Техническое обслуживание электровозов
Введение
Для поддержания электровозов в работоспособном
состоянии и обеспечения надежной и безопасной их эксплуатации необходима
система технического обслуживания и ремонта электроподвижного состава (э. п. с)
На систему технического обслуживания и ремонта
электровозов большое влияние оказывают организация их эксплуатации и технология
ремонта. Удлинение участков обращения, появление более совершенных электровозов
новых серий, применение прогрессивных технологических процессов и
соответствующих материалов, внедрение передовых методов труда все это влечет
изменения в системе технического обслуживания и ремонта электровозов.
Основное назначение технического обслуживания и
ремонта уменьшение износа и устранение повреждений электровозов, обеспечение их
безотказной эксплуатации. Это весьма сложные и ответственные задачи. Несмотря
на усилия, предпринимаемые электровозостроительной промышленностью по повышению
надежности и безотказности электровозов, главная роль в этом деле принадлежит
ремонтным подразделениям железнодорожного транспорта.
При техническом обслуживании выполняется
комплекс работ по обеспечению безопасности движения, а также для поддержания
исправного технического состояния и работоспособности электровоза в период его
эксплуатации между плановыми видами технического обслуживания
1. Назначение, основные элементы
конструкции и технические данные токоприемника
Назначение токоприемника обеспечивает скользящий
контакт между высоковольтной цепью электровоза и контактным проводом.
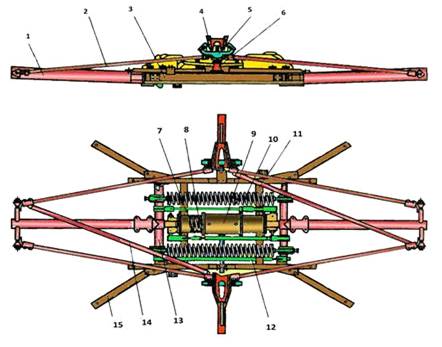
Рисунок 1 - Токоприемник Л-13У1: 1 - нижняя
подвижная рама; 2 - верхняя рама; 3 - боковина; 4 - скоба; 5 - каретка; 6 -
полоз; 7 - рычажный механизм; 8 - опускающая пружина; 9 - цилиндр; 10 -
подъемная пружина; 11 - поперечина; 12 - тяга; 13 - поворотный вал; 14 -
диагональная распорка; 15 - основания
Таблица 1 - Технические данные токоприемника
Л-13У1
|
Наименования
|
Показатель
|
|
1
|
2
|
|
Длительный
ток, А: при движении на стоянке
|
550
50
|
|
Рабочая
высота подъема, мм: минимальная максимальная
|
400
1900
|
|
Время
подъема полоза до высоты 1900 мм, сек
|
7
- 10
|
|
Время
опускания полоза с высоты 1900 мм, сек
|
с
3,5 - 6
|
|
Минимальное
давление воздуха в пневмоприводе для подъема, кгс/см2
|
3,5
|
|
Масса,
кг
|
290
|
2. Периодичность, контроля
технического состояния и выполнения ремонтов
Техническое обслуживание электровозов,
осуществляемое в процессе эксплуатации для надежного обеспечения
работоспособности электровоза и состоящее в замене и восстановлении его
отдельных частей и их регулировке, подразделяется на следующие виды:
а) техническое обслуживание (ТО-6);
б) техническое обслуживание (ТО-7);
в) техническое обслуживание (ТО-8)
Нормы пробега электровозов между всеми видами
технического обслуживания и капитального ремонта по АО НК «Казахстан Teмip
жолы» устанавливает Министерство транспорта и коммуникаций Республики Казахстан
(МТиКРК).
Руководителям локомотивного хозяйства
разрешается для равномерной загрузки ремонтных депо допускать увеличение или
уменьшение пробегов между всеми видами технического обслуживания в пределах до 10
% установленной для депо нормы. Общая продолжительность работы электровоза до
технического обслуживания во всех случаях не должна превышать двух месяцев.
Нормы продолжительности каждого вида технического обслуживания устанавливает АО
НК «Казахстан Teмip жолы» исходя из местных условий с учетом графиков СПУ
каждого депо.
При техническом обслуживании выполняется
комплекс работ по обеспечению безопасности движения, а также для поддержания
исправного технического состояния и работоспособности электровоза в период его
эксплуатации между плановыми видами технического обслуживания. Техническое
обслуживание ТО-1,ТО-2 предназначены для предупреждения появления
неисправностей, поддержания электровозов в работоспособном, надлежащем
санитарно-гигиеническом состоянии, обеспечивающем их бесперебойную работу,
безопасность движения поездов. Техническое обслуживание ТО-3 для тепловозов.
Техническое обслуживание ТО-4 предназначено для обточки бандажей колёсных пар
без выкатки их из-под электровозов с целью поддержания оптимальной величины
проката и толщины гребня. Техническое обслуживание ТО-5 - обкатка после
заводских ремонтов и новых. Техническое обслуживание ТО-6, ТО-7, ТО-8
предназначены для восстановления основных эксплуатационных характеристик и
работоспособности электровозов в соответствующих межремонтных периодах путем
ревизии, ремонта или замены отдельных деталей, сборочных единиц, регулировки и
испытания, частичной модернизации. Порядок выполнения и объем работ по
техническому обслуживанию устанавливается инструкциями МТиК РК. Срок
производства технического осмотра устанавливает Руководство локомотивного
хозяйства в зависимости от технического состояния электровозного парка,
интенсивности его эксплуатации и ограничений, установленных МТиК РК.
