Технологический процесс Гомельского литейного завода 'Центролит' и требования к системе электроснабжения
ВВЕДЕНИЕ
Системой электроснабжения называют совокупность
электроустановок, предназначенных для обеспечения потребителей электрической
энергией. В свою очередь под электроустановками понимают совокупность машин,
аппаратов, линий и вспомогательного оборудования (в месте с сооружениями и
помещениями, в которых они установлены), предназначенных для производства,
преобразования, трансформации, передачи, распределения электрической энергии и
превращения ее в другие виды энергии.
Системы электроснабжения промышленных
предприятий создаются для обеспечения электроэнергией промышленных
электроприёмников, к которым относятся: электродвигатели различных машин и
механизмов, электрические печи, электролизные установки, аппараты и машины
электрической сварки.
Электроснабжение промышленных предприятий должно
строиться таким образом, чтобы удовлетворять основные требования
электроприёмников в отношении надёжности электроснабжения, качества и
экономичности.
Надёжность электроснабжения достигается
благодаря бесперебойной работе всех ее элементов и применению ряда технических
устройств, как в системе, так и у потребителей: устройств релейной защиты и
автоматики, автоматического ввода резерва и повторного включения, контроля и
сигнализации.
Качество электроснабжения определяется поддержанием
на определённом уровне значений напряжения и частоты, а также ограничением
значений в сети высших гармоник, несинусоидальности и несимметричности
напряжения.
Экономичность электроснабжения достигается путём
разработки совершенных систем распределения электроэнергии, использования
рациональных конструкций комплектных распределительных устройств и
трансформаторных подстанций и разработки оптимизации системы электроснабжения.
На экономичность влияет выбор рациональных напряжений, оптимальных значений
сечений проводов и кабелей, числа и мощности трансформаторных подстанций,
средств компенсации реактивной мощности и их размещение в сети.
1. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ГОМЕЛЬСКОГО ЛИТЕЙНОГО
ЗАВОДА « ЦЕНТРОЛИТ » И ЕГО ТРЕБОВАНИЯ К СИСТЕМЕ ЭЛЕКТРОСНАБЖЕНИЯ
1.1 Характеристика
основных цехов и электроприемников Гомельского литейного завода «Центролит»
Гомельский литейный завод «Центролит» - крупное
специализированное предприятие по выпуску литых заготовок и готовых изделий для
станкостроения, машиностроения и металлообработки, а также товаров народного
потребления (ТНП). Завод производит фасонное литье из серого и высокопрочного
чугуна, алюминиевых сплавов и др. Предприятие функционирует с 1965 года.
Расположено в западной части города Гомеля и занимает территорию размерами:
1050 на 400 метров. Подчиняется Министерству промышленности РБ.
Проектная мощность завода 92 тыс. т. литья в
год. Расчетная производственная мощность завода в настоящее время 32 тыс. тн.
литья в год. Завод оснащен широкой гаммой плавильного, формовочного и
стержневого оборудования, позволяющего производить отливки весом от 15 тонн до
нескольких грамм любой сложности.
Крупное и среднее литье производится в цехе №1.
Среднее литье (0,12-1,5тн)
изготавливается на поточно-механизированных линиях 234 и 235 с использованием
формовочных машин и установок поверхностной подсушки форм газовыми горелками.
На участке крупного литья под заливку формуются формы металлоемкостью до 15
тонн, по индивидуальным заказам более 15 тонн.
Для изготовления формовочных
смесей в цехе имеется смесеприготовительный участок с соответствующим
оборудованием: смешивающие бегуны мод. 114, производительностью 10 т/ч;
установка приготовления облицовочной смеси; комплект оборудования подготовки
оборотной смеси для повторного использования, в том числе: полигональное сито,
магнитные сепараторы, система конвейеров и бункеров.
Для обработки готовых отливок предназначен
корпус очистки и обрубки литья. В последнем находятся: гидрокамера ЛН-407
(установленная мощность 170 кВт), две гидрокамеры ЛН-408 (установленная
мощность 90 кВт), насосная станция высокого давления 13 Гр-1 (установленная
мощность 180 кВт), дробеметная камера 374С (установленная мощность 80 кВт),
дробеметная камера 372 (установленная мощность 34,2кВт), дробеметная камера
42612, дробеметная камера ДК-10, печи термические - 3 шт., камера
охладительная, наждачные станки подвесные 3374К (установленная мощность 5,5
кВт), печь термическая с выкатным подом ГЧ113.
Краткая характеристика электроприемников цеха
приведена ниже, установленные мощности указаны для каждой одной конкретной
единицы оборудования или указана разбежка по мощностям для однотипного
оборудования, имеющего разную установленную мощность.
) Грузоподъемные механизмы: краны мостового типа
грузоподъемностью от 5 тонн (установленная мощность 27 кВт), до 50 тонн
(установленная мощность 185 кВт) - самые большие мостовые краны на предприятии,
консольные краны грузоподъемностью 1 тонна (установленная мощность 4,5 кВт),
электротали грузоподъемностью от 0,5 тонны (установленная мощность 1 кВт) до 3
тонн (установленная мощность 7.5 кВт)
) Передаточные механизмы: передаточные тележки
(установленная мощность от 3 до 11 кВт), ленточные конвейера (установленная
мощность от 3 до 22 кВт).
) Установки приготовления формовочной смеси:
бегуны смешивающие (установленная мощность от 40 до 55 кВт), смесители
непрерывного действия (установленная мощность от 10 до 22 кВт).
) Формовочные машины (установленная мощность от
75 до 90 кВт).
) Выбивные решетки (установленная мощность от 84
до110 кВт)
) Вентиляция: электродвигатели приточной
вентиляции мощностью от 22 до 75 кВт; электродвигатели вытяжной вентиляции
мощностью от 11 до 55 кВт.
Мелкое литье является специализацией цеха № 3.
Производится оно на
автоматических линиях: без опочной формовки «Форматик» с установленной
мощностью всех электродвигателей 295 кВт , воздушно-прессовой «ФДК»,
Автоматической линии импульсной формовки «АЛИФ» с установленной мощностью всех
электродвигателей 160 кВт, участке оболочкового литья. Рядом с участком оболочкового
литья установлена среднечастотная двухтигельная индукционная плавильная
электропечь ИТПЭ-0,4 (установленная мощность 325 кВт) емкостью 0,4 тонны
предназначенная для заливки металлом форм производимых на данном участке.
Формовочная линия «ФДК» предназначена для изготовления отливок в опоках 800x750
мм из единой смеси, приготавливаемой на встроенной смесеприготовительной
установке. Формовочная линия «ФДК» имеет производительность 100 форм/час и
установленную мощность всех электродвигателей 500 кВт. Стержни изготавливаются
на стержневых автоматах, использующих смеси горячего и холодного твердения.
Обработка готовых отливок, производится
аналогично как в цехе № 1 в корпусе очистки и обрубки литья.
Краткая характеристика электроприемников цеха
приведена ниже, установленные мощности указаны для каждой одной конкретной
единицы оборудования или указана разбежка по мощностям для однотипного
оборудования, имеющего разную установленную мощность.
) Грузоподъемные механизмы: краны мостового типа
грузоподъемностью от 5 тонн (установленная мощность 27 кВт) до 20 тонн
(установленная мощность 80 кВт), консольные краны грузоподъемностью 1 тонна
(установленная мощность 4,5 кВт), электротали грузоподъемностью от 0,5 тонны
(установленная мощность 1 кВт) до 3 тонн (установленная мощность 7.5 кВт)
) Передаточные механизмы: ленточные конвейера
(установленная мощность от 3 до 18.5 кВт).
) Установки приготовления формовочной смеси:
бегуны смешивающие (установленная мощность 40 кВт), мешалка суспензии
(установленная мощность 7.5 кВт).
) Выбивные решетки (установленная мощность от 4
до 15 кВт).
) Вентиляция: вентиляция линии «ФОРМАТИК»
(установленная мощность 229 кВт), вентиляция линии «ФДК» (установленная
мощность 122 кВт), вентиляция линии «АЛИФ» (установленная мощность 120 кВт),
вентиляция обрубочного отделения (установленная мощность 476 кВт).
Оба цеха расположены в одном
литейном корпусе в котором также находится цех № 5 (цех плавки и специальных
способов литья).
В цехе находятся электрические
плавильные индукционные тигельные печи промышленной частоты ИЧТ-10, с
потребляемой мощностью 2405 кВт, емкостью 10т - 3шт., электрические миксерные
печи промышленной частоты ИЧТМ-6 с потребляемой мощностью 400 кВт, емкостью 6т
- 3шт., автоматическая линия непрерывного литья А-126 и А-99 (установленная
мощность 100,8 кВт) производительностью 3-10 тн/сутки в зависимости от профиля
заготовки. Для поддержания температуры металла в металлоприемниках линии А-126
установлена газовая горелка с расходом - 25 м3/ч. Установка работает в
непрерывном режиме.
Организованы участки кокильного
литья, основной продукцией которых является дорожная арматура (корпуса
магистральных и телефонных люков и др.). По заказам производится заливка
пригрузов используемых для утяжеления трубопроводов пролаживаемых по дну водоемов.
Цех №5 является самым
энергоемким на предприятии (60-70% потребления электроэнергии завода).
Особенностью оборудования является то, что его
можно разделить на две части: электрические печи (указанные выше) получающие
электроэнергию от специальных печных трансформаторов и оборудование, получающее
электроэнергию от цеховых трансформаторов 6/0,4 кВ. Краткая характеристика
электроприемников цеха получающих электроэнергию от цеховых трансформаторов
6/0,4 кВ приведена ниже, установленные мощности указаны для каждой одной
конкретной единицы оборудования или указана разбежка по мощностям для
однотипного оборудования, имеющего разную установленную мощность.
1) Грузоподъемные механизмы:
краны мостового типа грузоподъемностью от 10 тонн (установленная мощность 37
кВт), до 32 тонны (установленная мощность 75 кВт), кран-балка грузоподъемностью
3 тонны (установленная мощность 7,5 кВт).
) Заливочные установки линии
«АЛИФ» (установленная мощность 4 кВт).
) Электродвигатели
гидравлических установок плавильных агрегатов (установленная мощность от 4 до
18,5 кВт).
4) Станки для металлообработки (установленная
мощность от 2 до 11 кВт).
5) Установка дробления шлака
(установленная мощность 18,5 кВт).
) Насосы оборотного
водоснабжения (установленная мощность 110 кВт).
) Установка подогрева ковшей
(установленная мощность 5,5 кВт).
) Насосы охлаждения плавильных
агрегатов (установленная мощность от 22 до 45 кВт).
Для обеспечения тепловой
энергией и горячего водоснабжения завод «Центролит» имеет энергоцех (цех №10),
в состав которого входят котельная, компрессорные станции высокого и низкого
давления, испарительная градирня с насосами оборотного водоснабжения, участок
по ремонту электродвигателей и участок по ремонту вентиляционных систем.
В обрубочно-очистном корпусе
располагается экспериментально-механический цех №17 занимающийся обработкой
отливок из чугуна и сборкой готовых конструкций ( например беседки, скамейки с
использованием художественного литья и др.). Основным оборудованием цеха
являются металлообрабатывающие станки, сварочные аппараты.
Цех подготовки и складирования
шихтовых и формовочных материалов (цех №18) расположен в отдельном корпусе.
Корпус оснащен транспортным, грузоподъемным и весодозирующим оборудованием.
