|
Вариант
|
А1
|
А2
|
А3
|
А4
|
А6
|
А7
|
А8
|
А9
|
А10
|
АΔ
|
EsАΔ
|
EiАΔ
|
|
45
|
19
|
25
|
25
|
100
|
19
|
6
|
6
|
188
|
6
|
5
|
1
|
+0,59
|
-0,31
|
Примечание.
Нижнее предельное отклонение ширины подшипников
качения EiA1= EiA5= - 0,12 мм.
. Сопрягаемые детали для деталировки.
|
Вариант
|
45
|
|
Позиции
деталей
|
8,
9
|
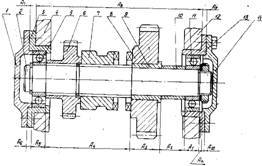
Рис. 1 - Узел к заданию: 1-крышка; 2-шлицевой
вал; 3-стакан; 4-корпус; 5-шарикоподшипник; 6-шестерня; 7-кулачковая полумуфта;
8-шестерня; 9- втулка; 10 - распорная втулка; 11-шарикоподшипник; 12-корпус;
13-стакан; 14-крышка
1. РАСЧЕТ И ВЫБОР ПОСАДКИ С НАТЯГОМ
Наименьший функциональный натяг определяется из
условия обеспечения прочности соединения с учетом поправок и в зависимости от
вида нагружения рассчитывается по формуле при нагружении крутящим моментом (Мк)
 (1)
(1)
где индексы D и d относятся к деталям типа
отверстия и вала;
 (2)
(2)
 (3)
(3)
m- коэффициент Пуассона;
E - модуль
упругости; - длина соединения;,d1- наружный и внутренний диаметры деталей типа
вала (для сплошного вала d1 =0);- наружный диаметр детали типа отверстия;-
коэффициент трения, зависящий от направления смещения деталей, их материала,
шероховатости, принятой технологии сборки и т.д.;- поправка, учитывающая смятие
неровностей посадочных поверхностей деталей при сборке
1+(55/120)²
СD=
――――- +0,3=1,8
-(55/120)²
+(45/55)²= -----
-0,33 = 4,71
-(45/55)²
 (4)
(4)
при
расчете принять, что Rz » 4×Ra ,k2-
коэффициенты, учитывающие смятие неровностей=2*(0,2*4*0,63+ 0,6*4*1,25) =7,008
мкмпоправка, учитывающая различие температур сборки и работы, а также различие
коэффициентов линейного расширения деталей=0 мкм- поправка, учитывающая
деформацию деталей от действия центробежных сил (имеет значение только для
крупных деталей с диаметрами порядка 500мм, большими массами и скоростями.)= 0
мкм= [6000*(1.8/200000+4,71/90000)/(3,14*0,17*45*55]+7,008=62мкм
Наибольший
функциональный натяг определяется из условия обеспечения прочности сопрягаемых
деталей по формуле
 , (5)
, (5)
где
pдоп - меньшее из допускаемых давлений на посадочных поверхностях деталей, при
котором отсутствует пластическая деформация;
 - для детали
типа отверстия,
- для детали
типа отверстия,
 - для детали
типа вала; (6)
- для детали
типа вала; (6)
σТ - предел
текучести материала деталей при растяжении.
Рдоп
≤ 0,58*800*[1-(55/120)²] = 367Мпа
Рдоп
≤ 0,58*200*[1-(45/55)²] = 38,4 Мпа
Рдоп
= 38,4Мпа;F = 38,4*55*(1,8/200*10³ + 4,71/90*10³) = 129 мкм
Наибольший
NmaxF и наименьший NminF функциональные (расчетные) натяги обеспечивают
прочность деталей при их сборке и прочность соединения при эксплуатации. По
значениям функциональных натягов определяются функциональный ТNF, конструкторский
TNк и эксплуатационный TNэ допуски посадки:
ТNF=
NmaxF - NminF, (7)к= ТNF - TNэ, (8)э=30% ТNF. (9)
ТNF
=129- 62= 67мкм
ТNЭ
= 0,3*67 = 20,1мкм= 67 -17,7 = 49,3 мкм
Так
как TNк=TD+Td, то, в первом приближении, допуск отверстия

 (10)
(10)
=
0,5*49,3 = 24,65 мкм
Этот
допуск отверстия получен в предположении, что отверстие и вал данного
соединения изготовляются по одному квалитету. При подборе посадки допуск
отверстия может быть несколько изменен, так как в посадках, рекомендованных
ГОСТ 25347-82, отверстие и вал могут изготавливаться по разным квалитетам.