Таблица 2 - Нормы пробегов между капитальными и
текущими видами ремонта и техническими обслуживаниями
|
Вид
ремонта
|
Норма
пробега, тыс. км
|
Продолжительность
ремонта, ч
|
|
КР
|
2100-2400
|
720
|
|
ТОУ-8
|
1000-1200
|
600
|
|
ТО-8
|
300-400
|
168
|
|
ТО-6
|
14-18
|
24
|
3. Условия работы, характерные
повреждения и их причины
Аппараты электровоза работают в тяжёлых
условиях: они подвергаются сильным сотрясениям, температура окружающего воздуха
изменяется от -50о до +40о; на аппараты попадает пыль, влага, смазка; ток
проходящий по аппаратам резко меняет величину; возможны частые и длительные
перегрузки; напряжение превышает номинальную величину на 15-20 %, возможно
приложение и коммутационных перенапряжений (коммутационные напряжения, это
напряжения образующиеся при разрыве электрической цепи, имеющую большую индуктивность).
В тех случаях, когда по проводам электрических
цепей, аппаратов и обмоткам электрических машин протекают токи величиной
значительно превышающие номинальную, это может привести к местному обгоранию
изоляции проводов, выправлению припоя из наконечников проводов петушков
коллекторных пластин электрических машин, подгару контактов аппаратов или к их
привариванию. Кроме этого, непрерывное протекание тока по ним, приводит к
постепенной утрате диэлектрических свойств изоляции, т.е. к "старению"
и способствует ее разрушению и пробою.
Переключения, производимые в электрических цепях
сопровождаются коммутационными перенапряжениями.
Их величина тем больше, чем больше индуктивность
разрываемой цепи и скорость расхождения контактов, поэтому они могут превысить
номинальную величину в несколько раз.
Повышенные коммутационные перенапряжения
приводят к пробою и перекрытию изоляционных частей аппаратов, что усугубляется
плохим состоянием изоляции, запыленностью среды и повышенной влажностью,
воздействию внешней среды (запыленность влажность, колебание температуры),
изменениям нагрузки в широких пределах и колебаниям напряжения в контактной
сети.
Работу отдельных узлов электровоза усложняет
колебание температуры окружающего воздуха. При температурах ниже -30 градусов
При плюсовых повышенных температурах ухудшаются
условия охлаждения аппаратов могут находиться на грани предельно-допустимых
4. Технологический процесс очистки,
ведомость дефектации токоприемника и его деталей
Очищенный от грязи и старой краски токоприемник
устанавливают на опорные тумбы и для предотвращения самоподъема подвижной части
токоприемника соединяют ее с рамой с помощью специальной скобы, для облегчения
разборки ослабляют натяжение подъемных, опускающих пружин. С токоприемника
снимают полоз, каретки, пружины, пневматический привод, рычаги, валы, рамы.
Специальным съемником разбирают шарнирные соединения рам. Для снятия нижней
подвижной рамы выпрессовывают полуоси, вынимают подшипники. Снятые детали
очищают. Обстукиванием молотком, проволочной щеткой удаляют с полозов старую
твердую смазку. Основание токоприемника не должно иметь перекоса, погнутостей,
трещин, разработанных отверстий под болты, некачественных сварочных швов.
Погнутые швеллеры основания выправляют на
правочном столе. Разработанные отверстия под болты заваривают, рассверливают
под требующийся диаметр. Сварочные швы с трещинами или другими дефектами
срубают, накладывают новые. Трещины в швеллерах разделывают, заваривают.
Шаблоном по диагонали основания измеряют расстояния между отверстиями под болты
изоляторов. Разница этих расстояний при пластмассовых изоляторах не должна
превышать 10мм. При больших отклонениях одно из двух отверстий заваривают и
рассверливают вновь. Контактные поверхности основания в местах присоединения
наконечников гибких шунтов и силового кабеля зачищают, облуживают припоем
ПОС-40. Фарфоровые опорные изоляторы очищают в 5%-ном растворе каустической
соды, пластмассовые - в 3%-ном растворе щавелевой кислоты в течение 40-60мин,
промывают горячей водой. Незначительные сколы заделывают цементным раствором
или эпоксидной смолой. Места поврежденной глазури на длине менее 10% пути
возможного перекрытия на изоляторах из пластмассы АГ-4 зачищают мелкой
стеклянной бумагой, окрашивают эмалью ГФ-92-ХК. Местные выжиги, следы оплавлений
удаляют мелкой стеклянной бумагой, полируют. Фарфоровые изоляторы зачищать
стеклянной бумагой запрещается. Изоляторы с ослабленной армировкой перезаливают
в специальном приспособлении. Проверяют электрическую прочность
отремонтированных изоляторов. Резиновые амортизаторы с повреждениями или
утратившие эластичность, стержни с выработкой или поврежденной изоляцией
заменяют. Привод токоприемника разбирают. Пружины очищают, осматривают.
Проверяют зазор между витками у пружин токоприемников, который в свободном
состоянии должен быть не более 1,5мм. Проверяют жесткость пружин. Пружины с
трещинами, вмятинами, с зазорами между витками более 1,5мм, утратившие
необходимую жесткость, заменяют. Осматривают шпильки пружин, пружинодержатели,
шарнирные соединения. Проверяют крепление соединительных коробок, угольников
основания. Места присоединения проводов зачищают, лудят. Осматривают
заклепочные соединения боковин, ослабшие -переклепывают.
Соединительные штанги заменяют или приваривают
наконечники встык длиной не менее 100мм с последующей механической обработкой.
