|
Свариваемость
:
|
|
без
ограничений
|
-
сварка производится без подогрева и без последующей термообработки
|
|
ограниченно
свариваемая
|
-
сварка возможна при подогреве до 100-120 град. и последующей термообработке
|
|
трудносвариваемая
|
-
для получения качественных сварных соединений требуются дополнительные
операции: подогрев до 200-300 град. при сварке, термообработка после сварки -
отжиг
|
1.3 Чертеж детали Корпус и
технические требования к нему
Рис. 1.3
Технические требования детали Корпус
. Штамповка.
Неуказанные предельные отклонения на размеры
штамповки выполнять по 6 классу точности ОСТ1.41187-78.
Неуказанные штамповочные уклоны не более 7°.
Неуказанные штамповочные радиусы 3-5 мм.
В местах технологических напусков допускается
шероховатость поверхности Rz40 вместо Rz160.
. Неуказанные предельные отклонения размеров
радиусов фасок по ОС92-0093-69.
Поверхность К выгладить алмазом по
ОСТ92-1547-89.
Угловое расположение 2 отв. Л относительно
штуцеров корпуса произвольное.
* Размеры, обеспечиваемые инструментом.
Маркировать ХХХХ.ХХХХ-ОА и заводской порядковый
номер. Шрифт 4-Пр3 ГОСТ 26008-85. Глубина гравировки надписей и стрелки не
более 0.3 мм.
Испытывать на прочность внутренним
гидравлическим давлением 350 кгс/см2 согласно ОСТ92-4291-75. Трещины не
допускаются.
Испытывать на герметичность давлением 230
кгс/см2 методом “аквариум” согласно ОСТ 92-4291-75. Появление пузырьков в
течение 3 мин не допускается.
При испытаниях по пл. 12 и 13 уплотнение
производить по торцам М, Н, П, Р и С.
Отверстия Т и У сверлить после испытаний по
пунктам 9 и 10.
Покрытие Хим. Пас
1.4 Базовый технологический процесс
Разметочная
Оборудование: разметочная плита 3кл.
. Проверить 2...3 штамповки от партии на
получение чертежных габаритных размеров.
. Разметить заготовки согласно эскиза на листе
№5. Нанести разметочные линии по размерам: 56.5±0.3; 46±0.3; 136 с керновкой.
Набор разметочного инструмента
Токарная
Оборудование: токарно-винторезный станок 30420,
патрон 3х кулачковый.
Установить заготовку по Ø46,
выверить
закрепить.
Подрезать торец в размер 57±0.3 по эскизу
56.5±0.3.
Обточить Ø47С5
на длину 14.5+0.5 мм.
Измерительный инструмент: ШЦ-II-160-0,05,
ШГ-160-0,05
Токарная
Оборудование: токарно-винторезный станок 30420,
патрон 3х кулачковый.
Кулачки сырые расточенные под Ø47С5.
Подрезать торец в размер 136.5±0.3 по эскизу
136-0.5.
Сверлить и расточить отв. Ø31.43+0.3
(под
технологическую резьбу М33х1.5-7Н) на глубину 45+0,5.
Расточить отв. Ø34А3
на глубину 6±0.3.
Нарезать технологическую резьбу М33х1.5-7Н.
Измерительный инструмент: пробка 34А3;
ШЦ-II-160-0,05, ШГ-160-0,05; резьбовая пробка М33х1.5-7Н.
Токарная
Оборудование: токарно-винторезный станок 30420,
патрон 3х кулачковый. Оправка, изготовленная на партию деталей. База
М33х1.5-7Н.
Подрезать торец в размер 136-0.5, контролируя
размер 56±0.3.
Установить заготовку в кулачки, выверить и
закрепить.
Сверлить и расточить отв. Ø28.43+0.3
(под
технологическую резьбу М30х1.5-7Н) на глубину 33+0,5 и отверстие Ø32А3
на глубину 6±0.3
Сверлить и расточить отв. Ø14А5
на глубину 50+0,5.
Нарезать технологическую резьбу М30х1.5-7Н на
глубину 29±1.
Притупить острые кромки.
Измерительный инструмент: пробка 32А3;
ШЦ-II-160-0,05, ШГ-160-0,05; пробка 14А5; глубиномер ВК86155-307; резьбовая
пробка М30х1.5-7Н.
Токарная
Оборудование: токарно-винторезный станок 30420,
патрон 3х кулачковый. Оправка, изготовленная на партию деталей. База М30х1.5-7Н
с направлением по Ø32А3.
Сверлить отв. Ø5А7
на выход в отв. Ø14А5.
Сверло ВК 23000-828.
Расточить отв. Ø29А5на
глубину 55+0,5.
Притупить острые кромки.
Измерительный инструмент: пробка 5А7;
ШЦ-III-250-0,05, ШГ-160-0,05; пробка 29А5.
Токарная
Оборудование: токарно-винторезный станок 30420,
патрон 3х кулачковый. Оправка резьбовая. База М30х1.5-7Н с направлением по Ø32А3.
Расточить канавку, выдерживая размеры Ø29А5;
Ø21C5;
72+0,5.
Измерительный инструмент: глубиномер ВК
859-00488; на Ø29А5 и Ø21С5-
технологические валики.
Токарная
Оборудование: токарно-винторезный станок 30420,
патрон 3х кулачковый. 1. Изготовить оправку для операции №25 с резьб.
М33х1.5-7Н и направлением по Ø34А3.
Токарная
Оборудование: токарно-винторезный станок 30420,
патрон 3х кулачковый. Резьбовая оправка, изготовленная на партию деталей. База
М33х1.5-7Н с направлением по Ø34А3.
Подрезать торец в размер 55.5±0.3, контролируя
размер 56±0.3.
Установить заготовку в кулачки, выверить и
закрепить.
Расточить отверстие Ø16А7
на глубину 51±0.5 и отверстие Ø32А3
на глубину 6±0.3
Расточить карман, выдерживая размеры :Ø30±0.3,
52А4,
41±0.3, угол 30°±1°.
Резец ВК 21542-3196
. Притупить острые кромки.
Измерительный инструмент: ВК84182-548, нутромер
85179-389, шаблон 41±0.3- ВК 8109-5919, глубиномер ВК 86155-307.
030 Токарная
Оборудование: токарно-винторезный станок 30420.
Установить деталь на УСП для обработки бок. Штуцера отв. Ø19А5
с обеспечением угла 90° к оси детали. Проверить установку по размеру 55.5±0.3.
Базы: отв. Ø32А3,
Ø34А3,
р-р 55.5±0.3, угол 90° к оси детали.
Подрезать торец, выдержать размер 46±0.3.
Измерительный инструмент: ШГ-160-0,05.
Сверлить и расточить отв. Ø18.5А5
(по чертежу Ø19А5) по размеру
55.5±0.3 на глубину 2.5А5. След от сверла на торце не допускается.
Измерительный инструмент: пробка 18.5А5 ВК
81353-3035, ГН-100- 0,01.
Притупить острые кромки.
Токарная
Оборудование: токарно-винторезный станок 30420.
Ток. Приспособление ВК 712-10397.
Установить деталь для проводки отв. Ø16А7
по р-ру 55.5±0.3 с разворотом стола на угол 12°±30`.
Сверлить и зенкеровать (или расточить) отв. Ø16А7
по размеру 55.5±0.3 на глубину 37+0,5.
Зенкер Ø16А7.
Измерительный инструмент: шаблон 37+0,5- ВК
8158-9048, пробка 16А7.
Токарная
Оборудование: токарно-винторезный станок 30420.
Оправка резьбовая М33х1.5-7Н.
Пропылить Ø30±0.3 в
пределах допуска с целью снятия заусенцев на пересечении с отверстием Ø16А7.
Токарная
Оборудование: токарно-винторезный станок 30420.
Установить деталь на УСП для обработки бокового
штуцера по р-ру 55.5±0.3, выверить установку по отв. Ø18.5А5
(чертеж Ø19А5).Допустимое
биение до 0.1.
Базы: отв. Ø32А3,
Ø34А3,
р-р 55.5±0.3, угол 90° к оси детали.
Расточить отв. Ø19А5
на глубину 2.5А5.
Измерительный инструмент: ГН-100-0.05, пробка
19А5.
. Обточить до Ø24С5
на длину 4А5.
Измерительный инструмент: ГН-100-0.05, скоба
24С5.
. Точить фаску угол 35°±3°.
Измерительный инструмент: УН 15`.
Токарная
Оборудование: токарно-винторезный станок 30420.
Установить деталь на УСП. Выверить и закрепить.
Базы: отв. Ø33А3
и р-р 24±0.5.
Подрезать торец выдерживая размер 65±0.3.
Измерительный инструмент: ШГ-160-0.05.
Центровать, сверлить и развернуть отв. Ø4А5
на выход.
Сверло 3.7, Зенкер 3.9.
Измерительный инструмент: пробка 4А5, пробка
9А4.
. Расточить отв. Ø9А4
на глубину 5.5А7 с образованием R1.6.
Измерительный инструмент: глубиномер ВК
859-00488, скоба 13.2С4.
Обточить до Ø13.2С4
на длину 15+1.
Измерительный инструмент: ВК 81134-4207,
ШЦI-125-0.1.
. Обточить до Ø7С4,
выдержать размеры: 9±0.3, 40±0.5 с образованием R1.6, R0.3.
Измерительный инструмент: скоба 7С4,
ШЦI-125-0.1.
. Обточить до Ø12С4,
выдержать размеры: 0.6-0.1, R0.3.
Измерительный инструмент: скоба 12С4, скоба
0.6-0.1, ВК 81290-315.
Притупить острые кромки буртика и отв. Ø9А4,
R0.1 max.
Притупить острые кромки.
055 Токарная
Оборудование: токарно-винторезный станок 30420.
Установить деталь на УСП. Выверить и закрепить.
Базы: отв. Ø34А3
и р-р 116±0.3.
Подрезать торец выдерживая размер 65±0.3.
Измерительный инструмент: ШГ-160-0.05.
Центровать, сверлить и развернуть отв. Ø4А5
на глубину 42±1.
Измерительный инструмент: пробка 4А5,
ШЦI-125-0.1.
Сверлить отв. Ø2.2±0.2 на
выход.
Сверло Ø2.
Измерительный инструмент: пробка 2.2±0.2.
Расточить отв. Ø7А4
на глубину 55А7 с образованием R1.6.
Измерительный инструмент: пробка 7А4, глубиномер
на размер 5.5А7 ВК 859-00488.
. Поджать через прокладку центром.
. Обточить до Ø11.2С4
на длину 15+1.
Измерительный инструмент: МК0-25-0.01,
ШЦI-125-0.1.
. Обточить до Ø10С4,
выдержать размер 0.6-0.1 с образованием R0.3.
Измерительный инструмент: скоба 10С4, скоба
0.6-0.1.
Притупить острые кромки буртика и отв. Ø7А4,
R0.1 max.
Притупить острые кромки.
Слесарная
слес. верстак
Сеять заусенцы и притупить острые кромки на
выходе отв. Ø5А5 и Ø2.2±0.2
и
на пересечении Ø30±0.3 и
Ø16А7.
Токарная
Оборудование: токарно-винторезный станок 30420.
Установить деталь на оправку. Выверить и закрепить.
База М33х1.5. Допустимое биение оправки не более
0.05мм.
Расточить отв. Ø17А3
техн. (чертеж Ø18А3) на выход в
карман.
Измерительный инструмент: ШГ-160-0.05.
Расточить отв. Ø34.43+0.25
под
резьбу М36х1.5-6Н.
Измерительный инструмент: ШЦII-160-0.05.
. Точить фаску 1.6х45°.
. Расточить канавку, выдерживая размеры: Ø37А5,
16±0.3, угол 45°±3°, Ø23.2-0.1 (по
чертежу- Ø23min), 34А4, R1.
Измерительный инструмент: нутромер ВК 86170-348,
нутромер ВК 85169- 327, глубиномер ВК 86155-307, скоба 23.2-0.1.
. Нарезать резьбу М36х1.5-6Н, выдерживая
внутренний диаметр резьбы Ø34.376+0.3.
Измерительный инструмент: пробка М36х1.5-6Н,
пробка 34.376+0.3 или ШЦ-II-160-0.05.
. Заправить заход и выход у резьбы.
Притупить острые кромки.
Токарная
Оборудование: токарно-винторезный станок 30420.
Установить деталь на резьбовую оправку М36х1.5 с
направлением на отв. Ø17А3 (чертеж Ø18А3)
изготовлен по месту. Выверить и закрепить.
Подрезать торец, выдерживая размер 134С4.
Измерительный инструмент: МК 125-150-0.01.
Расточить отв. Ø16А5
на глубину 66+0.5.
Измерительный инструмент: пробка 16А5,
ШГ-160-0.05, пробка 9.5Н12.
Расточить отв. Ø29.5А5
на глубину 56А5.
Измерительный инструмент: пробка 29.5А5,
ШГ-160-0.05, ШЦ-II-160-0.05.
. Расточить отв. Ø39А5
на глубину 12.5+0.3 (эскиз 13А4).
Измерительный инструмент: пробка 39А5,
ШГ-160-0.05.
. Расточить канавку Ø42.7А7,
3±0.2, угол 45°±3°, R1, R0.5, выдержать размер 13А4.
Измерительный инструмент: нутромер ВК 85119-516
или шаблон 3±0.2, угол 45°.
. Расточить отв. Ø34А5
на глубину 46+0.3.
Расточить карман Ø34±0.5 до
Ø21С5,
выдержать размеры: 72.5А4, 53±0.5 с образованием угла 45°±3°.
Резец на Ø21- ВК
21549-2780, резец на Ø34- ВК
21542-2211.
Измерительный инструмент: скоба 53±0.5,
глубиномер ВК 86155-307, нутромер М403-2398.
Обточить Ø44С5,
выдержать размеры: 29С5, 56А5.
Измерительный инструмент: ШЦ-II-160-0.05,
ШГ-160-0.05.
. Притупить острые кромки.
Разметка
Произвести разметку в размер 18±0.5.
Фрезерная
Оборудование: фрезерный станок 31151.
Установить деталь на резьбовую оправку и
поворотный стол.
Фрезеровать до Ø49±0.3, выдержать
размер 18±0.5 с образованием R10.
Измерительный инструмент: ШЦI-125-0.1, набор
шаблонов радиусных №2.
Фрезеровать площадку, выдержать размеры 4+0.1,
1.5+0.3, 25±0.5.
Измерительный инструмент: ШЦ-125-0.1.
Слесарная
слесарный верстак
Притупить острые кромки в местах перехода от
обработанных поверхностей к необработанным.
Координатно-расточная
- станок координатно-расточной.
Сверлить 2 отв. Ø4.95+0.26
на
глубину 14+0.5, выдержать размеры: 25±0.5, 28±0.3.
Сверло Ø5, Сверло
Ø8
(для
центровки).
Измерительный инструмент: технологические валики
Ø4.96,
Ø5.2 и МК0-25-0.01, ШЦ-II-160-0.05, ШЦ-I-125-0.1.
Снять в 2-х отв. Фаску 1х45°.
Измерительный инструмент: ШЦ-I-125-0.1.
Слесарная
слесарный верстак
Нарезать резьбу М6-7Н в 2х отв. На глубину
10min., выдержать внутренний диаметр Ø4.918+0.3.
Зачистить заусенцы и притупить острые кромки.
Гравировально-фрезерная
Пантограф
. Гравировать стрелку, согласно вида Б, глубиной
0.3мм.
Измерительный инструмент: копир на стрелку ВК
7856-0501.
. Гравировать 11С85.880-ОА и заводской
порядковый номер.
Шрифт 4Пр3 ГОСТ 26.008-85. Глубина гравировки
0.3мм.
Слесарная
слесарный верстак
Зачистить приподнятость на гравировке.
Слесарная
слесарный верстак
Зачистить приподнятость на гравировке.
Токарная
Оборудование: токарно-винторезный станок 16К20
Расточить сырые кулачки по месту Ø84-0,2.
Установить заготовку в кулачки с упором по
торцу, выверить на биение до 0,02 и закрепить.
Обточить Ø125-0,6 , выдерживая
размер 40-0,2, R1±0,3 (эскиз №3).
Подрезать торец в размер 4,6-0,2 (эскиз №3).
Обточить Ø148-0,5 , выдерживая
размеры 15+0,4; R1±0,3; R122±0,5; угол 23˚±30’; 9-0,3 (эскиз №3).
Расточить кольцевое отв. в размеры Ø114+0,5;
Ø51-0,4; 35+0,6; R4±0,5 (эскиз №3).
Расточить канавку в размеры Ø120+0,5;
12-0,3; R4±0,5; Ø51-0,4; 35+0,6; R1,6±0,3 (эскиз №3).
Измерительный инструмент: ШЦ-250-0,05,
ШГ-250-0,05, радиусомер набор №1, угломер 180˚ цена деления 5’, ШЦ
ВК85129-372
резец расточной для предв. обработки
ВК21549-4987,
Токарная
Оборудование: токарно-винторезный станок 16К20
Расточить сырые кулачки по месту Ø148-0,5.
Установить заготовку в сырые кулачки, выверить
на биение до 0,02 и закрепить.
Обточить Ø81,7-0,03, выдерживая
размеры 39-0,2 ; R0,8-0,3 (эскиз №4).
Подрезать торец с Ra=1,6 в размер 10-0,2 (эскиз
№4).
Расточить отв. Ø39H7 с
Ra=1,6 на проход (эскиз №4).
Расточить отв. Ø70+0,4 на
L=11±0,2; R4±0,5 (эскиз №4).
Измерительный инструмент: МК-75-100-0,01;
ШЦII-250-0,05; ШГ-250-0,05; пробка Ø39H9; НИ-50-100-0,01;
радиусомер набор №1
Токарная
Оборудование: токарно-винторезный станок 16К20
Расточить сырые кулачки по месту Ø81,7-0,03.
Установить заготовку в кулачки, выверить на
биение до 0,02 и закрепить.
Обточить Ø147-0,6 , выдерживая
размеры R122±0,5; 27-0,3, R1,6±0,3, угол 23˚±30’, R1,6±0,3, 6,8-0,1 (эскиз
№5).
Разметочная
Оборудование: размет. плита 3кл
Разметить координаты отв. Ø20H7
в
размеры согл. эскиза №6.
Набор разметочного инструмента
Сверлильная
Оборудование: ГСФ
Установить заготовку, выверить и закрепить.
Сверлить и расточить отв. Ø20H7,
выдерживая
размер 88±0,1 (эскиз №6).
Слесарная
слес. верстак
Зачистить заусенцы, притупить острые кромки.
Подготовительная
Токарная
Оборудование: токарный станок с СПУ EEN-400.
Установить деталь на резьбовую оправку М36х1.5 с
направлением на отв. Ø17А3 (чертеж Ø18А3)
изготовлен по месту. Выверить и закрепить.
Расточить отв. Ø34А4
на глубину 46.5±0,05.
Измерительный инструмент: пробка 34.5А4,
ГИ-100-0.01, пробка 36А4.
Расточить отв. Ø36А4
на глубину 19.5А4.
Измерительный инструмент: пробка 34.5А4,
ГИ-100-0.01, пробка 36А4.
Расточить отв. Ø39А4
на глубину 15.5А4.
Измерительный инструмент: пробка 39А4,
ГИ-100-0.01.
. Расточить отв. Ø40.43+0.22
на
проход в канавку под резьбу М42х1.5-6Н.
Измерительный инструмент: ШЦ-II-160-0.05.
. Точить фаску 1.6х45°.
. Нарезать резьбу М42х1.5-6Н, выдержать
внутренний диаметр резьбы Ø40.376+0.3.
Измерительный инструмент: ШЦ-II-160-0.05.
. Заправить заход и выход у резьбы.
. Точить уплотнительную канавку на Ø37.5±0.2,
угол
60°±3°, 0.3±0.05, R0.1 и снять заусенцы не притупляя угла.
Притупить острые кромки.
Слесарная
слес. верстак
. Притупить острую кромку на выходе отв. Ø2А7.
. Разметить и сверлить 2 отв. Ø2.5+0.1
по
размеру 6±0.3 под резьбу М3-6Н. Угловое положение отверстий относительно
штуцеров произвольное.
Измерительный инструмент: технологические валики
Ø2.5,
Ø2.59, МК0-25-0.01.
. Снять фаску в 2х отверстиях 0.5х45°.
Измерительный инструмент: ШЦ-I-125-0.1.
. Нарезать в 2х отв. резьбу М3-6Н, выдержать
внутренний диаметр резьбы Ø2.459+0.14.
Измерительный инструмент: пробка М3-6Н,
технологические валики Ø2.47, Ø2.59, МК0-25-0.01.
. Притупить острые кромки с контролем резьбы
М42х1.5-6Н.
Измерительный инструмент: пробка М42х1.5-6Н.
Подготовительная
Токарная
Оборудование: токарный станок с СПУ EEN-400.
Установить деталь на резьбовую оправку М42х1.5 с
направлением на отв. Ø34А4
изготовлен по месту. Выверить и закрепить.
Обточить до Ø45.2С4
на длину 13.5+0.3 (чертеж 14А5).
Измерительный инструмент: МК25-50-0.01,
ШГ-160-0.05.
Обточить до Ø44С4,
выдержать размеры: 0.6-0.1, 14А5, с образованием R0.3.
Измерительный инструмент: МК25-50-0.01,
ШГ-100-0.01, скоба 0.6-0.1.
. Притупить острые кромки буртика R0.1max.
Подготовительная
Токарная
Оборудование: токарный станок с СПУ EEN-400.
Установить деталь на резьбовую оправку М42х1.5 с
направлением на отв. Ø34.5А4
изготовлен по месту. Выверить и закрепить.
Подрезать торец под седло предварительно
выдержав размер 1.5+0.2 Измерительный инструмент: ГИ-100-0.01.
Расточить отв. Ø18А3
на проход в карман.
Измерительный инструмент: пробка 18А3.
. Точить седло, выдержать размеры согласно
чертежа.
Резец на седло.
Подготовительная
Токарная
Оборудование: токарный станок с СПУ EEN-400.
Установить деталь на резьбовую оправку М36х1.5 с
упором в торец, изготовленную по месту. Выверить и закрепить.
Точить R2, выдержать размер 3+2.
Измерительный инструмент: шаблон радиус набор
№1, ШЦ-I-125-0.1.
Слесарная
слес. верстак
Притупить острую кромку в местах перехода от
поверхности Ø44С4 к необработанной
поверхности.
Промывочная
Промыть дет. от мех. Загрязнений, согласно
Т.Т.П.18-75-00141.
Контрольная
Оборудование: Контрольный стол
. Произвести работы по разделу II.
. Контролировать размер перед испытаниями.
Испытательная
Оборудование: испытательный стенд.
. Испытать на прочность внутренним
гидравлическим давлением 350кгс/см2, согласно Т.Т.П. 07-55-01668. Трещины не
допускаются, уплотнение производить по торцам М, Н, П, Р и С.
165 Испытательная
Оборудование: испытательный стенд.
. Испытать на герметичность сжатым воздухом
давлением 230кгс/см2, согласно Т.Т.П. 07-55-01669 методом “Аквариум”. Появление
пузырьков в течение 3х минут не допускается.
Контрольная
Контроль за операциями №160 и №165.
Координатно-расточная
. Центровать и сверлить отверстие Ø5А5,
выдерживая размер 63±0.3
Измерительный инструмент: пробка 5А5,
ШР-250-0.05.
. Расточить отв. Ø10.5А5
на глубину 2.5А5.
Измерительный инструмент: пробка 10.5А5,
ГИ-100-0.01.
. Притупить острые кромки.
Слесарная
слес. верстак
Удалить заусенцы и притупить острую кромку на
выходе отв. Ø5А5 в отверстие Ø34±0.5
185 Отделочная
. Произвести внешний осмотр и окончательную
отделку детали.
Слесарная
слес. верстак
Маркировать обозначение детали и номер
предъявительской на бирке.
Промывочная
Промыть деталь в бензине.
Контрольная
Оборудование: Контрольный стол
. Произвести работы по разделу III.
. Контролировать размеры согласно чертежа.
200 Перемещение
Уложить дет. в тару, опломбировать клеймом ОТК и
направить на покрытие в цех 478.
Тара Т7-24.
Контрольная
Проверить деталь внешним м осмотром на
отсутствие мех. Повреждений и отметку в предъявительской о проведении покрытия
цехом 478.
Перемещение
Годные детали уложить в тару и отправить на
участок сварки.
Контрольная
Проверить по предъявительской проведение сварочных
работ в отд.№4 и отметку о контроле ОТК.
Подготовительная
Токарная
Оборудование: токарный станок с СПУ EEN-400.
Установить деталь на резьбовую оправку
М36х1.5-6Н с направлением по Ø18А3,
изготовленная на партию деталей.
Расточить отв. Ø10А3
на глубину 79А4 и отв. Ø7А3 на выход
в отв. Ø30±0.3,
контролируя
соосность относительно Ø18А3.
Измерительный инструмент: калибр на соосность
ВК8341-4516, пробка Ø10А3,
ГИ-100-0.01, пробка 7А3- контрольный валик.
Расточить отв. Ø15+0.5 тех.
На глубину 70+0.1.
Расточить отв. Ø17.2+0.17
на
глубину 66+0.5 под резьбу М18х0.75-6Н.
Измерительный инструмент: технологические валики
Ø17.2,
Ø17.35,
МК0-25-0.01.
. Расточить канавку Ø18А5,
выдержать размеры 67А4, 2±0.5, R0.3, R0.5, угол 45°±3°.
Резец расточной д канавки ВК 21542-2663.
Измерительный инструмент: нутромер ВК86170-301
или ВК 86179-388, шаблон 2±0.5, глубиномер ВК 859-00416.
Обточить до Ø20С4
заподлицо с торцом по размеру 7.3А4 с обработкой R0.2max.
Резец 21542-2849.
Измерительный инструмент: скоба 20С4,
глубиномер.
Точить торцевую канавку Ø16А3,
Ø13С4
на глубину 71.3±0.1 с образованием R0.3.
Резец канавочный ВК 21542-2595.
Измерительный инструмент: пробка 16А3, скоба
13С4, ГИ-100-0.01, глубиномер ВК 86155-307.
Точить фаску 1х45°.
Нарезать резьбу М18х0.75-6Н.
Измерительный инструмент: пробка М18х0.75-6Н.
Расточить R0.8±0.3 в отверстие Ø7А3.
Расточить отв. Ø35А
(с шероховатостью не ниже 0.63 под алмазное выглаживание) на глубину 46.5А4,
выдерживая соосность Ø35А
относительно Ø7А3.
Скруглить R0.3 на кромках отв. Ø10А3
и поверхн. Ø13С4.
Резец R0.3
Скруглить R0.5 на кромках отв. Ø7А3,
Ø35А3-R0.5+0.2
и притупить острую кромку отв. Ø16А3
R0.1 max.
Резец R0.5
. Притупить острые кромки, заправить резьбу
М18х0.75-6Н, притупить острые кромки, контролируя Ø17,188+0.19.
Измерительный инструмент: технологические валики
Ø17,2,
М
Ø17,35
и
МК0-25-0.01.
Отделочная
. Произвести внешний осмотр и окончательную
отделку детали.
235 Промывочная
Промыть деталь в бензине.
Контрольная
Оборудование: Контрольный стол
. Произвести работы по разделу I.
. Контролировать размеры согласно чертежа.
Токарная
Оборудование: токарно-винторезный станок 30420.
Резьбовая оправка, изготовленная на партию
деталей. База М36х1.5-6Н с направлением по Ø18А3.
Произвести алмазное выглаживание по поверхности Ø35А
до шероховатости 0.32.
Полировать R0.5 и R0.8±0, до шероховатости 1.25.
Оправка ВК669-372, алмазный наконечник ВК
2179-1630.
Токарная
Оборудование: токарно-винторезный станок 30420.
Резьбовая оправка, изготовленная на партию
деталей. База М36х1.5-6Н с направлением по Ø18А3.
. Произвести алмазное выглаживание по
поверхности Ø35А до шероховатости
0.32.
. Полировать R0.5 и R0.8±0.3 до шероховатости
1.25.
Оправка ВК669-372, алмазный наконечник ВК
2179-1630.
Промывочная
Промыть корпус методом протирки.
Контрольная
Оборудование: стол ОТК.
. Контролировать визуально шероховатость
поверхности Ø35А и R0.8±0.3 и
R0.5.
. Контролировать размеры согласно чертежа.
245 Перемещение
Уложить корпуса в тару. Тару опломбировать
клеймом ОТК и с необходимыми сопроводительными документами отправить на участок
сборки.
1.5 Характеристики станка Nakamura
Tome SC-250M