Одним из компонентов
формовочных материалов является песок. Сушка песка производится в пневмопотоке
потоком воздуха из турбовоздуходувок мощность электродвигателей которых 132
кВт. Установка для сушки песка производительностью 15 т/ч (фактически 17,5 т/ч)
оснащена газовой горелкой с расходом 150-300 м3/ч. Участок сушки песка имеет
установленную мощность 416,5 кВт (не считая турбовоздуходувок). При сушке глины
и бентонита периодически применяется барабанное сушило (установленная мощность
11 кВт). Для выдачи песка организован специальный участок (установленная мощность
290 кВт). В отдельно стоящем корпусе возле цеха находится участок варки жидкого
стекла.
Краткая характеристика электроприемников цеха
приведена ниже, установленные мощности указаны для каждой одной конкретной
единицы оборудования или указана разбежка по мощностям для однотипного
оборудования, имеющего разную установленную мощность.
1) Грузоподъемные механизмы:
краны мостового типа грузоподъемностью от 5 тонн (установленная мощность 27
кВт) до 20 тонн (установленная мощность 80 кВт), кран мостового типа с
электромагнитной шайбой (установленная мощность 100 кВт), электротали
грузоподъемностью 2 тонны (установленная мощность 3 кВт), кран-балка
грузоподъемностью 3 тонны (установленная мощность 9 кВт).
2) Передаточные механизмы: ленточные конвейера
(установленная мощность от 4 до 22 кВт).
3) Установка дробления шихты
(установленная мощность 55 кВт).
) Автоклав (установленная
мощность 7,5 кВт).
) Вентиляция (установленная
мощность 350 кВт).
В корпусе блока вспомогательных
цехов расположен цех № 4, в котором производят отливки из чугуна, стали и
цветного литья. Используются методы литья под давлением, в кокиль, а также
непрерывного литья намораживанием. Для литья под давлением используются машины
мод. А711А07М и А711А08М (установленная мощность 22 кВт).
Плавка цветных сплавов ведется в электрических
печах сопротивления САТ-0,15 (установленная мощность 60 кВт), газовых тигельных
(пламенных) печах «Калеман» (установленная мощность 2.5 кВт). Для плавки стали
и чугуна используются тигельные высокочастотные печи ИСТ-1 (установленная
мощность 500 кВт).
В этом же цехе установлены
термопластоавтоматы мод. ДВ 3127 и ДЕ 3127 (установленная мощность 12 кВт), на
которых производится изготовление деталей (изделий) из полиэтилена, полистирола
и др., объемом до 60 см3.
Краткая характеристика электроприемников цеха
приведена ниже, установленные мощности указаны для каждой одной конкретной
единицы оборудования или указана разбежка по мощностям для однотипного
оборудования, имеющего разную установленную мощность.
) Грузоподъемные механизмы: кран-балка
грузоподъемностью 3 тонны (установленная мощность 9 кВт), кран-балка
грузоподъемностью 3,2 тонны (установленная мощность 10 кВт).
) Установка сушильная (установленная мощность 16
кВт).
) Станки для металлообработки (установленная мощность
от 1,6 до 7.5 кВт).
) Вентиляция: вентиляция участка ширпотреба
(установленная мощность 6,5 кВт), вентиляция литейных машин (установленная
мощность 44 кВт), вентиляция участка «Калеман» (установленная мощность 22 кВт),
вентиляция участка наждаков (установленная мощность 3 кВт), вентиляция участка
термопластов (установленная мощность 23.5 кВт), вентиляция участка гальваники
(установленная мощность 44 кВт), вентиляция участка робототехники
(установленная мощность 10 кВт).
В этом же корпусе расположен инструментальный
цех №12, специализацией которого является изготовление металлической заливочной
оснастки для основных цехов, там же ремонтируется изношенный в процессе
производства инструмент.
Краткая характеристика электроприемников цеха
приведена ниже, установленные мощности указаны для каждой одной конкретной
единицы оборудования или указана разбежка по мощностям для однотипного
оборудования, имеющего разную установленную мощность.
) Грузоподъемные механизмы: Кран-балка
грузоподъемностью 0,25 тонны (установленная мощность 2,2 кВт), Кран-балка
грузоподъемностью 0.5 тонны (установленная мощность 3 кВт), Кран-балка
грузоподъемностью 2 тонны (установленная мощность 7,5 кВт), Кран-балка
грузоподъемностью 3,2 тонны (установленная мощность 8 кВт).
) Станки для металлообработки (установленная
мощность от 1 до 137 кВт).
) Вентиляторы вытяжные (установленная мощность
от 0,6 до 20 кВт).
Модели из дерева, а также
мебель производятся в модельном цехе № 14 входящем в блок вспомогательных
цехов, который оснащен деревообрабатывающими станками, сушилами, окрасочными
камерами. Деревянные модели используются в основном производстве для
изготовления заливочных форм.
Краткая характеристика электроприемников цеха
приведена ниже, установленные мощности указаны для каждой одной конкретной
единицы оборудования или указана разбежка по мощностям для однотипного
оборудования, имеющего разную установленную мощность.
) Грузоподъемные механизмы: кран-балка
грузоподъемностью 2 тонны (установленная мощность 7,5 кВт).
) Деревообрабатывающие станки (установленная
мощность от 0,37 до 7,5 кВт).
) Вентиляция (установленная мощность 28.6 кВт).
Рядом расположен ремонтно-механический цех №16,
оборудование и ремонтная база которого позволяют производить ремонтные работы
любой сложности с механизмами находящимися на балансе предприятия.
Краткая характеристика электроприемников цеха
приведена ниже, установленные мощности указаны для каждой одной конкретной
единицы оборудования или указана разбежка по мощностям для однотипного
оборудования, имеющего разную установленную мощность.
) Грузоподъемные механизмы: кран-балки
грузоподъемностью 2 тонны (установленная мощность 7,5 кВт), кран-балка
грузоподъемностью 3 тонны (установленная мощность 9 кВт).
) Металлообрабатывающие станки и механизмы
(установленная мощность от 1,5 до 61,7 кВт).
) Вентиляция (установленная мощность 160 кВт).
Весь автомобильный транспорт завода находится на
балансе цеха №11, в состав которого входят два гаража на 5 и 25 автомашин
соответственно. Основным оборудованием являются металлообрабатывающие станки и
сварочные аппараты.
.2 Технологический
процесс Гомельского литейного завода «Центролит» и его требования к системе
электроснабжения
Производственный процесс
получения литых заготовок состоит из следующих основных операций (переделов).
Исходные материалы, для чугунного литья это доменные чугуны, покупной чугунный
и стальной лом, возврат собственного производства и ферросплавы, поступают,
разделываются, сортируются и хранятся на складе шихтовых материалов. Сюда же
поступают кокс и флюсы (известняк). В настоящее время часть шихтовых материалов
хранится в литейном корпусе.
По технологическим картам
набирается необходимый состав шихты и загружается в электропечи ИЧТ-10, EGP
3000 S цеха №5 где
расплавляется и доводится до нужного химического состава и температуры. Затем
металл передается на заливку в литейные формы цеха№1, а также переливается в
печи ИЧТМ-6 для хранения, подогрева и раздачи на литейные линии цеха №3,
установку непрерывного литья и кокильный участок цеха №5
Для изготовления литейных форм
и стержней используются песок, глины, специальные добавки, отработанные
формовочные смеси, последние составляют до 90 % песчано-глинистых формовочных
смесей. За исключением смесей ЖСС, ПСС, остальные получают в
смесеприготовительном отделении, откуда транспортируются к формовочным машинам,
это относится к цехам №1 и №5.
Стержневые смеси готовят из
свежего песка с различными связующими, в зависимости от типа смеси. Смесители
установлены непосредственно в стержневом отделении, часть смесей готовится в
стержневых машинах.
Формы для крупных и средних
отливок подсушиваются переносными горелками или в сушилах, в частности после
формовочных машин 234, 235 формовочных линий цеха №1. На участке крупного литья
также установлены зонты.
Полуформы и стержни подаются к
месту сборки, после чего собранные формы поступают на заливку.
Заливка форм производится
ковшами при помощи заливочных мостовых кранов (участки крупного и среднего
литья цеха №1) и заливочными установками (автоматические линии цеха №3). После
кристаллизации и охлаждения отливок формы выбивают, отливки отделяют от смеси.
Далее отливки поступают на
установки выбивки (удаления) стержней, отделения литниковой системы и финишную
обработку в обрубочно-очистной корпус.
Производство непрерывно литых
заготовок различного профиля диаметром до 250 мм осуществляется в цехе №5 на
специальной установке (линия А-126), состоящей из раздаточной емкости
(миксерной канальной печи) и тянущей клети. Металл кристаллизуется в
охлаждаемом графитовом кристаллизаторе, отливка-пруток непрерывно вытягивается
из кристаллизатора, охлаждается, а затем разрезается на мерные прутки длиной
3-5 м.
При литье в кокиль на машинах
литья под давлением цеха №4 не используются формовочные смеси, отливки имеют
более высокую точность и качество поверхности. Большая часть их не требует
механической обработки перед использованием. Высокую точность и качество
поверхности отливок обеспечивает способ оболочкового (коркового) литья в цехе
№3, а также литья в постоянные формы (кокиль), данный способ литья используется
в каждом литейном цехе.
На рисунке 1.2.1. приведена
электротехнологическая схема, графически поясняющая технологический процесс
предприятия с использованием в нем электрических мощностей цеховых и печных
трансформаторных подстанций.
Режим работы основных цехов - беспрерывный. Цех
крупного и среднего литья (цех № 1) и мелкого литья (цех №3) работают
круглосуточно, а в выходные дни в цехе №3 не останавливается производство
только участка оболочкового (коркового) литья с печью ИТПЭ - 0,4. Цех плавки и
специальных способов литья (цех №5) работает круглосуточно, т.к. основным его
процессом является выплавка жидкого металла и заливка литейных форм цехов № 1 и
№3 и обеспечение жидким металлом собственных участков. В выходные и праздничные
дни цех плавит металл только для личного производства. Аналогичный
круглосуточный режим в литейном цехе №4, но с тем отличаем, что плавильные печи
выплавляют металл для заливки своих участков, не отдавая его в другие цеха. Цех
подготовки и складирования шихтовых и формовочных материалов (цех №18)
беспрерывно обеспечивает смесеприготовительные участки литейных цехов
формовочными материалами, а плавильные участки шихтой (раздробленный до
определенных размеров чугунный и стальной лом). Цех работает соответственно режиму
основных цехов. Энергоцех (цех №10) работает круглосуточно в будние дни, а в
выходные и праздничные дни в работе остается котельная для обеспечения горячим
водоснабжением, насосы оборотного водоснабжения для обеспечения работы
плавильных агрегатов, по заявкам цехов - компрессорные установки,
обеспечивающие предприятие сжатым воздухом. Вспомогательные цеха имеют
односменный режим работы.
Для раскрытия вопроса требования
технологического процесса РУП ГЛЗ «Центролит» к системе электроснабжения
рассмотрим в отдельности каждый цех и укажем соответствующую ему категорию
надежности электроснабжения.
Цех крупного и среднего литья (цех №1).
Цех состоит из двух литейных участков, каждый из
которых подразделяется на смесеприготовительный и формовочный. Их задачей является
производство литейных форм и выставление их под заливку, далее выбивка залитых
остывших форм, выемка отливок и транспортировка их в обрубочно - очистной
корпус, на участок крупного или среднего литья соответственно. Здесь происходит
их обработка и сдача годных отливок на склад. Режим работы в течение смены
непрерывный, за исключением обеденного перерыва. Анализируя технологический
процесс становиться видно, что перерыв в электроснабжении любого из участков
приводит к недоотпуску продукции, простоям рабочих данного участка и участков,
работа которых зависит от его продукции, простоям механизмов. Согласно [1]
электроприемники цеха относятся к ІІ категории надежности электроснабжения.