Разрешается приваривать прокладки соединительных штанг с предварительной
разделкой. Погнутые рычаги рычажно-пружинного механизма выправляют. Выработку
на рабочей поверхности криволинейных рычагов восстанавливают наплавкой с
последующей обработкой по профилю. В разработанные отверстия рычагов и серег
пружин впрессовывают бронзовые втулки. Неисправные подшипники заменяют.
5. Выбор и обоснование способа
устранения неисправностей токоприемника
При выполнении работ по ремонту
электроподвижного состава ставят задачу получить высокое качество ремонта,
сократить простой электроподвижного состава в ремонте, обеспечить безопасность
работ, рост производительности труда и снизить себестоимость ремонта. Эти
задачи наиболее успешно решаются путем внедрения в депо и на ремонтные заводы
научной организации производства и труда. Как показывает передовой опыт, одним
из основных путей рациональной организации ремонта электровозов и секций
электропоездов является широкое использование агрегатного, крупноагрегатного и
крупноагрегатного поточного методов ремонта.
Организационные формы ТО и ТР должны
обеспечивать максимальную вероятность выявления и устранения всех
неисправностей локомотивов при минимальных затратах трудовых и материальных
ресурсов и простоях их в ремонтном обслуживании.
Применяют два основных метода выполнения ТО и
ТР: индивидуальный и агрегатный и две основных формы организации ремонтных
работ стационарную и поточную.
Индивидуальный метод ремонта предусматривает
возвращение деталей, агрегатов и узлов после ремонта на тот же локомотив, с
которого они были сняты.
При агрегатном методе ремонта на ремонтируемый
локомотив устанавливают заранее отремонтированные или новые детали, узлы и
агрегаты из технологического запаса. В этом случае ремонтные мастерские
работают не непосредственно на конкретный локомотив, а на пополнение
технологического запаса, т. е. на кладовую.
Агрегатный метод дает существенное сокращение
простоя локомотивов ее ремонте, причем особую эффективность обеспечивает
крупноагрегатный метод, при котором предусматривается замена на ремонтах таких
крупных узлов и частей локомотивов, как тележки в сборе, дизель-генераторная
установка, силовые трансформаторы электровозов переменного тока, компрессоры и
т. п.
Непременным условием применения агрегатного или
крупноагрегатного метода ремонта является взаимозаменяемость агрегатов, узлов и
деталей локомотивов. В локомотивных депо крупноагрегатный метод применяется при
ТО-8 и ТО-7. Агрегатный метод приводит к значительному повышению
производительности труда ремонтных бригад, улучшению качества работ, снижению
себестоимости ремонта, исключает непредвиденные задержки, вызываемые различным
объемом ремонтных работ, что обеспечивает выпуск локомотивов точно по графику.
Поточной называют такую форму организации ТО и
ТР, при которой объем обслуживания и ремонтных работ разбивают на
технологически однородные, равные по суммарной трудоемкости части и закрепляют
их за несколькими специально оборудованными рабочими местами (постами),
образующими поточную линию. Каждый пост (рабочее место) обслуживает
специализированная группа рабочих или часть комплексной бригады. Локомотив в
процессе ремонта передвигают с одного рабочего места (поста) на другой через
равные промежутки времени, называемые тактом поточной линии.
Агрегатный метод более выгоден для ремонта
токоприемника сокращая время простоя.
6. Технологическая инструкция на
ремонт буксового узла
6.1 Объем работ, выполняемых при
ремонте
В эксплуатации возникают перекосы рам, изгибы их
труб, ослабление крепления нижних рам, трещины в изоляторах, перекашивание
шарниров механизма подъема и опускания, ослабление и перетирание шунтов,
трещины в коробе полоза и деталях кареток, предельный износ накладки или
вставки на лыже токоприемника. Изнашиваются валики и втулки шарнирных
соединений, амортизаторы, ослабляется натяжение пружин, теряется их упругость,
изнашиваются и теряют эластичность манжеты пневматического привода. Эти дефекты
в сочетании с нарушением регулировки токоприемника приводят к увеличению (сверх
допустимого) нажатия его на контактный провод, что приводит к интенсивному
износу накладок токоприемника и контактного провода. При недостаточном нажатии
ухудшается качество электрического контакта между накладками токоприемника и
контактным проводом, что сопровождается усилением электроэрозии, образованием
подгаров и оплавления накладок токоприемника и контактного провода. Неправильно
отрегулированный клапан токоприемника вызывает значительный удар токоприемника
о контактный провод при подъеме и сильный удар о раму при его опускании.
Замедленное опускание токоприемника увеличивает время горения дуги, возникающей
при отрыве его от контактного провода, усугубляя последствия ее горения.
Наблюдались случаи перекрытия электрической дугой воздушного рукава, опорных
изоляторов, повреждения глазури, образования трещин на них.
Очищенный от грязи и старой краски токоприемник
устанавливают на опорные тумбы и для предотвращения самоподъема подвижной части
токоприемника соединяют ее с рамой с помощью специальной скобы, для облегчения
разборки ослабляют натяжение подъемных, опускающих пружин. С токоприемника
снимают полоз, каретки, пружины, пневматический привод, рычаги, валы, рамы.
Специальным съемником разбирают шарнирные соединения рам. Для снятия нижней
подвижной рамы выпрессовывают полуоси, вынимают подшипники. Снятые детали
очищают. Обстукиванием молотком, проволочной щеткой удаляют с полозов старую
твердую смазку. Основание токоприемника не должно иметь перекоса, погнутостей,
трещин, разработанных отверстий под болты, некачественных сварочных швов.
Погнутые швеллеры основания выправляют на
правочном столе. Разработанные отверстия под болты заваривают, рассверливают
под требующийся диаметр. Сварочные швы с трещинами или другими дефектами срубают,
накладывают новые. Трещины в швеллерах разделывают, заваривают. Шаблоном по
диагонали основания измеряют расстояния между отверстиями под болты изоляторов.