Однако в любом случае допуск посадки не должен значительно отличаться от
рассчитанного допуска посадки.
По
величине допуска отверстия и его номинальному диаметру выбирается квалитет
отверстия по табл. 1.8 [2] (ГОСТ 25346-82) и подбирается посадка по табл. 1.49
[2] (ГОСТ 25347-82) из числа рекомендованных.
Выбираем
по табл 1.8 [2] 7 квалитет.
По
табл 1.49 [2] выбираем посадку ( единственная, которую можно выбрать из таблицы
по полученным значениям натягов).
H7/u7=
117мкм, Nmin = 57мкм,
Она
должна обеспечивать запас прочности деталей при сборке Nзс:
зс
= NmaxF - Nmax, (11)
запас
прочности соединения при эксплуатации Nзэ:
и
удовлетворяющая условиям: 1) Nзэ> Nзс 2) Nзэ ® maxзс =129-117 = 12мкм,зэ = 57-62 = -15 мкм.
Условие
(1) не выполняется следовательно посадку выбираем по стандартным полям
допусков выбираем посадку 55H7/v6
ES
= +30мкм EI = 0 мкм= +121 мкм ei = +102 мкм = 121-0=121 мкм, Nmin = 102-30=72
мкмзс = 129-121 = 8мкм, Nзэ = 72-62 = 10мкм
Оба
условия выполняются, следовательно, оставляем посадку 55H7/v6
2.
РАСЧЕТ И ВЫБОР ПЕРЕХОДНОЙ ПОСАДКИ
Выбор
переходных посадок определяется точностью центрирования и легкостью сборки и
разборки соединения. Для создания запаса точности, для компенсации погрешностей
формы и расположения поверхностей сопрягаемых деталей, смятия деталей, а также
износа деталей при повторных сборках наибольший допустимый зазор необходимо
определять по формуле
 (13)
(13)
где
Fr - допустимое радиальное биение детали типа отверстия;Т - коэффициент запаса
точности.расч = 80/2 = 40 мкм
При
подборе переходной посадки по ГОСТ 25347-82 для обеспечения оптимальности
посадки следует соблюдать условия:
)
посадка должна быть предпочтительной и иметь S max ≤ S max.расч
)
из всех посадок, отвечающих условию (1), по табл. 1.48 [2] выбирается посадка,
у которой Nmax имеет наименьшее значение.
Выбираем
посадку 112 H7/js6, которая удовлетворяет обоим условиям.
Определим
необходимые для расчетов и построений наибольшие и наименьшие предельные
отклонения (по табл. 1.27-1.30), а также допуск отверстия и допуск вала по
формулам
TD
= ES-EI Td = es-ei (14)
=
+35мкм EI = 0мкм= +11мкм ei = -11мкм= 35-0 = 35мкм, Td = 11+11 = 22мкм
В
выбранной посадке нужно оценить вероятность получения зазоров и натягов по
следующей методике:
.
Предположить, что рассеяние размеров отверстия и вала подчиняется закону
нормального распределения и допуск деталей равен величине поля рассеяния, т.е.
T=6σ
2.
Рассчитать σD, σd и σ по формулам:


 (15)
(15)
где
σD, σd и σ - среднее
квадратическое отклонение деталей типа отверстия, вала и посадки
соответственно.
σD = 35/6 =
5,8 мкм
σd = 22/6 =
3,7мкм
σ
= √5,8²+3,7² = 6,9мкм
.
Определить величину среднего зазора Sm = (Smax+Smin)/2.= 35+11 = 46мкм =0-11 =
-11мкм= (46-11)/2 = 17,5мкм
.
Определить значение Z, соответствующее найденному Sm:
 (16)
(16)
=
17,5/6,9 = 2.5
.
По табл. 1.1 [2] значений функций Лапласа определить Ф(Z).
Ф(-2,5
) = 0,4938
.
Определить вероятность получения зазоров и натягов (в процентах):

 (17)
(17)
=
(0,5+0,4938)*100 = 99,38%,= 100-99,38 = 0,62%.
3.
РАСЧЕТ И ВЫБОР ПОСАДКИ С ЗАЗОРОМ
Для
подвижных соединений, которые должны работать в условиях жидкостного трения,
т.е. подшипников скольжения, зазоры рассчитываются на основе гидродинамической
теории трения.
