Метрологическое обеспечение стандартизации, сертификации и качества измерения значений физических величин
Липецкий государственный технический
университет
Кафедра прикладной математики
Курсовая работа
по метрологии стандартизации и
сертификации
Метрологическое обеспечение
стандартизации, сертификации и качества измерения значений физических величин
Студент Никитина А.В.
Липецк 2014
Содержание
Введение
.
Постановка задач исследования
.1 Постановка задач исследования
2. Структурно-квалификационные модели
2.1 Классификация единиц измерений
2.2 Классификация видов измерений
.3 Классификация средств измерений
. Моделирование измерений
.1 Погрешности
.2 Оценка и обработка погрешности
. Определение класса точности прибора
.1 Класс точности
.2 Определение класса точности маршрутизатора
.3 Определение класса точности магнитоэлектрического прибора
.4 Определение класса точности инфракрасного термометра
“Кельвин”
.5 Определение класса точности термоэлектрического измерителя
температуры
.6 Определение класса точности весов портативных
Выводы
Библиографический список
Аннотация
В курсовой работе произведен анализ единиц измерения, видов измерений, а
также средств измерений. Были проведены исследования по оценке погрешностей
единиц измерений и средств измерений. Была выполнена оценка погрешностей
результатов измерений и средств измерений с использованием методов теории
вероятностей, математической статистики, линейной алгебры и математического
анализа.
Курсовая работа содержит четыре главы.
В первой главе производился постановка задачи исследования.
Во второй главе строится структурно-классификационная модель единиц
измерения, видов измерений, а также средств измерений.
В третьей главе моделируются значения измерений, а так же проводится
оценка погрешности измерений.
В четвертой проводится определение класса точности приборов и
устанавливаются межповерочные интервалы средств измерений и время проведения
калибровки.
Введение
Стандартизация, метрология и сертификация являются инструментами
обеспечения качества продукции, работ и услуг - важного аспекта многогранной
коммерческой деятельности.
Проблема качества актуальна для всех стран независимо
от зрелости их рыночной экономики. Чтобы стать участником мирового хозяйства и
международных экономических отношений необходимо совершенствование национальной
экономики с учетом мировых достижений и тенденций.
Отставание национальных систем стандартизации и
сертификации во многом предопределило те трудности, которые испытывают
отечественные предприятия, производящие верхнюю одежду, в условиях современной
конкуренции не только на внешних рынках, но и на внутреннем.
Стандартизация создает организационно-техническую
основу изготовления высококачественной продукции, специализации и
кооперирования производства, придает ему свойства самоорганизации.
Стандарт - это образец, эталон, модель принимаемые за исходные для сопоставления
с ними других подобных объектов. Как нормативно-технический документ стандарт
устанавливает комплекс норм, правил, требований к объекту стандартизации и
утверждается компетентным органам.
1. Постановка задач исследования
В данной работе необходимо:
построить структурно-классификационные модели единиц измерений, видов
измерений, а также средств измерений;
провести исследования по оценки погрешностей единиц измерений и средств
измерений, используя представленные виды измерений;
смоделировать серии измерений (генератор случайных чисел);
смоделировать каждый из видов измерений;
для каждой выборки необходимо обосновать условие смоделированных
значений;
выполнить оценку погрешностей результатов измерений и средств измерений с
использованием методов теории вероятностей, математической статистики, линейной
алгебры и математического анализа;
используя метрологические методы измерений, обработать полученные данные
с целью установления зависимости изменения значений величин от внешних и
внутренних факторов;
определить классы точности средств измерений;
установить межповерочные интервалы средств измерений и время проведения
калибровки.
2. Структурно-квалификационные модели
В метрологии и технике единицы измерения (единицы физических величин,
единицы величин[1]) используются для стандартизованного представления
результатов измерений. Численное значение физической величины представляется
как отношение измеренного значения к некоторому стандартному значению, которое
и является единицей измерения. Число с указанием единицы измерения называется
именованным.
