Контактные напряжения при прокатке
МИНИСТРЕСТВО
ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
Днепродзержинский
государственный технический университет
Кафедра
обработки металлов давлением имени профессора Б.М. Илюковича
КУРСОВАЯ
РАБОТА
По
дисциплине «Теория процессов обработки металлов давлением»
На
тему «Контактные напряжения при прокатке»
Студента Бакун В.В.
Руководитель Максименко О.П.
г.
Днепродзержинск - 2015 г.
Содержание
1.
Дифференциальные уравнения контактных напряжений при двумерной деформации
.
Контактные напряжения при скольжении металла с постоянным коэффициентом трения
.
Теории контактных сил трения
.
Современная теория распределения по дуге захвата нормальных и касательных
напряжений
.
Влияние внешних зон на контактные напряжения
.
Теория напряженных состояний с учетом влияния внешних зон
.
Уточненное положение нейтрального сечения
.
Положение максимума нормальных контактных напряжений относительно нейтрального
сечения
.
Напряжения на контактных поверхностях валков, вращающихся с разными скоростями
.
Экспериментальные исследования контактных напряжений
Задача
Литература
1. Дифференциальные уравнения контактных
напряжений при двумерной деформации
При расчете сил прокатки и моментов, вращающих
валки, необходимо знать закономерности распределения контактных напряжений по
дуге захвата. Рассмотрим прокатку, когда длина дуги захвата значительно
превышает среднюю толщину прокатываемой полосы.
При этом будем считать, что валки
цилиндрические, толщина по ширине полосы постоянная, ширина прокатываемой
полосы в несколько раз больше длины дуги захвата, и, таким образом, эту задачу
можно рассматривать как двумерную (плоская деформация). Учитывая малую толщину
полосы, действующие нагрузки можно усреднить по толщине. При двумерной
деформации напряжение по оси y
постоянны, а по оси x переменны.
Выделим в очаге деформации элемент abdc
длиной dx (рис. 1),
ограниченный цилиндрическими поверхностями валков и двумя плоскостями,
перпендикулярными направлению прокатки.

Действие правой части полосы на выделенный
элемент выразили силой sxhx,
где sx
- нормальное напряжение сжатия, усредненное по сечению bd, а hx
- высота полосы в сечении bd. Допустим, что в плоскости ac
усредненное напряжение sx
+
dsx,
а высота полосы hx
+
dhx. Тогда
действие левой части прокатываемой полосы на выделенный элемент при единичной
ширине можно представить в виде (sx
+
dsx)(hx
+
dhx).
Рассмотрим условие равновесия элемента, когда он
находиться в зоне отставания, т.е. ближе к точке A,
чем к точке B, и его частицы, соприкасающиеся с валками, стремятся скользить по
поверхности валков в сторону, противоположную направлению вращению валков.
Горизонтальная проекция сил, действующих по контактной поверхности элемента с
верхним и нижним валками, определяется согласно уравнениям проекций
равнодействующих сил :
- Если допустить, что контакт инструмента с
деформируемым телом происходит по цилиндрической поверхности AB (рис. К опред.
равновесия), то проекция равнодействующей сил от возникающих нормальных
контактных напряжений на любое направление, например на ось x,
равна:
 .
.
- Аналогично и для касательных
контактных напряжений. Проекцию равнодействующей элементарных сил  ,
приложенных к деформируемому телу касательно к контактной поверхности AB, на ось x (аналогично
и на любое другое направление), можно выразить уравнением:
,
приложенных к деформируемому телу касательно к контактной поверхности AB, на ось x (аналогично
и на любое другое направление), можно выразить уравнением:
 .
.
Сумма горизонтальных проекций всех
сил, действующих на элемент,
 . (1)
. (1)
Подставляя в уравнение (1) выражение
dx=dhx/(2tgjx) и
пренебрегая величинами второго порядка малости, запишем уравнение равновесия
для элемента в зоне отставания:
 . (2)
. (2)
Для элемента, находящегося в зоне
опережения, уравнение равновесия имеет вид:
 . (3)
. (3)
Воспользуемся условием пластичности
для двумерной деформации:
 . (4)
. (4)
Принимаем, что главные оси
напряжений в рассматриваемом элементе соответствуют вертикальной и
горизонтальным осям:
 , (5)
, (5)
 . (6)
. (6)
Вторым членом правой части выражения
(6) можно пренебречь ввиду его незначительности по сравнению с первым, тогда  и
и  .
.
Согласно условию (5):
 . (7)
. (7)
Подставив в уравнения (2) и (3),
получим основное дифференциальное уравнение для определения контактного
нормального напряжения:
 . (8)
. (8)
Постоянные величины, получающиеся в
результате интегрирования уравнения (8), определяем из начальных условий. Для
этого находим нормальное напряжения в точках A и B. Принимаем
более общий случай, когда прокатываемая полоса при входе в валки и выходе из
них подвергается натяжению (подпору). Напряжения растяжения обозначаем через sA при входе в
валки, т.е. при x=l, и через sB при выходе
из валков, когда x=0. Тогда согласно условию (7)
контактные напряжения равны:
 (9)
(9)
При отсутствии натяжений контактные
напряжения в точках A и B будут равны 2tS.
Дальнейшее решение уравнения (8)
возможно, когда значения tS в
результате наклепа:
 (10)
(10)
где v и n -
коэффициенты, зависящие от характера упрочнения металла.
Проведя детальный анализ результатов
своего решения, В.С. Смирнов пришел к выводу, что если вместо переменного значения
взять усредненное, т.е. :
 , (11)
, (11)
где, tsA и tsB - значения в
начале и в конце дуги захвата, то точность решения уравнения от этого
существенно не изменяется.
Приняв во внимание это
обстоятельство, решим уравнение (8) при постоянном значении tsA и tsB - значения в
начале и в конце дуги захвата, то точность решения уравнения от этого
существенно не изменяется.
Дифференциальное уравнение
контактных напряжений примет вид:
 (12)
(12)
где знак минус относиться к зоне
отставания, а плюс - к зоне опережения.
Для решения уравнения (12)
необходимо знать зависимость tx от px.
. Контактные напряжения при
скольжении металла с постоянным коэффициентом трения
Скольжение прокатываемого металла по
поверхности валков при сухом трении вызывает касательные контактные напряжения:
tx=mpx. После
подстановки этого значения tx в уравнение
(12) получим уравнение Т.Кармана:
 . (13)
. (13)
Входящие в это уравнение переменные
величины hx и sx определяют по координатам дуги
захвата (рис. 2). Уравнение круга, представляющего собой поперечное сечение
валка, имеет вид:
где hx/2 и a -
расстояния по вертикали от оси прокатываемой полосы до любой точки,
расположенной на поверхности валка, и до оси валка. Отсюда находим:
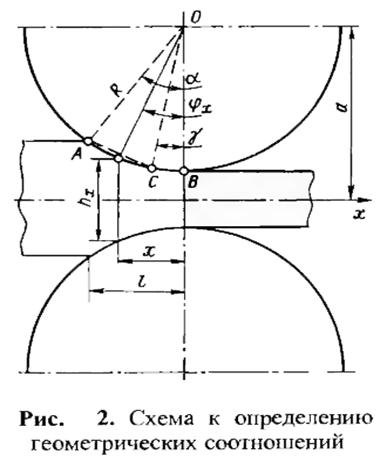
При подстановке выражения для tgjx в уравнение
(13) дальнейшее его решение получается громоздким, а конечные результаты -
неудобными для практического применения. Так как дуга захвата металла в большей
части случаев не превышает 20º…30º при горячей прокатке и 4º…8º при
холодной, её можно с достаточной степенью точности представить параболой.