Разница этих расстояний при пластмассовых изоляторах не должна превышать 10мм.
При больших отклонениях одно из двух отверстий заваривают и рассверливают
вновь. Контактные поверхности основания в местах присоединения наконечников
гибких шунтов и силового кабеля зачищают, облуживают припоем ПОС-40. Фарфоровые
опорные изоляторы очищают в 5%-ном растворе каустической соды, пластмассовые -
в 3%-ном растворе щавелевой кислоты в течение 40-60мин, промывают горячей
водой.
Незначительные сколы заделывают цементным
раствором или эпоксидной смолой. Места поврежденной глазури на длине менее 10%
пути возможного перекрытия на изоляторах из пластмассы АГ-4 зачищают мелкой
стеклянной бумагой, окрашивают эмалью ГФ-92-ХК. Местные выжиги, следы
оплавлений удаляют мелкой стеклянной бумагой, полируют. Фарфоровые изоляторы
зачищать стеклянной бумагой запрещается. Изоляторы с ослабленной армировкой
перезаливают в специальном приспособлении.
Проверяют электрическую прочность
отремонтированных изоляторов. резиновые амортизаторы с повреждениями или
утратившие эластичность, стержни с выработкой или поврежденной изоляцией
заменяют. Привод токоприемника разбирают. Пружины очищают, осматривают.
Проверяют зазор между витками у пружин токоприемников, который в свободном
состоянии должен быть не более 1,5мм. Проверяют жесткость пружин. Пружины с
трещинами, вмятинами, с зазорами между витками более 1,5мм, утратившие
необходимую жесткость, заменяют. Осматривают шпильки пружин, пружинодержатели,
шарнирные соединения. Проверяют крепление соединительных коробок, угольников
основания. Места присоединения проводов зачищают, лудят. Осматривают заклепочные
соединения боковин, ослабшие - переклепывают. Соединительные штанги заменяют
или приваривают наконечники встык длиной не менее 100мм с последующей
механической обработкой. Разрешается приваривать прокладки соединительных штанг
с предварительной разделкой. Погнутые рычаги рычажно-пружинного механизма
выправляют. Выработку на рабочей поверхности криволинейных рычагов
восстанавливают наплавкой с последующей обработкой по профилю. В разработанные
отверстия рычагов и серег пружин впрессовывают бронзовые втулки. Неисправные
подшипники заменяют.
При ревизии пневматический привод разбирают,
детали очищают от пыли, ржавчины, загрязненной смазки, грязи, промывают в
керосине, осматривают. Цилиндр с износом по диаметру более нормы разрешается
растачивать для установки втулки. Риски на внутренней поверхности цилиндра
устраняют шлифовкой. Всю рабочую поверхность смазывают тонким слоем смазки
ЦИАТИМ-201. Резиновые манжеты с порезами, гофрами, загибами бурта и другими
дефектами, приводящими к утечке воздуха, заменяют. Годные манжеты промывают в
теплой воде, тщательно вытирают. При съеме и установке манжет пользоваться
отверткой или другими металлическими предметами не разрешается. Для этого
применяют деревянную или изоляционную планку, также специальное приспособление.
Перед установкой поршня в цилиндр манжету смазывают смазкой ЦИАТИМ-201. Кожаные
манжеты перед установкой при отсутствии у них надрезов, расслоений
прожировывают в горячей ванне с прожировочным составом.
Разработанные отверстия для штока в поршне восстанавливают
наплавкой с последующей обработкой. Бронзовую направляющую втулку крышки
цилиндра с выработкой более 2,5мм заменяют. После сборки пневматического
привода проверяют его герметичность.
При давлении воздуха 675кПа утечки его быть не
должно. Подвижные рамы токоприемника проверяют на специальных
стендах-кондукторах. Если рама не входит в кондуктор или входит с большим
усилием, ее разбирают. Разбирают рамы с ослабшим креплением труб в шарнирах, с
ослабшими заклепочными, соединениями, с погнутыми трубами, при наличии в них
трещин, прожогов или вмятин глубиной более 3мм. Погнутые трубы правят в горячем
состоянии, нагревая погнутые места с помощью газовой горелки, или в холодном
состоянии специальным винтовым прессом. Двутавровые рычаги нижних рам некоторых
токоприемников выправляют на правочной плите, конусные трубы - на конических
оправках. Трубы с трещинами, прожогами, вмятинами глубиной более 3мм заменяют.
Разрешается восстанавливать трубы 1 (рисунок 2)
с помощью соединительных муфт 3 при условии что число дефектных мест будет не
более одного на трубу и не более двух на раму. Трубу по дефектному месту
разрезают, надевают соединительную муфту, стягивают ее болтами 4, рассверливают
отверстия под заклепки 2, устанавливают их, пропаивают края муфты латунным
припоем медью. Толщина стенок соединительных муфт должна быть не менее 1мм,
длина - 90-120мм. Допускается оставлять на трубах вмятины глубиной до 3мм, если
их на участке трубы длиной до 150мм не более двух, и труба не имеет
погнутостей. В конусных трубах токоприемников П-3,П-5 разрешается заваривать
трещины газовой сваркой, оставлять сваренные из двух половин составные конусные
трубы.
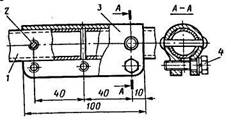
Рисунок 2 - Соединение трубы рамы токоприемника
с помощью муфты
Изношенные места шарниров рам восстанавливают
наплавкой с последующей обработкой. Подшипники шарнирных соединений для
удаления старой смазки промывают в керосине, неисправные заменяют, исправные
или устанавливаемые вновь покрывают смазкой ЦИАТИМ-201. Дефектные гибкие шунты
ремонтируют.
