|
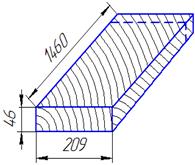
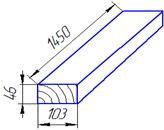
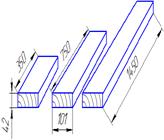
Эскиз заготовки до обработки
|
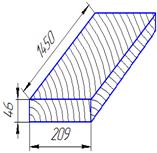
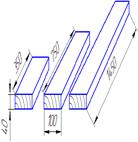
Эскиз заготовки после обработки
|
Тип инструмента
|
|
1. Поперечный раскрой брусков на заготовки (станок ЦПА-40)
|
|
|
|
Пила круглая дисковая D=400 мм, Z=56 (тип ḬḬ,
исполнение ḬḬ)
|
|
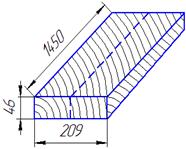
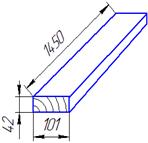
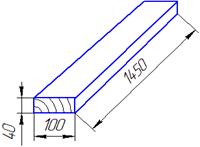
Эскиз заготовки до обработки
|
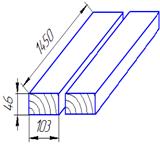
Эскиз заготовки после обработки
|
Тип инструмента
|
|
2. Продольный раскрой заготовок для образования делянок (станок
ЦДК4-3)
|
|
|
|
Пила дисковая D=180 мм, Z=56
|
|
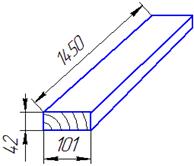
3. Фугование пластей заготовок для последующей обработки (станок
СФ4-4)
|
|
|
|
Нож D=128 мм, Z=2 (тип Ḭ)
|
|
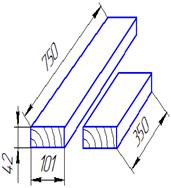
4. Поперечный раскрой некоторого числа делянок (станок ЦПА-40)
|
|
|
|
Пила круглая дисковая D=400 мм, Z=56 (тип ḬḬ,
исполнение ḬḬ)
|
|
5. Строгание заготовок для создания заданного размера (станок
СР6-7)
|
|
|
|
Нож D=128 мм, (тип Ḭ)
|
|
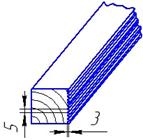
6. Фрезерование клинового шипа (станок ШД10-8)
|
|
|
|
Фреза для нарезания шипа D=320 мм.
|
|
7. Склеивание отдельных делянок в деталь (винтовые струбцины)
|
|
|
|
Клей на основе ПВА эмульсии
|
|
|
|
|
2. Расчёт режимов
резания
.1 Поперечный раскрой
брусков на заготовки (станок ЦПА-40)
Исходные данные:
Порода - сосна;
влажность - W=12%; время пиления после заточки - Т=0 мин; высота пропила - t=42
мм; диаметр пилы - D=400 мм; толщина пилы - b=2,5 мм; уширение зубьев на
сторону - b1=0,60 мм; число зубьев пилы - Z=56 шт.; расстояние от центра пилы
до поверхности стола - h=195
мм; углы косой заточки по передней и задней грани j1
= j2=45°;
частота вращения пилы - n=2950 мин ; скорость подачи -
Vs=60 м/мин; допускаемая мощность резания - Nдоп=4 кВт; КПД редуктора - 0,90.
; скорость подачи -
Vs=60 м/мин; допускаемая мощность резания - Nдоп=4 кВт; КПД редуктора - 0,90.
Определим скорость
подачи по формуле:
где:
Sz - подача на зуб, мм;
z -
число зубьев пилы, шт.;
n -
число вращение пилы, мин-1.
Для этого найдем подачу
на зуб  из
условия полного использования мощности привода. Из объемной формулы для расчета
мощности найдем произведение
из
условия полного использования мощности привода. Из объемной формулы для расчета
мощности найдем произведение  :
:
Кт Sz
Sz ,
,
где:
Nдоп - допускаемая мощность
резания, кВт;
 - КПД редуктора;
- КПД редуктора;
 - поправочный
коэффициент;
- поправочный
коэффициент;
b
- ширина пропила, мм;
t
- высота пропила, мм;
Кt - табличное значение удельной работы резания, Дж/см3;
апопр = ап
а a
a a
a a
a a
a ,
,
где:
ап = 1,00 - поправочный коэффициент
на породу;
a = 1,02 - поправочный коэффициент на скорость резания;
аw = 1,00 - поправочный коэффициент
на влажность;
a = 1,00 - поправочный коэффициент на затупление резца;
= 1,00 - поправочный коэффициент на затупление резца;
a = 0,95 - поправочный коэффициент на глубину обработки;
a = 2,1 - поправочный коэффициент на угол резания. [2]
= 2,1 - поправочный коэффициент на угол резания. [2]
апопр = 1,001,001,00 1,020,95 =
2,04.
1,020,95 =
2,04.
Ширина пропила Впр:
Впр = b + 2b1,
где:
b1 - уширение зубьев на
сторону, мм;
Впр =
2,5 + 20,60 = 3,7 мм.
Допускаемая скорость подачи при
условии полного использования мощности привода:
Vs =  ,
,
Nдоп =  ,
,
=  ,
,
= Кт 785,56,
785,56,
КтSz = 5,09.
По таблице выбираем Sz = 0,08;
Vs =  м/мин.
м/мин.
Угол входа:
φвх =  ,
,
где  -
расстояние от центра пилы до поверхности стола, мм;
-
расстояние от центра пилы до поверхности стола, мм;
 - радиус пильного
диска, мм;
- радиус пильного
диска, мм;
φвх =  .
.
Угол выхода:
φвых = 
где t - толщина заготовки, мм.