Этот способ решения следует принять
также и потому, что при холодной прокатке валки вследствие высокого контактного
давления подвергаются значительной местной деформации сжатия, в результате чего
физическая дуга захвата не будет дугой окружности.
Уравнение параболы имеет вид hx=(∆h/l2)x2+h1. Отсюда:
 (14)
(14)
Решение уравнения (13) ещё более
упрощается, если дугу захвата заменить хордой AB или двумя хордами (AC для зоны
отставания и BC для зоны опережения). Конечные результаты в этом случае
получаются более простыми и более удобными для практических расчетов.
Погрешности расчёта при этом допущении весьма незначительны.
Приняв в связи с этим в уравнении
(13) для зоны отставания, т.е. для участка AC, tgjx=tg[(a+gH)/2], а для
участка BC tgjx=tg(gH/2),
получим:
для зоны отставания:
 (15)
(15)
для зоны опережения:
 (16)
(16)
 (17)
(17)
После интегрирования имеем:
для зоны отставания:
 (18)
(18)
для зоны опережения:
 (19)
(19)
Используя граничные условия:
при hx=h0 px=x0∙2ts;
при hx=h1 px=x1∙2ts,
находим постоянные интегрирования:
 (20)
(20)
 (21)
(21)
Подставляя выражения для С0
и С1 в уравнения (18) и (19), получаем формулы, предложенные А.И.
Целиковым, для расчёта нормальных напряжений:
для зоны отставания:
 (22)
(22)
для зоны опережения:
 (23)
(23)
Если металл прокатывать без
натяжения без натяжения и к прокатываемой полосе не прикладывать внешние силы,
кроме сил от валков, то уравнения (22) и (23) примут вид:
для зоны отставания:
 (24)
(24)
для зоны опережения:
 (25)
(25)
Из уравнений (22) и (23) следует,
что нормальное напряжение имеет минимум при δ0 > 1 и δ1 > 1 в
точках A и B и
повышается по направлению к нейтральному сечению. Кривые, построенные по
уравнениям (22) и (23), пересекаются в нейтральном сечении.
Из анализа полученного
предварительного закона распределения контактных нормальных напряжений по дуге
захвата следует, что эти напряжения зависят от большего числа факторов, а
именно: от коэффициента внешнего трения, высоты прокатываемой полосы, обжатия,
диаметра валков и, наконец, от натяжения прокатываемой полосы при входе её в
валку и выходе из них.
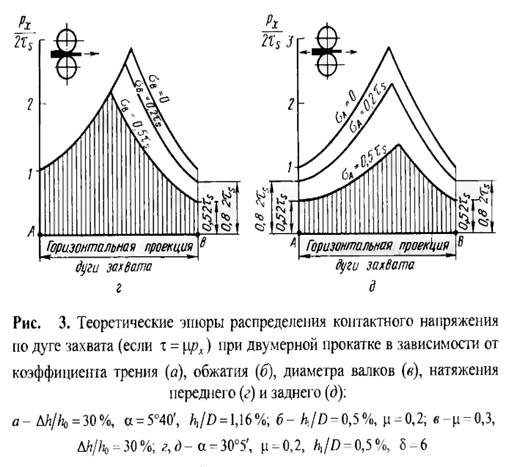
Для наглядного представления о
характере влияния этих факторов на нормальное напряжение на рис. 3 приведены
эпюры распределения этого напряжения по дуге захвата, полученные по уравнениям
(22) - (25).
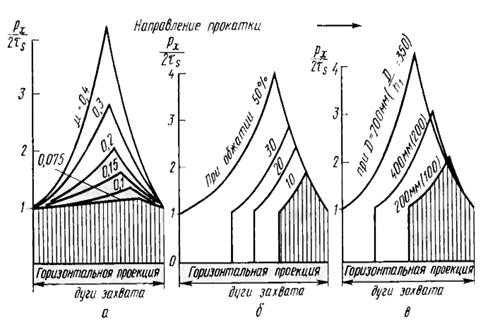
На рис. 3, а представлена
теоретическая эпюра распределения нормального напряжения по дуге захвата
(подразумевается ее горизонтальная проекция l) в случае
прокатки широких полос при одинаковых обжатиях (30%), но при разных
коэффициентах трения. Чем больше коэффициент трения, тем возрастание
контактного напряжения по направлению к нейтральному сечению становиться более
значительным, а вследствие этого очевидно, что увеличивается и сила прокатки.
По мере увеличения длины дуги
захвата (когда ее длина больше средней высоты сечения прокатываемой полосы) и
уменьшения высоты прокатываемой полосы среднее нормальное контактное напряжение
будет увеличиваться, следовательно, сила прокатки в этом случае будет
возрастать не только в результате увеличения площади поверхности контакта
металла с валками, но и вследствие повышения контактного нормального напряжения
(рис. 3, б, в).
Приведенный закон распределения
нормального контактного напряжения по дуге захвата также дает возможность
сделать выводы о влиянии натяжения полосы при входе ее в валки и выходе из них
на давление металла на валки при прокатке. Теоретические эпюры распределения
нормального контактного напряжения по дуге захвата при прокатке широкой полосы
с разным натяжением построены согласно данным, вычисленным по формулам (22) и
(23) (рис. 3, г, д). Сравнив отдельные эпюры, можно заметить, что при натяжении
прокатываемой полосы нормальное контактное напряжение значительно уменьшается;
при этом, чем больше сила натяжения, тем меньше будет сила прокатки. Натяжение
со стороны входа металла в валки, так же как и натяжение со стороны выхода его
из валков, вызывает уменьшение нормального контактного напряжения.
В действительности (особенно при
прокатке твердых сплавов) понижение силы прокатки на валки из-за натяжения
будут ещё более значительным, чем это представлено на рис. 3, г, д, вследствие
уменьшения местного упругого сжатия валков (контактного сжатия) и некоторого
сокращения в связи с этим фактической длины дуги захвата.
При углах захвата, близких к углу
трения или превышающих его, изменение σx вдоль
прокатываемой полосы будет сильно зависеть не только от касательных контактных
напряжений, но и от изменения горизонтальной проекции px.
Поэтому при таких расчетах
необходимо дугу захвата разделить на несколько участков, на каждом из которых
надо дугу представить хордой и вести расчёт по уравнениям (22) и (23) при
разных значениях δ
для
каждого участка. Для рассчитанных таким образом эпюр распределения нормального
контактного напряжения по дуге захвата, когда углы захвата больше угла трения,
выполняется условие tgφx > μ, когда δ < 1, и поэтому
нормальное контактное напряжение на участке от точки A по направлению прокатки
не возрастает, а уменьшается (рис. 4).
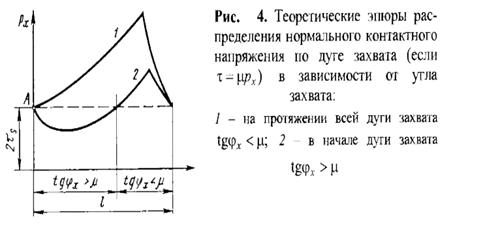
Можно сделать вывод, что, если угол
захвата больше угла трения или близок к нему, нормальное контактное напряжение
меньше, чем в том случае, когда при той же протяженности дуги захвата прокатка
осуществляется при углах, меньших угла трения.
. Теории контактных сил трения
Рассмотренная выше теория
распределения контактного нормального напряжения по дуге захвата основана на
предположении, что прокатываемый металл скользит по поверхности валков на
протяжении всей дуги захвата. В зоне отставания скольжение металла происходит
против направления вращения валков, а в зоне опережения - по направлению
вращения валков. Касательные контактные напряжения по теории, предложенной
Т.Карманом, приняты пропорциональными нормальному контактному напряжению, в
связи с чем она получила название теории сухого трения.
Аналогичные выводы были сделаны
Э.Зибелем, но с разницей в том, что касательные контактные напряжения были
приняты по всей дуге захвата постоянными и равными μτS.
