Реконструкции завода панельного домостроения
Оглавление
1. Характеристика проектируемого предприятия
.1 Обоснование проектирования предприятия
.2 Характеристика местных условий
.3 Продукция предприятия и мощность
.4 Сырьевая база и транспорт
.5 Состав завода
.6 Режим работы предприятия
. Обоснование проектных решений конструкции изделий
. Проектирование технологии производства наружных
стеновых панелей
.1 Выбор вида бетона, технологических параметров и
способов изготовления и уплотнения бетонной смеси
.2 Выбор материалов для изготовления наружных стеновых
панелей
.2.1 Основные материалы
.2.2 Вспомогательные материалы
.3 Проектирование состава бетона
.4 Основные положения проектирования технологии БСЦ
.5 Основные положения технологии арматурного цеха
.6 Основные положения технологии формовочного цеха
.6.1 Определение количества основного и вспомогательного
оборудования
.6.2 Проектирование технологической линии
.6.3 Циклограмма работы машин технологической линии
.7 Определение необходимой производственной площади
.8 Определение высоты цеха до низа стропильной
конструкции
.9 Определение потребной численности рабочих и цехового
персонала
.10 Расчёт потребности в энергетических ресурсах
.11 Сводные технико-экономические показатели
Мероприятия по охране труда, противопожарной
безопасности и природоохранительные
.1 Охрана труда и техника безопасности
.2 Мероприятия по охране окружающей среды
Приложение 1
Приложение 2
Литература
1.
Характеристика проектируемого
предприятия
1.1 Обоснование проектирования предприятия
В связи с устаревшей технологией производства наружных стеновых панелей
для жилых домов Министерством Архитектуры и Строительства Российской Федерации
при участии ГОССТРОЯ РФ было принято решение о реконструкции завода панельного
домостроения города Новозыбкова с целью укрепления производственной базы
жилищного строительства, развития стройиндустрии, обеспечения государственной
программы по строительству социального жилья, повышения как уровня так и
качества строительства жилья, обеспечения строек продукцией в полной мере, а
также поддержания государственного производителя во время сложной экономической
обстановкой, сложившейся вокруг предприятия. Появление новых рабочих мест,
занятость безработного населения, что в конечном итоге приведёт к большему
движению финансовых потоков в государственный бюджет делает реконструкцию
данного предприятия еще более актуальной.
1.2 Характеристика местных условий
Абсолютная минимальная температура -42°С.
Абсолютная максимальная температура 38°С.
Средняя максимальная температура наиболее жаркого месяца +24,8°С.
Период со среднесуточной температурой воздуха 8°С - 206 суток (средняя
температура -2,6°С).
Период со среднесуточной температурой 10°С - 224 суток (средняя
температура -0,8°С).
Средняя температура наружного воздуха:
Январь -8,5°С Июль 18,4°С
Февраль -8,3°С Август 17,0ºС
Март -3,6°С Сентябрь 11,4°С
Апрель 5,2°С Октябрь 5,1°С
Май 12,6°С Ноябрь -0,8°С
Июнь 16,6°С Декабрь -6,0°С
Годовая 4,9°С
Повторяемость направления ветра:
Январь Июль
С 6/4,6 С 10/4,0
СВ 10/4,6 СВ 12/3,8
В 13/4,9 В 11/3,5
ЮВ 16/5,3 ЮВ 6/3,4
Ю 11/5,6 Ю 7/3,7
ЮЗ 18/6,3 ЮЗ 10/4,4
З 15/5,2 З 21/4,4
СЗ 11/4,8 СЗ 23/4,5
Среднемесячная относительная влажность воздуха в %:
· наиболее холодного месяца 84%;
· наиболее жаркого месяца 53%;
Количество осадков - 709 мм за год.
1.3 Продукция предприятия и мощность
Таблица 1.3.1 - Ведомость расчётной программы
производства.
|
Марка
|
Габариты, мм
|
Вес, т
|
Марка бетона
|
Расход материалов на одно
изделие
|
Выпуск изделий в год
|
|
|
|
|
|
|
|
|
|
|
Тяжёлый бетон, м3
|
Арматура, кг
|
Пенополистирол, м3
|
шт.
|
м3
|
|
1) Панель стеновая наружная
2ПСО.60.25.3,0-200
|
2500×6000×300
|
3,51
|
150
|
1,44
|
156,62
|
1,936
|
27 777
|
40 000
|
|
2) Марш лестничный 1ЛМ
30.12.15-4
|
3030×1200×250
|
1,7
|
300
|
0,68
|
23,29
|
-
|
31872
|
54180
|
|
3) Фундаментные блоки стен
и подвалов ФБС 24.6.6
|
2380×600×580
|
1,5
|
100
|
0,82
|
2,71
|
-
|
31872
|
26135
|
|
4) Товарный бетон и раствор
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
19685
|
1.4 Сырьевая база и транспорт
Вяжущее (цемент) доставляется железнодорожным и автомобильным
транспортом. Заводы-поставщики: Белорусский цементный завод, ОАО
"Красносельскстройматериалы" Гродненского областного межколхозного
предприятия, ПО "Кричевцементошифер". Мелкий заполнитель (песок)
доставляется автотранспортом из карьера на р. Сож. Поставщик - Гомельское УПТК
УКСа Горисполкома (речной порт). Крупный заполнитель (щебень) доставляется
железнодорожным транспортом из Микашевичей (РУП "Гранит"). Арматурная
сталь доставляется автотранспортом из Жлобинского БМЗ. Поставщик добавки С-3
производственно-торговое предприятие "Супер" г. Мозырь. Смазка
(эмульсол марки ЭКС - А) закупается на предприятии по обеспечению
нефтепродуктами "Заольшанефтепродукт". Транспортирование готовой
продукции к потребителю осуществляется автотранспортом.
1.5 Состав завода
В состав завода входят:
· административно-бытовой корпус;
· склады - цемента, заполнителей, готовой продукции, арматуры;
· основные цеха - бетоносмесительный, арматурный, формовочный;
· вспомогательные узлы - компрессорная станция, тепловой узел,
котельная, очистные сооружения котельной.
1.6 Режим работы предприятия
Расчётное количество рабочих суток в году при 5-дневной рабочей неделе
следует принимать 262 минус время на плановые остановки. Для конвейерной линии
количество плановых остановок на ремонты составляет 13 суток. Итого получаем
249 рабочих суток в году.
Однако для бетоносмесительного, арматурного и остальных линий принимается
максимальное количество рабочих суток в году - 262.
Согласно принятому режиму работы: количество рабочих смен в сутки - 2;
длительность рабочей смены - 8 ч. [1, стр 4]
Примечание: так как основной является конвейерная
линия по производству наружных стеновых панелей, то в дальнейшем расчёт будет
вестись согласно 249 рабочим суткам.
2.
Обоснование проектных решений
конструкции изделий
Панели наземной части разработаны трёхслойной конструкции толщиной 300 мм
с наружным и внутренним железобетонными слоями и расположенным между ними слоем
эффективного утеплителя.
Внутренний (несущий) слой толщиной δ=70 мм из тяжёлого бетона класса С10/12,5
(B 12,5; марки на сжатие М150).
Наружный слой δ=50 мм из тяжёлого бетона класса С10/12,5 (B 12,5; марки 150).
Утеплитель - плиты пенополистирольные вида ПСБ-С марки 25 по ГОСТ
15588-86 [2]. Толщина слоя утеплителя δ=180 мм.
Наружный и внутренний слои соединены между собой гибкими связями.
Морозостойкость бетона должна быть не менее F50.
Наружные стеновые панели должны изготавливаться в соответствии с
требованиями ГОСТ 11024-84 по проектной и технологической документации,
утверждённой в установленном порядке [3].
Панели должны быть прочными и жёсткими и при испытаниях должны
выдерживать контрольные нагрузки, указанные в рабочих чертежах.
Материалы и изделия, применяемые для изготовления панелей, должны
удовлетворять требованиям действующих стандартов на эти материалы и
обеспечивать получение панелей заданных качеств.
Для панели с геометрическими размерами 6000×2500×300
мм отклонение от
проектных размеров не должны превышать:
· по длине ±5,0 мм
· по высоте ±4,0 мм
· по толщине ±5,0 мм
· по размеру проёмов ±6,0 мм
Разность длин диагоналей не должна превышать 10,0 мм. Перпендикулярность
смежных торцевых граней не должна превышать 2,5 мм. Отклонение от
прямолинейности не должно превышать 6,0 мм. Отклонение от линейного размера по
толщине наружного защитно-декоративного слоя панели и основного бетонного слоя
+5,0 мм. Толщина защитного слоя бетона до рабочей арматуры должна быть не менее
15 мм. Отклонение толщины защитного слоя бетона до рабочей арматуры не должно
превышать +10 мм; -5 мм.
Внешний вид и качество отделки поверхностей панелей должны
соответствовать образцу-эталону панели или её фрагменту и удовлетворять
требованиям ГОСТ 13015.0-83 и ГОСТ 11024-84 [3, 4]. Категории бетонных
поверхностей панелей должны соответствовать требованиям ГОСТ 13015.0-83,
приведенных в приложении 1 (таблица П1.1).
Деревянные окна и двери, предназначенные для установки в панели, должны
удовлетворять требованиям следующих стандартов: окна и балконные двери - ГОСТ
23166-78, ГОСТ 11214-86.
Распалубочная прочность - 70%.
Прочность бетона при отправке на склад готовой продукции:
· в тёплый период - 70%;
· в холодный пероид - 85%.
Значение нормируемой отпускной прочности бетона должно быть:
· в тёплый период - 80%;
· в холодный пероид - 90%.
Отклонение фактической массы панели при отпуске их потребителю то
номинальной отпускной массы не должно превышать ±10%.
Рисунок 2.1.1 - Общий вид изделия.

Рисунок
2.1.2 - Армирование стеновой панели.
Рисунок
2.1.3 - Армирование стеновой панели (Разрез 1-1).
Рисунок
2.1.4 - Армирование стеновой панели (Разрез 2-2).
Таблица 2.1.1
- Перечень арматурных элементов на изделие.
|
№ п/п
|
Наименование элемента
|
Марка элемента
|
Количество, шт
|
Масса, кг
|
|
|
|
|
элемента
|
общая
|
|
1 2 3 4 5 6 7 8 9 10
|
Каркас пространственный
Сетка Сетка Сетка Сетка Стержень гнутый Стержень гнутый Стержень гнутый
Стержень гнутый Изделие закладное
|
КП29 С21 С24 С3 С23 АН4 УС
АН3 АН1 МН-1
|
1 2 2 2 1 8 16 14 6 3
|
100,23 3,23 4,78 1,62 3,24
1,03 0,46 1,06 1,17 0,82
|
100,23 6,46 9,56 3,24 3,24
8,24 7,36 14,84 7,02 2,46
|
|
Итого
|
156,62
|
3.
