Фасонный резец и круглая протяжка
Проектирование призматического
фасонного резца
Назначение фасонных резцов
Фасонные резцы предназначаются для
обработки деталей сложного профиля. Применяются в массовом, серийном и даже в
индивидуальном производстве.
По принципу работы фасонные резцы
подразделяются на радиальные и тангенциальные. По конструкции радиальные
фасонные резцы бывают трех типов: дисковые или круглые, призматические и
стержневые. У стержневых и призматических резцов режущая часть изготавливается
из быстрорежущей стали, а их державки - из конструкционной. С целью экономии
быстрорежущей стали режущая часть указанных резцов делается сварной.
Расчет производим по источнику [1].
Выбор геометрии резца
Передний и задний углы определяем по
таблице 47 [1,с.136]:
γ = 160
α = 100
Расчет максимальной глубины профиля
резца tmax
Максимальная глубина профиля
фасонного резца:
= (D - (d1 - 2f))/2 = (32 - (20 - 2∙1)/2
= 7 мм
- величина фаски на минимальном
диаметре.
Фаска 1×450
Расчет дополнительных режущих кромок
под отрезание и общей ширины резца вдоль оси заготовки
Размеры канавки под отрезание
принимаем:= 6 мм
Условие tK≤ tmax соблюдается.
Минимальный диаметр канавки:= D -
2tK = 32 - 12 = 20 мм
Принимаем:= 3 мм - минимальная
ширина для трапециевидной канавки.
φК
= 150 - угол режущей кромки под отрезание (угол скоса канавки).
Максимальная ширина трапециевидной
канавки:
b = ((D - dK)×tg150)/2 + bmin +
((di - dK)×tg150)/2 = ((32 - 20)×tg150)/2+3+((25 - 20)×tg150)/2 = 5.4 мм
Округляем до ближайшего целого числа
b = 6 мм.
Общая ширина резца вдоль оси заготовки:=
2 мм - ширина дополнительной упрочняющей режущей кромки;= 2.5 мм - ширина
концевой режущей кромки;= 1.5 мм - перекрытие режущей кромки под отрезание;=
lДет+a+c+b+b1 = 35+2+2.5+6+1.5 = 50 см.
Выбор габаритных и конструктивных
размеров резца
Габаритные и конструктивные размеры призматического резца выбираем
по таблице 44 [1] tmax = 7 мм:= 19 мм;= 90 мм;= 10 мм;= 25 мм;= 15 мм;= 1 мм;=
6 мм;
Коррекционный расчет профиля резца с приложением схемы резания
.1 Согласно размерам на чертеже заготовки радиусы окружностей
узловых точек профиля заготовки r1, r2, r3, r4, r5, r6, r7, r8 и осевые
расстояния до этих точек от торца до заготовки l1-2 до l1-8 равны:= r2 = 10 мм l1-2,3
= 15 мм= r4 = 12.5 мм = r6 = 15 мм l1-4,5 = 20 мм-6 = 25 мм= r8 = 12.5
мм l1-7 = 30 мм-8 = 35 мм
Коррекционные расчеты профиля фасонного резца:
|
hи = r1×sinγ1
|
γ1 = 160; r1 = 10 мм
|
hи = 2,756 мм
|
|
А1 = А2 = r1×cosγ1
|
r1 = 10 мм
|
А1 = 9,613 мм
|
|
sinγ3 = hи/ r3
|
r3 = 12.5 мм; sinγ3
= hи/ r3 = 2,756/12,5 = 0,2205
|
γ3 = 12,740
|
|
А3 = А4 = r3×cosγ3
C4 = C3 = A3 - A1
|
r3 = 12,5 мм; А1 = 9,613 мм; hи = 2,756 мм
|
А3 = 12,191 мм; C4 = C3 = 2,578 мм
|
|
sinγ5 = hи/ r5
|
r5 = 15 мм; sin γ5 = hи / r5 =
2,756 / 15 = 0,184
|
γ5 = 10,6°
|
|
А6 = А5 = r5×cosγ5
C6 = C5 = A5 - A1 ε1 = α1 + γ1
|
r5= 15 мм; A1 = 9,613мм; hи = 2,756 мм
|
А5 = 14,745 мм; C6 = C5 = 5,132 мм; ε1
= 260
|
|
sinγ7 = hи/ r7
|
