Основы метрологии
Содержание
1. Служебное назначение редуктора
. Назначение детали "вал-шестерня"
. Размерный анализ
. Выбор трех видов посадок
. Выбор посадок под подшипник
. Расчет полей допусков шпоночного соединения
. Расчет исполнительных размеров измерительного инструмента
Литература
редуктор вал шестерня посадка
1. Служебное назначение редуктора
Редукторы служат для снижения частоты вращения выходного вала и
соответствующего повышения на нём крутящего момента. Применяются для передачи
вращательного движения между параллельными валами. Наиболее важными
характеристиками редуктора являются крутящий момент на тихоходном валу, КПД, и
частота вращения быстроходного вала.
Цилиндрическая передача благодаря своей конструкции довольно эффективна в
устройствах, где требуется высокая скорость вращения. Вал-шестерня является
ведущим звеном механизма.
К недостаткам следует отнести отсутствие самоторможения, большие габариты
редуктора и невысокое передаточное число.
2. Назначение
детали "вал-шестерня"
Деталь вал-шестерня представляет собой тело вращения и относится к классу
валов. Вал-шестерня предназначена для передачи крутящего момента на зубчатое
колесо в редукторе. Изготавливается из прочных материалов. Основной
поверхностью является поверхность под подшипниками качения. Исполнительной
поверхностью является поверхность посадки зубчатого колеса и поверхность
шпоночного паза.
Во время работы деталь испытывает деформацию изгиба, кручения и смятия.
3. Размерный
анализ
Исходные данные.
 =
= мм.
мм.  =0,1мм.
=0,1мм.
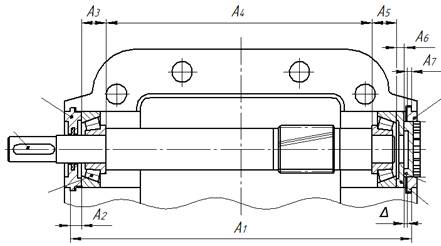
Цепь состоит из размеров:
А1=462h11 ; ;
;
Размер корпуса (увеличивающий)
А2= 20h11 
Размер крышки подшипника (уменьшающий)
А3= 36; 
Ширина подшипника (уменьшающий)
А4=335h10 
Размер между опорными поверхностями вала (уменьшающий)
А5= 36 
Ширина подшипника (уменьшающий)
А6= 12h12
шайбы (уменьшающий)
А7= 20js12
Размер крышки подшипника (уменьшающий)
АT= 0 величина теплового расширения
вала (уменьшающий)
Основное уравнение цепи методом пригонки:
 =S Нiув
- S Нiум
=S Нiув
- S Нiум
=462-(20+36+335+36+12+20)=0;
 =0.70 мм.
=0.70 мм.








 1.16
1.16
 -0,39
-0,39
4. Выбор трех
видов посадок
Переходная посадка крышки подшипника в корпус: 
Предельные отклонения:
отверстия: верхнее  ; нижнее
; нижнее 
Вала: верхнее  ; нижнее
; нижнее 
Предельные размеры:




Максимальный зазор 
Максимальный натяг 
Допуск переходной посадки 
Посадка с натягом зубчатого венца на ступицу зубчатого колеса 
Предельные отклонения:
отверстия: верхнее  ; нижнее
; нижнее
вала: верхнее  ; нижнее
; нижнее 
Предельные размеры:




Минимальный натяг 
Допуск натяга 
Посадка с зазором зубчатого колеса 
Предельные отклонения:
отверстия: верхнее  ; нижнее
; нижнее
Вала: верхнее  ; нижнее
; нижнее 
предельные размеры




Максимальный зазор 
Минимальный зазор 
Допуск зазора 

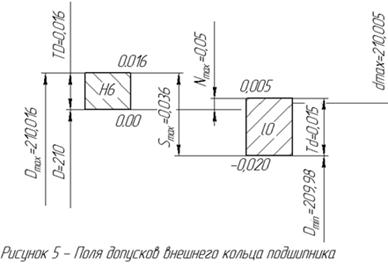
5. Выбор
посадок под подшипник
Расчет полей допусков для внутреннего кольца
Предельные размеры:







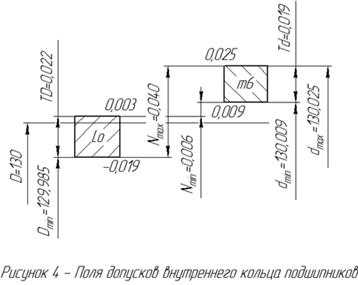
Расчет полей допусков для наружного кольца
Предельные размеры:







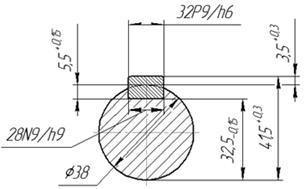
6. Расчет
полей допусков шпоночного соединения
Посадка шпоночного соединения на быстроходном валу  .
.
шпонка 
ширина паза на валу 
ширина паза во втулке 
Предельные отклонения:
Шпонки 
Паза на валу 
Паза втулки 
Расчет соединения шпонка - вал
Предельные размеры:







Расчет соединения шпонка - вал 
Предельные размеры:





7. Расчет
исполнительных размеров измерительного инструмента
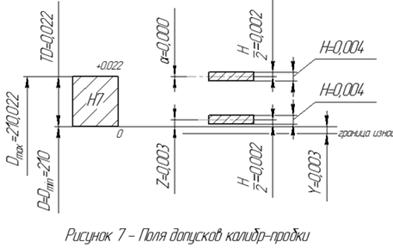
Расчет калибра-пробки.
Расчет измерительного инструмента (калибра-пробки), производится для
контроля внутреннего диаметра детали диаметром 210H6( ) в соответствии с рекомендациями литературы [2, 4].
) в соответствии с рекомендациями литературы [2, 4].
Предельные отклонения контролируемого размера по ГОСТ 25347-82.
 =+0,022мм;
=+0,022мм;
 =0мм;
=0мм;
где  и - верхнее и нижнее предельные отклонения, мм;
и - верхнее и нижнее предельные отклонения, мм;
Наибольший предельный размер

где  - номинальный контролируемый размер, мм;
- номинальный контролируемый размер, мм;

Наименьший предельный размер


Определение исполнительных размеров калибра-пробки.
Предельный размер проходной стороны калибра определяется по формуле:
где  - наименьший предельный размер контролируемого диаметра, мм;
- наименьший предельный размер контролируемого диаметра, мм;
 - расстояние от наименьшего предельного диаметра в заданном
сечении детали до середины поля допуска, Z=0,003мм;
- расстояние от наименьшего предельного диаметра в заданном
сечении детали до середины поля допуска, Z=0,003мм;
 - допуск диаметра
- допуск диаметра  калибра-пробки, Н=0,004мм;
калибра-пробки, Н=0,004мм;

Исполнительный размер проходной стороны равен

Предельный размер изношенного калибра определяется по формуле

где  =0,003- допустимый выход размера изношенной
калибра-пробки за границу поля допуска детали,
=0,003- допустимый выход размера изношенной
калибра-пробки за границу поля допуска детали,

Предельный размер непроходной стороны калибра-пробки определяется по
формуле
где  - наибольший предельный размер контролируемого диаметра, мм;
- наибольший предельный размер контролируемого диаметра, мм;

Исполнительный размер не проходной стороны равен

Расчет калибра-скобы.
Расчет измерительного инструмента, калибра-скобы, производится для
контроля наружного диаметра размером  в соответствии с рекомендациями
литературы [2, 4].
в соответствии с рекомендациями
литературы [2, 4].
Предельные отклонения контролируемого размера:
 =+0,025мм;
=+0,025мм;
 =+0,009мм;
=+0,009мм;
где es и ei- верхнее и нижнее предельные отклонения, мм;
Предельные размеры контролируемого вала определяются по формулам:
Наибольший предельный размер

где  - номинальный контролируемый размер, мм;
- номинальный контролируемый размер, мм;

Наименьший предельный размер


Определение исполнительных размеров калибра-скобы.
Предельный размер проходной стороны калибра определяется по формуле:
где  - наибольший предельный размер контролируемого диаметра, мм;
- наибольший предельный размер контролируемого диаметра, мм;
 - расстояние от наименьшего предельного диаметра в заданном
сечении детали до середины поля допуска, Z1=0,0035мм;
- расстояние от наименьшего предельного диаметра в заданном
сечении детали до середины поля допуска, Z1=0,0035мм;
-допуск диаметра калибра-скобы, Н1=0,004мм;

Исполнительный размер проходной стороны равен

Предельный размер изношенного калибра определяется по формуле
где  - допустимый выход размера изношенной калибра-скобы за
границу поля допуска детали:
- допустимый выход размера изношенной калибра-скобы за
границу поля допуска детали:

Предельный размер непроходной стороны калибра-скобы определяется по
формуле
где  - наименьший предельный размер контролируемого диаметра, мм;
- наименьший предельный размер контролируемого диаметра, мм;

Исполнительный размер не проходной стороны равен

Расчет размеров контрольных калибров.
Проходная сторона контрольного калибра определяется по формуле

Исполнительный размер

Непроходная сторона контрольного калибра определяется по формуле
Исполнительный размер равен
Предельный размер изношенного контрольного калибра определяется по
формуле

Литература
1. Белкин И.М. "Допуски посадки" - М.:
Машиностроение, 1992.
. Кутай А.Б., Романов, Рубинов "Справочник контрольного
мастера"-Лениздат,1980.
. Мягков В.Д. "Допуски посадки. Справочник", т.2 -
6-ое изд., перераб. И доп. - Л.Ж: Машиностроение, Ленингр. отд-ние, 1983. Ч.
2.448 с., ил.
. Якушев А.И. "Справочник контролера машиностроительного
завода. Допуски, посадки, линейные измерения" Под редакцией А.И. Якушева -
М.: Машиностроение, 1980, 527 с., ил.
. ГОСТ 520-2011. Подшипники качения. Общие технические
условия.
. ГОСТ 24853-81 Калибры гладкие для размеров до 500 мм.
Допуски.