Проектирование технологии производства
наружных стеновых панелей
3.1 Выбор вида бетона, технологических
параметров и способов изготовления и уплотнения бетонной смеси
Для панели наземной части трёхслойной конструкции с наружным и внутренним
железобетонными слоями, расположенных по обе стороны слоя эффективного
утеплителя, принимаем тяжёлый бетон класса С10/12,5 (B 12,5; марки на сжатие М150). Плотность бетона 2440 кг/м3.
При осадке конуса 2-4 см и максимальном размере зёрен крупного заполнителя 20мм
Нормы расхода цемента не должны превышать типовые по СНиП 5.01.23-83 [5]: для
железобетонных изделий - не менее 220 кг/м3. Максимальный расход цемента марки
400 для изделий с отпускной прочностью 80% и тепловлажностной обработкой 290
кг/м3. Время перемешивания 50с. Тип смесителя - циклический принудительного
действия. Способ интенсификации процесса твердения бетона - тепловой в
туннельной пропарочной камере. Распалубочная прочность 70%. Отпускная прочность
бетона составляет 80% от проектной.
3.2 Выбор материалов для изготовления наружных
стеновых панелей
.2.1 Основные материалы
1. Вяжущее
Портландцемент
М400
ГОСТ 10178-85. Тонкость помола должна быть такой, чтобы при просеивании
пробы цемента сквозь сито сеткой №008 по ГОСТ 6613-86 проходило не менее 85%
массы просеиваемой пробы. Гидравлическое вяжущее вещество, твердеющее в воде и
на воздухе, получаемое путём совместного тонкого измельчения клинкера и
необходимого количества гипса. Образцы при испытании должны иметь предел
прочности в возрасте 28 суток, не ниже указанных величин:
М400 - предел прочности при изгибе 5,4 МПа; предел прочности при сжатии
39,2 МПа;
Начало схватывания для всех цементов должно наступать не ранее 45 мин., а
конец - не позднее 10 ч от начала затворения.
Массовая доля ангидрида серной кислоты (SO3) в цементе М400 должна быть не менее 1,0 и не более 3,5%.
Количество окиси магния (MgO) в
исходном клинкере должно быть не более 5%.
2. Крупный
заполнитель
Щебень из
естественного камня
ГОСТ 8267-93. Фракция 5-20. Щебень марок по прочности 1400, 1200, 1000 не
должен содержать зёрна слабых пород в количестве более 5% по массе, щебень марок
800, 600, 400 - более 10% по массе: щебень марок 800, 600, 400 - более 15% по
массе. Содержание пылевидных и глинистых частиц, процент по массе, не более 2.
Для всех видов и марок щебня по прочности содержание глины в комках в
общем количестве пылевидных и глинистых частиц не должно превышать 0,25% по
массе. Щебень не должен содержать посторонних засоряющих примесей.
3. Мелкий
заполнитель
Песок речной
Таблица 3.2.1.3.1 - Гранулометрический состав песка.
|
Размер отверстий
контрольных сит, мм
|
Полный остаток на
контрольных ситах, % по объёму
|
|
0,63 2,5 1,25 0,315 0,16
|
20-70 0-20 5-45 90-100 10-0
|
ГОСТ 8736-93. Модуль крупности МК до 1,5. Модуль крупности должен быть до
1,5. Содержание пылевидных, глинистых и илистых частиц в речном песке не более
3% по массе. Содержание в речном песке зёрен, проходящих через сито №0,16 не
должно превышать 15% по массе. Содержание глины в комках не должно превышать
0,5% по массе.
4. Вода
СТБ 1114-98 «Вода для бетонов и растворов. Технические условия» [9].
Вода не должна содержать примесей в количествах, нарушающих сроки
схватывания и твердения бетона, снижающих прочность и морозостойкость бетона.
Рекомендуется применять питьевую воду. Можно использовать технические
оборотные и природные минерализованные воды с допустимым содержанием примесей.
Количество
солей, ионов  ,
, , взвешенных частиц не должно превышать значений,
приведенных в таблице 3.2.5.1.
, взвешенных частиц не должно превышать значений,
приведенных в таблице 3.2.5.1.
Таблица 3.2.1.4.1 - Допустимое содержание примесей в
воде.
|
Назначение бетонов
|
Растворимые соли
|
Ионы
|
Взвешенные частицы
|
|
|
|

|
|
|
Для напряженных
железобетонных конструкций, а также бетоны на глиноземистом цементе
|
2000
|
600
|
350
|
200
|
|
Для конструкций с
напрягаемой арматурой, в том числе для водосбросных сооружений и зоны
переменного уровня воды массивных сооружений
|
5000
|
2700
|
1200
|
200
|
|
Для неармированных
конструкций, к которым не предъявляются требования по ограничению образования
высолов
|
10000
|
2700
|
3500
|
300
|
Водородный показатель рН воды должен быть не менее 4 и не более 12,5.
Допускается не более 10 мг/л органических поверхностноактивных веществ,
сахаров, фенолов. Для улучшения свойств бетонной смеси, затвердевшего бетона,
ускорения твердения бетона, замедления или ускорения сроков схватывания
вводятся химические добавки, применение которых регламентируется.
5. Арматурные
изделия
Сетки,
каркасы
ГОСТ 23279-85. Отклонения размеров арматурных изделий не должно превышать
величин, указанных ниже:
по длине до 4500 мм +5; -10 мм;
свыше 4500 до 9000 мм +7; -10мм;
по ширине до 1500 мм ±5;
свыше 1500 +7; -10мм;
по высоте свыше 100 до 250 мм ±5;
свыше 250 до 400 мм +5; -7;
при расстоянии между стержнями:
до 50 мм ± 2 мм;
свыше 50 до 100 мм ± 5 мм;
свыше 100 мм ± 10 мм
при расстоянии от одного из крайних стержней до любого другого стержня,
если они являются выпусками и подлежит сварке при монтаже сборных ЖБК ±5 мм.
В каркасах и сетках с рабочей арматурой из гладких стержней должны быть
сварены все пересечения (узлы). Допускаются несваренные пересечения из гладких
стержней, исключая два крайних стержня по периметру сетки, в количестве, не
превышающем 2% от общего числа пересечений. Отклонения в расстояниях между
поперечными стержнями пространственных арматурных изделий, а также в размерах
ячеек сеток из стержней не должны превышать 0,1 от проектного размера.
Сталь круглая
и переодического профиля
Вр-I
ГОСТ 6727-80. На поверхности проволоки не должно быть трещин, плен,
закатов, раковин. Допускаются риски и царапины глубиной не более половины
предельных отклонений по диаметру и налёт ржавчины.
Ас-II
ГОСТ 5781-82. Ø10, Ø12 мм. Предел текучести σт=294 МПа. Временное сопротивление
разрыву σв=441 МПа.
А-III
ГОСТ 5781-82. Ø8, Ø10, Ø12,
Ø16 мм. Предел
текучести σт=392 МПа. Временное сопротивление разрыву σв=590 МПа. В сварной арматуре не
допускается понижение механических характеристик стержней за счёт потери ими
наклёпа, а также за счёт поджога или подреза стержней в результате сварки.
Закладные
изделия А-III
ГОСТ 5781-82. Ø12 мм. Отклонения разменов и параметров,
закладных изделий от проектных не должны превышать, мм:
1) габаритных размеров плоских элементов ±5;
2) размеров анкерных стержней по длине изделий типа "открытый
столик" +10;
) расстояние от одного из крайних анкерных стержней до любого
другого анкерного стержня ±5.
Сталь
листовая
ГОСТ 19903-74. Полоса 8х80. Отклонения от плоскостности лицевых
поверхностей закладных изделий из листового и полосового проката не должно
превышать 2 мм при длине плоского элемента закладного изделия до 250 мм и 3 мм
при больших размерах
Кромки и торцы плоских элементов закладных изделий после резки на
ножницах не должны иметь заусенцев и завалов, превышающих 1 мм, а также трещин.
Подъемные
петли Ас-II
ГОСТ 5781-82. Ø 16. Диаметр подъемных петель должен быть
не ниже предусмотренных проектом.
3.2.2 Вспомогательные материалы
6. Смазка
ТУ 38 Э101536-75. Эмульсол. Смазка должна обладать следующими свойствами:
1) постоянна по составу, однородной и устойчивой при хранении;
2) способствовать исключению воздушных пор на поверхности изделий;
) не должна коррозировать металл и оставлять жировых пятен на
поверхности конструкций;
) обладать хорошим сцеплением с металлом;
) не должна содержать летучих и вредных веществ и должна быть
невзрывоопасной.
Смазка должна готовиться в отдельном помещении и поступать по системе
трубопроводов.
Рекомендуемый состав смазки:
· эмульсол ЭКС - 20%;
· сода кальцинированная по ГОСТ 5100-85 - 0,5%
· вода ГОСТ 23732-79 - 79,5%
7. Шпатлевка
СНиП 3.0401-87 «Изоляционныя и отделочные покрытия». Внешний вид
шпаклевочного слоя после высыхания: поверхность должна быть ровной, однородной,
без пузырьков, трещин и механических включений.
Время высыхания, не более 24ч.
Прочность сцепления:
через 24ч не менее 0,1 МПа;
через 72 ч не менее 0,2 МПа;
жизнеспособность не менее 20 мин.
Состав шпаклевки - атмосферостойкая:
· Вода - 20% по массе
· Диспепсия ПВАД (ГОСТ 18992-80) - 5% то же
· Цемент М400 - 30%
· Отсев песка Мк = 0,8 ÷ 65 %
8. Столярные
изделия
ГОСТ 11214-86, ГОСТ 23166-78. Должны иметь правильную геометрическую
форму, неплоскостность изделий и их сборных единиц не должна превышать 0,15%
наибольшего их размера по высоте, ширине и диагонали. Неперпендикулярность
сторон изделия и их сборочных единиц не должна превышать 0,8 мм/л. Столярные
изделия должны быть покрыты масляными и синтетическими красками и эмалями
второй группы по ГОСТ 9825-73. Лицевые поверхности не должны иметь дефектов.
Шурупы должны быть завинчены. Забивка шурупов и выход концов крепежных
деталей на поверхность окон и балконных дверей не допускается.
Столярные изделия полной заводской готовности должны иметь законченное
отделочное покрытие, установленные приборы, стекла и уплотняющие прокладки.
