Проект производственно-технологической системы по выпуску изделия 'Вариатор цепной' РЛ86.000СБ
Введение
Темой данного дипломного проекта является разработка
"Проекта производственно-технологической системы по выпуску изделия
"Вариатор цепной" РЛ86.000СБ с подробной разработкой технологического
процесса обработки детали "Корпус" РЛ86.001".
Целью данного дипломного проекта является подробная
разработка технологического процесса для детали " Корпус"
РЛ86.001которая входит в состав изделия "Вариатор цепной" РЛ86.000СБ.
На основании конструкторской документации, будет разработан технологический
процесс механической обработки, в котором должны быть учтены все технические
требования, а так же функциональный анализ работы детали "Корпус"
РЛ86.001 в составе изделия "Вариатор цепной" РЛ86.000СБ. На основании
технических требований и функционального анализа, будут выбраны оптимальные
методы механической обработки. Методы механической обработки для изготовления
детали должны включать формы детали с требуемой точностью и качеством их
поверхностей достигается в основном путем механической обработки, так как другие
способы обработки не всегда могут обеспечить выполнение этих технических
требований.
Эффективность производства, его технический прогресс,
качество выпускаемой продукции во многом зависят от производства нового
оборудования, станков, инструмента, оснастки которые обеспечивают решение
технических вопросов и экономическую эффективность технологических разработок.
Производительность процесса механической обработки во многом
зависит от режимов резания (скорости, глубины, подачи) а, следовательно, от
материала режущей части инструмента, его конструкции, геометрических
параметров, лезвий инструмента и т.д.
Основными задачами, решаемыми при разработке дипломного
проекта, являются:
Разработка и обоснование критериев для выбора, отбора для
проектного решения по сценарию и маршруту техпроцессов, заготовке,
оборудованию, технологическому оснащению и оценке экономической эффективности.
Подробное определение технологичности конструкции заготовки и
детали.
Повышение режимов резания за счет прогрессивного режущего
инструмента.
1.
Работа "Вариатор цепной"
"Вариатор цепной" предназначенные для плавного,
бесступенчатого изменения частоты вращения тихоходного вала и одновременного
изменения величины крутящего момента, незаменимы прежде всего там, где из-за
перегрузок технологического оборудования требуется значительное повышение
крутящего момента относительно его номинального значения.
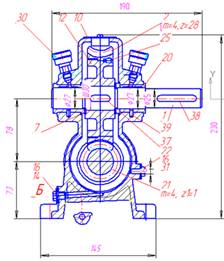
Рис.1 Сборочный чертеж
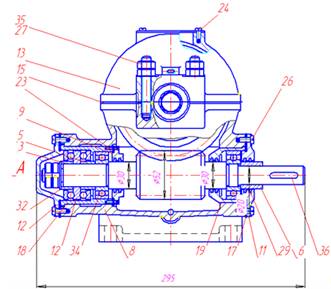
Рис.2 Сборочный чертеж.
В данном редукторе вращение от электродвигателя передается на
вал червяка (поз.21) (червяк сделан заодно с валом), а с него - через составное
червячное колесо (ступица 20, венец 2) на вал (поз.1). Червячное колесо на валу
(поз.1) крепится шпонкой (поз.37).
Опорами вала червяка служат подшипники качения. Кольца
(поз.29) предохраняют подшипники от трения. Опорами вала (поз.1) служат
подшипники скольжения (ступицы) (поз.20), которые смазываются через масленки
(поз.30). Штифт (поз.39), запрессованный в корпус, предохраняет ступицу (поз.20)
от проворачивания.
Масло для смазки червячного зацепления заливается в корпус
(поз.8) через отверстие, закрываемое крышкой (поз.10). Спускается масло через
отверстие, закрываемое пробкой (поз.14).
Межосевое расстояние червячного редуктора определяется по
формуле [13].
 , (1)
, (1)
Где: Mрк=К*Мк - расчетный момент на валу
червячного колеса,
Епр = (2Еч*Ек)/(Еч+Ек)
- приведенный модуль упругости,
Zк - число зубьев червячного колеса,
q - относительная толщина червяка,
[σ]к -
допускаемое контактное напряжение
Все данные находим в справочнике.
Мрк = К*Мк
К= Ккц*Кдин.
При постоянной нагрузке происходит полная приработка, и
концентрация нагрузки отсутствует, т.е. Ккц=1, Кдин. = 1.
Еч для чугуна = (0,9…1,3)*106кГ/см2 ≈(0,885…1,18)*105Мн/м2
Ек для венца червячного колеса = (0,9…1,3)*106кГ/см2
≈
≈ (0,885…1,18)*105Мн/м2
принимаем оба значения = 1
Епр = (2Еч*Ек)/(Еч+Ек)
= (2*1*1)/(1+1) = 1
 мм
мм
2.
Общий раздел
.1
Марка материала заготовки, метод получения
Для изготовления детали "Корпус" была выбрана марка
материала СЧ20 ГОСТ1412-75. Из материала СЧ20 ГОСТ1412-75 изготовляются детали,
работающие на износ: тормозные барабаны, цилиндры шестерни и т.д.
Таблица 1. Химические свойства материала СЧ20
|
Название
элемента
|
Процентное
содержание
|
|
Углерод
|
3,3 - 3,5
|
|
Кремний
|
1,4 - 2,4
|
|
Марганец
|
0,7 - 1,0
|
|
Сера
|
Не более 0,15
|
|
Фосфор
|
Не более 0,2
|
Таблица 2. Физические свойства материала СЧ20
|
Плотность r, кг/м3
|
7,1×103
|
|
Линейная
усадка, %
|
3,3 - 3,5
|
|
Модуль
упругости при растяжении, s×10-2
МПа
|
850 - 1100
|
|
Удельная
теплоёмкость при температуре от 20до 200°С, С, Дж(кг×К)
|
480
|
|
Коэффициент
линейного расширения при тем-пературе от 20 до 200°С
|
9,5×10-3
|
|
Теплопроводность
при 20°С, l, Вт(м×К)
|
54
|
Материал СЧ 20 по ГОСТ 1412-85 имеет временное сопротивление
при растяжении 250 МПа, или 25кгс/мм2.
Отливка "Корпус" была получена методом литья в
оболочковую форму.
.2
Описание конструкции детали
Данная деталь относится к корпусным деталям. Габаритные размеры
детали 242х220х200. Внутри Корпуса имеется пустота, при сборке, которая
заполняется деталями (зубчатые колеса с валами) и обеспечивает работу.
2.3
Определение типа производства
Тип производства, согласно ГОСТ 31108 - 74, характеризуется
коэффициентном закрепления операции и рассчитывается по формуле
Кзо = Q/PМ. (2)
Где:
Q - число, различных операций, включая слесарные сдаточную,
контрольную = 13
РМ - число рабочих мест, по количеству оборудования = 3
Кзо = 13/3 = 4,3
Для предварительного определения типа производства можно
использовать годовой объём выпуска и массу детали.
Ориентируясь на таблицу3, определяется производство: 2000 -
среднесерийное
Таблица 3.
|
Масса детали
|
Тип
производства
|
|
Кг.
|
Единичное
|
Мелкосерийное
|
Среднесерийное
|
Крупносерийное
|
|
<
1.
|
<
10
|
10 -
2000
|
2000
- 100000
|
100000
- 200000
|
|
1-2,5
|
<
10
|
10 -
1000
|
1000
- 50000
|
50000
- 100000
|
|
2,5-10
|
<
5
|
5 -
500
|
500
- 10000
|
10000
- 50000
|
|
10
-25
|
<
5
|
5 -
100
|
100
- 3000
|
4000
- 10000
|
Среднесерийное производство характеризуется ограниченной номенклатурой
изделия, изготовляемых повторяющимися партиями и сравнительно большим объёмом
выпуска, чем в мелкосерийном типе производства. При среднесерийном производстве
используются универсальные станки, станки с ПУ. Станки оснащены как
специальными, так и универсальными и универсально - сборными приспособлениями,
что позволяет снизить трудоёмкость и себестоимость изготовления изделия. В
среднесерийном производстве технологический процесс изготовления изделия
расчленён на отдельные самостоятельные операции, выполняемые на определённых
станках.
.4
Технологический контроль чертежа и анализ технологичности детали
Технологический контроль чертежа производится для выявления
недостатков конструкции по сведениям, содержащимся в чертежах и технических
требованиях, а также возможное улучшение технологичности рассматриваемой
конструкции.
Вид
оценки на технологичность - качественная.
2.4.1 Деталь "Корпус".
.4.2 Годовой объём выпуска - 2000 шт.
.4.3 Тип производства - среднесерийное. Деталь
"Корпус" относится к деталям типа корпусных.
Простановка размеров и конфигурация наружного и внутреннего
контура детали не вызывает значительных трудностей при механической обработке и
относится к рекомендуемой, обеспечивая свободный подвод и отвод режущего
инструмента.
Длиновые размеры - 14 квалитет.
Конструкция деталей состоит из стандартных элементов,
предварительные отклонения назначены по стандартам.
Физико-химические и механические свойства материала СЧ20
позволяет при механической обработке применять режущий инструмент с пластинками
из сплава ВК8, Р6М5.
3.Технологический
раздел
.1
Выбор вида и метода получения заготовки
Способ получения заготовки должен быть наиболее экономичен
при заданном объёме выпуска деталей. На выбор формы, размеров и способа
получения заготовки влияет конструкция детали и её материал. Вид заготовки
оказывает значительное влияние на характер технологического процесса,
трудоёмкость и экономичность её обработки. При выборе вида заготовки необходимо
учитывать не только эксплуатационные условия работы детали, её размеры и форму,
но и экономичность её производства.
Наиболее рациональный выбор заготовки характеризует
коэффициент использования материала, который определяется по формуле:
Ким = Мд/Мз = 0,55…0,85. (3)
Где: Мд - масса детали;
Мз - масса заготовки.
Ким = 4,22/4,85 = 0,87
Стоимость заготовки определяется по формуле:
 , (4)
, (4)
Где:
Сi - базовая стоимость одной тонны отливок
при данном способе, руб;
Sотх -
стоимость одой тонны отходов материала СЧ25, руб;
Qкт - масса
заготовки, кг;
q - масса детали, кг;
Кс - коэффициент, зависящий от группы сложности;
Кв - коэффициент, зависящий от класса точности;
Км - коэффициент, зависящий от марки материала;
Кп - коэффициент, зависящий от объёма производства.
Кт = 1,05
Кс = 0.83
Кв = 0.82
Км = 1,22
Кп = 1
Вариант получения заготовки - отливка
Стоимость заготовки будет равна (литьё в оболочковую форму):
Sзаг =
((35000/1000)×4,85×1,05×0,83×0,82×1,22×1-
(4,85-4,22)×(16000/1000)
= 137,91 руб.
Аналогично стоимость заготовки - отливки при литье в землю:
Sзаг =
((35000/1000)×5,74×1,05×0,83×0,82×1,22×1-
(5,74-4,22)×(16000/1000)
= 150,83 руб.
Экономический эффект для сопоставления способов при неизменном
технологическом процессе механической обработки рассчитываю по формуле:
Эз.min = (Sзаг1 - Sзаг2)×N = (150,83 - 137,91)×1000 = 12920 руб. (5)
В результате сравнения вариантов экономического обоснования
заготовки было выявлено, что перевод способа получения заготовки на литьё в
землю при данном объёме производства нецелесообразен и убыточен, что
подтверждается и справочной литературой.
Так как другими способами получить отливку из материала СЧ20 не
возможно, анализируем по двум видам получения заготовки.
В то же время можно сделать вывод о преимуществах литья в
оболочковую форму перед остальными предложенными вариантами для заданных
условий обработки.
Анализируя вышеизложенное, в качестве заготовки рекомендуется
литьё в оболочковую форму.
3.2
Расчёт размеров заготовки
Рассчитываем припуски на обработку и промежуточные предельные
размеры для поверхности детали "Корпус", Æ68Н14.
Заготовка представляет собой отливку массой 4,85 кг.
Технологический маршрут обработки поверхности Æ68Н14 состоит из 2
переходов:
·
точение
черновое;
·
точение
чистовое.
Все операции выполняем на обрабатывающем центре ОЦИР500ПМФ4.
Суммарное значение Rz и Т, характеризующее качество поверхности
отливок, составляет 150 мкм (табл. 4.3. Горбацевич) - этот пункт полностью
выполняем по учебнику "Курсовое проектирование по технологии
машиностроения", под редакцией А.Ф. Горбацевич.
Суммарное значение отклонений для заготовки определяем по
формуле:
gз =  (6)
(6)
gкор =  =
=  = 56,27 (7)
= 56,27 (7)
где Ñк -
удельная кривизна заготовки;
d - диаметр поверхности;
l - длина поверхности.
r1=0,05 rз= 0,05×56,27 = 2,81
Погрешность установки при черновом растачивании
Е1 =  (8)
(8)
При определении gсм принимаем во внимание точность
расположения баз поверхностей. Так как при растачивании, базой является
поверхность размером Ø13, то
по таблице (2.4. Горбацевич) находим допуск на размер 13/2 14 квалитета = 360
мкм. Æ68 14 квалитета с допуском (+0,74) 0,74
мм, сл-но:
d = (0,36+0,74)/2 = 0,55
dсм =  = 26,92 мкм. (9)
= 26,92 мкм. (9)
Æ1 = 13 =
6,5;
Æ2 = Æ68
= 34;
то суммарное значение rзаг.
=  = 62,38;
= 62,38;
Остаточное пространственное отклонение после чернового
растачивания r1 = 0,05;
r1 = 0,05
r2 = 0,05×62,38
= 3,12
Погрешность базирования возникает за счёт перекоса заготовки
в приспособлении.
Наибольший
зазор между размером 13 и приспособлением
Sмах = dа + dв + Sмин (10)
Где:
dа - допуск на размер 13 (0,36);
dв - допуск на приспособление (0,5);
Sмин - минимальный зазор между размером 13 и
приспособлением (0,5мм.)
Наибольший угол прокручивания заготовки в приспособлении
tg a = (dа + dв +Sмин)/Аустан. = (0,36 + 0,5 + 0,5)/230 =
0,0059 (11)
Погрешность базирования на длине обработанного отверстия
Eб = l × tg a
= 18 ×0,0059 = 0,106 мм » 10,6 мкм. (12)
Погрешность закрепления заготовки Ез принимаем =
140 мкм. Тогда погрешность при черновом растачивании
Ез =  = 1069,20 мкм.
= 1069,20 мкм.
Остаточная погрешность установки при чистовом растачивании
r1 = 0,05;
Е2 = 0,05 ×Е1 + ЕИНД
= 0,05 ×1069,20 + 0 = 53,5 мкм
т.к. черновое и чистовое растачивание проводится за один
установ, то ЕИНД = 0.
Е3 = 0,04 × 53,5 = 2,14;
Расчёт минимальных значений припусков:
2ZMIN 1 = 2 ×
(500 +  ) = 2 × 1571;
) = 2 × 1571;
ZMIN 2 = 2 × (100 +  ) = 2 ×
153,6;
) = 2 ×
153,6;
Имея расчётный размер после последнего перехода (точение чистовое
до Ø68H14) для
остальных переходов получаем:
dP 1 = 68,74
- 0,880 = 67,860 мм - точение получистовое;
dР заг
= 67,860 - 2,504 = 65,356 - заготовка.
Значения допусков каждого перехода принимаются по таблицам в
соответствии с квалитетом того или иного вида обработки. Так, для чистового
растачивания допуск 74 мкм; допуск для получистового растачивания 126 мкм,
допуск на отверстие в отливке 2400мкм. В графе "Предельный размер" dmax получается по расчётным
размерам, округлённым. Dmin получается по формуле:
Dmin = dmax - d.
Dmin 1 = 68,74 - 0,74 = 68,00
мм;
Dmin 2 = 67,86 - 1,26 = 66,60
мм;
Dmin 3 = 65,356 - 2,4 = 62,956
мм.
Минимальные предельные значения припусков ZMIN равны разности
наибольших предельных размеров выполняемого и предшествующего переходов, а
максимальное значение ZMAX - соответственно разности наименьших
предельных размеров.
Для растачивания чистового
2Zmin1 = 68,74 - 67,86 = 0,88 мм = 88 мкм
2Zmax1 = 68,00 - 66,60 = 1,4 мм = 140 мкм
Для растачивания чернового
2Zmin2 = 67,86 - 65,356 = 2,504 мм = 2504 мкм
2Zmax2 = 66,60 - 62,956 = 3,644 мм = 3644 мкм
Общие припуски Zоmin и Zоmax определяем, суммируя
промежуточные припуски.
2Zоmin = 88+2504 = 2592 мкм;
2Zоmax = 140 + 3644 = 3784 мкм
Таблица 4.
|
Предельное значение припусков
|
2Zмах
|
3644 140
|
3784
|
|
2Zмин
|
2504 88
|
2592
|
|
Предельный размер
|
D max
|
65,356 67,86 68,740
|
|
|
D мин
|
62,956 66,60 68,00
|
|
|
Допуск d мкм
|
2400 126 74
|
|
|
Расчетный размер
|
65,356 67,860 68,74
|
|
|
Расчетный припуск 2Zмин, мкм
|
2 × 1571 2 × 152,6
|
|
|
Элементы припуска
|
E
|
1069 53,5 2,14
|
|
|
r
|
4,51
|
|
|
RZ
|
600 200 100
|
|
|
2 Z мах
|
1.Заготовка Растачивание:
2.Черновое 3. Чистовое
|
Итого
|
На остальные обрабатываемые поверхности детали
"Корпус" припуски и допуски выбираем по таблицам. Данные - на чертеже
заготовки.
3.3
Выбор и обоснование технологических баз
База - поверхность или выполняющие ту же функцию сочетание
поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая
для базирования.
Наибольшая точность обработки детали достигается в том
случае, когда весь процесс обработки детали производится с 1 - го установа, так
как ввиду возможных смещений при каждой новой установке выносится ошибка во
взаимное положение поверхностей. В большинстве случаев невозможно обработать
деталь на 1 станке, приходится вести обработку и на других станках. В целях
достижения наибольшей точности детали, обработки её, все дальнейшие установы
детали должны иметь одну и ту же базу, то есть соблюдается принцип совмещения
баз.
Базирование обрабатываемой детали по операциям производится
по следующим схемам:
·
все
операции имеют своё, специальное приспособление;
·
установить
деталь в приспособление (для каждой операции своё);
·
затянуть
все необходимые крепёжные детали до упора с помощью специальных ключей.
3.4
Разработка маршрута механической обработки
Намечая технологический маршрут обработки детали
"Корпус" следует придерживаться следующих правил:
·
с
целью экономии труда и времени технологической подготовки производства
использовать типовые процессы обработки детали и типовых поверхностей деталей;
·
применение
универсальных станков, применение уникальных и дорогостоящих станков должно
быть технологически и экономически оправдано;
·
использовать
по возможности только стандартный режущий и измерительный инструмент;
·
обрабатывать
наибольшее количество поверхностей за одну установку;
·
стремиться
применять наиболее совершенные формы организации производства: непрерывные и
групповые поточные линии, групповые технологические процессы и групповые
наладки на отдельные станки и т.д.
Обрабатывающий центр ОЦИР500 МФ4.
Станок предназначен для обработки сложных поверхностей в
условиях крупносерийного производства, может выполнять сверлильные, фрезерные,
токарные переходы.
Возможность настройки станка на различные полуавтоматические
и автоматические циклы позволяет организовать многостаночное обслуживание.
Деталь крепится в специальном приспособлении, которое устанавливается на стол
станка.
Станок вертикально-фрезерный ВМ130.
Станок предназначен для фрезеровании поверхностей, уступов в
условиях мелкосерийного, среднесерийного, крупносерийного производства,
применение в условиях массового производства не выгодно. Деталь крепится в
станочных тисках, которые устанавливаются на стол станка.
Станок вертикально-сверлильный 2М55.
Станок предназначен для сверления отверстий, рассверливания,
зенкования в условиях мелкосерийного, среднесерийного, крупносерийного
производства, применение в условиях массового производства не выгодно. Деталь
крепится в кондукторе, который устанавливается на стол станка.
.5 Влияние термообработки и структуры на прочность,
надёжность и долговечность
Механические свойства, характеризующие прочность, надёжность
и долговечность материала, зависят от его структуры и состава.
Твёрдость, определяемая простейшими, неразрушающими методами,
зависит от содержания углерода и условий термообработки стали.
Операции термической обработки устанавливают от того, какими
свойствами должно обладать изделие.
Операция термической обработки позволяет снять остаточные
напряжения в металле, что приведёт к лучшей механической обработке детали и,
следовательно, к лучшей работоспособности изделия.
3.6 Проектирование режущего и мерительного
инструмента на операции технологического процесса
Для обработки детали "Корпус" в качестве режущего
инструмента используется стандартный инструмент, режущая часть которого из
материала ВК8.
Данный режущий инструмент выбрали по справочнику
машиностроителя. Для расточки канавки применили расточной резец.
Рассчитать и спроектировать резец для расточки канавки.
Материал заготовки СЧ20 с sв=250 МПа. Глубина резания 2,5 мм, подача на
оборот S=0,28мм/об.
Главная составляющая силы резания
Рz = 9,81 х Сpz х tx х Vу х Un х Кр
Значение силы резания выбираем по справочной литературе Т.М.
2 том.
Где Сpz = 200;
х = 0,1;
у = 0,75;
n = -15;
Кр = Кмр х Кjр х Кур х Кlр х Кrр;
Кр = 1 х 0,75 х 1,08 х 1,15 х 0,87 = 0,81
Рz = 9,81 х 200 х 21 х 0,50,75
х 225-15 х 0,81 = 1436 Н » 145 кгс.
В качестве измерительного инструмента используется
универсальный и специальный мерительный инструмент: скобы, пробки,
штангенциркуль, шаблоны, штангенглубиномеры и др.
Данный мерительный инструмент контролирует соосность 6-ти
отверстий.
Для проектирования мерительного инструмента выбрали
внутреннюю поверхность, на которую надевается основание калибра. Пробки должны
одновременно попасть в отверстия детали.
.7 Назначение режимов резания по нормативным
документам
Операция 020. Переход 2: Сверлить 4 отверстия Ø13
1) Расчёт длины рабочего хода суппорта
 = 2,5+15+0 = 17,5 мм
= 2,5+15+0 = 17,5 мм
1 -
длина врезания = 2,5 мм.
Lрез -
длина резания = 15 мм.
L2 - длина
перебега = 0 мм.
) Назначение подачи суппорта на оборот шпинделя Sо;
по нормативам 0,09…0,15
по паспорту 0,12
) Определение стойкости инструмента по нормативам: Т=50 мин.
) Расчёт скорости резания  м/мин.
м/мин.
по нормативам
 где
где  (13)
(13)
из таб. 17 стр. 269 "Справочник технолога-машиностроителя"
том 2.
Сv = 420, х = 0,20, у = 0,20, m = 0,20
из таб. 1-6 стр. 261-263 "Справочник
технолога-машиностроителя" том 2.
Кv = 0,9
 м/мин. (14)
м/мин. (14)
частота вращения шпинделя
 об/мин (15)
об/мин (15)
уточнение числа оборотов по паспорту станка: 1000 об/мин
уточнение скорости резания по принятому числу оборотов:
 м/мин (16)
м/мин (16)
) Расчёт основного машинного времени:
 мин. (17)
мин. (17)
) Расчёт силы резания:
 (18)
(18)
Из таблицы 22 стр. 273 "Справочник технолога-машиностроителя"
том 2:
Ср = 300, х = 1,0, у = 0,75, n = -0,15