Рис. 1.4 - Внешний вид станка
Токарный обрабатывающий центр Nakamura Tome
SC-250M с верхней револьверной головкой, функцией приводного инструмента и осью
С. 1. Токарный обрабатывающий центр SC-250M
Потребляемая мощность, 32 кВА
Электропитание: 200/220 В (+10%, -15%), 67,2 кВА
Понижающий трансформатор (35KVA, Input: 400 V,
Output: 200 V)
Габаритные размеры станка:
длина: 2598 мм (с конвейером для удаления
стружки 3098 мм)
ширина: 1671 мм (с конвейером для удаления
стружки 2631 мм)
высота: 1815 мм
Масса станка: 5450 кг
Основные характеристики
Макс. диаметр устанавливаемой над станиной
заготовки: 450 мм
Макс. диаметр устанавливаемой над суппортом
заготовки: 400 мм
Макс. размеры обрабатываемой детали (диаметр ×
длина):
300 ×
500
мм
Макс. диаметр обрабатываемого пруткового
материала: 51 мм
Устанавливаемый патрон: 8"/ 215 мм (опция)
Перемещения
Макс. перемещения по оси X: 177 мм
Макс. перемещения по оси Z: 550 мм
Макс. перемещения по оси Y (опция): ±41 мм
Макс. скорость быстрых перемещений по осям X/Z:
16/24 м/мин
Макс. скорость быстрых перемещений по оси Y
(опция): 6 м/мин
Шпиндель
Тип шпинделя: А2-6
Диапазон частот вращения шпинделя: 50 - 5000
об/мин
Диаметр отверстия в направляющей трубе шпинделя:
52 мм
Макс. диаметр отверстия в шпинделе: 65 мм
Внутренний диаметр подшипников в передней части
шпинделя: 100 мм
Револьверная головка
Тип револьверной головки: двенадцатигранная
Количество рабочих позиций: 12 шт.
Количество устанавливаемого приводного
инструмента: 12 шт.
Размеры инструмента с хвостовиком квадратного
сечения: 20 × 20 мм
Размеры инструмента с хвостовиком круглого
сечения: 32 мм
Задняя бабка с автоматическим позиционированием
и встроенным вращающимся центром (опция)
Диаметр пиноли: 80 мм
Конус Морзе: МТ-3
Длина перемещения: 400 мм
Вылет пиноли: 80 мм
Приводы
Мощность привода шпинделя (30 мин/пост): 15/11
кВт
Мощность приводов подач по осям X/Z: 2,1/2,1 кВт
Мощность приводов подач по оси Y (опция):
3,7/2,2 кВт
Мощность привода насоса системы подачи СОЖ: 0,18
кВт
Мощность привода насоса системы смазки: 0,0035
кВт
Мощность привода насоса гидравлической силовой
системы: 1,5 кВт
Система ЧПУ Fanuc 18i-TB
Основные характеристики системы ЧПУ
Количество управляемых осей: 5: X, Z, C, Y и В-
поперечное перемещение револьверной головки- продольное перемещение
револьверной головки- контролируемый поворот шпинделя- перемещение револьверной
головки в плоскости, перпендикулярной осям X и Z- продольное перемешение задней
бабки
Количество одновременно управляемых осей: 5
Мин. величина ввода: 0,001 мм / 0,001 град
Мин. программируемое приращение (X/Z/В/С):
0,0005мм/0,001мм/0,001 градкоды для программного переключения подач мм/мин /
мм/об: G98 / G99
Ручное управление подачами при помощи
переносного пульта управления: 0,001/0,01/0,1 мм/имп
Стандартное оснащениеmotor FANUC AC15/11kW
Привод шпинделя (15/11 кВт)
Spindle Bar capacity Dia. 51mm
Dia.51mm / A2-6 / 5,000min-1
Шпиндель. Диаметр обрабатываемого прутка 51 мм;
Тип передней части: А2-6; Частота вращения 5000 об/мин.rigid tap function
Функция жёсткого нарезания резьбы в шпинделе
Spindle C-axis function including
brake
Ось С для шпинделя (включая тормоз)
Dodecagonal drum turret Max. tool
station 12
Револьверная головка (количество рабочих позиций
12 шт.)
Milling function for turret drive
motor : FANUC AC 3.7/2.2 kW rotating speed : 60 - 3,600min-1
Функция приводного инструмента (Мощность
привода: 3,7/2,2 кВт; Частота вращения: 60 - 6000 об/мин)nurse 2
Система контроля усилий на приводахwork
navigator torque type
Система ориентации детали на станке без
применения сложной дорогостоящей оснастки
Part program storage length 128 кB
Ёмкость рабочей
памяти
128 кБ
Number of registered programs 125
pcs
Количество регистрируемых
программ
125 шт.offset
pairs 16 pairs
Количество корректоров на инструмент 16 пар
Ручная корректировка быстрых перемещений:
/25/100% (переключатель 0-100% c шагом 10%)
Ручная корректировка рабочих перемещений: 0-150%
с шагом 10%
Выдержка времени - G04
Возврат в нулевую точку в ручном/автоматическом
режиме - G27/G28
Функция инструмента: Т….(4 цифры)
Количество пар корректоров - 16
Компенсация радиуса инструмента - G40/G41/G42
Компенсация геометрии/износа инструмента
Смена величины ввода коррекции - G10
Абсолютное/относительное программирование - по
осям X,Z,U, W
Для оси В - программирование только в абсолютных
величинах
Ввод данных в десятичных знаках
Преобразование дюйм/метр
Позиционирование - G00
Линейная интерполяция - G01
Круговая интерполяция - G02/G03 (CW/CWW)
Нарезание резьбы G32 (команда F)
Скругление радиусов и фасок
Фиксированные циклы G90 (точение)/G92 (нарезание
резьбы)/G94 (торцевание)
Многократно повторяющиеся циклы G70 - G76
Фиксированные циклы для сверления G80 - G89
(опция)
Подпрограммы (доступно четырёхуровневое
вложение)
Пользовательские макросы В
Сбалансированная обработка G68 / G69
(одновременное управление револьверными головками)
Установка системы координат G50
Объём памяти программы обработки детали 40 м
Количество регистрируемых программ 63
Редактирование программ: удаление/вставка/замена
Фоновое редактирование программ
Поиск программы: О… (4 цифры при ручном вводе)
Поиск последовательных номеров N…. (5 цифр при
ручном вводе)
Отображение имени программы - макс. 31 символ
Вспомогательная функция М…( 3 цифры)
Код ленты: EIA RS244 / ISO840 (с автоматическим
распознаванием)
Входной/выходной интерфейс: RS-232-C
Функции прямого управления шпинделем: S… (4
цифр)
Контроль поверхностной скорости G96/G97
Отображение фактической частоты вращения
шпинделя
Двухцветный жидкокристаллический монитор
7,2"
Языки отображения информации: английский
Функция отображения времени в формате
часы/минуты/секунды
Перемещения рабочих органов в значениях
координат станка
Диагностика для поиска неисправностей станка
История отображения аварийных сообщений
Функция жёсткого нарезания резьбы в шпинделе
Функция жёсткого нарезания резьбы приводным
инструментомTorque Navigator - Ориентация детали на станке без применения
сложной дорогостоящей оснасткиNurse System 2 - позволяет производить:
запрессовку втулок на станке;
устанавливать максимальное усилие при резании
при превышении которого, происходит замена инструмента на дублер;
сверлить глубокие отверстия без применения
специального цикла;
поджимать, при необходимости, деталь задним
центром, установленным в нижнюю резцедержку- сводит к минимуму последствия
после столкновения резцедержателя со шпинделем, в результате не
квалифицированных действий оператора
Общие характеристики
Ёмкость бака для СОЖ: 145 л
Ёмкость бака для системы смазки: 2 л
Ёмкость бака гидравлической силовой системы: 35
л
Требуемое давление сжатого воздуха: 6 бар
Класс загрязненности: №3 по ГОСТ 17433-80
Размер твердой частицы: не более 10 мкм
Измененный технологический
Операция 010 Токарная с ЧПУ
Установ 1
Оборудование: Станок Nakamura Tome SC-250
Обрабат. матер.: Сталь 07Х21Г7АН5-Ш ТУ14-1-952-74
Приспособление: 3х кулачковый патрон,
инструментальная оправка,
приводные головки, инструментальные оправки.
СОЖ: Есть
Переход 1
Подрезать торец, выдерживая размер 57±0.3.
Инструмент режущий: державка Mitsubishi
PCLNR/L2020K09
с пластиной CNMG120404-FH US735.
Инструмент измерительный: ЩЦ-II-160-0,1 ГОСТ
166-89
Размер ЖЖ50
Глубина резания: t = 1 мм
Подача на зуб: Sz = 0,2 мм/об.
Скорость резания: V = 100 м/мин
Частота вращения:

Принимаем n=600 об/мин
Окончательная скорость резания: V = 94.2 м/мин
Переход 2
Точить наружный диаметр на длину 14.5,
выдерживая размер 47±0.1мм.
Инструмент режущий: державка Mitsubishi
PCLNR/L2020K09
с пластиной CNMG120404-FH US735.
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89
Размер ЖЖ47
Глубина резания: t = 1 мм
Подача на зуб: Sz = 0,2 мм/об.
Длина точения: L=14.5 мм
Скорость резания: V = 100 м/мин
Частота вращения:
Принимаем n=600 об/мин
Окончательная скорость резания: V = 94.2 м/мин
Переход 3
Подрезать торец в размер 134-0.26
Инструмент режущий: державка Mitsubishi
PCLNR/L2020K09
с пластиной CNMG120404-FH US735.
Инструмент измерительный: ЩЦ-II-160-0,1 ГОСТ
166-89
Размер ЖЖ50
Глубина резания: t = 1 мм
Подача на зуб: Sz = 0,2 мм/об.
Скорость резания: V = 100 м/мин
Частота вращения:
Принимаем n=600 об/мин
Окончательная скорость резания: V = 94.2 м/мин
Переход 4
Сверлить отв. ЖЖ16 на глубину 67+0.2
Инструмент измерительный: ЩЦ1-125-0,1 ГОСТ
166-89 и
ШГ-160-0.05 ГОСТ 162-80
Глубина резания: t = 8 мм
Подача: S = 0.25мм/об.
Скорость резания: V = 70 м/мин
Частота вращения:

Принимаем n=1300 об/мин
Окончательная скорость резания:

Время на обработку:

Переход 5
Расточить внутренний диаметр выдерживая размеры
16±0.1 и 30±0.1 ,
+0.4, 67+0.2мм.
Инструмент режущий: расточной резец державка
Mitsubishi FSTUP1008R/L-08А с пластиной TPMH080202-SV US735.
Инструмент измерительный: ЩЦ1-125-0,1 ГОСТ
166-89
НИ10-18-0.01 ГОСТ 866-82
Размер ЖЖ30
Глубина резания: t = 1 мм
Подача на зуб: Sz = 0,2 мм/об.
Скорость резания: V = 60 м/мин
Частота вращения:

Принимаем n=600 об/мин
Окончательная скорость резания: V = 56.52 м/мин
 =6T+0.27=3.57мин
=6T+0.27=3.57мин
Переход 6
Расточить внутренюю поверхность по программе,
выдерживая размеры: 53±0.5, 19.5+0.14,
15.5+0.12, 13+0.12 , 1.6x45° , ЖЖ30+0.28 , ЖЖ35+0.34, ЖЖ40.43 мм.мм.
Инструмент режущий: державка Mitsubishi
FSDUC1612R/L-07A
с пластиной DCMT070202-SV US735.
Инструмент измерительный: прибор для контроля
размеров от 0 до 100
Размер ЖЖ30
Глубина резания: t = 1 мм
Подача на зуб: Sz = 0,2 мм/об.
Скорость резания: V = 60 м/мин
Частота вращения:
Принимаем n=600 об/мин
Окончательная скорость резания: V = 56.52 м/мин
Переход 7
Нарезать внутреннюю резьбу М42х1.5-6Н.
Инструмент режущий: державка Mitsubishi
MMTIR2420AQ16-C
Инструмент измерительный: резьбовая пробка
М42х1.5-6Н.
Размер ЖЖ40.43
Глубина резания: t =0.21 мм
Подача на зуб: Sz = 1.5 мм/об.
Скорость резания: V = 140 м/мин
Частота вращения:

Принимаем n=1000 об/мин
Окончательная скорость резания: V = 127.6 м/мин

Размер ЖЖ40.64
Глубина резания: t =0.2 мм
Подача на зуб: Sz = 1.5 мм/об.
Скорость резания: V = 140 м/мин
Частота вращения:=1000 об/мин
Скорость резания: V = 128.23 м/мин
Размер ЖЖ40.84
Глубина резания: t =0.16 мм
Подача на зуб: Sz = 1.5 мм/об.
Скорость резания: V = 140 м/мин
Частота вращения:=1000 об/минкорость резания: V
= 128.74 м/мин
Размер ЖЖ41
Глубина резания: t =0.13 мм
Подача на зуб: Sz = 1.5 мм/об.
Скорость резания: V = 140 м/мин
Частота вращения:
n=1000 об/минкорость резания: V = 129.1 м/мин
Размер ЖЖ41.13
Глубина резания: t =0.11 мм
Подача на зуб: Sz = 1.5 мм/об.
Скорость резания: V = 140 м/мин
Частота вращения:=1000 об/минкорость резания: V
= 129.49 м/мин
Размер ЖЖ41.19
Глубина резания: t =0.06 мм
Подача на зуб: Sz = 1.5 мм/об.
Скорость резания: V = 140 м/мин
Частота вращения:=1000 об/минкорость резания: V
= 129.52 м/мин
Переход 8
Точить уплотнительную риску
Инструмент режущий: Резец на уплотнительную
риску, левый.
Инструмент измерительный: шаблон
Размер ЖЖ37.5
Глубина резания: t = 0.3 мм
Подача на зуб: Sz = 0,01 мм/об.
Скорость резания: V = 100 м/мин
Частота вращения:
Принимаем n=1000 об/мин
Окончательная скорость резания: V = 117.75 м/мин

Переход 9верлить отверстие ЖЖ7+0.3 на глубину
88±0.1.
Инструмент режущий: Mitsubishi MPS0700-L15C
Инструмент измерительный: калибр-пробка
Глубина резания: t = 3.5 мм
Подача: S = 0.2мм/об.
Скорость резания: V = 60 м/мин
Частота вращения:

Принимаем n=2500 об/мин
Окончательная скорость резания:

Время на обработку:

Переход 10
Расточить внутреннюю поверхность, выдерживая
размеры: ЖЖ10+0.2 , 1х45° , ЖЖ17+0.14+0.10мм.
Инструмент режущий: державка FSDUC1612R/L-07A
с пластиной DCMT070202-SV US735.
Инструмент измерительный: шаблон
Размер ЖЖ17
Глубина резания: t = 1 мм
Подача: S = 0.2 мм/об.
Скорость резания: V = 60 м/мин
Частота вращения:

Принимаем n=1100 об/мин
Окончательная скорость резания:

Время на обработку:

Переход 11
Точить торцевую канавку.
Инструмент режущий: Резец для торцевой канавки
Инструмент измерительный: шаблон
Размер ЖЖ16
Глубина резания: t = 1.5 мм
Подача на зуб: Sz = 0,01 мм/об.
Скорость резания: V = 100 м/мин
Частота вращения:
Принимаем n=1000 об/мин
Окончательная скорость резания: V = 50.24 м/мин

Переход 12
Нарезать внутреннюю резьбу М18x0.75-6Н
Инструмент режущий: Резьбовой резец Mitsubishi
SNTFK16R11
Инструмент измерительный: резьбовая пробка
М18x0.75-6Н
Размер ЖЖ17.5
Глубина резания: t =0.15 мм
Подача на зуб: Sz = 0.75 мм/об.
Скорость резания: V = 100 м/мин
Частота вращения:

Принимаем n=1800 об/мин
Окончательная скорость резания: V = 99.75 м/мин

Размер ЖЖ17.65
Глубина резания: t =0.13 мм
Подача на зуб: Sz = 1.5 мм/об.
Скорость резания: V = 140 м/мин
Частота вращения:=1800 об/мин
Скорость резания: V = 100.49 м/мин
Размер ЖЖ17.78
Глубина резания: t =0.09 мм
Подача на зуб: Sz = 1.5 мм/об.
Скорость резания: V = 140 м/мин
Частота вращения:=1800 об/минкорость резания: V
= 101 м/мин
Размер ЖЖ17.87
Глубина резания: t =0.06 мм
Подача на зуб: Sz = 1.5 мм/об.
Скорость резания: V = 101.34 м/мин
Частота вращения:=1800 об/минкорость резания: V
= 101 м/мин
Переход 13
Расточить карман, выдерживая р-р ЖЖ20-0.14
Инструмент режущий: резец расточной на 20
Инструмент измерительный: ШГ-160-0.05 ГОСТ
162-80
Глубина резания: t = 5 мм
Подача: S = 0.2мм/об.
Скорость резания: V = 60 м/мин
Частота вращения:

Принимаем n=600 об/мин
Окончательная скорость резания:

Время на обработку:

Переход 14
Расточить карман, выдерживая р-р ЖЖ34±0.5
Инструмент режущий: резец расточной на 34
Инструмент измерительный: ШГ-160-0.05 ГОСТ
162-80
Глубина резания: t = 5.2 мм
Подача: S = 0.2мм/об.
Скорость резания: V = 60 м/мин
Частота вращения:
Принимаем n=600 об/мин
Окончательная скорость резания:

Время на обработку:

Переход 15
Фрезеровать наружную поверхность, выдерживая
р-ры:
ЖЖ49±0.3, 18±0.5, R10.
Инструмент режущий: фреза концевая Misubishi
MS4ECD2000L35S07
Инструмент измерительный: ЩЦ-II-160-0,1 ГОСТ
166-89, набор радиусомеров
Глубина резания: t = 1.5 мм
Подача: S = 21мм/мин.
Скорость резания: V = 100.5м/мин
Частота вращения n=1600 об/мин
Окончательная скорость резания:
Время на обработку:
Переход 16
Точить наружный диаметр, выдерживая размеры
56+0.4 , 29-0.28, ЖЖ44-0.34 мм.
Инструмент режущий: отрезной резец Misubishi
В2307L
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89
Глубина резания: t = 1 мм
Подача: S = 0.1мм/об.
Скорость резания: V = 120 м/мин
Частота вращения:

Принимаем n=800 об/мин
Окончательная скорость резания:

Время на обработку:

Переход 17
Фрезеровать плоскость, выдерживая размер 65±0.3
мм.
Инструмент режущий: фреза концевая Mitsubishi
MS4ECD1000L35S07
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89
Глубина резания: t = 5 мм
Подача на зуб: S = 110мм/мин.
Скорость резания: V = 110 м/мин
Частота вращения:

Принимаем n=900 об/мин
Окончательная скорость резания:

Время на обработку:

Переход 18
Фрезеровать поверхность, выдерживая размеры
ЖЖ38±0.5, ЖЖ11.2-0.12 ,ЖЖ10-0.12, R0.3, R0.1, R1.6, 0.6-0.1 , 9±0.3мм.
Инструмент режущий: Mitsubishi STLG38S32 c
пластиной SLG38400L
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89, набор радиусомеров
Глубина резания: t = 4.5 мм
Подача на зуб: S = 0.175 мм/зуб.
Скорость резания: V = 110 м/мин
Частота вращения:

Принимаем n=850 об/мин
Окончательная скорость резания:

Время на обработку:

Переход 19
Сверлить отв. ЖЖ4+0.16 на глубину 42±0.1
Инструмент режущий: Mitsubishi VAPDMSUSD0400
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89
Глубина резания: t = 2 мм
Подача: S = 0.09мм/об.
n=1600 об/мин
Окончательная скорость резания:

Время на обработку:

Переход 20
Сверлить отв. ЖЖ2.2±0.2 навыход
Инструмент режущий: Mitsubishi VAPDMSUSD2200
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89
Глубина резания: t = 1.1 мм
Подача: S = 0.04мм/об.=3200 об/мин
Окончательная скорость резания:

Время на обработку:

Переход 21
Фрезеровать отв. ЖЖ7 на глубину 5.5+0.3 ,
Выдерживая р-р. R1.5
Инструмент режущий: Mitsubishi MS2XLBR0150N080
Инструмент измерительный:
ÙÖ-I-125-0,1 ÃÎÑÒ 166-89,
набор радиусомеров
Глубина резания: t = 1.5 мм
Подача: S = 600мм/мин.=5000 об/мин
Окончательная скорость резания:

Время на обработку:
Переход 22
Фрезеровать плоскость, выдерживая размер 46±0.3
мм.
Инструмент режущий: фреза концевая Mitsubishi
MS4ECD1000L35S07
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89
Глубина резания: t = 5 мм
Подача на зуб: S = 110мм/мин.
Частота вращения: n=950об/мин
Окончательная скорость резания:

Время на обработку:
Переход 23
Фрезеровать отверстие ЖЖ19+0.28, на глубину
2.5+0.16 мм.
Инструмент режущий: фреза концевая Mitsubishi
MS4ECD1000L35S07
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89
Глубина резания: t = 2.5 мм
Подача на зуб: S = 110мм/мин.
Частота вращения: n=950об/мин
Окончательная скорость резания:
Время на обработку:
Переход 24
Фрезеровать фаску на угол 35°
Инструмент режущий: фреза концевая Mitsubishi
MS4ECD1000L35S07
Инструмент измерительный: угломер
Переход 25
Фрезеровать цилиндр ЖЖ24-0.28, на глубину 4+0.15
мм.
Инструмент режущий: фреза концевая Mitsubishi
MS4ECD1000L35S07
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89
Глубина резания: t = 4 мм
Подача на зуб: S = 110мм/мин.
Частота вращения: n=950об/мин
Окончательная скорость резания:
Время на обработку:
Переход 26
Фрезеровать технологическую плоскость,
выдерживая размер 12°± 30', ЖЖ16±0.3
Инструмент режущий: Mitsubishi MS4ECD1000L35S07
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-8 угломер
Глубина резания: t = 2.5 мм
Подача на зуб: S = 110мм/мин.
Частота вращения: n=950об/мин
Окончательная скорость резания:
Время на обработку:
Переход 27
Сверлить отверстие ЖЖ16+0.43 на глубину 37+0.5 ,
выдерживая размер 12°±30'.
Инструмент режущий: Сверло ЖЖ16 Mitsubishi
MZS1600S-DIN
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89
Глубина резания: t = 8 мм
Подача: S = 0.25 мм/об.
Скорость резания: V = 70 м/мин
Частота вращения:

Принимаем n=1200 об/мин
Окончательная скорость резания:


Переход 28
Сверлить 2 отверстия, под резьбу 4.9,
выдерживая размеры 25±0.5, 28±0.3
Инструмент режущий: Mitsubishi MPS04900-L20C
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89
Глубина резания: t = 2.45 мм
Подача: S = 0.1 мм/об.
Скорость резания: V = 50 м/мин
Частота вращения:

Принимаем n=3200 об/мин
Окончательная скорость резания:

Время на обработку:

Переход 29
Фрезеровать фаску 1х45° .
Инструмент режущий: Мitsubishi VC2D1000
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89
Глубина резания: t = 1 мм
Подача: S = 90 мм/мин.
Принимаем n=1900 об/мин
Окончательная скорость резания:

Время на обработку:
Переход 30
Нарезать резьбу М6-7Н в двух отверстиях
Инструмент режущий: Метчик ГОСТ 17927-72
Глубина резания: t = 0.5 мм
Подача: S = 0.5 мм/об.
Частота вращения n=200 об/мин
Скорость резания:

Время на обработку:
Переход 31
Фрезеровать паз, выдерживая размеры 25±0.5,
1.5±0.3
Инструмент режущий: Mitsubishi MS4ECD1000L35S07
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89
Глубина резания: t = 1.5 мм
Подача на зуб: S = 110мм/мин.
Частота вращения: n=950об/мин
Окончательная скорость резания:
Время на обработку:
Переход 32
Фрезеровать отверстие ЖЖ10.5+0.24
Инструмент режущий: Mitsubishi MS4ECD1000L35S07
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89
Глубина резания: t = 1.5 мм
Подача на зуб: S = 110мм/мин.
Частота вращения: n=950об/мин
Окончательная скорость резания:
Время на обработку:
Переход 33
Сверлить отверстие ЖЖ5+0.16 мм.
Инструмент режущий: Mitsubishi VAPDMSUSD0500
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89
Глубина резания: t = 2.5 мм
Подача: S = 0.13 мм/об.
Частота вращения n=1100 об/мин
Скорость резания:

Время на обработку:

Переход 34
Сверлить отверстие ЖЖ2.5 мм.
Инструмент режущий: Mitsubishi VAPDMSUSD2500
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89
Глубина резания: t = 1.25 мм
Подача: S = 0.1 мм/об.
Частота вращения n=3200 об/мин
Скорость резания:

Время на обработку:

Переход 36
Нарезать резьбу М3-6Н
Инструмент режущий: метчик
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89
Глубина резания: t = 0.5 мм
Подача: S = 0.5 мм/об.
Частота вращения n=200 об/мин
Скорость резания:

Время на обработку:

Переход 37
Нарезать резьбу М3-6Н
Инструмент режущий: метчик
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89
Глубина резания: t = 0.5 мм
Подача: S = 0.5 мм/об.
Частота вращения n=200 об/мин
Скорость резания:
Время на обработку:
Переход 38верлить отв. ЖЖ16 на глубину 48.97 мм.
Инструмент режущий: Сверло Mitsubishi
MZS1600S-DIN
Инструмент измерительный: ЩЦ1-125-0,1 ГОСТ
166-89
Глубина резания: t = 8 мм
Подача: S = 0.25 мм/об.
Скорость резания: V = 70 м/мин
Частота вращения:
Принимаем n=1200 об/мин
Окончательная скорость резания:
Время на обработку:

Переход 39
Расточить внутренний диаметр выдерживая размеры
ЖЖ16±0.1 , ЖЖ30±0.1 , 52+0.2, 67+0.2 мм.
Инструмент режущий: державка Mitsubishi
FSTUP1008R/L-08А
с пластиной TPMH080202-SV US735.
Инструмент измерительный: ЩЦ1-125-0,1 ГОСТ
166-89
Размер ЖЖ30
Глубина резания: t = 1 мм
Подача на зуб: Sz = 0,2 мм/об.
Скорость резания: V = 60 м/мин
Частота вращения:
Принимаем n=600 об/мин
Окончательная скорость резания: V = 56.52 м/мин
=6T+0.27=3.57мин
Переход 40
Расточить внутренюю поверхность, выдерживая
размеры:
ЖЖ34.43, ЖЖ37+0.34 , ЖЖ18+0.35 , ЖЖ30±0.3, угол
30°± 1°, угол 45°, 16±0.3, 52+0.2 ,
.6х45°мм.
Инструмент режущий: Проходной резец Т15К6 ГОСТ
18877-73
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89, приспособление
для контроля размеров от 0 до 100, НИ18-50-0.01
ГОСТ 866-82.
Размер ЖЖ37
Глубина резания: t = 1 мм
Подача: S = 0.2 мм/об.
Скорость резания: V = 60 м/мин
Частота вращения:

Принимаем n=500 об/мин
Окончательная скорость резания:

Время на обработку:

Переход 41
Точить внутренюю поверхность, выдерживая р-ры:
R1, ЖЖ24мм.
Инструмент режущий: державка Mitsubishi
S20QSDQCR/L11
с пластиной DCMT11T302 US735.
Глубина резания: t = 2 мм
Подача: S = 0.2 мм/об.
Скорость резания: V = 70 м/мин
Частота вращения:

Принимаем n=600 об/мин
Окончательная скорость резания:

Время на обработку:

Переход 42
Расточить торцевую канавку, выдерживая размеры
согласно эскиза.
Инструмент режущий: резец Mitsubishi J2300R/L
Инструмент измерительный: прибор для контроля
р-ров от 0 до 100
Глубина резания: t = 1 мм
Подача: S = 0.1 мм/об.
Скорость резания: V = 120 м/мин
Частота вращения:

Принимаем n=1900 об/мин
Окончательная скорость резания:

Время на обработку:

Переход 43
Нарезать внутреннюю резьбу М36х1.5-6Н.
Инструмент режущий: державка Mitsubishi
MMTIR2420AQ16-C
Инструмент измерительный: резьбовая пробка
М36х1.5-6Н.
Размер ЖЖ34.43
Глубина резания: t =0.21 мм
Подача на зуб: Sz = 1.5 мм/об.
Скорость резания: V = 140 м/мин
Частота вращения:

Принимаем n=1200 об/мин
Окончательная скорость резания: V = 129.7 м/мин

Размер ЖЖ34.64
Глубина резания: t =0.2 мм
Подача на зуб: Sz = 1.5 мм/об.
Скорость резания: V = 140 м/мин
Частота вращения n=1200 об/мин
Окончательная скорость резания: V = 131.2 м/мин
Размер ЖЖ34.84
Глубина резания: t =0.16 мм
Подача на зуб: Sz = 1.5 мм/об.
Скорость резания: V = 140 м/мин
Частота вращения n=1200 об/мин
Окончательная скорость резания: V = 131.88 м/мин
Размер ЖЖ35
Глубина резания: t =0.13 мм
Подача на зуб: Sz = 1.5 мм/об.
Скорость резания: V = 140 м/мин
Частота вращения n=1200 об/мин
Окончательная скорость резания: V = 132.36 м/мин
Размер ЖЖ35.13
Глубина резания: t =0.11 мм
Подача на зуб: Sz = 1.5 мм/об.
Скорость резания: V = 140 м/мин
Частота вращения n=1200 об/мин
Окончательная скорость резания: V = 132.7 м/мин
Размер ЖЖ35.24
Глубина резания: t =0.06 мм
Подача на зуб: Sz = 1.5 мм/об.
Скорость резания: V = 140 м/мин
Частота вращения n=1200 об/мин
Окончательная скорость резания: V = 133 м/мин
Переход 44
Точить наружный диаметр, выдерживая размер
согласно эскиза.
Инструмент режущий: Проходной резец Misubishi
В2307L
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89
Глубина резания: t = 1 мм
Подача: S = 0.1мм/об.
Скорость резания: V = 120 м/мин
Частота вращения:
Принимаем n=800 об/мин
Окончательная скорость резания:
Время на обработку:

Переход 45
Фрезеровать плоскость, выдерживая размер 65±0.3
мм.
Инструмент режущий: фреза концевая Misubishi
D1000L35S07
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89
Глубина резания: t = 5 мм
Подача на зуб: S = 110мм/мин.
Частота вращения: n=950об/мин
Окончательная скорость резания:
Время на обработку:
Переход 46
Фрезеровать поверхность, выдерживая размеры
ЖЖ38±0.5, ЖЖ11.2-0.12 ,ЖЖ10-0.12, R0.3, R0.1, R1.6, 0.6-0.1 , 9±0.3мм.
Инструмент режущий: Mitsubishi STLG38S32 c
пластиной SLG38400L
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89,
набор радиусомеров
Глубина резания: t = 4.5 мм
Подача на зуб: S = 0.175 мм/зуб.
Скорость резания: V = 110 м/мин
Частота вращения:
Принимаем n=850 об/мин
Окончательная скорость резания:
Время на обработку:
Переход 47
Сверлить отв. ЖЖ4 навыход
Инструмент режущий: сверло Misubishi
VAPDMSUSD0400
Инструмент измерительный: ЩЦ-I-125-0,1 ГОСТ
166-89
Глубина резания: t = 2 мм
Подача: S = 0.09мм/об.=1600 об/мин
Окончательная скорость резания:
Время на обработку:
Переход 48
Фрезеровать отв. ЖЖ9 на глубину 5.5+0.3 ,
Выдерживая р-р. R1.5
Инструмент режущий: Mitsubishi MS2XLBR0150N080
Инструмент измерительный: ШЦ-I-125-0,1 ГОСТ
166-89,
набор радиусомеров
Глубина резания: t = 1.5 мм
Подача: S = 600мм/мин.
n=5000 об/мин
Окончательная скорость резания:
Время на обработку:
2. Операционные эскизы
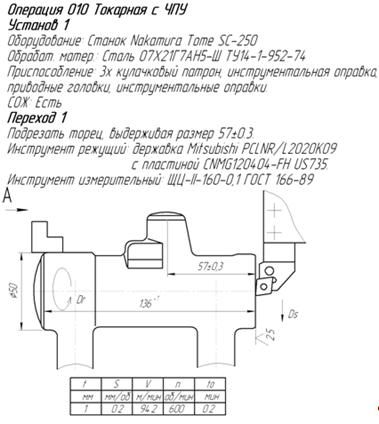
Рис. 2.1
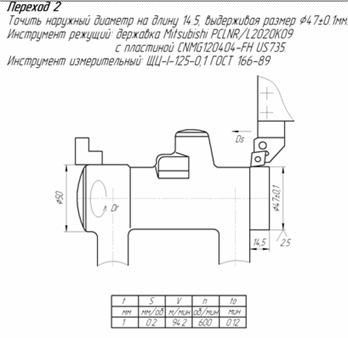
Рис. 2.2
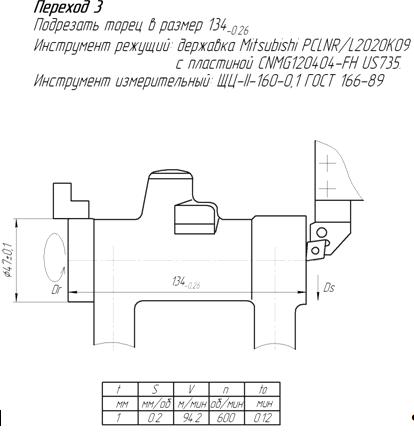
Рис. 2.3
Рис. 2.4
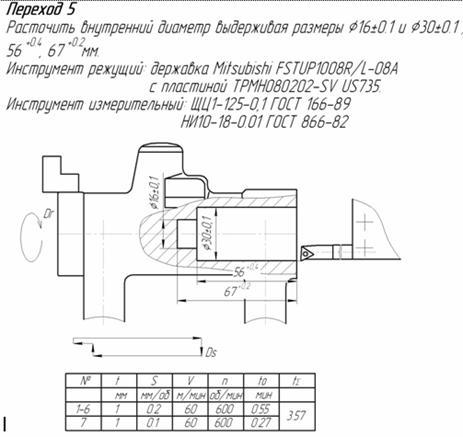
Рис. 2.5
Рис. 2.6
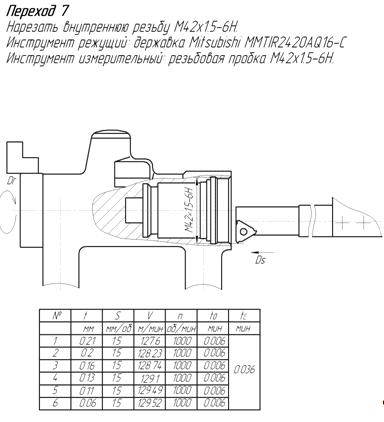
Рис. 2.7
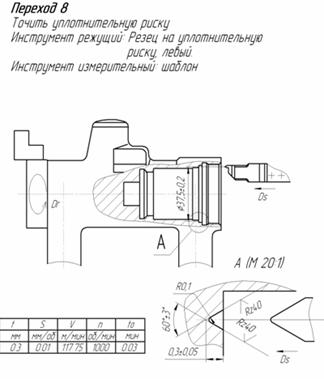
Рис. 2.8
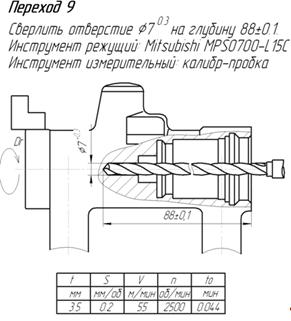
Рис. 2.9
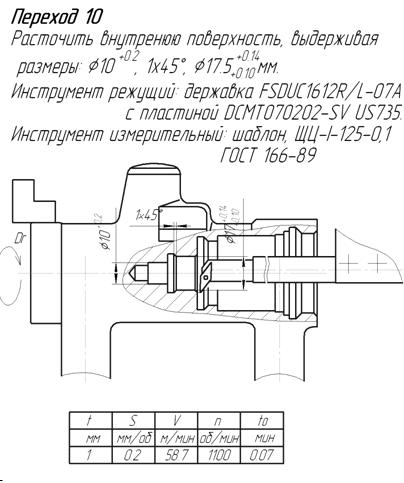
Рис. 2.10
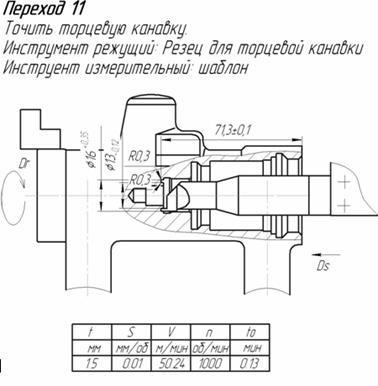
Рис. 2.11
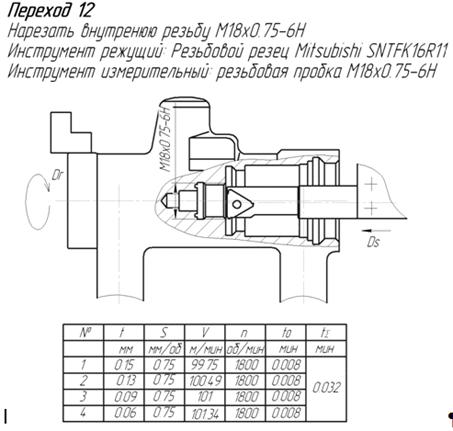
Рис. 2.12
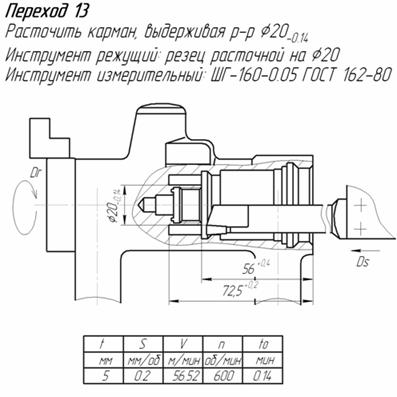
Рис. 2.13
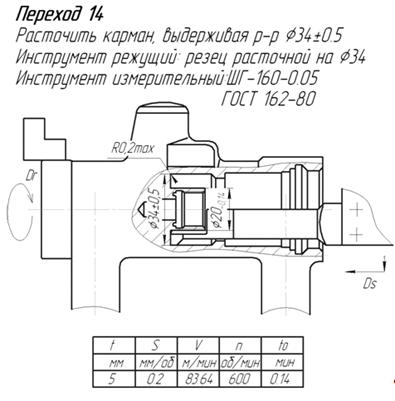
Рис. 2.14
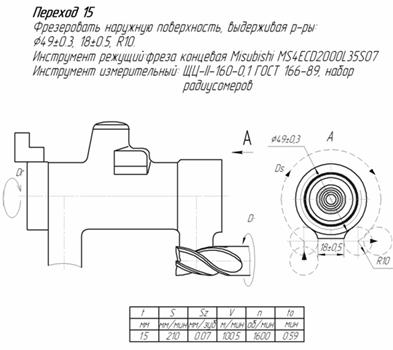
Рис. 2.15
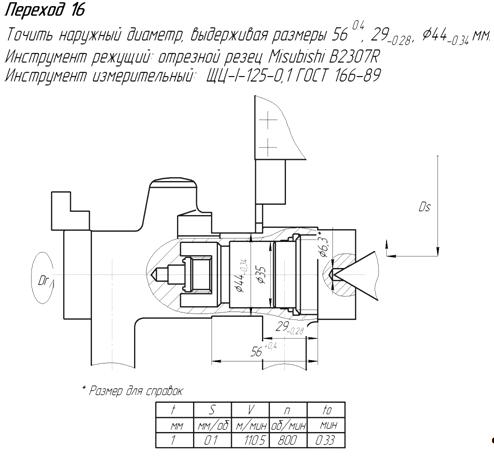
Рис. 2.16
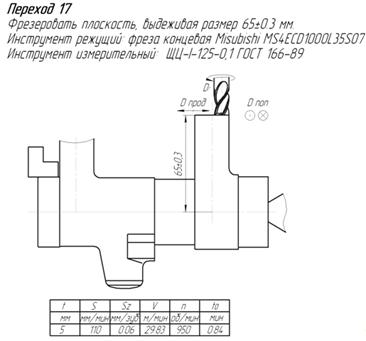
Рис. 2.17
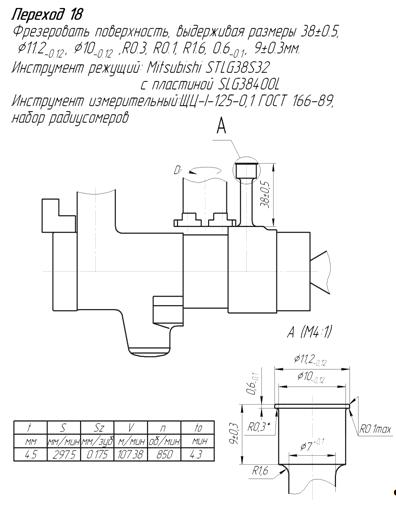
Рис. 2.18
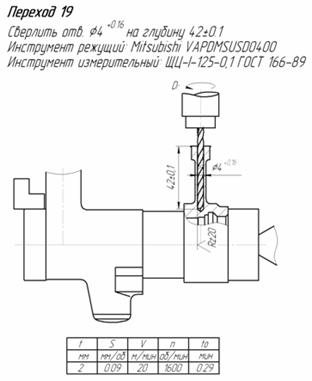
Рис. 2.19
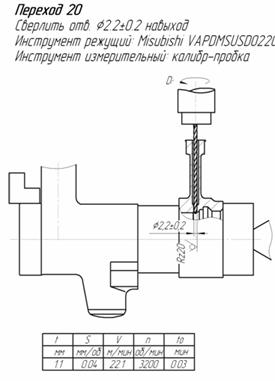
Рис. 2.20
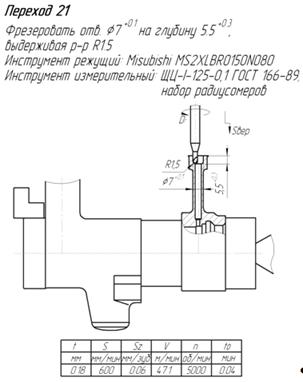
Рис. 2.21
Рис. 2.22
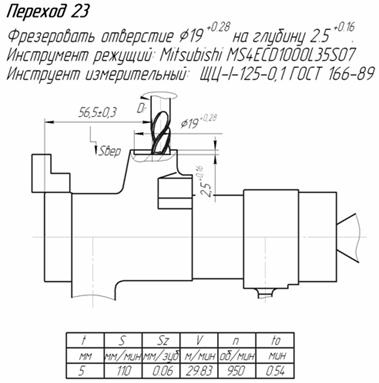
Рис. 2.23
Рис. 2.24
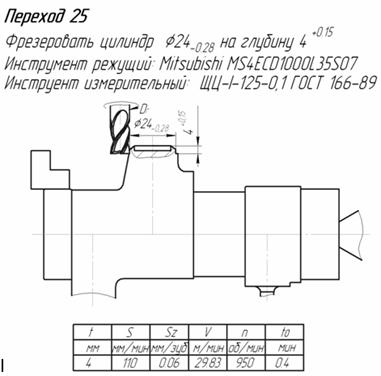
Рис. 2.25
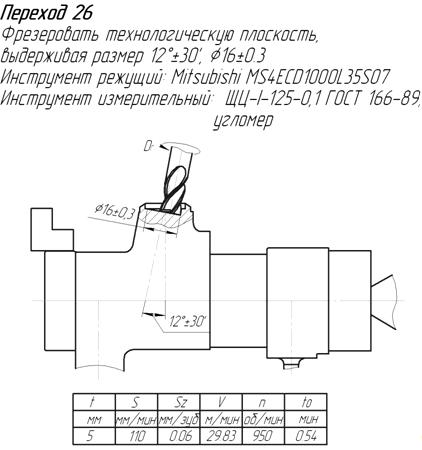
Рис. 2.26
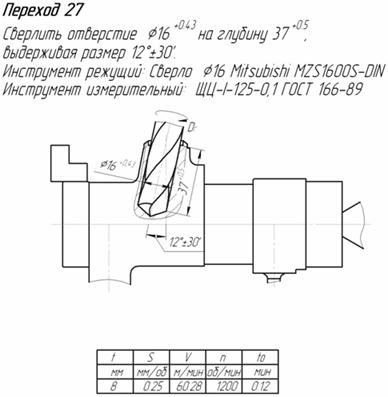
Рис. 2.27
Рис. 2.28
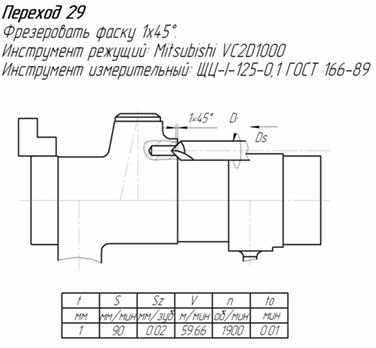
Рис. 2.29
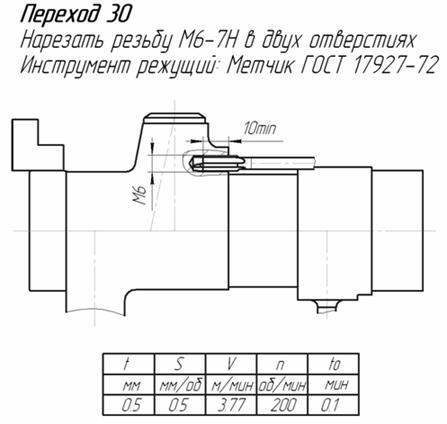
Рис. 2.30
Рис. 2.31
Рис. 2.32
Рис. 2.33
Рис. 2.34
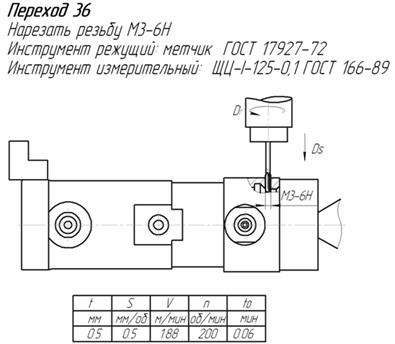
Рис. 2.35
Рис. 2.36
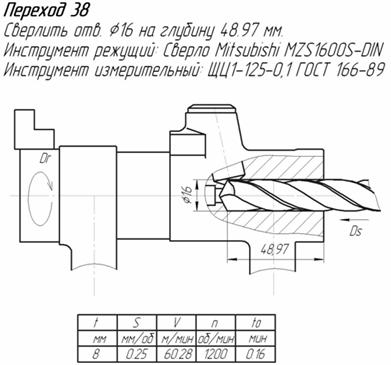
Рис. 2.37
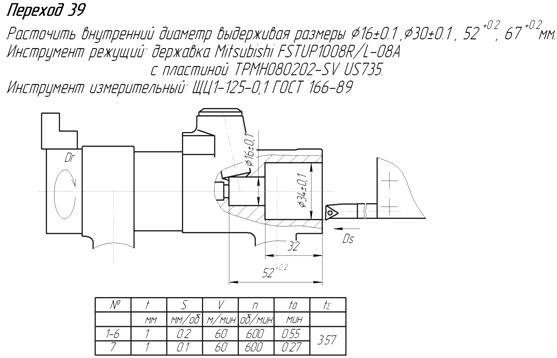
Рис. 2.38
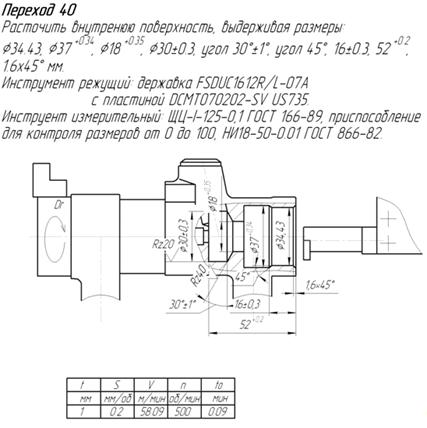
Рис. 2.39
Рис. 2.40
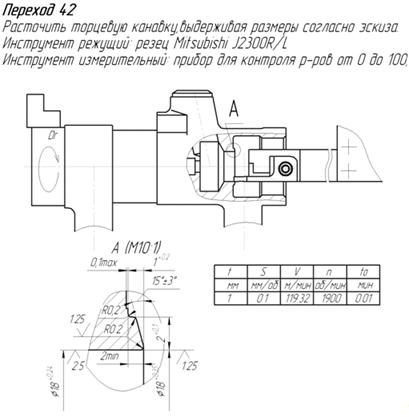
Рис. 2.41
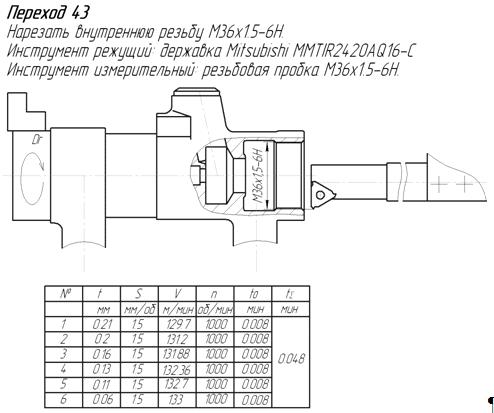
Рис. 2.42
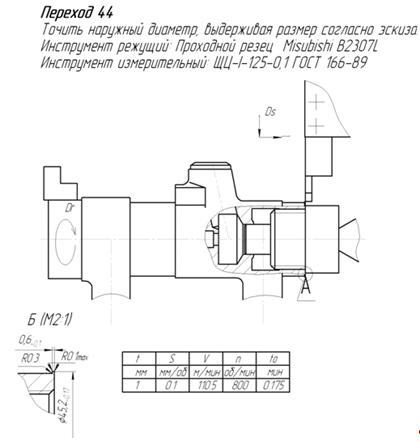
Рис. 2.43
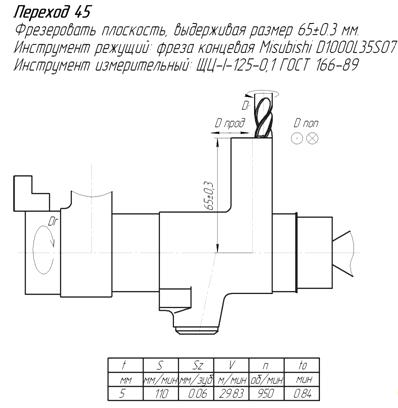
Рис. 2.44
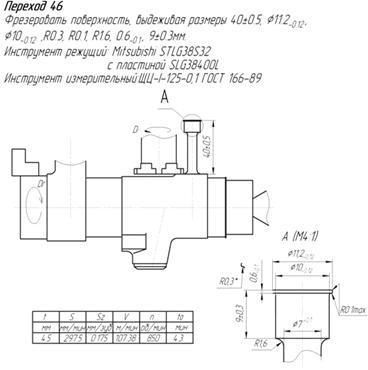
Рис. 2.45
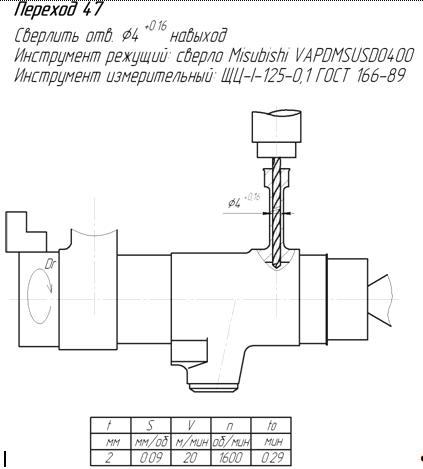
Рис. 2.46
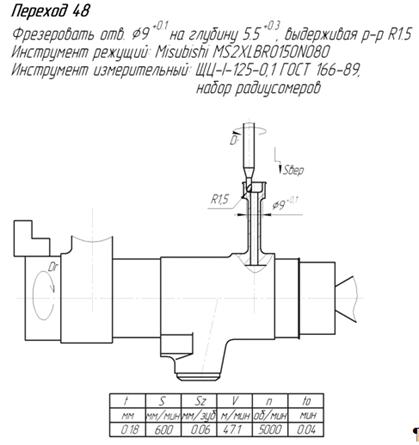
Рис. 2.47
2.2 Расчет огранки при двух случаях
фрезерования
Рассмотрим два варианта фрезерования штуцеров на
детали Корпус:
фрезерование концевой фрезой.
фрезерование однозубой фрезой, когда ось
вращения фрезы находится с противоположной стороны обрабатываемой поверхности.
Найдем величину огранки по приближенному методу
“двух окружностей”, для первого случая. Для этого рассмотрим перемещение
инструмента как дискретное с угловым шагом, равным шагу неровностей, определяемому
по представленному алгоритму с описанием траектории движения вершины режущего
клина в параметрическом виде. Схемы расчета по приближенному методу для
наружного цилиндра представлены на рис. 1.
Рис. 2.48 - Схема расчета огранки по методу
“двух окружностей” при планетарном фрезеровании наружной цилиндрической
поверхности
Формализуем схему. Из треугольника О0МО1 для
нашего случая обработки по теореме косинусов находим радиус кривизны траектории
движения зуба фрезы. Из решения квадратного уравнения получим:

В итоге величина огранки при фрезеровании
наружной цилиндрической поверхности:

Величину угла ψ, используемая
в расчетах и определяющая полжения вершины огранки, т.е. ее максимальное
значение (см. рис. 1), может быть получена аналитически. Для этого рассмотрим
положение вершин двух соседних зубьев фрезы диаметра d относительно
обобатываемого цилиндра D заготовки.
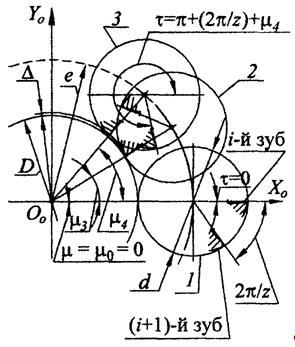
Рис. 2.49 - Графическая схема аналитического
расчета огранки по методу “двух окружностей” при планетарном фрезеровании
наружной цилиндрической поверхности
За начальное положение инструмента, т.е. углы
µ=µ0=τ=
τ0=0, принимаем положение, при котором вершина i-го
зуба совпадает с осью X0. Поворот на угол τ=π и
доворот на угол µ3 при τ=π+µ3 определяем
точку касания номинального обрабатываемого диаметра i-м зубом (положение 2).
Эту точку будем рассматривать как начальную точку формирования элементарной
огранки. В положении 3 (i+1) зуб достигает номинального обрабатываемого
диаметра. Эта точка является конечным значением формирования элементарной
огранки. При этом μ=μ4 ,
τ=π+2
π /z+µ4 . Угол ψ, соответствующий
максимальной величине огранки Δ, определяется
как ψ=(µ4-µ3)/2.
Формализуем описанную последовательность обработки. Углы μ
определяются
по формулам:
 и
и 
после преобразования получим:
 и
и 
угол  ,
после преобразований угол
,
после преобразований угол  .
.
Построим графическую зависимость величины
огранки от Sz для нашего случая.
Применительно
к нашему случаю имеем:=7мм=60мм=var
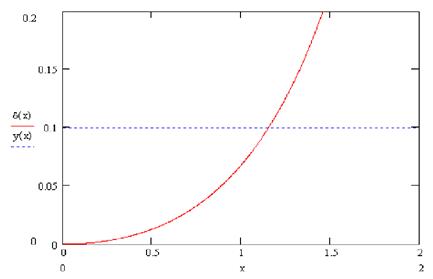
Рис.
2.50
Очевидно,
что шаг неровностей (угол элементарной огранки) и, соответственно, его
половина- угол ψ-
не
зависят от вида поверхности. Формула является универсальной.
Условно
границу между различными порядками отклонений поверхности можно установить по
значению отношения шага Sw к высоте неровностей Wz, где Sw=R(2 ψ),
Wz=Δ. Отклонения,
у которых (Sw/Wz)<40, относят к шероховатости поверхности, при 1000≥(Sw/Wz)
≥40- к волнистости, при (Sw/Wz) >1000- к отклонениям формы.
Теперь
рассмотрим вариант, когда фрезерование происходит однозубой фрезой и ось
вращения инструмента находится с противоположной стороны от обрабатываемой
поверхности.
корпус фрезерование пневмоклапан чертеж

Рис.
2.51 - Схема расчета огранки по методу “двух окружностей” при планетарном
фрезеровании наружной цилиндрической поверхности, когда ось вращения фрезы
находится с противоположной стороны обрабатываемой поверхности
Формализуем
схему. Из треугольника О0МО по теореме косинусов находим радиус кривизны
траектории движения зуба фрезы. Из решения квадратного уравнения получим:

Решив
квадратное уравнение имеем корни:
 , второй
корень отбрасываем.
, второй
корень отбрасываем.
В
конечном итоге величина огранки:


Можно
построить варианты фрезерования вручную, зная d, D и Sz. После этого снимем
величину огранки с чертежа. Для второго варианта фрезерования проведем эти
замеры.
По
этим значениям строим зависимость y=Δ(Sz).
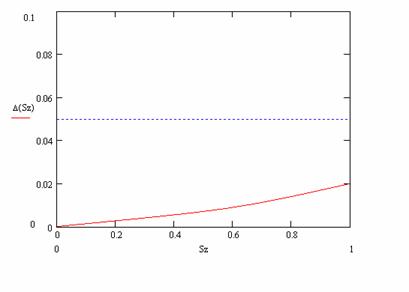
Рис.
2.52
Проаппроксимировав
данный график найдем функцию в явном виде:

Имея
функциональную зависимость мы теперь можем построить графики суммарной
погрешности Р.
2.3
Расчет на изгиб при фрезеровании
Теперь
рассмотрим как влияют силовые факторы на изгиб штуцера в процессе фрезерования.
Допустимое значение отгиба 0.05 мм т.к. допуск на размер 0.1 мм на диаметр.
Для
определения перемещения точки К необходимо решить интеграл Мора. Интеграл Мора
равен произведению площади эпюры моментов от внешних сил на ординату эпюры от
единичной нагрузки в сечении, соответствующей центру тяжести этой площади,
деленному на жесткость стержня на изгиб.
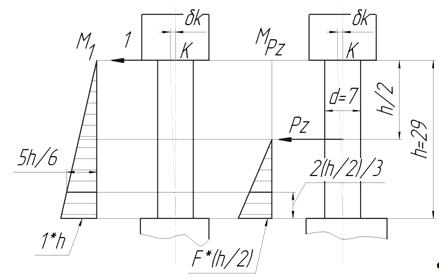
Рис.
2.53
 , где
, где
Pz-
окружная сила при фрезеовании












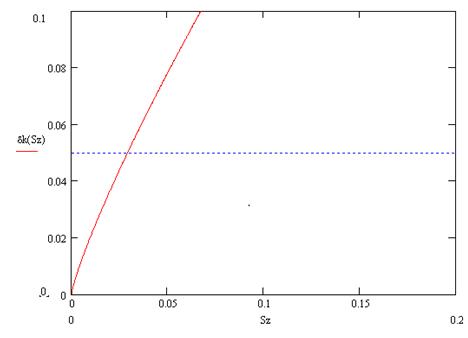
Рис.
2.54
Теперь
решим эту же задачу, только ширина фрезерования будет переменная.
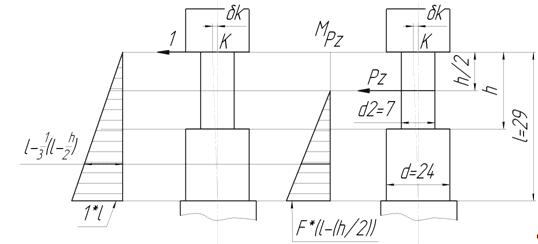
Рис.
2.55
В
этом случае ступенчатый валик нужно привести к равномерному

Построим
график для следующих значений ширины фрезерования:=5, 10, 15, 20, 25, 29 (при
этом значении h график будет совпадать с графиком предыдущего случая).
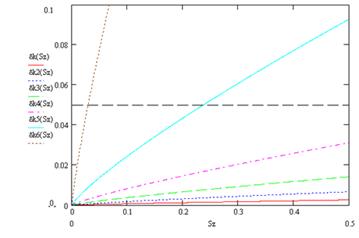
Рис.
2.56
Видно,
что обоими способами фрезерования штуцера можно обеспечит отгиб не более 0.052
мм. Однако в первом случае необходимо использовать специальный инструмент, т.к.
есть радиусы скруглений, а во втором случае можно использовать стандартный
инструмент, к примеру фреза Mitsubishi STLGR38S32 c пластиной SLG38400L. Ширина
будет h=4мм, а диаметр фрезы D=38мм.
Суммарная
погрешность вычисляется по формуле :

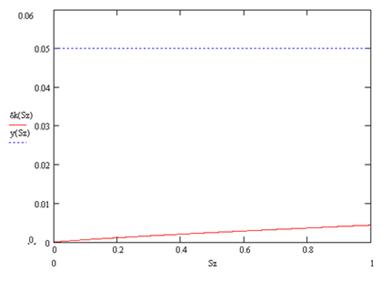
Рис.
2.57
Видно,
что используя эту фрезу мы можем обеспечить необходимый отгиб валика.
Производитель рекомендует работать по нашей стали с подачей на зуб Sz=0.175
мм/зуб.