Угол контакта:
φк  φвых - φвх,
φвых - φвх,
φк 40,09
- 12,84 = 27,25°.
Средний угол:
φср =  ,
,
φср  .
.
Число одновременно режущих зубьев:
Zреж. =  ,
,
где: tз - шаг зубьев пилы, мм.
tз = 
tз =  =
22,44 мм.
=
22,44 мм.
Zреж.  4,2
шт.
4,2
шт.
Средняя толщина срезаемого слоя аср
» асеред:
аср » асеред = Sz ,
,
аср » асеред = 0,08 = 0,037 мм.
= 0,037 мм.
Скорость резания:
V =  ,
,
V =  м/с.
м/с.
Средняя касательная сила на зубе:
 ,
,
где Fxт - табличное значение касательной силы, Fxt=2,6 Н. [1]
Fx ср.= 2,6 3,7 2,04 =
19,62 Н.
Касательная окружная сила:
Fx окр = Fx ср Zреж,
Fx окр= 19,624,282,66
Н.
Нормальная сила резания:
Fz = mFxср,
где m - переходной множитель от
касательной к нормальной силе резания. m=0,34 [2]:
Fz ср= 0,3419,62 =
6,67 Н.
Нормальная окружная сила резания:


Мощность резания:
Np =  ,
,
Np  кВт.
кВт.
2.2 Раскрой
пиломатериалов вдоль волокон на станке ЦДК4-3
Исходные данные:
Частота вращения
шпинделя  ;
мощность привода механизма резания
;
мощность привода механизма резания  ; скорость подачи
; скорость подачи  ;
толщина пилы В=2,5 мм; угол резания
;
толщина пилы В=2,5 мм; угол резания  ; количество зубьев
; количество зубьев  ;
диаметр пилы D=400 мм; уширение пилы на сторону В1=1,0 мм; время
работы после заточки
;
диаметр пилы D=400 мм; уширение пилы на сторону В1=1,0 мм; время
работы после заточки  .;
порода сосна, влажность
.;
порода сосна, влажность  ;
КПД редуктора ŋР=0,90; высота пропила
;
КПД редуктора ŋР=0,90; высота пропила  .
.
Определим скорость
подачи по формуле:
Для этого найдем подачу
на зуб из
условия полного использования мощности привода. Из объемной формулы для расчета
мощности найдем произведение :
 ,
,
где:
N - мощность привода механизма резания, кВт;
- КПД редуктора;
t
- высота пропила, мм;
В-толщина пилы, мм;
- поправочный
коэффициент;
 ,
,
где:
ап = 1,0 - поправочный коэффициент
на породу;
a = 1,0 - поправочный коэффициент на скорость резания;
= 1,0 - поправочный коэффициент на скорость резания;
аw = 1,0 - поправочный коэффициент
на влажность;
a = 1,2 - поправочный коэффициент на затупление резца;
= 1,2 - поправочный коэффициент на затупление резца;
a = 0,95 - поправочный коэффициент на глубину обработки;
= 0,95 - поправочный коэффициент на глубину обработки;
a = 0,86 - поправочный коэффициент на угол резания. [2]
= 0,86 - поправочный коэффициент на угол резания. [2]


По таблице выбираем Sz=0,4 мм,
следовательно

Угол входа:
где -
расстояние от центра пилы до поверхности стола, мм;
- радиус пильного
диска, мм;
 .
.
Угол выхода:
Угол контакта:

Средний угол:
Ширина пропила:

где b1 - уширение пилы на сторону, мм;

Число одновременно
режущих зубьев:
где t3 - шаг зубьев пилы, мм.

 .
.
Средняя толщина
срезаемого слоя  :
:


Скорость резания:

Средняя касательная сила
на зубе:
,
где Fxt - табличное значение касательной
силы, Fxt=12,3 Н/мм.  .
.
 .
.
Касательная окружная
сила:


Нормальная сила резания:

где m - переходной множитель от касательной к нормальной силе резания,  .
.
 .
.
Нормальная окружная сила
резания:

Мощность резания:

2.3 Продольное
фрезерование на станке СФ4-4
Исходные данные:
Частота вращения
ножевого вала  мощность
привода механизма резания
мощность
привода механизма резания  максимальная
скорость подачи
максимальная
скорость подачи  угол
резания
угол
резания  количество
резцов ножевого вала
количество
резцов ножевого вала  диаметр
резания
диаметр
резания  порода сосна, влажность
порода сосна, влажность  толщина
снимаемого слоя
толщина
снимаемого слоя  ширина
фрезерования
ширина
фрезерования  .
.
Определим скорость
подачи по формуле:
где:
Sz - подача на зуб, мм;
z -
количество резцов ножевого вала, шт.;
n -
частота вращения ножевого вала, об/мин;
Для этого найдем подачу
на зуб из
условия полного использования мощности привода. Из объемной формулы для расчета
мощности найдем произведение  :
:
 ,
,
где:
N - мощность привода
механизма резания, кВт;
B - ширина фрезерования, мм;
t - толщина снимаемого слоя, мм;
апопр -
поправочный коэффициент;
 ,
,
где:
 - поправочный
коэффициент на породу;
- поправочный
коэффициент на породу;
 - поправочный
коэффициент на влажность;
- поправочный
коэффициент на влажность;
 - поправочный
коэффициент на затупление резца;
- поправочный
коэффициент на затупление резца;
 - поправочный
коэффициент на угол резания;
- поправочный
коэффициент на угол резания;
 - поправочный
коэффициент на скорость резания [2];
- поправочный
коэффициент на скорость резания [2];