 H
H
) Определяем мощность резания:
 кВт. (19)
кВт. (19)
) уточнение паспортных данных:
 кВт.
кВт.
 в.
в.
т.е. 0,96< 7,7
Станок подобран правильно.
Аналогично рассчитываем и для других операций. Данные заносим
в таблицу№5.
Таблица№5
|
Операция
|
Содержание
перехода
|
D, (мм)
|
S
|
N, (об/мин.)
|
U, (м/мин.)
|
|
010.Вертикально-фрезерная
|
1. Фрезеровать
поверхность в размер 168 ± 0,5.
|
60
|
0,28
|
800
|
150
|
|
020.Вертикально-фрезерная
|
1. Фрезеровать
поверхность в размер 163 ± 0,5.
|
60
|
0,28
|
800
|
150
|
|
030.Вертикально-сверлильная
|
1. Сверлить 4
отверстия Ø13,
выдержав размеры 128; 142.
|
13
|
0,12
|
1000
|
40,8
|
|
040.Вертикально-сверлильная
|
1. Сверлить 4
отверстия Ø10, на
глубину 18, выдержав размеры 57; 92.
|
10
|
0,12
|
1000
|
|
050.Комплексная
на ОЦ
|
1. Фрезеровать
поверхность в размер 225±0,5. 2. Фрезеровать поверхность в размер 4. 3.
Расточить отверстие Ø64Н14
на проход. 4. Расточить отверстие Ø68Н14 на глубину 4. 5. Центровать 6
отверстий, выдержав размеры Ø84. 6. Сверлить 6 отверстий Ø4
на глубину 11, выполнив
размер Ø84. 7.
Фрезеровать поверхность в размер 123. 8. Фрезеровать паз Ø21
в размер 4. 9. Расточить
отверстие в размер R20 в размер 2
на проход 9 10. Центровать отверстие, выдержав размер 64. 11. Сверлить
отверстие Ø4 на
проход, выполнив размер 64. 12. Фрезеровать поверхность в размер 220. 13.
Расточить отверстие Ø68Н14
на проход. 14. Расточить отверстие Ø74Н14 на глубину 6. 15. Расточить
отверстие Ø73Н14
на глубину 6. 16. Расточить канавку Ø73 в размер 23; 26 с образованием размера R2. 17. Центровать 6 отверстий, выдержав
размер Ø84. 18.
Сверлить 6 отверстий Ø4 на
глубину 11, выполнив размер Ø84. 19. Фрезеровать поверхность в размер
118.
|
60 21 64 68 5 4 50 30 40 5 4 60 68 74 73 73 5 4 50
|
0,28 0,28 0,28
0,28 0,12 0,12 0,28 0,28 0,28 0,12 0,12 0,28 0,28 0,28 0,28 0,28 0,12 0,12 0,28
|
630 630 630 630
1000 1000 630 800 630
1000 1000 630 630 630 630 630 1000 1000 630
|
118 41,5 127
134 15,7 12,5 98,9 75,4 79,1 15,7 12,5 118 134 146 144 144 15,7 12,5 98,9
|
|
060.Вертикально-фрезерная
|
1. Фрезеровать
поверхность в размер <4º.
|
30
|
0,28
|
630
|
59,3
|
|
070.Вертикально-сверлильная.
|
1. Сверлить
отверстие Ø8 на
глубину 70 2. Зенкеровать отверстие Ø24 на глубину 2.
|
8 24
|
0,12 0,12
|
1000 1000
|
25,1 75,4
|
|
080.Вертикально-сверлильная.
|
1. Сверлить 2
отверстие Ø9 на
глубину 6, выполнив размер 86.
|
9
|
0,12
|
1000
|
28,3
|
3.8 Определение длины резания
Длина резания равна:
= lвр. + l + lпер.; (20)
где lвр - длина врезания;
l - длина резания;
lпер - длина перебега;
операция 010:
Фрезеровать поверхность в размер 168±0,5
L = 35 + 170 + 35 = 240 мм;
операция 020:
Фрезеровать поверхность в размер 163±0,5
L = 35 + 170 + 35 = 240 мм;
операция 030:
Сверлить 4 отверстия Ø13,
выдержав
размеры 128; 142.
L = 2,5 + 19 + 2,5 =24 мм;
операция 040:
Сверлить 4 отверстия Ø10,
выдержав
размеры 57; 92.
L = 2,5 + 18 + 2,5 =23 мм;
операция 050:
Фрезеровать поверхность в размер 225±0,5.
L = 35 + 81 + 35 =151 мм;
Фрезеровать поверхность в размер 4±0,5.
L = 20 + 21 + 20 =61 мм;
Расточить отверстие Ø64Н14 на проход.
L = 2,5 + 31 + 2,5 =36 мм;
Расточить отверстие Ø68Н14 на глубину 4.
L = 2,5 + 4 + 0 =6,5 мм;
Центровать 6 отверстий, выдержав размеры Ø84.
L = 2,5 + 5 + 0 =7,5 мм;
Сверлить 6 отверстий Ø4 на глубину 11, в размер Ø84.
L = 2,5 + 11 + 0 =13,5 мм;
Фрезеровать поверхность в размер 123.
L = 30 + 79 + 30 =139 мм;
Фрезеровать паз Ø21 в размер 4.
L = 20 + 21 + 20 =61 мм;
Расточить отверстие R20 в размер 2, на проход.
L = 2,5 + 123 + 2,5 = 128 мм;
Центровать отверстие, выдержав размер 64.
L = 2,5 + 5 + 0 =7,5 мм;
Сверлить отверстие Ø4 на проход, выполнив
размер 64.
L = 2,5 + 11 + 2,5 =16 мм;
Фрезеровать поверхность в размер 220.
L = 35 + 81 + 35 =151 мм;
Расточить отверстие Ø68Н14 на проход.
L = 2,5 + 31 + 2,5 =36 мм;
Расточить отверстие Ø74Н14 на глубину 6.
L = 2,5 + 6 + 0 =8,5 мм;
Расточить отверстие Ø73Н14 на глубину 6.
L = 2,5 + 6 + 0 =8,5 мм;
Расточить канавку Ø73Н14 в размер 23; 26 с
образованием размера R2.
L = 2,5 + 26 + 2,5 = 31 мм;
Центровать 6 отверстий, выдержав размер Ø84.
L = 2,5 + 5 + 0 =7,5 мм;
Сверлить 6 отверстий Ø4 на глубину 11, выполнив
размер Ø84.
L = 2,5 + 11 + 0 =13,5 мм;
Фрезеровать поверхность в размер 118.
L = 35 + 79 + 35 =149 мм;
операция 060:
Фрезеровать поверхность в размер <4º
L = 20 + 30 + 20 = 70 мм;
операция 070:
Сверлить отверстие Ø8 в размер 70
L = 2,5 + 70 + 0 =72,5 мм;
Зенкеровать отверстие Ø24 на глубину 2.
L = 2,5 + 2 + 0 =4,5 мм;
операция 080:
Сверлить 2 отверстия Ø9 на глубину 6, выполнив
размер 86
L = 2,5 + 6 + 0 =8,5 мм;
3.9 Определение нормы времени
.9.1 Определение основного и
штучно-калькуляционного времени
Основное время обработки детали
Тосн. = (L/(S×n))×i; (21)
где L - длина резания, мм;
S - подача, мм/об.;
n - число оборотов, об/мин.;
i - число проходов инструмента.
Штучно - калькуляционное время
Т ш.к. = jк.×Тосн. (22)
jк. - коэффициент, для фрезерных,токарных - 1,35;
для сверлильных - 1,3
Операция 010:
Тосн. = (240/(0,28×800))×2 = 2,23 мин.
Т ш.к. = 1,35×2,23 = 2,9 мин.
åТосн. = 2,23 мин.
åТ ш.к. = 2,9 мин.
Операция 020:
Тосн. = (240/(0,28×800))×2 = 2,23 мин.
Т ш.к. = 1,35×2,23 = 2,9 мин.
åТосн. = 2,23 мин.
åТ ш.к. = 2,9 мин.
Операция 030:
Тосн. = (24/(0,12×1000))×4 = 0,83 мин.
Т ш.к. = 1,3×0,83 = 1,08 мин.
åТосн. = 0,83 мин.
åТ ш.к. = 1,08 мин.
Операция 040:
Тосн. = (23/(0,12×1000))×4 = 0,76 мин.
Т ш.к. = 1,3×0,76 = 0,99 мин.
åТосн. = 0,76 мин.
åТ ш.к. = 0,99 мин.
Операция 050:
Тосн.1. = (151/(0,28×630))×1 = 0,86 мин
Тш.к. = 1,35×0,86 = 1,11 мин
Тосн.2. = (61/(0,28×630))×1 = 0,31 мин.
Т ш.к. = 1,35×0,31 = 0,40 мин
Тосн.3. = (36/(0,28×630))×2 = 0,41 мин.
Т ш.к. = 1,35×0,41 = 0,53 мин
Тосн.4. = (6,5/(0,28×630))×1 = 0,04 мин.
Т ш.к. = 1,35×0,04 = 0,05 мин
Тосн.5. = (7,5/(0,12×1000))×6 = 0,37 мин.
Т ш.к. = 1,35×0,37 = 0,48 мин
Тосн.6. = (13,5/(0,12×1000))×6 = 0,67 мин.
Т ш.к. = 1,35×0,67 = 0,88 мин
Тосн.7. = (139/(0,28×630))×1 = 1,08 мин.
Т ш.к. = 1,35×1,08 = 1,40 мин
Тосн.8. = (61/(0,28×800))×1 = 0,40 мин.
Т ш.к. = 1,35×0,40 = 0,52 мин
Тосн.9. = (128/(0,28×630))×1 = 0,72 мин.
Т ш.к. = 1,35×0,72 = 0,94 мин
Тосн.10. = (7,5/(0,12×1000))×1 = 0,06 мин.
Т ш.к. = 1,35×0,06 = 0,08 мин
Тосн.11. = (16/(0,12×1000))×1 = 0,12 мин
Тш.к. = 1,35×0,12 = 0,16 мин
Тосн.12. = (151/(0,28×630))×1 = 0,86 мин.
Т ш.к. = 1,35×0,86 = 1,11 мин
Тосн.13. = (36/(0,28×630))×2 = 0,41 мин.
Т ш.к. = 1,35×0,41 = 0,53 мин
Тосн.14. = (8,5/(0,28×630))×1 = 0,05 мин.
Т ш.к. = 1,35×0,05 = 0,06 мин
Тосн.15. = (8,5/(0,28×630))×1 = 0,05 мин.
Т ш.к. = 1,35×0,05 = 0,06 мин
Тосн.16. = (31/(0,28×630))×1 = 0,15 мин.
Т ш.к. = 1,35×0,15 = 0,19 мин
Тосн.17. = (7,5/(0,12×1000))×6 = 0,37 мин
Тш.к. = 1,35×0,37 = 0,48 мин
Тосн.18. = (13,5/(0,12×1000))×6 = 0,67 мин.
Т ш.к. = 1,35×0,67 = 0,88 мин
Тосн.19. = (149/(0,28×630))×1 = 1,08 мин.
Т ш.к. = 1,35×1,08 = 1,4 мин
åТосн. = 8,68 мин. åТш.к.=11,26
мин.
Операция 060:
Тосн.1. = (70/(0,28×630))×1 = 0,4 мин
Тш.к. = 1,3×0,4 = 0,51 мин
åТосн. = 0,4 мин.
åТш.к.= 0,51 мин.
Операция 070:
Тосн.1. = (72,5/(0,12×1000))×1 = 0,62 мин
Тш.к. = 1,3×0,62 = 0,84 мин
Тосн.2. = (4,5/(0,12×1000))×1 = 0,04 мин.
Т ш.к. = 1,3×0,04 = 0,06 мин
åТосн. = 0,66 мин.
åТш.к.= 0,90 мин.
Операция 080:
Тосн.1. = (8,5/(0,12×1000))×2 = 0,2 мин
Тш.к. = 1,3×0,2 = 0,27 мин
åТосн. = 0,2 мин.
åТш.к.= 0,27 мин.
3.9.2 Определение вспомогательного, штучного,
подготовительно-заключительного времени
Твсп. находим по данным справочника;
Операция 010:
Тв. = 0,22 мин;
Тш. = (2,23 + 0,22)×(1 + (2,5 + 6)/100) =
2,66 мин;
Тп.з = 16 мин;
Операция 020:
Тв. = 0,22 мин;
Тш. = (2,23 + 0,22)×(1 + (2,5 + 6)/100) =
2,66 мин;
Тп.з = 16 мин;
Операция 030:
Тв. = 0,22 мин;
Тш. = (0,83 + 0,22)×(1 + (2,5 + 6)/100) =
1,14 мин;
Тп.з = 16 мин;
Операция 040:
Тв. = 0,22 мин;
Тш. = (0,76 + 0,22)×(1 + (2,5 + 6)/100) =
1,06 мин;
Тп.з = 16 мин;
Операция 060:
Тв. = 0,22 мин;
Тш. = (0,4 + 0,22)×(1 + (2,5 + 6)/100) =
0,67 мин;
Тп.з = 16 мин;
Операция 070:
Тв. = 0,22 мин;
Тш. = (0,66 + 0,22)×(1 + (2,5 + 6)/100) =
0,95 мин;
Тп.з = 16 мин;
Операция 080:
Тв. = 0,22 мин;
Тш. = (0,2 + 0,22)×(1 + (2,5 + 6)/100) =
0,45 мин;
Тп.з = 16 мин;
Операция 050:
Тв. = 1,56 мин;
Тш. = (То. +Тв. × Кt.в.)×(1 + Тобс./100);
Где:
То. - основное время;
Тв. - время выполнения ручной вспомогательной
работы, не перекрывается временем автоматической работы станка;
Тt.в. - поправочный коэффициент на время
выполнения ручной вспомогательной работы, учитывающий характер серийности
работы;
Тв. = Ту.с.д. + Тв.о. + Тк.и.;
(23)
Где:
Ту.с.д. - вспомогательное время на
установку и снятие детали;
Тв.о. - вспомогательное время,
связанное с выполнением операции (включение, выключение станка; установить заданное
взаимное положение детали и инструмента по координатам Х; Y; Z, в случае необходимости
произвести поднастройку; включить и выключить лентопротяжный механизм; открыть
и закрыть крышку лентопротяжного механизма, перемотать, заправить ленту в
считывающее устройство; проверить проход детали или инструмента в заданную
точку после обработки; отвести деталь или инструмент из зоны обработки);
Тк.и. - вспомогательное время на контрольные
измерения обработанной поверхности;
То. = То.о. + Тв.о.;
(24)
Где:
То.о - время основное работы по
программе;
Тв.о. - вспомогательное время;
То.о. = åLi./Smi; (25)
Где:
Li. - длина пути проходимого инструментом в
направлении подачи при обработке i - го технологического участка (с учётом врезания и
перебега);
Smi. - линейная скорость подачи на данном участке;
Тв.о. = Тх. + Тост;
(26)
Где:
Тх. - время автоматической вспомогательной работы
(на подвод детали или инструментов от исходных точек в зоны обработки и отвод,
установку инструмента на размер, изменение величины и направления подачи.
Тост. - время технологических пауз, остановок
подачи и вращения шпинделя для проверки размеров, осмотра или смены
инструмента, перезакрепления детали.
Вспомогательное время Тв. состоит из:
Установить деталь. Снять (в приспособлении с выверкой) (2
карта) 1,50 мин.;
Включить и выключить станок (8 карта)……………….0,04 мин.;
Открыть заградительный щиток, закрыть…………… 0,3 мин.;
·
Установить
координаты X,
Y (8 карта) …………… . 0,15 мин.;
·
Ввести
координаты (8 карта)………………………… .0,04 мин.;
·
Поправочный
коэффициент на вспомогательное время в зависимости от характера серийности
работ (производство среднесерийное, средние станки (1 карта)………Кt.в. = 0,76;
Тв. = 1,5 +0,04 + 0,03 + 0,04 + 0,032 + 0,15 +
0,04 = 2,12 мин.;
Время на организационно - техническое обслуживание рабочего
места, отдых, личные надобности находим по карте 10. Время состоит из:
·
раскладка
инструмента в начале и уборка его в конце смены;
·
осмотр
и опробование станка в процессе работы;
·
регулировка
и подналадка станка;
·
уход за
рабочим местом в течение смены;
·
смена
инструмента;
·
смазка
и чистка станка;
·
уборка
станка и рабочего места в конце смены;
·
получение
инструмента в начале смены;
·
отдых
и личные надобности;
По этим пунктам прибавляется 10% к оперативному времени, + 2%
- на разогрев станка.
Тшт. = [То. + Твп. + Тв.
×Кtв.]×(1 +Тоб./100) =
[8,68 + 1,56 + 2,12×0,76]×(1 +12/100) = 13,83 мин.; (27)
Тп.з. = То.п.в. + Тн.с.
= 12 + 14 = 26 мин.; (28)
То.п.в. = 7 + 2 + 3 = 12 мин.; (29)
Тн.с. = 4 + 0,8×6 + 0,5×5 + 1,3 + 1 + 0,4 =14 мин.; (30)
tш. = (13,83/2)×1,18 = 8,16 мин. - при
двухстаночном обслуживании
Все полученные данные заносим в таблицу6.
Таблица 6. Сводная таблица данных
|
Операция
|
Тосн
|
Тш.к.
|
Твсп.
|
Тп.з.
|
Тшт. 1станок
|
Тшт. 2 станка
|
|
мин.
|
мин.
|
мин.
|
мин.
|
мин.
|
мин.
|
|
010.
Вертикально-фрезерная
|
2,23
|
2,9
|
0,22
|
16
|
2,66
|
-
|
|
020.
Вертикально-фрезерная
|
2,23
|
2,9
|
0,22
|
16
|
2,66
|
-
|
|
030.
Вертикально-сверлильная
|
0,83
|
1,08
|
0,22
|
16
|
1,14
|
-
|
|
040.
Вертикально-сверлильная
|
0,76
|
0,99
|
0,22
|
16
|
1,06
|
-
|
|
050.
Комплексная на ОЦ
|
8,68
|
11,26
|
2,12
|
26
|
13,83
|
8,16
|
|
060.
Вертикально-фрезерная
|
0,4
|
0,51
|
0,22
|
16
|
0,67
|
-
|
|
070.
Вертикально-сверлильная
|
0,66
|
0,90
|
0,22
|
16
|
0,95
|
-
|
|
080.
Вертикально-сверлильная
|
0,2
|
0,27
|
0,22
|
16
|
0,45
|
-
|
4. Описание конструкции приспособления
При выборе приспособления необходимо учитывать следующие
соображения:
приспособление должно обеспечивать заданную точность
базирования, обработки, свободный подход режущего инструмента;
сокращение времени, затрачиваемого на установку, выверку и
закрепление детали;
Выбор конструкции приспособления во многом зависит от
характера производства, формы, габаритных размеров заготовки, требований
предъявляемых к обрабатываемой детали, программы выпуска деталей.
Для обработки поверхностей, отверстий с позиционным допуском
относительно базовой поверхности не более 0,2 мм в радиусном выражении выбрано
специальное приспособление, обеспечивающее требуемое базирование и обработку
поверхностей, отверстий, при свободном подходе инструмента и удобном
закреплении.
Отсутствие пневмо-, гидро- и электроприводов удешевляет
данное приспособление.
4.1 Описание конструкции приспособления
Приспособление применяется на обрабатывающем центре для
закрепления в нём детали "Корпус" при обработке поверхностей,
растачивании отверстия, сверлении отверстий.
Деталь устанавливается на основание, в нём имеются фиксаторы,
куда ставится деталь. Затем на деталь надевается крышка, затягивается болтами,
происходит обработка детали
Зажим осуществляется при помощи четырех болтов, которые
ввинчивается в боковые стойки.
4.2 Схема действия сил и расчёт сил резания
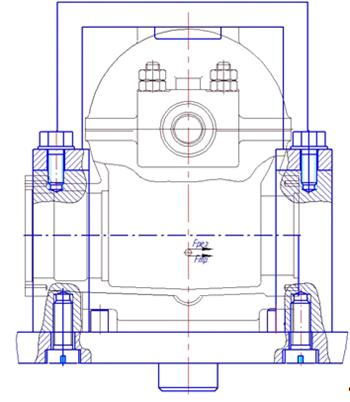
Рис3. Схема действующих сил.
Крутящий момент при точении определяется по формуле
Мкр. = 10´См´Dq´sy´Кр, (31)
Где:
См - коэффициент, зависящий от условий обработки
D - диаметр сверла, мм
s - подача при сверлении, мм/об
Кр - коэффициент, зависящий от обрабатываемого
материала. Определяется по формуле
Кр = Кмр = (sв/750)n (32)
где sв - предел прочности обрабатываемого материала,
МПа
n - показатель степени
Кр = Кмр = (440/750)0,75 =
0,67
Мкр. = 10´0,0345´42´0,120,8´0,67 = 0,69 Н´м
Сила резания при сверлении определяется по формуле
Рz = 2´Мкр./D, (33)
Рz = 2´0,69./4´10-3 = 345 Н,
4.3 Расчёт усилия зажима
Минимальное усилие зажима определяется по формуле
Рзаж = Fтр./f (34)
Где:
Fтр. - сила трения, Н
f - коэффициент трения
Для того, чтобы найти силу трения, необходимо составить
уравнение моментов относительно точки "0".
SМ:Рz´(78+2) - Fтр.´230-Рz´(78-2) = 0
Fтр. = (80´Рz-76´Рz)/230 = (80´345-76´345)/230=6,0 Н
Рзаж = 6,0/0,16 = 37,5 Н
Действительное усилие зажима определяется по формуле
W = Рзаж ´К, Н (35)
Где:
К - коэффициент запаса, определяется по формуле
К = К0хК1хК2хК3хК4хК5, (36)
Где:
К0 - гарантированный коэффициент запаса
К1 - коэффициент, зависящий от вида поверхности детали
К2 - коэффициент, учитывающий увеличение сил резания при
затуплении инструмента
К3 - коэффициент, учитываемый при обработке прерывистых
поверхностей на детали
К4 - коэффициент, учитывающий постоянство силы зажима
К5 - коэффициент, учитываемый при наличии моментов,
стремящихся повернуть деталь.
К = 1,2х1,1х1,09х1,0х1,1х1,0 = 1,58
W = 37,5х1,58 = 59,25Н
По силе W выбирается номинальные внутренний и средний диаметры резьбы,
а также возникающее напряжение растяжения sр.
D1 = 11,835 мм
D2 = 11,701 мм
b = 30° - половина угла при
вершине резьбы
a = arctgР/p´d2, - угол подъёма резьбы
(37)
Где:
Р - шаг резьбы, мм
a = arctg2/3,14´21,701 = 2°30¢,
jпр = аrctg0,1/ cosb - приведённый угол
трения
jпр = аrctg0,1/ cos30° - 6°40¢
Определение эффективности самоторможения разрабатываемого
винтового механизма, которая определяется через КПД (h) и определяется по
формуле
h = tga/tg´(a+jпр) + 2/3´f 1´(Dн3 - d н3)/(Dн2 - d н2) ´d2 (38)
h = tg2°30¢/tg´(2°30¢+6°40¢) + 2/3´0,16´(123 - 83)/(122
- 82) ´7,701 = 0,12
Винтовой зажим считается надёжным, если h£0,4, в данном случае 0,12<0,4, следовательно зажим
надёжен.
Момент, который необходимо приложить к гайке для создания
силы закрепления W определяется по формуле
М = 0,35´59,25´d2 (39)
М = 0,35´59,25´11,701 = 242,6Н´мм
По моменту проверяется гайка на соответствие требованиям
эргономики
М £ Мэр
,6 £ 16500,0
Плечо ключа, необходимого для передачи момента определяется
по формуле
L = M/147...196 (40)
L = 242,6/150 = 1,6 мм
По ГОСТ 13447-68 принимается L = 100 мм
Определить фактический момент
Мфакт. = 242,6´0,100 = 24,26Н´мм
Фактическое усилие зажима
Wфакт. = 24,26/ 2´11,701 = 141,9 Н
При закреплении в приспособлении детали должно выполняться
условие
Wфакт.>W,Н
,9>44,2 Н
следовательно, условие выполняется.
Сила, прикладываемая человеком на гаечный ключ определяется
по формуле
Q = М/L (41)
= 242,6/0,1 = 2426Н
4.4 Расчёт на прочность наиболее нагруженного
звена
В данном приспособлении наиболее нагруженным звеном является
шпилька М8. В результате действия продольной (осевой) силы, шпилька испытывает
деформацию растяжения, а витки резьбы - деформацию смятия.
Проводится проверочный расчёт на прочность при растяжении по
формуле
s = N/A £ [s], (42)
Где:
N - нормальная сила (деформация растяжения), Н
А - площадь поперечного сечения, м2
[s] - допустимое напряжение растяжения, МПа
Для данного случая нормальная сила равна фактическому усилию
зажима
N = Wф = 141,9Н
Площадь поперечного сечения определяется по формуле
А = p´D12/4, (43)
А = 3,14´0,118352/4 = 0,00110 м2,
s = 141,9/0,0011 = 129000 МПа
Допустимое напряжение определяется по формуле
[s] = sт/[n], (44)
Где:
sт - предел текучести материала шпильки, МПа
[n] - требуемый коэффициент запаса прочности
[s] = 141/2 = 70,5 МПа
Для обеспечения надёжной работы приспособления необходимо
соблюдать условие [s]>s
Проверочный расчёт на прочность при смятии по формуле
sсм = N/A£[sсм], (45)
Где:
А - площадь смятия, м2
[sсм] - допустимое напряжение смятия, МПа
Площадь смятия определяется по формуле
А = p´(d2 - d12)´Км´z/4 (46)
Где:
d - наружный диаметр резьбы, м
d1 - средний диаметр резьбы, м
Км - коэффициент неравномерности распределения
нагрузки по виткам резьбы
z - число витков на длине свинчивания
А = 3,14´(0,122 - 0,118352)´0,55´6/4 = 0,0010 м2
sсм =141/0,0010 = 141000Н/м2 = 1,41 МПа
Для обеспечения надёжной работы приспособления должно
соблюдаться условие sсм£[sсм], МПа
,41 < 100, МПа
следовательно, условие выполнимо.
.5 Расчёт приспособления на точность
Погрешность установки определяется по формуле
Еуст. = ÖЕб2
+ Ез2 + Епр2, (47)
Где:
Еб - погрешность базирования, мм
Ез - погрешность закрепления, мм
Епр - погрешность приспособления, мм
Погрешность базирования определяется по формуле
Еб = 0,5´ITD + ITd + ∆гар,
(48)
Где:
ITD - допуск на размер базовой поверхности детали,
мм
ITd - допуск на размер базовой поверхности
приспособления, мм
∆гар - гарантированный зазор между базой
заготовки и базой приспособления, мм. Определяется по формуле
∆гар = EI - es, (49)
Где:
EI - нижнее отклонение отверстия, мм
es - верхнее отклонение оправки, мм
∆гар = 0 - (-0,012) = 0,012 мм
Еб = 0,5´0,087 + 0,046 + 0,012 =
0,102 мм,
Погрешность закрепления Ез равна 0, так как
деформация детали от приложенной силы незначительна.
Погрешность приспособления определяется по формуле
Епр = Ö3´Еи2
+ Ес2 + Еуэ, мм (50)
Где:
З - показывает, что погрешность износа постоянно растёт
Еи - погрешность износа, мм равна 0, так как
опорная поверхность сопрягаемых элементов равномерно изнашивается
Ес - погрешность установки приспособления, мм
Еуэ - погрешность установочных элементов, мм равна
0, так как таких элементов в данном приспособлении нет.
Епр = Ö3´02 + 0,022
+ 0 = 0,02 мм
Еуст = Ö0,1022 + 02
+ 0,022 = 0,104 мм
Должно выполняться условие
Еуст £ 0,3 Td
Где:
Td - допуск на размер
,104 < 0,3´0,6, мм
Погрешность получаемого размера определяется по формуле
ЕS = ÖЕуст2
+ Еобр2 + Ен2, (51)
Где:
Еобр - погрешность обработки, мм
Ен - погрешность настройки, мм
ЕS = Ö0,1042 + 0,082
+ 0,022 = 0,133 мм
В результате расчётов следует, что требуемая точность
получаемого размера обеспечивается, так как погрешность получаемого размера в
данном приспособлении равна 0,133 мм, а допуск на этот размер 0,12 мм.
5. Размерный анализ
При изготовлении деталей неизбежно некоторое смещение осей
отверстий от заданного номинального расположения. В этом случае валы (болты или
шпильки) свободно войдут в отверстия только при наличии гарантированного
зазора.
Этот зазор является компенсатором
отклонения расстояния между осями отверстий относительно номинального
расстояния между ними и обеспечивает собираемость деталей. Допуски на
расстояния между осями отверстий определяют исходя из наихудшего для сборки
случая (полагают, что зазор в соединении равен наименьшему зазору S min, образующемуся при
сочетании наименьшего предельного размера отверстия и наибольшего предельного
размера вала и отверстия.
Соотношение между величиной зазора и величиной
несоосности болта и отверстия.
Обозначим действительные размеры отверстия через D = 9Н14(+0,36),
болта- d
= 8h14(-0,36), величину
зазора - S
и величину несоосности - e.
Smax = 9,36 - 8,36 = 1 мм
Smin = 9 - 8 = 1 мм
Размерная цепь (рис.1), определяющая связь между величиной
несоосности е отверстия и болта и величиной зазора S, будет иметь вид:
зажим корпус прочность допуск
 (52)
(52)
Преобразовывая это равенство (с учетом D - d = S), получаем е = 0,5S1 = 0,5
Рис.4 Размерная цепь.
Расчет зависимых допусков на расстояние между осями отверстий.
При соединении деталей болтами (рис.2) расстояние между осями
отверстий L может изменяться в пределах от Lmin до Lmax тогда:
L1 max - L2 min = e1+e2
(53)
Для противоположных предельных значений имеем
L2 max - L1 min = e1+e2
Складывая, уравнения получаем:
(L1 max - L2 min) + ( L2 max - L1 min) = 2(e1+e2+e3 +e4) (54)
Допуская, что значения Smin для всех сопряжений равны и заменяя е на 0,5Smin , получаем TL1 + TL2 = 4Smin
Так как номинальные размеры L равны, то TL1 = TL2 = TL
В результате TL = 2Smin = 1 мм
Обычно предельные отклонения координирующих размеров назначают
симметричными, то есть равными по абсолютной величине:
 (55)
(55)
 (56)
(56)
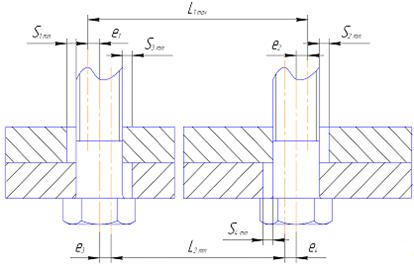
Рис.5 Размерная цепь
.1 Инструкция по эксплуатации
Основные вопросы на которые должно быть обращено внимание
конструктора, с точки зрения эксплуатации:
· безопасность работы с приспособлением;
· продолжительность работы приспособления
без ремонта;
· удобство обслуживания и ремонта
Сохранение перечисленных требований во многом зависит от
правильности его эксплуатации.
Порядок работы с приспособлением:
1. До установки приспособления на станок необходимо
тщательно очистить его от антикоррозионного покрытия.
2. Установить, закрепить "Плиту" на станке.
. Установить заготовку на "Плиту" так, чтобы
фланец детали совпал с отверстием в приспособлении.
. Надеть на деталь крышку, затянуть 4-мя болтами.
. Произвести обработку по технологическому процессу.
. Ослабить закрепление и снять крышку.
. Достать деталь из приспособления.
. Очистить деталь и приспособление от стружки.
. Установить и закрепить следующую деталь.
. По окончании работы (смены) во избежание коррозии покрыть
тонким слоем И-30А.
Требования при транспортировке и хранении приспособления:
. При транспортировании к месту эксплуатации и
установке на стол станка не должно подвергаться сильным толчкам и ударам.
. Во избежание коррозии покрыть приспособление
консистентной смазкой ЦИАТИМ - 221 ГОСТ 9433-80.
. Приспособление должно храниться в помещении при
комнатной температуре и относительной влажности 70%.
. Необходимо соблюдать требования по защите от
атмосферных и механических воздействий.
Указания по техническому обслуживанию и ремонту:
1. Обеспечить тщательный уход за приспособлением и
своевременную смазку.
2. Приспособление должно подвергаться периодическому
контролю, а при износе отдельных частей - замене.
. Не допускается наличие трещин и выбоин, на резьбовых
элементах не должно быть "забитых" витков, на базирующих поверхностях
забоин.
6. Проектирование участка для механической
обработки детали 02.006.001 "корпус"
Спроектировать цех механической обработки детали 06.020.001
"корпус" Червячного редуктора с годовой программой выпуска 2000 штук.
Определим ТН, ТС - трудоемкость или
станкоемкость изготовления одного изделия или детали в норма или станкочасах
соответственно.
ТС =ТПЗ=16+16+16+16+26+26+26+26=168
(57)
ТН =ТШТ=2.66+2.66+1.14+1.06+13.83+0.67+0.95+17.97=40.94
(58)
Определим количество деталей, изготавливаемых в месяц
 =2000/12=167 штуки в месяц
=2000/12=167 штуки в месяц
ТШТК = ТШТ + ТПЗ /Ni (59)
ТШТК =40.94+168/167=41.94