Значительно позднее А. Надаи
выдвинул теорию жидкостного трения, в которой касательные контактные напряжения
были приняты пропорционально скорости скольжения. Эта теория была разработана
применительно к холодной прокатке со смазкой на основании предположения о
возможности появления между металлом и валками жидкостного трения.
Эти теории освещали только некоторые
частные случаи прокатки, когда влияние внешних зон является незначительным.
Н.А. Соболевский выдвинул гипотезу,
согласно которой прокатываемый металл не обязательно должен скользить по
поверхности. Эта гипотеза для некоторых условий прокатки, несомненно,
правильна. Например, имеются основания предполагать, что в случаи прокатки
толстых полос при небольшой длине дуги захвата скольжение между прокатываемым
металлом и валками отсутствует.
В то же время полностью отрицать
существование скольжения между прокатываемым металлом и валками было бы также
ошибочно; например, в случае прокатки тонких полос при большой длине дуги
захвата скольжение, безусловно, имеется.
В поясе деформации кроме двух зон
скольжения в зонах отставания и опережения существует ещё одна зона,
находящаяся между ними, где скольжение прокатываемого металла по валкам отсутствует.
Эту зону назовем зоной прилипания. Таким образом, согласно этой теории граница
между зонами скольжения металла изменяется, представляет собой не линию, а
определенный участок, на протяжении которого скольжение отставания закончилось,
а скольжение опережения ещё не началось.
. Современная теория распределения
по дуге захвата нормальных и касательных напряжений
С точки зрения методики расчёта
контактных сил трения целесообразно применяемые на практике случаи прокатки
широких полос между гладкими валками, имея в виду двумерную деформацию,
подразделить на четыре вида прокатки, отличающиеся между собой главным образом
разным отношением длины дуги захвата к средней высоте сечения прокатываемой
полосы l/hср:
|
Вид
прокатки
|
l/hср
|
|
I
|
>5
|
|
II
|
2…5
|
|
III
|
0,5…2,0
|
|
IV
|
< 0,5
|
Характер деформации для указанных четырех видов
прокатки будет существенно отличаться один от другого, и поэтому для подсчета
контактных сил трения, а следовательно, и контактного давления при этих видах
прокатки необходимо применить разные приемы.
Границы между указанными четырьмя видами
прокатки зависят не только от величины l/hср,
но и от коэффициента трения, обжатия и угла захвата. В связи с этим указанные
значения l/hср
следует рассматривать как ориентировочные.
При l/hср
>
5 по дуге захвата имеются зоны, где силы трения подчиняются разным законам. В
начале и в конце дуги захвата, когда её длина значительно превышает высоту
сечения прокатываемой полосы, несомненно, имеется скольжение металла по
поверхности валков. Это подтверждается данными многих экспериментальных
исследований. Поэтому можно принять, что касательные напряжения на этих
участках, т.е. в зонах скольжения (рис. 5) распределяются согласно закона сухого
трения:
 (26)
(26)
Следовательно, для этих участков при
подсчете изменения нормального напряжения могут быть использованы уравнения
(22) и (23):
для участка AC:
 (27)
(27)
для участка DB:
 (28)
(28)
Если в начале дуги захвата tgjX>m, то следует
разделить дугу AC на два-три участка и рассчитывать px по уравнению
(27) для каждого участка при соответствующем для него значении dAC в
зависимости от угла наклона касательной к оси прокатываемой полосы jX (рис. 5,
б).
По мере роста px в
направлении середины дуги захвата, а следовательно, и при увеличении mpx касательное
напряжение может достигать значения
 (29)
(29)
Более высокого значения достигнуть
не может, так как в противном случае возникает внутреннее скольжение или сдвиг
в металле, прилегающем к контактной поверхности. Следовательно, как только tX достигнет tS (в точках C и D, рис. 5,
а), скольжение металла по поверхности валков прекратится, а на остальном
участке CD дуги захвата будет происходить прилипание. На участках этой зоны
вблизи точек C и D касательные напряжения равны и значение их постоянно.
Нормальное контактное напряжение на участках CE и FD можно
рассчитать на основании теории постоянных сил трения, принимая m=0,5.
Согласно уравнениям (2) и (3) при dsx=dpx имеем
 (30)
(30)
После интегрирования, заменив для
упрощения расчета px без заметной
погрешности дуги захвата на участках CE и DF хордами, получим для участка,
прилегающего к точке С,
 (31)
(31)
и соответственно для участка,
прилегающего к точке D,
 (32)
(32)
Уравнение (32) можно также легко
решить и при переменном tgφ, т.е. без приравнивания дуги
захвата к хорде. Это уточненное решение может представить интерес при больших
углах захвата. Обозначим в уравнении (32)
tgφ=dhX/(2dx) и hX≈h1+x2/R,

После интегрирования находим
нормальное напряжение px :
для зоны отставания:
 (33)
(33)
для зоны опережения
 (34)
(34)
Согласно начальным условиям при x=xC
px=pC и при x=xD px=pD. Нормальное
напряжение на участках CE и DF будет увеличиваться по направлению к
нейтральному сечению, но не так интенсивно, как на участках AC и DB (рис. 5,
а).
В средней части зоны прилипания
вблизи нейтрального сечения находится участок заторможенной пластической
деформации или даже отсутствия деформации, который называется также участком
застоя. О наличии такого участка свидетельствует ряд экспериментальных
исследований, в частности исследования О.Г. Музалевского, А.И. Колпашникова,
И.Я. Тарновского, А.А. Поздеева и В.В. Ляшкова.
Экспериментальными исследованиями В.
Луэг, А.А. Королев и другие установили, что контактные напряжения, начиная от
нейтрального сечения, увеличиваются в обе стороны от него не скачкообразно, а
монотонно, достигая своих максимальных значений. В связи с этим зона прилипания
будет состоять их трех участков: двух участков внутреннего скольжения,
расположенных вблизи точек C и D, где касательные контактные напряжения равны μτS, и среднего
участка EF -
затрудненной области пластической деформации, в которой касательные контактные
напряжения изменяются от нуля в нейтральном сечении до наибольших значений,
определяемых по уравнению (26) или (29), как в зоне отставания, так и в зоне
опережения.
Если принять, что силы трения на
участке застоя изменяются по закону, близкому к линейному, то:
 (35)
(35)
где  - коэффициент, характеризующий
интенсивность изменения касательного напряжения τ на участке
EF.
- коэффициент, характеризующий
интенсивность изменения касательного напряжения τ на участке
EF.
Для определения величины η, входящей в
уравнение (35), необходимо знать протяженность участка застоя EF, которая
зависит от высоты сечения прокатываемой полосы на участке EF, т.е. от hН,
и коэффициента контактного трения. При увеличении hн и μ протяженность
участка EF увеличивается. Ориентировочно можно считать, что при горячей
прокатке lEF≈(0,5…2)hср и при
холодной прокатке lEF≈(0,3…1,0)hср.
Подставляя значение касательного
контактного напряжения (35) в исходное уравнение нормального контактного
напряжения, получаем:
 (36)
(36)
После интегрирования в пределах
участка EF имеем:
 (37)
(37)
где А - постоянная величина для
участка EF, определяемая по уравнению:
 (38)
(38)
Величина hН, входящая в
уравнение (37), может быть найдена из условия, что значения pX,
определяемые по уравнениям (34) и (37) для точек E и F, должны быть
одинаковыми:
 (39)
(39)
Для участка EF нормальное контактное
напряжение по обе стороны от нейтрального сечения выражается одним общим
уравнением. Получаемая при этом согласно уравнению (37) куполообразная вершина
эпюры нормального контактного напряжения (рис. 5) вполне соответствует данным
экспериментальных исследований.
