор
эпюрационной колонны:
Gw = QДЭ/((tкон - tнач)*cв) = 44334/ (70-20)*4,19 = 221 т/сут
или 221 м3/сут, где
tкон,tнач - конечная и начальная температура охлаждающей воды, °С
Тепловой баланс ректификационной колонны на одни сутки
Таблица 5.4
Тепловой баланс ректификационной колонны
|
Наименование и обозначение
теплоисточника
|
Формула для расчета
количества тепла
|
Количество тепла, МДж
|
|
1
|
2
|
3
|
|
Приход
|
|
Эпюрат, Qэп
|
из таблицы 5.2
|
71163
|
|
Флегма, QFP
|
QFP = GFP * i’FP QFP =365265 * 226
|
82550
|
|
Пар в кипятильник,
Qрб
|
Qрб = PР
* i’’Р,
Qрб = 2725* Pр
|
2725* Pр
|
|
Итого:
|
|
153713+2725* Pр
|
|
Расход
|
|
Пар на дефлегматор, QGP
|
QGP = GGP * i’GP, QGP = 365265*1169
|
426995
|
|
Спирт ректификованный,
Qc
|
Qc = Gc * i’c Qc = 25461,43*226
|
5754
|
|
Пар сивушного масла, QСМ
|
QСМ = GСМ
* i’СМ QСМ =
2073,49*2007
|
4161
|
|
Лютерная вода, QЛВ
|
QЛВ = GЛВ
* i’ЛВ QЛВ =
141962,74*419
|
59482
|
|
Конденсат пара, Qpp
|
Qрб = PР * i’Р, Qрб = PР*559
|
559* PР
|
|
Итого:
|
|
496392 + 559* PР
|
Удельный расход пара на ректификационную колонну
PР = (496392 - 153713)/(2725-559) =
158,2 т/сут
Тепловая нагрузка на дефлегматор и конденсатор:
д
= QGP - QGP = 426995 - 82550 = 344445 МДж
Удельный расход воды на дефлегматор и конденсатор
ректификационной колонны:
Gw = QД/((tкон - tнач)*cв) = 344445/ (70-20)*4,19 = 1644 т/сут
или 1645
м3/сут,
где tкон,tнач - конечная и начальная температура охлаждающей воды, °С
Тепловой баланс разгонной колонны на одни сутки
Таблица 5.5
Тепловой баланс разгонной колонны
|
Наименование и обозначение
теплоисточника
|
Формула для расчета
количества тепла
|
Количество тепла, МДж
|
|
1
|
2
|
3
|
|
Приход
|
|
Фракция головная, QГ
|
из таблицы 5.3
|
185
|
|
Котельный пар, QPK
|
QPK =
GPK * i’PK QPK =8910
* 2725
|
24280
|
|
Флегма, QFK
|
QFK = PFK * i’’FK QFK = 2227,5* 218
|
486
|
|
Итого:
|
|
24951
|
|
Расход
|
|
Концентрат, QFKM
|
QFKM = GFKM * i’FKM QFKM = 24,5
* 222
|
5,4
|
|
Спирт из фракции головной,
QСК
|
QСК = GСК
* i’СК QСК =
780,59 * 225
|
176
|
|
Конденсат пара, QPK
|
QPK =
GPK * i’PK QPK =8910
* 556
|
4953
|
|
Пар на дефлегматор, QGK
|
QGK =
GGK * i’GK QGK = 1722,5 * 1123
|
1934
|
|
Итого:
|
|
7068
|
Тепловая нагрузка на дефлегматор и конденсатор:
Qдк = 24951 - 7068 = 17883 МДж
Удельный расход воды на дефлегматор и конденсатор
эпюрационной колонны:
Gw = QДК/((tкон - tнач)*cв) = 17883/ (60-20)*4,19 = 106 т/сут
или 106
м3/сут,
где tкон,tнач - конечная и начальная температура охлаждающей воды, °С
Тепловой баланс сивушной колонны на одни сутки
Таблица 5.6
Тепловой баланс сивушной колонны
|
Наименование и обозначение
теплоисточника
|
Формула для расчета
количества тепла
|
Количество тепла, МДж
|
|
Приход
|
|
Сивушное масло из
ректификационной колонны, QСМР
|
QСМР = GСМР*IСМР QСМР =2073*4,26*50,4
|
445
|
|
Компоненты сивушного масла
из эпюрационной колонны, QСМЭ
|
QСМЭ = GСМЭ*IСМЭ QСМР =1093,79
*4,34*85
|
403
|
|
Лютерная вода, Qск
|
Qск = Gск*Iск Qск =6334,33
* 81,6*4,2
|
2171
|
|
Флегма, Qфск
|
Qфск = Pфск
* i’’фск QFK = 41622,5* 218
|
9073
|
|
Греющий пар, Qрск
|
Qрск = PР
* i’’Р Qрск = 2725* Pр
|
2725* Pр
|
|
Итого:
|
|
12092 + 2725* Pр
|
|
Расход
|
|
Сивушное масло, QFсм
|
QFсм = GFсм * IFсм QFсм = 85,75 * 81,9 * 3,6
|
25
|
|
Лютерная вода, Qw
|
Qw = Gск*Iск Qw = 6334,33 * 103 * 4,3
|
2805
|
|
Головной погон,
Qгсм
|
Qгсм = Gгсм * Iгсм
Qгсм =1259,4 * 78,3 * 2,9
|
286
|
|
Пар на дефлегматор, QG
|
QG =
GG * i’G QGK
= 41622,5 * 1225
|
50987
|
|
Конденсат пара, Qp
|
Qр = PР * i’’Р Qр = 556* Pр
|
556* Pр
|
|
Итого:
|
|
54103 + 556* Pр
|
Удельный расход пара на ректификационную колонну
PР = (54103 - 12092)/(2725-556) = 19,4
т/сут
Тепловая нагрузка на дефлегматор и конденсатор:
д
= QG - Qфск = 50987 - 9073 = 41914 МДж
Удельный расход воды на дефлегматор и конденсатор ректификационной
колонны:
Gw = QД/((tкон - tнач)*cв) = 41914/ (60-20)*4,19 = 250 т/сут
или 250 м3/сут,
Где tкон,tнач - конечная и начальная температура охлаждающей воды, °С
6.
Автоматизация производства. Средства КИП АСУ ТП
Современные технологические процессы в химической промышленности
характеризуются большим количеством параметров, которые необходимо
контролировать в ходе технологического процесса.
Для этого используются современные системы управления, благодаря которым:
· достигается высокая производительность
· улучшаются условия труда обслуживающего персонала
Основными параметрами, контролируемыми в процессе производства спирта
являются температура и давление.
6.1 Бродильное отделение
Отделение очистки и подработки зерна
В отделении очистки и подработки зерна предусмотрен контроль щитовыми
приборами количества сырья, поступающего в переработку. Предусмотрена
сигнализация на щите управления верхнего и нижнего уровня в бункере,
периодически дополняемом в ходе транспортировки, очистки и переработки сырья.
Режим работы механизмов поточно-транспортной системы местный, при этом
механизмы запускаются вручную, по месту.
Варочное отделение
В ХМФО-аппаратах предусмотрен контроль температуры замеса щитовыми приборами
и термометрами, по месту.
Контроль за температурой разваривания сырья в контактной головке и
выдерживателях осуществляют щитовыми приборами. Контроль за давлением в
выдерживателях происходит по месту. Осуществляют контроль уровня воды в
сборниках воды, подаваемой на технологические нужды.
Контроль температуры массы в осахаривателе происходит при помощи щитовых
приборов.
Дозирование ферментных препаратов в осахариватель производят через
дозатор.
Предусмотрена сигнализация на щите управления работы насоса подачи сусла
в бродильное отделение и уровня массы в осахаривателе.
Осуществляют контроль щитовыми приборами за температурой сусла после
теплообменника.
Отделение приготовления дрожжей
Предусмотрен контроль температуры дрожжей приборами. Существует сигнализация
на щите управления нижнего предельного уровня серной кислоты в мернике.
Бродильное отделение
Контроль за температурой брожения в бродильных чанах производят при
помощи щитовых приборов и термометров, установленных по месту.
В таблице 6.1 приведена спецификация средств измерений и автоматизации
непрерывного разваривания.
Таблица 6.1
Спецификация средств измерений и автоматизации схемы непрерывного
разваривания
|
Наименование средства
измерения или автоматизации
|
Номер по аппаратурной схеме
|
Тип
|
Диапазон измерения,
регулирование
|
Класс точности
|
Техническая характеристика
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Датчик сигнализатора уровня
( в бункере зерна)
|
1,2
|
-
|
-
|
1,5
|
-
|
|
Прибор, показывающий
самопишущий (ХМФО I, II)
|
3,4
|
КСМ-3
|
0-1000С
|
0,5
|
-
|
|
Манометр (контактная
головка, выдерживатели)
|
5,6,7
|
ОБМ
|
0-10
|
1,5
|
-
|
|
Прибор, показывающий
самопишущий (осахариватель)
|
8
|
КСМ-3
|
О-1000С
|
0,5
|
-
|
|
Прибор показывающий
самопишущий (дрожжанка)
|
9
|
КСМ-4
|
0-1000С
|
-
|
Двенадцати-точечный
|
|
Прибор показывающий
самопишущий (бродильный чан)
|
10
|
КСМ-4
|
0-1000С
|
-
|
Двенадцати-точечный
|
|
Прибор показывающий
самопишущий (теплообменник) 1
|
11 2
|
КСМ-3 3
|
0-1000С 4
|
-5
|
-6
|
|
Датчик сигнализатора уровня
(в осахаривателе)
|
12,13, 14
|
-
|
-
|
-
|
-
|
|
Магнитный пускатель
|
15
|
-
|
-
|
-
|
-
|
7.
Безопасность жизнедеятельности
Введение
Данный дипломный проект посвящён производству этилового спирта марки
«Экстра» из крахмалистого сырья на ООО «Талицкий спиртовый завод», а так же
усовершенствованию этого производства, в частности внедрение новой схемы
осахаривания крахмалистого сырья без обработки острым паром.
Безопасная организация производственных процессов и труда имеет большое
значение на предприятиях пищевой, химической промышленности, которая
характеризуется большим количеством вредных и опасных производственных
факторов, высокой вероятностью аварий и несчастных случаев. Она позволяет не
только снизить степень риска на рабочих местах, но и улучшить условия труда
работающих, а значит, повысить производительность. Очень важным является и
вопрос об охране окружающей среды, поскольку промышленность служит основным
источником её загрязнения. Решение этой проблемы позволит уменьшить нагрузки на
биосферу и сохранить нормальные условия существования для всего живого.
В производстве этилового спирта в ходе технологического процесса
получаются вредные и токсичные, взрыво- и пожароопасные вещества, поэтому
требуется строгое соблюдение правил техники безопасности, санитарных норм,
технологических режимов проведения процесса и требований технологических
инструкций.
Особенностью производства этилового спирта является наличие большого
количества сточных вод и образование производственных жидких отходов -
спиртовой барды, что требует проведения мероприятий по регулированию и снижению
выбросов и стоков, предусматривающих и обеспечивающих защиту трудящихся и
экологическую безопасность.
Безопасность - это состояние деятельности, при котором с определённой
вероятностью исключается появление нежелательных последствий.
К нежелательным последствиям относятся: ущерб здоровью и жизни человека,
пожары, аварии, катастрофы и т.п. Явления, воздействия и другие процессы,
вызывающие эти нежелательные последствия, называют опасностями.
Обеспечение безопасности достигается следующим:
- определением риска возникновения травмоопасного воздействия в системе и
снижение его значения до допустимого уровня,
- применением защитных устройств и других мероприятий;
- обеспечением малоотходности производства и максимальной
эффективности использования энергоресурсов при выборе технического решения;
- выявлением травмирующих и вредных факторов, возникновение
которых потенциально возможно при эксплуатации технических средств и реализации
производственных процессов в штатных и аварийных режимах работы.
7.1
Характеристика условий труда
Производство этилового спирта осуществляется в производственном 4-х этажном
здании, фундамент бетонный, стены кирпичные, перекрытия железобетонные, кровля
- черепица.