В процессе производства вводится понятие о человеко-часе как
единице измерения фактической занятости рабочего при выполнении
технологического процесса.
В условиях многостаночного обслуживания норма времени,
выраженная в нормо-часах, отличается от расчетной станкоемкости на коэффициент
многостаночного обслуживания Кмс.
РН=81880/60=1365 н/ч
РС=336000/60=5600 н/ч
ТС/60=168/60=2.8ст/ч
ТН/60=40.94/60=0,68 ст/ч
Кп=1,1 - выбираем среднее из методички
Кп -коэффициент перевыполнения норм выработки
ТСТЧАС = ТНЧАС* КМС (62)
ТСТЧАС =0,68*1,1=0,748
КМС в сборочных цехах и цехах тяжелого
машиностроения КМС может быть меньше 1, а в большинстве случаев КМС
больше 1.
Определение количества и выбор типов основного
производственного оборудования.
Потребное количество станков данного типа С, в условиях
серийного производства определяется по формуле:
 (63)
(63)
Где:
 - суммарное калькуляционное время, необходимое для обработки на
станках данного типа годового количества деталей в станкочасах.
- суммарное калькуляционное время, необходимое для обработки на
станках данного типа годового количества деталей в станкочасах.
F9
-действительный годовой фонд времени работы одного станка в одну смен, час.
М - число смен работы станка в сутки.
Суммарное время подсчитывается для всех деталей, подлежащих
обработке на данном станке.
 (64)
(64)
Где:
 - штучно калькуляционное время для обработки одной детали на
станках данного типа в мин.
- штучно калькуляционное время для обработки одной детали на
станках данного типа в мин.
Вертикально фрезерный станок ВМ130.
Тн=2.66+2.66+0,67=5,99
Тс=16+16+26=58
Тштк= 58+5,99/167=0.38

