Проект станочного приспособления для выполнения многоцелевой операции на станке детали 'Корпус'
Министерство
образования и науки Российской Федерации
Федеральное
государственное бюджетное
общеобразовательное
учреждение
высшего
профессионального образования
«Комсомольский-на-Амуре
государственный
технический
университет»
Институт
новых информационных технологий
Кафедра
«Технология машиностроения»
ПОЯСНИТЕЛЬНАЯ
ЗАПИСКА
к
курсовой работе
по
дисциплине «Технологическая оснастка»
Тема:
«Проект станочного приспособления для выполнения многоцелевой операции на
станке детали корпус»
Оглавление
.
Проработка операционного эскиза
.
Анализ базовых поверхностей, выбор и проработка установочных элементов
.
Установление связей станка и инструмента с приспособлениями
.
Расчет режимов резания
.
Разработка силовой схемы
.
Расчет точности приспособления
.
Служебное назначение приспособления
.
Устройство приспособления
.
Принцип работы приспособления
Список
литературы
. Проработка операционного эскиза
станок приспособление резание
Заготовку обрабатываем на горизонтально -
фрезерном станке 6Р80. Производиться фрезерование паза размером 9,7 +0,2 , и
обеспечения угла 75 ° ± 30´ относительно
оси проходящей через отверстия Ø12Н7
и отверстия Ø20Н11, для обработки
паза применяется специальная фреза.
. Анализ базовых поверхностей, выбор и
проработка
установочных элементов
Определение положения каждой опорной точки
Установочная база в точках 1, 2, 3, по оси А и Б
для исключения не совмещения баз;
Направляющая база -в точках 4,5 по поверхности В
и Г;
Опорная база в точке 6 по оси А.
Технологическая установочная база - отверстие Ø20Н11
и отверстие Ø11,8Н11;
технологическая направляющая база - сочетания поверхностей В,Г; опорная база - Ø20Н11.
Точка 1 лишает заготовку смещения по оси Y и
обеспечивает положение заготовки в зоне обработки, так как обрабатывается сквозной
паз, и точность ориентации заготовки в этом направлении не требуется;
Точка 2 лишает заготовку поворота вокруг оси Z и
обеспечивает перпендикулярность боковой поверхности паза к оси А;
Точка 3 лишает заготовку поворота вокруг оси X и
обеспечивает угол 75°±30´ относительно
оси проходящей через два отверстия;
Точка 4 лишает заготовку перемещения вдоль оси X
и обеспечивает выдерживание размера 24,9+0,1;
Точка 5 лишает заготовку поворота вокруг оси Y и
обеспечивает параллельность боковой поверхности паза относительно направляющей
базы.;
Точка 6 лишает заготовку перемещения вдоль оси Z
и обеспечивает выдерживание размера 24,9+0,2.
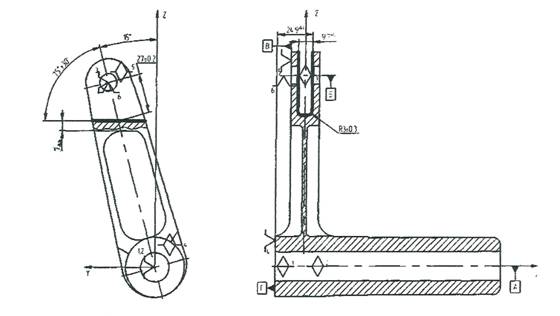
Рисунок 1. Эскиз к операции 010
Станочные приспособления, применяемые на станках
с ЧПУ, должны соответствовать следующим требованиям:
высокая точность и жесткость, обеспечивающая
требуемую точность обработки;
надежное базирование заготовки и приспособления
относительно начала координат станка;
возможность подхода инструмента ко всем
обрабатываемым поверхностям;
наличие быстродействующих механизированных
зажимных устройств;
возможность размещения в одном приспособлении
нескольких заготовок.