Для оценки фактического состояния условий труда используются понятия
опасных и вредных факторов производственной среды (а также их количественные
характеристики). Опасными производственными факторами являются те, которые
непосредственно представляют собой угрозу жизни человека, к их числу, прежде
всего, относят движущиеся машины и механизмы, транспортно-подъемные устройства
и перемещаемые грузы, подвижные элементы производственного оборудования,
отлетающие частицы обрабатываемого материала, электрический ток. В то время как
под вредными подразумевают факторы, оказывающие негативное влияние на здоровье
человека. Среди вредных производственных факторов выделяют следующие [20]:
- химические, к которым относят вредные химические вещества;
- биологические - патогенные микроорганизмы,
микроорганизмы-продуценты, препараты, содержащие живые клетки и споры
микроорганизмов, белковые препараты;
- физические - включающие в себя аэрозоли (преимущественно
фиброгенного воздействия), шум, вибрацию, инфразвук и ультразвук, магнитные и
электромагнитные поля, лазерное излучение, микроклиматические условия
(температуру, влажность воздуху, тепловое излучение, тепловая нагрузка среды,
освещенность (естественное и рабочих поверхностей), слепящую блесткость
источников, отраженную слепящую блесткость, пульсацию освещенности,
ультрафиолетовую радиацию и ионизирующее излучение;
- тяжесть и напряженность трудового процесса: физические перегрузки
(статические и динамические), нервно-психические перегрузки (умственное
перенапряжение).
Данное производство (в частности выделение и химическая очистка
эритромицина основания) характеризуется следующими вредными и опасными
производственными факторами:
- токсичность сырья, полупродуктов и конечных продуктов;
- термические ожоги;
- запыленность некоторых участков цеха (участок подготовки и
дробления зерна);
- возникновение пожаров и взрывов;
- опасность поражения электрическим током;
- повышенный шум и вибрации.
.2 Обеспечение безопасности труда
Мероприятия по электробезопасности
Электрический ток является самой распространенной потенциальной
опасностью на любом предприятии, в том числе и при производстве этилового
спирта. Возможность поражения электрическим током существует только при
замыкании электрической сети через тело человека или при прикосновении человека
не менее чем к двум точкам цепи, между которыми существует напряжение.
Отделение ректификации по классификации помещений согласно ПУЭ по степени
электроопасности расценивается без повышенной опасности [21].
Вероятность смертельного исхода при действии тока на организм человека
очень велика. Различают два вида поражения электрическим током: электрический
удар и электрическую травму.
Исход поражения от действия электрического тока зависит от следующих
факторов: силы, рода и частоты тока; продолжительности воздействия; путей
прохождения тока через организм человека; индивидуальных особенностей организма
и т. д.
Наиболее опасен переменный ток низкой частоты (в том числе частотой 50
Гц). При силе переменного тока до 0,015 А опасности для человека нет, но уже
при силе более 0,015 А возможны тяжелые последствия. За величину отпускающей
силы тока принята величина 0,01 А, токи силой 0,09-0,1 А и выше являются
смертельными.
Опасность поражения электрическим током, как указывалось выше, зависит в
большой степени от сопротивления тела человека, причем разные органы имеют
различное сопротивление. За расчетную величину сопротивления тела человека
принимают 1000 Ом.
Степень поражения человека электрическим током во многом зависит от
характера включения человека в электрическую цепь. Наиболее опасно двухполюсное
включение, когда человек одновременно прикасается к двум фазам электрической
цепи и оказывается под полным линейным напряжением. При однополюсном
прикосновении человек подключается к токоведущим частям одной фазы действующей
электросети.
К защитным мерам от опасности прикосновения к токоведущим частям
электроустановок относятся: изоляция, ограждение, блокировка, пониженные
напряжения, электрозащитные средства, сигнализация и плакаты.
При обслуживании и ремонте электроустановок и
электросетей обязательно использование электрозащитных средств, к которым
относятся: изолирующие штанги, изолирующие и электроизмерительные клещи,
слесарно-монтажный инструмент с изолирующими рукоятками, диэлектрические
перчатки, диэлектрические боты, калоши, коврики, указатели напряжения. Для
предупреждения персонала о наличии напряжения или его отсутствии в
электроустановках применяется звуковая или световая сигнализация [22].
Системы защитного отключения - это специальные
электрические устройства, предназначенные для отключения электроустановок в
случае появления опасности пробоя на корпусе.
Таким образом, системы защитного отключения
обеспечивают наибольшую электробезопасность. Однако, являясь достаточно
сложными электрическими устройствами с определенной надежностью срабатывания,
они применяются чаще всего в сочетании с защитным заземлением и защитным
занулением.
Защитное заземление предназначено для устранения
опасности поражения электрическим током в случае прикосновения к корпусу и к
другим нетоковедущим частям электроустановок, оказавшимся под напряжением
вследствие замыкания на корпус и по другим причинам. При этом все металлические
нетоковедущие части электроустановок соединяются с землей с помощью заземляющих
проводников и заземлителя.
Заземлитель - это проводник или совокупность
металлически соединенных проводников, находящихся в соприкосновении с землей
или ее эквивалентом.
Защитное зануление, так же как и защитное заземление,
предназначено для устранения опасности поражения электрическим током при
замыкании на корпус электроустановок. Защитное зануление осуществляется
присоединением корпусом и других конструктивных нетоковедущих частей
электроустановок к неоднократно заземленному нулевому проводу. Защитное
зануление превращает пробой на корпус в короткое замыкание между фазным и
нулевым проводами и способствует протеканию тока большой силы через устройства
защиты сети, а в конечном итоге быстрому отключению поврежденного оборудования
от сети.
Защитным заземлением либо занулением должно быть обеспечено сопротивление
4 Ом, но поскольку ток пойдет по пути меньшего сопротивления, то поражения
электрическим током не будет.
Предупреждение возможности накопления электростатических зарядов на
материалах, оборудовании и на людях осуществляют с учетом особенностей
производств; с целью защиты от статического электричества предусматривается
проведение на предприятии следующих мероприятий:
- заземление технологических аппаратов, оборудования и трубопроводов (в том
числе установкой перемычек на фланцевых соединениях трубопроводов, по которым
транспортируются кислоты и щелочи, ЛВЖ) [20];
- транспортировка растворов ЛВЖ (этанола, фракция сивушных
масел, метанол) с помощью вакуума или давлением инертного газа (объемная доля
кислорода в инертном газе должна быть не более 1% ) со скоростью, не
превышающей 1 м/с, снятие вакуума в таких случаях производится с помощью
сжатого азота;
- заполнение аппарата должно происходить через опущенную до дна
трубу с направлением струи вдоль стенок сосуда;
- обеспечение герметичности оборудования и трубопроводов;
- использование в производственном процессе инструментов из
цветного металла (исключается вероятность искрения);
- отбор проб из аппаратов должен производиться только после
полного прекращения движения жидкостей;
- запрещается ношение одежды из синтетических волокон, шелка, а
также колец и браслетов.
В отделении брагоректификации, с целью уменьшения статического
электричества, поддерживается влажность воздуха 60-65% (для этого проводится
ежемесячная влажная уборка помещений) и выполняются все необходимые меры,
перечисленные выше и предотвращающие возникновение статического электричества.
На проектируемом производстве используется напряжение: U=12 В, U=220 В, U=380
В. В производственных помещениях применяются следующие электромеханические
устройства: молотковая дробилка, центробежные и плунжерные насосы, приводы
перемешивающих устройств и вентиляторов и др.
Во избежание поражения работающих электрическим током с целью обеспечения
электробезопасности необходимо осуществление следующих мероприятий на участке
брагоректификации [23]:
- электродвигатели всех реакционных аппаратов, центробежных насосов, должны
быть выполнены в закрытом и взрывозащищенном исполнении (должна быть обеспечена
изоляция всех токоведущих частей оборудования);
- все электрооборудование, металлоконструкции, аппаратура
должны быть заземлены;
- необходимо предусмотреть защитное отключение и малые
напряжения в электрических цепях;
- покрытие полов в производственном помещении должно быть
электропроводящее (бетонные, цементно-песочные);
- у здания цеха необходима молниезащита (наличие молниеотвода);
- персонал, обслуживающий электрические устройства, должен
снабжаться специальной одеждой и искробезопасным инструментом.
В настоящее время на действующем производстве этилового спирта в
отделении ректификации применяются следующие меры защиты персонала от
поражающего действия электрического тока:
§ подключение всех электроустановок и металлоконструкций (трубопроводы,
арматура площадок обслуживания, воздуховоды вытяжной вентиляции) к контуру
заземления;
§ изоляция токоведущих частей оборудования;
§ взрывозащищенное исполнение электродвигателей оборудования, центробежных
насосов;
§ использование персоналом средств индивидуальной защиты;
§ наличие у здания цеха молниезащиты.
Совокупность обозначенных мероприятий обеспечивает безопасные условия
труда.
Пожарная
безопасность
Пожар - это неконтролируемое горение вне специального очага, наносящее
материальный ущерб и создающее опасность для жизни и здоровья людей и объектов
окружающей среды [20].
Классификация основных производственных помещений и установок по пожаро-
и взрывобезопасности, электрооборудованию и санитарным характеристикам
приведена в таблице 7.1:
Таблица 7.1
Классификация основных производственных помещений и установок по пожаро-
и взрывобезопасности, электрооборудованию и санитарным характеристикам
|
№ п/п
|
Наименование цеха,
отделения, участка
|
Категория взрывопожарной и
пожарной опасности помещений и зданий [24]
|
Классификация помещений и
наружных установок по электрооборудованию
|
Группа произв. процессов по
санитарным характеристикам СНиП I I-92-76
|
|
|
|
Класс помещения по правилам
устройства электроустановок
|
Группа взрывоопасных смесей
|
|
|
1.
|
Подработочное отделение
зернового сырья
|
Б
|
П I I -a агрессив
|
Т2 (пыль зерновая)
|
II
|
|
2.
|
Варочное отделение
|
Д
|
П I I -a агрессив.
|
-
|
II
|
|
3.
|
Дрожжевое отделение
|
Д
|
П I I -a агрессив
|
-
|
I
|
|
4.
|
Бродильное отделение
|
Д
|
П I I -a агрессив
|
-
|
I
|
|
5.
|
Браго-ректификационное
отделение
|
А
|
П I I -a агрессив
|
Пары этилового спирта
|
III
|
Пожаро-взрывоопасные свойства сырья, полупродуктов, готового продукта
представлены в таблице 7.2 по [25]:
Таблица 7.2
Пожаро-взрывоопасные свойства сырья, полупродуктов, готового продукта
|
Наименование сырья,
полупродукта, готового продукта
|
Температура, ºС
|
Пределы воспламенения паров
в воздухе, ºС
|
|
вспышки
|
воспламенения
|
само-воспламенения
|
Нижний предел
|
верхний предел
|
|
1. Этиловый спирт
|
13
|
14
|
467
|
14
|
41
|
|
2. Масло сивушное
|
40
|
5
|
400
|
5
|
53
|
|
3. Фракция головная
этилового спирта
|
35
|
-
|
400
|
-
|
-
|
|
4. Пыль зерновая
|
-
|
-
|
415
|
630
|
1050
|
Здания производственные, фундамент бетонный, стены, перегородки, колонны
построены из белого кирпича, перекрытия - железобетонные. Конструкции из кирпича
весьма устойчивы, так как медленно прогреваются, хорошо противостоят действию
воды. При температуре 900ºС прочность их уменьшается только на 10-15% [24].
Из производственного здания предусматривается наличие не менее двух
эвакуационных выходов. Из помещений на всех этажах должны быть эвакуационные
выходы, ведущие к лестничным клеткам, имеющим самостоятельный выход наружу, что
и обеспечивается на действующем предприятии.
Противопожарное водоснабжение обеспечивается непосредственно из
водопровода высокого давления или хозяйственно-питьевым водоснабжением. Вдоль
дороги на расстоянии не более 100 м друг от друга или не более 2 м от дороги
устанавливаются гидранты.
В цехах установлены звуковые и световые извещатели пожарной сигнализации
пожарной сигнализации [25].
Перечисленные выше мероприятия по пожарной безопасности осуществляются на
действующем предприятии в полном объеме и обеспечивают нормальные условия
пожаробезопасности.
Средства
пожаротушения
Для тушения загоревшегося электрооборудования следует применять двуокись
углерода (ручные огнетушители ОХП-10) [25]. В брагоректификационном отделении
установлено 15 огнетушителей, что соответствует [26]: 1 огнетушитель на 50 м2
площади помещения.
Загоревшийся этанол тушить порошковым огнетушителем, средствами объемного
тушения (минимальная концентрация углекислого газа 29%, азота - 43%,
дибромтетрафторэтана - 2,1%), песком, асбестовым одеялом, водой и пеной.
Для предупреждения загорания (или взрыва), тушения возникшего пожара,
локализации пожара на участке используется система автоматической пожарной
защиты (АПЗ).
При локализации пожара развитие очага горения сдерживается воздействием
огнетушащих средств, имеющихся в наличии в цехе, к числу которых относятся
огнетушители ОХП-10, автоматические установки пожаротушения, песок, асбестовые
одеяла, до прибытия передвижных подразделений пожарной охраны.