Приборы и части приборов, выступающие за габариты изделий, должны быть
упакованы в отдельную тару и поставляться в комплекте с окнами и балконными
дверями.
9. Стекло
ГОСТ 111-78. Листы стекла должны иметь прямоугольную форму. Разность длин
диагоналей листов стекла не должна превышать 7 мм. Листы стекла должны иметь
ровные кромки и целые углы. Сколы и щербины в кромках листа не допускаются
длиной (считая от края к центру листа) более 3 мм. Повреждения углов листов
стекла не допускаются размером более 3 мм по биссектрисе. Стыкование стекла, а
также установка стекол с дефектами (трещины выколы более 10 мм, несмывающиеся
пятна, инородные включения) при остеклении не допускаются.
10. Мастика
«УМС-50»
ГОСТ 14791-79. По внешнему виду мастика должна быть однородной, при этом
не допускается на поперечном сечении брикета более двух включений диаметром,
свыше 1 мм. Перед употреблением мастику необходимо выдержать при температуре 20
± 2ºС не менее 24 ч.
11. Наличники
тип 1
В=44,54 мм. ГОСТ 8242-75. Должны поставляться длиной 2,2 м и более с
градацией 0,1 м. Предельные отклонения от установленных размеров деталей не
должны превышать в мм:
· по длине неприрезанных деталей ±5
· по длине прирезанных деталей ±3
· потолщине ±1
· по ширине ±2
· по остальным размерам сечений ±1
Влажность древесины заделок должна быть на 2-3% ниже влажности деталей.
12. Замазка
оконная
СНиП 3.04.01-87. Замазка должна наносится равномерным сплошным слоем, без
рывков, до полного уплотнения фальца переплета. Замазка после образования на
поверхности твердой пленки не должна иметь трещин, отставать от поверхности
стекла и фальца. Обрез смазки в месте соприкосновения со стеклом должен быть
ровным и параллельным кромке фальца, без выступающих крепежных приборов.
13. Утеплитель
плиты пенополистирольные
ГОСТ 15588-86. На поверхности плит не допускаются выпуклости или впадины
длиной более 50мм, шириной более 3 мм и высотой (глубиной) более 5 мм. В плитах
допускаются притупленность ребер и углов глубиной не более 10 мм от вершины
прямого угла и скоса по сторонам притуплённых углов длиной не более 80 мм.
Плиты должны иметь правильную геометрическую форму. Отклонение от плоскости
грани плиты не должно быть более 3 мм на 500 мм длины грани.
Разность диагоналей не должна превышать:
для плит длиной:
до 1000 мм 5 мм
свыше 1000 до 2000 мм 7 мм
свыше 2000 мм 13 мм
14. Мастика
герметизирующая «Тегерон»
ТУ21-29-87-82. Изготавливается на основе синтетического каучука,
наполнителей, пластификатора и добавок.
Физико-механические показатели:
1) предел прочности при растяжении, не менее 0,7 кгс/см.кв;
2) относительное удлинение при максимальной нагрузке не менее 10%;
) характер разрушения - кагезионный;
) водопоглощение - не более 0,4%;
) стекание мастики при 70°С (теплостойкость), не более 2 мм;
) относительное удлинение при температуре минус 60°С, не менее 7%.
Плотность мастики должна быть не более 1,7 г/см.куб.
Упаковку и маркировку мастики "Тегерон" производят по ГОСТ
14791-79.
15. Добавка
УПБ
ОСТ 18-126-83. Рабочая плотность добавки - 1,04 г/см3. Количество
вводимой добавки - 0,2-0,4% от массы цемента.
16. Пробки
строительные деревянные
ТУ 13 БССР 201-81. Пробки должны изготавливаться из деловых отходов пиломатериалов
хвойных и лиственных пород.
Предельные допускаемые отклонения от номинальных размеров пробок по всем
измерениям не должны превышать 2 мм.
Сучки здоровые сросшиеся и частично сросшиеся допускаются размером 1/3
ширины пробки в количестве 1 шт. на пробку.
Смоляные кармашки односторонние допускаются в количестве 1 шт. на пробку.
Трещины не допускаются глубиной более 1/10 толщины пробки.
Червоточина допускается поверхностная некрупная в количестве 1 шт. на
пробку.
Не допускаются сучки несросшиеся, выпадающие несросшиеся, загнившие,
гнилые и табачные, гнилиядровые, забалонные и наружные трухлявые, сквозные
смоляные кармашки, пасынок, прорость, обзол. Шероховатость поверхностей должна
быть не более 800 мкм по ГОСТ 7016-82. Влажность пробок должна быть не более
20%.
17. Антисептик
Не допускаются сучки несросшиеся, выпадающие несросшиеся, загнившие,
гнилые и табачные, гнилиядровые, забалонные и наружные трухлявые, сквозные
смоляные кармашки, пасынок, прорость, обзол.
Шероховатость поверхностей должна быть не более 800 мкм по ГОСТ 7016-82.
Влажность пробок должна быть не более 20%
Состав:
· фтористый натрий 48%
· кузбаслак 19%
· каолин 12%
· вода 21%
Паста должна быть разбавлена водой в соотношении 1:1 (по объему).
Температура воды 15-20°С.
3.3 Проектирование состава бетона
Различают номинальный лабораторный состав бетона, рассчитанный для сухих
материалов, и производственно-полевой - для материалов в естественно-влажном
состоянии. Лабораторный состав бетона определяют расчетно-экспериментальным
методом, для чего вначале рассчитывают ориентировочный состав бетона, а затем
уточняют его по результатам пробных замесов и испытаний контрольных образцов
[6, 7].
Исходные
данные:
Тяжелый бетон М150;
Фракция 5-20мм;
ОК=2-4 см;
Песок: ρН=1500 кг/м3; ρИ=2500 кг/м3;
Цемент: ρН=1100 кг/м3; ρИ=3100 кг/м3;
Щебень: ρН=1600 кг/м3; ρИ=2700 кг/м3;ц=44 МПа; Rb=16 МПа;
Мк=1,4 мм.
Расчет состава бетона выполняют в такой последовательности:
. Определяют водоцементное отношение В/Ц - отношение массы воды к массе
цемента из условий получения требуемого класса бетона в зависимости от
активности цемента и качества материалов по формулам:
 при В/Ц
при В/Ц 0,4 (3.3.1);
0,4 (3.3.1);
 при В/Ц
при В/Ц 0,4 (3.3.2),
0,4 (3.3.2),
где
А1 и A2 - коэффициенты, учитывающие качество материалов, которые принимаются по
таблице 3.3.1 (А1=0,60); Rц - активность цемента, МПа; Rb - предел прочности бетона
на сжатие, МПа.

Таблица
3.3.1 - Значения коэффициентов, учитывающих качество материалов.
|
Характеристика материалов
для бетона
|
А1
|
А2
|
|
Высококачественные
|
0,65
|
0,43
|
|
Рядовые
|
0,60
|
0,40
|
|
Пониженного качества
|
0,55
|
0,37
|
Примечания:
) к высококачественным материалам относят:
портландцемент высокой активности с минимально допустимым количеством
гидравлической добавки, щебень из плотных пород, песок плотный крупный и
средней крупности. Заполнители должны быть не загрязненными, оптимального
зернового состава;
) к рядовым материалам относят: портландцемент средней
активности или высокомарочный шлакопортландцемент, заполнители среднего
качества, в том числе гравий;
) к материалам пониженного качества относят цементы
низкой активности, непрочные крупные заполнители, мелкие пески.
. Определяют расход воды В, кг/м3, в зависимости от удобоукладываемости
бетонной смеси, вида и крупности заполнителя ориентировочно или на основании
предварительных испытаний В=190 кг/м3.
. Определяют расход цемента Ц, кг/м3, по известному В/Ц и водопотребности
бетонной смеси:
 (3.3.3)
(3.3.3)
где
В=190 кг/м3 - расход воды; В/Ц - отношение массы воды к массе цемента.
Нормы
расхода цемента не должны превышать типовые по СНиП 5.01.23-83. Для
неармированных сборных изделий минимальная норма расхода цемента должна быть не
менее 200 кг/м3, для железобетонных изделий - не менее 220 кг/м3.
 кг.
кг.
.
Определяют расход крупного заполнителя Щ, кг/м3, по формуле:
 , (3.3.4)
, (3.3.4)
где
VПУСТ - пустотность щебня в рыхлонасыпанном состоянии, подставляется в формулу
в виде коэффициента, определяемого по формуле (3.3.5); рн.щ - насыпная
плотность щебня , кг/м3; rщ - истинная плотность щебня , кг/м3; a - коэффициент раздвижки зерен щебня.
 , (3.3.5)
, (3.3.5)
 .
.
 кг.
кг.
.
Определяют расход песка П, кг/м3, по формуле:
 , (3.3.6)
, (3.3.6)
где
Ц, В, Щ- расход цемента, воды, щебня в килограммах на 1 м3 бетонной смеси; rц, rв, rщ, rп - истинная плотность материалов, кг/м3.
 кг.
кг.
В
результате проведенных расчетов получаем следующий ориентировочный номинальный
состав бетона, кг/м3:
Цемент…..........................................................213
кг;
Вода………......................................................190
кг;
Песок…………………………………………557
кг;
Щебень……………………………………….1400
кг.
Плотность
бетона:
 кг/м3.
кг/м3.
.
Корректировка плотности бетона.
В
итоге получаем:
Цемент…..........................................................213
кг;
Вода………......................................................190
кг;
Песок…………………………………………583
кг;
Щебень……………………………………….1454
кг.
Плотность
бетона:  кг/м3.
кг/м3.
.
Корректировка состава с учётом влажности заполнителей.
Влажность
заполнителей составляет 8,5%.
Содержание
воды в щебне:
 ;
;  кг.
кг.
Содержание
воды в песке:
стеновой панель бетон смесь
 ;
;  кг.
кг.
Необходимое
количество воды затворения:
 ;
;  кг.
кг.
Но
этой воды не достаточно для затворения, по сему необходимо высушить заполнители
до влажности 3%.
Содержание
воды в щебне:
 ;
;  кг.
кг.
Содержание
воды в песке:
 ;
;  кг.
кг.
Необходимое
количество воды затворения:
;  кг.
кг.
Итого:
Цемент…..........................................................213
кг;
Вода………......................................................129
кг;
Песок
583 ………………………………..600 кг;
………………………………..600 кг;
Щебень1454 ………...………………….1498 кг.
………...………………….1498 кг.
Плотность
бетона:
 кг/м3.
кг/м3.
8.