Установочные элементы приспособления для
установки на него детали выбираю по справочнику [1], установочный срезанный
палец (рис. 2.1) и фиксатор (рис. 2.2)
. Установление
связей станка и инструмента с приспособлениями
Выбираю горизонтально-фрезерный консольный
станок модели 6Р80/2/.Станок предназначен для фрезерования всевозможных деталей
из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными,
угловыми, торцовыми, концевыми и другими фрезами в условиях индивидуального и
серийного производства. Возможность настройки станка на различные
полуавтоматические и автоматические циклы позволяет успешно использовать станки
для выполнения работ операционного характера в поточных и автоматических линиях
в крупносерийном производстве. На станке можно обрабатывать вертикальные и
горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и т.д, при помощи
универсальной делительной головки можно фрезеровать спиральные канавки на
цилиндрических деталях, а также производить различные фрезерные работы,
связанные с поворотом детали на заданную величину. Класс точности станка Н по
ГОСТ 8-77
Техническая характеристика станка. Размер
рабочей поверхности стола (длина´ширина) 800´200
мм; число частот вращения шпинделя 50-2240 мин-1. Пределы рабочих подач
(регулирование бесступенчатое) продольная и поперечная 25-1120мм/мин;
вертикальная 12,5-560 мм/мин; скорость быстрого перемещения по осям Y, Z 2300
мм/мин; по оси Х 1120 мм/мин.; внутренний конус шпинделя: 40. Габаритные
размеры станка 1525´1875´1515
мм.
Размеры заготовки (мм): длина ´
ширина ´
высота: 50´170´185.
Размеры обрабатываемых поверхностей (мм): паз
размером 9,7+0,2 глубиной 43 мм.
На рисунках 3.1, 3.2 показаны эскизы шпинделя и
стола горизонтально - фрезерного стола модели 6Р80:
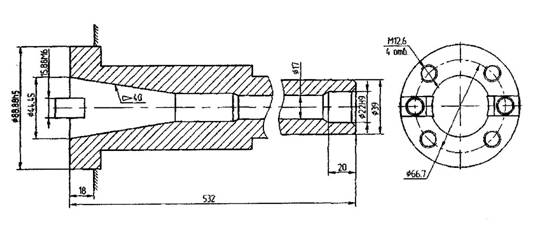
Рисунок 3.1 - Шпиндель фрезерного станка модели
6Р80
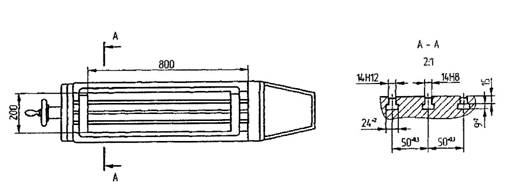
Рисунок 3.2 - Стол фрезерного станка модели 6Р80
Для ориентирования приспособления относительно
стола станка используется призматическая шпонка. (рис.4)
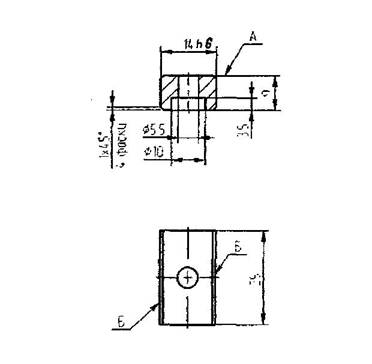
Рисунок 4- Шпонка ГОСТ 14737-69
Эскиз и характеристика режущих инструментов
Для обработки паза применяется дисковая
специальная фреза
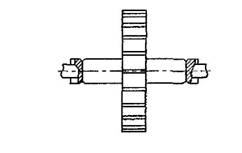
Рисунок 5 - Фреза специальная
Измерительный инструмент
Измерение угля 75° ±30´
и
глубины паза осуществляется с помощью специального контрольного приспособления.
. Расчет режимов резания
Рассчитываю все параметры для наиболее
оптимальной обработки заготовки. В процессе расчетов нужно учитывать, каким
инструментом производится обработка, материал режущей части инструмента,
материал заготовки.
Принимаем подачу на зуб Sz = 0,1 мм/зуб; период
стойкости инструмента T=150 мин /3/.
Скорость главного движения /4/:
где: В - ширина фрезерования; СV
=108; qV=0,2; x=0.06; y =0.3; m=0.32; uV=0,2; PV=0;
КV - общий поправочный коэффициент
на скорость резания, учитывающий фактические условия резания:
= KMV×KПV× KИV
где KMV =0,5 - коэффициент
учитывающий влияние материала заготовки;ПV =0,8 - коэффициент учитывающий
состояние поверхности заготовки;ИV =2,7 - коэффициент учитывающий материал
инструмента;
KV = 0,5×1,0×0,9=0,45=
0,97;

Определяем частоту вращения шпинделя
по формуле:
где n - частота вращения шпинделя,
мин-1,и - скорость резания, м/мин;- диаметр фрезы, мм.