Различают базовые единицы измерения, которые определяются с помощью
эталонов, и производные единицы, определяемые с помощью базовых. Выбор величины
и количества базовых единиц измерения может быть произвольным и определяется
только традициями или соглашениями. Существует большое количество различных
систем единиц измерения, которые различаются выбором базовых единиц измерения.
Государство, как правило, законодательно устанавливает какую-либо систему
единиц. Метрология непрерывно работает над улучшением единиц измерения и
базовых единиц и эталонов.
Чтобы изучить единицы измерений, виды измерений и средства измерений
построим их структурно-классификационные модели.
2.1 Классификация единиц измерения
Рисунок
1. Структурно-классификационная модель единиц измерения
Рисунок
2. Структурно-классификационная модель единиц измерения.
2.2
Классификация видов измерения
Рисунок
3.Структурно-классификационная модель видов измерения.
2.3
Классификация средств измерения
Рисунок
4.Структурно-классификационная модель средств измерения.
3.
Моделирование измерений
.1
Погрешности
По
форме представления
ДX > | Xmeas − Xtrue |
(1)
где
Xtrue - истинное значение
<#"805347.files/image005.gif">,  . (2)
. (2)
Относительная
погрешность является безразмерной величиной, либо измеряется в процентах
<#"805347.files/image007.gif">,*100 % (3)
где Xn - нормирующее значение, которое
зависит от типа шкалы измерительного прибора и определяется по его градуировке:
если шкала прибора односторонняя, то есть нижний
предел измерений равен нулю, то Xn определяется равным верхнему
пределу измерений;
если шкала прибора двухсторонняя, то нормирующее
значение равно ширине диапазона измерений прибора.
Приведённая
погрешность является безразмерной величиной, либо измеряется в процентах
<#"805347.files/image008.jpg">
Рисунок 5
К прямым видам измерений можно отнести измерения вольтметром.
Рассмотрим действие цифрового вольтметра с диапазоном измерения -199.9
... +199.9 мВ.
Вольтметр собран по типовой схеме на микросхеме DA1 КР572ПВ2А (аналог
ICL7107), которая выполняет функцию аналого-цифрового преобразователя (АЦП) с
двойным интегрированием, автоматической коррекцией нуля и определением
полярности входного сигнала. К выходу микросхемы непосредственно подключается
3.5-декадное цифровое табло с 7-сегментными светодиодными индикаторами типа
АЛС321Б (АЛС324Б). Источник опорного напряжения (ИОН) +100 мВ собран по схеме
резистивного делителя R1R2, подключаемого непосредственно к источнику питающего
напряжения +5 В, который должен иметь достаточную стабильность. Режим работы
АЦП определяется параметрами навесных элементов R4, R5, C1 - C4. Измеряемое
напряжение подается на контакты IN+, IN-, потенциал которых может быть
произвольным в пределах диапазона питающих напряжений. [3]
Вольтметром измерено 100 отсчетов напряжения в электрической цепи.
Результаты измерений сгенерированы программой Microsoft Excel.
Рисунок 6. Расчеты в Microsoft Excel.
Вычислим среднее квадратическое отклонение в расчетах
 (4)
(4)


Рисунок
7. Рассчеты в Microsoft Excel.
 (5)
(5)
Используя
формулу (5) найдем абсолютную погрешность
Рисунок
8. Расчеты в Microsoft Excel.
 0,0027
0,0027
 (6)
(6)
Используя
формулу (6) найдем относительную погрешность
Рисунок
9. Расчеты в Microsoft Excel.
 0,035382
0,035382
 )
)
Используя
формулу (7) найдем приведенную погрешность
Рисунок
10. Расчеты в Microsoft Excel.
3,538204
Найдем
мат.ожидание, используя формулу(8).
 (8)
(8)
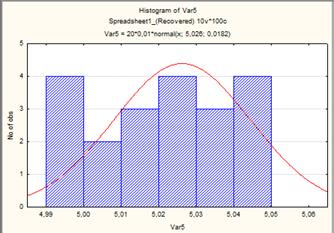
На
основе полученных в результате измерений данных построим графическую
интерпретацию погрешностей.