это
волнистость
Вывод:
работая этой фрезой, мы можем обеспечить все требования, указанные
конструкторами на чертеже.
3.
Исследовательская часть
Темой
исследовательской части дипломного проекта является разработка конструкции,
изготовление и испытание нагревателя индентора для машины трения. Известно, что
трение, возникающее в процессе резания, вызывает износ и температуру. На
кафедре существует установка, с помощью которой можно изменять износостойкость
и контролировать силы резания на ПК. Для этого использовался динамометр,
подключенный к модулю АЧП ПК. При этом температура и сила трения находилась в
прямой линейной зависимости. Возникла задача влиять на два этих фактора в
отдельности. Для этих целей и была разработан нагреватель индентора.
Устройство
нагревателя индентора для машины трения
Рис.
3.1 - Нагреватель индентора
В
основе нагревателя индентора для машины трении (рис.1) находится
электрокипятильник марки ЭП-0.5/220 ГОСТ 14705-83 (поз. 1). Он надет на втулку
(поз. 6). В свою очередь втулка устанавливается в саму машину трения и
фиксируется от поворота в ней винтом М5. С левой стороны (см. рис. 1) имеет
отверстие под индентор. Он фиксируется во втулке винтом М5 (поз 7).
Электрокипятильник
обмазан красной глиной (поз. 5). Во избежание обсыпания глины во время работы
она закрыта двумя боковыми кожухами и одним средним (поз. 2 и 4 соответственно).
Сами кожуха свинчены между собой восмью винтами (поз. 9).
Чтобы
электрокипятильник, обмазанный глиной и закрытый кожухами зафиксировать от
перемещения в осевом направлении втулки используются два разрезных стопорных
кольца (поз 8).
3.1
Расчет нагревателя индентора для машины трения
В
основе расчета нагревателя лежит определение тепловой мощности нагревателя,
способного нагреть индентор для требуемой температуры 300°С.
Рис.
3.2 - Схема тепловых потоков
Мощность
нагревателя расходуется на нагрев всего устройства и на потери: на конвекцию с
поверхности “голого” металла; теплопроводность через глину; теплоотдача с
поверхности глины; теплопроводность по металлу. пол=
(cмет*mмет*+сглины*mглины)*ΔT, где смет [Дж/кг] - удельная
теплоемкость металла, сглины [Дж/кг]- удельная теплоемкость глины; mмет ,mглины
-массы металлической и глиняной части прибора соответственно, ΔT- разница
расчетной и комнатной температуры (ΔT=300°С -25°С
=275°С).конв= αмет *ΔT*Sмет [Дж],
где αмет
[Вт/м2с]-коэффициент теплоотдачи металла, Sмет площадь поверхности “голого”
металла.теплопров= Qкладки = [Вт]
[Вт]
Где
ΣR-
сумма
термических сопротивлений.
 ,
,
где
λглины- к-т
теплопроводности глины, Нглины - толщина слоя глины, Sцил.глины- площадь
поверхности глины.
 [Вт],
[Вт],
где
L- длина цилиндрической части, Fсеч- площадь сечения цилиндрической части.
%-
на неучтенные потери
В
итоге уравнение теплового баланса примет вид:

 [Вт]
[Вт]
пол=
(cмет*mмет*+сглины*mглины)*ΔT =(500*0.073+330*0.115)*275 =20473
Джпол=22.74 Втконв= αмет *ΔT*Sмет =26*275*
(0.00084)=6.03 Втконв= 6.03 Вт

 теплопров=
Qкладки =
теплопров=
Qкладки = Вттеплопров=73.3 Вт
Вттеплопров=73.3 Вт
 [Вт]
[Вт]
 [Вт]
[Вт]
 [Вт]
[Вт]
 [Вт]
[Вт]
Исходя
из этого можно сделать предположение, что в качестве источника тепла вполне
можно использовать электрокипятильник на 0.5кВт, работающий не на полную
мощность.
3.2
Описание проведения испытаний
Для
контроля процесса нагрева использовалось два метода измерения температуры:
термоэлектропара и инфракрасный пирометр фирмы Raytek(см. рис.2). Термопарой
контролировалась температура вблизи индентора, т.к. его поверхность имеет
блестящий вид, что может сказаться на точности измерения пирометром. Последний
в свою очередь использовался для снятия числовых значений температур в точках А
и В (см. рис. 3.3).