Каретки с трещинами в боковых стенках
держателей, изношенными валиками, осями и втулками, сорванными резьбами
кронштейнов полозов и изменившимися характеристиками пружин разбирают. Втулки
тяги и основания, валики и оси с износом более 1мм заменяют, ослабшую латунную
втулку оси держателя выпрессовывают, устанавливают новую.
Новые оси цементируют или закаливают. Сорванную
резьбу кронштейнов восстанавливают заваркой, нарезкой новой резьбы.
Трещины в держателе разделывают, заваривают
газовой сваркой, зачищают напильником. Пружины обеих кареток должны иметь
одинаковую длину, одинаковые характеристики. Полозы освобождают от старой
краски пневматическими зубилами, металлическими щетками с пневматическим
приводом. Негодные медные, металлокерамические пластины или угольные вставки
заменяют, винты, крепящие их к каркасу, срубают или отвертывают. По
специальному шаблону проверяют профиль каркаса вогнутость его на длине 1м
прямолинейной части не должна превышать 2мм, расстояние между концами его
склонов не должно отличаться от чертежных размеров более чем на ±15мм. Правят
каркасы на специальной оправке.
Каркасы с толщиной стенки менее 1,3мм заменяют.
Лишние отверстия под винты крепления контактных пластин, надрывы или прожоги в
каркасе заваривают газовой сваркой или электросваркой на постоянном токе.
Отремонтированный каркас вновь проверяют по шаблону, оцинковывают, затем на
него устанавливают контактные пластины или угольные вставки.
Поверхность каркаса в местах установки угольных
вставок очищают на дробеструйной установке, омедняют, облуживают. Новые медные
контактные пластины изготавливают из полосовой меди Ml. Места отверстий под
винты М6 размечают по кондуиту. После рассверловки отверстия зенкуют под углом
60° при креплении пластин к коробу специальными винтами и под углом 90° при
использовании стандартных винтов. Установку пластин начинают со средины полоза.
Монтируя пластины следят, чтобы они плотно
прилегали к поверхности каркаса, в местах стыка были на одном уровне, не имели
острых, выступающих углов. Зазор между пластинами в месте стыка должен быть не
более 1мм. Винты крепления накладок с образующей головок 60о должны
устанавливаться так, чтобы их головки были утоплены относительно рабочей
поверхности пластин, но не более чем на 0,75мм, стандартные винты - на 1,5мм
при толщине пластины 5мм, на 2,5мм при ее толщине 6мм. Все пространство между
медными пластинами по всей рабочей части лыжи заполняют графитовой смазкой
СГС-О, состоящей из 65 весовых частей графита, 35 частей кумароновой смолы.
Полоз нагревают до температуры 140-150°С,
грунтуют одним слоем кумароновой смолы, нагревают смазку до температуры
170-180°С, лопаточкой наносят на полоз так, чтобы ее слой был немного выше
поверхности пластин. Остывшую и отвердевшую смазку запиливают напильником
вровень с пластинами. Неглубокие выемки, прожоги на угольных вставках
запиливают напильником под углом 20° к горизонтали. Вставки с двумя и более
трещинами, толщиной менее допустимой заменяют. Предельный износ угольных
вставок определяют по контрольной риске, нанесенной на вставке.
Наименьшая допустимая толщина вставки Н=25мм
(рисунок 3). Предельный износ можно контролировать по расстоянию А от рабочей
поверхности вставки до ближайшей части элементов каркаса, который должен быть
не менее 1мм летом, 2мм зимой, 3мм при гололеде. Новые вставки 2 устанавливают,
вдвигая их с конца полоза по ласточкину хвосту, образованному пластинами 1,3.
Чтобы не вызвать появления во вставках
внутренних трещин, при их установке нельзя допускать сильных ударов.
Зазор между вставками должен быть не более
0,8мм, внутренние ряды вставок не должны быть выше наружных. Концы внутреннего
ряда вставок с каждой стороны запиливают на 5-6мм по длине, на 3мм по высоте.
Стыки вставок запиливают на специальной
установке. Вставки надежно закрепляют на полозе 5 болтами 4, недопуская
продольных или поперечных перемещений. Воздухопроводные трубы разбирают,
продувают. С трещинами, вмятинами, поврежденной резьбой заменяют.
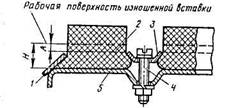
Рисунок 3 - Крепление угольных вставок на полозе
токоприемника
Полиэтиленовые рукава проверяют на плотность
сжатым воздухом под давлением 0,7МПа. Для испытания рукавов на диэлектрическую
прочность рукав смачивают в воде, испытывают между буртами переменным током
частотой 50Гц, напряжением 60кВ для рукавов ЭПС переменного тока, и 9,5кВ для
ЭПС постоянного тока в течение 1мин. На рукавах токоприемников наносят
трафареты с датой, местом испытаний. Разрешается постановка старых
полиэтиленовых рукавов, не имеющих дефектов и выдержавших указанные испытания.
Подбор опорных изоляторов под один токоприемник должен проводиться с разницей
по высоте не более 2мм. Расстояния между центрами отверстий под болты
изоляторов, измеренные по диагонали, не должны отличаться более чем на 3мм.
Возможные перекосы допускается устранять установкой шайб между токоприемником и
изоляторами.