Основными
эксплуатационными характеристиками подшипников скольжения являются: а)
максимальная надежность по толщине масляного слоя; б) точность центрирования;
в) долговечность работы.
Жидкостное
трение создается в определенном диапазоне зазоров, ограниченном наименьшим Smin
и наибольшим Smax функциональными зазорами, которым соответствует величина
масляного слоя hmin. При эксплуатации подшипника с первоначальным зазором
SminF, вследствие увеличения зазора из-за износа сопрягаемых деталей, толщина
масляного слоя будет вначале возрастать, а затем снижаться, вплоть до его
разрыва при SmaxF и прекращения режима жидкостного трения. Чтобы масляный слой
не имел разрывов, вызванных шероховатостью сопрягаемых поверхностей, его
минимальная толщина hmin должна быть не менее суммы величин микронеровностей
сопрягаемых поверхностей
³ k жт [(RaD+
Rad)4+ Δ] (18)
где
k жт - коэффициент запаса надежности по толщине масляного слоя;Rad - среднее
арифметическое отклонение профиля поверхностей втулки и вала, мкм;
Δ
- добавка,
учитывающая отклонение реальных параметров от расчетных (Δ = 2 мкм).≥
4[(1,25+1,0)*4+2] = 44мкм
Безразмерная
величина А h, зависящая от относительного эксцентриситета c и отношения l/d,
рассчитывается по формуле
 (19)
(19)
где
μ
- динамическая
вязкость масла, Па×с; - частота
вращения вала, с -1;
Р=R/(l·d)
- среднее удельное давление, Па; - радиальная нагрузка, Н;, d - соответственно
длина подшипника и его номинальный диаметр, м.= 700/(45*45) = 0.35МПа=
2*44/(45*√0,021*325/0.35) = 0,44
Поскольку
величина Аh зависит в свою очередь от относительного эксцентриситета и отношения
l/d, то по табл. 1.98 [2] при заданном l/d, применяя линейную интерполяцию,
можно определить значения минимального cmin
и максимального cmax
относительных эксцентриситетов, при которых толщина масляного слоя равна hmin.
Относительный эксцентриситет cmin
должен быть не меньше 0,3, так как при значениях cmin<0,3 создается неустойчивый режим работы
подшипника и могут возникнуть автоколебания вала./d = 45/45 =1
cmax = 0,627
По
найденным значениям cmin и cmax рассчитываются наименьший
и наибольший допускаемые функциональные зазоры
 (20)
(20)
=
2*44/(1-0,627) = 235,9мкм
Так
как величина cmin
получается меньше 0,3, то по табл. 1.98 определяем значение Ах при заданном l/d
и c=0,3, а
величину SminF рассчитываем по формуле
 (21)
(21)
Ах
= 0,438= 2,857*44*0,438/0,44 = 125,1мкм
Поскольку
для обеспечения жидкостного трения необходимо соблюдение условия h ≥
hmin, то условия подбора посадки с учетом износа и шероховатости поверхностей
деталей должны быть следующими:
)
Smin ≥SminF; (22)
)Smax
< SmaxF - 8(RaD+Rad) (23)
≥
125,1мкм< 235,9-8(1,25+01,0) = 217,9мкм
Выбираем
посадку по таблице 1,47 [2] 45H7/с8 (единственная посадка удовлетворяющая
полученным данным)
Для
неё верхнее и нижнее предельные отклонения будут равны = +25мкм EI = 0мкм=
-130мкм ei = -169мкм
По
формуле (14) находим TD и Td = 25-0 = 25мкм= -130-(-169) = 39мкм
Для
подобранной посадки необходимо рассчитать коэффициент запаса
точности
kT, а также общий запас зазора Sз, состоящий из запаса на износ Sи и запаса на
минимальную толщину масляного слоя Shmin:
 (24)з = Sи
+ Shmin =(SmaxF - SminF)-(TD+Td). (25)
(24)з = Sи
+ Shmin =(SmaxF - SminF)-(TD+Td). (25)
=
(235.9-125.1)/(25+39) = 1,7З = (235.9-125.1)-(25+39) = 46.8
4.
РАСЧЕТ И ВЫБОР ПОСАДОК ПОДШИПНИКОВ КАЧЕНИЯ
При
выполнении курсовой работы рекомендуется использовать подшипники 6-го класса
точности (ГОСТ 520-71) средней серии (ГОСТ 8338-75). Выбираем подшипник
№307(ГОСТ 8338-75). Для него d=45мм, D=75мм, B=16мм, r=1,5мм.