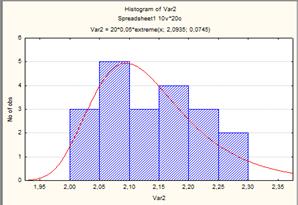
Рисунок
11. График распределения вероятности отсчета измерительного прибора.
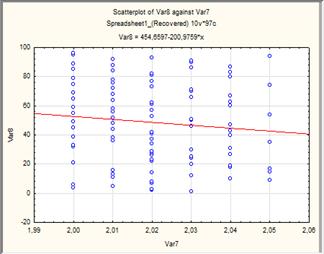
Рисунок
12. Графическая интерпретация погрешностей.
Рисунок
13. Графическая интерпретация погрешностей.
Поверкой средств измерений называют совокупность действий, выполняемых
для определения и оценки погрешностей средств измерений. Цель поверки -
выяснить, соответствуют ли точностные характеристики приборов значениям,
указанным в технической документации, и пригодно ли средство измерения к
применению. Вид поверки определяют в зависимости от того, какой метрологической
службой проведена поверка, от характера поверки (инспекционная, экспертная),
каков этап работы средства измерений (первичная, периодическая, внеочередная).
Организацию и поверку средств измерений проводят согласно ГОСТ 8.002-86 и ГОСТ
8.513-84. [3]
На основе ГОСТ 8.002-86 и ГОСТ 8.513-84 можно сделать вывод, что данное
средство измерения не нуждается в поверке и калибровке.
Расчет погрешности косвенных (безызбыточных, статических,
технических, абсолютных, многократных) измерений.
Средство измерения - штангенциркуль с отсчетом по нониусу типа ШЦ-1
предназначен для наружных и внутренних измерений, а также для измерения глубин.
Имеет шкалу одинарную в мм, или двойную мм/дюйм. Цена деления 0,05 или 0,02 мм.
Имеет губки наружные для измерения наружных размеров и внутренние для измерения
внутренних размеров, а также встроенный глубиномер. Длина губок стандартная.
Типоразмеры: ШЦ-1-125, ШЦ-1-150, ШЦ-1-200, ШЦ-1-250, ШЦ-1-300. DIN 862. ГОСТ
166-89
Штангенциркуль. - мера для измерения длинны в диапазоне от 0 до 20 см с
точностью до 0.01 мм. [3]
Штангенциркулем измерено 100 отсчетов длины. Итоговая длинна определяется
суммой двух измеренных длин Результаты измерений сгенерированы программой Microsoft Excel.
Результаты измерения первой величины.
Рисунок 14. Расчеты в Microsoft Excel.
Вычислим среднее квадратическое отклонение в расчетах используя
формулу(4).
Рисунок 15. Расчеты в Microsoft Excel.
Найдем абсолютную погрешность, используя формулу(5).
Рисунок 16. Расчеты в Microsoft Excel.
Найдем относительную погрешность, используя формулу(6).
Рисунок 17. Расчеты в Microsoft Excel.
Найдем приведенную погрешность, используя формулу(7).
Рисунок 18. Расчеты в Microsoft Excel.
Результаты измерения второй величины.
Рисунок 19. Расчеты в Microsoft Excel.
Вычислим среднее квадратическое отклонение в расчетах используя
формулу(4).
Рисунок 20. Расчеты в Microsoft Excel.
Вычислим абсолютную погрешность, используя формулу(5).
Рисунок 21. Расчеты в Microsoft Excel.
Вычислим относительную погрешность, используя формулу(6).
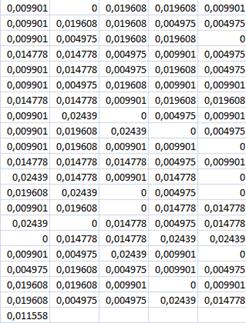
Рисунок 22. Расчеты в Microsoft Excel.
Вычислим приведенную погрешность, используя формулу(7).