Сборку токоприемника проводят после ревизии и
ремонта. На основание токоприемника устанавливают цилиндр пневматического
привода, валы нижних подвижных рам, верхние и нижние подвижные рамы, рычажно-пружинный
механизм. Пружины должны находиться в свободном состоянии. Верхние рамы
соединяют с нижними временными болтами, закрепляют на них каретки и полозы,
ставят гибкие шунты, временные болты заменяют постоянными валиками. При сборке
все подшипники и трущиеся части смазывают смазкой ЦИАТИМ-201. Шунты полозов,
шарниров и главного вала должны быть плотно прикреплены к контактным
поверхностям. Под головки болтов устанавливают пружинные шайбы.
Каретка должна иметь ход 50мм и перемещаться без
заеданий, полозы поворачиваться вокруг своей оси на 10-15° в каждую сторону.
Проверяют и регулируют максимальный суммарный зазор в шарнирах рамы. Он не
должен превышать 3мм, поперечный люфт на тяге-2мм. Контактные поверхности обоих
полозов двухполозных токоприемников должны отклоняться по уровню не более чем
на 2мм. Горизонтальность полоза (рис. 4).
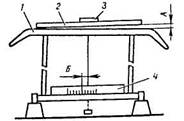
Рисунок 4 - Проверка перекосов рам и полоза
токоприемника
проверяют линейкой 2 длиной 1м с уровнем 3
посредине. Отклонение рабочей поверхности полоза от горизонтали определяется
зазором А между рабочей поверхностью полоза и концом контрольной рейки, который
не должен превышать 5мм. Боковое смещение полоза Б относительно основания
определяется по отвесу, закрепленному в центре полоза.
Измеряется с помощью линейки 4 и не должно
превышать 25мм. У отремонтированного токоприемника снимают статическую
характеристику при давлении воздуха в цилиндре его пневматического привода
500кПа. Динамометр закрепляют посредине тяги и, давая токоприемнику возможность
подниматься под действием привода, через каждые 100мм высоты его подъема
фиксируют по рейке с делениями эту высоту, по динамометру - силу нажатия в
данный момент.
Снимают зависимость силы нажатия токоприемника
от высоты ег подъема во всем его рабочем диапазоне (от 400 до 1900мм) при
подъеме и при опускании токоприемника. Полученные данные сравнивают с
паспортными данными ремонтируемого токоприемника. Затем проверяют его работу
при давлении, пониженном до 350кПа, он должен четко работать. Работу токоприемника
проверяют с подключением в пневматическую цепь клапана КП-17-09А, время подъема
и опускания токоприемника должно соответствовать установленному для
токоприемника данного типа (4-7с). Время подъема и опускания корректируют
регулировкой клапана токоприемника, у токоприемника П-5-изменением длины тяги
привода.
В зимнее время условия работы токоприемников
значительно ухудшаются, поэтому подготовке их к зиме уделяют большое внимание.
Проверяют состояние кареток, шарниров, гибких шунтов, лыж, осей, втулок,
шплинтов, крепление болтов и гаек. Шарнирные соединения и подшипники промывают
керосином. Во всех шарнирах летнюю смазку вымывают керосином, заменяют свежей
смазкой ЦИАТИМ-201. Особенно внимательно проверяют полозы токоприемников.
Выявляют возможные трещины в каркасах, надежность крепления, отсутствие
оплавлений на угольных вставках. Проверяют статическую характеристику
токопримника, работу редукционного клапана.
Давление полоза на провод доводят до
установленного нормами верхнего предела. Из-за частого инея и гололеда
возрастает искрение на проводах, поэтому защищают боковые стороны полозов
лентой из дугостойких материалов (асбестокартон, фторопласт). Рамы покрывают
слоем антигололедной смазки ЦHИИКЗ. На участках, подверженных сильным
гололедам, допускается установка защитных кожухов на подъемные пружины.
Техническое обслуживание и ревизия
токоприемников без снятия с ЭПС. При снятии полозов с токоприемников верхние
рамы закрепляют скобой с рамой основания. Перед разборкой токоприемника
натяжение подъемных пружин ослабляют. Пружины снимают, испытывают в
приспособлении, оборудованном защитным кожухом. При спуске сжатого воздуха
проверяют надежность соединения подводящего резинового шланга к
воздухопроводной трубе, целостность трубчатых рам, надежность крепления всех
болтовых соединений, наконечников подводящих силовых проводов и шунтовых
соединений, убеждаются в отсутствии заеданий в шарнирах подвижных рам, поднимая
и опуская их от руки на небольшую высоту. При выявлении заеданий проверяют
шарнирные соединения на возможный излом валика или подшипника. Все шарнирные
соединения смазывают смазкой ЦИАТИМ-201, проверяют свободный ход кареток
полозов.
Контактные накладки должны быть прочно
закреплены на полозах, иметь толщину не менее допускаемой, крепящие их винты не
выступать над поверхностью накладок. Местные выработки в накладках, выступающие
кромки в стыковых соединениях опиливают личном напильником. Сколы, трещины в
графитовом слое восстанавливают нанесением состава СГС-Д.
Изоляционные части воздушного шланга, опорных
изоляторов очищают от грязи чистой салфеткой или промывают теплой водой. Чистка
песком или наждачной бумагой недопустима. Воздушные соединения, привод
токоприемника осматривают на отсутствие утечки воздуха и при необходимости
заменяют манжеты или уплотняющие прокладки.