Перерыв в электроснабжении допустим на время, необходимое для включения
резервного питания действиями дежурного персонала.
Цех мелкого литья (цех №3).
Литейный корпус цеха состоит из
смесеприготовительного участка и автоматических литейных линий, отдельно
расположен участок оболочкового (коркового) литья с плавильной печью ИТПЭ -
0,4. В обрубочно-очистном корпусе производится обработка и сдача годных отливок
на склад. Технологический процесс аналогичен с цехом №1, аналогичны и
последствия перерыва в элелектроснабжении. В соответствии с [1]
электроприемники цеха относятся ко ІІ категории надежности электроснабжения.
Литейный цех №4.
Расположен в корпусе блока вспомогательных
цехов. Имеет свои плавильные агрегаты, литейные участки. Большая часть отливок
не требует обработки и поставляется прямо на склад готовой продукции. При длительном
перерыве в электроснабжении плавильных печей может произойти застывание металла
в тигле, что вызовет длительный простой производства после возобновления
электроснабжения и лишний расход электроэнергии необходимый на повторный
подогрев металла. Простой по причине отсутствия электроснабжения литейных
участков вызовет недоотпуск продукции и перерасход электроэнергии при выдержке
металла в плавильных печах. Электроприемники цеха принадлежат к ІІ категории
надежности электроснабжения.
Цех плавки и специальных способов литья (цех
№5).
Является основным плавильным цехом завода, печи
которого расплавляют от 80 до 90% всего металла. Рассмотрим отдельно
допустимость перерыва в электроснабжении по плавильным агрегатам и литейным
участкам. Плавильные печи ИЧТ - 10 и EGP
3000 S, миксерные печи
ИЧТМ - 6 являются самыми энергоемкими потребителями завода - 2405; 2000 и 400
кВт соответственно. Перерыв в электроснабжении печного трансформатора
плавильной печи приводит к остыванию металла в тигле, если последний не удалось
слить, по причине низкой температуры, через 6 - 8 часов он кристаллизуется и
после восстановления электроснабжения затраты электроэнергии на его
расплавление увеличатся в 3 - 5 раз по сравнению с нормальным режимом. В другом
случае, если без электроснабжения остаются вспомогательные устройства печи
(мостовые краны при помощи которых происходит слив металла, гидравлические
установки, служащие для поднятия печи) электроэнергия тратится на постоянный
подогрев металла. Здесь же следует учесть появление дефицита жидкого металла в
литейных цехах №1 и №3, а так же на собственных литейных участках, что приводит
к недоотпуску продукции. При отсутствии электропитания миксерных печей более
одного часа возникает необходимость слива металла, с целью предотвращения его
застывания, что нарушает технологический процесс и ведет к перерасходу
электроэнергии необходимой для разогрева металла в других установках. Перерыв в
электроснабжении насосов контура охлаждения печей EGP
3000 S может быть не
более 45 минут (при отключенной печи), т.к. конструктивно предусмотрено
продолжение циркуляции охлаждающей жидкости в течение указанного времени. При
более длительном перерыве в электроснабжении произойдет исчезновение протоков
воды в индукторе, перегрев и разрушение его изоляции. Для восстановления
работоспособности установок понадобится несколько недель и значительные
материальные затраты. При выходе из строя печного трансформатора замена его на
резервный происходит в течение одной смены - 8 часов.
Отсутствие электроснабжения оборудования
литейных участков приводит к недоотпуску продукции, затратам электроэнергии на
выдержку металла в электропечах.
Режим работы цеха круглосуточный, а
производственный процесс на отдельных участках может прерываться только на
время включения резервного питания действиями дежурного персонала, или время
необходимое для замены печного трансформатора. Из вышесказанного видно, что
электроприемики принадлежат ко II
категории электроснабжения.
Цех подготовки и складирования шихтовых и
формовочных материалов (цех №18).
Технологический процесс предусматривает
получение шихтовых и формовочных материалов, последующею их обработку и
непрерывную поставку в цеха № 1; 3; 4 и 5. Перерыв в электроснабжении более
одного часа участка формовочных материалов приведет к простоям производства
литейных участков цехов № 1 и № 3, что повлечет за собой лишнюю выдержку
металла в плавильных и миксерных печах цеха № 5 с уже известными последствиями.
Отсутствие электроснабжения скрапоразделочного участка отразится на поставках
шихты в цеха № 4 и № 5. Подготовка шихты и ее поставка длятся непрерывно.
Отсутствие поставок шихтовых материалов в цех № 5 в течение часа вызовет
дефицит жидкого металла на некоторых его собственных литейных участках в
результате недозагрузки плавильных агрегатов. Увеличение длительности
отсутствия шихты до двух часов и более приведет к остановке производственного
процесса во всем литейном корпусе по причине отсутствия металла для заливки
литейных форм. Электрооборудование цеха имеет ту же категорию надежности электроснабжения
II как и основные
производственные цеха.
Энергоцех (цех №10)
На балансе цеха находятся
электроприемники с категорией надежности электроснабжения I,
II и III.
К установкам с I
категорией надежности электроснабжения относятся насосы оборотного
водоснабжение индукционных плавильных печей и пожарные насосы.
При отключении насосов
оборотного водоснабжения прекращается циркуляция воды в протоках индукторов
печей. Уже, через несколько минут, температура изоляции индукторов достигает
температуры в несколько сотен градусов Цельсия, получая нагревание от тигля
печи с расплавленным металлом. В течение 15 - 30 минут происходит практически
полное разрушение изоляции, но процессы ее старения начинаются уже с первых
минут. Перерыв в электроснабжении насосов допускается лишь на время
автоматического восстановления питания.
Пожарные насосы предназначены,
в случае необходимости, подать воду на несколько десятков точек отбора воды
(расположенные на территории завода) под пожарные гидранты, предназначенные для
тушения пожара.
К установкам со II
категорией надежности электроснабжения относятся котельная, компрессорные
станции высокого и низкого давления, насосы артезианских скважин. Котельная
обеспечивает предприятие горячим водоснабжением. Компрессорные станции вырабатывают
сжатый воздух для оборудования литейных и обрубочных корпусов, при отсутствии
которого процесс производства практически на всех участках, кроме плавильных
печей, невозможен. Насосы артезианских скважин обеспечивают завод хозяйственно
- питьевым водоснабжением. Перерыв в электроснабжении допустим только на время
включения резервного питания действиями дежурного персонала.
К III
категории надежности электроснабжения относятся участок по ремонту
электродвигателей и участок по ремонту вентиляционных систем, при отсутствии
электроснабжения которых не более одних суток значительных нарушений в процессе
производства не произойдет.
Вспомогательные цеха предприятия.
К вспомогательным цехам относятся транспортный
цех № 11 инструментальный цех № 12, модельный цех № 14, ремонтно-механический
цех № 16 и экспериментально - механический цех № 17, монтажно - наладочный
участок.
Технологический процесс цехов № 12; 14 и 16
заключается в обеспечении основного производства металлической и деревянной
модельной оснасткой, проведении ремонтов изношенных деталей и узлов
оборудования и инструмента, изготовлении запасных комплектующих деталей по
заявкам руководителей технических служб цехов. Перерыв в электроснабжении
любого из цехов, или их отдельных участков, на время, не превышающее одних
суток, не приведет к значительным нарушениям в процессе производства основных
цехов. Электроприемники данных цехов согласно [1] принадлежат к III
категории надежности электроснабжения.
В транспортном цехе № 11 при отсутствии
электроснабжения происходит простой на участке ремонта автомобилей, нарушений
работы исправного автотранспорта на территории предприятия не будет. При
условии возможности восстановления электроснабжения за время менее одних суток
цех принадлежит к III
категории надежности электроснабжения.
Экспериментально - механический
цех № 17 занимающийся обработкой отливок из чугуна и сборкой готовых
конструкций должен иметь категорию надежности электроснабжения не ниже II,
т.к. при длительном простое его участков может произойти срыв отпуска продукции
покупателям и понесен значительный материальный ущерб.
Монтажно - наладочный участок не имеет
оборудования участвоющего в процессе производства, поэтому относится к III
категории надежности электроснабжения.
Складские помещения.
В их состав входят: склад
готовой продукции (склад продаж) подчиняющийся отделу сбыта продукции, склад
модельной оснастки производственно - диспетчерского отдела, склады отдела
материально - технического снабжения (склады материально - технического
снабжения, пиломатериалов, маслосклад, бензохранилище, мазутохранилище), склад
отдела оборудования и инструментального хозяйства. Все склады, кроме склада
готовой продукции (склада продаж), относятся к III
категории надежности электроснабжения. Длительное отсутствие электроснабжения
любого из них не повлечет за собой значительных нарушений в основном
производственном процессе. Склад готовой продукции (склад продаж) принадлежит
ко II категории
надежности электроснабжения по причине ежедневного процесса сбыта продукции, не
редко в выходные и праздничные дни.
.3 Технологический процесс цеха плавки и специальных способов литья,
его особенности, перспективы развития
Описание технологического
процесса приведем по каждому отдельному участку с индукционными единицами.
Участок индукционных плавильных печей ИЧТ - 10.
Состоит из 3 - х печей ИЧТ - 10 предназначеных
для плавки чугуна. Металлоемкость печи 10 тонн, активная электрическая мощность
2405 кВт, время плавки в первом плавильном положении 2 часа 11 минут,
напряжение первого плавильного положения 2034 В. В настоящее время в первом
плавильном положении плавки не производятся по экономическим (экономия
электроэнергии) и техническим (значительный износ индукторов) причинам. Печи
работают на втором плавильном положении с напряжением на низкой стороне
трансформатора 1831 В и временем плавки 2 часа 20 минут. Трансформатор имеет
устройство РПН.
Технологический процесс происходит в следующей
последовательности:
) Из цеха № 18 в специальных бадьях привозится
шихта;
) При помощи мостового крана шихта засыпается в
печь, где предварительно оставлено 3 тонны жидкого металла «болото»;
) Производится процесс плавки с добавлением
соответствующих компонентов для получения определенной марки чугуна;
) Расплавленный металл выдается для заливки литейных
форм цеха № 1, на собственные литейные участки или транспортируется к миксерным
печам ИЧТМ - 6 для дальнейшей доводки и разбора на заливочные участки цеха № 3
и собственные литейные участки.
Предприятие плату за электроэнергию производит
по двухставочно - дифференцированному тарифу, по этой причине работа печей
ограничивается. В полупиковой зоне суток работает 2 печи, в часы утреннего и
вечернего пиков работа печей контролируется, в случае увеличения величины
договорной активной мощности по предприятию производится снижение плавильных
положений на печах ИЧТ - 10, что позволяет в течении нескольких минут
значительно снизить нагрузку. Во время ночной зоны суток с низкой стоимостью
электроэнергии работают все 3 печи. В выходные и праздничные дни при отсутствии
заливочных форм цехов № 1 и № 3 для обеспечения металлом собственных участков
достаточно работы 2 - х печей.
Участок индукционных миксерных печей ИЧТМ - 6.
В его состав входят 3 индукционных миксерных
печи ИЧТМ - 6 предназначенных для подогрева металла. Металлоемкость печи 6
тонн, активная электрическая мощность 400 кВт. Трансформатор печи имеет 11
регулируемых положений (переключение без возбуждения - ПБВ) низкого напряжения,
основное время работает на 1 положении с напряжением 510 В.