Положение максимума можно
определить, если производную функции (37) приравнять к нулю:

т.е.
максимум контактного напряжения наблюдается при:
Следовательно, точка
максимума немного смещена по отношению к нейтральному сечению в направлении
входа метала в валки. Величина этого смещения пропорціональна величине  .
.
На основании проведеного
анали за распределения касательных контактних напряжений по дуге захвата можно
заключить, что существующее деление дуги захвата на две зоны - зону отставания
и зону опережения - характеризует лиш направление деформации прокатываемого
метала относительно валков, ничего не говорит о характере перемещения метала
относительно поверхности валков и требует уточнения для разных видов прокатки.
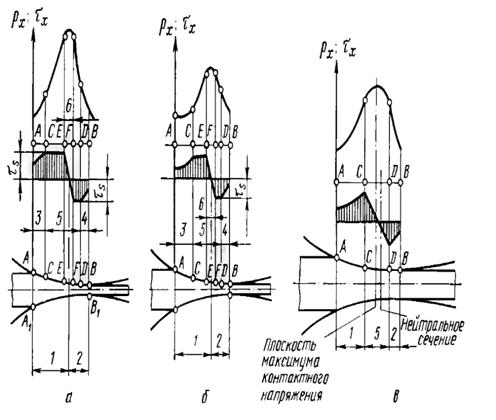
I. При
отношении l/hср>5 дугу
захвата следует лишь делить на три участка, из которых два крайних - зоны
скольжения, а средний - зона прилипания, состоящая в свою очередь из трех
участков: двух участков внутреннего скольжения и одного среднего участка
заторможенной деформации, находящегося одновременно в зонах отставания и
опережения.
II. При l/hср=2…5 участки
CE и FD,
характеризующиеся постоянством касательных напряжений, могут отсутствовать
(рис. 5, в). Это произойдет вследствие того, что касательные контактные
напряжения на участках AC и DB благодаря
уменьшению длины дуги захвата не успеют достигнуть значения τS, как
вступит в силу закономерность изменения касательных напряжений на участке EF
заторможенной деформации. Таким образом, при указанном отношении l/hср зона
прилипания будет состоять только из одного участка заторможенной деформации
(рис. 5, в). Очевидно, что для оставшихся трех участков AC, CD и DB касательные
напряжения и контактные давления будут определяться уравнениями (27), (28) и
(37).
III. При l/hср=0,5…2,0
длина дуги захвата по отношению к высоте сечения становится настолько малой,
что зона прилипания распространяется по всей дуге захвата. Эпюра распределения
касательных напряжений в этом случаи представляет собой два треугольника (рис.
5, г), а нормальных напряжений - кривую, имеющую выпуклость наружу по всей дуге
захвата и определяемую уравнением (37), если условно принять, что точка E (рис. 5, а)
совпала с точкой А. IV. При l/hср<0,5
деформация сжатия не проникает через все сечения прокатываемого металла и
боковые его кромки обычно имеют вогнутость посередине. Зона прилипания в этом
случае распространяется по всей дуге захвата, как и в предыдущем случае, только
стремление металла к скольжению будет весьма незначительным, и поэтому
касательные контактные напряжения будут небольшими. Эпюра касательных
напряжений в этом случае представляют собой два треугольника небольшой высоты
(рис. 5, д). В связи с этим нормальное напряжение на этом участке практически
может быть принято постоянным. Характер эпюр нормальных и касательных
контактных напряжений при l/hср<0,5
будет аналогичен характерам эпюр для предыдущего случая.
В результате анализа касательных
контактных напряжений установлено, что при отношении l/hср<1 они
незначительны и поэтому оказывают очень малое влияние на нормальное напряжение.
Нов этом случае начинают действовать внешние зоны, которые вызывают
существенное повышение нормального напряжения в точках B и A и на
протяжении всей дуги захвата.
Таким образом, при изучении
закономерностей в распределении нормальных и касательных контактных напряжений
по дуге захвата необходим дифференцированный подход в зависимости от отношения l/hср.
. Влияние внешних зон на контактные
напряжения
Напряженное состояние внешних зон,
т.е. тех частей прокатываемой полосы, которые примыкают к геометрическому очагу
деформации, оказывает существенное влияние на контактные напряжения. Это
определяется двумя причинами.
Первая из них вызвана неравномерностью
распределения деформаций в сечениях входа и выхода, представляющих собой
границы между геометрическим очагом деформации и внешними зонами. В связи с
этим явлением в указанных сечениях одновременно возникают напряжения сжатия и
растяжения.
Вторая причина - это внешние силы,
прикладываемые к прокатываемой полосе, кроме сил, действующих со стороны
валков. В зависимости от условий прокатки это могут быть продольные силы
напряжения или сжатия и изгибающие или крутящие моменты. Внешние силы в
сечениях входа и выхода вызывают дополнительные напряжения, которые изменяют
напряжения на контактных поверхностях.
Рассмотрим влияние на контактные
напряжения неравномерности распределения деформации по сечению прокатываемой
полосы, когда hср>>l.
Экспериментальными исследованиями при прокатке, когда отношение l/hср<0,5,
установлено, что в этом случае силы выше, чем в случае прокатки при l/hср≈1…2,
когда влияние внешнего трения больше. Это явление объясняется влиянием внешних
зон, которые при малой дуге захвата и при большой средней высоте сечения
прокатываемой полосы существенно повышает сопротивление деформации.
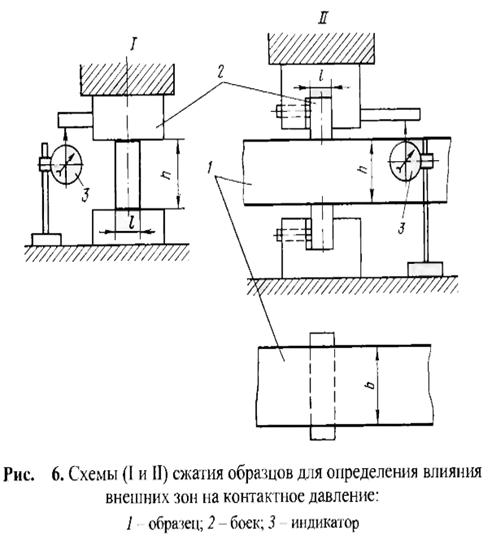
Для выяснения влияния внешних зон на
сопротивление деформации В.П. Анисифоров, а затем В.В. Смирнов выполнили
специальные исследования по сжатию образцов из прокатанных свинца, стали,
алюминия и меди по двум схемам (рис. 6). По схеме I проводили
сжатие прямоугольных образцов размерами l, h, b между параллельными бойками, по
схеме II
осуществляли местное сжатие образцов значительно большей длины на участке, ограниченном
длиной l. Сопоставляемые образцы обладали одинаковой высотой h и шириной b.
Для образцов каждого размера
значения контактных давлений рассчитывали при одинаковых степенях деформации в
случае испытания по I (p’) и II (p) схемам;
влияние внешних зон на значение контактного давления оценивали коэффициентом
напряженного состояния:
 (40)
(40)
Этот коэффициент мало зависит от
пластической деформации, максимальное значение которой при исследовании
составляло 18…20%. Колебание значений коэффициента  в пределах
испытанных степеней деформации не превышали 10…15%. Заметного влияния
масштабного фактора и вида материала на зависимость (40) не наблюдалось. В
интервале 0,05 < l/h < 1 эта
зависимость с достаточной точностью выражается уравнением:
в пределах
испытанных степеней деформации не превышали 10…15%. Заметного влияния
масштабного фактора и вида материала на зависимость (40) не наблюдалось. В
интервале 0,05 < l/h < 1 эта
зависимость с достаточной точностью выражается уравнением:
 (41)
(41)
При l/h > 1
коэффициент с
удовлетворительной точностью можно принять равным единице. Можно предполагать,
что при малых значениях отношения l/h коэффициент
будет
возрастать до некоторой конечной величины.