Корректировка состава с учётом пластифицирующей добавки [8].
Мелассная
упаренная последрожжевая барда УПБ по ОСТ 18-126 добавляется в воду затворения
в размере 0,2-0,4 % от массы цемента в пересчете на сухое вещество. Полученный
раствор имеет 12% концентрацию.
Расход
материалов номинального состава после корректировки состава:
Цемент….........................................................213
кг;
Вода………......................................................190
кг;
Песок…………………………………………583
кг;
Щебень……………………………………….1454
кг.
Необходимое
количество добавки в сухом виде:
 ;
;  кг.
кг.
Определяем
расход материалов при уменьшении расхода цемента:
Уменьшаем
расход цемента на 10% - 21 кг
Уменьшаем
расход воды на 10% - 19 кг
Увеличиваем
расход песка и щебня до 595 и 1482 соответственно.
Расход
материалов на 1 м3 бетона с добавкой:
Цемент….........................................................192
кг;
Вода
+ добавка................................................171,6 кг;
Песок…………………………………………595
кг;
Щебень……………………………………….1482
кг.
Плотность
бетона:
 кг/м3.
кг/м3.
3.4 Основные положения проектирования технологии
БСЦ
Принимаем смесительный цех циклического действия - одноступенчатый; по
схеме расположения смесительных машин в плане - гнездовой; по способу
управления - механизированный.
Общий объем одного замеса:
VЗ=Q·KП.СМ/tР·NCM·tCM·n3·KЧ.Н),
где Q - производительность предприятия,
м3;
KП.СМ
- коэффициент, учитывающий потери бетонной смеси;
tр - расчетное число рабочих суток в году;
NCM -
число рабочих смен в сутки;
tсм -
длительность рабочей смены, ч;
nЗ -
нормативное число замесов в час;
Кч.н. - коэффициент часовой неравномерности выдачи бетонной смеси.
Принимаем для тяжелого конструкционного бетона KП.СМ=0,67 и KЧ.Н.=0,8,
для бетоносмесителя принудительного действия nЗ=30, tр=249
дней [1, стр. 13], NCM=2, tсм=8 ч.
 м3.
м3.
Принимаем
4 смесителя.
Объем
смесителя по загрузке:
Vсм =VЗ/(nсмbб),
где
VЗ - общий объем одного замеса, м3;
nсм - число
смесителей;
bб - коэффициент
выхода бетонной смеси, bб=0,67 [4, c.13];
Vсм=0,981/4×0,67=0,366 м3.
Принимаем
4 бетоносмесителя типа СБ-141 со следующими техническими характеристиками [10, cтр.
56]:
Объём
смесителя:
· по загрузке 375 л;
· по выходу 250 л;
Мощность двигателя 11 кВт.
Дозаторы принимаем циклического действия.
Принимаем для расчета дозаторов и складов заполнителя и цемента по
ОНТП-7-80:
· расход цемента 250 кг/м3 [1, стр. 5];
· расход песка максимальный для тяжелого бетона 675 кг/м3 [1,
стр. 6, 7];
· расход щебня максимальный 1350 кг/м3 [1, стр. 6, 7].
Определяем расход компонентов на 1 замес.
Коэффициент выхода бетона Кс=0,8 м3;
Емкость смесителя 375 л;
Объем одного замеса 0,375×0,8=0,3 м3
Ц=192×0,3=57,6
кг/замес;
В=129×0,3=38,7
кг/замес;
Щ=1498×0,3=449,4
кг/замес;
П=600×0,3=200,0
кг/замес.
Плотность песка и щебня 1500 кг/м3 [1, стр. 7].
Плотность цемента 1000 кг/м3 [1, стр. 11].
Принимаем следующие дозаторы (таблица 3.4.1) [12, стр 184; 10, стр. 62].
Таблица 3.4.1 - Технические характеристики автоматических дозаторов
циклического действия.
|
Наименование показателей
|
Для цемента
|
Для щебня
|
Для песка
|
Для воды
|
|
АВДЦ-1200М
|
2ДБП-1600
|
ДБП-800
|
АВДЖ-2400М
|
|
Пределы взвешивания, кг
Вместимость бункера, м3 Цикл дозирования, с Габариты, мм: длина ширина высота
Масса, кг
|
100÷300
0,18 60 1810 960 2070 490
|
400÷1600
1,27 45 2150 1280 2945 770
|
200÷800 0,78 30 1710 1040 2895 555
|
50÷500 0,54 90 1860 1100 2750 540
|
|
Примечание. Все дозаторы
имеют пневматический привод, обслуживаемый пневмосистемой с величиной
давления равной 0,5÷0,6
МПа.
|
Вместимость складов заполнителей и цемента определяем по формуле:
VСКЛ=nсм∙Vсм∙bб nз∙Qсм ∙tсм ∙Nсм ∙зс,
где nсм - число смесителей;
Vсм -
объем смесителя;
bб - коэффициент выхода бетонной смеси;
Qсм -
расход материала на 1 м3 бетона, м3;
зс - запас заполнителей или цемента на заводских складах, расчетные
рабочие сутки.
Для цемента Qсм=250 кг/м3=0,25
м3/м3;
зс =10 суток [1, стр. 10].
Для песка Qсм=675 кг/м3=0,45
м3/м3;
зс = 7 суток [1, стр. 9].
Для щебня Qсм = 1350
кг/м3=0,9 м3/м3;
зс =10 суток [1, стр. 9].
Vскл.цем=4×0,375×0,67×30×0,25×8×2×10=1206 м3.
С учетом коэффициента заполнения емкостей 0,9 [1, стр. 10]
Vскл.цем=1206/0,9=1340
м3 = 1340 т.
Vскл.песка=4×0,375×0,67×30×0,45×8×2×7=1520 м3.
С учетом коэффициента заполнения: Vскл.песка=1689 м3.
Vскл.щебня=4×0,375×0,67×30×0,9×8×2×10/0,9=4342 м3.
С учетом коэффициента заполнения: Vскл.щебня=4824 м3.
На большинстве действующих заводах действует схема склада цемента,
приведенная на рисунке 3.4.1 [11, стр. 189].
Рисунок 3.4.1 - Схема разгрузки-погрузки транспортных
средств на складе цемента.
1 - маневровая лебедка; 2 - вакуумный разгрузчик; 3 - винтовой конвейер с
очистной секцией; 4 - пневматический подъемник; 5 - пневматический винтовой
насос; 6 - аэрожелоб; 7 - донный разгружатель; 8 - восемь силосов; 9 - камера
осаждения с фильтром.
Принятые типы складов материалов и их характеристики приведены в таблице
3.4.2:
Таблица 3.4.2 - Технические характеристики складов материалов.
|
Материал
|
Тип склада
|
Вместимость
|
Число силосов (отсеков)
|
Годовой грузооборот
|
Площадь (длина×ширина)
|
|
Цемент
|
Прирельсовый, силосный
|
1700 т
|
6
|
102 тыс. т
|
-
|
|
Песок
|
Прирельсовый, закрытый
штабельно-полубункерный
|
3
|
2
|
85 тыс. м3
|
116×30
м
|
|
Щебень
|
|
6
|
4
|
170 тыс. м3
|
146×30
м
|
Заполнители подаются в расходные бункера БСЦ ленточным конвейером ТК-3 с
шириной ленты 650 мм и производительностью горизонтального 90 т/ч, наклонного
под углом 180 - 45 т/ч.
Число отсеков расходных бункеров принимаем равным по ОНТП-7-80 для:
цемента -2, для песка - 2, для щебня - 4 (2 секции БСУ) [1, стр. 14].
Объем отсеков расходных бункеров для заполнителей и цемента определяется
по формуле:
Vотс=2∙Vсм ∙bб ∙nз ∙зч ∙Qсм/nотс,
где Vсм - объем смесителя по загрузке, м3;
bб - коэффициент выхода бетонной смеси;
nз -
нормативное число замесов в час;
зч - запас материалов в расходных бункерах, ч;
Qсм -
расход материала на 1 м3 бетона, м3;
nотс -
число отсеков.
Для цемента запас - 3 ч, для заполнителей - 2 ч [1, стр. 14].
Для цемента:
Vотс=2×0,375×0,67×30×3×0,25/2=9,42 м3.
Для песка:
Vотс=2×0,375×0,67×30×2×0,45/2=6,78 м3.
Для щебня:
Vотс=2×0,375×0,67×30×2×0,9/4=6,78 м3.
Транспортируется бетонная смесь из БСЦ в формовочный цех по бетоновозной
эстакаде, оборудованной тремя тележками.
Общая технологическая схема приготовления бетонной смеси приведена на
рисунке 3.4.2.
Рисунок 3.4.2 - Технологическая схема приготовления
бетонной смеси.
1 - воронка выдачи готовой смеси; 2 - бетоносмеситель; 3 - сборная воронка;
4, 21, 22 - двухфракционные дозаторы цемента, заполнителей, жидкости
соответственно; 5, 17, 18, 19 - расходные бункера заполнителей, воды, добавок и
цемента соответственно; 6 - фильтры; 7 - указатель уровня; 8 - вентиляторы; 9 -
свободообрушители песка; 10 - вибраторы; 11 - поворотная воронка; 12 -
двухрукавная течка; 13 - ленточный конвейер; 14 - передаточный ленточный
конвейер; 15 - циклон; 16 - улавливатель цемента; 20 - аспирационная система.
Механизмами дозировочного управления отделения и бетоносмесительного
отделения управляет оператор с центрального пульта, дозирование осуществляется
автоматическими циферблатными дозаторами. Они работают в паре с вторичными
приборами, установленными в помещении оператора. Управление выпускными
затворами дозаторов и бетоносмесителей осуществляется пневмоприводами с
электромагнитными клапанами. Всеми производственными процессами управляет
оператор из центрального пульта, в котором кроме пульта управления размещен щит
технологической световой сигнализации.
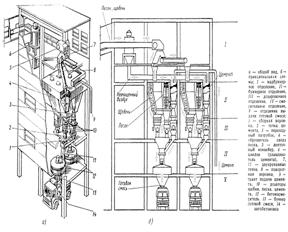
Рисунок 3.4.3 - Принципиальная схема расположения
оборудования и движения материалов на БСЦ
 - движение цемента; - движение песка; - движение щебня; - движение готовой бетонной смеси.
- движение цемента; - движение песка; - движение щебня; - движение готовой бетонной смеси.
3.5 Основные положения технологии арматурного
цеха
Арматурная сталь Вр1 (Ø 5 мм) поступает в бухтах, АII
(Ø10, Ø12) и
АIII
(Ø10, Ø12, Ø16) поступает в прутках. Для правки арматуры, поступающей в
мотках, принимаем правильно-отрезные станки, которые одновременно проводят
чистку стали.