График работы - односменный продолжительность смены 8 часов
Годовой фонд времени станков: номинальный Fнm=2070, действительный
F9m=2030
C=13,93/2030*1,1=0,0075 принимаем S=1
Коэффициент загрузки оборудования данного типа определяется по
формуле
 (65)
(65)
Верстак слесарный модели 68М-156.
ТС =2+4+15+20=41
ТН =0,5+0,5+0,5+10=11,5
ТШТК = 41+11,5/167=0.31

C=11,36/2030*1,1=0,061 принимаем S=1
Станок модели: Вертикаль-сверлильный2М55.
Тс=16+16+26+26=84
Тн=1.14+1.06+0.95+17.97=21.12
Тштк= 84+21.12/167=0.62

C=22,73/2030*1,1=0,012 принимаем S=1
Обрабатывающий центр ИР500ПМФ4.
Тс=26+26=52
Тн=13.88+13.88=27.76
Тштк= 52+27.76/167=0.47

C=17,23/2030*1,1=0,0093 принимаем S=1
 (66)
(66)
SЦ=Q/q*m* =hQ/F9*m*- потребное количество станков (67)
=hQ/F9*m*- потребное количество станков (67)
Где:
Q- Годовой выпуск готовой продукции в тоннах или штуках.
q- Выпуск готовой продукции с одного станка при работе в одну смену
в тоннах или штуках.
h- Число станкочасов затрачиваемых на изготовление одной тонны
изделий или одного изделия
 загрузки станков в данной отрасли машиностроения. Обычно его
принимают равным 0,85.
загрузки станков в данной отрасли машиностроения. Обычно его
принимают равным 0,85.
Q=2000 штук

h=Tн=40.94/60=0,68
Sц=0,68*2000/2030*0,29=2,31 =3
Итого 3 станка на участке, но так как число участков в цехе 6,
представим что они примерно одинаковы, умножим количество станков на 6.
Получается 18 единиц оборудования.
Определение количества и выбор типов вспомогательного оборудования
механических цехов.
Для обеспечения нормальной деятельности механического цеха
необходимо в проектах рассматривать ряд вспомогательного оборудования.
Некоторые из вспомогательных отделений имеют свое станочное оборудование.
.1 Заготовительное отделение
Заготовительное оборудование служит для разрезки, отрезки, правки,
центровки, калибровки и обдирки прутковых материалов (круглых, квадратных,
шестигранных поковок).
Заготовительное отделение может быть расположено как совместно с
цеховым складом материалов или может быть самостоятельным. На крупных
предприятиях экономически целесообразно устраивать специализированный
заготовительный цех, который будет обеспечивать заготовками все цеха завода.
При проектировании механического цеха по технико-экономическим
показателям число станков заготовительного отделения применяется в процентном
отношении к парку станков основного производства. В этом случае формула расчета
имеет вид
СЗАГ =0,05Sц СЗАГ
=0,1*18=1,8; S=3шт; h=1,8
По обычным правилам округления дробей получается принятое число
станков заготовительного отделения.
В заготовительном отделении применяется следующее оборудование:
отрезные станки, дисковые пилы, приводные ножовки, центровальные и
фрезерно-центровальные, правильные, обдирочные станки, прессы для правки и
резки , калибровочные станки.
.2 Заточное отделение
Для обслуживания крупных и средних механических цехов заточное
отделение располагают в самих цехах. Потребное число заточных станков общего
назначения в среднем составляет 4-6% от общего числа станков, обслуживаемых
заточкой. Если общее количество станков до 50 штук то число заточных станков
будет составлять 3 штуки.
.3 Ремонтное отделение
Количество станков ремонтного отделения определяется по формуле
Срем.от=0,07(Sц+Sзаг+Sзат)
Срем.от=0,07(18+3+2)=1,54;
Срем.от=2шт.
Таблица 7. Сводная таблица данных
|
Виды станков
|
Количество
станков
|
|
В % к общему
количеству
|
В шт.
|
|
Верстак
слесарный модели 68М-156
|
8,5%
|
1
|
|
Станок
сверлильный модели 2М55
|
8,5%
|
1
|
|
Обрабатывающий
центр ИР500ПМФ4
|
8,5%
|
1
|
|
Вертикально-фрезерный
модели ВМ130
|
8,5%
|
1
|
|
Заготовительное
отделение
|
16,9%
|
2
|
|
Заточное
отделение
|
30%
|
3
|
|
Ремонтное
отделение
|
16,9%
|
2
|
6.4
Определение необходимого рабочего состава цеха и его численности
Расчет потребного количества производственных рабочих для
цеха, отделения ,линии или участка, за исключением автоматических линий,
производится по формуле :
 (68)
(68)
Где:
 -станкоемкость работ на годовую программу в станкочасах;
-станкоемкость работ на годовую программу в станкочасах;
 - трудоемкость работ на годовую программу в нормо-часах;
- трудоемкость работ на годовую программу в нормо-часах;
 -коэффициент многостаночного обслуживания;
-коэффициент многостаночного обслуживания;