Токсические свойства сырья, полупродуктов, готового продукта
и отходов производства
На проектируемом производстве используются, а также могут получаться в
качестве полупродуктов или отходов производства, вещества и материалы,
оказывающие раздражающее и/или токсическое воздействие на организм человека.
Вредные и опасные вещества, их характеристики, предельно допустимые
концентрации (ПДК) этих веществ в атмосфере рабочей зоны приведены в таблице
7.3 в соответствии с источниками литературы [27, 28]:
Таблица 7.3
Токсические свойства веществ
|
№ п/п
|
Наименование веществ
|
Характеристика токсичности
|
ПДК, мг/м3
|
|
1
|
2
|
3
|
4
|
|
1
|
Этиловый спирт
|
Обладает наркотическим
действием, поражает нервную систему, пищеварительный тракт, печень,
сердечно-сосудистую систему
|
2
|
|
2
|
Масло сивушное
|
Обладает общей токсичностью
и раздражающим действием паров на слизистые оболочки глаз и верхних
дыхательных путей; вызывает сухость кожи, шелушение и образование трещин
|
20
|
|
3
|
Фракция головная этилового
спирта
|
Пары вызывают раздражение
глаз и слизистых оболочек дыхательных путей
|
5,0
|
|
4
|
Кислота серная
аккумуляторная
|
Поражает кожу, слизистые
оболочки, легкие
|
1,0
|
|
5
|
Хлорная известь
|
Раздражающее действие на
слизистые оболочки дыхательных путей, на кожу
|
1,0
|
|
6
|
Пыль зерновая
|
Способна вызвать
аллергические реакции
|
4,0
|
Защита от шума и вибрации
Шум - это совокупность звуков, неблагоприятно воздействующих на организм
человека и мешающих его работе и отдыху.
Вибрация - это механические колебания упругих тел и механизмов, которые
характеризуются такими параметрами, как частота (Гц), амплитуда (м), скорость
(м/с) и ускорение (м/с). Вибрация и шум сопутствуют друг другу.
Шум, действуя на центральную нервную систему, влияет на весь организм.
Под влиянием шума изменяется режим дыхания и работы сердца, повышается кровяное
давление и т.д., что, в конечном счете, может привести к различным
заболеваниям.
Сильный шум в условиях производства может способствовать возникновению
травматизма и ведет к снижению производительности труда. Шум отрицательно
действует на органы слуха, обладает кумулятивным свойством, действуя на
центральную нервную систему, понижая тонус и в целом - производительность
труда, увеличивая число ошибок в работе.
Между шумом и вибрациями нет принципиального различия - это гармонические
колебания воздуха (шум), твердых предметов (вибрация).
Колебания твердых предметов (машин, установок) передаются окружающему
воздуху, и начиная с 16-20 Гц вибрации сопровождаются шумом.
Источниками шума и вибрации на производстве этилового
спирта являются дробилки, вентиляторы, насосы, транспортирующие системы,
течение газа или жидкости по трубопроводам. Все оборудование, используемое на
данном производстве, по уровню шума должно соответствовать ГОСТ 12.1003-83 СС
БТ и не превышать 90 дБ [29]. На сегодняшний день фактический уровень шума и
вибрации на производстве составляет 65 дБ.
Контроль уровня шума должен проводиться не реже 1 раза в год. Зоны с
уровнем шума выше 80 дБ должны обозначаться знаками безопасности.
Методы и средства защиты от шума и вибрации классифицированы в [30] и
приведены в соответствии с нормативной документацией [29, 31, 32].
Для устранения шума и вибраций, ухудшающих условия труда, применяют
изоляцию из упругого материала - резиновые буферы или дерево, которые
размещаются между машиной и ее опорным основанием - полом.
Чтобы оборудование в процессе эксплуатации не создавало шума и вибраций,
оно должно быть при изготовлении хорошо отбалансировано и правильно смонтировано
на амортизаторах [31].
Для защиты обслуживающего персонала от шума на производстве устанавливают
кабины наблюдения и дистанционного управления, представляющие собой
изолированные помещения из звукопоглощающих материалов, а также необходимо
использование персоналом средств индивидуальной защиты - СИЗ - (противошумные
наушники, закрывающие ушную раковину снаружи, или противошумные вкладыши,
прикрывающие наружный слуховой проход) [30].
В отделении брагоректификации на действующем производстве этилового спирта
защита работающего персонала от вредного воздействия шума и вибрации
обеспечивается совокупностью следующих организационно-технических мероприятий:
- применение индивидуальных средств защиты от шума;
- размещение и установка оборудования, являющегося источниками
вибрации и шума (насосов) в отдельных помещениях, на виброизоляторах;
- применение вибропоглощающих резиновых покрытий для облицовки
вибрирующих поверхностей и коммуникаций.
- установка глушителей на воздухозаборной части, а так же
четвертьволновых отводов на всасывающей и нагнетательной линии компрессоров как
показано на рисунке 7.1
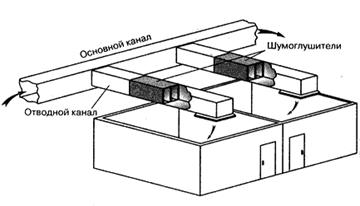
Рис 7.1 Установка отводных каналов
Уровни шума и вибрации в отделении брагоректификации
не превышают установленных норм.
Защита от механического травматизма, тепловых и ионизирующих
излучений
Безопасность работы по обслуживанию механизмов с движущимися частями
обеспечивается наличием и исправностью оградителей. Замер уровней в аппаратах и
отбор проб проводят при остановленной мешалке в замкнутых очках.
Во избежание термических ожогов аппараты, в которых процессы протекают
при повышенной температуре, паропроводы, должны иметь изоляцию определенной
толщины так, чтобы наружный слой изоляции имел температуру не выше 40ºС [32].
Микроклимат производственного помещения
Одним из необходимых условий нормальной трудовой деятельности человека
является обеспечение правильных микроклиматических условий в производственном
помещении, которые регламентируются соответствующими документами [33, 34].
Микроклимат (метеорологические условия) производственного помещения
влияет на жизненные процессы в организме человека и является важной
характеристикой гигиенических условий труда. Нормальное тепловое самочувствие
человека достигается, когда его тепловыделение полностью воспринимается
окружающей средой. В этом случае температура внутренних органов человека
остаётся постоянной, то есть при изменении метеорологических параметров в
определенных пределах человек чувствует себя нормально. Неблагоприятные
метеорологические условия способствуют быстрой утомляемости, повышенной
заболеваемости и снижению производительности труда.
Микроклимат проектируемого производства этанола характеризуется
следующими метеорологическими показателями, действующими на организм человека:
температурой, влажностью, скоростью движения воздуха, теплоизлучением
(температурой окружающих поверхностей) [32].
Основные характеристики показателей условий труда в рабочей зоне
приведены в таблице 7.4:
Таблица 7.4
Показатели условий труда в рабочей зоне
|
Наименование профессии
|
Категория Тяжести работы
|
Параметры микроклимата
факт/ норм
|
Освещенность, ЛК
|
Наименование вредных
веществ
|
концентрация вредных
веществ, мг/м3
|
площадь, приходящаяся на
одного рабочего, м2
|
Объем помещения, приход-ся
на одного рабочего, м3
|
|
|
Темпер.,0С
|
Относи-тельная влажность, %
|
Скорость воздуха, м/с
|
|
|
|
|
|
|
Аппаратчик ректификации
|
Средняя
|
24-25/22-24
|
60/60-65
|
0,2/0,1-0,4
|
Более 100
|
См. табл. 7.1
|
См. табл. 7.1
|
Более 4,5
|
Более 15
|
Категория тяжести выполняемых работ средняя, напряженный труд. Время
нахождения работников в цехе 80% от всего рабочего времени. Согласно [33] такие
условия микроклимата следует рассматривать, как вредные и опасные. Фактические
показатели условий труда в рабочей зоне, приведенные в таблице 7.4,
соответствуют допустимым нормам [33] и обеспечивают в полной мере благоприятный
производственный микроклимат.
В целях профилактики неблагоприятного воздействия микроклимата
используются защитные мероприятия:
- помещения для отдыха и обогрева;
- регламентация времени работы, в частности, перерыва в работе,
сокращении рабочего дня, увеличение продолжительности отпуска и т.д.
Вентиляция
Эффективным средством обеспечения надлежащих параметров микроклимата
рабочей зоны и чистоты воздуха является вентиляция, с помощью которой создается
организованный воздухообмен за счет удаления из рабочего помещения
загрязненного (перегретого/охлажденного) воздуха и подачей вместо него чистого
или охлажденного [34].
Вентиляция в зависимости от назначения может быть приточной и вытяжной.
Вытяжная вентиляция служит для удаления из помещений загрязненного воздуха и
выброса его за пределы цеха или корпуса, а приточная - для подачи в помещение
чистого воздуха взамен удаленного.
Отделение брагоректификации характеризуется большим количеством
получаемых вредных и токсичных веществ (этиловый спирт, сивушное масло,
метанол, фракция головная этилового спирта), оказывающих отрицательное
воздействие на организм человека.
В связи с этим, для обеспечения санитарно-допустимых концентраций вредных
веществ в воздухе рабочей зоны, отделение брагоректификации оснащено
естественной (через окна и двери), местной системой (система отвода для газов,
пыли, вредных веществ) вентиляции и аварийной.
Необходимый воздухообмен (количество воздуха, необходимое для создания
нормальных условий труда) в помещении рассчитывается по выражению:
L = i × V,
где: i- кратность воздухообмена, принимаем i = 10 1/ч;
V -
объем помещения производственного участка, м3;
- участок ректификации:
Производственное помещение площадь S = 30м x 20м = 600 м2
Высота потолков 15 м (в виду особого устройства отделения
брагоректификации из-за большой высоты ректификационных колонн этажность не
соблюдается.)
V =
600*15 = 9000 м3, L = 10
× 9000 = 90000 м3 / ч
Для вытяжки воздуха выбирается вентилятор ЦАГИСТД №10 с
производительностью Q = 24000 м3/ч.
Количество вентиляторов:
L / Q = 90000 / 24000 = 4 шт.;
- участок сивушных масел:
Производственное помещение S = 15м x 20м = 300 м2
Высота потолков 15 м
V =
300*15 = 4500 м3, L = 10
× 4500 = 45000 м3 / ч
Для вытяжки воздуха выбирается вентилятор ЦАГИСТД №10 с
производительностью Q = 24000 м3/ч.
Количество вентиляторов:
L / Q = 45000/ 24000 = 2 шт.;
Производственное помещение S = 15м x 20м = 300 м2
Высота потолков 3,5 м
V =
300 * 3,5 = 1050 м3, L = 10
× 1050 = 10500 м3 / ч
Для вытяжки воздуха выбирается вентилятор с производительностью Q =4000 м3/ч.
Количество вентиляторов:
L / Q =10500 / 4000 = 3 шт.
Все производственные помещения отделения ректификации основания
оборудуются приточно-вытяжной вентиляцией, аппараты снабжены местной вытяжной
вентиляцией, что и обеспечивается необходимый воздухообмен.
Отопление предусматривается общезаводское [33].
Освещение
Одним из важных элементов благоприятных условий труда является
рациональное освещение помещений и рабочих мест.
Промышленная освещенность - это использование световой энергии для
обеспечения зрительных условий на производстве.
При правильном освещении улучшается производительность труда (сохраняется
высокая работоспособность), снижается утомление, уменьшается травматизм
(повышается уровень безопасности труда).
Неудовлетворительное освещение вызывает преждевременное утомление,
притупляет внимание работающего, ухудшает зрение, снижает работоспособность и
может оказаться причиной несчастного случая, возрастает риск производственного
травматизма.
В зависимости от источника света производственное освещение может быть
трех видов:
§ естественное - освещение помещений солнечным светом (прямым или
рассеянным), проникающим через световые проемы в наружных конструкциях зданий;
§ искусственное - освещение электрическими источниками света;
§ совмещенное (комбинированное) - освещение, при котором недостаточное по
нормам естественное освещение дополняется искусственным [20].
В производственных помещениях предусматривается освещение естественным (в
дневное время) и искусственным светом. Естественное освещение обеспечивается
солнечным светом, проникающим через световые проёмы в наружных стенах; световой
коэффициент (СК) должен быть в пределах 1:6-1:8. В бытовых помещениях СК должен
быть не меньше 1:10. Коэффициент естественного освещения (КЕО) должен быть
предусмотрен с учетом характера труда и зрительного напряжения.