Исходя
из условий работы подшипников (см. чертеж, приведенный в соответствующем
задании), направления и характера действующей на подшипник нагрузки (умеренные
толчки и вибрация) устанавливается вид нагружения внутреннего и наружного колец
[1;2].
Рекомендуемые
посадки подшипников качения на вал и отверстие корпуса в зависимости от вида
нагружения колец и класса точности подшипника указаны в ГОСТ 3325-85 [1].
При
местном нагружении и нормальном режиме работы для большинства подшипников
общего машиностроения из всех рекомендуемых посадок следует предпочесть посадку
данного кольца с наименьшим зазором.
При
циркуляционном нагружении выбор конкретного поля допуска детали производится по
интенсивности радиальной нагрузки по табл. 4.82 [2]
рr
= FR k1 k2 k3 / b, (26)
где
FR - радиальная реакция опоры на подшипник, кН;- рабочая ширина посадочного
места, м;=B-2r, - ширина подшипника; - радиус закругления или ширина фаски
кольца подшипника;= 16-2*1,5 = 13мм- динамический коэффициент посадки,
зависящий от характера нагрузки (при умеренных толчках и вибрации k1 = 1);-
коэффициент, учитывающий степень ослабления посадочного натяга при полом вале
или тонкостенном корпусе (при сплошном вале k2=1) [2];- коэффициент
неравномерности распределения радиальной нагрузки Fr между рядами тел качения
при наличии осевой нагрузки Fa на опору. Для однорядных радиальных подшипников
k3=1= 30*1*1*1/0,013 = 2308 кН/м
 (27)
(27)
где
σp -
допускаемое напряжение на растяжение, Па (для подшипниковой стали σp»400 МПа );(или D) - диаметр
соответствующего кольца подшипника, м;- коэффициент, принимаемый для
подшипников средней серии равным 2,3.
Для
внутреннего кольцадоп = 11,4*2,3*400*45/[(2*2,3-2)*1000] = 181,5 мкм
Для
наружного кольцадоп = 11,4*2,3*400*75/[(2*2,3-2)*1000] = 302,5 мкм
При
определении Nmax предельные отклонения на диаметр соответствующего кольца
подшипника следует взять для dm или Dm [1;2].
По
полученным данным выбираем посадку для внутреннего и наружного кольца
подшипника
Внутреннее:
посадка 45L6/n6 (ES = 0мкм,EI = -10мкм, es = +33мкм, ei=+17мкм).= 33+10 = 43мкм
Наружные:
посадка 75Js7/l6 (ES=+30мкм, EI = 0мкм, es = 0мкм, ei = -11мкм).= -11+0 =-11мкм
Условие
Nmax≤ Nmax выполняется, следовательно посадки выбраны правильно.
Чертим
схему расположения полей допусков для подшипника.
5.
РАСЧЕТ РАЗМЕРНЫХ ЦЕПЕЙ
При
проектном расчете размерной цепи ставится задача определения допусков и
предельных отклонений составляющих звеньев цепи по заданным номинальным
размерам всех звеньев и предельным отклонениям замыкающего звена АD.
При
полной взаимозаменяемости решение такого рода задачи методом максимума-минимума
способом назначения допусков одного квалитета содержит следующие этапы:
.
Выявление составляющих звеньев размерной цепи (увеличивающих и уменьшающих).
.
Составление графической схемы размерной цепи.
.
Определение среднего количества единиц допуска am по формуле

и
назначение по нему квалитета составляющих звеньев по табл. 2 и 3. Если
размерная цепь содержит стандартные детали, например подшипники, то при
определении am числитель расчетной формулы должен быть уменьшен на величины
допусков стандартных деталей, а в знаменателе не учитываются единицы допуска,
соответствующие их номинальным размерам.
.
Назначение компенсирующего звена Aк из числа уменьшающих, а также допусков TAj
составляющих звеньев, кроме компенсирующего, по выбранному квалитету и табл.
1.8 [2].
.
Выбор знаков предельных отклонений составляющих звеньев, кроме компенсирующего.
Для охватывающих составляющих звеньев назначают предельные отклонения как для
основного отверстия (EI=0), для охватываемых - как для основного вала (es=0) и
для смешанных (ступенчатых) - симметричные отклонения (±TAj /2).
.
Расчет предельных отклонений компенсирующего звена по формулам:
 ;
;
 .
.
7.
Выбор стандартного поля допуска компенсирующего звена по табл. 1.8 и 1.9 [2].
.