Небольшую утечку воздуха из привода устраняют
заливкой в цилиндр около 3см3 масла МВП. При T0-6 гибкие шунты с обрывом более
20% жил, изношенные по диаметру до предельных размеров оси, валики и втулки,
также трубы рам токоприемника с вмятинами глубиной более 5мм, с трещинами и
прожогами заменяют. Заменяют полиэтиленовые рукава с глубокими вмятинами от
перегибов, с поперечным надрезом или надрывом глубиной до 2мм, рукава, длина
которых отклоняется от нормы. Опорные изоляторы с трещинами, сколами,
поврежденной глазурью заменяют. Проверяют и устраняют возможный перекос
токоприемника, снимают статическую характеристику.
6.2 Предельно допустимые размеры
деталей при выпуске из ремонта
Толщина стенок соединительных муфт должна быть
не менее 1мм, длина - 90-120мм. По специальному шаблону проверяют профиль
каркаса вогнутость его на длине 1м прямолинейной части не должна превышать 2мм,
расстояние между концами его склонов не должно отличаться от чертежных размеров
более чем на ±15мм. Правят каркасы на специальной оправке.
Каркасы с толщиной стенки менее 1,3мм заменяют.
Зазор между пластинами в месте стыка должен быть не более 1мм.
Винты крепления накладок с образующей головок
60о должны устанавливаться так, чтобы их головки были утоплены относительно
рабочей поверхности пластин, но не более чем на 0,75мм, стандартные винты - на
1,5мм при толщине пластины 5мм, на 2,5мм при ее толщине 6мм. Предельный износ
угольных вставок определяют по контрольной риске, нанесенной на вставке.
Наименьшая допустимая толщина вставки Н=25мм
(рисунок 4). Предельный износ можно контролировать по расстоянию А от рабочей
поверхности вставки до ближайшей части элементов каркаса, который должен быть
не менее 1мм летом, 2мм зимой, 3мм при гололеде. Зазор между вставками должен быть
не более 0,8мм, внутренние ряды вставок не должны быть выше наружных. Подбор
опорных изоляторов под один токоприемник должен проводиться с разницей по
высоте не более 2мм. Расстояния между центрами отверстий под болты изоляторов,
измеренные по диагонали, не должны отличаться более чем на 3мм. Каретка должна
иметь ход 50мм и перемещаться без заеданий, полозы поворачиваться вокруг своей
оси на 10-15° в каждую сторону.
Максимальный суммарный зазор в шарнирах рамы не
должен превышать 3мм, поперечный люфт на тяге-2мм. Контактные поверхности обоих
полозов двухполозных токоприемников должны отклоняться по уровню не более чем
на 2мм. Отклонение рабочей поверхности полоза от горизонтали определяется
зазором А между рабочей поверхностью полоза и концом контрольной рейки, который
не должен превышать 5мм. Боковое смещение полоза Б относительно основания
определяется по отвесу, закрепленному в центре полоза. Измеряется с помощью
линейки и не должно превышать 25мм.
6.3 Проверка, регулировка и
испытание после ремонта
токоприемник электровоз ремонт
Проверяют статическую характеристику - нажатие
полоза на контактный провод в пределах рабочей высоты при поднятии и опускании
токоприёмника. При этом испытании токоприёмник соединяют с воздушной
магистралью и поднимают. Затем, зацепив за распорки верхних рам динамометр,
плавно, без рывков, опускают токоприёмник, контролируя показания динамометра
через 100 - 150 мм. После чего, сдерживая, позволяют ему так же плавно, без
ускорения, подняться до предельной высоты, продолжая следить за показаниями
динамометра. Испытания редукционного клапана, о чёткости работы которого судят
по времени и характеру подъёма и опускания токоприёмника. Включение производят
с пульта управления. Плавный подъём должен несколько замедляться в зоне подхода
к контактному проводу, чтобы избежать удара о контактный провод. При включении,
быстро начав опускаться, пантограф должен плавно замедлить движение при подходе
к упорам и без ударов садиться на амортизаторы. Время подъёма и опускания
пантографа проверяют хронометром.
6.4 Оборудование, применяемое при
ремонте, сборке, испытании
При ремонте токоприёмника используются следующие
материалы приспособления и инструмент:
. Регулируемые тумбы.
. Моечная корзина.
. Газовая горелка.
. Кондуктор.
. Ограничители размеров (втулки, валики,
прокладки из красной меди).
. Шлифовальный станок.
. Пресс- форма.
. Шаблон.
. Уровень, опущенный на линейку.
. Электрод (из алюминиевого сплава).
. Фтористый натрий.
. Бура.
. Графитовая смазка СГС-0.
. Молоток
. Зубила.
. Бородки.
. Керны.
. Напильники
. Отвёртки.
. Шаберы.
. Гаечные ключи.
7. Организация рабочего места и
техника безопасности
Техника безопасности - это система
организационных мероприятий и технических средств, предотвращающих или
уменьшающих воздействие на работающих опасных производственных факторов.
Связана с разработкой и внедрением в
инженерно-технических средств предупреждения производственного травматизма,
которые должны быть предусмотрены еще на стадии проектирования и изготовления
опытных образцов машин, станков, аппаратов и устройств, механизмов и
приспособлений. К ним относятся оградительные, предохранительные, блокировочные
и тормозные устройства, средства сигнализации, пусковые приспособления,
дистанционное приспособление и другие специальные средства безопасности.
Защитным ограждением называется устройство,
которое должно не допустить человека в опасную зону, или не допустить опасный
предмет, или опасные и вредные выделения к человеку. Они могут быть выполнены в
виде глухих кожухов, футляров, металлических сеток, перфорированных листов,
ограждающих перил и других конструкций и должно соответствовать требованиям.
Ограждение, периодически открывающееся вручную, должно быть окрашено с
внутренней стороны в красный цвет, а на наружную сторону ограждения наносят или
крепят предупреждающий знак.