Источниками искусственного освещения (общее и местного) в настоящее время
на производственных участках служат лампы накаливания (150 Вт), использование
которых нецелесообразно ввиду их высокого потребления электроэнергии и низкого
срока службы, поэтому рекомендуется их замена на газоразрядные ртутные лампы
низкого давления (люминесцентные или лампы дневного света) и высокого давления
(дуговые ртутные лампы). Использование ламп накаливания допускается только в
случае невозможности применения газоразрядных ламп. Во взрывоопасных помещениях
предусмотрена установка взрывозащищенных светильников типа НОБ-300, НЗБ-150
(светильники повышенной надежности против взрыва) [20].
Плохая освещенность на производстве может привести к различным травмам
работников. В целях профилактики неблагоприятного воздействия световой среды
проводятся следующие мероприятия:
- своевременная замена ламп (работникам смены рекомендуется своевременно
сообщать о неисправности светильников дежурному электрику),
- ежедневная проверка освещенности цеха,
- периодическая чистка плафонов.
Нормативное освещение должно составлять от 100 до 300 лк. Фактический
показатель освещенности производственных помещений отделения брагоректификации
- 120 лк, что соответствует нормативным требованиям [33].
.3
Мероприятия по улучшению условий труда
В комплексе мероприятий по улучшению условий труда можно выделить
несколько ведущих направлений:
а) Организационные:
- систематический контроль рабочей среды;
- определение степени запыленности и загазованности воздуха.
б) Технические:
- установка местной приточной и вытяжной вентиляции;
- ограждение движущихся частей и агрегатов.
в) Систематические:
- обучение рабочих технике безопасности;
- проверка знаний, правил и норм техники безопасности рабочих и
ИТР, контроль их выполнения;
- строгое выполнение инструкций по обслуживанию оборудования.
г) Индивидуальные:
- применение индивидуальных средств защиты (спецодежда, респираторы, наушники
противошумные и т.д.).
7.4
Экологичность проектируемого производства
В производстве спирта из зернового сырья отходами производства являются:
барда, двуокись углерода, водно-спиртовая жидкость из спиртоловушек, отходы в
виде мучки, пыли, шелухи, соломы и металлических примесей, удаляемых при
размоле и рассеве зерна, лютерная вода.
Отходы, образованные в процессе очистки зернового сырья от металлических
примесей на магнитном сепараторе и от сорных примесей на зерновых сепараторах,
периодически вывозят на свал.
Водно-спиртовую жидкость из спиртоловушек по трубопроводам направляются в
приемник бражки.
Двуокись углерода (углекислый газ)
В газе, выделяемом при спиртовом брожении, содержится 98,0 - 99,8%
углекислого газа.
Остальное количество газа составляет:
,3-1,0% воздух
,5-0,9% влага
,4-0,8% спирт
,05-0,10% летучие кислоты
,01-0,05% эфиры
до 0,02% альдегиды
В сутки образуется 11,25 тыс. м3 углекислого газа (н.у.)
Газы из бродильных чанов поступают в пеноловушку, затем в спиртоловушку,
направляются из нее на участок по производству двуокиси углерода жидкой.
После очистки и сжатия двуокись углерода в виде жидкости разливают под
высоким давлением в баллоны или специальные емкости. Жидкая двуокись углерода
должна соответствовать ГОСТ 8050-85.
Двуокись углерода используется для сварочных работ, в пищевой
промышленности, для пожаротушения.
Барда
Барда представляет собой сложную полидисперсную систему, сухие вещества
которой находятся во взвешенном или растворенном состоянии. При переработке на
спирт крахмалистого сырья в барду переходят сухие вещества зерна, за
исключением крахмала, превращенного в спирт, двуокись углерода и продукты
жизнедеятельности дрожжей. В сутки образуется 215,3 т спиртовой барды. Зерновая
барда содержит до 92-93,3% воды и до 6,7-8% сухих веществ.
Сухие вещества состоят из белков, гемицеллюлоз, целлюлозы, сахаров,
декстринов, жира, минеральных и других веществ.
Относительная плотность барды колеблется от 1,02 до 1,08.
Барда из бражной колонны отводится через бардяной поплавковый регулятор
на бардохозяйство, барду используют в свежем виде на корм скоту.
Часть барды обезвоживают на центрифуге, сушат в сушилке, расфасовывают в
мешки и в сухом виде используют на корм скоту.
7.3 Характеристика стоков предприятия представлена в таблице
7.5
Таблица 7.5
Характеристика стоков
|
Наименование стока,
отделение, аппарат
|
Куда сбрасывают
|
Кол-во стоков, м3/сут
|
Периодичность сброса
|
Характеристика сброса
|
Примечание
|
|
|
|
|
Состав сброса, мг/дм3
(по компонентам)
|
Допустимое кол-во
сбрасываемых вредных веществ, кг/сут
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
1. Промывная вода от мойки,
дезинфекции оборудования и трубопроводов в варочном отделении
|
Очистные сооружения
|
270
|
1 раз в 10 дней
|
Температура 280С,
РН-4,85, ХПК-768, БПК5 -691. Азот аммонийный -36,4, сульфаты -46,
взвешенные -64, сухой остаток-995, прокаленный остаток-260, хлориды -144,
железо-2,64
|
Нет
|
Допустимого количества
сбрасываемых вредных веществ по операциям нет, т.к. все стоки смешивают и
через канализационно-насосную станцию подают на очистные сооружения
|
|
2. Промывная вода от мойки,
дезинфекции и стерилизации дрожжанок. Дрожжевое отделение.
|
Очистные сооружения
|
60
|
4 раза в сутки
|
Температура-240С,
РН-4,6, ХПК-530, БПК5 -160, Азот аммонийный -34,1, Сульфаты-27,
Взвешенные вещества-331 Сухой остаток-874, Прокаленный остаток-231, Хлориды-276,
Железо-2,2
|
Нет
|
-
|
|
3. Промывная вода от мойки,
дезинфекции стерилизации бродильных чанов. Бродильное отделение. Бродильные
чаны.
|
Очистные сооружения
|
480
|
4 раза в сутки
|
Температура 200С,
РН-5,7, ХПК-1002, БПК-707, Азот аммонийный 23,2, Сульфаты -38,Взвешенные
вещества-410, Сухой остаток-312, Хлориды-217, Железо-3,2
|
-
|
-
|
|
4. Промывная вода от мойки
полов
|
Очистные сооружения
|
6,0
|
-
|
Температура 250С,
РН-6,4, Взвешенные вещества-270, ХПК-350, БПК5-250
|
-
|
-
|
|
5. Хозяйственно-бытовые
стоки
|
Очистные сооружения
|
21
|
-
|
Температура 250С,
РН-6,6 Взвешенные вещества-40, ХПК-360, БПК5-250
|
-
|
-
|
|
6. Лютерная вода из
ректификационной колонны
|
В канализацию
|
145,95
|
Непрерывно
|
Нефтепродукты - 0,2;
взвешенные вещества - 40; ХПК-500; pH-3,8 - 5,3
|
-
|
-
|
|
7. Общий сток
|
Очистные сооружения
|
934,5
|
Не- прерывно
|
Температура - не более 400С,
РН-6,9, взвешенные вещества, мг/л-234, ХПК, мг/л-2112, БПК5,мг/О2-594
|
-
|
-
|
7.4 Выбросы в атмосферу
С помощью естественной и приточно-вытяжной вентиляции воздух из всех
отделений спиртового цеха выбрасывают в атмосферу.
В подработочном отделении для очистки выбросов воздуха от пыли использует
аспирационную систему, подведенную ко всем пылевыделяющим механизмам.
Очистку вентиляционных выбросов не проводят из-за малых количеств.
Выбросы в атмосферу по содержанию вредных веществ не превышают норм ПДК,
сточные воды подвергаются биохимической очистке, твердые отходы, представляющие
из себя зерновую шелуху и землю вывозятся на свял. Вред окружающей среде при
производстве этилового спирта не наносится.
7.5 Чрезвычайные
ситуации
Стихийные бедствия, промышленные аварии, катастрофы и т.д. создают
ситуации, опасные для жизни и здоровья значительных групп населения. Такие
бедствия принято объединять понятием ”чрезвычайные ситуации” (ЧС). В общем
случае под чрезвычайными ситуациями понимают внешне неожиданную обстановку,
характеризующуюся резким нарушением установившегося процесса и оказывающую
значительное отрицательное воздействие на жизнедеятельность человека,
функционирование экономики, социальную среду и окружающую среду.
По причинам возникновения можно выделить несколько классов ЧС:
- природные (геофизические опасные явления, геологические опасные явления,
метеорологические опасные явления и т.д., т.е. стихийные бедствия);
- экологические (изменение состояния суши, гидросферы, атмосферы и т.д.);
- биолого-социальные (инфекционные заболевания людей, животных,
сельскохозяйственных растений; массовые беспорядки и т.д.);
- техногенные катастрофы (аварии с выбросом радиоактивных
веществ, аварии с выбросом химических отравляющих веществ и т.п.);
- социально-политические конфликты военного характера (результаты
применения современных средств поражения, последствия ведения боевых действий
войск);
При возникновении чрезвычайных ситуаций следует соблюдать спокойствие и
действовать согласно требованиям и инструкциям так, чтобы авария не нанесла
ущерб жизни и здоровью людей, работающих на предприятии [20].
Возможные чрезвычайные ситуации природного характера
Талицкий спиртовый завод находится на юго-востоке Свердловской области.
Климат умеренный, рельеф ровный, в сейсмически устойчивой зоне, вероятность
природных катастроф связанных с землетрясениями исключена. Иные возможные
чрезвычайные ситуации природного характера приведены и описаны в таблице 7.6:
Таблица 7.6
Чрезвычайные ситуации природного характера
|
Фактор
|
Описание
|
Действия при ЧС
|
|
1
|
2
|
3
|
|
Наводнение
|
Временное затопление
значительной части суши водой в результате действия сил природы. Происходят
по нескольким причинам: - обильные осадки - сильные нагонные ветры, задерживающие
воды в устье реки.
|
Необходимо остановить
технологический процесс, отключить питание всех электропотребителей, быстро
занять ближайшее возвышенное место (подняться на верхние этажи или на крышу
цеха). Оказавшись в воде, держаться за плавающие предметы, отталкивать
опасные острые предметы, эвакуироваться в безопасное место.
|
|
Ураганы, бури, смерчи
|
Чрезвычайно быстрое,
сильное, нередко большой разрушительной силы и значительной продолжительности
движение воздуха. Скорость урагана 30 м/с и более.
|
Необходимо остановить
технологический процесс, отключить питание всех электропотребителей,
закрепить оборудование, которое может пострадать от урагана. В помещении:
закрыть окна и отойти от них, занять относительно безопасное место, к числу
которых относятся ниши, дверные проёмы, по возможности укрыться в
производственном убежище.
|
Техногенные чрезвычайные ситуации
Чрезвычайные ситуации техногенного характера связаны с производственной
деятельностью человека и могут протекать с загрязнением и без загрязнения
окружающей среды. К ним относятся:
- аварии с выбросом или угрозой выброса радиоактивных веществ, с выбросом
химически опасных веществ, биологических веществ, приводящие к химическими
заражениями больших территорий, групповым поражением людей,
- а также аварии, не связанные с загрязнением окружающей
среды, сопровождающиеся взрывами, пожарами, обрушениями зданий (сооружений),
разрушением гидротехнических систем, нарушением систем жизнеобеспечения и
транспортных коммуникаций и т.п.
Характер последствий техногенных катастроф зависит от вида аварии, ее
масштабов и особенностей предприятия, на котором возникла авария [30].
К числу чрезвычайных ситуаций на производстве этанола относятся, прежде
всего, возможные случаи аварийной остановки производства, причины их возникновения,
способы их предупреждения и устранения приведены в таблице 7.7:
Согласно данным, приведенным в таблице 7.7, технологический процесс в
отделении ректификации должен быть приостановлен в ряде случаев,
предусмотренных инструкцией по аварийной остановке производства, а именно:
а) разрыв трубопроводов, нарушение герметичности оборудования,
работающего под давлением
б) пожар;
в) внезапное отключение электроэнергии, воды, прекращение подачи пара,
сжатого воздуха.
г) розлив продукта в сивушном отделении
Наиболее серьезной причиной возникновения ЧС на производственном участке,
влекущий за собой остановку технологического процесса, является пожар (см.
дерево отказов рисунок 7.2):
Таблица 7.7
Возможные неполадки и аварийные ситуации, способы их предупреждения
|
Возможные производственные
неполадки, аварийные ситуации
|
Причины возникновения
производственных неполадок, аварийных ситуаций
|
Действия персонала при ЧС
|
|
1. Разрыв паропровода в
браго-ректификационном отделении
|
Механическое повреждение,
дефект трубы
|
1. Сообщить мастеру смены
об аварии. 2. Закрыть паровые вентили. 3. Остановить работу в отделении
ректификации. 4. Сообщить в котельный цех об остановке работы отделения
ректификации. 5. Сообщить начальнику цеха об аварии и принятых мерах. 6.