Рис.
3.3 - Инфракрасный пирометр
|
V,
В
|
Температура
сухого кипятильника
|
Температура
индентора
|
Температура
в т.А
|
Температура
в т.В
|
|
0
|
25
|
25
|
25
|
25
|
|
5
|
27
|
26
|
25
|
25
|
|
10
|
29
|
26
|
25
|
25
|
|
15
|
31
|
26
|
25
|
25
|
|
20
|
44
|
26
|
26
|
26
|
|
25
|
50
|
28
|
26
|
26
|
|
30
|
63
|
30
|
26,8
|
28
|
|
35
|
80
|
33
|
27,4
|
30,4
|
|
40
|
100
|
36
|
29,4
|
32
|
|
45
|
130
|
40
|
29,6
|
37,4
|
|
50
|
150
|
45
|
29,8
|
42,6
|
|
55
|
180
|
53
|
31,6
|
48,6
|
|
60
|
200
|
60
|
32,2
|
52,6
|
|
65
|
220
|
70
|
34,2
|
57,8
|
|
70
|
260
|
85
|
34,8
|
63,4
|
|
75
|
290
|
95
|
38,8
|
68
|
|
80
|
325
|
110
|
41,6
|
72,7
|
|
85
|
387
|
126
|
44,8
|
77,6
|
|
90
|
420
|
140
|
46
|
82,5
|
|
95
|
470
|
170
|
47,8
|
87,4
|
|
100
|
513
|
190
|
48
|
92,3
|
|
105
|
550
|
210
|
48,8
|
97,3
|
|
110
|
590
|
220
|
49,2
|
102,2
|
|
115
|
612
|
230
|
49,8
|
107,1
|
|
120
|
630
|
252
|
50
|
112
|
|
125
|
650
|
275
|
50,4
|
117
|
|
130
|
680
|
300
|
51
|
121,9
|
При выполнение экспериментальной части работы
был учтен принцип повторяемости эксперимента.
4. Конструкторская часть
4.1 Конструкция резцов, используемых
в новом техпроцессе
Резец на уплотнительную риску, левый.
При разработке технологического процесса
изготовления детали «Корпус» возникла необходимость спроектировать специальную
конструкцию резца, на уплотнительную риску, левый.
Материал напайной пластины - твердый сплав
ТТ5К10 ГОСТ 1054-88. Материал державки - сталь 45 ГОСТ 1054-88. Припой марки
Л63 ГОСТ 1-527-70.
4.2 Резец для торцевой канавки
Для создания торцевой канавки возникла
необходимость разработать резец с шириной пластины 1.5мм и двумя скруглениями
R0,3.
Материал напайной пластины - твердый сплав
ТТ5К10 ГОСТ 1054-88. Материал державки - сталь 45 ГОСТ 1054-88. На режущей
части резца имеются радиусы R0.3. Припой марки Л63 ГОСТ 1-527-70.
Резец расточной на ЖЖ20.
Для создания торцевой канавки для пружины
разработан специальный резец.
Материал напайной пластины - твердый сплав
ТТ5К10 ГОСТ 1054-88. Материал державки - сталь 45 ГОСТ 1054-88. На режущей
части резца имеются радиусы R0.3. Припой марки Л63 ГОСТ 1-527-70.
Резец расточной на ЖЖ34.
Для расточки получившейся канавки после
использования расточного резца с ЖЖ20 спроектирован этот резец.
Материал напайной пластины - твердый сплав
ТТ5К10 ГОСТ 1054-88. Материал державки - сталь 45 ГОСТ 1054-88. На режущей
части резца имеются радиусы R0.3. Припой марки Л63 ГОСТ 1-527-70.
4.3 Технические характеристики и
принцип работы прибора для контроля размеров от 0 до 100 мм.
Прибор предназначен для контроля длин и толщин 4
класса точности. Предел измерения от 0 до 100 мм. Прибор снабжон индикатором
часового типа ГОСТ 577-69. Погрешность измерения прибора не более 0.02 мм.
Установку прибора на размер производить по
плоскопараллельным мерам длины по ГОСТ 9038-73 следующим обраом:
А) освободив линейку (поз.1) от крепления винтов
(поз. 16, 21) сместить линейку (поз. 1) влево на настраиваемый размер по
концевым мерам и закрепит винтами (поз 16).
Б) Деталь (поз.10) с индикатором подается влево,
обеспечивая натяг пружины (поз. 36) и натяг индикатора (поз. 35) до двух
поворотов и закрепляется винтом (поз. 21). После настройки движок (поз. 14)
освобождается от крепления нижним винтом (поз. 16).
4.4 Технические требования
Обеспечение плавного без люфта перемещение
детали поз. 14 относительно детали поз. 15.
Обеспечение плавного вращение роликов (поз. 19)
между линейкой (поз. 1).
Хранить в футляре.
Маркировать.
5. Организационно-экономическая
часть
Цель проекта: Инструментальное и технологическое
обеспечение изготовления детали «Корпус» из стали 07Х21Г7АН5-Ш ТУ14-1-952-74 в
количестве 20 шт.
В организационно-экономической части проекта
приводится обоснование изменения существующей технологии изготовления детали
«Корпус» на технологию с применением обработки с числовым программным
управлением (ЧПУ) новыми резцами со сменными многогранными пластинами (СМП), в
результате чего ожидается снижение себестоимости, уменьшение времени, уходящего
на механическую обработку и увеличение точности обработки.
5.1 Расчет себестоимости изготовления
детали «Корпус» по базовой технологии
Себестоимость определяется по формуле:
С = М + И + L + Роб+ Рк+ Рвн, руб, где
М - затраты на материал, руб,
И - затраты на инструмент, руб,- затраты по
заработной плате основных производственных рабочих,руб,
Роб - расходы на эксплуатацию и содержание
оборудования, руб,
Рк - косвенные цеховые и общезаводские расходы,
руб,
Рвн - внепроизводственные расходы, руб.
. Затраты на материал:
= åGi · Цi, руб/шт.,
где
Gi - норма расхода материала, кг,
Цi - цена единицы массы материала, руб/кг
М = 2.5·130 = 325 руб/шт.
. 3атраты на инструмент:
И = åСин · Кпер+ åСпр,
руб, где
Кпер= 1.2 - коэффициент, учитывающий стоимость
переточки инструмента,
Син - себестоимость инструмента, руб,
Спр - себестоимость приспособлений, руб,
|
Инструмент
|
Кол-во,
шт
|
Цена
1шт, руб
|
Затраты,
руб
|
|
Резец
токарный подрезной
|
5
|
50
|
250
|
|
Резец
токарный проходной упорный
|
5
|
50
|
|
Сверло
спиральное Ø20
|
3
|
40
|
120
|
|
Резец
токарный расточной
|
2
|
60
|
120
|
|
Резец
токарный резьбовой (под технологическую резьбу)
|
2
|
60
|
120
|
|
Сверло
спиральное Ø10
|
2
|
20
|
40
|
|
Сверло
спиральное Ø5
|
2
|
20
|
40
|
|
Резец
для кармана
|
2
|
100
|
200
|
|
Зенкер
Ø16А7
|
1
|
180
|
180
|
|
Сверло
спиральное Ø3.7
|
2
|
20
|
40
|
|
Зенкер
Ø3.9
|
1
|
180
|
180
|
|
Резец
токарный проходной маленький под Ø7
|
4
|
50
|
200
|
|
Резец
токарный резьбовой под норм. Резьбу М36х1.5-6Н
|
2
|
60
|
120
|
|
Фреза
концевая R10
|
4
|
80
|
320
|
|
Сверло
спиральное Ø4.95
|
2
|
20
|
40
|
|
Метчик
М6-7Н
|
2
|
40
|
80
|
|
Фреза
для гравировки
|
1
|
80
|
80
|
|
Резец
для уплотнительной канавки на Ø37.5
|
2
|
100
|
200
|
|
Резец
расточной ВК 21529-1286
|
2
|
60
|
120
|
|
Резец
расточной 304.21529.1186
|
2
|
100
|
200
|
|
Резец
ВК 26870-797
|
2
|
100
|
200
|
|
Резец
ВК 21279-2087
|
2
|
100
|
200
|
|
Сверло
спиральное Ø2.5
|
2
|
20
|
40
|
|
Метчик
М3
|
1
|
40
|
40
|
|
Резец
на седло ВК 21279-1440
|
2
|
100
|
200
|
|
Резец
ВК 21542-2356
|
2
|
100
|
200
|
|
Резец
ВК 21500-528
|
2
|
100
|
200
|
|
Резец
расточной для канавки ВК 21542-2663
|
2
|
100
|
200
|
|
Резец
обточной ВК 21542-2849 с R0.2
|
2
|
50
|
100
|
|
Резец
для торцевой канавки ВК 21542-2595
|
2
|
100
|
200
|
|
Резец
канавочный ВК 21542-2849
|
2
|
100
|
200
|
|
Резец
для торцевой канавки ВК 21542-4164
|
2
|
100
|
200
|
|
Резец
расточной ВК 21542-2956 с R0.2 под Ø401
|
2
|
100
|
200
|
|
Резец
канавочный ВК 21542-3353 с R0.2 и R0.5
|
2
|
100
|
200
|
|
Резец
токарный резьбовой ВК 26870-985
|
2
|
100
|
200
|
|
Резец
расточной ВК 21500-528 Ø7
|
2
|
100
|
200
|
|
Расточной
упорный под Ø35
ВК
21529-1196
|
2
|
100
|
200
|
|
Алмазный
наконечник 2179-1630
|
1
|
300
|
300
|
Итого: 6180 руб. - себестоимость инструмента.
Спр = 1000 руб. - себестоимость станочного
приспособления.
Затраты на инструмент И = 6180 · 1.2 + 1000 =
8416 руб. для партии деталей.
З. Затраты по заработной плате основных
производственных рабочих:
= Lo · Ln · Lcc= Lo · Kn · Kcc, pyб., где
Кп = 1.5 - коэффициент, учитывающий
дополнительную заработную плату,
Ксс = 1.356 - коэффициент, учитывающий
отчисление на социальное страхование,
Lо = Lтар· Ко, руб,
тар - тарифная заработная плата основных
производственных рабочих,
Ко = 1.5 - коэффициент, учитывающий доплаты к
основной заработной плате.
|
Вид
работ
|
Штучная
норма времени*, мин
|
Часовая
тарифная ставка, руб/ч
|
Заработная
плата по тарифу, руб
|
|
Фрезерная
на 31151
|
90
|
81
|
122
|
|
Токарная
на 30420
|
1494
|
81
|
2017
|
|
Токарная
с СПУ EEN-400
|
461
|
81
|
622
|
* - по данным предприятия
Итого: 2761 руб. (за партию в 20 штук деталей)
Основная заработная плата:о = 2761*1,5 = 4141.5
руб.
Затраты по заработной плате:= 4141.5*1,5*1,356 =
8423.8 руб.
. Расходы на эксплуатацию и содержание
оборудования:
Роб = Э + Ррем + Рам, где
Э - затраты на электроэнергию, руб,
Ррем - затраты на ремонт оборудования, руб,
Рам - затраты на амортизацию, руб,
Затраты на электроэнергию:
Э = Цэ · å N · g
· tм/60, руб, где
Цэ = 0.75 - цена 1кВт·ч электроэнергии,
руб/кВт·ч,- мощность оборудования, кВт,
g = 0.9 - коэффициент расхода электроэнергии,
учитывающий загрузку электродвигателя, времени, мощности, потери электроэнергии
в сети завода и КПД электродвигателя.м - машинное время обработки, мин.
Суммарные затраты на электроэнергию:
Э = 0.75 · (10+10+11) · 0.9 · 2045/60 = 713 руб.
Амортизация оборудования:
Рам= а · K · tм/100 · Fд · 60, руб, где
а - норма годовых амортизационных отчислений на
капитальный ремонт и реновацию оборудования 14%,
К - балансовая стоимость оборудования, руб,д -
годовой действительный фонд времени работы оборудования, ч.
д= d · q · s, ч, где
-
число рабочих дней в году,- продолжительность смены, ч,- число смен.
Годовой
действительный фонд временид = 264 · 8 · 1 = 2112 ч.
Амортизация
фрезерного станка:
Рам
= (14 · 960000 · 90)/(60 · 2112 · 100) = 95 руб.
Амортизация
токарного станка станка:
Рам
= (14 · 500000 · 1494)/(60 · 2112 · 100) = 830 руб.
Амортизация
токарного станка станка с СПУ EEN-400:
Рам
= (14 · 1500000 · 461)/(60 · 2112 · 100) = 760 руб.
Итоговая
амортизация Рам = 95+ 830+760 = 1685 руб.
Затраты
на ремонт:
м
= (R · W/ Fд ·60) · åt, py6, где
-
число единиц ремонтной сложности механической части оборудования.- затраты на
все виды планово-предупредительного ремонта, приходящегося на единицу ремонтной
сложности механической части оборудования, руб/е.р.с.д - годовой действительный
фонд времени работы оборудования, ч.
Затраты
на ремонт:
Ррем
= (10 · 145/2112·60)·2045 = 23.4 руб.
В
итоге затраты на эксплуатацию и содержание оборудования:
Роб
= 713+ 23.4 + 1685 = 2421,4 руб
Косвенные
цеховые и общезаводские расходы:
К
косвенным расходам относятся расходы на топливо и энергию для технологических
целей, содержание сооружения, зарплаты управле-нческого персонала и
вспомогательных рабочих, социальный налог.
Определяются
в процентах от основной заработной платы основных производственных рабочих,
изготавливающих деталь.
Pk = Lo · a, pyб.,
где
а
- процент косвенных расходов, 200% (по данным предприятия)
Косвенные
цеховые и общезаводские расходы: Pk = 4141.5 · 2,0 = 8283 pyб.
Внепроизводственные
расходы:
Включают
в себя расходы, связанные с реализацией продукции (упаковка, транспортировка,
реклама).
Составляют
3-5% от заводской себестоимости:
Рвн=
0,05 · Pk, руб., где
Внепроизводственные
расходы Рвн = 414.2 руб.
Себестоимость
производства одной детали составляет:
С11
= М + И + L + Роб+ Рк+ Рвн = 325 + 420.8 + 8423.8 + 2421,4 + 8283 + 414,2 =
20288,2 руб.
Цена
одной детали:
Цд
= Ск + Мпр· Ск, руб., где
Ск
- расчитанная себестоимость, руб.
Мпр
- коэффициент, учитывающий плановые накопления (по данным
предприятия
Nnp= 30%).
Цд
= 26374,66 руб.
5.2
Расчет себестоимости изготовления детали «Корпус» по измененному
технологическому процессу
Себестоимость
определяется по формуле:
СК
= М + И + L + Роб+ Рк+ Рвн, руб, где
М
- затраты на материал, руб,
И
- затраты на инструмент, руб,- затраты по заработной плате основных
производственных рабочих,руб,
Роб
- расходы на эксплуатацию и содержание оборудования, руб,
Рк
- косвенные цеховые и общезаводские расходы, руб,
Рвн
- внепроизводственные расходы, руб.
.
Затраты на материал:
=
åGi · Цi,
руб/шт., где
-
норма расхода материала, кг,
Цi
- цена единицы массы материала, руб/кг
М
= 2.5·130 = 325 руб/шт.
.
3атраты на инструмент:
И
= åСин + åСпр, руб,
где
Син
- себестоимость инструмента, руб,
Спр
- себестоимость приспособлений, руб,
|
Инструмент
|
Кол-во,
шт
|
Цена
1шт, руб
|
Затраты,
руб
|
|
Резец
Mitsubishi PCLNR/L2020K09
|
1
|
2700
|
2700
|
|
Сверло
Mitsubishi MZS1600S-DIN
|
1
|
1000
|
1000
|
|
Резец
расточной Mitsubishi FSDU1612R/L-07A
|
1
|
2700
|
2700
|
|
Резец
расточной Mitsubishi FSTUP1008R/L-08
|
1
|
2800
|
2800
|
|
Резец
резьбовой Mitsubishi MMTIR2420AQ16-C
|
1
|
3000
|
3000
|
|
Резец
на уплотнительную риску, левый
|
2
|
100
|
200
|
|
Сверло
Mitsubishi MPS0700-L15C
|
1
|
30
|
30
|
|
Резец
на торцевую канавку
|
2
|
100
|
200
|
|
Резец
резьбовой Mitsubishi SNTFK16R11
|
1
|
3000
|
3000
|
|
Резец
на Ø20
|
2
|
100
|
200
|
|
Резец
на Ø34
|
2
|
100
|
200
|
|
Резец
проходной Mitsubishi B2307L
|
1
|
2700
|
2700
|
|
Фреза
Mitsubishi MS4ECD1000L35S07
|
2
|
1000
|
1000
|
|
Сверло
Ø4
Mitsubishi VAPDMSUSD0400
|
1
|
30
|
30
|
|
Сверло
Ø4
Mitsubishi VAPDMSUSD2200
|
1
|
30
|
30
|
|
Фреза
Mitsubishi MS2XLBR0150N080
|
1
|
1000
|
1000
|
|
Сверло
Ø4.95
|
1
|
30
|
30
|
|
Зенковка
|
1
|
100
|
100
|
|
Метчик
М5
|
1
|
50
|
50
|
|
Сверло
Ø4
Mitsubishi VAPDMSUSD0500
|
1
|
30
|
30
|
|
Резец
расточной
|
1
|
2800
|
2800
|
|
Резец
расточной Mitsubishi S20QSDQCR/L11
|
1
|
2800
|
2800
|
|
Резец
торцевой J2300R/L
|
1
|
1500
|
1500
|
|
Фреза
для гравировки
|
1
|
100
|
100
|
Итого: 28200 руб. - себестоимость инструмента.
Затраты на инструмент И = 28200 + 300 = 28500
руб. для партии деталей.
З. Затраты по заработной плате основных
производственных рабочих:
= Lo · Ln · Lcc= Lo · Kn · Kcc, pyб., где
Кп = 1.5 - коэффициент, учитывающий
дополнительную заработную плату,
Ксс = 1.356 - коэффициент, учитывающий
отчисление на социальное страхование, о = Lтар· Ко, руб,тар - тарифная
заработная плата основных производственных рабочих,
Ко = 1.5 - коэффициент, учитывающий доплаты к
основной заработной плате.
|
Обработка
|
Часовая
тарифная ставка, руб/ч
|
Заработная
плата по тарифу, руб
|
|
Токарная
с СПУ SC-250
|
31.2
|
81
|
42.12
|
Итого: 42.12 руб.
Основная заработная плата:о = 42.12*1,5 = 63.18
руб.
Затраты по заработной плате:= 63.18*1,5*1,356 =
128.5 руб.
. Расходы на эксплуатацию и содержание
оборудования:
Роб = Э + Ррем + Рам, где
Э - затраты на электроэнергию, руб,
Ррем - затраты на ремонт оборудования, руб,
Рам - затраты на амортизацию, руб,
Затраты на электроэнергию:
Э = Цэ · å N · g
· tм/60, руб, где
Цэ = 0.75 - цена 1кВт·ч электроэнергии,
руб/кВт·ч,- мощность оборудования, кВт,
g = 0.9 - коэффициент расхода электроэнергии,
учитывающий загрузку электродвигателя, времени, мощности, потери электроэнергии
в сети завода и КПД электродвигателя.м - машинное время обработки, мин.
Затраты на электроэнергию:
Э = 0.75· 11 · 0.9 · 31.2/60 = 3,86 руб.
Амортизация оборудования:
Рам= а · K · tм/100 · Fд · 60, руб, где
а - норма годовых амортизационных отчислений на
капитальный ремонт и реновацию оборудования 14%,
К - балансовая стоимость оборудования, руб,д -
годовой действительный фонд времени работы оборудования, ч.
д= d · q · s, ч, где
-
число рабочих дней в году,- продолжительность смены, ч,- число смен.
Годовой
действительный фонд временид = 264 · 8 · 1 = 2112 ч.
Амортизация
токарного станка станка с ЧПУ:
Рам
= (14 · 7000000 · 31.2)/(60 · 2112 · 100) =241 руб.
Затраты
на ремонт:
м
= (R · W/ Fд ·60) · åt, py6, где
-
число единиц ремонтной сложности механической части оборудования.- затраты на
все виды планово-предупредительного ремонта, приходящегося на единицу ремонтной
сложности механической части оборудования, руб/е.р.с.д - годовой действительный
фонд времени работы оборудования, ч.
Затраты
на ремонт:
Ррем
= (12 · 145/2112·60)·31.2 = 0.42 руб.
В
итоге затраты на эксплуатацию и содержание оборудования:
Роб
= 3,86+ 0.4 + 241 = 245,26 руб
Косвенные
цеховые и общезаводские расходы:
Определяются
в процентах от основной заработной платы основных производственных рабочих,
изготавливающих инструмент
Pk = Lo · a, pyб.,
где
а
- процент косвенных расходов, 200% (по данным предприятия)
Косвенные
цеховые и общезаводские расходы: Pk = 63.18 · 2,0 = 126.36 pyб.
Внепроизводственные
расходы:
Составляют
3-5% от заводской себестоимости:
Рвн=
0,05 · Pk, руб., где
Внепроизводственные
расходы Рвн = 6.32 руб.
Себестоимость
производства одной детали составляет:
С11
= М + И + L + Роб+ Рк+ Рвн = 325 + 1425 + 128.5 + 245,26 + 126,36 + 6,32 =
2256,44 руб.
Цена
одной детали:
Цд
= Ск + Мпр· Ск, руб., где
Ск
- расчитанная себестоимость, руб.
Мпр
- коэффициент, учитывающий плановые накопления (по данным
предприятия
Nnp= 30%).
Цд
= 2933,37 руб.
5.3
Анализ экономической эффективности внедряемой технологии
В
результате использования метода полной механической обработки детали «Корпус»
по новой технологии себестоимость одной детали снизилась:
DС = С11ст +
С11н = 20288,2 - 2933,37 = 17354,83 руб., то есть на 85,5 %.
Экономический
эффект от использования новой технологии при производстве партии из 20 деталей
составляет:
ЭГ=(20288,2
- 2933,37)*20= 347096,6 руб.
Поскольку
данный тип деталей на предприятии представлен достаточно многочисленной
номенклатурой, при переводе их изготовления по технологии аналогичной
технологии изготовления детали «Корпус», можно получить значительный годовой
экономический эффект.
В
результате проведенного расчета выяснилось, что изменение технологического
процесса, внедрение токарной обработки с ЧПУ и нового инструмента с СМП
позволило снизить себестоимость производства партии деталей «Корпус» на 85.5%,
а также при этом на 98,47 % сократилось время, затрачиваемое на механическую
обработку.
6.
Промышленная экология и безопасность
6.1
Охрана труда и защита окружающей среды
Анализ
опасных и вредных факторов при изготовлении детали Корпус ракетно-космической
технике.
При
изготовление Корпуса основным оборудованием являются металлорежущие станки. При
механической обработке металлов резанием на металлорежущих станках возникает
ряд физических, химических, психофизических, биологически опасных и вредных
производственных факторов.
Движущиеся
части производственного оборудования, передвигающиеся заготовки, стружка
обрабатываемых материалов, осколки инструментов, высокая температура
поверхности обрабатываемых деталей и инструмента; повышенное напряжение в
электросети или статическое электричество, при котором может произойти
замыкание через тело человека - относятся к категории физически опасных
факторов.
Металлическая
стружка, особенно при обработке вязких металлов, имеющая высокую температуру
(400 - 6000С) и большую кинетическую энергию представляет серьезную опасность
не только для работающего на станке, но и для лиц, находящихся в близи станка.
Физическими
вредными производственными факторами, характерными для процесса резания,
является повышенная запыленность и загазованность воздуха рабочей зоны; высокий
уровень шума и вибраций; недостаточная освещенность рабочей зоны; наличие
прямой и отраженной блеклости; повышенная пульсация светового потока.
Основными
требованиями охраны труда, предъявляемых к изделию и технологическому процессу,
являются:
безопасность
для человека;
надежность
и удобство в эксплуатации оборудования, используемого в данном технологическом
процессе.
Таким
образом, при производстве Корпуса, эксплуатация оборудования должна
сопровождаться с соблюдением всех требований безопасности, определяемых по ГОСТ
12.2.009-80 “Система стандартов безопасности труда. Станки
металлообрабатывающие”; ГОСТ 12.3.024-80 “ Система стандартов безопасности
труда. “Травмоопасность.”
Исходя
из выше сказанного, требования охраны труда можно представить в виде следующих
факторов:
производственное
освещение;
производственные
шумы;
электробезопасность;
защита
воздушной среды.
.
Производственное освещение.
Правильно
спроектированное и выполненное освещение на предприятиях машиностроительной
промышленности обеспечивает возможность нормальной производственной деятельности.
Сохранность зрения человека, состояние его центральной нервной системы и
безопасность на производстве в значительной мере зависят от условий освещения.
От освещения зависят также производительность труда и качество выпускаемой
продукции.
Освещение
характеризуется количественными и качественными показателями. К количественным
показателям относятся: световой поток, сила света, освещенность, яркость. К
основным качественным показателям освещения относятся коэффициент пульсации,
показатель ослепленности и дискомфорта, спектральный состав света.
При
освещении производственных помещений используют естественное освещение,
искусственное и совмещенное.
Основные
требования к производственному освещению.
Основная
задача освещения на производстве - создание наилучших условий для видения. Эту
задачу возможно решить только осветительной системой, отвечающей следующим
требованиям:
Освещенность
на рабочем месте должна соответствовать характеру зрительной работы, который
определяется следующими параметрами: а) объект различения - наименьший размер
рассматриваемого предмета, отдельная его часть или дефект, который необходимо
различать в процессе работы; б) фон - поверхность, прилегающая непосредственно
к объекту различения, на которой он рассматривается, характеризуется
коэффициентом отражения, зависящим от света и фактуры поверхности, значение
которого находиться в пределах 0.02…0.95; при коэффициенте отражения
поверхности более 0.4 фон считается светлым; 0.2 - 0.4 -средним и менее 0.2
темным; в) контраст объекта с фоном характеризуется соотношением яркости
рассматриваемого объекта и фона.
Необходимо
обеспечить достаточно равномерное распределение яркости на рабочей поверхности,
а также в пределах окружающего пространства. Если в поле зрения находятся
поверхности, значительно отличающиеся между собой по яркости, то при переводе
взгляда с ярко освещенной на слабо освещенную поверхность глаз вынужден
переадаптироваться, что ведет к утомлению зрения.
На
рабочей поверхности должны отсутствовать резкие тени. Наличие резких теней
создает неравномерное распределение поверхностей с различной яркостью в поле
зрения, искажает размеры и формы объектов различения, в результате повышается
утомляемость.
В
поле зрения должна отсутствовать прямая и отраженная блескость. Блескость - повышенная
яркость светящихся поверхностей, вызывающая нарушение зрительных функций
(ослепленность), т.е. ухудшение видимости объектов. Видимость V характеризует
способность глаза воспринимать объект; зависит от освещенности, размера
объекта, его яркости, контраста объекта с фоном, длительности экспозиции.
Видимость определяется числом пороговых контрастов в контрасте объекта с фоном:
V=K/Kпор, где Кпор - пороговый контраст, т.е. наименьший различимый глазом
контраст, при небольшом уменьшении которого становиться неразличимым на фоне.
Прямая блеклость связанна с источниками света, отраженная возникает на
поверхности с большим коэффициентом отражения или отражением по направлению к
глазу. Ослепленность приводит к быстрому утомлению и снижению работоспособности.
Критерием оценки слепящего действия, создаваемого осветительной установкой,
является показатель ослепленности P0, значение которого определяют по формуле:
P0=(V1/V2-1)∙1000, где V1 и V2 - видимость объекта различения
соответственно при экранировании и наличии ярких источников света в поле
зрения. Прямую блеклость ограничивают уменьшением яркости источников света,