Технологический процесс происходит в следующей
последовательности:
) При помощи мостовых кранов в печи заливается
жидкий металл расплавленный в печах ИЧТ - 10 или EGP
3000 S;
) Производится его подогрев, доводка до нужной
структуры;
Металл раздается для заливки автоматических
линий цеха № 3, собственным литейным участкам в том числе автоматической линии
непрерывного литья А-126.
Режим работы всех 3 - х установок
круглосуточный. В выходные и праздничные дни достаточно работы только одной
печи.
Участок индукционных плавильных печей EGP
3000 S.
Представляет собой блок состоящий из 2 - х
плавильных среднечастотных 3 - х тонных печей одна из которых работает в
плавильном другая в миксерном режиме. Время плавки составляет 43 минуты.
Электроснабжение плавильной установки (конвертера)
мощностью 2000 кВт осуществляется от печного трансформатора, миксерного
конвертера мощностью 200 кВт от цеховой трансформаторной подстанции.
Технологический процесс происходит в следующей
последовательности:
) Специальные загрузочные устройства заполняют
тигли печей шихтой;
) Одна печь включается на плавильный другая на
миксерный режим;
) После окончания плавки печь находящаяся в
миксерном режиме устанавливается на плавильный, а расплавленный металл в
закончившей плавку печи доводится до нужного состава в миксером режиме работы и
раздается для заливки автоматических линий цеха № 3, при отсутствии заливочных
форм металл переливается в печи ИЧТМ - 6. Далее опустевшая печь заполняется
шихтой, включается на миксерный режим и процесс повторяется.
Режим работы печей в будние дни круглосуточный.
В выходные и праздничные дни печи не работают.
Участок автоматической линии непрерывного литья
А-126.
Установка состоит из миксерной канальной печи
металлоемкостью 1 тонна мощностью 90 кВт и тянущей клети с приводом постоянного
тока мощностью 5,3 кВт.
Технологический процесс происходит в следующей
последовательности:
) Жидким металлом из печей ИЧТМ - 6 при помощи
заливочного мостового крана заполняется ванна канальной печи.
) Вытяжка производится через охлаждаемый графитовый
кристаллизатор определенного профиля медленным поступательным движением
достаточным для времени кристаллизации металла.
3) После вытягивания до
определенной длинны отливка-пруток отрезается по заданным размерам 3 - 5
метров.
На установке возможна протяжка
профилей различных сечений: прямоугольных, квадратных, круглых диаметром до 250
мм. и др.
Литейные участки.
Организованы два участка литья в кокиль. Заливка
металла осуществляется заливочными мостовыми кранами.
Технологический процесс происходит в следующей
последовательности:
1) Заливается жидкий металл в
ряд последовательно установленных кокилей;
) После окончания заливки
производится выемка готовых отливок;
) Поверхность кокилей
покрывается антипригарной краской и процесс повторяется.
Режим работы участков
круглосуточный.
В перспективах дальнейшего
развития рассматривается вопрос организации в цехе участка отжига отливок
автоматической линии непрерывного литья А-126. В настоящее время он
осуществляется в цехе № 1 в термопечи корпуса очистки и обрубки литья.
2. СУЩЕСТВУЮЩАЯ СИСТЕМА ЭЛЕКТРОСНАБЖЕНИЯ
ГОМЕЛЬСКОГО ЛИТЕЙНОГО ЗАВОДА « ЦЕНТРОЛИТ » И ЕЕ АНАЛИЗ
2.1 Внешнее
электроснабжение
Электроснабжение предприятия осуществляется
напряжением 6 кВ от подстанции «Центролит» Гомельского республиканского унитарного
предприятия электроэнергетики «Гомельэнерго» филиала Гомельских электрических
сетей. На подстанции установлены 2 автотрансформатора АТДЦТН - 63000/220/110 с
номинальным напряжением на стороне низкого напряжения 6 кВ. Для регулирования
напряжения на низкой стороне автотрансформатора установлены вольтодобавочные
трансформаторы.
Электроснабжение производится посредством 6
кабельных линий от 2 - х секций шин ЗРУ подстанции.
Первая секция шин: кабельная линия № 1189 длиной
980 м., кабель марки ААБ (3х150); кабельная линия № 1190 длиной 890 м., кабель
марки АСБ (3х240); кабельная линия № 1192 длиной 1250 м., кабель марки ААБ
(3х240).
Вторая секция шин: кабельная линия № 1188 длиной
800 м., кабель марки АСБ (3х240); кабельная линия № 1187 длиной 1250 м., кабель
марки ААБ (3х240); кабельная линия № 1186 длиной 980 м., кабель марки ААБ
(3х150).
Кабельная линия № 1177 длиной 1300 м. с кабелем
марки ААБ (3х240) с первой секции шин не подключена, высоковольтная ячейка не
укомплектована.
В ячейках отходящих линий установлены
высоковольтные выключатели серии ВМПЭ - 6.
Схема внешнего электроснабжения Гомельского
литейного завода «Центролит» изображена на рисунке 2.1.1.
2.2 Внутризаводское
электроснабжение
На территории предприятия расположено пять РП.
РП - I, РП - II
и РП - III получают
питание от 6 кабельных линий подстанции «Центролит». Каждое РП запитано двумя
линиями от разных секций шин. Электроснабжение РП - VI
осуществляется от разных секций шин РП - II
кабелями АСБ (3х240) длиной 570 м., а РП - IV
от разных секций шин РП - VI
кабелями ААБ (3х240) длиной 93 м.
В состав электрохозяйства
завода входит 31 цеховая трансформаторная подстанция 6/0,4 кВ суммарной
установленной мощностью 27640 кВА. В работе находится 22 трансформатора
суммарной установленной мощностью 20770 кВА. Кроме этого в работе находятся 7
печных трансформаторов установленной мощностью 13300 кВА.
Трансформаторы плавильных печей ИЧТ - 10 и печи EGP
3000 S запитаны от РП - VI
. Миксерные печи ИЧТМ - 6, ТП - 5 и ТП - 9а от РП - IV.
Основное количество цеховых трансформаторных подстанций получают
электроснабжение от РП - I,
РП - II и РП - III.
Для увеличения надежности электроснабжения между
РП сделаны резервные перемычки:
) Между 1 - й секцией шин РП - I
и 2 - й секцией шин РП - II
кабелем АСБ (3х150) длиной 355 м.
) Между 2 - й секцией шин РП - I
и 1 - й секцией шин РП - III
кабелем АСБ (3х150) длиной 355 м.
Для компенсации реактивной мощности на 1 - й
секции шин РП - II
установлены БСК 515 кВАр, на 2 - й секции шин БСК 460 кВАр. К 1 - й секции шин
РП - III подключены
БСК 720 кВАр, ко 2 - й секции шин БСК 1125 кВАр.
2.3 Электроснабжение
цеха плавки и специальных способов литья
Электроснабжение оборудования цеха можно
разделить на 3 вида:
) Электроснабжение плавильных и миксерных печей
от печных трансформаторов напряжением выше 0,4 кВ;
) Электроснабжение цехового оборудования
напряжением 0,4 кВ от собственных трансформаторных подстанций;
) Электроснабжение цехового оборудования
напряжением 0,4 кВ от трансформаторных подстанций соседних цехов.
Электроснабжение плавильных печей ИЧТ - 10
осуществляется от специальных печных трансформаторов мощностью 3200 кВА,
миксерных печей ИЧТМ - 6 от трансформаторов серии ххххх мощностью хххх кВА,
плавильного конвертера EGP
3000 S от трансформатора
серии ххххх мощностью хххх кВА. Установленная мощность данного вида
оборудования 10415 кВт.
Электроснабжение цехового оборудования
напряжением 0,4 кВ покажем отдельно по каждой подстанции.
ТП - 8 с трансформатором серии ТМ мощностью 1000
кВА: гидростанция ИЧТ - 10 18,5 кВт - 3 шт., вентилятор ИЧТ - 10 22 кВт - 3
шт., установка подогрева ковшей 5,5 кВт - 1 шт., передаточная телега 3 кВт - 1
шт., передаточная телега 15 кВт - 2 шт., станок токарно - винторезный 11 кВт -
1 шт., станок вертикально - сверлильный 2 кВт - 1 шт., заливочая установка
линии «АЛИФ» 4 кВт - 1 шт., вентилятор линии «АЛИФ» 5,5 кВт - 1 шт., вентилятор
линии «АЛИФ» 11 кВт - 1 шт., вентилятор участка ремонта индукторов 3 кВт - 1
шт., кран мостовой Q = 16/3 т.
45 кВт - 3 шт., кран мостовой Q
= 32/5 т. 75 кВт - 1 шт., кран мостовой Q
= 10 т. 37 кВт - 2 шт., кран - балка Q
= 3 т. 7,5 кВт - 1 шт., сварочный трансформатор 30 кВт - 1 шт.
ТП - 6 с трансформатором серии ТМ мощностью 1000
кВА: насос оборотного водоснабжения 55 кВт - 2 шт., вентилятор EGP
3000 S 22 кВт - 1 шт.,
сварочный трансформатор 30 кВт - 1 шт.
ТП - 9 с трансформатором серии ТМ мощностью 1000
кВА: канальная миксерная печь линии А - 126 90 кВт - 1 шт., гидростанция линии
А - 126 5,5 кВт - 1 шт., привод протяжки линии А - 126 5,5 кВт - 1 шт.,
миксерный конвертер EGP
3000 S 200 кВт - 1 шт.,
насос охлаждения EGP
3000 S 30 кВт - 4 шт.,
испарительная градирня EGP
3000 S 11 кВт - 1 шт.,
краскомешалка 3 кВт - 2 шт., передаточная телега 15 кВт - 1 шт.
ТП - 9а с трансформатором серии ТМ мощностью
1000 кВА: канальная миксерная печь линии А - 99 90 кВт - 1 шт., гидростанция
линии А - 99 4 кВт - 1 шт., привод протяжки линии А - 99 7,5 кВт - 1 шт.
Электроснабжение цехового оборудования
напряжением 0,4 кВ от трансформаторных подстанций соседних цехов:
ТП - 5 цеха № 3 с трансформатором серии ТМ
мощностью 750 кВА: гидростанция ИЧТМ - 6 15 кВт - 3 шт., кран мостовой Q
= 10 т. 37 кВт - 2 шт.
ТП - 11 цеха № 1 с трансформатором серии ТМ
мощностью 1000 кВА: краны мостовой Q
= 30/5 т. 75 кВт - 1 шт.
ТП - 12 цеха № 1 с трансформатором серии ТМ
мощностью 1000 кВА: установка дробления шлака 58 кВт - 1 шт.
Установленная мощность оборудования цеха 1290
кВт.
Рассмотрев систему электроснабжения цеха можно
сделать вывод, не прибегая к определению расчетных нагрузок, что трансформаторы
цеховых подстанций работают недогруженными. Потери в трансформаторах
несоизмеримы с передаваемой мощностью, что приводит к лишним потерям
элнктроэнергии.
3. РЕКОНСТРУКЦИЯ СИСТЕМЫ ЭЛЕКТРОСНАБЖЕНИЯ
ГОМЕЛЬСКОГО ЛИТЕЙНОГО ЗАВОДА « ЦЕНТРОЛИТ »
.1 Реконструкция
системы электроснабжения цеха плавки и специальных способов литья
Причины необходимости проведения реконструкции:
) Уменьшение электрических нагрузок.
Недогруженность трансформаторов цеховых подстанций, неравнозначность потерь
короткого замыкания и холостого хода к передаваемой мощности.
) Электроснабжение отдельных электроприемников
от трансформаторных подстанций соседних цехов, что уменьшает возможности учета
потребления электроэнергии и создает неудобства при обслуживании
электроустановок.