Разрезать стержневую арматуру класса АIII в следует в холодном состоянии с помощью механических
или гидравлических ножниц. Резка стержней электрической дугой не допускается.
Принимаем правильно-отрезной станок СМЖ-357 [12, стр.25], имеющий следующие
характеристики:
диаметр арматуры гладкой 4-10 мм, периодического профиля 6-8 мм;
длина прутков 1000-9000 мм;
точность +3; -2;
скорость подачи и правки арматуры 31 м/мин;
мощность электродвигателя 12,6 кВт.
А также правильно-отрезной станок И-6118 [12, стр.25]:
диаметр гладкой арматуры 2,5 - 6,3 мм;
точность ±2;
скорость подачи и правки арматуры 25 м/мин;
мощность электродвигателя 6,9 кВт,
Для резки арматурной стали, поставляемой в прутках, принимаем станок
СМЖ-1725 [12, стр.32], имеющий следующие характеристики:
наибольший диаметр арматуры класса А-I - 40 мм; А-II -
36 мм; АIII-25мм;
число ходов ножа в мин 33;
ход ножа 45 мм;
мощность электродвигателя 3 кВт,
Для гибки стержневой арматуры принимаем станок СМЖ-173А [12, стр.37];
максимальный диаметр изгибаемого прутка из стали класса А-1- 40мм,
А-3-32мм;
мощность электродвигателя 3 кВт;
габаритные размеры 760x780x780 мм.
Для резки коротких стержней принимаем станок АРС-М [12, стр.27]:
диаметр отрезаемых стержней 3-55 мм;
класс арматуры В-I, Вр-I:
длина отрезаемых стержней, наименьшая - 50 мм, наибольшая - 1000 мм;
число резов в мин - 42,
мощность электродвигателя 4 кВт;
габаритные размеры 1160x1040x665 мм.
Для сварки сеток и каркасов прижимаем крестообразный тип сварных
соединений, выполняемых контактной точечной сваркой. Этот способ позволяет
механизировать и автоматизировать процесс изготовления плоских сварных изделий.
Для сварки сеток принимаем одноточечную сварочную машину МТ-2102 [12, стр.45]:
наибольший диаметр свариваемой арматуры 22x22 мм;
потребляемая мощность 10кВт.
Для монтажных сварочных операций при сборке элементов каркасов для
дуговой электрической сварки принимаем сварочный аппарат переменного тока:
марка трансформатора ТСП-1;
марка регулятора номинальная;
мощность 12 кВт [13, стр. 187].
Для изготовления объемных арматурных каркасов принимаем установку СМЖ-56
[12, стр. 52]:
положение сборки каркасов - вертикальное;
число одновременно собираемых каркасов -1;
максимальные размеры каркасов 7200x3600x300 мм, диаметры свариваемой
арматуры от 5×5 до 12×16 мм;
габаритные размеры установки 8400x3180x4600 мм.
Для изготовления закладных деталей тавровыми соединениями под флюсом
принимаем сварочный автомат АДФ-2001 [12, стр.62];
диаметр привариваемых анкерных стержней 8-40 мм;
производительность 200 сварок/ч.
Число правильно-отрезных установок определим по формуле:
 ,
,
где
Q - годовая производительность завода, шт.;
Nст -
приведенное количество стержней в изделии, шт;
Qу.о.-
производительность установки по очистке, шт/ч.
Для
наружных стеновых панелей Lст = 67,98 м;
 .
.
Принимаем
1 установку.
3.6 Основные положения технологии формовочного
цеха
.6.1 Определение количества основного и вспомогательного
оборудования
Таблица 3.6.1.1 - Определение количества формовочных постов.
Изделие Размер
изделия Характеристика изделия Производительность Расчётный
цикл формования r, мин Количество изделий в форме а, шт Vбет
в форме, м3 Потребное количество формовочных циклов в год  Потребное количество формовочных постов С, шт
Потребное количество формовочных постов С, шт
|

|
|
|
|
L, мм
|
B, мм
|
H, мм
|
Vбет, м3
|
Вес, т
|
Марка бетона
|
В год
|
В сутки
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
n, шт n∙Vбет,
м3 n∙L∙B, м2  ,
,
|
шт , м3 , м3 , м2 , м2
|
|
|
|
|
|
|
|
|
|
Панель стеновая наружная
|
2500
|
6000
|
300
|
1,44
|
3,51
|
150
|
27777
|
40000
|
333333
|
112
|
160
|
1338
|
30
|
1
|
1,44
|
27777
|
ЦГ=7968 С=3,486≈4
|
|
Марш лестничный
|
3030
|
1200
|
250
|
0,68
|
1,7
|
300
|
31872
|
54180
|
115886
|
128
|
217
|
465
|
30
|
2
|
3,4
|
15936
|
ЦГ=7968 С=2
|
|
Фундаментные блоки стен и
подвалов ФБС 24.6.6
|
2380
|
600
|
580
|
0,82
|
1,5
|
300
|
31872
|
26135
|
45513
|
128
|
12,6
|
183
|
15
|
2
|
1,64
|
15936
|
ЦГ=15936 Собщ=1
|
Для производства наружных стеновых панелей необходимо 4 формовочных
постов при мощности в 87,15% от максимально возможной.
Таблица 3.6.1.2 - Определение максимально возможной мощности.
Изделие Размер
изделия Характеристика изделия Производительность Расчётный
цикл формования r, мин Количество изделий в форме а, шт Vбет
в форме, м3 Потребное количество формовочных циклов в год Потребное количество формовочных постов С, шт
|
|
|
|
|
L, мм
|
B, мм
|
H, мм
|
Vбет, м3
|
Вес, т
|
Марка бетона
|
В год
|
В сутки
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
n, шт n∙Vбет,
м3 n∙L∙B, м2 ,
|
шт, м3, м2
|
|
|
|
|
|
|
|
|
|
Панель стеновая наружная
|
2500
|
6000
|
300
|
1,44
|
3,51
|
150
|
31872
|
45895
|
478080
|
128
|
184
|
1920
|
30
|
1
|
1,44
|
31872
|
ЦГ=7968 С=4,0
|
Итого при полной загрузке технологической линии по производству наружных
стеновых панелей максимально достигнутая мощность составит 31 872 изделия в год
вместо 27 777 или 45 895 м3 вместо 40 000 м3 [14, стр 101].
Таблица 3.6.1.3 - Основное оборудование технологической
линии по производству наружных стеновых панелей.
|
№ п/п
|
Наименование
|
Тип, марка
|
Количество единиц
|
|
1 2 3 4 5 6 7 8 9 10 11 12
13 14 15 16
|
Поддон-вагонетка
Кантователь Устройство для чистки и смазки Бетоноукладчик Отделочная машина
Виброплощадка Заглаживающее устройство Тоннельная пропарочная камера Мостовой
кран Подъемник Снижатель Транспортер Рельсы Самоходная тележка Бункер
бетонной смеси Бетонораздатчик
|
СМЖ-444-02 СМЖ-439 СМЖ-453
СМЖ-166Б СМЖ-461-01 СМЖ-773 СМЖ-463 СМЖ-445 Г1-92Д СМЖ-458 СМЖ-438 СМЖ-2-2
Н.0. СМЖ-151А БМ СМЖ-413
|
88 4 4 4 4 4 4 4 4 2 2 4 4
комплекта 8 2 2
|
3.6.2 Проектирование технологической линии
На заводах крупнопанельного домостроения для изготовления наружных
трехслойных стеновых панелей с проемами используют конвейерный способ производства.
Линия представляет собой горизонтально расположенный тележечный конвейер
с автоматизированным комплексом агрегатов, последовательно выполняющих:
· подготовку поддонов-вагонеток;
· укладку арматуры и бетонной смеси;
· распределение и уплотнение бетонной смеси;
· подачу в камеру тепловой обработки непрерывного действия;
· тепловую обработку;
· распалубку и осмотр готового изделия.
Песок, щебень и цемент транспортерами доставляются в расходные бункера
бетоносмесительного узла и далее через дозаторы поступают в бетономешалку.
Бетонная смесь поступает по системе ленточных транспортеров в передвижной
бетоноукладчик.
Затем на специальном посту укладывают и фиксируют оконные коробки и
различные вкладыши. После этого, по команде с пульта управления,
поддон-вагонетка передвигается на пост формования, оборудованный виброплощадкой
СМЖ-773 с бортовой оснасткой немедленной распалубки, где автоматически
устанавливаются и наглухо запираются продольные и поперечные борта. Затем
двухбункерный бетоноукладчик СМЖ-166Б укладывает наружный слой бетона. Затем
укладывается утеплитель, после чего бетоноукладчиком укладывается раствор
верхнего слоя, который разравнивает и заглаживает его валиком машина СМЖ-463.
После этого открывается бортовая оснастка и изделие на поддоне-вагонетке
поступает в камеру тепловой обработки через снижатель СМЖ-438. Тепловая
обработка наружных стеновых панелей осуществляется в подпольных щелевых камерах
непрерывного действия в течение 12 ч.
Продолжительность тепловой обработки - 12 ч, из них:
· подъём температуры - 3,5 ч;
· изотермический прогрев - 6,5 ч при t°=75-80 °C;
· охлаждение - 2ч.
После тепловой обработки изделие извлекается из туннельной пропарочной
камеры подъёмником СМЖ-458 и на поддоне-вагонетке транспортером СМЖ-2-2
подаётся на пост, где извлекаются вкладыши и фиксаторы, после чего цикл
повторяется.
До полной заводской готовности изделие доводится на отдельном посту, где
панели оснащают столярными изделиями, маркеруют в соответствии с ГОСТ 23009 и
др.
Приемку панелей следует производить партиями в соответствии с
требованиями ГОСТ 13015.1-81 и ГОСТ 11021-81. В состав партии включают панели
одного типа из бетона одного класса (или марки) по прочности на сжатие и одной
марки по средней плотности, изготовленные по одной технологии из материалов
одного вида и качества в течение не более суток. Панели партии при приемке их
по показателям точности геометрических параметров и качества бетонных
поверхностей, контролируемых путем обмера готовых панелей, следует разбивать на
группы. В каждой группе должны быть панели одного типоразмера. При этом, если в
панелях имеются проемы, группу следует образовывать из панелей с одинаковым
видом и числом проемов. Допускается объединять в одну группу панели разной
длины с одинаковым видом и числом проемов. Приемочным испытаниям нагружением
для определения прочности, жесткости и трещиностойкости следует подвергать те
панели, необходимость контроля которых по одному, двум или всем этим
показателям установлена проектной документацией. Испытания панелей нагружением
проводят перед началом массового изготовления панелей и в дальнейшем - при
изменении их конструкции в соответствии с СТБ 8829-94. Допускается с разрешения
проектной организации - автора проектной документации на конкретные здания не
проводить испытания панелей нагружением при изменении их конструкции (в том
числе армирования), если эти изменения не приводят к снижению прочности,
жесткости и трещиностойкости панелей.