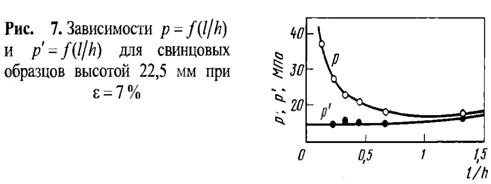
Для иллюстрации физического смысла
отношения  построен
график (рис.7). Очевидно, что угол наклона кривой
построен
график (рис.7). Очевидно, что угол наклона кривой  при
увеличении отношения l/h отражает
повышение контактного давления от действия внешнего трения. В результате
анализа полученных значений
при
увеличении отношения l/h отражает
повышение контактного давления от действия внешнего трения. В результате
анализа полученных значений  можно сделать следующие
практические выводы:
можно сделать следующие
практические выводы:
- при прокатке без натяжения и с
малыми обжатиями, когда l/h < 1,
влияние внешнего трения незначительно и им можно пренебречь (например, при
прокатке на толстолистовых станах и на блюмингах в первых пропусках); - при
прокатке без натяжения с большими обжатиями, когда l/h > 1,
влияние внешних зон практически отсутствует, а влияние внешнего трения
становиться значительным.
В.Ф, Пушкарев исследовал влияние
внешних зон на контактное давление при прокатке специальных образцов, каждый из
которых состоял из двух частей, соединенных перемычкой. Длину одной части
образцов делали небольшой для того, чтобы при заданном обжатии и заполнении
металлом геометрического очага деформации внешние зоны отсутствовали.
Следует отметить, что толщина
перемычки должна быть не больше 0,2 h0, так как в
противном случае значения контактных давлений будут приближаться к значениям,
которые получаются при прокатке с внешними зонами.
Результаты этих опытов подтвердили
сделанные выше выводы: внешние зоны вызывают повышение контактного давления,
когда отношение l/h становиться
меньше 0,5…1,0. Но при этом было установлено очень важное явление: при прокатке
металла влияние внешних зон на повышение контактного давления меньше, чем при
осадке участка полосы (рис. 8). Это явление имеет принципиальный характер. При
прокатке поверхность полосы у входа ее в валки и выхода из них, когда cos a > hН, имеется
тенденция к появлению продольных напряжений растяжения. В связи с этим
происходит частичная локализация напряжения сжатия в точках входа и выхода, в
результате чего повышение сопротивления деформации из-за влияния внешних зон будет
менее интенсивным, чем при осадке полосы. Влияние внешних зон на контактное
давление при прокатке слитков впервые было исследовано Е.С. Рокотяном. При
анализе результатов измерений давления на блюмингах выше, чем в последующих,
когда отношение l/h становится
больше. Результаты этих исследований Е.С. Рокотян представил в виде графиков.
Согласно этим исследованиям минимум давления при прокатке блюмов наблюдается не
при l/h ≈ 1, как это было в случае сжатия, а при l/h=0,3…0,55. К
аналогичным выводам также пришли А.П. Чекмарев, В.Л. Клименко и другие при
исследовании давления металла на валки блюминга.
Г.С. Никитин совместно с Ю.И.
Синельниковым исследовал влияние внешних зон на контактное напряжение при
прокатке прямоугольных профилей из высоколегированных сталей и сплавов на
обжимном стане 600, стане Лаута и лабораторном стане 160. Согласно этим
исследованиям минимум контактных напряжений находятся в пределах (0,45…0,80)
l/hср и на его положение оказывает влияние контактное трение. С
увеличением трения положение минимума несколько смещается в сторону бóльших
значений l/hср.
В практике обработке металлов
давлением часто встречаются случаи, когда кроме продольных внешних зон
действуют и боковые внешние зоны. Так, при прокатке в овальных и ромбических
калибрах контактная поверхность обычно несколько меньше ширины прокатываемой
полосы и в этом случаи неконтактируемые боковые объемы являются внешними
зонами. Аналогичная картина возникает при вытяжке круглых профилей плоскими
бойками, а также при винтовой прокатке.
При планетарной прокатке с
четырехсторонним обжатием заготовку квадратного сечения обычно задают в
планетарную клеть на ребро и на входном конце пирамиды деформации
недеформируемые боковые зоны занимают большой объем, чем непосредственный очаг
деформации. Эти боковые зоны оказывают весьма существенное влияние на значение
сопротивление деформации, вследствие чего в начальный момент касания рабочим
валком пирамиды деформации, несмотря на небольшую ширину контактной
поверхности, возникают высокие нагрузки. Известно также, что при резании
проката круглого сечения в начальный момент вмятия плоских ножей в металл
значения контактного давления на 30…50% выше, чем давление при резании
квадратных равновеликих сечений. Вследствие этого работа резания круглых сечений
на 10…30% больше работы резания равновеликих квадратных сечений. Это также
объясняется влиянием внешних поперечных зон.
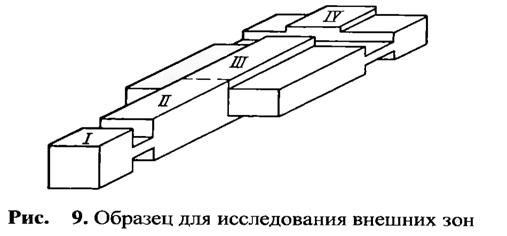
Влияние боковых внешних зон на pср зависит от
отношения площади поперечного сечения F к площади обжимаемого
сечения F0. Для
определения этого влияния в валках с гладкой бочкой прокатывались медные и
алюминиевые образцы, которые по длине были разделены на четыре участка (рис.
9): I - без
боковых и продольных внешних зон; II - с
продольными внешними зонами; III - с продольными и боковыми
внешними зонами; IV - с боковыми внешними зонами.
Первые два участка имеют
прямоугольное сечение, последние два - крестообразное. Длину первого и
последнего участка выбирали такой, чтобы при прокатке точно заполнятся геометрический
очаг деформации. По результатам замеров сил при прокатке этих образцов
построены зависимости учитывающие влияние внешних зон,
 и
и 
Коэффициент  учитывающий
общее влияние продольных и боковых внешних зон.
учитывающий
общее влияние продольных и боковых внешних зон.
Поскольку кривые этих зависимостей
эквидистанты, то это позволяет сделать вывод, что общее влияние боковых и
продольных внешних зон можно найти из выражения:
 (42)
(42)
Анализируя случай осадки полосы
крестовидного сечения F, Г.С. Никитин получил зависимость
коэффициента  от отношения
площадей обжатий обжимаемого(F0) и
необжимаемого(F-F0) сечений
полосы:
от отношения
площадей обжатий обжимаемого(F0) и
необжимаемого(F-F0) сечений
полосы:
 (43)
(43)
С некоторым приближением формула
(43) может быть применена для расчёта контактных напряжений при прокатке в
калибрах и прокатке труб с учётом площадей обжимаемого и необжимаемого сечений.
В интервале 0,2 < l/hср
< 5,0 значение коэффициента  можно с достаточной для практических
расчётов определить по формуле:
можно с достаточной для практических
расчётов определить по формуле:
 (44)
(44)
При  коэффициент
коэффициент  т.е.
достигает максимума, что можно доказать, используя формулу Прандтля, согласно
которой
т.е.
достигает максимума, что можно доказать, используя формулу Прандтля, согласно
которой  где
где  - угол
поворота линии скольжения при её выходе с контактной поверхности на свободную,
для крестообразных сечений
- угол
поворота линии скольжения при её выходе с контактной поверхности на свободную,
для крестообразных сечений 
Согласно исследованиям М.Я. Бровмана
влияние внешних зон для квадратных, круглых и ромбических калибров значительно
меньше, чем при сжатии прямоугольного профиля, у которого ширина значительно
больше высоты.