Приступить к устранению аварии. 7. После полной остановки отделения
ректификации, помещение хорошо проветрить. 8. Выставить посты оцепления на
подступах к опасному участку до прибытия городской пожарной команды
|
|
2. Пожар в сливном
отделении
|
Возникновение источника
зажигания
|
1. Сообщить мастеру смены
или аппаратчику перегонки и ректификации 2. Включить звуковую сигнализацию
«Сирена» 3. Сообщить о пожаре сменному контролеру для вызова им пожарной
команды, работников здравпункта, должностных лиц согласно списку. 4. Сообщить
о пожаре начальнику цеха, а так же о принятых мерах
|
|
|
5. Сообщить в котельный цех
об остановке работы отделения ректификации 6. Закрыть отбор спирта 7.
Остановить полностью работу отделения ректификации согласно инструкции по
аварийной остановке 8. Приступить к ликвидации пожара: - выключить
вентиляцию; - убедиться в отсутствии людей внутри помещения сливного- открыть
вентиль паротушения, если тушение производится СО2, то открыть
вентиль подачи СО2; - по прибытию городской пожарной команды по
вызову указать место возникновения пожара; 9. Выставит посты оцепления на
подступах к опасному участку.
|
|
3.Розлив продукта в
сивушном отделении
|
Механические повреждения
|
1. Сообщить мастеру смены
об аварийной ситуации. Принять меры по устранению течи продукта: - прекратить
подачу продукта на неисправное оборудование или трубопровод; - продукт из
неисправного оборудования перекачать в спиртохранилище. 3. Сообщить
начальнику цеха об аварийной ситуации и принятых мерах. 4. Сообщить об
аварийной ситуации контролеру для вызова им пожарной команды, работника
здравпункта, должностных лиц по списку. 5. Приступить к ликвидации аварии: а)
при сборе разлитого сивушного масла или головной фракции не разрешается
пользоваться открытым огнем, не допускать ударов металла о металл или бетон,
пользоваться инструментом из черного металла (совком, ведром, лопатой и
т.д.).
|
|
|
6. Выставить посты
оцепления к опасному участку 7. При прибытии городской пожарной команды по
вызову, ей указывается место возникновения аварийной ситуации
|
|
4. Отключение электроэнергии
|
Неисправности в электроцепи
|
- отключить все
электродвигатели; - закрыть воду, поступающую на вакуум-охлаждение, на
охлаждение в теплообменниках, дрожжанках, бродильных аппаратах и т.п. -
закрыть поступление осахаренной массы в бродильное отделение.
|
|
5.Отключение пара
|
Неисправности в котельном
цехе, на линии подачи пара и т.д.
|
- перекрыть подачу пара на
тепловую обработку, на разваривание, на колонны брагоректификационной
установки и сообщить о снятии пара в котельную; - перекрыть выход лютерной
воды и барды на спиртовой и бражной колоннах; - закрыть отбор спирта и
головной фракции; - остановить работу варочного отделения; - отключить
зерновые шнеки, элеваторы, дробилки, мешалки; - перекрыть подачу воды на
чанки замеса, выключить насосы для перекачки замеса; - остановить работу
брагоректификационной установки, перекрыть выход лютерной воды и барды,
закрыть отбор спирта и головной фракции
|
|
6. Отключение воды
|
Неисправность насоса подачи
воды
|
- закрыть воду на
брагоректификационную колонну; - остановить работу брагоректификационной
установки; - остановить работу варочной установки с сообщением о снятии пара
в котельный цех; - перекрыть поступление осахаренной массы в бродильное
отделение; - перекрыть воду на охлаждение.
|
Рисунок 7.2 Дерево причин и опасностей
А - пожар, Б - замыкание:
- разрыв трубопроводов,
- перепад напряжения,
-ошибочные действия персонала;
В - разгерметизация оборудования:
- физический износ,
- резкие изменения параметров эксплуатации,
- воздействия природного характера.
Для предупреждения техногенных ЧС необходимо: повысить уровень знаний
техники безопасности и правил эксплуатации технологического оборудования,
усилить контроль за состоянием оборудования, трубопроводов, запорной арматуры,
КИП и автоматики.
Организационно-технические мероприятия по обучению персонала поведению в
условиях чрезвычайных ситуаций это:
- организация профилактических проверок,
- техническое и медицинское обучение работников предприятия,
- сдача квалификационных экзаменов по действиям в условиях ЧС.
Организационно-технические мероприятия направлены на защиту
обслуживающего персонала и населения в чрезвычайных ситуациях и заключаются в
том, что при возникновении ЧС в цехе рабочие уведомляют вышестоящие инстанции и
соответствующие службы. При угрозе работникам предприятия и населению
организуется эвакуация людей и оказание первой медицинской помощи
командно-административным составом. Ликвидацией чрезвычайных ситуаций
занимаются соответствующие службы, при необходимости привлекаются сотрудники
предприятия.
Выводы
Приведенные характеристики рабочих условий труда удовлетворяют и
соответствуют нормативным правилам и ГОСТам.
Специальные мероприятия обеспечивают электробезопасность и
пожаробезопасность сотрудников.
В разделе «Безопасность жизнедеятельности» освещены также рассмотрены
природные и техногенные чрезвычайные ситуации, которые могут возникнуть на
производстве, способы их предупреждения и устранения последствий.
8.
Экономическое обоснование проекта
Усовершенствование технологической схемы производства этилового спирта.
В проекте предлагается усовершенствование технологической схемы
производства этилового спирта на стадии гидроферментной обработки зернового
сырья. Для этого предусмотрена замена следующего оборудования: двух чанков
замеса, двух выдерживателей, двух сепараторов пара, испарителя и осахаривателя
на емкостные аппараты хемомеханоферментативной обработки, один из которых
снабжен роторно-пульсационным аппаратом типа «S-эмульгатор», а второй
высокоэффективной мешалкой типа «миксер» и выдерживатель и осахариватель
большего объема. Предполагается использование нового комплексного ферментного
препарата «Дестамил». Использование этого препарата совместно с устройством
«S-эмульгатор» позволит значительно сократить расход острого пара, что уменьшит
расход теплоэнергии с 0,12 до 0,063 Гкал на дал, а так же позволит существенно
увеличить качество выпускаемой продукции, что позволит увеличить ее цену.
8.1
Производственная мощность
Производственная мощность в проектном варианте не изменяется, объем
выпуска продукции как и в базовом варианте, составит 951000 дал спирта в год.
8.2 Расчет
общей суммы дополнительных капитальных вложений
Дополнительные капитальные вложения определяются как сумма затрат на
приобретение, доставку и монтаж нового оборудования, демонтаж заменяемого
оборудования и потери от его недоамортизации. Расчеты основных составляющих
капитальных вложений приведены в таблице 8.1
Таблица 8.1
Расчет затрат на вновь устанавливаемое оборудование
|
Наименование основного
оборудования
|
Количество шт.
|
Цена, тыс. руб.
|
Сумма, тыс. руб.
|
Источник определения цены
|
|
1. Аппарат ХМФО-I
|
1
|
550,94
|
550,94
|
по данным производственной
практики
|
|
2. Аппарат ХМФО-II
|
1
|
564,75
|
564,75
|
|
|
3. “S-эмульгатор»
|
1
|
157,86
|
157,86
|
|
|
4. Выдерживатель
|
1
|
324,56
|
324,56
|
|
|
5. Осахариватель
|
1
|
386,45
|
386,45
|
|
|
Итого затраты на
приобретение нового оборудования
|
|
|
1984,56
|
|
|
Затраты на доставку (10%)
|
|
|
198,46
|
|
|
Затраты на монтаж (5%)
|
|
|
99,23
|
|
|
Всего затраты на вновь
устанавливаемое оборудование
|
|
|
2282,25
|
|
Расчет остаточной стоимости заменяемого оборудования приведен в таблице
8.2
Таблица 8.2
Расчет остаточной стоимости заменяемого оборудования
|
Наименование основного
оборудования
|
Количествошт.
|
Цена, тыс. руб.
|
Сумма, тыс. руб.
|
Износ,%
|
Остаточная стоимость, тыс.
руб.
|
|
1. Чанок замеса V=7,8м3
|
2
|
61,971
|
123,942
|
80
|
24,79
|
|
3. Выдерживатель V=16м3
|
2
|
127,12
|
254,24
|
80
|
50,85
|
|
4. Осахариватель V=9м3
|
1
|
71,505
|
71,505
|
80
|
14,30
|
|
5. Сепаратор пара
|
2
|
12,712
|
25,424
|
80
|
5,08
|
|
6. Испаритель
|
1
|
79,45
|
79,45
|
80
|
15,89
|
|
Итого
|
|
|
554,56
|
|
110,91
|
Затраты на демонтаж выводимого из эксплуатации оборудования принимаются
равными 10% от его балансовой стоимости - 554,56 * 0,1 = 55,46 тыс. руб.
Таким образом, дополнительные капитальные вложения, необходимые для
технического перевооружения стадии осахаривания и разваривания крахмалистого
сырья составят 2282,25 + 55,46 + 110,91 = 2448,62 тыс. руб.
Стоимость основных производственных фондов в базовом варианте составляла:
Стоимость зданий и сооружений - 21060,06 тыс. руб.
Стоимость оборудования - 37826,31 тыс. руб.
Стоимость ОПФ - 37826,31 + 21060,06 = 58886,37 тыс. руб.
В результате замены устаревшего оборудования новым, балансовая стоимость
основных производственных фондов возрастет и в проектном варианте составит
58886,37 + 2282,25 - 554,56 = 60614,06 тыс. руб.
В общей стоимости ОПФ стоимость зданий и сооружений - 21060,06 тыс. руб.
Стоимость оборудования - 39554,0 тыс. руб.
В связи с заменой оборудования стоимость ОПФ увеличится на 1727,69 тыс.
руб.
8.3
Проектирование показателей по труду и заработной плате
Реконструкция варочного отделения не приведет к изменениям в численности
рабочего персонала. Ниже приведен расчет списочной численности, а также фонда
заработной платы для рабочих, а так же руководителей и служащих.
Определение
баланса рабочего времени.
Результаты наглядно представлены в табл. 8.3
На основании баланса рабочего времени рассчитывается коэффициент подмены
(списочного состава), как отношение календарного фонда рабочего времени
предприятия к действительному фонду рабочего времени по следующему выражению:
Таблица 8.3
Баланс рабочего времени
|
Наименование показателей
|
Непрерывное производство
|
|
7ч.раб. день, 8ч.раб. смена
|
|
1. Календарное число дней
|
365
|
|
2. Выходные и нерабочие дни
согласно графику сменности
|
91
|
|
3. Номинальный фонд
рабочего времени
|
274
|
|
4. Невыходы по причинам,
всего:
|
35
|
|
в т.ч. основные и
дополнительные отпуска
|
24
|
|
болезни и декретные отпуска
|
8
|
|
выполнение гос.
обязанностей
|
2
|
|
прочие
|
1
|
|
5. Действительный
(эффективный фонд рабочего времени) в днях
|
239
|
|
6. Действительный
(эффективный фонд рабочего времени) в часах
|
1912
|
=Ткал/Тэф=365/239=1,53.
Расчет списочной численности рабочих
Списочная численность рабочих (Чсп) определяется по формуле:
Чсп= Чя*kп,
где Чя - явочная численность рабочих, то минимальное количество рабочих,
необходимое для выполнения задания по производству продукции за смену,
определяется путем расстановки рабочих по местам (с учетом технологической
схемы производства);п - коэффициент подмены.