По таблице выбираем  ,
следовательно
,
следовательно
 .
.
Угол выхода:

где:
R -
радиус резания, мм;
Средний кинематический
угол встречи  :
:
где D - диаметр резания, мм;

Длина дуги резания:

Подача на оборот
ножевого вала:

Средняя толщина
срезаемого слоя:

Скорость главного
движения:

Касательная окружная
сила резания:
где:
K -
удельная работа резания;
Кт - табличное значение удельной работы резания, KT=11,5 Дж/см3 [2];
К=11,5×0,89=10,235 Дж/см3.

Нормальная окружная сила
резания:
где  переходной
множитель,
переходной
множитель,  [1];
[1];

Мощность резания:

2.4 Поперечный раскрой делянок (станок ЦПА-40)
Исходные данные:
Порода - сосна;
влажность - W=12%; время пиления после заточки - Т=0 мин; высота пропила - t=46
мм; диаметр пилы - D=400 мм; толщина пилы - b=2,5 мм; уширение зубьев на
сторону - b1=0,60 мм; число зубьев пилы - Z=56 шт.; углы косой заточки по
передней и задней грани j1 = j2=45°; частота вращения пилы - n=2950 мин;
скорость подачи - Vs=60 м/мин; допускаемая мощность резания - Nдоп=4 кВт; КПД
редуктора - 0,90.
Определим скорость
подачи по формуле:
где:
Sz - подача на зуб, мм;
z -
число зубьев пилы, шт.;
n -
число вращение пилы, мин-1.
Для этого найдем подачу
на зуб из
условия полного использования мощности привода. Из объемной формулы для расчета
мощности найдем произведение :
КтSz ,
,
где:
Nдоп - допускаемая мощность
резания, кВт;
- КПД редуктора;
- поправочный
коэффициент;
b
- ширина пропила, мм;
t
- высота пропила, мм;
Кt - табличное значение удельной работы резания, Дж/см3;
апопр = ап
а a
a a
a a
a,
a
a,
где:
ап = 1,00 - поправочный коэффициент
на породу;
a = 1,02 - поправочный коэффициент на скорость резания;
аw = 1,00 - поправочный коэффициент
на влажность;
a = 1,00 - поправочный коэффициент на затупление резца;
a = 0,95 - поправочный коэффициент на глубину обработки;
a = 2,1 - поправочный коэффициент на угол резания. [2]
апопр = 1,001,001,001,020,95 =
2,04.
Ширина пропила Впр:
Впр = b + 2b1,
где:
b1 - уширение зубьев на
сторону, мм;
Впр =
2,5 + 20,60 = 3,7 мм.
Допускаемая скорость подачи при
условии полного использования мощности привода:
Vs = ,
Nдоп = ,
=  ,
,
= Кт 860,38,
КтSz = 4,65.
По таблице выбираем Sz = 0,06:
Vs =  м/мин.
м/мин.
Угол входа:
φвх = ,
где -
расстояние от центра пилы до поверхности стола, мм;
- радиус пильного
диска, мм;
φвх = .
Угол выхода:
φвых =
где t - толщина заготовки, мм.

Угол контакта:
φк φвых - φвх,
Средний угол:
φср = ,
φср  .
.
Число одновременно режущих зубьев:
Zреж. = ,
где: tз - шаг зубьев пилы, мм.
tз =
tз = =
22,44 мм.
Zреж.  4,5
шт.
4,5
шт.
Средняя толщина срезаемого слоя аср
» асеред:
аср » асеред = Sz,
аср » асеред = 0,06 = 0,03 мм.
= 0,03 мм.
Скорость резания:
V = ,
V = м/с.
Средняя касательная сила на зубе:
,
где Fxт
- табличное значение касательной силы, Fxt=7,5
Н. [1]
Касательная окружная сила:
Fx окр = Fx ср Zреж,
Fx окр= 56,614,5254,76
Н.
Нормальная сила резания:
Fz = mFx ср,
где m - переходной множитель от
касательной к нормальной силе резания.m=0,74 [2]:
Fz ср= 0,7456,61 =
41,89 Н.
Нормальная окружная сила резания:

Мощность резания:
p = ,
Np  кВт.
кВт.
2.5 Формирование шипов на станке ШД10-8
Исходные данные:
Частота вращения
ножевого вала  ;
мощность привода механизма резания
;
мощность привода механизма резания  ; скорость подачи
; скорость подачи  ;
угол резания
;
угол резания  ;
количество резцов ножевого вала
;
количество резцов ножевого вала  ; диаметр резания
; диаметр резания  ;
порода сосна, влажность
;
порода сосна, влажность  ;
толщина снимаемого слоя
;
толщина снимаемого слоя  ;
ширина фрезерования
;
ширина фрезерования  .
.
Расчет:
Определим скорость
подачи по формуле:
Для этого найдем подачу
на зуб из
условия полного использования мощности привода. Из объемной формулы для расчета
мощности найдем произведение :
 ,
,
где  -
мощность электродвигателя механизма резания, кВт;
-
мощность электродвигателя механизма резания, кВт;
 - КПД редуктора (0,90);
- КПД редуктора (0,90);
 - поправочный
коэффициент;
- поправочный
коэффициент;
 ,
,
где:
- поправочный
коэффициент на породу;
- поправочный
коэффициент на влажность;
- поправочный
коэффициент на затупление резца;
- поправочный
коэффициент на угол резания;
 - поправочный
коэффициент на скорость резания;
- поправочный
коэффициент на скорость резания;
 - поправочный
коэффициент на глубину фрезерования.
- поправочный
коэффициент на глубину фрезерования.
 - число зубьев, шт.;
- число зубьев, шт.;
 - площадь снимаемого
слоя, мм2;
- площадь снимаемого
слоя, мм2;
 - частота вращения
ножевого вала,
- частота вращения
ножевого вала,  .
.


По таблице выбираем  ,
следовательно:
,
следовательно:

Угол входа:

Угол выхода:
где:
R -
радиус резания, мм;
t - толщина снимаемого слоя, мм.
Угол контакта:

Средний кинематический
угол встречи:
Подача на оборот
ножевого вала:
Подача на резец:

Средняя толщина срезаемого слоя:

где:
ɭ - длина дуги
резания;

Скорость главного
движения:

Касательная окружная
сила резания:
где:
K -
удельная работа резания:
Кт - табличное значение удельной работы резания, KT=22 Дж/см3 [2]:

Касательная средняя сила
резания:
 Н.
Н.
Максимальная касательная
сила резания:
 Н.
Н.
Нормальная окружная сила
резания:
где  -
переходной множитель. m=0,19
[2].
-
переходной множитель. m=0,19
[2].

Нормальная средняя сила
резания:
 Н.
Н.
Максимальная нормальная
сила резания:
 Н.
Н.
Мощность резания:

3. Режущий инструмент и
подготовка его к работе
Согласно заданию, необходимо
рассмотреть режущий инструмент для формирования шипа. Для формирования шипа
режущим инструментом являются шипорезная фреза.
Для шипорезных
работ используют разные фрезерные инструменты специального и общего назначения.
Множество вариантов конструкции исполнения инструмента определяется
разнообразием шиповых соединений и приемов изготовления их отдельных элементов.
Сборные насадные
фрезы (шипорезные) для изготовления шипов бывают двух типов: для торцового и
поперечного фрезерования.
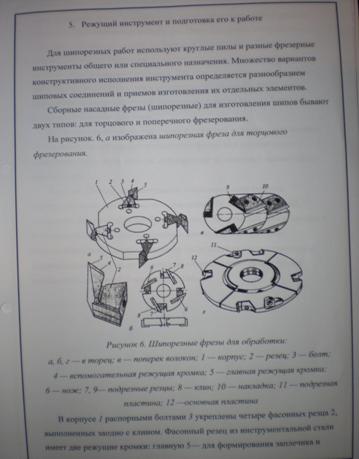
Рисунок 1 -
Шипорезные фрезы для обработки: а, б, г - в торец; в-поперек волокон; 1 -
корпус; 2 - резец; 3 - болт; 4 - вспомогательная режущая кромка; 5 - главная
режущая кромка; 6 - нож; 7,9 - подрезные резцы; 8 - клин; 10 - накладка; 11 -
подрезная пластина; 12 - основная пластина.
В корпусе 1
распорными болтами 3 укреплены четыре фасонных резца 2, выполненных заодно с
клином. Фасонный резец из инструментальной стали имеет две режущие кромки:
главную 5 - для формирования заплечика и боковую вспомогательную 4 - для
выработки пласти шипа. Резцы в корпусе на регулируют и не снимают до полного
износа. Их затачивают в сборе по задней поверхности лезвия главной и
вспомогательных режущих кромок.
В других
конструкциях шипорезной фрезы для торцового фрезерования (рисунок 4, б)
применяют основной нож 6 и подрезной резец 7, которые крепят болтами с помощью
прижимных клиньев 8. Основной нож предназначен для формирования заплечика шипа,
а подрезной резец обеспечивает требуемую шероховатость пласти шипа.
Шипорезные фрезы
для поперечного фрезерования бывают круглые трехножевые с тонкими ножами и
крыльчатые двухножевые с толстыми ножами. Крыльчатые фрезы опасны и создают
большой шум, поэтому их заменяют круглыми (рисунок 4, в). Ножи к корпусу крепят
накладками 10. Для предотвращения сколов древесины фрезы снабжают подрезными
резцами 9, которые укрепляют на торце корпуса фрезы.
Дисковые фрезы для
выработки проушин аналогичны по конструкции шипорезным фрезам. Их делают с
разной шириной резцов: 6. 8, 12 и 14 мм. Затачивают резцы в сборе по задней
поверхности лезвия. По передним поверхностям их затачивать нельзя, так как при
этом уменьшается размер по ширине проушины, что не допустимо. Резцы дисковых
фрез оснащают пластинами из твердого сплава, применяя специальный припой.
В современных конструкциях дисковых
фрез применяют механическое крепление пластин из твердого сплава. Составная
сборная дисковая фреза (рисунок 4, г) имеет два типа многолезвийных пластин
твердого сплава. Основная пластина 12 прямоугольной формы служит для выработки
дна проушины и закреплена в корпусе с помощью клина, накладки и крепежного
винта. Подрезная платина 11 рабочим лезвием которой является угол квадрата
крепится в пазу торца корпуса специальными винтами. Пластина установлена с
выступом относительно лезвия основной пластины 0,3 - 0,5 мм и предназначена для
выборки пласти проушин. Фреза состоит из двух подобных частей, которые при
сборке сопрягаются крестообразными пазами и выступами. Ширину фрезы (для
проушины) можно регулировать постановкой дистанционных прокладок между частями
фреза. Применение составных регулируемых фрез, оснащенных многолезвийными
неперетачиваемыми пластинами, снижает затраты на подготовку инструмента к
работе и существенно повышает качество обработки.
4. Патентный анализ
При выполнении патентного анализа
рассматривались конструкции существующего инструмента, технологии его
производства, приемов и оснастки подготовки к работе, упрочнении и т.п.
Анализ конструктивных особенностей
работы инструмента проводился по различным показателям в частности, по
производительности, качеству получаемой продукции, надежности и т.д.
Для изготовления деталей необходимы
инструменты, которые отличаются особой надежностью, стойкостью, имели большой
ресурс и отличались высокой экономичностью. Выбор инструмента важный критерий
снижения энерго затрат на производстве, а также важным экономическим
показателем.
Патентный анализ проводился с целью
выявления конструктивных особенностей и предположений для модернизации шипорезной
фрезы на операции фрезерование клинового шипа.
Таблица 2 - Результаты патентного
поиска
|
Класс МПК (МКИ), номер а.с., авторы.
|
Название, цель изобретения
|
Сущность изобретения
|
|
1) B27G13/00 2166428 Черкасов П.И.
|
Фреза. Для увеличения технологических возможностей.
|
Фреза имеет корпус, распорные клинья и режущие ножи. Корпус,
клинья и ножи имеют выступы, а выступы ножей имеют режущие кромки с трех
сторон. Одновременно распиливает доску, фрезерует изделие, рейсмусует с двух
сторон, способствует увеличению выхода погонажа.
|
|
Класс МПК (МКИ), номер а.с., авторы.
|
Название, цель изобретения
|
Сущность изобретения
|
|
2) B23C5/10, B23C5/22 2001124362 Т. Шнайдер, З. Бонет, К.
Эндерле
|
Расточная шипорезная фреза. Упрощение конструкции фрезы
|
У фрезы торцевые режущие кромки, угловые режущие кромки и
периферийные режущие кромки обеих режущих пластин имеют одинаковую длину,
форму. Режущие пластины непосредственно граничат друг с другом. Скорости
подачи при подаче в направлении оси вращения и при подаче в поперечном к оси
вращения направлении равны между собой.
|
|
3) B23C5/06 95106927 Нагайцев В.Ф., Нагайцев П.В., Макашев В.М.,
Проскурнин А.А., Краснов Д.Ю., Костяев А.А., Ширин А.М., Болдырев М.Г., Бегун
Е.В., Шальнев В.Н., Потемкина М.П.
|
Фреза с механическим закреплением режущих пластин. Повышение
надёжности закрепление режущих пластин.
|
Фреза с механическим закреплением режущих пластин, содержащая
корпус и режущий элемент, установленный с возможностью регулирования
радиального положения с помощью винта, закрепляется к оправке с помощью
резьбового ступенчато-цилиндрического элемента, имеющего на головке осевые и
прямоугольные пазы для контактирования с поворотным устройством при сборке
фрезы и оправки. Центральное отверстие корпуса фрезы пересекает ступенчатый
цилиндрический корпус.