Проверка решения по уравнениям (формулы [2]) для наибольшего и наименьшего
значений замыкающего звена - полученные значения предельных размеров
замыкающего звена не должны выходить за заданные., A8, A9 - увеличивающие
звенья , A2, A3, A4, A4, A5, A6, A10 - уменьшающие звенья
Находим
среднее количество единиц допуска
аm
= (590+310-120-120)/(2*1,31+2,17+4*0,73+2,89) = 62,26
По
найденному значению назначаем 10 квалитет.
А4
- компенсирующее звено
Назначим
допуски остальных звеньев
А1
= 19
А2
= 25 ТА2 = 0,084 25(-0,084)
А3
= 45 ТА3 = 0,1 25(-0,1)
А4
= 80 ТА4 = 0,12
А5
= 19
А6
= 6 ТА6 = 0,048 6(±0,024)
А7
= 6 ТА7 = 0,048 6(-0,048)
А8
= 188 ТА8 = 0,185 188(-0,185)
А9
= 6 ТА9 = 0,048 6(-0,048)
А10=5
ТА10=0,048 5(±0,024)(Aк) = (-0,048-0,185-0,048)-(0,024+0,024)+0,31 = -0,019(Aк)
= 0-(-0,084-0,084-0,024-0,024-0,12-0,12)-0,59 = -0,35
ТAк=350+19=369=87
es = -0,036 ei = -0,123
Проверка:
Dmax =
ADmin =
узел подшипник зазор соединение
ADmax
(6+188+6)-(18,88+24,916+24,916+5,976+4,976+18,88+99,877) = 1,579ммDmin =
(5,952+187,815+5,952)-(19+25+25+99,964+19+6,024+5,024 = 0,707мм
дано
AD =
1(-0,31+0,59) получилось AD
=1(-0,293 0,579)
Условие
проверки выполняется.
При
неполной взаимозаменяемости учитывают явление рассеяния и вероятность различных
сочетаний отклонений составляющих звеньев. Решение теоретико-вероятностным
методом и способом назначения допусков одного квалитета содержит следующие
этапы:
.
Составление графической схемы цепи и выявление увеличивающих и уменьшающих
звеньев.
.
Выбор предполагаемого закона распределения размеров замыкающего звена,
определение допустимого процента риска и соответствующего значения коэффициента
t. Рассеяние размеров замыкающего звена наиболее часто подчиняется нормальному
закону распределения, при котором 99,73% размеров этого звена заключено в
пределах поля допуска ТАΔ. Таким
образом, риск составляет при этом P=0,27% и t=3. Если для каких-либо конкретных
условий допустим иной процент риска, то значения коэффициента t выбирают по
табл.1. Коэффициент относительной асимметрии замыкающего звена aD для данных условий можно
принять равным нулю и в дальнейших расчетах не учитывать.
.
Выбор предполагаемого закона распределения размеров составляющих звеньев при
изготовлении деталей и установление соответствующего значения коэффициента относительного
рассеяния λj.
Коэффициент
λj
зависит
от конкретных условий производства, масштаба выпуска деталей и особенностей
технологического процесса. Так как в данном случае эти условия не известны, то
можно принять:
 - считая,
что имеет место нормальный закон распределения;
- считая,
что имеет место нормальный закон распределения;
Коэффициенты
относительной асимметрии составляющих звеньев aj для данных условий можно принять равными нулю
и в дальнейших расчетах не учитывать.
.
Определение среднего количества единиц допуска составляющих звеньев по формуле
(с учетом замечаний в п.З предыдущего расчета)
 (28)
(28)
где
TАΔ - допуск
замыкающего звена, мкм; - единица допуска j-того составляющего звена (табл. 2);
общее число звеньев в цепи.
.
Сопоставление расчетного значения am со значением a, установленным стандартом
(табл. 3), и назначение квалитета составляющих звеньев.
Таблица
1
|
Интервал
размеров, мм
|
До
3
|
Св
3 до 6
|
6
10
|
10
18
|
18
30
|
30
50
|
50
80
|
80
120
|
120
180
|
250
315
|
315
400
|
400
500
|
|
i,
мкм
|
0,53
|
0,73
|
0,90
|
1,08
|
1,31
|
1,56
|
1,86
|
2,17
|
2,52
|
2,89
|
3,22
|
3,54
|
3,89
|
Таблица 2
|
Квалитет
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
|
Число
единиц допуска, а
|
7
|
10
|
16
|
25
|
40
|
64
|
100
|
160
|
250
|
400
|
640
|
1000
|
1600
|
. Назначение компенсирующего звена Aк из числа
уменьшающих, а также допусков TAj составляющих звеньев, кроме компенсирующего,
по выбранному квалитету и табл. 1. [2].