 - плановый коэффициент переработки норм.
- плановый коэффициент переработки норм.
Численность рабочего состава при проектировании цеха необходима
для определения площадей служебных и бытовых помещений, а также при расчете
энергетических затрат на производство. Общее количество участвующих в работе
механического цеха составляют:
1) производственные рабочие;
2) вспомогательные рабочие;
) служащие, ИТР и счетно-конторский персонал;
) младший обслуживающий персонал.
) Расчет числа основных рабочих
Ро= T ШТК*Nгод/(Fд.р*60*Кв.н), чел. (69)
Где:
Fд.р- действительный годовой фонд времени работы станочника,
Fд.р=1924 ч.
Ро(68М-156)=0.31*167/(1924*60*1)=4.84- 5 чел.
Ро(2М55)=0.62*167/(1924*60*1)=8.96 - 9чел.
Ро(ВМ130)=0.38*167/(1924*60*1)=5.49-6чел
Ро(ИР500ПМФ)=0.47*167/(1924*60*1)=6.79-7чел
Итого: 27 чел. на участке, но так как число участков в цехе
6, представим что они примерно одинаковы, умножим количество рабочих на 6.
Получается 162 основных рабочих.
Таблица 8 Таблица расчета общий численности рабочих
|
Рабочий состав
|
Исходные данные
для расчета численности.
|
|
Производственные
рабочие
|
|
расчетное
|
принятое
|
|
станочники
|
|
27
|
27
|
|
слесари
|
Rсл=0,03Rст
|
0,81
|
1
|
|
итого
|
Rосн= Rсл+
Rст
|
27,81
|
28
|
|
Вспомогательные
рабочие
|
|
1.Рабочие
заготовительного отделения
|
Rзаг=1,7Sзаг
|
5,1
|
6
|
|
2.ремонтники
|
Rрем=0,17*(Sст+Sв)
|
3,23
|
4
|
|
3.Электрики
|
Rэл=0,2Rрем
|
0,6
|
1
|
|
4.заточники
|
R=1,7Sзат
|
5,1
|
6
|
|
5.контролеры
|
R=0,12Rосн
|
1,56
|
2
|
|
6.Прочие
рабочие
|
R=0, 15Rосн
|
1,95
|
2
|
|
Итого
|
Rвсп=  14.3121 14.3121
|
|
|
|
Итого рабочих
|
Rр=Rосн+Rвсп
|
42,12
|
49
|
|
МОП
|
Rмоп=0,03Rр
|
0,61
|
1
|
|
ИТР
|
Rитр=0,12Rр
|
2,4
|
3
|
|
СКП
|
Rскп=0,06Rр
|
1,2
|
2
|
Rц=Rр+Rмоп+Rитр+Rскп=49+1+3+2=55 человек.
6.5 Определение площади участка и выбор типа
здания
Расчет необходимой производственной площади.
Производственные площади для компоновки участка.
Таблица 9. Производственные площади.
|
№ пп
|
Компонование
участка
|
Количество
станков по видам,Si
|
Удельная
площадь, qiм2
|
Площадь участка,
Fi,м2
|
|
1
|
Заготовительное
отделение
|
2
|
25
|
50
|
|
2
|
Заточное
отделение
|
3
|
12
|
36
|
|
3
|
Ремонтное
отделение
|
2
|
30
|
60
|
|
4
|
Средние станки
|
2
|
20
|
40
|
|
5
|
Мелкие станки
|
1
|
10
|
10
|
|
6
|
Крупные станки
|
1
|
40
|
40
|
|
7
|
Верстак
|
1
|
10
|
10
|
|
8
|
Итого по
участку
|
12
|
|
246
|
Fi=Si*qi (70)
Где: Si-количество станков рассматриваемого участка или
группы оборудования.
qi-средняя удельная площадь для размещения одного
станка м2.
.Площадь контрольного отделения принимается в процентном
соотношении к основной производственной пощади участка.
Fконтр=0,05Fпр
Fконтр=0,05*246=12,3м2
.Отделение для ремонта станков и приспособлений имеет
станочное оборудование и верстак.
Fрем=qремст*Sремст+qверстSверст
Где qремст и qверст-из таблицы 18 методички.
Fрем=2*30+1*10=70м2
3.Площадь мастерской энергетика цех рассчитывается по
процентному соотношению
Fэн=0,2Fрем
Fэн=0,2*70=14м2
.Отделение для приготовления и раздачи СОЖ
Fсож=40-60м2 принимаем 40м2
5.Определяем площадь склада
F cкл= (71)
(71)
F cкл=(2000*12*9)/(260*3,5*0,3*0,8)=98,9м2
.Площадь промежуточного склада и межоперационных площадок.
Fпр.скл.=0,1*Fпр (72)
Fпр.скл.=0,1*246=24,6м2
.Площадь склада инструментов и приспособлений .
Fирс=qирс*(Sпр+Sзаг+Sрем+Sзат) (73)
Fирс=0,4*(12+2+3+2)=7,6м2
8.Площадь конторских помещений 3,25 м2 на каждого
работающего. Площадь для конструкторов и чертежников 5м2 на стол.
Fк=3,25*(3+2)+3,25*2=22,75м2
Fбыт=qуд*Rц (74)
Fбыт=2,5*12=30м2
Fо=Fк+Fбыт=22,75+30=55,75м2
.Площадь вспомогательных помещений
Fвсп= (75)
(75)
Fвсп=13+70+14+24+25+8=154м2
Выбор типов и определение количества цеховых транспортных средств
и грузоподъемных устройств.
Выбор вида цехового транспорта.
Удобным видом транспорта являются безрельсовые электрические
тележки. Электротележки легко маневрируют в цехах не требуют больших проходов и
больших радиусов закругления.
Наиболее распространенным средством верхнего транспорта в цехах
являются электрические мостовые краны. Грузоподъемность таких кранов доходит до
500 тонн. Основные параметры и размеры мостовых электрических кранов:
грузоподъемность главного крюка 50 тонн, вспомогательного 10 тонн, ширина
пролета 9 м, высота подъема 12м, скорость подъема груза 6 м/мин, скорость перемещения
крана 80м/мин, С-расстояние крюка в верхнем положении до горизонтальной линии,
проходящей через вершину головки рельса 950мм,А-габаритная высота крана 3,150м.
.6 Определение потребного количества транспортных средств
1. Из общей номенклатуры изготовляемых деталей
выделяются детали, которые будут транспортироваться краном .годовая программа
деталей для крана определяется по формуле.
N= (76)
(76)
=2000*1=2000
2. Общее количество крановых операций определяется по
формуле
Js=N*i (77)
Где i-среднее количество крановых операций на одну деталь при ее
перемещении от станка к станку. Число крановых операций зависит от числа
операций технологического процесса. Кроме того необходимо включать и операции
по транспортированию деталей со склада заготовок, в промежуточный склад и склад
готовых деталей.
Тогда i=а+(3..4) (78)
Где:
а -число технологических операций по изготовлению деталей.
а=6 операций
i=3+6=9 кр. Опер.
Js=9*2000=18000 опер.
Определяется количество крановых операций в одну смену
Jсм=Js/Ф*m (79)
Где:
m -число рабочих смен в сутки, Ф-число рабочих дней в году.
Jсм=18000/253*1=71,14=72 опер
. Исходя из длин технологической линии, определяется
средняя длина пробега крана туда и обратно за одну крановую операцию lср в м
lср=(2680+1480+4450+560+2580+1700+2420+1530+3212+4100)/10
lср=(2471,2+140*10)*2=7743мм=8м
. Определяем время, потребное на пробег крана за одну
крановую операцию
tкр=lср/Vср (80)
Где:
Vср- средняя скорость движения крана.
tкр=8/30=0,3мин
.Определяется время, потребное на пробег крана за все
крановые операции за одну смену
Tкр=tкр*Jсм Tз=tз*Jсм (81)
Tкр=0,3*72=21,6=22мин
. Время, затрачиваемое в смену на загрузку крана Тз и его
разгрузку Тр определяется по формулам
Tр=tр*Jсм, (82)
Где:
tз и tр -время на загрузку и выгрузку одной детали
tз=2мин, tр=2мин
Тз=2*72=144мин
Tр=2*72=144мин
.Общее время работы крана в одну смену:
Тсм=Ткр+Тз+Тр (83)
Тсм=144+144+22=310мин
. Потребное количество кранов может быть рассчитано по
формуле
Кр=Тсм/f9 =Tсм/f*K (84)
Где:
f9 действительный расчетный фонд времени работы крана в одну
смену;
f-номинальный фонд времени работы крана в одну смену;
К-коэффициент, учитывающий простой крана из-за ремонта;
Кр=310/480*0,8=0,8=1
. Коэффициент использования крана по времени
определяется по формуле
 (85)
(85)
Так как в данном цехе будут использоваться электрокары то ширина
магистральных проездов должна составлять 3500мм а расстояние между станками
4000мм.
.7 Выбор типа здания
Типы конструкций и размеры зданий для цехов выбираются в
зависимости от следующих факторов:
1. Характера и размеров типа производства, характера
технологического процесса и применяемого оборудования.
. Требования предъявляемых в отношении освещения,
отопления и вентиляции.
. Типов и грузоподъемности кранов и транспортных
устройств.
. Учета возможности дальнейшего расширения здания.
. От рода применяемого строительного материала.
Здания строят преимущественно одноэтажными, форма
прямоугольная.
Общие размеры производственных зданий определяются потребными
площадями для размещения станочного парка цех и его вспомогательных отделений.
Для условий среднего машиностроения ширина L пролета принимается
равной 18м. Шаг колонн t=6м. Ширина цеха принимается из условий приближения цеха к
форме прямоугольника со сторонами Lц=1,5В (ширины цеха).
Ширина цеха принимается кратной ширине пролетов.
Расчетная длина цеха определяется по формуле
Lцр=Fц/3L=Fц/В (86)
Lпр=246м2/42м=50м
Количество рядов колонн определяется по формуле
nз= Lцр/t+1 (87)
nз=50/6+1=9 колонн
Длина цеха
L=(nпр-1)*t
L=(9-1)*6=48м
Общая высота здания определяется по формуле
Н=Н1+h (88)
Н1=k+z+e+f+c
К=2,5-высота самого высокого станка.
Z= промежуток между транспортируемым изделием поднятым в
крайнее верхнее положение =1м.
E= высота наибольшего по размеру изделия в положении
транспортирования 2м.
F= расстоянию от верхней кромки транспортируемого изделия до
центра крюка крана в верхнем его положении, необходимое для захвата изделии я
цепью или канатом=2м.
С= расстоянию от центра крюка в верхнем положении до
горизонтальной линии, проходящей через вершину головки рельса = 950мм.
Н1=2,5+1+2+0,95+2=8,45м
Вторая часть высоту пролета h определяется по формуле
h=A+m
(89)
где:
m-расстояние между верхней точкой крана и нижней точкой
перекрытия=0,5м
h=3,15+0,5=3,55м
Н=3,55+8,45=12 м.
При определении высоты следует учитывать санитарно
гигиенические требования по которым на каждого рабочего должно приходиться не
менее 15м3 объема производственного помещения и не менее 4,5м2
площади.
Высота производственных помещений должна быть не менее 3,2м
от пола до потолка.
Компоновка производственных участков и вспомогательных
отделений механического цеха.
Все отделения цеха располагаются по направлению общего
производственного потока в следующем порядке:
. Заготовительные отделения и склады металла
располагаются в начале соответствующих производственных участков.
. Вдоль склада или складских площадок поперек пролетов
цеха устраивается проезд шириной не менее 4 м. ширина проезда определяется
применяемыми транспортными средствами.
. Далее располагаются станочные отделения. При
значительной их длине предусматриваются поперечные проходы шириной не менее 4 метров.
. В конце станочного отделения располагается
поперечный проезд. Далее располагается контрольное отделение.
. Промежуточный склад деталей располагается около
контрольного отделения.
. Заточное отделение и инструментально-раздаточный
склад при поточном производстве располагаются в стороне от потока , где
размещаются и вес остальные вспомогательные помещения цеха.
. Компоновка цеха выполняется в масштабе 1:100.
6.8 Определение общей потребности цеха в сжатом
воздухе, электроэнергии и воде
.8.1 Расход электроэнергии
Электрическая энергия в цехах расходуется на освещение
помещений и на питание электродвигателей оборудования.
Годовой расход электроэнергии для питания производственного
оборудования может быть определен по формуле:
 (90)
(90)
Где:
Кс=1,8
 суммарная установочная мощность оборудования
суммарная установочная мощность оборудования
 Квт
Квт
 коэффициент полезного действия электродвигателей
коэффициент полезного действия электродвигателей
 =0,96 коэффициент, учитывающие потери в сети.
=0,96 коэффициент, учитывающие потери в сети.
 39,1Квт
39,1Квт
Годовой расход электроэнергии на освещение
 (91)
(91)


площадь пола цеха производственных, бытовых, вспомогательных и
служебных помещений,м2
Фг=2100-величина годовой осветительной нагрузки, час.
 2 площади
в час,вт
2 площади
в час,вт
 660,5*2100*22=30,5151 Квт.
660,5*2100*22=30,5151 Квт.
Стоимость электроэнергии определяется по формуле
Рэ=W*Рпр+Wосв*Росв (92)
Рпр=4 рубля кВт
Росв=4рубля кВт
Рэ=39,1*4+30,5*4=156,4+122=278,4кВт.
6.8.2 Расход сжатого воздуха
Сжатый воздух применяется для обдувки станков от стружки, деталей
после мойки, узлов и изделий при сборке, для пневматических зажимных устройств,
пневматических инструментов, пневматических прессов, пневматических подъемников
и т.д.
Давление сжатого воздуха 3-7 атм.
Годовой фонд воздуха для каждого воздухоприемника может быть
определен по формуле:
Qг=Fд*m*Qнепр*kиkу, м3 (93)
Где:
F- действительный годовой фонд времени работы воздухоприемника,
час.
m-число работы смен воздухоприемника.
Qнепр-расход воздуха в час при непрерывной работе, м3/час.
Ки-коэффициент использования воздухоприемников.
Ки=Тф/Тсм Ки=8/8=1 (94)
Где:
Тф-число часов фактической работы воздухоприемника.
Тсм-число часов рабочей смены.
Qг=2030*1*2,0*1=4060м3.
.8.3 Расход воды
Вода в цехах употребляется на производственные и бытовые нужды.
давление воды в водопроводе 2-3 атм. В производственных целях вода применяется
при приготовлении охлаждающих жидкостей ,промывке деталей на охлаждение при
закалке в установках токов высокой частоты, на испытание узлов и изделий, для
гидрофильтров распылительных камер. Для приготовления охлаждающей жидкости
расход воды может быть рассчитан по формуле
Qв= ,м3 (95)
,м3 (95)
Где:
 =0,6 л/час.
=0,6 л/час.
S-общее количество станков в цехе.
Qв= 3
3
Определение годового расхода воды на бытовые нужды ведется из
расчета:
1. Для хозяйственно-питьевых нужд-25литров воды на
одного работающего в одну смену 25*61=1525 литров в одну смену.
. Для душевых в производствах, связанных с
загрязнением тела-45 литров. Продолжительность процедуры 45 мин после каждой
смены.
. Для полудушей 25литров на процедуру.
. Для групповых умывальников-5 литров на процедуру.
7. САПР дипломного проекта
В качестве САПР в данном дипломном проекте была выбрана и
изучена программа Sweet Home 3D. Программа работает на Java и, кроме всего
прочего, имеет открытый исходный код.
Во время работы можно использовать 3D-модели, которые в большом
количестве представлены на официальном сайте и доступны для бесплатной
загрузки(WWW.Sweethome.com
<#"872161.files/image083.jpg">
Рис.6 общий вид программы.
Итак,
приступаем к вычерчиванию планировке цеха. Для начала на панели выбираем
команду создать стены.
|