|
|
4) B23C5/00 2008135290 Ж. Руж, П. Туазон, К. Тюррини
|
Фреза для механической обработки с большой подачей и малой
глубиной прохода и способ фрезерования детали указанной фрезой. Модификация
конструкции фрезы.
|
Величина конусности составляет приблизительно 3°, радиальный
угол резания составляет приблизительно -5°, радиус кривизны контура
поверхности заднего угла составляет приблизительно 12 мм. Фреза содержит
вспомогательную режущую головку, которая соединена с основной режущей кромкой
посредством кончика, при этом данный кончик имеет закругленную, выгнутую
наружу форму, радиус кривизны которой составляет приблизительно 0,5-1 мм.
|
|
5) B23C5/26 2383415 А. Сатран, Я. Эйсен
|
Фреза. Расширение технологических возможностей за счет смены
ступицы.
|
Каждый элемент ступицы имеет по крайней мере два глухих
отверстия, образованных на внутренних боковых стенках, а выступающая часть
имеет по крайней мере две выборки, каждая выборка соответствует определенному
глухому отверстию и расположена противоположно соответствующему пазу корпуса.
Глухие отверстия одного элемента ступицы расположены соосно с глухими
отверстиями другого элемента ступицы
|
|
6) B27G21/00 92004020 Криворог А.Г.
|
Ограждение шипорезной фрезы. Повышение мер безопасности при
работе.
|
Ограждение состоит из неподвижного кожуха и подвижного щитка.
Щиток расположен на кожухе, связан с ним направляющими в виде пазов,
расположенных поперечно подаче заготовки, и пальцев, и подпружинен
относительно него пружиной, расположенной в пазу. Щиток открывается на
минимально необходимую для обработки заготовки величину путем воздействия
заготовки на упор щитка.
|
|
7) B27G13/04 2567517 Малыгин В.И., Лобанов Н.В., Кремлева Л.В.,
Черепанов С.А., Мюллер О.Д.
|
Сборная шипорезная цилиндрическая фреза. Повышение надежности
закрепления режущего ножа.
|
Содержит корпус, в котором каждый режущий элемент закреплен
прижимной планкой с наклонными цилиндрическими поверхностями на концах.
Цилиндрические поверхности гнезда корпуса выполнены наклонными с углом,
равным углу наклона цилиндрических пазов прижимной планки. Крепление
осуществляется с помощью шпильки с разнонаправленной резьбой одного шага и
гаек с коническими поверхностями или криволинейными поверхностями.
|
На основании проведенного патентного
анализа предлагаем для организации шипорезной фрезы использовать патент
№2166428 для увеличения технологических возможностей.
5. Организация
инструментального хозяйства и рабочего места
Инструментальное хозяйство -
самостоятельная служба деревообрабатывающего предприятия, основными задачами
которой являются: подготовка инструмента с необходимыми рабочими параметрами
при минимальных трудозатратах, бесперебойное обеспечение им рабочих мест,
технический надзор за правильный эксплуатацией инструмента. Инструментальное
хозяйство возглавляет начальник (или мастер, если количество работников
инструментального хозяйства не превышает 15). Инструментально хозяйство обычно
подчинено непосредственно главному инженеру предприятия.
В настоящее время на большинстве
предприятий при каждом производственном цехе есть свой инструментальный
участок, однако опыт передовых предприятий показал рациональность перехода к
централизованной системе подготовки дереворежущего инструмента. В этих условиях
создают один инструментальных цех предприятия со своим складом и
инструментально-раздаточной кладовой. Централизация подготовки инструмента
улучшает загрузку оборудования, повышает коэффициент использования рабочего
времени и качество подготовки инструмента.
В перспективе намечается создание
централизованных цехов подготовки режущих инструментов, обслуживающих 25-30
предприятий отрасли. Это позволит существенно сократить необходимое количество
оборудования для подготовки режущего инструмента, применять более совершенное
специализированное оборудование, повсеместно внедрить прогрессивные конструкции
режущего инструмента и технологические режимы его подготовки к работе. Все это
приведет к улучшению качество инструмента и сокращению потребности в
инструменте не менее чем на 25-30%.
Организация всей работы
инструментального хозяйства возлагается на начальника инструментального
хозяйства. Он полностью отвечает за организационно-технический уровень
вверенного ему участка и бесперебойное обеспечение предприятия режущим
инструментом. Начальник имеет право подбирать рабочих и распределять функции
между ними, давать распоряжения работникам инструментального хозяйства и
требовать их выполнения, представляя подчиненных к поощрениям или взысканиям,
требовать от служб предприятия выполнения их обязанностей в отношении
инструментального хозяйства.
Непосредственным организатором труда
и производства на вверенном ему участке является мастер участка. Он несет
ответственность за выполнение плана и качество подготовки инструмента,
соблюдение технологической и производственной дисциплины, рациональное
использование рабочего времени, оборудования и инвентаря. Для этого он должен
досконально знать все технологические процессы подготовки режущего инструмента,
оборудование, вспомогательный и контрольно-измерительный инструмент, приемы
работы. Мастер должен выявлять причины брака и принимать меры к его устранению,
следить за исправностью оборудования, приспособлений и инвентаря, за
обеспеченностью рабочих необходимой документацией и инструментом, участвовать в
организации технического обучения рабочих, проводить инструктаж на рабочем
месте, внедрять передовые методы труда, обеспечивать выполнение правил охраны
труда и техники безопасности.
Материально-ответственным лицом,
отвечающим за сохранность инструмента, обеспечение им рабочих мест, за ведение
учета отчетности является заведующий (или кладовщик)
инструментально-раздаточной кладовой (ИРК). Он выписывает, получает, списывает
и принимает подготовленный инструмент и выдает его в производственные цехи,
принимает затупленный инструмент и передает его в инструментальную мастерскую.
Заведующий ИРК хранит инструмент согласно установленным правилам. Он имеет