Результаты расчетов приводятся в таблице 8.3
Расчет
годового фонда заработной платы рабочих
Результаты расчета годового фонда заработной платы рабочих сведены в
таблице 8.4
Расчет годового фонда заработной платы руководителей,
специалистов служащих
Полученные данные приведены в таблице 8.5
Таблица 8.3
Расчет списочной численности рабочих
|
№
|
Наименование группы и
профессии рабочих
|
Кол-во смен в сутки
|
Явочное число рабочих
|
Коэф-т подмены
|
Спис. число рабочих
|
|
|
|
в смену
|
в сутки
|
|
|
1.
|
Размольщик зерна
|
3
|
1
|
3
|
1,53
|
5
|
|
2.
|
Помощник размольщика
|
3
|
1
|
3
|
1,53
|
5
|
|
3.
|
Варщик
|
3
|
1
|
3
|
1,53
|
5
|
|
4.
|
Оператор чистой
культурыдрожжей
|
3
|
1
|
3
|
1,53
|
5
|
|
5
|
Аппаратчик процесса
брожения
|
3
|
1
|
3
|
1,53
|
5
|
|
6
|
Аппаратчик процесса
ректификации
|
3
|
1
|
3
|
1,53
|
5
|
|
Вспомогательные рабочие
|
|
|
1.
|
Приемщик сырья
|
1
|
1
|
1
|
1,53
|
2
|
|
2.
|
Лаборант хим анализа
|
3
|
1
|
3
|
1,53
|
5
|
|
3.
|
Грузчик сырья
|
1
|
1
|
1
|
1,53
|
2
|
|
4.
|
Электросварщик
|
2
|
1
|
2
|
1,53
|
3
|
|
5.
|
Плотник
|
3
|
1
|
3
|
1,53
|
5
|
|
6.
|
Слесарь-ремонтник
|
3
|
1
|
3
|
1,53
|
5
|
|
7.
|
Маляр
|
1
|
1
|
1
|
1,53
|
2
|
|
8.
|
Уборщик производств-ных
помещений
|
3
|
1
|
3
|
1,53
|
5
|
|
|
|
|
|
Итого
|
54
|
|
|
|
|
|
|
|
|
|
Таблица 8.4
Расчет годового фонда заработной платы рабочих
|
Наименование групп
профессий рабочих
|
Тарифный разряд
|
Спис. число рабочих
|
Действ. фонд раб. времени
|
Сис-ма оплаты труда
|
Часовая тарифная ставка
|
Фонд основной з/п, руб.
|
Фонд дополн. з/п, тыс. руб.
|
Всего годовой фонд з/п,
тыс. руб.
|
|
|
|
|
|
|
фонд з/п по тарифу, тыс.
руб.
|
Доплаты
|
Итого
|
Фонд осн. з/п
|
Фонд з/п с учетом район.
коэф.
|
|
|
|
|
|
1-го раб.
|
всех раб.
|
|
|
|
веч. и ноч. смены
|
премия
|
|
|
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
|
расчет
|
|
|
|
3*4
|
|
|
5*7
|
0,2*8
|
0,4(0,3)*8
|
9+10
|
8+11
|
1,15*12
|
0,1*13
|
13+14
|
|
1. Основные рабочие
|
|
|
|
|
|
|
|
20%
|
40%
|
|
|
15%
|
10%
|
|
|
Размольщик зерна
|
5
|
5
|
1912
|
8776,08
|
СП
|
16,3
|
143,05
|
28,61
|
57,22004
|
85,83
|
228,88
|
263,21
|
26,32
|
289,53
|
|
Помощник размольщика
|
4
|
5
|
1912
|
8776,08
|
СП
|
15,2
|
133,40
|
26,68
|
53,35857
|
80,04
|
213,43
|
245,45
|
24,54
|
269,99
|
|
Варщик
|
5
|
5
|
1912
|
8776,08
|
СП
|
16
|
140,42
|
28,08
|
56,16691
|
84,25
|
224,67
|
258,37
|
25,84
|
284,20
|
|
Оператор чистой культуры
дрожжей
|
5
|
5
|
1912
|
8776,08
|
СП
|
16,1
|
141,29
|
28,26
|
56,51796
|
84,78
|
226,07
|
259,98
|
26,00
|
285,98
|
|
Аппаратчик процесса брожения
|
5
|
5
|
1912
|
8776,08
|
СП
|
16,3
|
143,05
|
28,61
|
57,22004
|
85,83
|
228,88
|
263,21
|
26,32
|
289,53
|
|
Аппаратчик процесса
ректификации
|
5
|
5
|
1912
|
8776,08
|
СП
|
16,3
|
143,05
|
28,61
|
57,22004
|
85,83
|
228,88
|
263,21
|
26,32
|
289,53
|
|
Итого:
|
|
28
|
|
52656,48
|
|
|
0,00
|
|
|
|
|
0,00
|
155,34
|
1708,78
|
|
2. Вспомогат. рабочие
|
|
|
|
|
|
|
0,00
|
|
30%
|
|
|
0,00
|
|
|
|
Приемщик сырья
|
4
|
2
|
1912
|
2925,36
|
СП
|
14
|
40,96
|
8,19
|
12,29
|
20,48
|
61,43
|
70,65
|
7,06
|
77,71
|
|
Лаборант хим анализа
|
4
|
5
|
1912
|
8776,08
|
СП
|
14
|
122,87
|
24,57
|
36,86
|
61,43
|
184,30
|
211,94
|
21,19
|
233,14
|
|
Грузчик сырья
|
4
|
2
|
1912
|
2925,36
|
СП
|
14
|
40,96
|
8,19
|
12,29
|
20,48
|
61,43
|
70,65
|
7,06
|
77,71
|
|
Электросварщик
|
5
|
3
|
1912
|
5850,72
|
СП
|
14,1
|
82,50
|
16,50
|
24,75
|
41,25
|
123,74
|
142,30
|
14,23
|
156,53
|
|
Плотник
|
4
|
5
|
1912
|
8776,08
|
СП
|
14
|
122,87
|
24,57
|
36,86
|
61,43
|
184,30
|
211,94
|
21,19
|
233,14
|
|
Слесарь-ремонтник
|
6
|
5
|
1912
|
8776,08
|
СП
|
14,3
|
125,50
|
25,10
|
37,65
|
62,75
|
188,25
|
216,48
|
21,65
|
238,13
|
|
Маляр
|
3
|
2
|
1912
|
2925,36
|
СП
|
14
|
40,96
|
12,29
|
20,48
|
61,43
|
70,65
|
7,06
|
77,71
|
|
Уборщик произв.- ных
помещений
|
3
|
5
|
1912
|
8776,08
|
СП
|
13,8
|
121,11
|
24,22
|
36,33
|
60,55
|
181,66
|
208,91
|
20,89
|
229,81
|
|
Итого:
|
|
26
|
|
|
|
|
|
|
|
|
|
0,00
|
120,35
|
1323,88
|
|
Всего:
|
|
54
|
|
|
|
|
|
|
|
|
|
|
|
3032,66
|
Таблица 8.5
Расчет годового фонда заработной платы руководителей, специалистов и
служащих
|
Занимаемая должность
|
Количество персонала
|
Оклад за месяц, руб.
|
Сумма окладов за месяц,
руб.
|
Фонд основной заработной
платы тыс. руб.
|
Фонд основной заработной
платы с учетом Р.К.
|
Фонд дополнительной
заработной платы
|
Всего годовой фонд
заработной платы
|
|
|
|
|
Сумма окладов за 11 месяцев
|
Доплаты
|
|
|
|
|
|
|
|
|
За ночное время
|
Праздничные дни
|
Премии (50%)
|
Итого
|
|
|
|
|
1. Начальник цеха
|
1
|
9 800
|
9 800
|
107,80
|
|
|
53,90
|
161,70
|
185,96
|
18,60
|
204,55
|
|
2. Ст. мастер
|
1
|
9 200
|
9 200
|
101,20
|
|
|
50,60
|
151,80
|
174,57
|
17,46
|
192,03
|
|
3. Сменный мастер
|
3
|
8 000
|
24 000
|
264,00
|
52,80
|
7,13
|
132,00
|
455,93
|
524,32
|
52,43
|
576,75
|
|
4. Механик
|
1
|
8 100
|
8 100
|
89,10
|
|
|
44,55
|
133,65
|
153,70
|
15,37
|
169,07
|
|
5. Химик-технолог
|
1
|
8 800
|
8 800
|
96,80
|
|
|
48,40
|
145,20
|
166,98
|
16,70
|
183,68
|
|
6. Инженер-экономист
|
1
|
8 000
|
8 000
|
88,00
|
|
|
44,00
|
132,00
|
151,80
|
15,18
|
166,98
|
|
7. Зав. лабораторией
|
1
|
7 500
|
7 500
|
82,50
|
|
|
41,25
|
123,75
|
142,31
|
14,23
|
156,54
|
|
8. Инженер-ректификатор
|
1
|
7 500
|
7 500
|
82,50
|
|
|
41,25
|
123,75
|
142,31
|
14,23
|
156,54
|
|
9. Химик-лаборант
|
3
|
4 500
|
13 500
|
148,50
|
29,70
|
4,01
|
74,25
|
256,46
|
294,93
|
29,49
|
324,42
|
|
7. Уборщица
|
2
|
1 800
|
3 600
|
39,60
|
|
|
19,80
|
59,40
|
68,31
|
6,83
|
75,14
|
|
ВСЕГО:
|
|
|
|
|
|
|
|
|
|
|
2205,70
|
8.4 Расчет
изменения себестоимости продукции
В базовом варианте стоимость сырья и материалов составляла 94,61 руб. на
1 дал спирта. Внедрение нового комплексного препарата «Дестамил» предполагает
увеличение затрат на сырье и материалы. Удельный расход препарата «Дестамил»
0,025 кг на дал спирта. Цена препарата с у четом доставки - 760 руб./кг.
Следовательно, затраты по статье «Сырье и материалы» увеличатся на
0,025*760 = 19 руб./дал спирта.
Использование ферментного препарата позволит отказаться от использования
острого пара на стадии разваривания зернового замеса. Расход тепловой энергии
сократиться с 0,12 до 0,063 Гкал пара на дал спирта. При цене 455 руб. за Гкал
пара экономия составит (0,12 - 0,63)*455 = 25,94 руб./дал спирта.
Замена оборудования приведет к увеличению годовой суммы амортизационных
отчислений: ΔАгод = 0,1 * (39554,0 - 37826,31) = 172,77 тыс.
руб.
В базовом варианте амортизационные отчисления составляли (0,25* 21060,06
+ 0,1*37826,31) = 9047,65 тыс. руб.
В проектном варианте амортизационные отчисления составят 9047,65 + 172,77
= 9220,41 тыс. руб.
Таблица 8.6
Расчет сметы расходов на содержание и эксплуатацию оборудования, тыс.
руб.
|
Наименование статей
расходов
|
Пояснения к расчетам
|
Варианты
|
|
|
Базовый
|
Проектный
|
|
1. Содержание и
эксплуатация оборудования
|
2% от стоимости
оборудования
|
756,52
|
791,08
|
|
2. Расходы на ремонт
оборудования
|
5% от стоимости
оборудования
|
1891,32
|
1977,70
|
|
3. Заработная плата
вспомогательных рабочих
|
по данным практики
|
1323,88
|
1323,88
|
|
4. Единый социальный налог
|
26% от ФЗП вспомогательных
рабочих
|
344,21
|
344,21
|
|
5. Прочие расходы
|
20% от сумм предыдущих
статей
|
863,18
|
887,37
|
|
Всего:
|
|
5179,08
|
5324,22
|
Изменения численности рабочего персонала не произошло, следовательно
смета цеховых расходов останется в базовом виде:
Таблица 8.7
Смета цеховых расходов
|
№
|
Наименование расходов
|
|
Сумма, тыс. руб.
|
|
1
|
Фонд оплаты труда рук. и
спец.
|
данные таблицы 8.5
|
2205,70
|
|
2
|
Отчисление на соц. нужды
|
26% к фонду оплаты труда
|
573,48
|
|
3
|
Содержание зданий и
сооружений
|
5% от стоимости зданий и
сооружений
|
1053,00
|
|
4
|
Ремонт зданий и сооружений
|
2,3% от стоимости зданий и
сооружений
|
484,38
|
|
5
|
Затраты на охрану труда при
вредных условиях
|
15% к фонду оплаты труда
работающих
|
618,58
|
|
6
|
Прочие цеховые расходы
|
20% от суммы предыдущих
статей расходов
|
1370,72
|
|
Итого цеховых расходов
|
|
6305,86
|
Калькуляция себестоимости этилового спирта представлена в таблице 8.8
Базовый вариант Проектный вариант
Годовой выпуск продукции, 951000951000 дал
Стоимость ОПФ, тыс.руб. 58886,3760614,06
Калькуляционная единица - 1 дал
Таблица 8.8
Калькуляция себестоимости этилового спирта
|
Наименование статей
расходов
|
Базовый вариант
|
Проектный вариант
|
|
На ед. продукции, руб.
|
На весь выпуск, тыс. руб.
|
На ед. продукции, руб.
|
На весь выпуск, тыс. руб.
|
|
1. Сырье и материалы
|
94,61
|
89977,47
|
113,61
|
108043,11
|
|
2. Топливо и энергия на
технологические цели
|
60,56
|
57600,00
|
35,62
|
33874,62
|
|
3. Заработная плата
основных производственных рабочих
|
1,79
|
1708,78
|
1,79
|
1708,78
|
|
4. Единый социальный налог
|
0,46
|
444,28
|
0,46
|
444,28
|
|
5. Амортизация
|
9,51
|
9047,65
|
9,69
|
9220,41
|
|
6. Расходы на содержание и
эксплуатацию оборудования
|
5,44
|
5179,08
|
5,60
|
5324,22
|
|
7. Цеховые расходы
|
6,63
|
6305,86
|
6,63
|
6305,86
|
|
Итого цеховая себестоимость
(затраты на производство этилового спирта)
|
179,0
|
170229,0
|
173,40
|
164903,40
|
|
Общехозяйственные и прочие
расходы
|
35,8
|
34045,8
|
34,68
|
32980,68
|
|
Производственная
себестоимость
|
214,8
|
204274,8
|
208,08
|
197884,1
|
|
Полная себестоимость
|
225,54
|
214488,5
|
218,484
|
207778,3
|
Необходимо учесть также общехозяйственные и прочие производственные
расходы, а так же коммерческие расходы.