|
Рис.7 кнопка
создание стен. Чтобы нарисовать стену нажмите на кнопку Create walls (Создать
стены) на панели инструментов.
|
Щелкните в плане дома, это будет начальной точкой новой
стены, двойным щелчком завершите стену. Пока Вы не нажмете клавишу Esc или
двойной клик мышки, каждый новый одинарный щелчок будет указывать на конец
текущей и начало новой стены.
|

|
Рис.8 кнопки
изменение масштаба. Для более точной отрисовки стен, используйте кнопки Zoom
(Увеличить/Уменьшить масштаб). Вы также можете ввести длину, угол и толщину только
что созданной, но еще не завершенной стены, нажав на кнопку Enter. 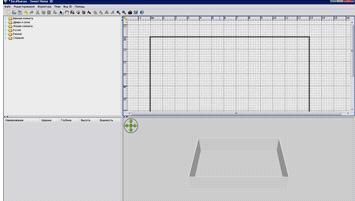
|
Рис.9 созданные стены здания.
Не оставляйте отверстий для будущих окон и дверей, рисуйте
сплошные стены, программа Sweet Home 3D при добавлении окон и дверей
автоматически вычислит необходимые проемы в стенах.
|

|
Рис.10 кнопка
сохранение результатов. Не забывайте регулярно сохранять Ваш проект,
используя кнопку Save home (Сохранить план) на панели инструментов. Редактируем
параметры стен
|
|

|
Рис.11 кнопка
выбора объекта на плане. Завершив рисовать стены, нажмите на кнопку Select
(Выбрать объект на плане) на панели инструментов, для редактирования
параметров стен. При включении данного режима, Вы можете выделить, а затем и
редактировать один или несколько объектов на плане (с нажатой клавишей Shift
или очертив прямоугольник вокруг необходимых объектов).
|
Для перемещения стен (или других объектов) на плане дома,
просто перетаскивайте их мышкой, или используйте кнопки со стелками на
клавиатуре. При выделении одной стены, возможно изменить точки ее начала
и конца или разделить стену на части, используя пунк меню Plan > Split
wall (План - Разделить стену). Двойной клик мышкой на стене или пункт меню Plan
> Modify walls (План - Изменить стену) откроет диалог настройки
параметров стены. Как показано на рис.9, диалог поможет настроить такие
параметры стен, как цвет или текстура левой и правой стороны стены, толщину,
высоту, наклон, а также точки начала и конца стены. Если Вы хотите использовать
собственную текстуру, нажмите на кнопку Import (Импорт) в диалоге выбора
текстур, и следуйте указаниям помощника импорта текстур.

Рис.12 диалогового окна настройки параметров стены.
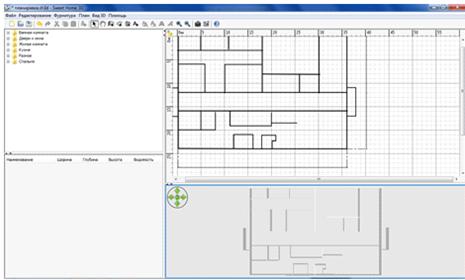
Рис.13 просмотр результатов.
Когда рисуете стены очень удобно использовать по умолчанию вид
сверху. Это даст возможность увидеть в 3D появление ошибочных
действий. Если нарисованы все стены то следует кликнуть в меню план-выбор или
нажать на выбор.
Цех построен далее добавляем фурнитуру двери, дверные проемы,
столы, стеллажи , то что максимально можно использовать для интерьера цеха.
Для начала добавьте двери и окна. Если Вы не отключили
функцию магнетизма в настройках программы, то двери и окна будут автоматически
сориентированны и подогнаны в соответствии с расположением и размером стены.
Затем добавляйте образцы мебели, настроив расположение, наклон и размеры. Если
функция магнетизма активирована, то модели будут автоматически расположены
тыльной стороной к стене, а если Вы располагаете один объект над другим,
большим по размеру и находящимся на уровне пола, то он будет автоматически
расположен над нижним.
Рис.14 диалогового окна настройки.

Рис.15 диалогового окна настройки параметров привязки.
Чтобы добавить фурнитуру в нашем план нужно перетащить одну
или несколько фурнитур из каталога слева на план дома или в список фурнитуры.
Также можно выделить несколько позиций в каталоге фурнитур и выбрать пункт меню
фурнитура-добавить к плану или кликнуть на инструмент добавить к
плану.

Рис.16 диалогового окно фурнитуры.
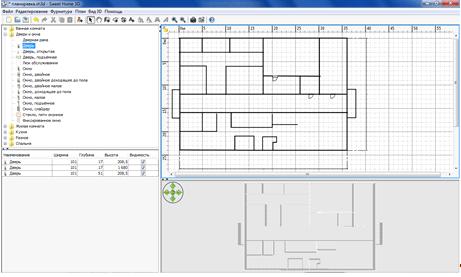
Рис.17 вид вставленной фурнитуры в плане.
При переносе фурнитуры на план, положение левого верхнего
угла совпадает с положением курсора мышки на плане. При добавлении или переносе
фурнитуры положение левого верхнего угла фурнитуры находится в точке (0,0).
При добавлении фурнитуры на план он будет выделен и
отобразится в списке фурнитуры как на плане так и в 3D виде.
Когда одна часть выделена на плане, можно изменить ее размер,
подъем или угол, с помощью четырех индикаторов выделенной части.

Рис.18 индикатор фурнитуры.
1. Индикатор поворота позволяет движением мышки
повернуть объект.
. Индикатор подъема позволяет движением мышки изменить
подъем выделенной части.
. Индикатор высоты позволяет движением мышки изменить
высоту выделенной части.
. Индикатор размера позволяет движением мышки изменить
размер (ширину и глубину) выделенного объекта.
Фурнитуры, относящиеся к окнам и дверям в Sweet Home 3D,
автоматически встраиваются в стены, таким образом получаем правильное
отображение дверей и окон. Фурнитуру также можно редактировать.
Для редактирования части фурнитуры с помощью мыши, нужно
выделить ее на плане или в списке фурнитуры. Для выделения одной части в плане
нужно щелкнуть на ней. Для выделения нескольких частей, на плане, нарисуйте
прямоугольную область, куда попадают все части. Для выделения разрозненных
частей выделяйте удерживая клавишу shift. Чтобы избежать выбора мебели с другими
видами пунктов в плане, захватите основной план, нажимая на замок, показанный
на верху панели плана или выбирая план - фиксировать базу плана в меню.

Рис.19 диалогового окно изменение фурнитуры.
Далее таким же образом расставляем мебель в бытовые
помещения. Для этого открываем каталог ванная комната слева на панели и
выбираем нужный предмет: унитаз, раковина и душ.
Даем название участкам и помещениям. Для этого щелкаем на
значок добавить текст, потоп указываем на место на плане где хотим указать
пояснение, вводим текст.
Рис.20 диалогового окно вызова меню добавление текста.
Появляется окошко для ввода текста. Вводим текст.
Рис.21 диалогового окно меню добавление текста.
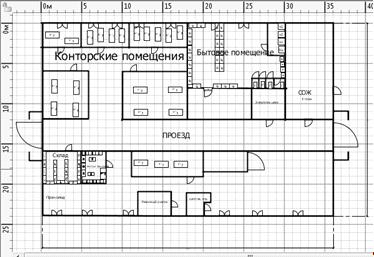
Рис.22вид на плане добавленного текста.
Далее ставим габаритные размеры.
|

|
Рис.23 кнопка
добавление габаритных размеров. Для нанесения размеров на план используйте
кнопку Create dimensions (Создать размеры) на панели инструментов.
|
Каждое нанесение размера создается тремя кликами мышки:
1. Первый клик - начальная точка,
. Третий клик - вынесение линии размера на необходимое
расстояние. Если Вы не передвинете мышь между вторым и третим кликом, то
нанесенный Вами размер не будет иметь вынесенной линии.
Рис.24 Вид на плане поставленных размеров.
Рис.25 место нахождение кнопки создать размер.
Рис.263 Вид на плане поставленных размеров.
Вывод на печать
Для печати Вашего проекта используйте команды меню: File
> Print (Файл - Печать) или File > Print to PDF (Файл - Сохранить
в PDF) , для просмотра - File > Print preview (Файл - Предпросмотр
печати). По умолчанию, программа Sweet Home 3D выводит на печать список
используемых предметов интерьера, план и текущее положение дома в 3D окне,
используя размер бумаги, ориентацию при печати и границы, также заданные по
умолчанию. Для изменения настроек печати по умолчанию используйте пункт меню File
> Page setup (Файл - Настройки страницы)

Рис.27 Меню вывода и настройки печати.
8. Технико-экономическое обоснование выбора варианта
техпроцесса. Экономическая часть
В экономической части дипломного проекта рассмотрены
следующие вопросы:
. Определена трудоемкость проектирования приспособления;
. Определены затраты на проектирование приспособления;
. Определить трудоемкость выполнения технических расчетов;
. Определить затраты на выполнение технических расчетов;
. Определена трудоемкость разработки технологического
процесса механической обработки;
. Определены затраты на разработку технологического процесса
механической обработки;
. Определена экономическая эффективность двух вариантов
технологического процесса механической обработки детали "Корпус".
а). Cверление отверстий f10Н14 на координатно -
расточном станке 2М55.
б). Cверление отверстий f10Н14 на станке ОЦ CW1000.
. Определены ТЭП участка механической обработки по
эффективной технологии.
8.1 Определение трудоемкости проектирования
приспособления и инструмента для механической обработки детали
"Корпус"
Трудоемкость проектирования приспособления для механической
обработки детали "Корпус" определяем по методике, изложенной в [23].
Нормы времени на проектирование выбираем по таблицам
нормативов. [Таблица 10,т.12-13,с.19-20].
Таблица 10.
Трудоемкость разработки приспособления для сверлильной
обработке на 2М55
|
Формат листа
|
Количество листов
|
Количество деталей
|
Количество размеров
|
н.ч.
|
Кооф. аналог.
|
|
А1
Сборочн.чертеж
|
1
|
20
|
-
|
27,1
|
-
|
|
А4 спецификация
|
1
|
-
|
-
|
0,49
|
-
|
В результате получаем, что общая трудоемкость проектирования
составляет: 
.2 Определение затрат на проектирование
приспособления для механической обработки детали
Затраты на проектирование принимаем приблизительно равными
фонду заработной платы инженера-конструктора и накладным расходам, приходящим
на выполненный объём работ. [ с.26].
 (96)
(96)
где:  суммарные расходы на оплату труда;
суммарные расходы на оплату труда;
 суммарные расходы на социальные нужды.
суммарные расходы на социальные нужды.
Таким образом:
. Выплаты по заработной плате за выполненную работу,
исчисляем на основании тарифных ставок и должностных окладов в соответствии с
принятой в организации-разработчике системой оплаты труда.
Кроме того, по данной статье могут отражаться премии за
производственные результаты, надбавки и доплаты за условия труда, оплата
ежегодных отпусков, выплаты по районным коэффициентам и некоторые другие
расходы, [ ,с.26].
 (97)
(97)
где ЗОТ - заработная плата ответственного исполнителя
по тарифу или окладу за отработанное время [ ,с.26].
 (98)
(98)
где:  среднедневная заработная плата исполнителей,
руб.
среднедневная заработная плата исполнителей,
руб.
 количество дней, отработанных исполнителем при проработке НТПр.
количество дней, отработанных исполнителем при проработке НТПр.
 коэффициент премиальных доплат, принятый в
организации-разработчике, равный 0,3.
коэффициент премиальных доплат, принятый в
организации-разработчике, равный 0,3.
 коэффициент, учитывающий надбавки и доплаты за условия труда,
принятый в организации-разработчике, равный 0,2.
коэффициент, учитывающий надбавки и доплаты за условия труда,
принятый в организации-разработчике, равный 0,2.
 коэффициент, учитывающий оплату ежегодных отпусков, принятый в
организации-разработчике, равный 0
коэффициент, учитывающий оплату ежегодных отпусков, принятый в
организации-разработчике, равный 0
 коэффициент районных затрат, равный 0,15.
коэффициент районных затрат, равный 0,15.
 накладные расходы.
накладные расходы.
 отсюда следует
отсюда следует
Тогда,
 (99)
(99)
Следовательно, суммарные расходы на оплату труда:

. Отчисления на социальные программы определяем с учетом
перечислений организации-разработчика во внебюджетные государственные фонды
(пенсионный фонд, фонд социального страхования и фонд обязательного
медицинского страхования).
Таким образом:
 (100)
(100)
где:
 суммарные расходы на оплату труда, руб.
суммарные расходы на оплату труда, руб.
 норматив отчисления на социальные программы.
норматив отчисления на социальные программы.
Тогда, учитывая нижеследующее примечание:
 составляет 27.3%, в том числе:
составляет 27.3%, в том числе:
·
в
пенсионный фонд - 20%;
·
в
фонд социального страхования - 2.9 %;
·
в
фонд обязательного медицинского страхования - 3.1%;
·
на
социальное страхование травматизма -1,3%
Имеем:

Определяем затраты на проектирование приспособления для мех.
обработки детали "КОРПУС"

.3 Определение трудоемкости выполнения
технических расчетов
Трудоемкость выполнения технических
расчетов по фактическим затратам времени составила 28 н.ч.
8.4 Определение затрат на разработку
технологического процесса механической обработки детали "корпус"
Затраты на разработку техпроцесса принимаем приблизительно
равными фонду заработной платы инженера-конструктора и накладным расходам,
приходящимся на выполненный объём работ, [24,с.26].
 (101)
(101)
где:  суммарные расходы на оплату труда;
суммарные расходы на оплату труда;
суммарные расходы на социальные нужды.
Таким образом:
1. Выплаты по заработной плате за выполненную работу
исчисляем на основании тарифных ставок и должностных окладов в соответствии с
принятой в организации-разработчике системой оплаты труда. Кроме того, по
данной статье могут отражаться премии за производственные результаты, надбавки
и доплаты за условия труда, оплата ежегодных отпусков, выплаты по районным
коэффициентам и некоторые другие расходы [24,с.26].
 (102)
(102)
где ЗОТ - заработная плата ответственного исполнителя
по тарифу или окладу за отработанное время, [24,с.26].
(103)
где среднедневная заработная плата
исполнителей, руб.
количество дней, отработанных исполнителем при проработке НТПр,
равное в данном случае 4.
коэффициент премиальных доплат, принятый в
организации-разработчике, равный 0,25.
коэффициент, учитывающий надбавки и доплаты за условия труда,
принятый в организации-разработчике, равный 0.
коэффициент, учитывающий оплату ежегодных отпусков, принятый в
организации-разработчике, равный 0,2.
коэффициент районных доплат, равный 0,15.
 отсюда следует
отсюда следует
накладные расходы.
Тогда

Следовательно, суммарные расходы на оплату труда:
. Отчисления на социальные программы определяем с учетом
перечислений организации-разработчика во внебюджетные государственные фонды
(пенсионный фонд, фонд занятости, фонд социального страхования и фонд
обязательного медицинского страхования).
Таким образом:
(104)
где суммарные расходы на оплату труда, руб.
норматив отчисления на социальные программы.
Тогда, учитывая нижеследующее примечание:
составляет 27,3%, в том числе:
·
в
пенсионный фонд - 20%;
·
в
фонд социального страхования - 2,9%;
·
в
фонд обязательного медицинского страхования - 3,1%;
·
на
социальное страхование травматизма -1,3%
Имеем:
Определяем затраты на проектирование приспособления для мех.
Обработки детали "Корпус":