) Физический и моральный износ
электрооборудования.
Для решения вышеперечисленных задач в данном
проекте делаем следующие изменения в системе электроснабжения цеха:
) Производим замену трансформаторных подстанций
на одну внутрицеховую с трансформаторами меньшей мощности. Установим ее в
наиболее загруженной части цеха.
) Электроснабжение гидростанций ИЧТМ - 6 и
установки дробления шлака запитанных от ТП - 5 цеха № 3 и ТП - 12 цеха № 1
произведем от собственной подстанции. Электроснабжение крана мостового Q
= 30/5 т. и кранов мостовых Q
= 10 т. работающие от троллейной линии соответственно цеха № 3 и цеха № 1
оставим без изменения, т.к. на данной линии также работают краны мостовые
перечисленных цехов, а разделение их электроснабжения невозможно.
Распределение электроэнергии произведем по
радиальной схеме. Питание потребителей осуществим от силовых пунктов ( СП ) по
пятипроводной системе электроснабжения Реконструированная система
электроснабжения цеха представлена в графической части проекта на плане
расположения электрического оборудования цеха плавки и специальных способов
литья.
.1.1 Расчет
электрических нагрузок
Силовые нагрузки определим методом упорядоченных
диаграмм с применением коэффициента расчетной нагрузки.
По данному методу расчетная активная нагрузка
группы электроприемников (n>1)
определяется по выражению:
 , кВт,
, кВт,  (3.1)
(3.1)
Где 
 - коэффициент использования
- коэффициент использования  -го
электроприемника в группе [4, таблица 2.2.];
-го
электроприемника в группе [4, таблица 2.2.];  - коэффициент расчетной нагрузки
принимается в зависимости от эффективного (приведенного) числа
электроприемников группы и группового коэффициента использования, значения
принимаем из [4, таблица 2.3.].
- коэффициент расчетной нагрузки
принимается в зависимости от эффективного (приведенного) числа
электроприемников группы и группового коэффициента использования, значения
принимаем из [4, таблица 2.3.].
Если величина  окажется
меньше номинальной мощности наиболее мощного электроприемника группы
окажется
меньше номинальной мощности наиболее мощного электроприемника группы  следует
принимать
следует
принимать  [2, стр.
82].
[2, стр.
82].
Под эффективным (приведенным) числом
электроприемников понимают такое число однородных по режиму приемников
одинаковой мощности, которое обуславливает ту же величину расчетной нагрузки,
что и группа различных по номинальной мощности и режиму работы
электроприемников. Его вычисляют по формуле:
 (3.2)
(3.2)
где Рном - номинальная активная
нагрузка группы электроприемников или всего цеха, кВт которая определяется по
выражению:
 , кВт (3.3)
, кВт (3.3)
Групповой коэффициент использования
вычисляется по выражению:
 (3.4)
(3.4)
Расчетная реактивная мощность
нагрузки определяется следующими способами:
) Для питающих сетей до 1 кВ, выполненных
проводами и кабелями, по выражениям:
 tgj i , если
tgj i , если  , (3.5)
, (3.5)
 tgj i , если
tgj i , если  , (3.6)
, (3.6)
где tgj
i - среднее значение
коэффициента реактивной мощности i
- го электроприемника.
) Для магистральных шинопроводов, на шинах
цеховых ТП, а также для цеха, корпуса и предприятия в целом:
 tgj i , кВАр
(3.7)
tgj i , кВАр
(3.7)
Расчетное значение полной мощности
группы электроприемников:
 , кВА (3.8)
, кВА (3.8)
Расчетное значение тока группы
электроприемников:
 , А (3.9)
, А (3.9)
где  - наибольший пусковой ток
электроприемника в группе;
- наибольший пусковой ток
электроприемника в группе;  - коэффициент использования
электроприемника с наибольшим пусковым током;
- коэффициент использования
электроприемника с наибольшим пусковым током;  - номинальный ток электроприемника
с наибольшим пусковым током.
- номинальный ток электроприемника
с наибольшим пусковым током.
Расчет групп электрических нагрузок
и всего цеха выполним по форме Ф636-92 на ПЭВМ, с помощью программы Microsoft Excel 2003,
результаты расчета представим в таблицах 3.2 - 3.8.
3.1.2 Выбор
защитной, пускорегулирующей аппаратуры и ответвлений к электроприемникам
Для защиты электродвигателей, проводов, кабелей
и шинопроводов от воздействия больших токов в сетях до 1 кВ применяются плавкие
предохранители и автоматические выключатели, которые разрывают цепь тока, когда
его значение становится недопустимым для дальнейшей работы сети или ее
элементов.
Значение номинального тока плавких вставок
предохранителей, защищающие от КЗ электродвигатели и питающие их линии,
определяется по величине длительного расчетного тока
 (3.10)
(3.10)
и по току кратковременной допустимой
перегрузки
 /a,
(3.11)
/a,
(3.11)
где  - пиковый ток группы или
ответвления; a -
коэффициент кратковременной тепловой перегрузки, который при легких пусках
двигателя принимается равным 2,5, при тяжелых - 1.6 - 2,0, для ответвлений -
2,0.
- пиковый ток группы или
ответвления; a -
коэффициент кратковременной тепловой перегрузки, который при легких пусках
двигателя принимается равным 2,5, при тяжелых - 1.6 - 2,0, для ответвлений -
2,0.
Номинальные токи автоматического
выключателя  и его
расцепителя
и его
расцепителя  выбирают по
следующим условиям:
выбирают по
следующим условиям:
 , (3.12)
, (3.12)
 . (3.13)
. (3.13)
При выборе электромагнитного
расцепителя для одиночных электродвигателей в выражениях (3.12) - (3.14)  и
и  .
.
Ток срабатывания электромагнитного
расцепителя, как правило устанавливается заводом изготовителем в зависимости от
 , (3.14)
, (3.14)
величина  принимается
по справочным данным автоматических выключателей.
принимается
по справочным данным автоматических выключателей.
Проверка производится по пиковому
кратковременному току линии:
 , (3.15)
, (3.15)
где  - коэффициент надежности отстройки
отсечки от пикового тока, значения принимаются в зависимости от типа автомата,
при отсутствии таких данных можно принять
- коэффициент надежности отстройки
отсечки от пикового тока, значения принимаются в зависимости от типа автомата,
при отсутствии таких данных можно принять  .
.
Условием выбора магнитных пускателей является
номинальный ток электроприемника:
 . (3.16)
. (3.16)
Выбор ответвлений к
электроприемникам произведем по допустимому нагреву длительным расчетным током  по условию:
по условию:
 , (3.17)
, (3.17)
где  - длительно допустимый ток
проводника;
- длительно допустимый ток
проводника;  -
поправочный коэффициент на фактические условия прокладки проводов и кабелей.
-
поправочный коэффициент на фактические условия прокладки проводов и кабелей.
Для электрических сетей до 1 кВ
поправочный коэффициент, как правило
 , (3.18)
, (3.18)
где  и
и  коэффициенты, учитывающие
фактическую температуру окружающей среды и количество совместно проложенных
проводников [3, таблица П14 и П15].
коэффициенты, учитывающие
фактическую температуру окружающей среды и количество совместно проложенных
проводников [3, таблица П14 и П15].
Выбранные по нагреву сечения
проводников должны соответствовать их защитным аппаратам, что проверяется по
условию:
 , (3.19)
, (3.19)
где  - кратность длительно допустимого
тока проводника по отношению к номинальному току или току срабатывания
защитного аппарата [2, стр. 188];
- кратность длительно допустимого
тока проводника по отношению к номинальному току или току срабатывания
защитного аппарата [2, стр. 188];  - номинадьный ток или ток
срабатывания защитного аппарата.
- номинадьный ток или ток
срабатывания защитного аппарата.
Выбор ответвлений произведем в
пункте 3.1.3 проекта после выбора устройств распределения электроэнергии и
защитных аппаратов, когда появится возможность провести проверку по условию
(3.19).
Произведем выбор автоматического
выключателя и магнитного пускателя для приемника №1 по плану.
В данном случае расчетный ток защищаемой линии
будет равен номинальному току электроприемника №1, который определяется по
формуле:
 , (3.20)
, (3.20)
где  -
номинальное напряжение электродвигателя, кВ;
-
номинальное напряжение электродвигателя, кВ;  - номинальная мощность
электродвигателя, кВт, по таблице 3.1;
- номинальная мощность
электродвигателя, кВт, по таблице 3.1;  - номинальный коэффициент мощности
электродвигателя, по таблице 3.1;
- номинальный коэффициент мощности
электродвигателя, по таблице 3.1;  - коэффициент полезного действия
электродвигателя, по таблице 3.1.
- коэффициент полезного действия
электродвигателя, по таблице 3.1.
 А.
А.
Определим пусковой ток
электродвигателя:
 , (3.21)
, (3.21)
где  - кратность пускового тока по
таблице 3.1.
- кратность пускового тока по
таблице 3.1.
 А.
А.
Выбираем автоматический выключатель ВА51 - 63 с
номинальным током расцепителя 40 А, по условию (3.13):
 А.
А.
Ток срабатывания (отсечка) по
(3.14):
 А.
А.
Проверка срабатывания по (3.15):
 А.
А.
Данный автомат удовлетворяет
условиям выбора.
Выбираем магнитный пускатель серии
ПМЛ - 3100 с номинальным током 40 А, проверяем по условию (3.16):
А.
Данный пускатель удовлетворяет
условию выбора.
Произведем выбор силового ящика с
предохранителями ПН2 для приемника №15 по плану.
По (3.17) определим номинальный ток
электроприемника:
 А.
А.
Определим пусковой ток электродвигателя по
(3.21):
 А.
А.
Выбираем ящик серии ЯБПВ - 2 У3 с
номинальным током 200 А и предохранителями ПН2 - 250 на номинальный ток 250 А,
проверяем предохранители по условиям (3.10) и (3.11):
 А.
А.
 А.
А.
Условия выбора выполняются.
Дальнейший выбор защитной и пускорегулирующей
аппаратуры аналогичен, результаты выбора представим в таблице 3.9.