При приёмочном контроле осуществляют приёмку готовых изделий на основании
данных входного (§3.2) и операционного контроля (приложение 2).
Качество панелей по результатам их испытаний нагружением следует
оценивать в соответствии с требованиями СТБ 8829-94 и указаниями проектной
документации.
Для вывоз панелей на склад используется самоходная тележка СМЖ-151А
3.6.3 Циклограмма работы машин технологической линии
Рисунок
3.6.3.1 - Цклограмма работы машин технологической линии.
Ф1-Ф19 - Передвижение формы-вагонетки; К1-К6;К1~-К19~- Крановые операции;
Ч1-Ч4 - Операции машины по чистке и смазке формы; Б1-Б5 - Работа
бетоноукладчика; В1-В4 - Работа виброплощадки; З1-З4 - Работа машины по
заглаживанию поверхности изделия;
3.7 Определение необходимой производственной
площади
Необходимая производственная площадь БСЦ составляет 144 м2 с учётом
размещения 4-х бетоносмесителей в плане.
Производственная площадь арматурного цеха для нужд реконструируемого 3-го
пролета ориентировочно определяется по формуле:
Sa=ma/Ca,
где ma - производство арматурных изделий в
год, т;
Са - съем арматурных изделий с 1 м2 площади цеха в год, равный 3 т.
ma=0,15662∙31872+0,02329∙31872+0,00271·31872=5820,46
т.
С учетом 3% отходов [1, стр. 12] ma=5995,07 т.
Sa=5995,07/3=1998,36
м2.
Вспомогательная площадь между отделениями арматурного цеха для хранения
запаса полуфабрикатов арматурных элементов и размещения в цехе готовых
арматурных изделий определяется по формуле:
Sa.з= maза.э/(tрNсмtсм mу.а),
где ma - потребность в арматурных изделиях
в год, т;
за.э - норма запаса арматурных элементов, ч;
mу.а -
усредненная масса арматурных изделий, размещенных на 1м2 площади цеха, т.
за.э=8 ч; mу.а=0,1 т [1,
стр. 12, 11].
Sа.э.=5995,07×8/(249×2×8×0,1)=120,38 м2.
Площадь для хранения арматурной стали:
Sа.скл=
mа за.с/(tрmу.с),
где за.с - норма запаса арматурной стали на складе, сут;
mу.с -
усредненная масса металла, размещенных на 1 м2 площади склада, т.
за.с=25 суток; mу.с=3,2
т [1, стр. 11].
Sа.скл=5995,07×25/(249×3,2)=188,10 м2.
Вспомогательная площадь в формовочном цехе для хранения форм и оснастки,
находящийся в эксплуатации, или для текущего их ремонта определяется:
Sпр.ф(р)=Sх(р)nc,
где Sх(р) - норма требуемой площади на
каждые 100 т форм, м2, Sх(р)=50
м2 [1, стр. 16];
nс -
число сотен тонн форм в цехе.
Металлоемкость формы для наружной стеновой панели равна 1,8 т.
nс=88∙1,8/100=1,58
сотен тонн.
Sпр.ф(р)=50×1,58=79 м2.
Металлоемкость формы для лестничных маршей равна 1,8 т.
nс=44∙1,8/100=0,70
сотен тонн.
Sпр.ф(р)=50×0,70=35 м2.
Металлоемкость формы для ФБС равна 1,2 т.
nс=10∙1,2/100=0,12
сотен тонн.
Sпр.ф(р)=50×0,12=6 м2.
Вспомогательная площадь для хранения в формовочном цехе запаса арматурных
изделий определяется по формуле:
Sпр.а=
maзач/(tрNсмtсм mу.а),
где зач - норма запаса арматурных элементов в формовочном цехе, зач=4 ч
[1, стр.15].
Sпр.а=5995,07×4/(249×2×8×0,1)=60,19 м2.
Вспомогательная площадь в формовочном цехе для размещения столярных и
других изделий определяется по формуле:
Sпр.з=
mкзк/(tрNсмtсм mу.к),
где mк - годовая потребность в столярке,
тепло и гидроизоляционных и отделочных материалах, кг;
зк - норма запаса материалов, ч;
mу.к.
- норма размещения материалов на 1 м2 площади формовочного цеха.
зк = 4 ч [1, стр.15]; mу.к.=
100 кг.
Для наружных стеновых панелей потребность в деревянных пробках составит:
mк=0,5×8×31872=127488 кг
Sпр.з=127488×4/249×2×8×100=1,28 м2.
Для наружных стеновых панелей потребность в гидроизоляционных материалах
составит:
mк=0,2×8×31872=50995 кг
Sпр.з=50995×4/249×2×8×100=0,5 м2.
Для наружных стеновых панелей потребность утеплителе составит:
mк=77,4×31872=2466893 кг
Sпр.з=2466893×4/249×2×8×100=24,77 м2.
.8 Определение высоты цеха до низа
стропильной конструкции
Высота цеха определяется по формуле:
H = h1 + h2 + h3 + h4 + h5 +h6,
где h1 - наибольшая высота
технологического оборудования, м;
h2 -
минимальное расстояние между оборудованием и грузом, h2 ≥ 500 мм;
h3 -
высота наиболее крупногабаритного груза;
h4 -
расстояние от верха груза до центра крюка, определяемое конструкцией траверсы,
либо строп, h4 ≥ 1000
h5 -
расстояние от центра крюка в предельное верхнее положение до высоты кранового
рельса, h5 = 600 мм;
h6 -
расстояние от верха головки кранового рельса до низа стропильной конструкции, h6 = 3 м.
Наибольшая высота технологического оборудования (бетоноукладчика)
составляет h1 = 3,0 м; высота наружной стеновой
панели равна h3 = 2,5 м.
H =
3,0 + 1,5 + 2,5 + 1,4 + 0,6 + 3,0 = 12,0 м.
Принимаем высоту цеха 12 м.
3.9 Определение потребной численности рабочих и
цехового персонала
Количество вспомогательных рабочих составляет от 8 до 10 % от
производственных рабочих. Количество ИТР составляет 8-10 %, служащих - 4-5 %,
МОП - 2-3 % к общему количеству. Штатная
ведомость цехов приведена в таблице 3.9.1.
Таблица 3.9.1 - Штатная
ведомость цехов
|
№ п/п
|
Наименование работ
|
Число работающих
|
Длительность смены
|
|
|
1 смена
|
2 смена
|
Всего
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
1
|
Бетоносмесительный цех
Начальник цеха начальник цеха
|
Производственные рабочие
|
|
|
6
|
6
|
12
|
8
|
|
|
Цеховой персонал
|
|
|
|
|
1
|
8
|
|
2
|
Арматурный цех
|
Производственные рабочие
|
|
|
8
|
8
|
16
|
8
|
|
|
Цеховой персонал
|
|
Начальник цеха
|
|
|
1
|
8
|
|
Старший мастер
|
|
|
1
|
8
|
|
Сменные мастера
|
1
|
1
|
2
|
8
|
|
3
|
Формовочный цех
|
Производственные рабочие
|
|
Производство наружных
стеновых панелей (4 пролет)
|
14
|
14
|
28
|
8
|
|
Производство наружных
стеновых панелей (3 пролет)
|
14
|
14
|
28
|
8
|
|
Производство лестничных
маршей
|
11
|
11
|
22
|
8
|
|
Производство плит ФБС
|
9
|
9
|
18
|
8
|
|
|
Цеховой персонал
|
|
Начальник цеха
|
|
|
1
|
8
|
|
Старший мастер
|
|
|
1
|
8
|
|
Сменные мастера
|
2
|
2
|
4
|
8
|
|
4
|
Склады
|
20
|
20
|
40
|
8
|
|
5
|
Мастерские ремонтные
|
7
|
7
|
14
|
8
|
|
6
|
Транспорт
|
6
|
6
|
12
|
8
|
|
|
|
|
|
|
|
Итого: производственных рабочих 124 чел.
вспомогательных рабочих 26 чел.
цехового персонала 11 чел.
чел.
ИТР 13 чел.
Служащих 9 чел.
МОП 5 чел.
ИТОГО ПО ЗАВОДУ: 240 чел.
3.10 Расчёт потребности в энергетических
ресурсах
Расход электроэнергии приведен в таблице 3.10.1.
Таблица 3.10.1 - Расход
электроэнергии.
|
Наименование оборудования
|
Кол.
|
ПВ, 100%
|
Мощность электродвигателя,
кВт
|
Коэффициент использования
во времени
|
Потребляемая мощность, кВт
|
|
|
|
Единицы
|
Общая
|
|
|
|
1. Бетоноукладчик 2.
Виброплощадка 3. Машина отделочная 4. Тележка для вывоза продукции 5. Тележка
для ввоза арматуры 6. Кантователь 7. Ленточный конвейер 8. Кран мостовой 9.
Конвейер 10. Устройство для чистки и смазки 11. Бетонораздатчик 12. Подъёмник
13. Снижатель
|
6 6 4 4 4 4 4 8 6 6 2 3
3
|
0,7 0,1 0,38 0,1 0,1 0,4
0,94 0,25 0,35 0,35 0,44 0,55 0,55
|
30 90 18,5 7,5 7,5 22
2,2 62 15,5 17 11 25 25
|
180 540 37 30 30 88 8,8
496 93 102 22 75 75
|
0,55 0,55 0,5 0,35 0,35
0,6 0,3 0,35 0,35 0,4 0,6 0,4 0,3
|
69,3 29,7 14,03 1,05
1,05 21,12 2,48 43,4 11,39 14,28 5,8 16,5 12,4
|
|
Итого
|
242,5
|
3.11 Сводные технико-экономические показатели
Основные технико-экономические показатели приведен в таблице 3.10.1.
Таблица 3.11.1 -
Технико-экономические показатели.
|
№ п/п
|
Наименование показателей
|
Ед. измерения
|
Кол-во
|
|
1. 2. 3. 4. 5. 6. 7.
|
Производительность
Потребность в бетонной смеси Потребность в арматурной стали Среднесписочное число
рабочих Энерговооруженность Выпуск продукции на одного рабочего Съём
продукции с м2 площади цеха
|
м3 м3 т чел. кВт м3 м3
|
140 000 145 895 5995 96
242,5 1519,7 40,5
|
4.