правильным выбором защитного угла светильника, увеличением высоты подвеса
светильников. отраженную блеклость ослабляют правильным выбором направления
светового потока на рабочую поверхность, а также изменением угла наклона
рабочей поверхности.
Величина
освещенности должна быть постоянной во времени. Колебания освещенности,
вызванные резким изменением напряжения в сети имеют большую амплитуду, каждый
раз вызывая переадаптацию глаза, приводят к значительному утомлению.
Коэффициент
пульсации освещенности Kп - критерий оценки относительной глубины колебаний
освещенности в результате изменения во времени светового потока газоразрядных
ламп при питании их переменным током.
Следует
выбирать оптимальную направленность светового потока, что позволяет в одних
случаях рассмотреть внутренние поверхности деталей, в других - различить
рельефность рабочей поверхности.
Следует
выбирать необходимый спектральный состав света. Это требование особенно
существенно для обеспечения правильной светопередачи, а в отдельных случаях
усиления световых контрастов. Правильную светопередачу обеспечивают
естественное освещение и искусственные источники света со спектральной характеристикой,
близкой к солнечной. Для создания цветовых контрастов применяют
монохроматический свет, усиливающий одни цвета и ослабляющий другие.
Все
элементы осветительных установок - светильники, групповые щитки, понижающие
трансформаторы, осветительные сети - должны быть достаточно долговечными,
электробезопасными, а также не должны быть причиной возникновения пожара или
взрыва.
Нормирование
освещения.
Нормирование
искусственного и естественного освещения производиться по СНиП 23-05-95. Для
искусственного освещения нормируются количественная (величина минимальной
освещенности) и качественные (показатель ослепленности и дискомфорта, глубина
пульсации) характеристики. Для естественного освещения нормируется
относительная величина - коэффициент естественной освещенности КЕО, который
представляет собой выраженное в процентах отношение освещенности в данной точке
внутри помещения Ев к одновременному значению наружной горизонтальной
освещенности Ен, создаваемой светом полностью открытого небосвода.
.
Защита от шума
Вопросы
борьбы с шумом в настоящее время имеют большое значение во всех областях
техники, особенно в машиностроении.
Шум
на производстве наносит большой ущерб, вредно действуя на организм человека и
снижая производительность труда. Утомление рабочих и операторов из-за сильного
шума увеличивает число ошибок при работе, способствует возникновению травм и
т.д.
При
проектировании новых предприятий и цехов нужно знать ожидаемые уровни звукового
давления, которые будут в расчетных точках на рабочих местах, территории жилой
застройки, с тем, чтобы еще на стадии проектирования принять меры к тому, чтобы
этот шум не превышал допустимого.
Методы
борьбы с шумом.
Уменьшение
шума в источнике. Борьба с шумом посредством уменьшения его в источники
является наиболее рациональной. Шум возникает вследствие упругих колебаний как
машины в целом, так и отдельных ее деталей. Причины возникновения этих
колебаний - механические, аэродинамические, гидродинамические и электрические
явления, определяемые конструкцией и характером работы машины, а также
неточностями, допущенными при ее изготовлении, и, наконец, условиями
эксплуатации. В связи с этим различают шумы механического, аэродинамического,
гидродинамического и электромагнитного происхождения.
Механические
шумы. Уменьшение механического шума может быть достигнуто путем
совершенствования технологических процессов и оборудования. Например, внедрение
автоматической сварки вместо ручной устраняет образование брызг на металле, что
позволяет исключить шумную операцию по зачистке сварного шва. Применение
фрезерных тракторов для обработки кромок металла под сварку вместо пневмозубил
делает этот процесс значительно менее шумным.
Нередко
повышенный уровень шума является следствием неисправности или износа
механизмов, в этом случае своевременный ремонт позволяет снизить шум.
Необходимо
отметить, что проведение многих мероприятий по борьбе с вибрациями дает
одновременно и снижение шума.
Аэродинамические
шумы. Эти шумы являются главной составляющей шума вентиляторов, воздуходувов,
компрессоров, газовых турбин, выпусков пара и воздуха в атмосферу, двигателей
внутреннего сгорания и т.п.
Гидродинамические
шумы. эти шумы возникают вследствие стационарных и нестационарных процессов в
жидкостях. В насосах источником шума является кавитация жидкости, возникающая у
поверхности лопастей при высоких окружных скоростях и недостаточном давлении на
всасывании. Меры борьбы с кавитационным шумом - это улучшение гидродинамических
характеристик насосов и выбор оптимальных режимов их работы.
Электромагнитные
шумы. Шумы этого происхождения возникают в электрических машинах и
оборудовании.
Для
соблюдения мер безопасности необходимо:
Рационально
планировать предприятия и цехи. При планировке предприятия шумные цехи должны
быть сконцентрированы в одном месте. У этих цехов должны быть ограждения с
хорошей звукоизоляцией.
Изменять
направленность излучения шума. В ряде случаев величина показателя
направленности G достигает 10-15 дБ, что необходимо учитывать при
проектировании установок с направленным излучением, соответствующим образом
ориентируя эти установки по отношению к рабочим местам.
Акустически
обрабатывать помещения. Строительные материалы должны обладать хорошими
звукопоглощающими свойствами, т.к. интенсивность шума в помещениях зависит не
только от прямого, но и от отраженного звука.
Уменьшать
шум на пути его распространения, для чего необходимо использовать
звукоизолирующие ограждения, звукоизолирующие кожухи, экраны, кабины, глушители
шума и т.д.
Использовать
средства индивидуальной защиты от шума: вкладыши, наушники, шлемы и т.д.
Нормирование
шума.
Область
слышимых звуков ограничивается не только определенными частотами (20-20000 Гц),
но и их определенными предельными значениями звуковых давлений и их уровней.
Шум на рабочих местах не должен превышать допустимых уровней, значения которых
приведены в ГОСТ 12.1.003-83 и ГОСТ 12.1.001-76, В соответствии с ними уровни
звуковых давлений в диапазоне рабочих частот 11-20 кГц не должны превышать
соответственно 75-110 дБ, а общий уровень давления в диапазоне частот 20-100
кГц не должен превышать 110 дБ.
Уровни
шума по отдельным типам вспомогательного оборудования (например: вентиляторы)
нормируются по СНиП II-12-77.
.
Электробезопасность.
Электробезопасность
- система организационных и технических мероприятий, и средств, обеспечивающих
защиту людей от вредного и опасного воздействия электрического тока,
электрической дуги, электромагнитного поля и статического электричества.
Основные
меры защиты от поражения током.
Обеспечение
недоступности токоведущих частей, находящихся под напряжением, для случайного
прикосновения; электрическое разделение сети; устранение опасности поражения
при появлении напряжения на корпусах, кожухах и других частях
электрооборудования, что достигается применением малых напряжений, использованием
двойной изоляции, выравниванием потенциала, защитным заземлением, занулением,
защитным отключением и др.; применение специальных электрозащитных средств -
переносных приборов и приспособлений; организация безопасной эксплуатации
электроустановок.
Основные
требования:
Недоступность
токоведущих частей (изоляция, размещение на недоступной высоте, ограждение).
Электрическое
разделение сети - разделение электрической сети на отдельные электрически не
связанные между собой участки с помощью специальных разделяющих
трансформаторов. В результате изолированные участки сети обладают большим
сопротивлением изоляции и малой емкостью проводов относительно земли, за счет
чего значительно улучшаются условия безопасности.
Применение
малого напряжения. Для устранения этой опасности необходимо питать весь
переносной инструмент напряжением не выше 42 В.
Двойная
изоляция - это электрическая изоляция, состоящая из рабочей и дополнительной
изоляции. Рабочая изоляция предназначена для изоляции токоведущих частей электроустановки,
обеспечивая ее нормальную работу и защиту от поражения током. Дополнительная
изоляция предусматривается дополнительно к рабочей для защиты от поражения
током в случае повреждения рабочей изоляции.
Защитное
заземление.
Защитное
заземление - преднамеренное электрическое соединение с землей или с ее
эквивалентом металлических нетоковедущих частей, которые могут оказаться под
напряжением.
Назначение
защитного заземления - устранение опасности поражения людей электрическим током
при появлении напряжения на конструктивных частях электрооборудования, т.е. при
замыкании на корпус.
Область
применения защитного приземления - трехфазные трехпроводные сети напряжением до
1000 В с изолированной нейтралью и выше 1000 В с любым режимом нейтрали.
Зануление.
Занулением
называется преднамеренное электрическое соединение с нулевым защитным
проводником металлических нетоковедущих частей, которые могут оказаться под
напряжением.
Область
применения зануления - трехфазные четырехфазные сети напряжением до 1000 В, с глухозаземленной
нейтралью. Обычно это сети напряжением 380/220 В, широко применяющиеся в
машиностроительной промышленности и др. отраслях, а также сети 220/127 В и
660/380 В.
Защитное
отключение.
Защитное
отключение - быстродействующая защита, обеспечивающая автоматическое отключение
электроустановки при возникновении в ней опасности поражения током. Устройства
защитного отключения должны обеспечивать отключение неисправной
электроустановки за время не более 0.2 с.
Средства
защиты.
Средства
защиты делятся на три группы: изолирующие, ограждающие и предохранительные.
Изолирующие
средства защиты делятся на две группы: основные, способные на длительное время
выдерживать рабочее напряжение электроустановки, и поэтому ими разрешается
касаться токоведущих частей, находящихся под напряжением, а работать на этих
частях (диэлектрические резиновые перчатки, изолирующие рукоятки и т.д.);
дополнительные, обладающие недостаточной электрической прочностью и поэтому не
могут самостоятельно защищать человека от поражения током.
Ограждающие
средства защиты предназначены, для временного ограждения токоведущих частей
(щиты, изолирующие накладки и т.д.).
Предохранительные
средства защиты предназначены для индивидуальной защиты работающего от
световых, тепловых и механических воздействий.
Нормы
защиты от электричества приведены в ГОСТ 12.1.018-79.
.
Защита воздушной среды.
Одним
из необходимых условий здорового и высокопроизводительного труда является
обеспечение чистоты воздуха и нормальных метеорологических условий в рабочей зоне
помещений. Устранение воздействия таких вредных производственных факторов, как
газов и паров, пыли, избыточной теплоты и влаги, и создание здоровой воздушной
среды, является важной задачей, которая должна осуществляться комплексно,
одновременно с решением основных вопросов производства.
Мероприятия
по оздоровлению воздушной среды.
Механизация
и автоматизация производственных процессов, дистанционное управление ими. Эти
мероприятия имеют большое значение для защиты от воздействия вредных веществ,
теплового излучения, особенно при выполнении тяжелых работ. Автоматизация
процессов, сопровождающихся выделением вредных веществ, не только повышает
производительность, но и улучшает условия труда, поскольку рабочие выводятся из
опасной зоны.
Применение
технологических процессов и оборудования, исключающих образование вредных
веществ или попадания их в рабочую зону. При проектировании новых
технологических процессов и оборудования необходимо добиваться исключения или
резкого уменьшения выделения вредных веществ в воздух производственных
помещений. Большое значение для оздоровления воздушной среды имеет надежная
герметизация оборудования, в котором находятся вредные вещества, в частности,
нагревательных печей, газопроводов, насосов, компрессоров, конвейеров и т.д.
Защита
от источников тепловых излучений. Это важно для снижения температуры воздуха в
помещении и теплового облучения работающих.
Устройство
вентиляции и отопления.
Применение
средств индивидуальной защиты.
Требования
к системе вентиляции:
Количество
приточного воздуха Lпр должно соответствовать количеству удаляемого (вытяжки)
Lвыт; разница между ними должна быть минимальной. В ряде случаев необходимо так
организовать воздухообмен, чтобы одно количество воздуха обязательно было
больше другого. Возможны такие схемы организации воздухообмена, когда во всем
помещении поддерживается избыточное по отношению к атмосферному давление и т.д.
Приточные
и вытяжные системы в помещении должны быть правильно размещены. Свежий воздух
необходимо подавать в те части помещения, где количество вредных выделений
минимально, а удалять, где выделения максимальны. Приток воздуха должен
производиться, как правило, в рабочую зоны, а вытяжка - из верхней зоны
помещения.
Система
вентиляции не должна вызывать переохлаждения или перегрева работающих.
Система
вентиляции не должна создавать шум на рабочих местах, превышающий предельно
допустимые уровни.
Система
вентиляции должна быть электро-, и взрыво- и пожаробезопасно, проста по
устройству, надежна в эксплуатации и эффективна.
Кондиционирование
воздуха.
Кондиционирование
воздуха - это создание и автоматическое поддержание в помещениях независимо от
наружных условий постоянных или изменяющихся по определенной программе
температуры, влажности, частоты и скорости движения воздуха, наиболее благоприятных
для людей или требуемых для нормального протекания технологического процесса.
Поэтому на промышленных предприятиях кондиционирование воздуха применяется либо
для обеспечения комфортных санитарно - гигиенических условий, создание которых
обычной вентиляцией невозможно, либо как составная часть технологического
процесса. В последнем случае кондиционирование применяют: для поддержания
определенных температурно - влажностных условий; для обеспечения особой чистоты
воздуха и исключения выделения влаги из воздуха, а также попадания пота с рук
рабочих на точно обработанные поверхности; для поддержания заданного содержания
влаги в материалах и изделиях.
6.2
Средства индивидуальной защиты
Защита
тела человека обеспечивается применением спецодежды, спецобуви, головных уборов
и рукавиц. Для защиты от брызг расплавленного метала применяют спецодежду из
льняных, брезентовых и шерстяных тканей, для защиты от кислот и щелочей - из
резиновых и перхлорвиниловых тканей. Органы зрения защищаются очками. А органы
дыхания защищаются фильтрующими и изолирующими приборами. К фильтрующим
средствам защиты относятся противоаэрозольные, противогазовые, универсальные
респираторы и противогазы. Защита кожи лица, шеи и рук при работе с различными
едкими веществами осуществляется применением защитных мазей и паст.
ГОСТ
12.2.009-80 СТАНКИ МЕТАЛЛООБРАБАТЫВАЮЩИЕ
Общие
требования безопасности (приведены пункты касающиеся промышленной экологии и
безопасности труда).
Устройства
для отсоса пыли, мелкой стружки и других вредных примесей.
Станки,
автоматические линии, при обработке на которых образуется пыль, мелкая стружка
(например, при абразивной обработке, при резании чугуна, графита, пластмассы и
других неметаллических материалов), вредные для здоровья аэрозоли жидкостей,
газы, концентрация которых в рабочей зоне превышает предельно допустимые нормы
в ГОСТ 12.1.005-88, должны предусматривать возможность отсоса из зоны обработки
загрязненного воздуха, очистки его от примесей и при технической необходимости
оснащаться присоединяемыми к станкам индивидуальными устройствами (включающими
пылестружкогазоприемники и отсасывающие устройства).
При
необходимости, зона обработки должна закрываться кожухом, к которому может
присоединяться воздухоотвод отсасывающей системы. В эксплуатационной документации
должна быть приведена схема подключения к отсасывающей системе и даны эскизы
присоединительных элементов.
Отсасывающие
устройства должны обеспечивать очистку воздуха, удовлетворяющую требованиям
ГОСТ 12.1.005-88, а для экспорта требованиям санитарных норм, действующих в
стране-потребителе согласно заказу-наряду. Для станков, работающих абразивными
кругами, это требование обязательно при работе и при правке круга.
При
оборудовании отсасывающими устройствами станков для электрохимической обработки,
а также в случае обработки на станках материалов, при которой воздух насыщается
мельчайшими вредными компонентами, не задерживаемыми фильтрами отсасывающего
устройства (например, материалов, содержащих продукты переработки пластмасс на
основе смол эпоксидных и фенолоформальдегидных), на выходе воздуха из
отсасывающего устройства должно быть предусмотрено фланцевое соединение для
подключения устройства к воздуховоду специальной вентиляционной системой или
воздуховоду, отводящему воздух за пределы помещения.
Допустимые
уровни шума и вибрации.
Допустимые
шумовые характеристики станков, регламентируемые техническими условиями, не
должны превышать значений, указанных в ГОСТ 12.2.107-85.
Вибрационные
характеристики (их параметры, точки установления, допустимые значения) и методы
их контроля (процедура измерения, жесткость установки и типовые режимы работы
при испытаниях) должны быть установлены в технических условиях на станки
серийного производства и в "Программе и методике испытаний" в
соответствии с требованиями ГОСТ 12.1.012-90 и не должны превышать норм,
установленных для условий применения данного станка по согласованию с органами
Минздрава и ВКП.
Вибрационные
характеристики и вибрационные нагрузки на оператора на рабочем месте должны
проверяться при приемочных испытаниях опытных образцов станков и единичных
станков. Если при приемочных испытаниях вибрационная нагрузка на оператора на
рабочем месте не превышает 1/2 значений санитарных норм вибрации для категории
3 типа "а" по ГОСТ 12.1.012-90, вибрационные характеристики и
требования об их проверке могут не включаться в технические условия на станки
серийного производства.
При
невыполнении этого условия в технических условиях должны быть указаны
требования к выборочному контролю установленных вибрационных характеристик в
соответствии с требованиями ГОСТ 12.1.012-90".
ЭЛЕКТРООБОРУДОВАНИЕ
И МЕСТНОЕ ОСВЕЩЕНИЕ
Общие
требования.
Электрическое
и электронное оборудование (далее - электрооборудование) и местное освещение
металлообрабатывающих станков должно отвечать требованиям ГОСТ 27487-87.
Защитные
меры.
Для
автоматических линий с гибкими транспортными связями, при отсутствии общего
вводного выключателя для линии, каждый ее станок должен иметь индивидуальный
вводной выключатель.
Если
несколько станков, имеющих свои органы аварийного отключения, объединены в
автоматическую линию, длина которой превышает 10000 мм, то такая линия должна
оснащаться дополнительным общим органом аварийного отключения.
В
случае применения в качестве органа аварийного отключения троса, он должен быть
соединен с отключающим аппаратом при помощи устройства, контролирующего его
натяг.
На
станках и автоматических линиях с большим фронтом обслуживания кнопки
аварийного отключения должны располагаться одна от другой на расстоянии не
более 10000 мм.
Цепи
управления и сигнализации.
Аппараты
ручного управления должны размещаться таким образом, чтобы по возможности,
включалось случайное воздействие на них. Кнопки управления (кроме кнопок
управления двумя руками), предназначенные для включения (не используемые для
аварийного отключения), должны иметь толкатели, не выступающие за уровни
фронтальных колец или лицевой части кнопочной станции (пульта, панели); кнопки
отключения ("Стоп") могут выступать за указанные уровни.
Допускается
не применять нулевую защиту электрооборудования станка при наличии на них
электродвигателей мощностью до 0,25 кВт или в случае, когда все механизмы
станка закрыты и исключается травмирование или поломка механизмов станка при
произвольном его включении после восстановления напряжения в питающей сети.
Монтаж
оборудования цепей управления и защиты.
Электрическая
аппаратура управления и электромашины, устанавливаемые непосредственно на
станках, должны иметь исполнения, соответствующие степени защиты по ГОСТ
14254-80 с учетом требований ГОСТ 27487-87 по месту установки, по устранению
возможности случайного прикосновения к токоведущим частям, по повреждениям, а
также по защите от нарушения нормальной работы их от попадания СОЖ, масла и
т.д.
Местное
освещение.
Станки
должны быть снабжены пристроенными или встроенными устройствами местного
освещения зоны обработки. В устройствах пристроенного типа должна быть
предусмотрена возможность удобной надежной установки и фиксации светильников в
требуемых положениях. Отсутствие местного освещения в универсальных станках
допустимо лишь при наличии технических обоснований.
При
обработке на станках-полуавтоматах, автоматах и станках с ЧПУ освещенность
следует понижать на ступень по шкале освещенности СНиП 11-4-79 "Нормы
проектирования. Естественное и искусственное освещение" по сравнению с
требованиями табл.4. При выполнении наладочных работ на этих станках уровни
освещенности остаются неизменными для всех степеней автоматизации станков.
При
отсутствии необходимости наблюдения за ходом обработки допускается снижение
освещенности в зоне обработки станков по желанию оператора.
Освещенность
от светильников общего освещения в зоне обработки станков должна составлять не
менее 300 лк в горизонтальной плоскости.
Светильники
местного освещения, применяемые в станках, должны отвечать требованиям ГОСТ
15597-82 и ГОСТ 17677-82.
Для
питания пристроенных светильников местного освещения с лампами накаливания
следует применять напряжение не более 42 В. Допускается применять питание
напряжением 127 или 220 В для светильников любых конструкций (пристроенных,
встроенных) с люминесцентными лампами при условии, что эти светильники не имеют
токоведущих частей, доступных для случайных прикосновений.
Питание
светильников местного освещения до 127 В должно подаваться через трансформатор
с разделенными обмотками. Не допускается применение автотрансформаторов,
резисторов или делителей напряжения, а также последовательное включение двух и
более ламп для снижения питающего напряжения на каждой из них. При напряжении
до 42 В рекомендуется применять трансформатор с двойной изоляцией обмотки
освещения, один из выводов которой должен быть заземлен. Питание светильников
местного освещения напряжение 127 и 220 В допускается осуществлять от фазного
напряжения питающей сети, при условии, что она является четырех- (или пяти)
проводной.
Местное
освещение должно иметь индивидуальные выключатели, расположенные в местах,
удобных для обслуживания.