Обязательные условия безопасности труда являются
прочность и надежность сооружений, машин, установок в целом и отдельных их
частей. Для предупреждения аварий в таких установках техника безопасности
предусматривает профилактические испытания, которым следует подвергать:
оборудование, работающее под давлением, подъемные устройства и грузозахватные
приспособления к ним, абразивные круги и т.д. Для поддержания оборудования в
состоянии постоянной эксплуатационной готовности и предупреждения аварий и
связанных с ними травм предусмотрена система плавно предупредительных осмотров
и ремонтов. Ремонтировать можно только при полной остановке оборудования и его
отключения от электрической сети.
Перед началом работы слесарь должен совместно с
руководителем смены (мастером, бригадиром) внешним осмотром проверить состояние
инструмента, приспособлений, а у подъемных механизмов и переносных лестниц -
наличие трафаретов со сроками испытаний.
Перед началом работы слесарь должен надеть
полагающуюся ему исправную спецодежду и спец обувь, привести их в порядок.
Не допускается носить спецодежду расстегнутой и
с подвернутыми рукавами. Спецодежду и спец обувь слесарь не должен снимать в
течение всего рабочего времени.
Слесарь получивший средства индивидуальной
защиты обязан знать правила их применения.
При получении средств индивидуальной защиты
слесарь должен проверить их целостность, исправность, сроки испытаний.
Слесарь должен проверить наличие на стеллажах и
ремонтных установках запасных частей и материалов неисправный инструмент,
измерительные приборы, шаблоны должны быть заменены на исправные.
Перед работой в помещениях слесарь должен
проверить работу местной вытяжной вентиляции и местного освещения.
Обо всех обнаруженных неисправностях и
недостатках слесарь обязан сообщить мастеру (бригадиру) и не приступать к
работе до их устранения.
Во время работы:
Разборку и сборку узлов дизелей слесарь должен
производить с использованием стендов, технологических площадок, домкратов,
кантователей, стеллажей съемников направляющих втулок, специальных ключей и
других устройств обеспечивающих механизацию тяжелых и трудоемких операций и
предусмотренных правилами ремонта технологическими картами или инструкциями.
Слесарю следует все работы по монтажу выполнять
в рукавицах и при помощи грузоподъемных механизмов.
Слесарь обязан при работе пользоваться исправным
инструментом.
Техника безопасности по окончании работы
По окончании работы слесарь должен: привести в
порядок свое рабочее место, сложить инструмент, инвентарь и приспособления в
специально предназначенные для них места или кладовые; собрать использованные
обтирочные материалы в металлический ящик с плотно закрывающейся крышкой. По
окончании работы слесарь должен снять спецодежду и другие средства индивидуальной
защиты и убрать в шкаф гардеробной.
Загрязненную и неисправную спецодежду при
необходимости слесарь должен сдать в стирку или химчистку, а после этого в
ремонт.
Для очистки кожного покрова от производственных
загрязнений по окончании рабочего дня необходимо применять защитно-смывочные
пасты и мази, сочетающие свойства защитных и моющих средств.
Для поддержания кожного покрова в хорошем
состоянии после работы следует использовать различные индифферентные мази и
кремы (борный вазелин, ланолиновый крем и т.д.), не допускается применение
керосина или других токсичных нефтепродуктов для очистки кожного покрова и
средств индивидуальной защиты.
После работы или в случае загрязнения частей
тела или смачивания одежды нефтепродуктами рабочие должны принять душ с теплой
водой и мылом, смыть предохранительную пасту, а в случаях загрязнения только
рук обязательно мыть их водой с мылом.
Обо всех неисправностях оборудования,
инструмента и приспособлений и нарушениях трудовой дисциплины, замечаньях во
время работы, и о принятых мерах к их устранению, слесарь должен доложить
своему мастеру (бригадиру).
8. Технологическое оборудование,
устройство и действие
Кольцевой стенд служит для проведения токовых и
динамических испытаний токоприемника.
После ремонта производиться испытания на
кольцевом стенде.

Рисунок 5 - Кольцевой стенд для испытания
токоприемника
Заключение
В курсовом проекте описаны вопросы: назначение,
основные элементы конструкции и технические данные тормозной рычажной передачи,
периодичность, контроль технического состояния и выполнение ремонтов, условия
работы, характерные повреждения и их причины, технологический процесс очистки,
ведомость дефектации тормозной рычажной передачи, выбор и обоснование способа устранения
неисправностей тормозной рычажной передачи.
В технологической инструкции описаны вопросы
проверки, регулировки и испытания после ремонта тормозной рычажной передачи,
предельно допустимые размеры деталей при выпуске из ремонта, а также объем
работ, выполняемых при ремонте.
Список используемой литературы
1. Объем
работ, выполняемых при ремонте. Ибрагнимова С. И. Учебное пособие для студентов
специальности «Транспорт, транспортная техника и технологии». Устройство и
ремонт электровозов. - Караганда: «Print Shop», 2010. - 356с.
2. Предельно
допустимые размеры деталей при выпуске из ремонта.
<http://scbist.com/studentu-lokomotivschiku/23126-ustroistvo-i-remont-tokopriemnika-p5.html>
. Проверка,
регулировка и испытание после ремонта.
<http://scbist.com/studentu-lokomotivschiku/23126-ustroistvo-i-remont-tokopriemnika-p5.html>
. Оборудование,
применяемое при ремонте, сборке, испытании.
<http://scbist.com/studentu-lokomotivschiku/23126-ustroistvo-i-remont-tokopriemnika-p5.html>
. Организация
рабочего места и техника безопасности.
<http://scbist.com/studentu-lokomotivschiku/23126-ustroistvo-i-remont-tokopriemnika-p5.html>