Мероприятия по охране труда,
противопожарной безопасности и природоохранительные
4.1 Охрана труда и техника безопасности
Производство панелей стеновых наружных осуществляется по конвейерной
технологии, связанной с работой машин, механизмов, конвейеров и других
устройств.
Работа людей осуществляется в зоне действия мостовых кранов.
В соответствии с «Правилами техники безопасности и производственной
санитарии в промышленности строительных материалов» и СНиП III-4-80 «Техника безопасности в
строительстве» и самостоятельной работе с оборудованием по производству сборных
железобетонных изделий допускаются лица, не моложе 18 лет, прошедшие
медицинское освидетельствование, обученные правилам эксплуатации оборудования и
имеющие удостоверение о сдаче экзамена по технике безопасности.
Производственное оборудование должно соответствовать требованиям ГОСТ
12.2.003-74.
Все электрооборудование и пульты управления на технологической линии
должны быть заземлены в соответствии с «Правилами эксплуатации
электроустановок».
Все операции производственного процесса должны осуществляться в строгой
технологической последовательности.
В целях предупреждения производственного травматизма должны соблюдаться
следующие требования:
· складирование материалов должно осуществляться только в
строго сведенных для них местах, с соблюдением разрывов для проходов между
штабелями, контейнерами и др.;
· проходы не должны загромождаться;
· грузовые потоки должны осуществляться по технологической
схеме;
· подъемно-транспортные механизмы, грузозахватные
приспособления и тара должны быть своевременно испытаны и иметь соответствующие
бирки;
· на все машины и механизмы заводом должны быть разработаны
инструкции по безопасной их эксплуатации;
· движущиеся части производственного оборудование, являющиеся
источником опасности, должны быть ограждены сетчатыми или сплошными
металлическими ограждениями;
· эксплуатация оборудования при снятых или неправильно
установленных ограждениях запрещается;
· пуск производственного оборудования должен производиться
после подачи предупредительного звукового сигнала;
· рабочие места и оборудование должны быть освещены согласно
норм освещения.
Ремонт машин, механизмов и технологического оборудования должен
производиться специальным персоналом.
Перед началом ремонтных работ необходимо:
1. отключить от электропитающей сети электродвигатели приводов
ремонтируемого оборудования и его загрузочных и разгрузочных устройств;
2. вынуть предохранители из электрораспределительных устройств
приводов;
. отсоединить электродвигатели приводов от оборудования;
. на пусковые устройства повесить запрещающий знак безопасности по
ГОСТ 12.4.026-76 с поясняющей надписью «Не включать - работают люди!»
В цехе и на рабочих местах должны быть вывешены таблицы сигналов и
инструкций о порядке пуска и остановки оборудования.
Все рабочие и инженерно-технические работники конвейерной линии должны
знать место расположения рубильников, отключающих напряжение в троллеях
мостовых кранов, знать места расположения пультов управления и уметь остановить
движение конвейеров и машин.
Рабочие места на всех постах должны быть постоянно убраны, не допускается
загромождение их посторонними предметами.
Чистка производственного оборудования должна производиться специально
предназначенным для этих работ инструментом (щетками, скребками, крючками и
др.)
Запрещается производить чистку и уборку работающего оборудования.
Смазывать движущиеся детали механизмов во время работы оборудования
запрещается.
Все рабочие цеха должны быть обеспечены спецодеждой по ГОСТ 12.4.109-82,
рукавицами по ГОСТ 12.4.010-75 и защитными касками по ГОСТ 12.4.087-84.
Техника безопасности при выполнении грузоподъемных и транспортных работ
При подъеме и перемещении груза крановщик обязан:
· производить подъем и перемещение груза только по сигналам
стропальщика, подавая предупредительные звуковые сигналы;
· крюк подъемного механизма установить над грузом так, чтобы
при подъеме груза исключалось наклонное положение грузового каната;
· при подъеме груза по массе, близкой к паспортной
грузоподъемности крана, предварительно поднять груз на высоту не более 0,2-0,3
м, чтобы убедиться в исправности строповки, после чего производить его подъем
на нужную высоту;
· грузы, перемещаемые горизонтально, должны быть подняты не
менее чем на 0,5 м выше встречающихся на пути предметов.
Крановщику запрещается оставлять на площадке и механизмах крана
инструмент, детали, посторонние предметы.
Включение и остановку механизмов крана крановщик должен производить
плавно, без рывков.
Крановщик должен остановить кран по сигналу «Стоп», кем бы этот сигнал не
подавался.
После окончания работы крана крановщик обязан:
1. после расстроповки груза поднять крюк в верхнее положение;
2. выключить рубильник, отключающий напряжение;
. закрыть дверь на замок;
. сделать соответствующую запись в вахтенном журнале, сдать кран
сменщику.
Перед началом работы стропальщик должен подобрать грузозахватные
приспособления, соответствующие массе и характеру поднимаемого груза. Стропы
должны подбираться с учетом числа лет ветвей такой длины, чтобы угол между
ветвями не превышал 90°.
При строповке грузов стропальщик должен руководствоваться следующими
указаниями:
· строповку грузов следует производить в соответствии со
схемами строповки грузов;
· запрещается производить строповку груза, масса которого
неизвестна;
· строповку груза следует производить за все подъемные петли, а
при отсутствии петель в арматурных изделиях с помощью чалок, которые должны
быть освидетельствованы как и все грузозахватные приспособления;
· запрещается пользоваться поврежденными или немаркированными
грузозахватными приспособлениями.
· Перед подачей сигнала о подъеме груза стропальщик должен:
· убедиться, что груз надежно закреплен и ничем не
удерживается;
· убедиться, что на грузе отсутствуют посторонние предметы;
· убедиться в отсутствии людей около груза, между поднимаемым
грузом и штабелем изделий.
Стропальщик должен сопровождать груз при перемещении и следить, чтобы он
не перемещался над людьми и не мог за что-либо зацепиться.
При подъеме изделия с формы, укладки в горизонтальное положение или
подъеме из горизонтального положения стропальщик должен находиться сбоку вне
зоны движения панели. При транспортировке панели на линию доводки стропальщик
сопровождает ее сзади, расстроповку производить со специальной площадки. При
установке панели в вертикальный стеллаж (стационарный) или при подъеме из него,
стропальщик должен находиться на боковой площадке обслуживания. Строповку и
расстроповку изделий в одиночных вертикальных стеллажах необходимо производить
с инвентарной лестницы. После строповки панели лестницу убрать и находиться при
подъеме с торца панели. При подъеме формы, бадьи, других предметов стропальщик
должен находиться вне зоны их движения на безопасном расстоянии. При съеме
панелей с конвейера доводки стропальщик должен находиться на специальной
площадке. При заведении панели в отсек тележки для вывоза на склад готовой
продукции опустить панель максимально над тележкой. При установке панели
стропальщик должен находиться на боковой площадке тележки.
Смазку форм во избежание кожных заболеваний выполнять в резиновых
перчатках.
Запрещается:
· работать при неисправной или отсутствующей звуковой
сигнализации;
· находиться в зоне возможного падения груза;
· стропальщику устанавливать груз в неустойчивое положение;
· поднимать груз, превышающий грузоподъемность крана и других
грузоподъемных механизмов;
· пользоваться поврежденными или немаркированными
грузозахватными приспособлениями и тарой;
· находиться на конвейере во время его движения;
· находиться на смазанной поверхности оснастки, курить и
производить на ней электросварочные работы;
· находиться на форме в момент уложения бетонной смеси;
· работать на неисправном оборудовании и при снятых кожухах
ограждений;
· смазывать вручную движущиеся детали механизмов во время
работы оборудования;
· производить отделку, исправление, осмотр конструкций на весу.
Противопожарные мероприятия.
В цехе должны быть установлены первичные средства пожаротушения: бочки с
водой, ящики с песком, огнетушители.
По окончании работы силовые электротехнические установки, переносные
трансформаторные установки для сварочных работ, электроосвещение должны выключаться.
Механическое оборудование, электротехнические и вентиляционные установки,
радиаторы парового отопления периодически очищают от пыли.
Все поступающие на работу должны пройти инструктаж по правилам
противопожарной безопасности.
4.2 Мероприятия по охране окружающей среды
Защита окружающей среды - это комплексная проблема, требующая усилий
ученых многих специальностей. Важными направлениями экологизации на
предприятиях производства железобетонных конструкций следует считать:
1. Совершенствование технологических процессов и разработку нового
оборудования с меньшим уровнем вредных воздействий на окружающую среду.
2. Аппараты и системы для очистки газовых и паровых выбросов из
пропарочной камеры в атмосферу.
. Глушители шума при сбросе газов в атмосферу.
. Виброизоляторы технологического оборудования.
Приложение 1
Таблица П1.1 - Требования к категориям бетонной поверхности конструкции.
|
Категория бетонной
поверхности конструкции
|
Основное назначение
поверхности конструкции
|
Основной способ получения
поверхности
|
|
|
примыкающей к форме при
формовании конструкции
|
открытой при формовании
конструкции
|
|
А1
|
Глянцевая поверхность, не
требующая отделочного покрытия на строительной площадке
|
Формование конструкций в
формах со стеклопластиковой или другой глянцевой поверхностью, а также в
обычных формах с использованием парафинов и других восковых композиций,
эмульсионных смазок на их основе
|
-
|
|
А2
|
Поверхность, подготовленная
под улучшенную окраску (без шпатлевания на строительной площадке) или
высококачественную окраску (с одним слоем шпатлевки на строительной площадке)
|
Формование конструкций в
горизонтальном положении с использованием качественных эмульсионных смазок и,
при необходимости, методом водной пластификации. Формование конструкций в
горизонтальном или вертикальном положении с оследующим механизированным
шпатлеванием всей поверхности на предприятии
|
-
|
|
А3
|
Поверхность, подготовленная
под декоративную отделку пастообразными составами (без шпатлевания на
строительной площадке); под улучшенную или высококачественную окраску; под
оклейку обоями
|
Формование конструкций в
горизонтальном положении, а также в вертикальном положении с последующим
механизированным шпатлеванием части поверхности на предприятии
|
Формование конструкций в
горизонтальном положении с заглаживанием поверхностей специализированными
машинами
|
|
А4
|
Поверхность, подготовленная
под оклейку обоями, линолеумом и другими рулонными материалами; под облицовку
плиточными материалами на клею
|
Формование конструкций в
горизонтальном или вертикальном положении
|
Формование конструкций в
горизонтальном положении с заглаживанием поверхностей специализированными
машинами
|
|
А5
|
Поверхность, подготовленная
под облицовку плиточными материалами на растворе
|
То же
|
Формование с последующим
заглаживанием поверхности
|
|
А6
|
Поверхность, подготовленная
под простую окраску, а также неотделываемая поверхность, к которой не
предъявляют требования по качеству
|
То же
|
То же
|
|
А7
|
Поверхность, не видимая в
условиях эксплуатации
|
То же
|
Формование с выравниванием
поверхности в процессе вибрирования
|
Примечание. Категории А2 - А4 в зависимости от вида
конструкций могут назначаться для готовых неотделываемых на строительной
площадке поверхностей или поверхностей, подготовленных под различные виды
окраски без шпатлевания на строительной площадке.