право проверять наличие инструмента на рабочих местах, требовать от мастеров и
рабочих объяснения причин аварийного выхода инструмента из строя или его
вынужденной замены. Вместе с начальником инструментального хозяйства заведующий
ИРК следит за своевременным пополнением запасов инструментов в соответствие с
установленным оборотным фондом.
Квалификационные требования к
рабочим инструментального участка устанавливают по «Тарифно-квалификационному
справочнику работ и профессий рабочих. Лесопиление и деревообработка». В
соответствие с этим справочником установлены следующие профессии рабочих:
пилоправ-пилостав; ножеточ-ножестав; наладчик оборудования; слесарь термист;
слесарь-инструментальщик.
Выполнение различных операция,
относящихся к одному виду инструмента, закрепляется за одним рабочим в том
случае, если количество подготовляемого инструмента невелико и объем работ по
отдельным операциям недостаточен для полной загрузки рабочих в течение смены.
При большом объеме работа по
подготовке инструмента целесообразна специализация рабочих по операциям
(заточка, плющение, проковка и правка полотна, балансировка и т.д.) независимо
от вида подготовляемого инструмента.
6. Расчет потребного
количества инструмента
Годовой расходный фонд R (шт.) определяется по формуле:
где  - время работы инструмента в году, ч; z - число одинаковых инструментов в
комплекте на один станок; а - величина допускаемого стачивания рабочей части
режущего инструмента, мм; b - величина уменьшения рабочей части инструмента за одну
переточку, мм; a/b - возможное число переточек за срок службы инструмента, ч; К -
коэффициент учитывающий поломку и непредвиденные расходы инструмента.
- время работы инструмента в году, ч; z - число одинаковых инструментов в
комплекте на один станок; а - величина допускаемого стачивания рабочей части
режущего инструмента, мм; b - величина уменьшения рабочей части инструмента за одну
переточку, мм; a/b - возможное число переточек за срок службы инструмента, ч; К -
коэффициент учитывающий поломку и непредвиденные расходы инструмента.
Время работы инструмента в году (ч.) определялось по формуле:
 ,
,
где l - число рабочих дней в году; m - число смен;  - продолжительность смены, ч;
- продолжительность смены, ч;  - коэффициент загрузки станка.
- коэффициент загрузки станка.
= 250
* 1 * 8 *0,85 = 1700 (ч.).
 = 26
(шт.).
= 26
(шт.).
Годовой расходный фонд R составил 26 фрез в год.
7.
Правила техники безопасности при изготовлении, подготовке к работе и
эксплуатации инструмента
Современные фрезерные станки с ЧПУ
являются сложным, высокотехнологичным оборудованием. От соблюдения правил эксплуатации
станка зависит безопасность производства, долговечность оборудования и качество
выпускаемой продукции, а, следовательно, прибыль предприятия.
Таким образом очевидно, что к
эксплуатации оборудования должен допускаться только квалифицированный персонал-то
есть прошедший соответствующее обучение, имеющий опыт работы и соблюдающий все
требования техники безопасности.
7.1 Источники опасности
Фрезерный станок содержит ряд
элементов с острыми кромками (прежде всего саму фрезу), случайное касание которых
незащищёнными участками тела и конечностей (в том числе при неработающем станке
- при установке / замене / закреплении режущего инструмента) может привести к
порезам.
Электрические узлы станка
представляют опасность поражения током. Корпусные детали также могут оказаться
под напряжением - в случае неисправности / нарушения схемы заземления.
Источником статического электричества (в том числе заряда на корпусе) может
быть стружа и мелкая пыль, образующаяся при фрезеровании ряда органических
материалов (дерева, пластика, оргстекла и пр.).
При работе фрезерного станка
движущиеся / вращающиеся части (инструментальный портал, шпиндель, фреза),
представляют опасность для соприкосновения, вплоть до потери конечностей.
Заготовки из ряда материалов при
фрезеровании дают обильную стружку и мелкую пыль, представляющую опасность при
вдыхании и попадании на слизистые оболочки тела.
Скопление стружки на самом
оборудовании и вблизи него (в производственном помещении) также представляют
опасность возгорания.
Гидравлические (и / или
пневматические) системы под давлением могут представлять опасность разрыва.
Кроме того, некоторые эксплуатационные материалы (в их числе смазка, СОЖ,
другие жидкости) обладают токсическим действием.
Ряд узлов станка (а также элементов
корпуса) в процессе работы подвержены сильному нагреву и могут представлять
опасность ожогов.
Меры безопасности при эксплуатации
фрезерного оборудования
7.2 Подготовка к работе
Перед началом эксплуатации
оборудования необходимо правильно организовать рабочее место, которое должно:
• обеспечивать достаточную свободную
площадь (как минимум двукратно превышающую габаритную площадь станка);
• иметь негорючее покрытие стен и
потолка;
• иметь твёрдый, ровный пол (для
исключения усиления вибраций и возникновения резонанса при работе оборудования)
с возможностью надёжного закрепления оборудования, в том числе устанавливаемого
на подпорный фундамент;
• обеспечивать негорючее покрытие
пола;
• обеспечивать достаточную
освещённость рабочей области и контрольно-измерительных приборов (в их числе -
ПК, если он используется для управления фрезерным станком);
• обеспечивать возможность
подключения к инженерным сетям (электрическим, гидравлическим, пневматическим и
пр.) с параметрами, соответствующими требованиям оборудования.
Прежде чем включать фрезерный станок
необходимо убедиться в его общей исправности, визуально проверить наличие
(правильное подключение / закрепление) всех элементов, а также их корректное
расположение - они должны находиться в исходной позиции. Необходимо проверить
наличие / качество смазки (прежде всего - на направляющих инструментального
портала, а также других узлах трения).
Следует обеспечить наличие режущего
инструмента, необходимого для предстоящего технологического процесса, а также