Действительная частота вращения
шпинделя станка nд = 60 мин-1 . Определяю действительную скорость резания по
формуле:
где: Vд - действительная скорость
резания, м/мин;- диаметр фрезы, мм;д - частота вращения шпинделя
действительная, мин-1.

Скорость движения подачи
 ;д = 0,8´100 = 800
;д = 0,8´100 = 800
Определяю окружную силу резания по
формуле:
где: Ср
=68,2; хp
=0,86; yp =0,72; Up=1; Wp=0; qp=0,86;
Кмр - поправочный коэффициент,
учитывающий влияние качества обрабатываемого материала на силовые зависимости;
Кмр=1,24; Pz=3684 H. (Pz » 370 кг).
Определяю крутящий момент по
формуле:

М = 230,25 Н м
м
Определяю мощность резания по
формуле:
 = 1,5 кВт.
= 1,5 кВт.
5. Разработка силовой схемы
Выполняем эскиз заготовки штриховыми линиями в
двух проекциях: главный вид и вид сбоку (рис.4.1) На проекции изображаем
установочные элементы: установочный палец 1 и фиксатор 2.
Сила зажима Q направлена сбоку и прижимает
заготовку к стойке. В качестве силового механизма используется гидроцилиндр.
При фрезеровании паза действует сила резания Pz
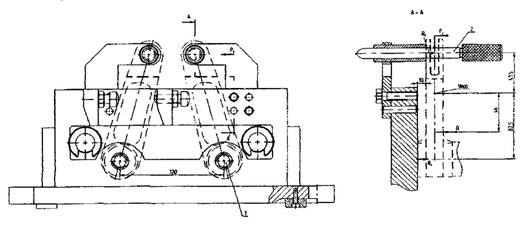
Рисунок 6 - Эскиз приспособления для обработки
паза
Определяем силу зажима , Н:
 Pz47,5=Q
fзм
46
+ R1 fon
∙ 82,5 + R2 ∙ fon ∙ 47,5
Pz47,5=Q
fзм
46
+ R1 fon
∙ 82,5 + R2 ∙ fon ∙ 47,5
где: R1 + R2 = Q;
(82,5-46) = R2(42,5+46);= R1/2,56;= Q/1,39
Коэффициент запаса К = 3,5;зм. Fон принимаю =
0,15.
,5 ∙Pz ∙ 47,5 = Q ∙ 0,15 ∙
46 + Q / 1,39 ∙ fon ∙ 82,5 + Q / 3,56 ∙ fon ∙ 47,5;=
33156 Н.
На рисунках 7.1, 7.2 приведены детали прижимного
приспособления - планка, упорный болт.
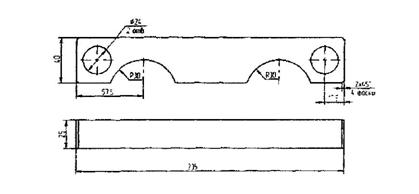
Рисунок 7.1 - Планка
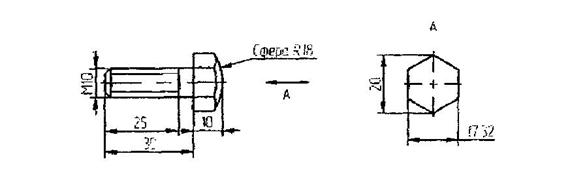
Рисунок 7.2 - Упорный болт
. Расчет точности приспособления
При установке, заготовки левого и правого
кронштейна, устанавливаются на срезанные пальцы, и положение заготовок в
приспособлении фиксируется фиксатором. Затем с помощью гидроцилиндра планка
прижимается к заготовкам и закрепляет их с силой зажима Q = 33156 Н.
Приспособление устанавливается на стол
горизонтально-фрезерного консольного станка модели 6Р80.
7. Служебное назначение приспособления
Приспособление для фрезерования паза размером
9,7+0,2 предназначено для установки заготовки кронштейн, под углом точностью
75° ± 30´
(рис. 8).