Приложение 2
Операционный контроль на стадиях производства
продукции
Таблица П2.1 - Контролируемы технологические параметры операционного
контроля.
|
Наименование
технологического процесса и контролируемые технологические параметры
|
Величина показателя
|
Периодичность проведения
контроля
|
|
1. Технические требования к
формам 1.1. Допускается образование рабочих поверхностей элементов форм из
нескольких частей. Перепад листов в месте стыка, не более 1.2. Кромка
выступающего листа должна быть зачищена по всей длине стыка на ширину, не
менее 1.3. Сварные швы на рабочих поверхностях должны быть зачищены заподлицо
с рабочей поверхностью. 1.4. Отклонения внутренних линейных размеров
собранных форм по высоте бортов от плоскости поддона, не более: при высоте
борта до 200 мм при высоте борта свыше 200 мм 1.5. Предельные отклонения
внутренних размеров собранных форм, не более: для интервала номинальных
размеров, мм: до 1600 св. 1600 до 2500 св. 2500 до 4000 св. 4000 до 8000
1.6.1. Перепад между кромками бортов, не более 1.6.2. Превышение поперечных
бортов над продольными не допускается 1.7. Предельное отклонение от
номинального положения каждого элемента формы, образующее отверстие (выемку)
или выступ в изделии, не должно превышать 1.8. Предельные отклонение
проектных размеров в плане элементов формы, образующих сквозные отверстия, от
номинальных, а также выемки в изделиях не должны превышать образующие выступы
не должны превышать 1.9. Борта форм должны плотно примыкать друг к другу,
поддону и разделителям, зазоры в отдельных местах примыкания не должны
превышать общая длина местных зазоров не должна превышать 1.10. Отклонения от
прямолинейности рабочих поверхностей поддона, бортов и разделителей не должны
превышать по всей длине: до 4000 мм св. 4000 до 8000 мм. 1.11. Отклонения от
плоскости рабочей поверхности поддона формы не должны превышать: при длине
поддона св. 2500 до 4000 мм, при ширине св. 2500 мм при длине поддона св.
4000 до 8000мм, при ширине св. 2500 мм 2. Качество чистки форм 2.1.
Тщательная очистка от остатков бетона поверхностей форм 3. Качество
эмульсионной смазки 3.1. Вязкость 3.2. Температура 4. Качество нанесения
смазки 4.1. Смазка должна наноситься тонким ровным слоем толщиной, не более
5. Качество изготовления арматурных пространственных каркасов 5.l.
Соответствие рабочим чертежам (классы арматуры и диаметры) 5.2. Отклонения
геометрических размеров - по длине до 4500 мм св. 4500 до 9000 мм - по ширине
до 1500 мм свыше 1500 мм - по высоте св. 250 до 400 мм свыше 400 мм 5.З.
Расстояней между стержнями, мм: до 50 св. 50 до 100 св. 100 6. Качество
закладных изделий 6.1. Соответствие рабочим чертежам 6.2. Отклонения
геометрических размеров, мм не более: габаритных размеров плоских элементов
размеров анкерных стержней по длине расстояние между анкерными стержнями 6.3.
Отклонение от заданного угла 6.4. Толщина антикоррозионного покрытия 7.
Качество установки арматурного пространственного каркаса 7.1. Установка
арматурного каркаса в форме в проектном положении обеспечением толщины
защитного слоя бетона до рабочей арматуры 7.2. Установка по проекту и
фиксация закладных изделий и подъемных петель установка, деревянных пробок
для столярных изделий 8. Сборка формы 8.1. Плотность закрытия бортов, зазоры
в местах примыкания, не более 9. Качество бетонной смеси 9.1. Прочность бетонной
смеси, класс бетона 10. Качество укладки бетона в форму 10.1. Равномерность
укладки бетона 10.2. Продолжительность виброуплотнения на вибростоле (общая)
11. Качество отделки наружной поверхности 11.1. Правильность укладки бумаги с
замедлителем схватывания цемента 12. Режим тепловой обработки 12.1.
Продолжительность тепловой обработки: подъем температуры изотермический
прогрев охлаждение 12.2 Температура изотермического прогрева 13. Качество
доводки 13.1. Ремонт полимерцементным раствором околов, раковин, воздушных
пор, очистка поверхности от наплывов бетона 13.2. Огрунтовка зон панелей
грунтовочным составом на основе мастики Равномерность укладки мастики. 13.3.
Установка, утепление и герметизация столярных блоков в панелях: § укладка на подоконную часть проема и под дверной
блок слой синтетических материалов; § установка
столярного блока в проем панели (обжатие с помощью деревянных клиньев,
закрепление столярного блока в проеме панели, прибивка его гвоздями к
замоноличенным пробкам в изделии); § шляпки гвоздей
должны быть утоплены заподлицо с поверхностью коробок); § конопатка блоков по периметру внутренней стороны
панелей и в зазоре между оконными и дверными блоками синтетическими
материалами; § равномерность укладки на всю толщину коробки блока; § укладка валика строительной мастики нетвердеющей в
боковые вертикальные, верхнюю горизонтальную фаски проемов; § штукатурка наружных откосов, заделка зазоров между
панелью и столярным блоком с фасадной стороны панели; § перетирка и ремонт (при необходимости) отдельных
мест на поверхностях и гребнях изделий; § обналичивание
столярного блока в панели; 13.4. Проверка качества открывания створок 13.5.
Качество остекления
|
1 мм 20 мм от 0 до 2
мм от 0 до 4 мм +1;-2 мм +1;-2 мм +1;-3 мм +1;-4 мм 2 мм - +2;-2 мм от 0 до
3 мм от 0 до 3 мм 1,5 мм 0,5 длины примыкания 2 мм на длине 2 м 3 мм 4
мм 6 мм 8 мм 11-13с 55-60°С 0,2 мм +5 мм -10 мм +7 мм -10 мм ±5
мм +7 мм -10 мм +5 мм; -7 мм +5 мм; -10мм ±2 мм ±5 мм ±10 мм ±5 мм ±10
мм ±5 мм 5° 0,5 мм 15 мм - 1,5 мм В15 (М200) В12,5 (М150) 40
с 13 ч 3,5 ч 6,5 ч 2 ч 75-80°С
|
Каждая форма после
изготовления. Каждая форма после изготовления. Каждая форма после
изготовления. Сплошной каждая форма после переналадки. Выборочный, три формы
в смену. Сплошной каждая форма после переналадки. Выборочный, три формы в
смену. Каждая форма после изготовления. Каждая форма после переналадки. То
же. Выборочный, три формы в смену. Каждая форма после переналадки. То же.
Выборочный, три формы в смену. То же. Выборочный, три формы в смену. Каждая
форма после изготовления. Выборочный, 1 раз в месяц. Каждая форма.
Выборочный, 1 раз в смену. То же. Сплошной, постоянно. Сплошной, каждый
каркас. Выборочный, 3 блока в смену. То же. То же. То же. Выборочный, 3
изделия от партии. Выборочный, 3 изделия от партии. То же. То же. Выборочный,
3 изделия от партии. Выборочный, 1 раз от партии. Сплошной, постоянно.
Выборочный, три раза в смену Сплошной, постоянно. Выборочный, три раза в
смену Сплошной, каждая форма. Выборочный, один раз в смену. Сплошной,
постоянно. Выборочный, 2 раза в смену. Сплошной, постоянно. Выборочный, 2
раза в смену. Сплошной, постоянно. Выборочный, 3 раза в смену. Выборочный,
один раз в час. Сплошной, постоянно. Выборочный, три изделия в смену. То же.
Выборочный, три изделия в смену. Выборочный, три блока в смену. Сплошной,
постоянно. Выборочный, три блока в смену. Сплошной, постоянно. То же.
Сплошной, постоянно. Выборочный, три блока в смену. Сплошной, постоянно.
|
Литература
1. ОНТП-07-80.
Общесоюзные нормы технологического проектирования предприятий сборного
железобетона. М.: Стройиздат 1983 г.
2. ГОСТ
15588-86. Панели стен и покрытий зданий слоистые из пенопластов. Пенопласты.
Общие технические условия. М.: Стройиздат 1988 г.
. ГОСТ
11024-84. Панели стеновые наружные бетонные и железобетонные для жилых и
общественных зданий. Общие технические условия. М.: Стройиздат 1986 г.
. ГОСТ
13015.0-83. Конструкции и изделия бетонные и железобетонные сборные. Общие
технические требования. М.: Стройиздат 1985 г.
. СНиП
5.01.23-83. Типовые нормы расхода цемента для приготовления бетонов сборных и
монолитных бетонных и железобетонных изделий и конструкций. М.: Стройиздат,
1983 г.
. СТБ
1182-99. Бетоны. Правила подбора состава. Мн., 2000 г.
. Баженов
Ю.М. Технология бетона. - М: Высш. школа, 1987. - 415 с.
. Руководство
по применению химических добавок в бетоне / НИИЖБ Госстроя СССР.- М.:
Стройиздат, 1980. - 55 с.
. СТБ
1114-98. Вода для бетонов и растворов. Технические условия.
. Справочник
строителя. Бетонные и железобетонные работы. / Под ред. Топчия В.Д. - М.:
Стройиздат, 1987. - 320 с.
. Цителаури
Г.И. «Проектирование предприятий сборного железобетоны». - М.: Высш. шк., 1986.
- 312 с.
. Справочник
по производству сборных железобетонных изделий. / Под ред. Михайлова К.В.,
Фоломеева А.А. - М.: Стройиздат, 1982. - 440 с.
. Карта
технологического процесса производства наружных стеновых панелей. ОАО
«Гомельжелезобетон».
. Яшина
Т.В. «Технологические линии по производству сборных железобетонных изделий». -
Гомель: БелГУТ. 199. - 180 с.