Следует отметить, что в этих
исследованиях не учитывали влияние боковых внешних зон, а также условность
применения отношения l/hср для характеристики очага деформации при
прокатке в калибрах по аналогии с прокаткой на гладкой бочке.
6. Теория напряженных состояний с
учетом влияния внешних зон
Если считать деформацию двумерной и
пренебречь влиянием сил трения на контактной поверхности, то напряженное
состояние можно найти построением линии скольжения.
Для выяснения влияния внешних зон на
контактные напряжения при 0,50 > l/hср > 0,12 рассмотрим
решение задачи сжатия тела между параллельными плоскостями, используя результаты
работ В.В. Соколовского, Р. Хилла и А.Д. Томленова.
Напряженное состояние при этом
процессе сжатия, если также считать деформацию двумерной, можно представить
полем линий скольжения (рис. 11), состоящим из равнобедренного треугольника,
двух веерных зон и криволинейного четырехугольника, координаты узловых точек
которого можно определить различными способами. Контуры этого поля в
жесткопластичном материале определяют границы пластической зоны. Для реального
материала - это граница области, в которой упругие деформации весьма малы по
сравнению с пластическими.
Следует отметить, что
рассматриваемое поле удовлетворяет кинематическим условиям на границе, если
предположить, что зона прилипания распространяется на всю длину дуги контакта
(наблюдается в случаи деформации высоких заготовок при малой длине участка
контакта). Действительно, перемещение частиц на контактной поверхности при
деформации, описываемой полем, постоянны, что соответствует случаю прилипанию.
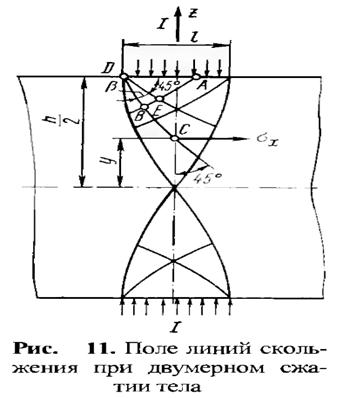
Чтобы определить давление на
контактной поверхности, рассмотрим равновесие половины тела расположенной
правее линии I - I (рис. 11):
 (45)
(45)
Для определения напряжения  рассмотрим
две ортогональные линии скольжения AB и BC (рис.11).
Применив к ним первую теорему Г. Генки, получим:
рассмотрим
две ортогональные линии скольжения AB и BC (рис.11).
Применив к ним первую теорему Г. Генки, получим:
 (46)
(46)
где σA, σB, σC - средние
напряжения в точках A, B, C; αAB, αBC - углы
поворота линий скольжения между точками A и B, B и C.
Так как линия скольжения BC в точке C составляет
с вертикалью угол 45º,
то
эти углы поворота равны углу β, заключенному между линиями
скольжения DB и DE:

Тогда из уравнения (46) следует, что

Входящие в эти уравнения средние
напряжения определяем из условия пластичности:
 (47)
(47)
Отсюда при z=0…(h-l)/2 находим:
 (48)
(48)
Учитывая, что на участке значений z
от (h-l)/2 до h/2 имеем  из уравнения
(45) получаем:
из уравнения
(45) получаем:
 (49)
(49)
Решаем уравнение (49) относительно
p:
 (50)
(50)
Чтобы проинтегрировать уравнение
(50) необходимо найти функцию  Как показал В.М. Луговской,
исследуя поля линий скольжения, эта функция аппроксимируется зависимостью:
Как показал В.М. Луговской,
исследуя поля линий скольжения, эта функция аппроксимируется зависимостью:
 (51)
(51)
После логарифмирования получаем
искомое выражение:
 (52)
(52)
Подставив (52) в формулу (50), после
интегрирования получим:
 (53)
(53)
Верхняя граница применимости этого
поля соответствует значению  когда приконтактные треугольники
сомкнутся вершинами и
когда приконтактные треугольники
сомкнутся вершинами и  Нижняя
граница соответствует значению l/h, при
котором линии скольжения не будут пересекать сечение тела и их поля у каждого
штампа становятся самостоятельными. В этом случае по уравнению (53) имеем:
Нижняя
граница соответствует значению l/h, при
котором линии скольжения не будут пересекать сечение тела и их поля у каждого
штампа становятся самостоятельными. В этом случае по уравнению (53) имеем:
 (54)
(54)
В правой части уравнения (54) находится
значение давления, соответствующее процессу вдавливания жесткого штампа в
полупространство, при котором характер поля изменяется. Решив уравнение (54),
получим, что  Таким
образом, формула (53) справедлива в пределах 1 > l/h > 0,118,
а при l/h < 0,118
давление определяется по формуле Прандтля:
Таким
образом, формула (53) справедлива в пределах 1 > l/h > 0,118,
а при l/h < 0,118
давление определяется по формуле Прандтля:

А.Д. Томленов предложил величину β в интервале
значений от 0 до π/4
аппроксимировать
функцией:
 (55)
(55)
где  а в интервале от π/4 до π/2 - функцией:
а в интервале от π/4 до π/2 - функцией:
 (55a)
(55a)
В результате этой аппроксимации он
получил следующие формулы для определения давления:
в интервале 
 (56)
(56)
в интервале 
 (57)
(57)
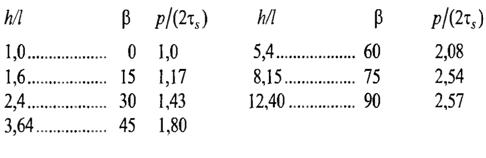
При значениях l/h < 0,118, что
соответствует βmax=75,8º, начинается
вытеснение металла вблизи контактных поверхностей, и в этом случаи давление
металла на валки следует определять по формуле Прандтля:  Значения
Значения  в
зависимости от h/l, вычисленные по формулам (56) и (57), следующие:
в
зависимости от h/l, вычисленные по формулам (56) и (57), следующие:
. Уточненное положение нейтрального
сечения
Положение нейтрального сечения, а
следовательно, и значение опережения могут быть определены из условия, что
нормальное и касательные контактные напряжения распределены по дуге захвата
равномерно при изменении знака касательных напряжений в нейтральном сечении.
Анализ нормальных контактных напряжений и сил трения свидетельствует о том, что
это не точно соответствует действительности. В.С. Смирнов предложил при
определении положения нейтрального сечения учитывать влияние зоны прилипания.
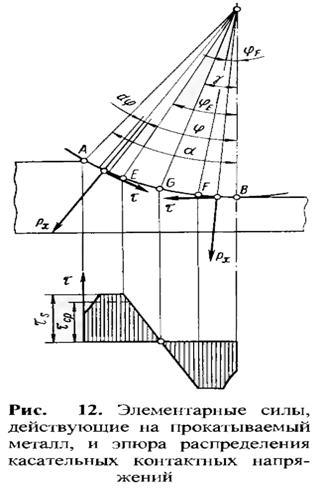
Положение нейтрального сечения
применительно к эпюрам, представленными на рис. 5, в-д, т.е. для случая
прокатки, характеризуемого развитой зоной прилипания, определим, используя
уравнение равновесия прокатываемого металла (рис. 12). Принимая px=pcp=const и
касательное напряжение τ
на
участках значений φ
от
0 до φF и φE до α равным
среднему значению силы трения для этих участков τ=τcp=τS, получим
формулу для расчёта нейтрального угла:
 (58)
(58)
 (59)
(59)
В случаи, если l/hcp < 2,
участок заторможенной деформации будет занимать всю дугу захвата, т.е. φE=α φF=0. Тогда
формула (58) для вычисления нейтрального угла будет иметь следующий вид:
 (60)
(60)
Соответственно протяженность зоны
опережения будет определяться выражением:
 (61)
(61)
где τA и τB - силы
трения в точках A и B.