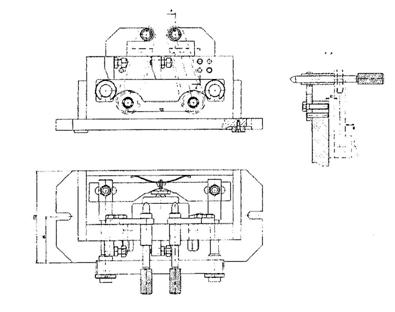
Рисунок 8.1 - Приспособление с заготовкой
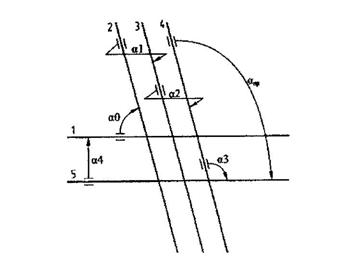
Рисунок 8.2 - Размерная цепь для обеспечения
угла 75° ± 30´
1 - линия паза;
- ось двух отверстий в кронштейне;
- ось установочных пальцев;
- ось, проходящая через отверстия в корпусе;
- линия паза;
- ось двух отверстий в кронштейне;
- ось установочных пальцев;
- ось, проходящая через отверстия в корпусе;
- основание приспособления;
α0 - угол, между линией
паза и осью двух отверстий в кронштейне.
Тαо
= 20 - допуск погрешности измерения углового размера.
Найдем среднее отклонение для всех составляющих
звеньев размерной цепи Аicp методом неполной взаимозаменяемости по формуле:
Тαicp = 20/4 =
5´.
Tαпр = 10´.
. Устройство приспособления
На верхнюю полость корпуса устанавливаются
четыре опорные пластины 11 и крепятся к корпусу с помощью винтов 7. В четыре
отверстия выполненные в верхней полости цилиндра устанавливаются по посадке с
натягом Н7/p6 установочные пальцы, два цилиндрических 8 и два ромбических пальца
9.
Силовые механизмы состоят из двух гидроцилиндров
2, двух тяг (болтов) 4 и двух прихватов 3.
Для транспортировки приспособления предназначены
соответствующие элементы рым - болты 12.
Для установки приспособления на столе станка
предназначены: установочный палец 10 и направляющая призматическая шпонка 14.
Корпус имеет две проушины, предназначенные для
закрепления приспособления на столе.
. Принцип работы приспособления
Приспособление устанавливается на столе
вертикально-фрезерного станка 6Р13РФ3 нижней плоскостью корпуса 1, фиксируется
по центральной расточке стола Æ 40H8/g7 и пазу 18
Н8/h7 и закрепляется болтами.
Заготовка устанавливается на плоскость опорных
пластин с фиксацией на установочные пальцы Æ 6Н9/f7. Масло под
давлением 5 МПа поступает в верхнюю полость гидроцилиндра 2. Штоки
гидроцилиндров начинают двигаться вниз: при движении штока и привинченному к
нему тяги (болту) 4 посредством прихватов 3 происходит зажим заготовки. После
окончания обработки давление масло снимается в гидроцилиндре и под действием
пружины находящейся во внутренней полости гидроцилиндра поршень поднимается
вверх происходит разжим заготовки. Обработанные заготовки вынимаются из
приспособления, которое в свою очередь загружается новыми заготовками.
Список литературы
1.
Станочные приспособления: Справочник. В 2-х т./Ред. Совет: Б.Н. Вардашкин
(пред.) и др. - М.: Машиностроение, 1984. - Т. 1/ Под ред. Б.Н. Вардашкина,
А.А. Шатилова,1984. 592 с., ил.
.
Обработка металлов резанием: Справочник технолога/ А.А. Панов, В.В. Аникин,
Н.Г. Бойм и др.: Под. общ. ред. А.А. Панова. - М.: Машиностроение. 1988. - 736
с.: ил.
Общемашиностроительные
нормы времени и режимов резания для нормирования работ, выполняемых на
металлорежущих станках. - М. : Машиностроение, 1990.
Справочник
технолога - машиностроителя. В 2-х т. Т. 2/ Под ред. А.Г. Косиловой и Р.К.
Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985, 496 с., ил.
Горбацевич,
А.Ф., Шпред В.А. Курсровое проектирование по технологии машиностроения: [Учеб.
Пособие для машиностроительных специальностей вузов]. - 4 - е изд., перераб и
доп. - Минск: Высшая школа, 1983. -256 с., ил.
Добрыднев,
И.С. Курсовое проектирование по технологии машиностроения. - М.:
Машиностроение, 1985