r7 = 12.5 мм; sinγ7 = hи/
r7 = 2,756/12,5 = 0,2205
|
γ3 = 12,740
|
|
А8 = А7 = r7×cosγ7 C8 = C7 = A7 - A1 ε1
= α1 + γ1
|
r7 = 12,5 мм; А1 = 9,613 мм; hи = 2,756 мм
|
А7 = 12,191 мм; C8 = C7 = 2,578 мм ε1
= 260
|
Расчет контрольных размеров для
шаблона и контршаблона
Построение шаблонов и контршаблонов
для контроля фасонного профиля резцов сводиться к определению координатных
расстояний= C3 cos ε1 = 2,578 cos 260 = 2,317 мм;= P4 = 2,317 мм;= C5 cos ε1 = 5,132 cos 260 =
4,616 мм;= P6 = 4,616 мм;= C7 cos ε1 = 2,578 cos 260 = 2,317 мм;= P8 = 2,317 мм;
Крепление фасонного резца
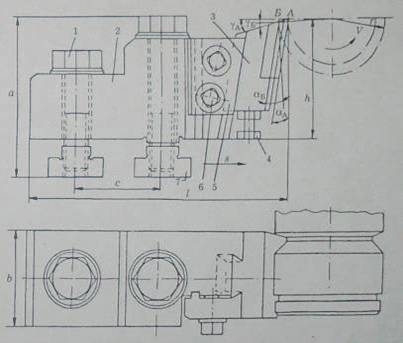
РЕЗЦЕДЕРЖАТЕЛЬ
Призматические радиальные резцы 3
крепятся в корпусе 2 хвостовиком типа "ласточкин хвост" с помощью
нажимной накладки 5 и винтов 6. Установка резца по высоте осуществляется
регулировочным винтом 4, который служит опорой, повышает жесткость крепления и
точность установки. Сама резцовая державка для призматического резца
закрепляется винтами, заворачиваемыми в шпонки 7, устанавливаемые в паз
суппорта станка. Задний угол призматического фасонного резца обеспечивается
наклонной относительно вертикальной плоскости установкой в резцедержателе.
Проектирование круглой протяжки
Определение припуска под
протягивание
А = 0,005D+(0,1 ÷ 0,2) √L= 0,005×40+ (0,1 ÷ 0,2) √50
= 1,25 мм
Диаметры отверстия до протягивания
переднего направления Dп и первого зуба протяжки D01:
= Dп = D0 - А = 40 - 1,25 = 38,75 мм
Расстояние до первого зуба:= 280+L =
280+50 = 330 мм
Определение параметров хвостовика,
режущих зубьев и межзубных канавок
Диаметр хвостовика d1 (диаметр d1 хвостовика нужно выбирать по
табл. 8.2 или 8.3 [2], при этом выбирают наибольший хвостовик, который может
пройти через отверстие):= 36 мм
Площадь хвостовика, определяющая его прочность (табл. 8.2 - 8.5
[2]):= 615,7 мм2
Шаг режущих зубьев:
tp = m√L =
(1,25 ÷ 1,5) √40 = 8,84 ÷ 10,61 мм
= 8,84 ÷ 10,61 мм
Наибольшее число
одновременно работающих зубьев:
фасонный резец круглая
протяжка
zmax = L/ tp+1 = 50/10+1
= 6
Глубина стружечной
канавки hk (табл. 8.6):= 4 мм
Площадь стружечной
канавки Fk (табл. 8.6):= 12,56 мм2
Коэффициент заполнения
стружечной канавки К (табл. 8.8 [2]):
К = 4
Расчет подач, допустимых
по размещению стружки в канавке (Szk) и по силе резания (Szр)
= Fk/(KL) = 12,56/(4×50)
= 0,063 мм/зуб
Наибольшее усилие,
допустимое хвостовиком (табл. 8.9 [2]):
Px = Fxσx = 615,7×250
= 153925 H
Наибольшее усилие,
допустимое протяжкой на прочность по первому зубу (σ1
- табл. 8.9 [2]):
P1 = F1σ1 = π(D01
- 2h)2 σ1/4 = 3,14(38,75 - 2×4)2
×300/4 = 222795 H
Расчетная сила резания:
Pp = (Px; P1; Pc×0,9)
= 153925 H
(расчетное усилие Pp
равно наименьшему из Px; P1; Pc×0,9)
Подача, допустимая по
силе резания (Cp - табл. 8.7):
= (Pp / Cp×π ×D0×Zmax)1/x =
(153925 /2860×3,14×40×6)10/8
= 0,04 мм/зуб
Cp×π ×D0×Zmax)1/x =
(153925 /2860×3,14×40×6)10/8
= 0,04 мм/зуб
Выбор схемы резания на
основании расчетов:
Если Szp ≥ Szк
следует применять одинарную схему резания.