Если принять в этом уравнении  то оно
совпадет с уравнением С. Экелунда.
то оно
совпадет с уравнением С. Экелунда.
. Положение максимума нормальных
контактных напряжений относительно нейтрального сечения
Уточним основные особенности
нейтрального сечения и сечения, проходящего через точку, расположенную на дуге
захвата, где нормальное контактное напряжение достигает наибольшего значения,
которое будем называть сечением максимального напряжения.
Нейтральное сечение характеризуется
тем, что выделенный в нем элемент прокатываемого металла движется со средней
скоростью, равной горизонтальной проекции скорости валков, и одинаково
стремится деформироваться как в сторону зону отставания, так и в сторону зоны
опережения. Отсюда следует, что касательные контактные напряжения, действующие
на этот элемент, должны быть равны нулю. Сечение максимального напряжения
характеризуется тем, что в нем нормальное контактное напряжение, а
следовательно и средние продольные напряжения сжатия в прокатываемом металле
достигают наибольшего значения. Поэтому у элемента, выделенного из
прокатываемого металла в этом сечении, значения продольных напряжений сжатия,
действующих с обеих сторон, одинаковы (рис. 13, a): 
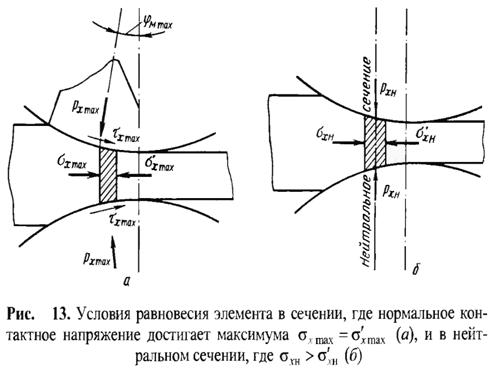
Исходя из условия равновесия указанных
двух элементов, учитывая при этом, что нормальное напряжение px значительно
больше, чем продольное напряжение σx, можно
убедиться в следующем:
- у элемента, выделенного в
нейтральном сечении (рис. 13, б) значения продольных напряжений с обоих его
сторон ( и
и  ) не
одинаковы, так как из условия равновесия необходимо, чтобы
) не
одинаковы, так как из условия равновесия необходимо, чтобы  и,
следовательно, нейтральное сечение не удовлетворяет условиям сечения максимального
напряжения;
и,
следовательно, нейтральное сечение не удовлетворяет условиям сечения максимального
напряжения;
- у элемента, выделенного в сечении
максимального напряжения, по контактным его поверхностям должны действовать
касательный напряжения, в противном случае при не будет соблюдено условие
равновесия. Не трудно заметить, что эти касательные напряжения должны быть
направлены в сторону вращения валков. Значение касательных напряжений τmax можно найти
из уравнения равновесия:
 (62)
(62)
где  - угол сечения максимального
напряжения.
- угол сечения максимального
напряжения.
Отсюда следует, что касательные
контактные напряжения в сечении максимального напряжения не равны нулю и, таким
образом, это сечение не удовлетворяет условиям нейтрального сечения.
На основании проведенного анализа условий
равновесия элемента, выделенного в указанных сечениях, можно прийти к вполне
определенному выводу: нейтральное сечение не должно совпадать с сечением
максимального контактного напряжения. Вывод о несовпадении этих двух сечений
был сделан А. Надаи и А.А. Королевым.
Так как касательные контактные
напряжения в сечении максимального напряжения направлены в сторону вращения
валков, то следовательно, это сечение расположено в зоне отставания, а не
нейтральное сечение смещено от него (очевидно, что на очень небольшую величину)
в сторону выхода металла из валков. В заключение попытаемся дать объяснение
этому выводу с физической точки зрения. Когда металл осаживают между двумя
наклонными плитами или валками, он может более свободно деформироваться в
направлении большого расстояния между плитами, а для того, чтобы он
деформировался в обоих направлениях, соответствующих нейтральному сечению,
необходимо иметь в данном месте увеличенные горизонтальные напряжения сжатия.
В случае равенства этих напряжений,
что соответствует максимуму напряжения, металл деформируется лишь в сторону
увеличения зазора. Чем меньше угол между плитами, тем ближе друг к другу
расположены нейтральное сечение и сечение максимального напряжения. Если плиты
параллельны, то положения нейтрального сечения и сечения максимального
напряжения совпадут.
. Напряжения на контактных
поверхностях валков, вращающихся с разными скоростями
В случае вращения валков с разными
скоростями процесс прокатки становится несимметричным: валок, обладающий
меньшей окружной скоростью, тормозит движение металла. Из условий равновесия
элемента, выделенного в очаге деформации, когда валки стремятся скользить по
нему в противоположные стороны, получим уравнение:

 (63)
(63)
Если принять, что  и
и  то после
интегрирования получим:
то после
интегрирования получим:
 (64)
(64)
Обозначим в начальном сечении,
проходящем через точку A (рис. 14), где силы трения начали
действовать в разные стороны, 
 тогда:
тогда:
 (65)
(65)
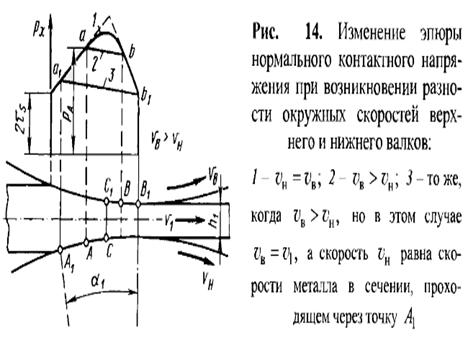
Проследим изменение эпюры
контактних напряжений по мере увеличения разности окружности окружних скоростей
обох валков. Если валки имеют одинаковые окружне скорости, то распределение
нормальних напряжений характеризуется эпюрой, показанной на рис. 14. Скорость
валка υв
равна средней скорости движения метала в сечении, проходящем через точку A. При
уменьшении скорости нижнего валка зона опережения на нем будет увеличиваться и
точка, определяющая начало этой зоны, переместится из нейтрального сечения в точку
A. Тогда очевидно, что, начиная, от этой точки нормальное напряжение можно
выразить уравнением (65), т.е. кривой ab. Таким
образом эпюра будет срезана, а зона опережения на верхнем валке сократится и
точка C1
переместится из нейтрального сечения в точку B. При
дальнейшем уменьшении скорости вращения нижнего валка точка B будет
перемещаться дальше и может занять положение точки B1. Зона
опережения на верхнем валке совсем исчезнет. В этом случае кривая, построенная
по уравнению (65), пройдет через точки a1 и b1 и
нормальное напряжение достигнет максимума. Зона опережения на нижнем валке
увеличится, и ее граница с зоной отставания будет определяться точкой A1. Очевидно,
что предельную разность скоростей валков можно найти из уравнения:
 (66)
(66)
. Экспериментальные исследования
контактных напряжений
Важное значение для подтверждения
теоретических выводов о распределении контактных напряжений по дуге захвата при
прокатке имеют экспериментальные данные.
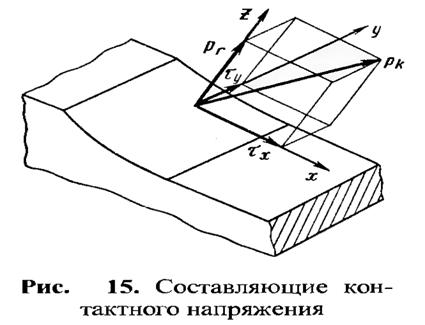
Напряжение pk,
действующее в каждой точке поверхности контакта металла с валком, является
вектором, который можно разложить по трем взаимно перпендикулярным направлениям
(рис. 15): pr -
радиальная составляющая (нормальное контактное напряжение); τx, τy -
составляющие касательного контактного напряжения.