Общехозяйственные и прочие производственные расходы рассчитываются
укрупнено, в размере 20% от стоимости переработки. Следовательно, в базовом
варианте на 1 дал этилового спирта они составят 35,8 руб., а на весь выпуск -
34045,8 тыс. руб. В проектном варианте расходы по этой статье будут равны 34,68
руб./дал и 32980,68 тыс. руб. на весь выпуск.
Производственная стоимость этилового спирта в базовом варианте составит
214,8 руб./дал и на весь выпуск - 204274,8 тыс. руб.; в проектном
соответственно - 208,08 руб./дал и 197884,1 тыс. руб.
Затраты по статье коммерческие расходы принимаются равными 5% от
производственной себестоимости и в базовом варианте составляют 10,86 руб./дал и
на весь выпуск - 10330,89 тыс. руб.; в проектном соответственно - 10,52
руб./дал и 10010,38 тыс. руб.
Таким образом, полная себестоимость 1 дал этилового спирта «Экстра»
составит:
В базовом варианте: 225,54 руб./дал
В проектном варианте: 218,48 руб./дал
Себестоимость всего выпуска продукции соответственно будет равна в
базовом варианте 2144888,5 тыс. руб., в проектном - 207778,3
8.5 Расчет
показателей экономической эффективности инвестиций (дополнительных капитальных
вложений)
Эффективность инвестиций в действующее производство определяется с
помощью простой нормы прибыли (рентабельности инвестиций) и срока окупаемости
дополнительных капитальных вложений.
Рентабельность инвестиций равна отношению прироста чистой прибыли к
дополнительным капитальным вложениям:

Поскольку
предлагаемые в проекте мероприятия не приводят к увеличению объема
производства, но влияют на качество продукта и приводят к снижению затрат
Прирост чистой прибыли можно рассчитать как сумму:
 , где
, где
ΔПц - увеличение прибыли за счет роста цены в связи с
повышением качества продукции;
ΔПц = (Цпр - Цбаз)Впр, Цпр,
Цбаз - цена в проектном и базовом вариантах;
(1-н)
- коэффициет чистой прибыли;
н
- ставка налога прибыль, которая в соответствии с Налоговым Кодексом РФ
принимается равной 24%
Эуг
- условно-годовая экономия,
Эуг
= (Сбаз - Спр)*Впр, Сбаз, Спр
- себестоимость единицы продукции в базовом и проектном вариантах.
Впр
- годовой выпуск продукции, дал
Принимаем,
что вся произведенная продукция будет реализована.
Эффективная
рентабельность спиртового производства 12%. Введенные улучшения позволят
значительно увеличить качество спирта, в том числе «Экстра». Это увеличит спрос
на продукцию завода и позволит увеличить цену на выпускаемую продукцию. Примем
новую эффективную рентабельность - 14%.
Цбаз
= 1,12* Сбаз = 1,12 * 225,54 = 252,60 руб./дал
Цпр
= 1,14 * Сбаз = 1,14 * 225,54 = 257,12 руб./дал
ΔПц = 951000*(257,12-252,60) = 4298,52 тыс. руб.
Эуг
= 951000 * (225,54 - 218,48) = 6714,06 тыс. руб.
ΔПч = (6714,06+4298,52) * (1 - 0,24) = 8369,56 тыс. руб.
Рентабельность
инвестиций:
Ри
= 8369,56/2448,62 = 3,42 руб/руб
Срок
окупаемости дополнительных капитальных вложений (То), рассчитывается
по формуле:
 ,
,
где
ΔАгод годовой прирост суммы амортизационных
отчислений.
Т0
= 2448,62/(8369,56 + 172,77) = 0,3 года ( 4 месяца)
Таким
образом, дополнительные капитальные вложения в техническое перевооружение
окупятся за 4 месяца, что является приемлемым для предприятия.
Изменение
основных технико-экономических показателей, обусловленное предлагаемыми в
проекте мероприятиями, представлено в таблице 10.9
Таблица 8.9
Основные технико-экономические показатели проекта
|
Наименование показателей
|
Ед. изм.
|
Базовый вариант
|
Проектный вариант
|
Отклонение,%
|
|
1
|
2
|
3
|
4
|
5
|
|
1. Объем производства
продукции за год
|
тыс. дал тыс. руб.
|
951 240222,6
|
951 244521,12
|
100 101
|
|
2. Дополнительные
капитальные вложения
|
тыс. руб.
|
-
|
2448,62
|
|
|
3. Стоимость основных
производственных фондов
|
тыс. руб.
|
58886,37
|
60614,06
|
103
|
|
4. Численность работающих,
в т.ч. рабочих
|
68 28
|
68 28
|
100 100
|
|
5. Производительность труда
одного рабочего
|
дал/чел. тыс. руб./чел.
|
33964,3 8579,4
|
33964,3 8732,9
|
100 101
|
|
6. Фонд заработной платы
работающих, в т.ч. рабочих
|
тыс. руб.
|
6760,93 1708,78
|
6760,93 1708,78
|
100 100
|
|
7. Среднемесячная
заработная плата одного рабочего
|
руб.
|
5100
|
5100
|
100
|
|
8. Себестоимость продукции:
всего выпуска единицы продукции
|
тыс. руб.
|
214488,5 225,54
|
207778,3 218,48
|
96,8 96,8
|
|
9. Условно-годовая экономия
|
тыс. руб.
|
-
|
6552,4
|
|
|
10. Прирост чистой прибыли
|
тыс. руб.
|
-
|
8275,61
|
|
|
11. Рентабельность
инвестиций
|
|
-
|
3,38
|
|
|
12. Срок окупаемости
дополнительных капитальных вложений
|
годы
|
-
|
0,3
|
|
Предлагаемая реконструкция варочного отделения является относительно
низкозатратной и быстроокупаемой. Высокая рентабельность инвестиций 3,42 руб.
на рубль вложенного капитала, позволит за короткий срок в 1 квартал окупить
вложенные в реконструкцию затраты и производить новую более качественную
продукцию, что увеличит производительность труда рабочих в денежном выражении.
Можно сделать вывод, что с экономической точки зрения, предлагаемые
усовершенствования полностью оправданы и высокоэффективны.
9.
Энергосбережение
.1
Постановка проблемы
Спиртовая промышленность является крупным потребителем тепловой и
электрической энергии, воды. В соответствии с задачами, сформулированными в
Федеральной целевой программе «Энергоэффективная экономика» на 2002-2005 годы и
на перспективу до 2010 года» [35], в химической, пищевой промышленности и
других энергоемких отраслях предусматривается проведение комплекса программных
энергосберегающих мероприятий, позволяющих снизить себестоимость производимой
продукции, повысить ее конкурентоспособность. ОАО «Талицкий спиртовый завод»
является единственным в Свердловской области производителем пищевого спирта,
используемого в производстве ликероводочных изделий и лекарственных средств.
Завод выпускает различные марки пищевого этилового спирта: «Экстра», «Люкс».
«Высшей очистки». С целью повышения качества выпускаемой продукции и снижения
ее энергоемкости на предприятии ведутся активные работы по развитию
производства и усовершенствованию технологических процессов. Так, анализируя
отчеты и счета, которые завод получает от поставщиков энергоресурсов, а так же
рассматривая реальную обстановку на заводе можно обнаружить следующие проблемы:
·
значительное
превышение фактических расходов пара, потребляемого в технологических схемах,
над расчетными;
·
несовершенство
коммерческих узлов учета пара в котельной, снабжающей предприятие технологическим
паром;
·
низкое качество
эксплуатации оборудования энергосистем.
Для устранения выявленных недостатков запланировано проведение следующих
работ:
·
оптимизация
системы снабжения технологическими энергоносителями основного производственного
оборудования спиртового завода;
·
замена приборов
коммерческого учета энергоносителей в производственной котельной;
·
повышение
производственной культуры обслуживания оборудования;
В данном разделе дипломного проекта предлагаются и обосновываются
некоторые энергосберегающие мероприятия. В частности, предлагается введение
новой схемы гидроферментативной обработки крахмалистого сырья, анализ и оценка
работы которой приводится в соответствующих разделах дипломного проекта.
9.2 Анализ
существующего положения
Фактический баланс потребления ТЭР по данным «Отчета о расходе тепловой и
электрической энергии потребителями за 2006 г.» ООО «Талэнергоснаб» представлен
в табл. 9.1 и 9.2.
Таблица 9.1
|
Позиция
|
Показатель
|
Единица измерения
|
Величина расхода за 2006 г
|
|
1
|
2
|
3
|
4
|
|
1
|
Объем производства
продукции (услуг, работ)
|
тыс. руб.
|
83608
|
|
2
|
Производство продукции в
натуральном выражении
|
тыс. дал
|
452,61
|
|
3
|
Потребление энергоресурсов
|
т.у.т
|
6706,86
|
|
|
тыс. руб.
|
21931,3
|
|
4
|
Энергоемкость производства
продукции
|
т у.т./тыс. руб.
|
0,08
|
|
5
|
Доля платы за энергоресурсы
в стоимости произведенной продукции
|
-
|
0,10
|
|
6
|
Среднесписочная численность
работающих, в том числе рабочих
|
чел.
|
68 28
|
Показатели работы предприятия (по ГОСТ Р 51379-99)
Расчет потребленных предприятием энергоресурсов в единицах условного
топлива выполнен следующим образом.
Потребление в 2006
году:
·
тепловой энергии
46364,9 / 7 = 6623,6 т у.т./год, [36]
где 7 Гкал / т у.т. - переводной коэффициент в условное топливо;
·
электроэнергии
679,1 / 8,14 = 83,43 т у.т./год,[37]
где 8,14 тыс. кВт·ч / т у.т. - переводной коэффициент в условное топливо;
·
всего потребление
энергоресурсов
6623,6 + 83,43 = 6706,86 т у.т./год.
Энергоемкость производства продукции в 2006 г. составила
,86 / 83608 = 0,08 т у.т. / тыс. руб.
Доля платы за энергоресурсы в стоимости произведенной продукции:
,3 / 83608 * 100% = 26,2%
На спиртовых заводах, осуществляющих осахаривание непрерывным способом по
«мягкой» схеме, с развариванием зернового замеса при 135°С плата за
энергоресурсы составляет до 30% [38].
Таблица 9.2
Общее потребление энергоносителей
|
Энергоноситель
|
Единица измерения
|
Потребленное количество в
2006 году
|
|
1
|
2
|
3
|
|
1. Электроэнергия [4]
|
МВт·ч
|
679
|
|
2. Тепловая энергия [5]
|
Гкал (ГДж)
|
46364,9 (194129,8)
|
|
2.1 Пар «высоких» параметров
|
|
|
|
2.1.1 Давление пара
|
МПа
|
0,6
|
|
2.1.2 Температура пара
|
°С
|
135
|
|
2.1.3 Степень сухости пара
|
%
|
100
|
|
2.1.4 Тепловая энергия с паром
|
Гкал (ГДж)
|
46354 (194129,8)
|
На предприятии для целей отопления используется также вторичный пар.
Данные по его использованию приведены в табл. 3.