.5 Определение трудоемкости разработки технологического процесса
механической обработки
Трудоемкость разработки технологического процесса
механической обработки, детали "корпус" определяем суммированием норм
времени на разработку и заполнение соответствующих нормативных документов,
которые приведены в таблицах (затраты выбраны по нормативам ОАО "ВЗ"):
Таблица 11
Приведены нормы для разработки документации:
|
Наименование
операции
|
н.ч.
|
|
Отработка
конструкции на технологичность
|
1,34
|
|
Разработка
маршрутной карты
|
1,15
|
|
Разработка
операционной карты
|
1,59
|
|
Заполнение
операционной карты
|
0,44
|
|
Заполнение
маршрутной карты
|
0,38
|
|
Разработка
операционной карты тех. контроля
|
1,15
|
|
Заполнение
операционной карты тех. контроля
|
0,97
|
|
Разработка
карты эскизов
|
0,89
|
|
Заполнение
карты эскизов
|
0,6
|
Таблица 12
|
Наименование
|
Кол-во листов (шт.)
|
|
Маршрутная
карта.
|
5
|
|
Операционная
карта.
|
31
|
|
Карта эскизов.
|
3
|
Суммируя все данные, принимая во внимание количество листов,
получаем трудоёмкость разработки тех. процесса механической обработки детали
"корпус":
 н.ч.
н.ч.
8.6 Определение затрат на разработку
технологического процесса механической обработки детали "Корпус"
Затраты на разработку техпроцесса принимаем приблизительно
равными фонду заработной платы инженера-технолога и накладным расходам,
приходящимся на выполненный объём работ, [24,с.26].
(105)
где: суммарные расходы на оплату труда;
суммарные расходы на социальные нужды.
Таким образом:
1. Выплаты по заработной плате за выполненную работу
исчисляем на основании тарифных ставок и должностных окладов в соответствии с
принятой в организации-разработчике системой оплаты труда. Кроме того, по
данной статье могут отражаться премии за производственные результаты, надбавки
и доплаты за условия труда, оплата ежегодных отпусков, выплаты по районным
коэффициентам и некоторые другие расходы [24,с.26].
(106)
где ЗОТ - заработная плата ответственного исполнителя
по тарифу или окладу за отработанное время, [24,с.26].
(107)
где среднедневная заработная плата
исполнителей, руб.
количество дней, отработанных исполнителем при проработке НТПр.
коэффициент премиальных доплат, принятый в
организации-разработчике равным 0,35.
коэффициент, учитывающий надбавки и доплаты за условия труда,
принятый в организации-разработчике равным 0.
коэффициент, учитывающий оплату ежегодных отпусков, принятый в
организации-разработчике равным 0,2.
коэффициент районных доплат, равный 0,15.
отсюда следует
накладные расходы.
Тогда, 
Следовательно, суммарные расходы на оплату труда:

. Отчисления на социальные программы определяем с учетом
перечислений организации-разработчика во внебюджетные государственные фонды
(пенсионный фонд, фонд занятости, фонд социального страхования и фонд
обязательного медицинского страхования).
Таким образом:
(108)
Где:
суммарные расходы на оплату труда, руб.
норматив отчисления на социальные программы.
Тогда, учитывая нижеследующее примечание:
составляет 27,3%, в том числе:
·
в
пенсионный фонд - 20%;
·
в
фонд социального страхования - 2,9%;
·
в
фонд обязательного медицинского страхования - 3,1%;
·
на
социальное страхование травматизма -1,3%
Имеем: 
Определяем затраты на разработку технологического процесса мех.
обработки детали "Корпус": 
.7 Определение экономической эффективности двух
вариантов технологического процесса механической обработки детали
"Корпус"
Определить экономическую эффективность двух вариантов
технологического процесса механической обработки детали "Корпус".
а). Сверление по операции 10 на вертикально фрезерном станке
с ЧПУ CW1000
б). Сверление по операции 10 на вертикально фрезерном станке
с 2М55.
Таблица 12. Сравниваемые варианты технологического процесса
|
№ варианта
|
Операции
|
Оборудование
|
Норма времени
на операцию опер., мин
|
Разряд работы
|
Приспособление
|
Режущий
инструмент
|
|
номер
|
Наименование
|
Наименование
|
модель
|
Т
|
ТI
|
|
|
|
|
1
|
10
|
Вертикально-
сверлильная
|
станок
вертикально сверлильный с ЧПУ
|
CW1000
|
59,5
|
8,1
|
4
|
Тиски ГОСТ
21168-75
|
Сверло ГОСТ
10903-77
|
|
2
|
10
|
вертикально-сверлильная
|
станок
вертикально сверлильный
|
2М55
|
65,5
|
10,1
|
4
|
Тиски ГОСТ
21168-75
|
Сверло ГОСТ
10903-77
|
Определение экономической эффективности двух вариантов тех.
механической обработки детали "Корпус" проводим на ЭВМ по методике и
программе, представленной в [ ].
Предварительно в ЭВМ в программу вводим постоянные
коэффициенты, значения которых заданы в табл.13.
Таблица 13. Постоянные коэффициенты
|
Исходные данные
|
Условное обозначение
|
Значения
|
|
Наибольшее
число сравниваемых вариантов технологического процесса.
|
Е
|
2
|
|
Наибольшее
число сравниваемых операций техпроцессов.
|
Н
|
1
|
|
Годовая
программа выпуска деталей.
|
N
|
2000
|
|
Стоимость
одного метра производственной площади
|
Р
|
3500
|
|
Нормативный
коэффициент сравнительной экономической эффективности новой техники.
|
Е1
|
0,15
|
|
Коэффициент,
учитывающий дополнительные затраты на оборудование (на фундамент, монтаж и
транспортировку оборудования). %
|
А
|
10
|
|
Средний
коэффициент выполнения норм рабочим
|
В
|
1,3
|
|
Коэффициент
учит.загрузки оборудования по времени.
|
Е2
|
0,8
|
|
Коэффициент,
учитывающий потери деталей по техническим причинам.
|
А7
|
0.9
|
|
Норма
амортизационных отчислений производственной площади.%
|
Н2
|
3,3
|
|
Коэффициент,
учитывающий работу в многостаночное обслуживание.
|
В0
|
1
|
|
Коэффициент,
учитывающий премиальные доплаты.
|
В1
|
1,35
|
|
Коэффициент,
учитывающий поясные и отраслевые доплаты.
|
В2
|
1,15
|
|
Коэффициент,
учитывающий дополнительную зарплату.
|
В3
|
1,12
|
|
Коэффициент,
учитывающий отчисления в социальные фонды.
|
В4
|
1,273
|
|
Норма
обслуживания станков наладчиком.
|
Н3
|
6
|
|
Цена 1 квт ч.
энергии. руб
|
Z2
|
4
|
|
Годовые затраты
на ремонт и межремонтное обслуживание на единицу ремонтной сложности механической
части оборудования.
|
S6
|
476
|
|
Годовые затраты
на единицу ремонтной сложности электрической части оборудования.
|
S7
|
112
|
|
Срок службы
приспособлений, лет.
|
Т7
|
5
|
|
Коэффициент
случайной убыли инструмента.
|
А6
|
1,15
|
|
Число лет
выпуска изделий данного наименования.
|
Т9
|
5
|
После введения постоянных коэффициентов в ЭВМ в программу
водим массивы исходных данных, значения которых показаны в таблице14.
Таблица 14.
Значения переменных исходных показателей.
|
Наименование
|
Усл. обозн.
|
Значение
|
|
|
CW1000
|
2М55
|
|
Оптовая цена
ед. оборудования по операциям
|
Z (I,J)
|
1000000
|
194000
|
|
Норма штучно
калькуляционного времени
|
T
(I,J)
|
59,5
|
20,97
|
|
Действ. годовой
фонд времени работы оборуд. по операц.
|
F
(I,J)
|
1970
|
2070
|
|
Площадь,
занимаемая оборудованием по операциям
|
S
(I,J)
|
7,5
|
4.5
|
|
Коэф.,
учитывающий дополн. площ. на проходы и проез.
|
S1
(I,J)
|
4.0
|
4.5
|
|
Стоимость
приспособлений по операциям
|
P1
(I,J)
|
0
|
0
|
|
Норма амортиз.
отчисл. от оборудования по операциям
|
H1
(I,J)
|
10
|
5
|
|
Часовая
тарифная ставка основных рабочих по операциям
|
L
(I,J)
|
66,734
|
66,734
|
|
Часовая
тарифная ставка наладч. по операциям
|
L1
(I,J)
|
70,176
|
0
|
|
Суммарная
мощность электродвигат. на оборудов. по оп.
|
17
|
7.2
|
|
Коэф., учитыв.
загрузку электродвиг. по времени по опер.
|
A3
(I,J)
|
0,8
|
0,8
|
|
Коэф., учитыв.
загрузку электродвиг. по мощн. по опер.
|
A4
(I,J)
|
0,6
|
0,6
|
|
Коэф., учитыв.
потери электроэнергии в сети по опер.
|
A5
(I,J)
|
1,05
|
1,05
|
|
Категория
ремон. сложн. механ. части оборуд. по опер.
|
R6
(I,J)
|
12
|
17.5
|
|
Категория
ремон. сложн. электр. части оборуд. по опер.
|
R7
(I,J)
|
14
|
15
|
|
Среднегод.
затр. на текущ. ремонт приспособл. по операц.
|
P7
(I,J)
|
0
|
0
|
|
Цена
инструмента по операциям
|
Z3
(I,J)
|
48
|
48
|
|
Затраты на все
переточ. инстр. и ремонт инстр. по операц.
|
P5
(I,J)
|
4.8
|
4.8
|
|
Основное время
выполнения операции
|
T1
(I,J)
|
8.1
|
10.1
|
|
Стойкость инструмента
по операциям
|
T8
(I,J)
|
60
|
60
|
|
Число переточек
до полного износа по операц.
|
P6
(I,J)
|
62
|
62
|
|
Стоимость
подгот. возобновления управляющих прогр.
|
Z4
(I,J)
|
1100
|
0
|
В результате расчетов на ЭВМ получим значения калькуляции
себестоимости, приведенных затрат и экономической эффективности, по вариантам,
которые показаны в таблице15 .
Таблица15.
Основные экономические показатели сравниваемых
вариантов технологического процесса механической обработки.
|
Наименование
|
Результат по
вариантам
|
|
базовый
|
проектный
|
|
Затраты на
оборудование
|
1074521
|
188384
|
|
Затраты на
производственную площадь
|
2930
|
1787
|
|
Затраты на
приспособление
|
0
|
0
|
|
Общие
капитальные затраты
|
1077451
|
190171
|
|
Амортизационные
отчисления от оборудования
|
107452
|
9419
|
|
Амортизационные
отчисления от площади
|
96,7
|
59
|
|
Зарплата
основных рабочих
|
295629
|
280723
|
|
Зарплата
наладчиков
|
64766
|
0
|
|
Затраты на
силовую электроэнергию
|
68590
|
27585
|
|
Затраты на
ремонт оборудования
|
9244
|
11487
|
|
Затраты на
эксплуатацию приспособлений
|
0
|
0
|
|
Затраты на
режущий инструмент
|
266
|
332
|
|
Затраты на
разработку программного обеспечения
|
6050
|
0
|
|
Себестоимость
годовой программы
|
552095
|
329607
|
|
Приведенные
затраты по базовому варианту
|
713713
|
358133
|
|
Годовой
экономический эффект
|
0
|
355580
|
Анализ полученных результатов показывает, что эффективным является
вариант № 2. Его экономическая эффективность составляет 355580 рублей. Для
расчетов технико-экономических показателей участка принимаем вариант № 1.
Расчет технико-экономических показателей участка проводим на
ЭВМ по методике и программе, представленной [ ]. Предварительно в ЭВМ в
программу вводим исходные данные, значения, которые заданы в таблице 24,
Предварительно в программу в ЭВМ вводим массивы исходных данных, значения
которых указаны в таблице [16].
Таблица16 .
Значение исходных данных.
|
Наименование
|
Условное
|
Обозначение
|
|
Процент простоя
оборудования в плановом ремонте по операциям
|
РО
|
4
|
|
Норма
штучно-калькуляционного времени
|
T
|
20,97
|
|
Норма
обслуживания станков наладчиком по операциям, шт.
|
H0
|
1000
|
|
Тарифная ставка
основных рабочих по операциям, р.
|
L
|
66.743
|
|
Площадь
оборудования по операциям
|
S
|
7.2
|
|
Коэффициент
дополнительной площади по операциям
|
S1
|
4.5
|
|
Количество
операций механической обработки детали в техпроцессе
|
H
|
1
|
|
Номинальный
фонд времени в одну смену
|
F1
|
2070
|
|
Программа
выпуска деталей
|
N
|
2000
|
|
Коэффициент,
учитывающий потери деталей по техническим причинам, %
|
A7
|
0,4
|
|
Коэффициент,
учитывающий потери времени на переналадку станков
|
K4
|
0,06
|
|
Плановый
коэффициент загрузки оборудования
|
E2
|
0,8
|
|
Коэффициент,
определяющий количество станков на участке
|
P8
|
2
|
|
Коэффициент,
учитывающий плановые потери рабочего времени одним рабочим
|
B5
|
12
|
|
Коэффициент,
учитывающий выполнение норм времени одним рабочим
|
B
|
1,3
|
|
Часовая
тарифная ставка наладчика
|
L1
|
0
|
|
Коэффициент,
учитывающий премиальные доплаты основным рабочим (и за работу в ночную смену)
|
B1
|
1,35
|
|
Коэффициент,
учитывающий поясные доплаты
|
B2
|
1,15
|
|
Коэффициент,
учитывающий доплаты до годового фонда основных рабочих
|
B3
|
1,12
|
|
Коэффициент,
учитывающий премиальные доплаты (и за работу в ночь) наладчиков
|
B6
|
1,25
|
|
Коэффициент,
учитывающий доплаты до годового фонда основных рабочих
|
B7
|
1,1
|
|
Коэффициент,
учитывающий цеховые расходы
|
K8
|
80
|
|
Технологическая
себестоимость программ
|
C
|
329607
|
|
Стоимость
активной части капитальных затрат
|
K9
|
18384
|
В результате расчетов на ЭВМ получены значения технико-
экономических показателей участка механической обработки которые представлены в
таблица17 .
Таблица 17
Значения ТЭП участка
|
Технико-экономические
показатели участка
|
Результат
|
|
Трудоемкость
детали
|
20,97
|
|
Трудоемкость
годового выпуска, час
|
33354
|
|
Годовой выпуск
продукции
|
33500
|
|
Количество
станков
|
15
|
|
Средний
коэффициент загрузки станков
|
0,86
|
|
Количество
основных рабочих
|
14
|
|
Количество
наладчиков
|
0
|
|
Годовой фонд
зарплаты основных рабочих
|
3854848
|
|
Годовой фонд
зарплаты наладчиков
|
0
|
|
Средняя
зарплата основных рабочих
|
22945
|
|
Средняя
зарплата наладчиков
|
0
|
|
Площадь участка
|
270
|
|
Фондоотдача
|
11.16
|
|
Фондовооруженность
|
13456
|
Анализ полученных расчетов показывает, что для полной
загрузки оборудования на участке необходима программа выпуска деталей,
аналогичных по трудоемкости нашей 33500 штук.
Поэтому пересчитаем значения активной части капитальных
затрат и себестоимости программы, рассчитанные в первой части на программу 2000
штук, на эту приведенную программу 33500 штук по методике.
 (109)
(109)
 (110)
(110)
 (111)
(111)
Подставляя новые значения в ЭВМ в программу, получаем
окончательные значения ТЭП участка которые приведены в таблице 18.
Таблица 18.
Окончательные значения ТЭП участка.
|
Технико-экономические
показатели участка
|
Результат
|
|
Трудоемкость
детали, мин.
|
20,97
|
|
Трудоемкость
годового выпуска, час
|
33500
|
|
Годовой выпуск
продукции, шт.
|
33354
|
|
Количество
станков, шт.
|
15
|
|
Средний
коэффициент загрузки станков
|
0,86
|
|
Количество
основных рабочих
|
14
|
|
Количество
наладчиков
|
0
|
|
Годовой фонд
зарплаты основных рабочих, р
|
3854848
|
|
Годовой фонд
зарплаты наладчиков, р.
|
0
|
|
Средняя
зарплата основных рабочих, р.
|
22945
|
|
Средняя
зарплата наладчиков, р.
|
0
|
|
Площадь участка,
м2.
|
270
|
|
Фондоотдача,
р/р
|
2,31
|
|
Фондовооруженность,
р/чел.
|
225388
|
Анализ полученных результатов показывает, что фондоотдача на
участке составляет 2,31 руб/на 1 рубль среднегодовой стоимости основных фондов,
а фондовооруженность составляет 225388 р.среднегодовой стоимости основных
фондов, приходящихся на одного рабочего .
9. Охрана труда
.1 Рекомендация по О.Т. для лиц, пользующихся
грузоподъёмными машинами, управляемыми с пола, при транспортировке
.1.1 Общие требования безопасности
К управлению грузоподъёмными машинами, управляемыми с пола,
допускаются лица, не моложе 18 лет, обученные по специальной программе и
прошедшие инструктажи по данной инструкции.
Повторный инструктаж проводится не реже 1 раза в 3 месяца.
Лицо, допущенное к самостоятельной работе, должно:
знать устройство грузоподъёмной машины, её грузоподъёмность,
назначение;
уметь подбирать необходимые для работы стропы и
грузозахватные приспособления в зависимости от веса и характера перемещаемого
груза;
уметь определять пригодность строп и других грузозахватных
приспособлений тары, а также грузовых тросов и грузового крюка;
знать нормы заполнения тары;
уметь производить правильную зацепку и подвешивание груза на
крюк.
Лица, пользующиеся грузоподъёмными машинами, управляемыми с
пола, должны быть обеспечены специальной обувью, специальной одеждой и
средствами индивидуальной защиты в соответствии с действующими нормами.
9.1.2 Требования безопасности перед началом
работы
Перед началом работы необходимо:
осмотреть рабочее место, освободить проходы и не загромождать
их во время работы;
подобрать грузозахватные приспособления, соответствующие весу
и характеру поднимаемого груза, стропы должны подбираться с учётом числа ветвей
такой длины, чтобы угол наклона между ветвями не превышал 90°;
проверить исправность грузозахватных приспособлений;
наличие на грузозахватных приспособлениях клейм или бирок с
указанием грузоподъёмности, номера, даты испытания;
наличия обрыва отдельных проволок износа и коррозий сверх
установленных норм для канатов, строп, крюков, цепей.
наличие и надёжность крепления защитного зацепления к корпусу
электротельфера;
проверить работу всех механизмов на холостом ходу и работу
имеющихся приборов безопасности.
9.1.3 Требования безопасности во время работы
При зацепке тары с деталями электротельферист должен
руководствоваться:
обвязку и зацепку грузов следует производить в соответствии
со схемами строповки грузов;
проверить вес груза, предназначенного к перемещению грузов,
по маркировке на грузе;
при обвязке груза канаты или цепи должны накладываться на
основной массив его без узлов, перекруток и петель, под острые рёбра грузов
подкладывать специальные прокладки, предохраняющие стропы от повреждения;
убедиться, что предназначенный к подъёму и перемещению груз
ничем не укреплён, не зацеплён, не завален, не примёрз к земле;
убедиться, что груз надёжно зацеплён и ничем не удерживается;
проверить, нет ли на грузе незакреплённых предметов, деталей
и инструмента, перед подъёмом труб большого диаметра проверить, чтобы в них не
было земли, других предметов, которые могут выпасть при подъёме;
о всех неполадках, обнаруженных во время работы, сообщить
лицу, ответственному за безопасное производство работ по перемещению грузов
кранами.
9.2 Рекомендация по охране труда для работающих
на ОЦИР500
9.2.1 Общие требования безопасности
Установку заготовки Корпус на станок осуществляют вручную.
Перед началом работы нужно убедиться, надёжно ли закреплена деталь в
приспособлении. При обработке детали во избежание попадания горячей стружки в
рабочего, нужно пользоваться защитными очками или защитным экраном. Установка
детали на приспособление осуществляется не в зоне резания, одновременно с
обработкой другой детали, а это значит, что шпиндель будет вращаться, рабочему
нужно быть очень внимательным.
работу проводить согласно техпроцессу, предусматривающему
применение определённого инструмента, приспособлений, защитных средств;
у станков на рабочих местах должны находиться исправные
деревянные подножные решётки, изготовленные в соответствии с требованиями техники
безопасности;
рабочие места и проходы у станков необходимо содержать в
чистоте и порядке, не загромождая их заготовками, оснасткой, стружкой и
деталями;
во избежание несчастных случаев и попадания грязи и стружки в
механизмы станка не разрешается обдувать сжатым воздухом обрабатываемую
поверхность и станок.
9.2.2 Требования безопасности во время обработки
детали "Корпус"
- во время работы станка не брать и не подавать через
работающий станок какие - либо предметы, не подтягивать болты, гайки и другие
соединительные детали;
не удалять стружку от станка непосредственно руками и режущим
инструментом, пользоваться для этого специальными крючками и щётками -
смётками;
следить за своевременным удалением стружки с рабочего места и
станка;
остерегаться заусенцев на обрабатываемых деталях;
обязательно остановить станок и выключить электродвигатель в
следующих случаях:
1. временное прекращение работ;
. перерыв в подаче электроэнергии;
. уборка, смазка и чистка станка;
. обнаружение неисправностей станка;
. подтягивание болтов, гаек и других соединительных деталей
станка.
- не применять при работе патроны и приспособления с
выступающими стопорными винтами и болтами;
при сверлении глубоких отверстий периодически выводить сверло
из отверстия для удаления стружки;
удалять стружку с просверливаемой детали и стола только
тогда, когда инструмент остановлен;
не прикасаться к сверлу до полного останова шпинделя;
перед остановом станка отвести инструмент от обрабатываемой
детали;
при работе с применением гидравлических или пневматических
приспособлений для установки и зажима деталей, при их включении не допускать
попадания рук в зону подвижных механизмов.
9.2.3 Требования безопасности в аварийных
ситуациях
- при перерыве в подаче электроэнергии остановить станок и
выключить электродвигатель;
при ослаблении крепления патрона, сверла или детали,
немедленно остановить станок;
если изделие поворачивается на столе, вместе со сверлом, не
пытаться придерживать его рукой, остановить станок, сделать нужное исправление
или взять соответствующее приспособление;
при возникновении несчастного случая необходимо оказать
пострадавшему первую медицинскую помощь, немедленно сообщить мастеру или
бригадиру, отвести пострадавшего в медпункт или вызвать скорую помощь;
при возникновении пожара немедленно позвонить по телефону 1 -
01, сообщить мастеру или бригадиру и приступить к тушению очага пожара.
9.2.4 Требования безопасности по окончанию работы
выключить электродвигатель станка;
убрать инструмент в отведённые для этой цели места;
при сдаче смены сообщить сменщику или мастеру о замеченных
неполадках в работе станка и о принятых мерах по их устранению.
9.3 Рекомендация по охране труда для работающих
на фрезерных станках
9.3.1 Общие требования безопасности
Установку заготовки Корпус на станок осуществляют с помощью
ручного крана. Деталь зацепляют с помощью чалок, должны быть соблюдены схемы
строповки деталей. Перед началом работы нужно убедиться, надёжно ли закреплена
деталь в приспособлении. При обработке детали во избежание попадания горячей стружки
в рабочего, нужно пользоваться защитными очками или защитным экраном.
Каждый рабочий обязан:
пользоваться полагающейся спецодеждой, спецобувью и
индивидуальными защитными средствами;
содержать в чистоте рабочее место в течении всего рабочего
дня и не загромождать его деталями;
о всякой замеченной опасности, обнаружении неисправности
оборудования, немедленно доложить мастеру;
9.3.2 Требования безопасности перед началом
работы
Каждый рабочий обязан:
принять станок от сменщика;
проверить наличие и исправность ограждений зубчатых колёс,
приводных ремней, токоведущих частей, работать только исправным инструментом и
приспособлениями и применять их строго по назначению;
проверить на холостом ходу:
а) исправность органов управления;
б) исправность фиксации рычагов включения и переключения;
в) нет ли заеданий или излишней слабины в движущихся частях
станка, особенно в шпинделе.
проверить доброкачественность ручного инструмента;
необходимо проверить исправность заземления;
станки должны быть оборудованы местным низковольтным
освещением, напряжением не более 42 В;
установить на станок и снимать со станка детали,
приспособления, инструмент и другие принадлежности, вес которых превышает 16
кг., необходимо при помощи подъёмных механизмов со стороны, удобной для рабочего.
9.3.3 Требования безопасности во время обработки
детали "Корпус"
Каждый рабочий обязан:
выполнять указания по обслуживанию и уходу за станком,
изложенные в "Руководстве к станку", а также требования
предупредительных таблиц на станке;
во время работы станка не брать и не подавать через
работающий станок какие либо предметы, не подтягивать болты, гайки;
не удалять стружку от станка непосредственно руками и режущим
инструментом, пользоваться для этого специальными крючками и щётками -
смётками, убираться своевременно;
установку деталей на станок и снятие их со станка производить
в том случае, когда электродвигатель и шпиндель остановлен;
перед остановом станка отвести инструмент от обрабатываемой
детали;
при пользовании пневматическими или гидравлическими зажимными
приспособлениями и устройствами, обратить внимание на манометр, чтобы давление
в трубопроводе было не ниже требуемого и не более 6 атмосфер;
не работать на станке в рукавицах или перчатках;
9.4 Рекомендация по охране труда для работающих
на сверлильных станках
9.4.1 Общие требования безопасности
работу проводить согласно техпроцессу, предусматривающему
применение определённого инструмента, приспособлений, защитных средств;
у станков на рабочих местах должны находиться исправные
деревянные подножные решётки, изготовленные в соответствии с требованиями
техники безопасности;
рабочие места и проходы у станков необходимо содержать в
чистоте и порядке, не загромождая их заготовками, оснасткой, стружкой и
деталями;
во избежание несчастных случаев и попадания грязи и стружки в
механизмы станка не разрешается обдувать сжатым воздухом обрабатываемую
поверхность и станок.
9.4.2 Требования безопасности во время работы
- во время работы станка не брать и не подавать через
работающий станок какие - либо предметы, не подтягивать болты, гайки и другие
соединительные детали;
не удалять стружку от станка непосредственно руками и режущим
инструментом, пользоваться для этого специальными крючками и щётками -
смётками;
следить за своевременным удалением стружки с рабочего места и
станка;
остерегаться заусенцев на обрабатываемых деталях;
обязательно остановить станок и выключить электродвигатель в
следующих случаях:
1. временное прекращение работ;
. перерыв в подаче электроэнергии;
. уборка, смазка и чистка станка;
. обнаружение неисправностей станка;
. подтягивание болтов, гаек и других соединительных деталей
станка.
- не применять при работе патроны и приспособления с
выступащими стопорными винтами и болтами;
при сверлении глубоких отверстий периодически выводить сверло
из отверстия для удаления стружки;
удалять стружку с просверливаемой детали и стола только
тогда, когда инструмент остановлен;
не прикасаться к сверлу до полного останова шпинделя;
перед остановом станка отвести инструмент от обрабатываемой
детали;
при работе с применением гидравлических или пневматических
приспособлений для установки и зажима деталей, при их включении не допускать
попадания рук в зону подвижных механизмов.
9.4.3 Требования безопасности в аварийных
ситуациях
- при перерыве в подаче электроэнергии остановить станок и
выключить электродвигатель;
при ослаблении крепления патрона, сверла или детали,
немедленно остановить станок;
если изделие поворачивается на столе, вместе со сверлом, не
пытаться придерживать его рукой, остановить станок, сделать нужное исправление
или взять соответствующее приспособление;
при возникновении несчастного случая необходимо оказать
пострадавшему первую медицинскую помощь, немедленно сообщить мастеру или
бригадиру, отвести пострадавшего в медпункт или вызвать скорую помощь;
при возникновении пожара немедленно позвонить по телефону 1 -
01, сообщить мастеру или бригадиру и приступить к тушению очага пожара.
.4.4 Требования безопасности по окончанию работы
- выключить электродвигатель станка;
убрать инструмент в отведённые для этой цели места;
при сдаче смены сообщить сменщику или мастеру о замеченных
неполадках в работе станка и о принятых мерах по их устранению.
Вывод
В связи с тем, что годовая программа составляет 2000 шт. в
год, применили обрабатывающий центр ОЦИР500ПМФ4, что сократило время обработки
детали, следовательно, снизилась себестоимость изделия, а это в наше время
большое значение. На выше сказанный станки был разработан технологический
процесс обработки детали, все операции пронормированы. На расточной переход был
разработан режущий инструмент. Так же для контроля размера спроектировали
пробку. Разработано приспособление на станок ОЦИР500ПМФ4, просчитаны все режимы
резания, сосчитан годовой экономический эффект. Была разработана схема сборки
изделия, а это технологический процесс сборщика. В экономической части было
сделано сравнение операции сверление отверстия на станке 2М55 , и заводского
варианта обработки на универсальном станке CW1000. Выгоднее в
крупносерийном производстве использовать станок, имеющий систему ЧПУ.
Литература
1.
А.Г.
Косилова. "Справочник технолога - машиностроителя". 1, 2 том. Москва
"Машиностроение" 1986 г.
2.
А.Ф.
Горбацевич. "Курсовое проектирование по технологии машиностроения".
Минск. "Высшая школа". 1983 г.
3.
Б.Н.
Вардашкин. "Станочные приспособления". 1,2 том. Москва.
"Машиностроение". 1984 г.
4.
Ю.Н.
Кузнецов. "Оснастка для станков с ЧПУ". Москва.
"Машиностроение".
1990 г.
5.
А.К.
Горошкин. "Приспособления для металлорежущих станков". Москва.
"Машиностроение". 1979 г.
6.
Н.Д.
Орлов. "Справочник литейщика". Москва. "Машиностроение".
1971 г.
7.
Ю.М.
Лахтин. "Металловедение и термическая обработка металлов". Москва.
"Металлургия". 1979 г.
8.
С.Г.
Бондаренко. "Размерный анализ конструкций". Киев.
"Техника". 1989 г.
9.
А.И.
Якушев. "Взаимозаменяемость, стандартизация и технические измерения".
Москва. "Машиностроение". 1986 г.
10."Общемашиностроительные нормативы времени и режимов резания
на работы, выполняемые на металлорежущих станках с ПУ". Москва. 1980 г.
11."Общемашиностроительные нормативы вспомогательного времени,
на обслуживание рабочего места и подготовительно - заключительного на работы,
выполняемые на малогабаритных металлорежущих станках". Москва.
"Машиностроение". 1974 г.
12."Общемашиностроительные нормативы времени и режимов резания
на работы, выполняемые на металлорежущих станках". Москва.
"Машиностроение". 1974 г.
13.Искович "Курсовое проектирование детали машин"Москва
1975г.
14.Л.А. Федотова. "Проектирование механосборочных цехов".
Воронеж. "Издательство ВГУ". 1980 г.
15.И.П. Моисеев. Методическая разработка по курсу
"Проектирование механических цехов". Ижевск. 1974 г.
16.В.Г. Тарасов. "Методические указания к экономической части
курсовых и дипломных проектов". 1,2 части.
17.К.Д. Гайваронская. "Расчёт эффективности техники и технологии
в механообработке".
18.К.М. Великанов. "Расчёты экономической эффективности новой
техники".
19.Э.Г. Калядина. "Справочные материалы для экономического
обоснования дипломных проектов и курсовых работ".
20.В.Г.Тарасов "Расчет экономической эффективности вариантов
технологического процесса механической обработки детали с применением ЭВМ"
методические указания часть 1. Ижевск 1988 г.
21.В.Г.Тарасов "Расчет технико-экономических показателей участка
механической обработки детали с применением ЭВМ часть 2. Ижевск 1989 г.
22.Э.Г. Калядина "Экономическое обоснование дипломных и курсовых
проектов по специальности 0501" ИМИ Ижевск 1984г.
23.Типовые нормы времени на разработку конструкторской документации,
Москва, "Экономика", 1991г.
24.Г.Н. Богомолова, Г.А. Лобанова "Методические указания по
выполнению курсовой работы по курсу "Организация, планирование и
управление предприятием" и экономической части дипломных проектов",
Ижевск, 2000г.