Таблица 3.9 - Выбор защитной и пусковой
аппаратуры.
|
Обозна-
чение на плане
|
Коли
- чество
|
Расчетные
величины
|
Автоматические
выключатели
|
Магнитные
пускатели
|
Силовые
ящики с предохранителями
|
|
|
Iр, А
|
Iп, А
|
КнIп, А
|
Iп/a
|
Тип
|
Iном.р, А
|
Iср.р.э, А
|
Тип
|
Iном.пуск, А
|
Тип
|
Iном. руб, А
|
Iв, А
|
|
1
|
1
|
35,49
|
248,43
|
310,54
|
|
ВА51
- 63
|
40
|
560
|
ПМЛ-
3100
|
40
|
|
|
|
|
Я8601-48
|
1
|
169
|
1024
|
|
409,6
|
|
|
|
|
|
Я86
01-48
|
630
|
430
|
|
3
|
1
|
11,36
|
79,52
|
99,4
|
|
ВА51
- 25
|
12,5
|
175
|
ПМЛ-
1160
|
16
|
|
|
|
|
4
|
3
|
41,26
|
288,82
|
361,03
|
|
ВА51
- 63
|
50
|
577,64
|
ПМЛ-4100
|
63
|
|
|
|
|
5
|
3
|
35,49
|
248,43
|
310,54
|
|
ВА51
- 63
|
40
|
ПМЛ-3100
|
40
|
|
|
|
|
6
|
1
|
15,96
|
119,70
|
149,63
|
|
ВА51
- 25
|
16
|
224
|
ПМЛ-1160
|
16
|
|
|
|
|
7
|
3
|
29,61
|
192,47
|
240,59
|
|
ВА51
- 63
|
31,5
|
441
|
ПМЛ-3500
|
40
|
|
|
|
|
8
|
1
|
8,51
|
59,57
|
74,46
|
|
ВА51
- 25
|
10
|
140
|
ПМЛ-
1501
|
10
|
|
|
|
|
9
|
1
|
6,78
|
47,66
|
59,33
|
|
ВА51
- 25
|
8
|
112
|
ПМЛ-1501
|
10
|
|
|
|
|
10
|
2
|
63,30
|
158,25
|
197,81
|
|
ВА51
- 160
|
80
|
800
|
ПМЛ-4160
|
80
|
|
|
|
|
|
11
|
1
|
6,78
|
47,66
|
59,33
|
|
ВА51
- 25
|
8
|
112
|
ПМЛ-1100
|
10
|
|
|
|
|
|
12
|
1
|
15,96
|
119,7
|
|
47,88
|
|
|
|
|
|
ЯВ3-31
|
100
|
100
|
|
|
13
|
1
|
24,17
|
181,28
|
226,60
|
|
ВА51
- 25
|
25
|
350
|
ПМЛ-2100
|
25
|
|
|
|
|
|
14
|
1
|
5,29
|
31,74
|
39,67
|
|
ВА51
- 25
|
6,3
|
88,2
|
ПМЛ-1100
|
10
|
|
|
|
|
|
15
|
2
|
82,57
|
578,0
|
|
231,2
|
|
|
|
|
|
ЯБПВ
- 2
|
200
|
250
|
|
|
16
|
2
|
6,78
|
47,66
|
59,33
|
|
ВА51
- 25
|
8
|
112
|
ПМЛ-1100
|
10
|
|
|
|
|
|
17
|
1
|
168,80
|
168,80
|
211,00
|
|
ВА51
- 250
|
200
|
2400
|
ПМЛ-7100
|
250
|
|
|
|
|
|
18
|
1
|
11,36
|
79,52
|
99,4
|
|
ВА51
- 25
|
12,5
|
175
|
ПМЛ-1160
|
16
|
|
|
|
|
|
19
|
1
|
11,36
|
79,52
|
99,4
|
|
ВА51
- 25
|
12,5
|
175
|
ПМЛ-1160
|
16
|
|
|
|
|
|
20
|
1
|
24,17
|
181,28
|
226,60
|
|
ВА51
- 25
|
25
|
350
|
ПМЛ-2100
|
25
|
|
|
|
|
|
21
|
4
|
56,28
|
339,96
|
492,45
|
|
ВА51
- 63
|
63
|
882
|
ПМЛ-4100
|
63
|
|
|
|
|
|
22
|
2
|
100,38
|
702,66
|
878,33
|
|
ВА51
- 160
|
125
|
1250
|
ПМЛ-
5100
|
125
|
|
|
|
|
|
23
|
3
|
29,61
|
192,47
|
240,58
|
|
ВА51
- 63
|
31,5
|
441
|
ПМЛ-
3100
|
40
|
|
|
|
|
|
24
|
1
|
41,26
|
288,82
|
361,03
|
|
ВА51
- 63
|
50
|
700
|
ПМЛ-
4100
|
63
|
|
|
|
|
|
25
|
1
|
337,00
|
337,00
|
|
134,8
|
|
|
|
|
|
Я86
01-46
|
400
|
350
|
|
|
26
|
1
|
8,51
|
59,57
|
74,46
|
|
ВА51
- 25
|
10
|
140
|
ПМЛ-
1501
|
10
|
|
|
|
|
|
27
|
1
|
11,36
|
79,52
|
99,4
|
|
ВА51
- 25
|
12,5
|
175
|
ПМЛ-1160
|
16
|
|
|
|
|
|
28
|
1
|
24,17
|
181,28
|
226,60
|
|
ВА51
- 25
|
25
|
350
|
ПМЛ-2100
|
25
|
|
|
|
|
|
ЯВ3-32
|
1
|
72
|
493
|
|
197,2
|
|
|
|
|
|
ЯВ3-32
|
200
|
200
|
|
|
30
|
1
|
6,78
|
47,66
|
59,33
|
|
ВА51
- 25
|
8
|
112
|
ПМЛ-1100
|
10
|
47,66
|
59,33
|
|
|
|
31
|
1
|
168,80
|
168,80
|
211,00
|
|
ВА51
- 250
|
200
|
2400
|
ПМЛ-7100
|
250
|
|
|
|
|
|
32
|
1
|
15,96
|
119,7
|
149,63
|
|
ВА51
- 25
|
16
|
224
|
ПМЛ-1160
|
16
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3.1.3 Выбор устройств
распределения электроэнергии, защитных аппаратов, сечений кабелей питающих
линий
Распределительные устройства предназначены для
приема и распределения электроэнергии в силовых и осветительных сетях.
Применяются в виде распределительных щитов и распределительных силовых пунктов.
Выбор производится по количеству отходящих линий, расчетному току, типу и
номинальным токам устанавливаемых в них аппаратов защиты.
В проекте в качестве силовых пунктов выбираем ПР
85 03МР У3 навесного исполнения со степенью защиты IР54,
т.к. помещение цеха относится к категории пыльных. Вводное распределительное
устройство формируем на базе панелей ЩО - 91МР У3 со степенью защиты IР54.
Автоматические выключатели выбираем согласно условия селективности.
Результаты выбора силовых пунктов представим в
таблице 3.10, распределительного устройство в таблице 3.11.
Таблица 3.10 - Выбор распределительных силовых
пунктов.
|
Наименование
силового пункта
|
Расчетные
величины
|
Вводной
автоматический выключатель
|
Тип
распределительного устройства
|
Количество
и тип автоматических выключателей групп распределения, Iном.р, А
|
|
Iр, А
|
Iп, А
|
КнIп, А
|
Тип
|
Iном.р, А
|
Iср.р.э, А
|
|
|
|
СП1
|
170
|
755
|
943,75
|
ВА51
- 250
|
200
|
2400
|
ПР
85 03МР-1061
|
1х
ВА51 - 63/31,5; 4х ВА51 - 160/80; 2х ВА51 - 160/160; 1х ВА51 - 63/63.
|
|
СП2
|
83
|
640
|
800
|
ВА51
- 160
|
125
|
1250
|
ПР
85 03МР-1061
|
3х
ВА51 - 63/40; 1х ВА51 - 160/100; 1х ВА51 - 25/12,5; 1х ВА51 - 25/16; 1х ВА51
- 63/31,5; 1х ВА51 - 160/100.
|
|
СП3
|
184
|
606
|
757,5
|
ВА51
- 250
|
250
|
3000
|
ПР
85 03МР-1062
|
1х
ВА51 - 160/80; 1х ВА51 - 25/16; 1х ВА51 - 25/16; 1х ВА51 - 250/200; 2х ВА51 -
25/10; 1х ВА51 - 63/40.
|
|
|
СП4
|
83
|
640
|
800
|
ВА51
- 160
|
125
|
1250
|
ПР
85 03МР-1061
|
1х
ВА51 - 160/100; 1х ВА51 - 25/8; 1х ВА51 - 63/31,5; 2х ВА51 - 63/40; 1х ВА51 -
160/100.
|
|
|
СП5
|
169
|
220
|
275
|
ВА51
- 250
|
250
|
3000
|
ПР
85 03МР-1084
|
1х
ВА51 - 25/20; 1х ВА51 - 25/12,5; 1х ВА51 - 25/10; 1х ВА51 - 250/200;
|
|
|
СП6
|
36
|
279
|
348,75
|
ВА51
- 160
|
63
|
800
|
ПР
85 03МР-1062
|
3х
ВА51 - 63/50 1х ВА51 - 25/16; 2х ВА51 - 25/10; 1х ВА51 - 25/20;
|
|
|
СП7
|
144
|
999
|
1248,25
|
ВА51
- 250
|
250
|
3000
|
ПР
85 03МР-1058
|
3х
ВА51 - 63/63; 1х ВА51 - 25/16; 1х ВА51 - 63/50; 1х ВА51 - 250/200.
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 3.11 - Выбор вводного распределительного
устройства.
|
Тип
распределительного устройства
|
Наименование
группы электроприемников
|
Iр/Iп, А
|
Тип
коммутационного аппарата, Iном, А
|
|
Линейная
панель ЩО91МР-2У3 (т1)
|
Я8601-48
|
337/337
|
РазъединительРЕ19-39-630
|
ВА51
- 400/400
|
|
СП2
|
83/640
|
|
ВА51
- 250/160
|
|
СП1
|
170/755
|
РазъединительРЕ19-39-630
|
ВА51
- 250/250
|
|
Линейная
панель ЩО91МР-4У3 (т2)
|
СП3
|
184/606
|
РазъединительРЕ19-37-400
|
ВА51
- 400/320
|
|
СП5
|
169/220
|
РазъединительРЕ19-37-400
|
ВА51
- 400/320
|
|
Линейная
панель ЩО91МР-2У3 (т2)
|
СП4
|
83/640
|
РазъединительРЕ19-35-250
|
ВА51
- 250/160
|
|
СП6
|
36/279
|
|
ВА51
- 250/80
|
|
СП7
|
144/999
|
РазъединительРЕ19-37-400
|
ВА51
- 400/320
|
|
Линейная
панель ЩО91МР-5У3 (т2)
|
ЩО1
|
65,12
|
|
ВА51-160/100
|
|
ЩО2
|
58,82
|
|
ВА51-160/80
|
|
ЩО3
|
67,82
|
|
ВА51-160/100
|
|
ЩО4
|
96,28
|
|
ВА51-160/125
|
|
ЩАО1
|
5,45
|
|
ВА51-25/12,5
|
|
ЩАО2
|
5,45
|
|
ВА51-25/12,5
|
|
Вводная
панель ЩО91МР-25У3
|
В
аварийном режиме питание всей нагрузки цеха
|
947/1801
|
РазъединительРЕ19-41-1000
|
ВА53-1600
Iн.р/
Iн.а
- 0,63;0,8
|
|
Вводная
панель ЩО91МР-25У3
|
В
аварийном режиме питание всей нагрузки цеха
|
947/1801
|
РазъединительРЕ19-41-1000
|
ВА53-1600
Iн.р/
Iн.а
- 0,63;0,8
|
|
Секционная
панель ЩО91МР-31У3
|
Вводные
панели ЩО91МР-25У3
|
947/1801
|
РазъединительРЕ19-41-1000
|
|
Для питания электроприемников в группах
используем провода марки АПВ проложенные в полу в пластмассовых трубах, для
электроприемников у которых ток защитного аппарата больше 200А используем
провода марки ПВ. Питание распределительных пунктов выполним кабелями серии
АВВГ проведенными по элементам строительных конструкций открыто в лотках.
Произведем выбор ответвления для
электроприемника №1 по плану:
 А
А
Согласно (3.17) выбираем из [4,
П13.] провод марки АПВ сечением 10 мм2 с  , А
, А
По [3, таблица П14 и П15]
коэффициенты и равны 1,
тогда
 , из чего следует, что
, из чего следует, что
 , А
, А
Согласуем выбранное сечение с током
защитного аппарата по условию (3.19):
Для автоматического выключателя с
нерегулируемой обратно зависимой от тока характеристикой = 1 [4,
таблица 2.7], тогда
 А
А
Увеличиваем сечение, принимаем
провод АПВ 16 мм2 с  А.
А.
Выбранное сечение удовлетворяет
условиям выбора, окончательно принимаем провод АПВ 16 мм2.