убедиться в нормальном состоянии фрез. Крепление фрезы в патроне шпинделя
осуществляется следующим образом:
• фреза нужного типа вставляется в
цангу соответствующего диаметра;
• цанга вставляется в цанговый
патрон;
• патрон закрепляется в «конусе»
шпинделя поджатием гайки (рекомендуется использовать инструмент из комплекта
поставки станка).
Для извлечения фрезы вышеуказанная
последовательность повторяется в обратном порядке. Ряд шпинделей имеют механизм
«выброса» - для облегчения извлечения фрезы из цанги, гайку шпинделя следует
выкручивать до упора.
До момента включения станка
необходимо убедиться в свободном вращении шпинделя (проверив его от руки). Эту
операцию можно проводить только при нахождении инструментального портала в
крайнем верхнем положении - во избежание повреждения фрезы при контакте с
конструктивными элементами станка.
Также следует проверить систему
охлаждения шпинделя и её вспомогательные агрегаты (воздушный, водяной насосы,
состояние фильтров). При водяном охлаждении - проконтролировать наличие /
уровень жидкости.
Необходимо подготовить требуемое
количество материалов (заготовок), подходящих для обработки на данном станке
(прежде всего, по твёрдости материала и по габаритным размерам). Следует
внимательно проверять надёжность закрепления материалов на рабочем столе.
По окончании подготовительных
операций необходимо запустить станок без нагрузки («вхолостую») и проверить
работоспособность / свободное движение его агрегатов. В некоторых системах ЧПУ
предусмотрена функция самотестирования - перед началом обработки рекомендуется
запускать её.
7.3 В процессе
фрезерования
К работе на оборудовании должны
допускаться лица, прошедшие соответствующее обучение и инструктаж. Оператору
станка необходимо чётко представлять технологический процесс и
последовательность операций по обработке заготовок, а также возможности
фрезерного оборудования (для этого необходимо также иметь всю документацию
станка в непосредственной близости к рабочему месту).
Персоналу следует работать в плотно
облегающей одежде из материала, податливого на разрыв (для снижения риска
«затягивания» одежды вращающимися частями станка). При работе на оборудовании
оператору следует использовать средства индивидуальной защиты (перчатки, очки,
амортизирующая нескользящая обувь, наушники, респиратор).
Все модели фрезерных станков
оборудованы легкодоступной и хорошо заметной кнопкой аварийного останова. При
возникновении посторонних стуков, шумов, неправильного поведения станка в
процессе работы следует немедленно остановить работу.
7.4 После окончания
работы
Прежде всего, следует отключить
электропитание станка. Тщательно очистить рабочий стол от стружки и пыли при
помощи специальной щётки (обычно прилагаемой к станку в комплекте поставки).
Также необходимо удалить стружку, остатки заготовок и прочий мусор с пола -
вокруг и вблизи станка. Необходимо всегда убирать готовые изделия, инструмент и
другие рабочие материалы после завершения обработки.
Регулярно (не реже одного раза в
неделю) следует производить очистку потолка и стен помещения от пыли при помощи
промышленного пылесоса. Не допускается размещение (складирование) остатков
стружки в производственном помещении и вблизи оборудования.
После очистки станка необходимо
проверить состояние смазочного слоя в узлах трения. Ни в коем случае нельзя
допускать накопление пыли на смазанных деталях - в этом случае смазку
необходимо заменять.
При эксплуатации станка с водяным
охлаждением (а также системой СОЖ) после завершения работы необходимо проверять
свободную проходимость водяных магистралей и в случае необходимости - продувать
их.
Следует помнить, что обязательное
соблюдение всех рекомендация по технике безопасности, поддержание порядка в
производственном помещении и содержание оборудования в чистоте позволят
избежать риска возникновения нештатных ситуаций и обеспечить длительную
бесперебойную эксплуатацию фрезерного оборудования.
Заключение
В курсовой работе разработан
технологический процесс изготовления доски для покрытия пола, технологические
схемы, процессы резания, режущий инструмент и подготовка его к работе.
Проведен анализ технологического
процесса изготовления крышки колодца, рассчитаны режимы резания для
технологических операций, кроме этого рассмотрен режущий инструмент и
подготовка его к работе для операций: поперечный раскрой бруса на заготовки,
продольный раскрой заготовок для образования делянок, фугование пластей
заготовок для последующей обработки, поперечный раскрой некоторого числа
делянок, строгание заготовок для создания заданного размера, фрезерование
клинового шипа, склеивание отдельных делянок в деталь, скругление кромок
детали, шлифование поверхности детали, представлены правила техники
безопасности при изготовлении, проведен расчет потребного количества
инструмента.
Для модернизации шипорезной фрезы
проведен патентный анализ и предложен способ ее улучшения.
Список используемой
литературы
1
Амалицкий В.В. Деревообрабатывающие станки и инструменты [Текст]/
В.В. Амалицкий, В.В. Амалицкий. - М.: НРПО Издательский цент «Академия», 2008.
- 400 с.
2
Бершадский А.Л. Резание древесины [Текст]/ А.Л. Бершадский, Н.И.
Цветкова. Минск, «Вышэйш. Школа», 1975. - 304 с.
3
Любченко В.И. Резание древесины и древесных материалов [Текст]:
Учебник для вузов. - 3- е изд/ В.И. Любченоко. - М.: ГОУ ВПО МГУЛ, 2004. -310
с.
4
Суханов В.Г. Резание древесины и дереворежущий инструмент [Текст]:
Учебное пособие для студентов/ В.Г. Суханов, В.В. Кишенков. - М.: МГУЛ, 2004. -
230 с.
5
Швырев Ф.А. Подготовка и эксплуатация дереворежущего инструмента
[Текст]: Учебник для профтехучилищ/ - 3-е изд., перераб, и доп. Ф.А. Швырев,
Г.А. Зотов - М.: Лесн. пром-сть, 1979. - 240 с.
6
Шевелева Е.В. Резание древесины [Текст]: Методические указания для
студентов к выполнению курсовой работы/ Е.В. Шевелева. БГИТА, 2013. - 20 с.
7
Шевелева Е.В. Резание древесины [Текст]: Методические указания для
студентов к выполнению практических работ/ Е.В. Шевелева. БГИТА, 2013. - 28 с.