Таблица 9.3
Сведения об использовании вторичных энергоресурсов [18]
|
Вид и характеристика
энергоресурсов
|
Единица измерения
|
Значение
|
|
1
|
2
|
3
|
|
1. Вторичные (тепловые)
энергоресурсы
|
|
|
|
1.1 Характеристика ВЭР
|
|
Вторичный пар, выделяющийся
при охлаждении разваренного зернового замеса на паросепараторе и
вакуум-испарителе
|
|
1.1.1 Фазовое состояние
|
|
Пар
|
|
1.1.2 Расход
|
м /ч /ч
|
До 500
|
|
1.1.3 Давление
|
МПа
|
0,04
|
|
1.1.4 Температура
|
°С
|
108,74
|
|
1.1.5 Характерные
загрязнители
|
|
-
|
|
1.2 Годовой выход ВЭР 1
|
ГДж (Гкал) 2
|
242 (13,8) 3
|
|
1.3 Годовое фактическое
использование
|
ГДж (Гкал)
|
242 (13,8)
|
Основным энергоносителем на предприятии является пар. Он используется для
разваривания, которые являются основной продукцией завода. Пароснабжение
предприятия осуществляется от котельной. Согласно договорам, предприятие
получает перегретый пар «высоких» параметров (Р = 0,6 МПа (кгс/см2),
t= 135-1400C) - используется на технологические
нужды.
Для сравнения расчетного количества пара и фактически
потребленного был проведен сравнительный анализ данных производственного
регламента и отчета ООО «Талэнергоснаб» [26,36] по факту расхода
энергоносителей. Фактический расход пара был взят только в рабочие дни,
исключая выходные дни и дни остановов завода. Сравнивался расчетный расход пара
в сутки и среднесуточный фактический расход пара в сутки.
Расчетный расход пара «высоких» параметров составляет:
GрасчБРОД = 42,3 т/сут - бродильное отделение
GрасчРЕКТИФ = 114,2 т/сут - отделение ректификации
Итого: Gрасчет = 42,3 + 114,2 = 156,5 т/сут
Фактический среднесуточный расход пара «высокого»
давления - 222,1 т/сут. Разница между фактическим и расчетным расходами пара
«низких» параметров:
DGн = 222,1 - 156,5 = 65,5 т/ч, или 30% от фактического
потребления пара.
Причины возникновения разницы фактических и расчетных
значений расходов пара следующие:
·
неудовлетворительная
работа конденсатоотводчиков у оборудования;
·
отсутствие на
трубопроводах наружных паровых сетей пусковых и постоянных дренажей;
·
отсутствие на
паропроводах выпуска воздуха;
·
некачественная
изоляция или отсутствие таковой на паропроводах и оборудовании;
·
несовершенный
учет расходов пара низкого и высокого давления в узлах учета в котельной;
·
отсутствие узлов
учета потребления пара в цехах завода;
·
неудовлетворительное
состояние трубопроводов.
9.3
Мероприятия по энергосбережению
Для сокращения потребления пара и доведения фактических показателей
потребления до расчетных могут быть предложены мероприятия, перечисленные в
табл. 4.
Таблица 9.4
Энергосберегающие мероприятия
|
Мероприятие
|
Годовая экономия
|
Затраты, тыс. руб.
|
Срок окупаемости
|
|
натур. ед.
|
тыс. руб.
|
|
|
|
Внедрение новой схемы
разваривания зернового сырья, с применением комплексных ферментных препаратов
для гидролиза крахмала при 70°С без использования острого пара 0,6МПа
|
17649 Гкал
|
8030,3
|
2448,62
|
4 месяца
|
|
Установка пусковых и
постоянных дренажей на паропроводах
|
93 Гкал
|
42
|
50,0
|
1 год
|
|
Установка нового
коммерческого узла учета острого пара «Крейт» [39] на давление 6 кгс/см2
и расход 5000м3/час в котельной
|
2781 Гкал
|
1265,8
|
96
|
Менее 1 месяца
|
Эффективность энергосберегающего мероприятия определена следующим образом:
Эм=(δ1 - δ2) П2,
где Эм - эффект в материальной (энергетической) форме, в
данном случае в ГДж/год;
δ1 - δ2 - изменение удельного расхода энергии на единицу
продукции в стоимостном выражении до и после осуществления мероприятия,
Гкал/тыс. руб.;
П2 - объем выпуска продукции после осуществления мероприятия в
стоимостном выражении, тыс. руб./год.
Для данного случая экономия тепловой энергии пара «высоких» параметров
при использовании новой схемы осахаривания с комплексными ферментными
препаратами составит:
Эм = 42317 кг/сут. *317сут.*1,316 Гкал/кг = 17649 Гкал/год,
,316 Гкал/кг - теплосодержание пара 0,6 МПа
При расчете годовой экономии принято, что на стадию осахаривания острый
пар не расходуется.
Согласно табл. 1, принимаем П1 = П2 = 83608 тыс.
руб./год, тогда удельный расход тепловой энергии (табл. 2) на единицу
продукции:
δ1 = 46364,9 / 83608 = 0,555 Гкал/тыс. руб.,
δ2 = δ1 - Эм/П2 = 0,555 - 17649/83608 =
0,34 Гкал/тыс. руб.
При тарифе Ц = 455 руб./Гкал экономический эффект замены водонагревателей
составит
Ээ = 17649 · 455 = 8030295 руб.
При затратах на реализацию данного мероприятия Зм = 2448,62
тыс. руб. (по данным раздела «Экономическое обоснование проекта») срок простой
окупаемости капитальных затрат составит
Ток = Зм/Эм Ц = 2448620/8030295 = 0,3
года, или 4 мес.
Приведем также расчет относительного (удельного) значения эффекта на
единицу потребляемого энергоресурса Эум и на единицу затрат Эуз.
Относительное (удельное) значение эффекта на единицу потребляемого
энергоресурса Эум
 Гкал/кг
Гкал/кг
Относительное
(удельное) значение эффекта на единицу затрат Эуз
 Гкал/руб
Гкал/руб
Оценка
эффективности в денежной форме:
 3,27
руб./руб.
3,27
руб./руб.
В
соответствии с принятой классификацией данное энергосберегающее мероприятие
обеспечивает высокую по своему значению эффективность, что вполне приемлемо.
Выводы:
Рассмотренное мероприятие является низкозатратными. Срок окупаемости
составляет 4 месяца. Предлагаемая замена морально и физически устаревшего
оборудования на стадии гидроферментативной обработки зерна на современное, дает
существенный энергосберегающий эффект, повышают надежность работы
технологической схемы и улучшают условия труда обслуживающего персонала.
Заключение
Проведенные технохимические расчеты позволяют судить о справедливости
выбранной технологии получения спирта, а также о соответствии полученного
продукта марке «Экстра». В ходе экономических расчетов доказана высокая
эффективность предложенных усовершенствований. Срок окупаемости проекта - 4
месяца, что является приемлемым для предприятия. Обоснован выбор оборудования,
обеспечивающего оптимальные режимы проведения технологических процессов. В
работе были освещены вопросы безопасности труда обслуживающего персонала и
вопросы экологичности производства.
В проект внесены следующие усовершенствования по сравнению с классической
схемой получения спирта:
. Внедрение новой схемы низкотемпературного разваривания крахмалистого
сырья.
. Полная замена отечественных ферментных препаратов на комплексные
ферментные препараты «Альфазим» и «Глюкогам»
На основании вышеуказанного можно сделать вывод о практической
применимости проекта для осуществления процесса производства спирта из
крахмалистого сырья.
Библиографический
список литературы
1. Стабников
В.Н., Ройтер И.М. Этиловый спирт. - М.: Пищевая промышленность, 1976., -272 с.
. Яровенко
Л.В., Б.А. Устинников. Справочник по производству спирта. Сырье, технология и
технохимконтроль. - М.: Легкая и пищевая промышленность, 1981.- 336 с.
. Лукерченко
В.Н. Технология и оборудование интенсивных производств спирта. - М.: Московский
государственный университет им. М.В. Ломоносова на Ленинских Горах, 2003. -451
с.
. Маринченко
В.А., Смирнов В.А. Технология спирта. - М.: Легкая и пищевая промышленность,
1981. -416 с.
. Сотников
В.А., Федоров А.Д. - ЗАО «Промышленные технологии» // Гаюмарова В.С. -
Казанский государственный технологический университет // Котельникова Н.И.,
Котельников М.В. - ГУП «Тюрнясевский спиртовый завод» // «Способ
низкотемпературного разваривания крахмалистого сырья в производстве спирта»,
2006 г.
. Рид Д.
Ферменты в пищевой промышленности. - М.: Пищевая промышленность. 1973. - 414с.
. Аликулов
З.А., Гильманов М.К., Дарканбаев Т.Б. Ферменты и качество зерна. - Алма-Ата:
Наука, 1987. -176 с.
.. Лукерченко
В.Н. Ферментные препараты для производства спирта на установках малой и средней
мощности ч.1. Развитие производства ферментных препаратов //Пищевая
промышленность. -1999. -№9.- с. 74-75
. Лукерченко
В.Н. Ферментные препараты в спиртовом производстве на установках малой и
средней мощности ч.2. Характеристика ферментных препаратов различного
происхождения // Пищевая промышленность. -1999. -№10.- с. 26-28
. Грачева
И.М., Кривова А.Ю. Технология ферментных препаратов. - М.: НПО «Элевар». 2000.
- 512 с.
. Современные
прогрессивные технологии и оборудование в спиртовой и ликероводочной
промышленности. Под общей ред. Ярмоша В.И. // Вторая международная
научно-практическая конференция. - М.: Пищевая промышленность, 2000 г. -200 с.
. Ильинич
В.В., Устинников Б.А., Бурачевский И.И., Громов С.И. Технология спирта и
спиртопродуктов. - М.: ВО “Агропромиздат”, 1987.-383 с.
. Маринченко
В.А., Цыганков П.С. Интенсификация спиртовых производств. - К.: Технiка, 1983. -128 с.
. Бачурин
П.Я., Устинников Б.А. Оборудование для производства спирта и спиртопродуктов. -
М.: Агропромиздат, 1985. -343 с.
. Лукерченко
В.Н. Особенности технологии производства спирта на установках средней и малой
мощности. - М.: Колос, 2000. -56 с.
. Стабников
В.Н. Перегонка и ректификация спирта. - М.: Пищевая промышленность. 1969. -455
с.
. Берри Д.
Биология дрожжей: Пер. с англ. - М.: Мир, 1985. -96 с.
.
Производственный технологический регламент на получение спирта из крахмалистого
сырья для предприятия ООО «Талицкий спиртовый завод», Части I и II, М.:2002 г.
. Колонные
аппараты. Каталог. - М.: ЦИНТИхимнефтемаш, 1987. - 27 с.
. Родзин И.А.
Безопасность производства и труда на химических предприятиях. М.: Химия,
КолосС.2005.-254с.
. Правила
устройства электроустановок (ПУЭ), 2003 г.
. Правила
техники безопасности при эксплуатации электроустановок потребителей. 1995 г.
. ГОСТ
12.1019 - 79 ССБТ Электробезопасность. Общие требования.
. НПБ 105-95.
Определение категорий помещений и зданий по пожаровзывобезопасности. Главное
управление Государственной противопожарной службы МВД России. М:1995.
. ГОСТ
12.1.004-84 ССБТ Пожаровзывобезопасность веществ, материалов.
. ГОСТ
12.1.004-85 ССБТ Пожарная безопасность. Общие требования.
. ГОСТ
12.1.004-85 ССБТ Общие санитарно-гигиенические требования к воздуху рабочей
зоны.
. Лазарев
В.Н. Вредные вещества в промышленности. М.: Химия, 1971, с.
. ГОСТ
12.1.003-83 ССБТ Шум. Общие требования безопасности.
. СНиП
23-03-2003 Защита от шума. Приняты и введены постановлением Госстроя России от
30 июня 2003 г. №136.
. СН
2.2.4/2.1.8.566-96 Производственная вибрация, вибрация в помещениях жилых и
общественных зданий.
. Медведева
В.С. Охрана труда и противопожарная защита в химической промышленности. М.:
Химия,1989.-288 с.
. СанПиН 2.2.4.548-96
Гигиенические требования к микроклимату производственных помещений.
. СНиП
2.04.05-91 «Отопление вентиляция и кондиционирование».
. Федеральная
целевая программа «Энергоэффективная экономика» на 2002-2005 годы и на
перспективу до 2010 года: Утв. Постановлением Правительства РФ от 17 ноября
2001 г. №796, с изм., внес. Постановлением Правительства РФ от 29 декабря 2001
г. №923 // Российская газета. 2001. 11 декабря.
. «Отчет
котельного цеха о расходе топлива и отпуске тепловой энергии за 2006 г»/ООО
«Талэнергоснаб», Талица, 2007 г.
. «Справка о
расходе электроэнергии за 2006 г» /ООО «Талицкий спиртовый завод», Талица,
2007.
. Инструкция
по нормированию расхода тепловой энергии и топлива для спиртовых заводов,
перерабатывающих крахмалистое сырье. ЦНИИТЭИ пищепром М, 1983.
. Прайс-лист
товаров и услуг ООО «Инженерно-внедренческое предприятие КРЕЙТ», Екатеринбург,
2007 г.