Выбор остальных ответвлений и
сечений кабелей питающих линий производим аналогично, результаты выбора
представим в таблицах 3.12 и 3.13.
При выборе кабелей питающих СП
коэффициент защиты принимаем для сетей требующих защиты от перегрузки =1
Таблица 3.12 - Результаты выбора ответвлений к
электроприемникам.
|
Ответвление
к электроприемнику
|
Количество
|
Iр, А
|
Кз
|
Iз, А
|
Марка
и сечение провода, (кабеля), мм2
|
Iдоп, А
|
Способ
прокладки
|
|
|
1
|
1
|
35,49
|
1
|
50
|
АПВ
3(1х16)+2(1х10)
|
55
|
В
трубе П30
|
|
|
Я8601-48
|
1
|
169
|
1
|
200
|
АПВ3(1х120)+2(1х50)
|
200
|
В
трубе П60
|
|
|
3
|
1
|
11,36
|
1
|
16
|
АПВ
5(1х2,5)
|
19
|
В
трубе П15
|
|
|
4
|
3
|
41,26
|
1
|
63
|
АПВ
3(1х25)+2(1х10)
|
70
|
В
трубе П30
|
|
|
5
|
3
|
35,49
|
1
|
50
|
АПВ
3(1х16)+2(1х10)
|
55
|
В
трубе П30
|
|
|
6
|
1
|
15,96
|
1
|
20
|
АПВ
3(1х4)+2(1х2,5)
|
23
|
В
трубе П15
|
|
|
7
|
3
|
29,61
|
1
|
40
|
АПВ
3(1х16)+2(1х10)
|
55
|
В
трубе П30
|
|
|
8
|
1
|
8,51
|
1
|
12,5
|
АПВ
5(1х2,5)
|
19
|
В
трубе П15
|
|
|
9
|
1
|
6,78
|
1
|
10
|
КГ
5(1х1,5)
|
20
|
На
тросе
|
|
|
10
|
2
|
63,3
|
1
|
100
|
АПВ
3(1х50)+2(1х25)
|
120
|
В
трубе П40
|
|
|
11
|
1
|
6,78
|
1
|
10
|
АПВ
5(1х2,5)
|
19
|
В
трубе П15
|
|
|
12
|
1
|
15,96
|
1
|
20
|
КГ
5(1х1,5)
|
20
|
На
тросе
|
|
|
13
|
1
|
24,17
|
1
|
31,5
|
АПВ
3(1х10)+2(1х6)
|
39
|
В
трубе П20
|
|
|
14
|
1
|
5,29
|
1
|
8
|
АПВ
5(1х2,5)
|
19
|
В
трубе П15
|
|
|
15
|
2
|
82,57
|
1
|
100
|
АПВ
3(1х50)+2(1х25)
|
120
|
В
трубе П40
|
|
|
16
|
2
|
6,78
|
1
|
10
|
АПВ
5(1х2,5)
|
19
|
В
трубе П15
|
|
|
17
|
1
|
168,80
|
1
|
200
|
АПВ3(1х120)+2(1х50)
|
200
|
В
трубе П60
|
|
|
18
|
1
|
11,02
|
1
|
16
|
АПВ
5(1х2,5)
|
19
|
В
трубе П15
|
|
|
19
|
1
|
11,36
|
1
|
16
|
АПВ
5(1х2,5)
|
19
|
В
трубе П15
|
|
|
20
|
1
|
24,17
|
1
|
31,5
|
АПВ
3(1х10)+2(1х6)
|
39
|
В
трубе П20
|
|
|
21
|
4
|
56,28
|
1
|
80
|
АПВ
3(1х35)+2(1х16)
|
85
|
В
трубе П30
|
|
|
22
|
2
|
100,38
|
1
|
160
|
АПВ
3(1х95)+2(1х50)
|
175
|
В
трубе П60
|
|
23
|
3
|
29,61
|
1
|
40
|
АПВ
3(1х16)+2(1х10)
|
55
|
В
трубе П30
|
|
24
|
1
|
41,26
|
1
|
63
|
АПВ
3(1х25)+2(1х10)
|
70
|
В
трубе П30
|
|
25
|
1
|
337
|
1
|
350
|
2хАВВГ
3х120+2х50
|
400
|
Открытый
в лотке
|
|
26
|
1
|
8,51
|
1
|
12,5
|
АПВ
5(1х2,5)
|
19
|
В
трубе П15
|
|
27
|
1
|
11,36
|
1
|
16
|
АПВ
5(1х2,5)
|
19
|
В
трубе П15
|
|
28
|
1
|
24,17
|
1
|
31,5
|
АПВ
3(1х10)+2(1х6)
|
39
|
В
трубе П20
|
|
ЯВ3-32
|
1
|
72
|
1
|
80
|
АПВ
3(1х35)+2(1х16)
|
85
|
В
трубе П30
|
|
30
|
1
|
6,78
|
1
|
10
|
АПВ
5(1х2,5)
|
19
|
В
трубе П15
|
|
31
|
1
|
168,80
|
1
|
250
|
АПВ3(1х120)+2(1х50)
|
200
|
В
трубе П60
|
|
32
|
1
|
15,96
|
1
|
20
|
АПВ
3(1х4)+2(1х2,5)
|
23
|
В
трубе П15
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 3.12 - Результаты выбора кабелей
питающих линий.
|
Участок
сети
|
Iр, А
|
Кз
|
Iз, А
|
Iдоп, А
|
Способ
прокладки
|
|
ВРУ
- Я8601-46
|
337
|
1
|
400
|
2хАВВГ
(3х150+2х70)
|
470
|
Открытый
в лотке
|
|
ВРУ
- СП1
|
170
|
1
|
250
|
АВВГ
3х185+2х95
|
270
|
Открытый
в лотке
|
|
ВРУ
- СП2
|
83
|
1
|
160
|
АВВГ
3х95+2х50
|
170
|
Открытый
в лотке
|
|
ВРУ
- СП3
|
184
|
1
|
320
|
АГ
3х150+2х75
|
340
|
Открытый
в лотке
|
|
ВРУ
- СП4
|
83
|
1
|
160
|
АВВГ
3х95+2х50
|
170
|
Открытый
в лотке
|
|
ВРУ
- СП5
|
169
|
1
|
320
|
АГ
3х150+2х70
|
340
|
Открытый
в лотке
|
|
ВРУ
- СП6
|
36
|
1
|
80
|
АВВГ
3х35+2х16
|
90
|
Открытый
в лотке
|
|
ВРУ
- СП7
|
144
|
1
|
320
|
АГ
3х150+2х70
|
340
|
Открытый
в лотке
|
3.1.4 Выбор числа и
мощности трансформароров, компенсация реактивной мощности
Для внутрицеховых ТП рекомендуется преимущественно
устанавливать сухие трансформаторы. В данном проекте предпочтение отдадим
трансформаторам ТСЗГЛФ Минского электротехнического завода им. Козлова.
Приведем описание данных трансформаторов:
Трансформаторы силовые сухие
трехфазные с геафолевой литой изоляцией ТСЗГЛФ (с вводами ВН, выведенными на
фланец, расположенный на торцевой поверхности кожуха) напряжением до 10 кВ
предназначены для преобразования электроэнергии в сетях энергосистем и
потребителей электроэнергии номинальной частоты 50 Гц.
Трансформаторы предназначены
для работы в помещениях, в условиях умеренного климата (от плюс 40 до минус 45
°С). Относительная влажность воздуха 75 % при 15 °С. Высота установки над
уровнем моря не более 1000 м.
Трансформаторы комплектуются
обмотками фирмы "Siemens".
Класс нагревостойкости изоляции F.
Для изоляции обмоток
используется эпоксидный компаунд с кварцевым наполнителем (геафоль).
Дополнительно обмотки усилены стеклотканью, что исключает возникновение трещин
в эпоксидном компаунде даже при перегрузке трансформаторов. Геафоль не
оказывает вредного влияния на окружающую среду, не выделяет токсичных газов
даже при воздействии дуговых разрядов. Благодаря такой изоляции обмотки не
требуют технического обслуживания.
Трансформаторы могут работать в
сетях, подверженных грозовым и коммутационным перенапряжениям, имеют низкий
уровень шума, имеют высокую устойчивость к токам короткого замыкания.
Обеспечивают полную экологическую и пожарную безопасность. Обеспечивают
экономию распределительных шин и кабелей низкого напряжения, уменьшают в них
потери электроэнергии.
Регулирование напряжения до ±5
% ступенями по 2,5 % осуществляется на полностью отключенном трансформаторе
(ПБВ) путем перестановки перемычек.
Степень защиты трансформатора
ТСЗГЛФ - IP21.
Т.к. в цехе имеются потребители II
категории надежности электроснабжения, то ТП должна быть двух трансформаторной
[4, страница 205]. При этом мощность трансформатора выбирается такой, чтобы при
выходе из работы одного другой трансформатор с учетом допустимой перегрузки
принял бы на себя нагрузку всех потребителей.
Мощность трансформатора определим по формуле:
 , кВА, (3.22)
, кВА, (3.22)
где  - расчетная активная нагрузка до 1
кВ данной группы трансформаторов;
- расчетная активная нагрузка до 1
кВ данной группы трансформаторов;  - коэффициент загрузки
трансформаторов, определяемый в зависимости от категории электроприемников по
надежности электроснабжения [2, таблица 6.1], в данном случае принимаем 0,7;
- коэффициент загрузки
трансформаторов, определяемый в зависимости от категории электроприемников по
надежности электроснабжения [2, таблица 6.1], в данном случае принимаем 0,7;  -
минимальное число трансформаторов, в данном случае 2.
-
минимальное число трансформаторов, в данном случае 2.
Наибольшее значение реактивной
мощности, которое может быть передано через трансформаторы в сеть, определяется
по выражению:
 , кВАр, (3.23)
, кВАр, (3.23)
где 1,05 - перегрузочный коэффициент
для сухих трансформаторов.
Суммарная мощность БНК:
 , кВАр, (3.24)
, кВАр, (3.24)
Мощность БНК на каждый трансформатор
группы:
 (3.25)
(3.25)
где  - расчетная реактивная нагрузка до 1
кВ рассматриваемой группы трансформаторов.
- расчетная реактивная нагрузка до 1
кВ рассматриваемой группы трансформаторов.
Если  , то следует принять
, то следует принять  .
.
Определим мощность цеховых трансформаторов по
формуле (3.22)
 , кВА
, кВА
Принимаем трансформатор
ТСЗГЛФ-400/10-У3 со следующими характеристиками:
Uв.н. = 6 кВ;
Uн.н. = 0,4
кВ; Sн = 400 кВА;
Iх.х = 2,5%; Uк.з. = 5,5%;
Рх.х. = 1,2 кВт; Рк.з. = 3,9 кВт.
Рассчитаем значение реактивной мощности которое
может быть передано через трансформаторы в сеть по выражению (3.23):
 , кВАр.
, кВАр.
Суммарная мощность БНК по (3.24):
 , кВАр.
, кВАр.
Мощность БНК на каждый трансформатор группы:
 , кВАр
, кВАр
Принимаем к установке 2хУК2-0,415-40
Т3 с Q = 40 кВАр,
тогда
 , кВАр.
, кВАр.
3.2 Выбор
электрооборудования стороны высокого напряжения Гомельского литейного завода «
Центролит »
Для выбора электрооборудования
стороны высокого напряжения и проверки устойчивости элементов схемы при электродинамическом
и термическом действии токов короткого замыкания проведем их расчет. Схема для
расчета представлена на рисунке 3.2.1.