,04<0,063
Проводим расчет для
групповой схемы резания.
Шаг режущих зубьев для
групповой схемы резания.= m√L = (1,45 ÷ 1,9)
√50 = 10,25÷13,43мм
Принятый шаг: = 12 мм.
Наибольшее число
одновременно работающих зубьев:
= L/ tp+1 = 50/12+1 = 5
Глубина стружечной
канавки hk (табл. 8.6 [2]):= 4 мм
Площадь стружечной
канавки Fk (табл. 8.6 [2]):=12,56 мм2
Коэффициент заполнения
стружечной канавки К (табл. 8.8 [2]):
К = 3
Подача, допустимая по
размещению стружки: = Fk/(KL) = 12,56/(3×50)
= 0,084 мм/зуб
Подача, допустимая по
силе резания (Cp - табл. 8.7):
= (Pp nг/
Cp×π ×D0×Zmax)1/x = (153925×2/2860×3,14×40×5)10/8
= 0,12 мм/зуб
Примерная длина режущей
части при групповой схеме резания:
= Atp/2Sz min = 1,25×10/2×0,04
= 156,25 мм
Примерная длина режущей
части при групповой схеме резания:
= Atpnг/2Sz min = 1,25×12×2/
2×0,084 = 178,57 ммг = 2.
Так как lpr > lp, то
групповая схема не дает сокращение длины режущей части, принимаем одинарную
схему резания.
Расчет диаметров режущих
зубьев
Диаметры режущих зубьев
с учетом принятых схем резания, чисел зубьев в группе nг и выбранных подач Sz:=
0,04= 38,75 мм; D11 = 39,55 мм;= 38,83 мм; D12 = 39,63 мм;= 38,91 мм; D13 =
39,71 мм;= 38,99 мм; D14 = 39,79 мм;= 39,07 мм; D15 = 39,87 мм;= 39,15
мм; D16 = 39,95 мм;= 39,23 мм; D17 = 40,03мм.= 39,31 мм; = 39,39 мм;= 39,47
мм;
режущих зубьев:= 17
Расчет длин режущей и
калибрующей части
Длина режущей части:
= tp(zp - 1) = 10(17 -1)
= 160 мм
Число зубьев калибрующей
части (табл. 8.9 - 8.11 [2]):к = 6
Шаг калибрующих зубьев
(табл. 8.9 [2]):
к = 2 tp/3 = 2×10/3
= 6,67 мм;
Принимаем tк = 8 мм.
Длина калибрующей
части:= tкzk = 8×6 = 48 мм.
Расчет длин переднего и
заднего направлений
Длина заднего
направления протяжки:з = L = 50 мм
Общая длина протяжки:
пр = L1+lp+lk+lз =
330+160+48+50 = 588 мм
Допустимая длина
протяжки:пр max = 40Do < 2000пр max = 40×40
= 1600 мм
< 2000
Необходимая длина
рабочего хода:
= L+lp+lk = 50+160+48 =
258 мм
Расчет
стружкоразделительных канавок или выкружек
Расстояние между
стружкоразделительными канавками для чистовых зубьев (табл. 8.10 [2]):
= 1,7 √Do = 1,7 √40= 10,75 мм
√40= 10,75 мм
Число
стружкоразделительных канавок:
nc = π Do/b =
3,14×40/10,75= 11,68
Принятое nc = 12
Передний угол:
γ = 120
Угол βк
правки круга для заточки угла γ:
βк
= 450
Наибольший диаметр круга
для заточки:
кз = (D01 - hk)
×sinβк / sinγ = (38,75 - 4) sin450/ sin120 = 118,18 мм
Расчет диаметров
калибрующих зубьев и допусков на изготовление зубьев протяжки
Допуск на разбивку: =
0,005 мм
Допуск на изготовление:
= 1/3 допуск на отверстие 0,013 мм
Диаметр калибрующих
зубьев: = 40,03-0,013
Допуск на диаметр
режущих зубьев: = 0,015 мм
Список использованных
источников
1. Нефёдов, Н.А. Сборник задач и примеров по резанию металлов и
режущему инструменту / Н.А. Нефёдов, К.А. Осипов. - М.: Машиностроение, 1984. −
399 с.
2. Кирсанов, Г.Н. Руководство по курсовому проектированию
металлорежущих инструментов / под ред. Г.Н. Кирсанова. - М.: Машиностроение,
1984.
. Ящерицын, М.Л. Еременко, Н.И. Жигалко. Основы резания
материалов и режущий инструмент / Минск: Вышэйшая школа, 1981. - 660 с.