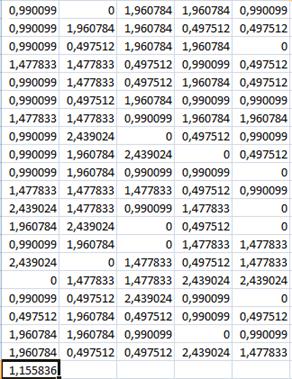
Рисунок 23. Расчеты в Microsoft Excel.
Среднеквадратичное отклонение для расчетной величины y рассчитывается
по формуле:
 (9)
(9)
у2y = 0,013*0,01+0,01*0,01=0,00023
у
y =
0,015
Найдем
мат. ожидание, используя формулу(8)
На
основе данных измерений можно сделать вывод, что данный прибор не нуждается в
поверке, т.к. его погрешности находятся в пределах нормы.
На
основе данных построим графическую интерпретацию погрешностей.

Рисунок
24. График распределения вероятности отсчета измерительного прибора.
Рисунок
25. График распределения вероятности отсчета измерительного прибора.
Рисунок
26. Графическая интерпретация погрешностей.
Рисунок
27. Графическая интерпретация погрешностей.
Расчет
погрешности совокупных (совместных, избыточных, статических, технических,
абсолютных, многократных) измерений.
При совокупных и совместных измерениях искомые значения физических
величин x и полученные в результате прямых или
косвенных измерений значения физических величин y связаны между собой уравнениями вида f(x,y)=0
Совместные измерения - это проводимые одновременно измерения двух или
нескольких неодноименных величин для нахождения зависимости между ними.
Примером совместных измерений является определение температурных
коэффициентов и начального сопротивления для терморезисторного преобразователя.
Переходя к переменным можно получить систему уравнений, линейную
относительно переменных X1, Х2, Х2.
Например - измерение толщины трех концевых мер на контактном длинномере.
Первым получают нулевой отсчет m0, опустив измерительный стержень на
плоскость столика. Затем на столик прибора последовательно устанавливают
образцы, опускают измерительный стержень и берут соответствующие отсчеты m1, m2
и m3, а затем соединяют оптическим контактом и помещают на столик все образцы сразу
(один на другой) и берут отсчет m4. [1]
Рисунок 28.
Толщины h1, h2 и h3 концевых мер в этом случае рассчитываются по
формулам:



Длинномером измерено 100 отсчетов глубины. Результаты измерений
сгенерированы программой Microsoft Excel.
Результаты измерения величины.
Рисунок 29. Расчеты в Microsoft Excel.
Найдем среднее квадратическое отклонение, используя формулу(4).
Рисунок 30. Расчеты в Microsoft Excel.
Найдем абсолютную погрешность, используя формулу(5)
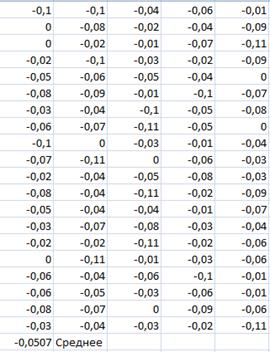
Рисунок 31. Расчеты в Microsoft Excel.
Найдем относительную погрешность, используя формулу(6)
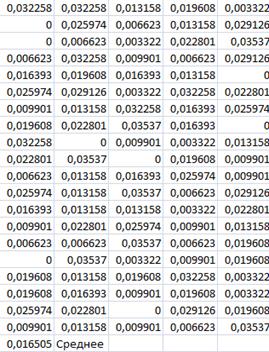
Рисунок 32. Расчеты в Microsoft Excel.
Найдем приведенную погрешность, используя формулу(7)
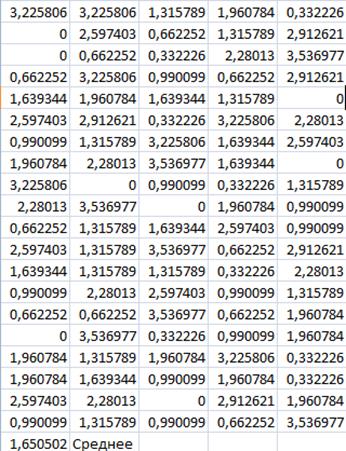
Рисунок 33. Расчеты в Microsoft Excel.