. Выбор знаков предельных отклонений
составляющих звеньев, кроме компенсирующего. Для охватывающих составляющих
звеньев назначают предельные отклонения как для основного отверстия (EI=0), для
охватываемых - как для основного вала (es=0) и для смешанных (ступенчатых) -
симметричные отклонения (±TAj /2).
. Определение допуска компенсирующего звена ТAк
по формуле
 . (29)
. (29)
. Определение координаты середины поля допуска
компенсирующего звена Ес (Ак) по формуле
 , (30)
, (30)
где n- число увеличивающих, р - число
уменьшающих размеров.
. Расчет предельных отклонений компенсирующего
звена по формулам:
 (31)
(31)
 (32)
(32)
11. Выбор стандартного поля допуска
компенсирующего звена по табл. 1.8 и 1.9 [2].
аm = (900-120-120)/3√(1/3)²*(
2*1,31²+4*0,73²+2,17²
+2,89²
= 458,796
Назначаем 12 квалитет
А4 - компенсирующее звено.
Назначим допуски остальных звеньев
А2 = 25 ТА2 = 0,21 25(-0,21)
А3 = 25 ТА3 =0,21 25(-0,21)
А6 = 6 ТА6 =0,12 6(±0,06)
А7 = 6 ТА7 = 0,12 6(-0,12)
А8 = 188 ТА8 =0,46 188(-0,46)
А9 = 6 ТА9 =0,12 6(-0,12)
А10 = 5 ТА10 = 0,12 5(±0,06)
ТА4 = 3√ 900²/9
- (2*210²+5*120²+460²)/3²
= 331,967(Ak) = (-60-230-60)-(-105-105-60-60)-140 =-160мкм (Ak) =-160+661,967/2
= 170,983 мкм(Ak) = -160-661,967/2 = -490,983 мкм=540 es = +160 мкм, ei = -380
мкм
Чтобы обеспечить полную взаимозаменяемость,
размерные цепи рассчитывают методом максимума-минимума, при котором допуск
замыкающего размера определяют арифметическим сложением допусков составляющих
размеров. Метод расчета на максимум-минимум, учитывающий только предельные
отклонения звеньев размерной цепи и самые неблагоприятные их сочетания,
обеспечивает заданную точность сборки без подгонки (подбора) деталей.
При выводе формул для расчета размерных цепей
методом максимума-минимума предполагали, что в процессе обработки или сборки
возможно одновременное сочетание наибольших увеличивающих и наименьших
уменьшающих размеров или обратное их сочетание. Любое из этих сочетаний
позволяет обеспечить наименьшую точность замыкающего звена, но они мало
вероятны, так как отклонения размеров в основном группируются около середины
поля допуска и соединения деталей с такими отклонениями встречаются наиболее
часто. Если допустить ничтожно малую вероятность (например 0,27%) несоблюдения
предельных значений замыкающего размера, можно значительно расширить допуски
составляющих размеров и тем самым снизить себестоимость изготовления деталей.
На этих положениях и основан теоретико-вероятностный метод расчета размерных
цепей.
В данной курсовой работе мы получили различные
поля допусков при расчете размерных цепей. Видим, что более точным является
метод максимума-минимума, обеспечивающий полную взаимозаменяемость. Это видно
из полученных допусков на составляющие звенья, т.е. чем меньше квалитет, тем
точнее будет изготовлена деталь. Расчетные и теоретические значения полученные
методом максимума-минимума расходятся меньше, чем в теоретико-вероятностном
методе. А также полученные значения двумя методами значительно отличаются друг
от друга, что свидетельствует о различии этих двух методов.
Выводы
В процессе выполнения курсовой работы обучились
инженерным методам расчета и назначения геометрических показателей качества
деталей и обозначению их в технической документации.
При выполнении работы изучили и использовали
основные нормативно-технические документы (ГОСТ, стандарты ЕСКД) и методики по
расчету и назначению допусков и посадок типовых соединений деталей машин. В
расчетах использовали систему единиц СИ.
Литература
1.
Белкин И.М. Допуски и посадки (Основные нормы взаимозаменяемости). М:
Машиностроение, 1992.
.
Допуски и посадки: Справочник. / Под ред. В.Д. Мягкова. - Л.: Машиностроение,
1978 или 1982.