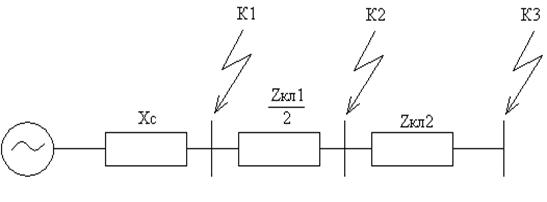
Рисунок 3.2.1 - Расчетная схема для
определения токов короткого замыкания.
Расчетным видом короткого замыкания
является трехфазное, т.к. оно соответствует наибольшим значениям
сверхпереходного и ударного токов.
Определение токов производим для
одной линии питающей трансформатор Т1 с ячейки 4 РП II секции 1
кабелем ААБ 3х70 мм2 280 м.  . Секция 1 РП II запитана с
секции II ЗРУ 6 кВ
подстанции «Центролит» кабелем ААБ 3х240 мм2 длиной 1250 м.
. Секция 1 РП II запитана с
секции II ЗРУ 6 кВ
подстанции «Центролит» кабелем ААБ 3х240 мм2 длиной 1250 м.  .
.
Для расчетов токов короткого
замыкания, на подстанции «Центролит» ,Гомельского республиканского унитарного
предприятия электроэнергетики «Гомельэнерго», из таблицы токов для проверки
аппаратуры за 2007 год взят ток короткого замыкания на шинах ЗРУ 6 кВ  кА при
кА при  кВ.
кВ.
Сопротивление системы  выразим из
следующей формулы:
выразим из
следующей формулы:
 кА. (3.23)
кА. (3.23)
Тогда, выразив получим:
 Ом. (3.24)
Ом. (3.24)
Сопротивление кабельной линии :
Для кабеля ААБ 3х240:  Ом/км;
Ом/км;  Ом/км.
Ом/км.
Для кабеля ААБ 3х70:  Ом/км;
Ом/км;  Ом/км
Ом/км
Сопротивления линии выразим по
формулам:
 , Ом , (3.25)
, Ом , (3.25)
 Ом, (3.26)
Ом, (3.26)
где  - длина линии, км.;
- длина линии, км.;  - количество
параллельно проложенных кабелей, в данном случае принимаем
- количество
параллельно проложенных кабелей, в данном случае принимаем  .
.
Суммарное сопротивление  :
:
 Ом. (3.27)
Ом. (3.27)
Ударный ток короткого замыкания:
 кА, (3.28)
кА, (3.28)
где  ударный коэффициент, принимается по
[3. таблица 2.3], в данном случае
ударный коэффициент, принимается по
[3. таблица 2.3], в данном случае  .
.
Определим сопротивление системы по
(3.24):
 Ом.
Ом.
Найдем по формулам (3.25) и (3.26)
сопротивления линий:
 Ом,
Ом,
 Ом,
Ом,
 Ом,
Ом,
 Ом.
Ом.
Для нахождения тока  определим
по выражению (3.27) суммарное сопротивление
определим
по выражению (3.27) суммарное сопротивление  :
:
 Ом.
Ом.
Тогда по формуле (3.23) определим
ток :
 кА.
кА.
Для нахождения тока  определим
по выражению (3.27) суммарное сопротивление
определим
по выражению (3.27) суммарное сопротивление  :
:
 Ом.
Ом.
Определим ток :
 кА.
кА.
Ударный ток короткого замыкания в
точке К3:
 кА.
кА.
Тепловой импульс от тока К3
определяется следующим образом:
 , (3.29)
, (3.29)
где  - постоянная времени цепи КЗ,
принимаем по [3, таблица 2.3], в конкретном случае
- постоянная времени цепи КЗ,
принимаем по [3, таблица 2.3], в конкретном случае  ;
; ,
,  - время
действия основной релейной защиты, примем
- время
действия основной релейной защиты, примем  с,
с,  - полное время отключения
выключателя,
- полное время отключения
выключателя,  с для
вакуумного выключателя ВВ/ТЕL.
с для
вакуумного выключателя ВВ/ТЕL.
Тогда, по (3.29) тепловой импульс от
тока К3:


Минимальное, термически стойкое
сечение кабеля определим по формуле:
 , (3.30)
, (3.30)
где С - коэффициент, приведенный в
[3, таблица 2.2], для кабелей до 10 кВ с бумажной изоляцией и жилами из
алюминия С = 90.


Кабель ААБ 3х70 удовлетворяет
данному условию.
На основе проведенных расчетов
выбираем высоковольтное оборудование в ячейках 4 и 22 РП II. Ячейку
комплектуем на базе камеры КСО 298 МР 8.1ВВ-630 с вакуумным выключателем,
шинным и линейным разъединителем.
Выбор выключателя приведен в таблице
3.13
Максимальный рабочий ток определим
для аварийного режима, когда в работе остается одна линия электроснабжения
цеха:
 А, (3.31)
А, (3.31)
Где  - коэффициент трансформации.
- коэффициент трансформации.
Тогда по формуле (3.31):
 А
А
Таблица 3.13 - Выбор высоковольтного
вакуумного выключателя.
Выбираем вакуумный выключатель серии ВВ/ТЕL-10-12,5/630
У2.
Выбор разъединителей представим в таблице 3.14.
Таблица 3.14 - Выбор разъединителей.
Выбираем разъединители типа РВ-10/630
Выбор трансформаторов тока представим в таблице
3.15.
Таблица 3.15 - Выбор трансформаторов тока.
Принимаем трансформатор тока ТПЛ-10.
Выбранное оборудование отображено на листе 2 в
графической части проекта.
4. РАСЧЕТ ОСВЕЩЕНИЯ ЦЕХА ПЛАВКИ И СПЕЦИАЛЬНЫХ
СПОСОБОВ ЛИТЬЯ
Выбор источников света
При выборе источника света для производственного
помещения предпочтение отдадим газоразрядным лампам высокого давления, имеющим
высокую световую отдачу, достаточно большой срок службы, а также хорошие уровни
цветопередачи. Для бытовых отапливаемых помещений произведем выбор
газоразрядных источников света низкого давления, а для не отапливаемого
помещения трансформаторной подстанции и складских помещений лампы накаливания.
Выбора типа источника света по каждому помещению цеха покажем в таблице 4.1.
Таблица 4.1 - Типы источника света в помещениях
цеха
|
№
п/п
|
Наименование
помещения
|
Тип
источника света
|
|
1
|
Производственные
участки
|
ДРИ
|
|
2
|
Мастерская
механика
|
ЛБ
|
|
3
|
Мастерская
слесарей сантехников
|
ЛБ
|
|
4
|
Токарный
участок
|
ЛДЦ
|
|
5
|
Участок
ремонта индукторов
|
ЛДЦ
|
|
6
|
Склад
инструментов
|
ЛН
|
|
7
|
Склад
материалов
|
ЛН
|
|
8
|
Комната
мастера смены
|
ЛБ
|
|
9
|
Помещение
трансформаторной подстанции
|
ЛН
|
Введем следующее обозначение помещений:
П1 - участок ремонта индукторов;
П2 - мастерская механика, токарный участок:
П2.1 - токарный участок;
П2.2 - мастерская механика;
П3 - мастерская слесарей сантехников, комната
мастера смены, склад инструментов, склад материалов:
П3.1 - комната мастера смены;
П3.2 - склад инструментов;
П3.3 - склад материалов;
П3.4 - мастерская слесарей сантехников;
П4 - помещение трансформаторной подстанции.
П5 - производственные участки.
Выбор нормируемой освещенности помещений.
Нормируемое значение освещенности Ен должно быть
обеспечено в течение всего срока службы осветительной установки (ОУ). Но, во
время периода эксплуатации, происходит постоянное уменьшение световой отдачи
ОУ, из этого следует, что начальная освещенность несколько завышается, а именно
умножается на коэффициент запаса Кз. Значение Кз регламентируется нормами для
конкретных условий. Значение нормируемой освещенности и коэффициента запаса
выбираем по [7, П6], результаты заносим в таблицу 4.2.
Таблица 4.2 - Нормируемая освещенность и
коэффициент запаса.
|
№
п/п
|
Наименование
помещения
|
Нормируемая
освещенность Ен, лк
|
Коэффициент
запаса Кз
|
|
1
|
Производственные
участки
|
200
|
1,8
|
|
2
|
Мастерская
механика
|
200
|
1,4
|
|
3
|
Мастерская
слесарей сантехников
|
200
|
1,4
|
|
4
|
Токарный
участок
|
300
|
1,4
|
|
5
|
Участок
ремонта индукторов
|
300
|
1,4
|
|
6
|
Склад
инструментов
|
50
|
¾
|
|
7
|
Склад
материалов
|
50
|
¾
|
|
8
|
Комната
мастера смены
|
200
|
1,4
|
|
9
|
Помещение
трансформаторной подстанции
|
75
|
1,3
|
Выбор типа светильников, высоты их подвеса и
расположения.
Основными факторами определяющими выбор
светильников являются:
а) условия окружающей среды (наличие пыли,
влаги, химической агрессивности, пожароопасных и взрывоопасных зон);
б) строительная характеристика помещения
(размеры помещения, в том числе его высота, наличие ферм, размеры строительного
модуля, отражающие свойства стен, потолка, пола и рабочих поверхностей);
в) требования к качеству освещения.
Произведем выбор типов светильников для каждого
помещения по [6, таблица 6.4 - 6.5.]:
Для производственных участков относящихся к
категории пыльных и Ен = 200 лк принимаем светильники РСП08 с рекомендуемой
высотой установки 8 - 15 м и предназначенных для освещения металлургических
промышленных помещений. В мастерские и комнату мастера смены с нормальными
условиями среды и Ен = 150 лк выбираем светильники ЛПО 06. Для складских
помещений и помещения трансформаторной подстанции с низкой нормируемой
освещенностью принимаем светильники с лампами накаливания НСП11, высота подвеса
которых 3 - 6 м. Условия среды данных помещений нормальные.
Результаты выбора сведем в таблицу 4.3.
Таблица 4.3 - Выбор типа светильников.
|
№
п/п
|
Наименование
помещения
|
Тип
светильника
|
Количество
ламп, шт, мощность, Вт
|
Степень
защиты
|
КПД
%
|
Способ
установки
|
|
1
|
Производственные
участки
|
РСП08
|
400
|
IР20
|
75
|
С
|
|
2
|
Мастерская
механика
|
ЛПО
06
|
2х40
|
IР20
|
70
|
С
|
|
3
|
Мастерская
слесарей сантехников
|
ЛПО
06
|
2х20
|
IР20
|
70
|
С
|
|
4
|
Токарный
участок
|
ЛПО
06
|
2х40
|
IР20
|
70
|
С
|
|
5
|
Участок
ремонта индукторов
|
ЛПО
06
|
2х40
|
IР20
|
70
|
С
|
|
6
|
Склад
инструментов
|
НСП11
|
200
|
IР20
|
75
|
С
|
|
7
|
Склад
материалов
|
НСП11
|
200
|
IР20
|
75
|
С
|
|
8
|
Комната
мастера смены
|
ЛПО
06
|
2х40
|
IР20
|
70
|
С
|
|
9
|
Помещение
трансформаторной подстанции
|
НСП11
|
200
|
IР20
|
75
|
С
|
Высота подвеса светильников над
освещаемой поверхностью ( ) -
расчетная высота подвеса светильников (рисунок 4.1) в значительной степени
определяет характеристику и технико - экономические показатели проектируемой
осветительной установки.
) -
расчетная высота подвеса светильников (рисунок 4.1) в значительной степени
определяет характеристику и технико - экономические показатели проектируемой
осветительной установки.



Рисунок 4.1 -