Средняя квадратическая погрешность для совместного метода при измерении
на длинномере[4]


На основе данных построим графическую интерпретацию.

Рис 31. График распределения вероятности отсчета измерительного прибора
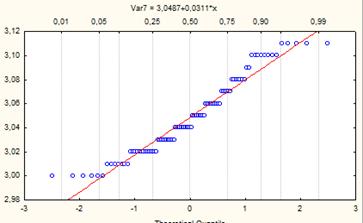
Рис 32.Графическая интерпретация погрешностей.
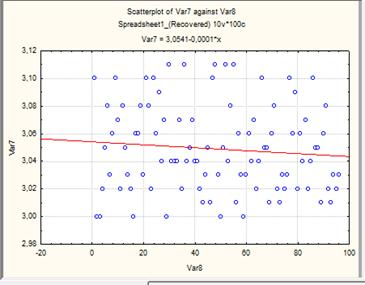
Рис 33.Графическая интерпретация погрешностей.
Основываясь на данных измерениях можно сделать вывод, что данное средство
измерений в поверке и калибровке не нуждается, т.к. его погрешности
соответствуют нормам.
измерение погрешность маршрутизатор термометр
4. Определение точности прибора
.1 Класс точности
Класс
точности - основная метрологическая характеристика прибора, определяющая
допустимые значения основных и дополнительных погрешностей, влияющих на
точность <#"805347.files/image014.gif">
Точность измерения оценивается обычно не абсолютной, а относительной
погрешностью - выраженной процентным отношением абсолютной погрешности к
действительному значению измеряемой величины:

Для оценки точности электроизмерительных приборов служит приведенная
погрешность, определяемая следующим выражением
Числа,
указывающие класс точности прибора г0, обозначают наибольшую
допустимую приведенную погрешность в процентах (г0≥гпр.
max). Т.е. при нормальной эксплуатации максимальное значение приведенной
погрешности не должно превышать класс точности.[6]
.2
Определение класса точности маршрутизатора
Маршрутизатор каналов связи РиМ
099.02
ОПИСАНИЕ:
Маршрутизатор каналов связи (МКС) РиМ 099.02
предназначен для конфигурирования каналов связи, согласования протоколов и
обеспечения обмена данными счетчиков электрической энергии, концентраторов,
ретрансляторов и других компонентов автоматизированных
информационно-измерительных систем коммерческого и технического учета
электроэнергии. Предназначен для использования в системе РМС2150.
Технические особенности
· Осуществление связи с устройствами по
радиоканалу, интерфейсу PLC, RS-485 и сотовой связи GSM/GPRS;
· Обеспечение опроса устройств
автоматизированных информационно-измерительных систем;
· Накопление и сохранение измерительной
информации в энергонезависимой памяти;
· Накопление и сохранение данных о
маршрутах передачи данных, номерах и типах используемых каналов;
· Накопление и сохранение журналов
работы устройств;
· Передача данных по запросу на верхний
уровень автоматизированных информационно-измерительных систем.
МКС отображает на ЖК-индикаторе
· Версию ПО/заводской номер МКС;
· Номера частотных каналов
радиоинтерфейсов;
· Время, дату, день недели и
температуру внутри корпуса;
· Уровень сигнала GSM, наименование
сотового оператора;
· Напряжение питания приемопередатчиков
PLС.
Таблица 1 Технические параметры
|
Номинальное напряжение, В
|
3х220/380
|
|
Полная мощность, потребляемая МКС, Вт, не более
|
60
|
|
Скорость обмена по PLC, Бод
|
2400
|
|
Дальность обмена по PLC, м
|
не менее 100
|
|
Мощность радиопередатчиков, мВт
|
не более 10
|
|
Скорость обмена по интерфейсу RS-485, кБод
|
от 4,8 до 115,2
|
|
Объем энергонезависимой памяти, кбайт
|
не менее 1024 (2048)
|
|
Масса, кг, не более
|
1,5
|
|
Габаритные размеры, мм, не более
|
290х180х95
|
|
Гарантия производителя, лет
|
3
|
Вычислим относительную погрешность: 
Тогда приведенная погрешность будет равна:
Найдем значение наибольшей допускаемой приведенной погрешности и класса
точности весов: 
.3 Определение класса точности магнитоэлектрического прибора
Цифровые частотомеры обеспечивают более высокую точность измерения,
однако аналоговые частотомеры существенно проще, дешевле и доступнее цифровых.
В некоторых случаях, например, при плавной подстройке частоты, следить за
показаниями по цифровому частотомеру неудобно, тогда как аналоговый частотомер
позволяет наблюдать динамику процесса.
Основным недостатком большинства конструкций аналоговых частотомеров
является возрастание абсолютной погрешности измерения при расширении частотного
диапазона в сторону высоких частот. Так, на базе стрелочного прибора класса
точности 1.0, шкала которого имеет 100 делений, можно изготовить частотомер,
обладающий в диапазоне 0-10 кГц погрешностью измерения 100 Гц, но в диапазоне
0...10 МГц тот, же частотомер будет иметь погрешность, уже в 1000 раз большую,
т. е 100 кГц. Класс точности прибора заставляет нас ограничиваться при отсчете
частоты всего двумя верными цифрами, что гораздо хуже, чем у цифровых
частотомеров. Для решения этой проблемы можно использовать преобразование
частоты, заменяя измерение неизвестной частоты измерением разности между ней к
близкой к ней опорной частотой. Такое решение, однако, приводит к значительному
усложнению конструкции частотомера В нем появляются селектор гармоник опорной
частоты, преобразователи частоты и фильтры нижних частот. Все эти узлы содержат
моточные изделия и требуют настройки. Стрелочный прибор при этом необходимо
градуировать заново. При переходе с одного поддиапазона на другой измерительный
прибор испытывает значительные токовые перегрузки. [3]
Вычислим относительную погрешность: 
Тогда приведенная погрешность будет равна:
Найдем значение наибольшей допускаемой приведенной погрешности и класса
точности весов: 
4.4 Определение класса точности инфракрасного термометра
“Кельвин”
Назначение
Прибор предназначен для дистанционного бесконтактного измерения
температуры поверхности различных материалов по их собственному тепловому
излучению. Позволяет контролировать температуру локальных зон на поверхности
труднодоступных объектов и предметов, находящихся под высоким электрическим
напряжением.
Область применения
Применяется в различных отраслях промышленности и сельского хозяйства.
Для предприятий электроэнергетики, тепловых сетей, коммунального хозяйства
рекомендуется модель “КЕЛЬВИН - 400 ЛЦМ [(90;1.5) или (120; 2)]”.
Прибор имеет Сертификат об утверждении типа средств измерений № 3150 и
внесен в Государственный реестр средств измерений под № 16957-98.
Особенности изделия
Инфракрасный термометр “Кельвин” в зависимости от модификации (табл.1)
может быть оснащен различным типом прицельного устройства: визирной планкой -
“Кельвин В”, оптическим прицелом - “Кельвин П”, лазерным целеуказателем -
“Кельвин ЛЦ”. В зависимости от оптической системы, используемой в приборе, он
может иметь различный показатель визирования (отношение расстояния до объекта к
диаметру зоны измерения температуры на поверхности объекта в точке минимального
поля зрения, см. рис. 1).
Прибор может быть оснащен светодиодным (СД) или жидкокристаллическим (ЖК)
индикатором. Прибор обеспечивает индикацию разряда батарей питания и установку
пороговой температуры со световой сигнализацией. Прибор имеет чётко
сформированное поле зрения и обладает высоким показателем визирования при малых
габаритах.
По желанию заказчика, могут быть изготовлены специальные модели прибора,
обладающие расширенным диапазоном измеряемых температур (двумя диапазонами),
аналоговым или цифровым выходами, с запоминанием максимального значения
температуры (память на 64 значения измеряемых температур).[7]
Технические характеристики
Стандартные диапазоны измеряемых температур, °С:
…+200; -30…+400; -20...+600; +200…+1300; +500…+1500; +700…+1800;
+800…+2200; -30…+1300; -20…+1600; -20…+1800
Предел допускаемой абсолютной основной погрешности: 1°С + 0,01·Тизм
°С
Разрешение по температуре: 1°С
Показатели визирования: 90, 120, 150, 180, 200, 250, 300
для высоких температур (+500…+1500 °С; +700…+1800 °С и выше): 400
для температур -30…+200 °С с разрешением 0,1 °С: 80
Электропитание
От встроенных элементов питания. Примерное время непрерывной работы: 15
ч. В зависимости от конструкции прибора:
3 В (2шт. х 1,5 В) (типоразмер АА) или
9 В (“Крона”).
От сетевого блока питания 220 В (Поставляется по дополнительному заказу).
Потребляемый ток не превышает, мА: 100
Условия эксплуатации
Температура окружающей среды
со светодиодным индикатором (СД): -20…+50°С
с жидкокристаллическим индикатором (ЖК): 0…+50°С
(малогабаритный “Кельвин-ЛЦМ”: 197х165х60 мм)
Вес: 1.1 кг
малогабаритный “Кельвин-ЛЦМ”: 0.5 кг
Вычислим относительную погрешность: 
Тогда приведенная погрешность будет равна:
Найдем значение наибольшей допускаемой приведенной погрешности и класса
точности термометра: 
.5 Определение класса точности термоэлектрического измерителя температуры
ОПИСАНИЕ:
Контроль и измерение температуры жидких, твердых, газообразных и сыпучих
сред, неагрессивных к материалу корпуса преобразователя;
Нижний предел измерения температуры - -40 °С;
Верхние диапазоны измерения температуры - +600 °С, +750 °С, +850 °С,
+1100 °С, +1250 °С, +1350 °С, +1600 °С, +1700 °С;
Изготовление нестандартных термопреобразователей по эскизам и образцам
заказчика (в том числе импортных производителей);
Возможно изготовление с нижним диапазоном измерения температуры от -200
°С;[4]
Вычислим относительную погрешность: 
Тогда приведенная погрешность будет равна:
Найдем значение наибольшей допускаемой приведенной погрешности и класса
точности термометра: 
.6 Определение класса точности портативных весов
Описание:
Эти весы легко взять с собой и использовать по назначению. Компактный размер
и автономное питание минивесов облегчает их использование. Питание карманных
весов чаще всего осуществляется с помощью нескольких батареек ААА.
К
портативным весам можно отнести и Лабораторные весы или ювелирные весы
<#"805347.files/image058.gif">
Тогда приведенная погрешность будет равна:
Найдем значение наибольшей допускаемой приведенной погрешности и класса
точности весов:
Выводы
В данной работе представлены структурно-классификационные модели единиц
измерения, видов измерений, средств измерений, методов измерений. Смоделированы
различные виды измерений с использованием необходимых для них средств измерений.
Проведен анализ погрешностей графиков и описаний смоделированных результатов и
на их основании дана оценка погрешности, как результатов измерений, так и
средств измерений. Были найдены классы точности для пяти измерительных средств.
Библиографический список
1. В.Д. Горбоконенко, В.Е. Шикина Метрология в вопросах и
ответах/ В.Д. Горбоконенко, В.Е. Шикина. - Ульяновск: УлГТУ, 2005. - 196 с.
2. Ю.В. Димов. Метрология, стандартизация и
сертификация. Автор: Ю.В. Димов. - Ульяновск: УлГТУ, 2007. - 368 с.
3. Савчук В.П. Обработка результатов измерений. Физическая
лаборатория. Ч1: Учеб. пособие для студентов вузов. - Одесса: ОНПУ, 2002. - 54
с. ил.