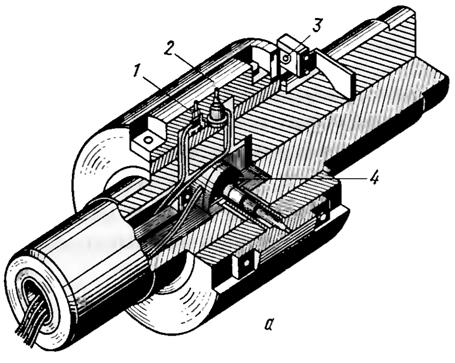
Идея постановки экспериментального
исследования контактных напряжений принадлежит А.Ф. Родзевичу-Белевичу, который
предложил провести измерения нормальных напряжений с помощью специальной
гидравлической месдозы, вмонтированной в валок. Эту идею осуществил Луег с
помощью пьезоэлектрической месдозы. Широко известны работы по исследованию
контактных напряжений Е.Я. Фролова, Т.М. Голубева, А.А. Королева, Н.И.
Сведе-Щвец, А.И. Целикова и других. При определении контактных напряжений
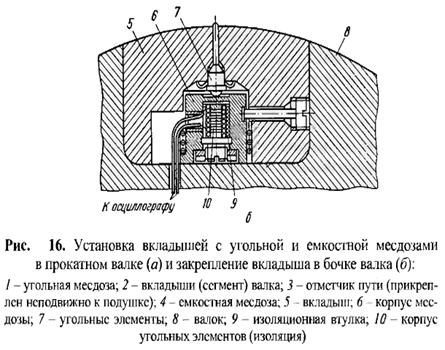
месдозу устанавливают в сегментном вкладыше валка (рис. 16). Сила давления
металла на валки передается на месдозу измерительным штифтом.
Месдоза представляет собой
цилиндрический стакан, внутри которого закреплены пластины конденсатора
(емкостная месдоза) или угольный столбик (угольная месдоза). Вкладыш и
измерительный штифт шлифуют по наружному диаметру вместе с валком.
При прокатке штифт, проходя зону
деформации, воспринимает и передает давление месдозе, в которой под влиянием
этого давления изменяется зазор между пластинами конденсатора или сопротивления
угольного столбика. Импульс месдозы передается на электрическую схему и далее
на осциллограф.
В настоящее время контактные
напряжения чаще всего измеряются одно- и трехкомпонентными месдозами с
проволочными и фольговыми тензодатчиками. Однокомпонентная месдоза состоит из
радиального штифта, пружины и цилиндрического полого стакана, на который
наклеены тензодатчики. Пружина предотвращает выход штифта из канала при
вращении валка.
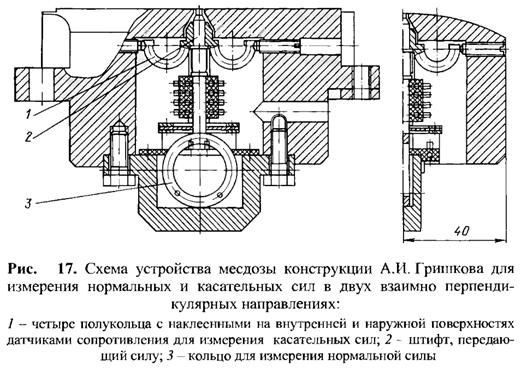
Трекомпонетной месдозой можно
измерить три составляющие контактного напряжения: pr, τx, τy. Такая
месдоза состоит из штифта и миниатюрных месдоз, измеряющих реакции штифта (рис.
17). Утоненный конец штифта опирается на кольцевой упругий элемент, служащий
измерителем радиальной силы.
Под действием радиальной силы. Под
действием радиальной силы штифт может свободно перемещаться на расстояние,
равное упругой деформации кольца.
Для измерения касательных сил вблизи
утоненного конца штифта установлены четыре полукольца попарно в двух взаимно
перпендикулярных плоскостях.
Утоненный конец штифта свободно
перемещается в тангенциальном направлении на расстояние, равное упругой
деформации полуколец.
С помощью нескольких
однокомпонентных месдоз, установленных в плоскости сечения валка, можно также
определить и силы трения.
А.П. Чекмарев и В.М. Клименко
использовали три штифта - радиальный и два наклоненных к нему под углом 45º. Этим методом
можно определить коэффициент трения в направлении оси прокатки. Отношение силы
трения к нормальной силе прокатки по показателям месдоз равно :
где p1, p2 -
напряжения в штифтах.
Наклоненные штифты под действием
силы, перпендикулярной оси штифта, прижимаются к стенкам отверстия и
возникающая при этом сила трения вносит определенные погрешности. Эти силы можно
учесть тарировкой.
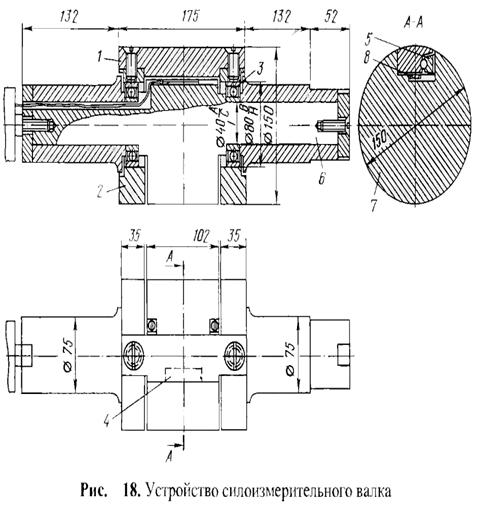
Измерение нормальных и касательных
напряжений может быть проведено также с помощью разрезного инструмента или
торсиометра. В тело валка устанавливают сегмент, который позволяет измерять
действующие на него нормальные и касательные силы при прохождении дуги захвата
(рис. 18).
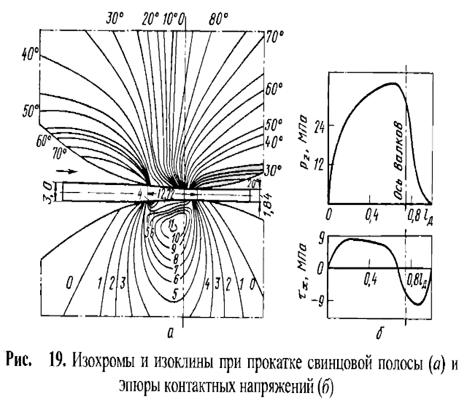
Для исследования контактных
напряжений при прокатке используют также поляризационно-оптический метод. При
просвечивании параллельным пучком света оптически активного материала под
нагрузкой на экране выявляются линии действия наибольших касательных напряжений
(изохомы) и нормальных напряжений (изоклины) (рис. 19).
Валки-диски изготовляют из оптически
активного материала (эпоксидная смола Э-40), заготовки - из свинца.
Исследования проводятся без нарушения сплошности валка, что является большим
преимуществом данного метода.
В работе В.П. Полухина и В.А.
Николаева контактные напряжения исследованы таким методом при разных обжатиях,
натяжениях и отношениях l/hcp со смазкой и
без смазки. Эти исследования также подтвердили наличие зоны прилипания, на
протяжении которой касательные
Напряжения почти линейно изменяются
от нуля в нейтральной точке до значения, достигающего значения τS в зонах
отставания и опережения.
Анализируя экспериментальные данные
о распределении контактных напряжений, можно сделать вывод, что характер всех
экспериментальных эпюр нормального напряжения, полученных при прокатке широких
полос в гладких бочках, очень близок к характеру эпюр, построенных на основании
теоретических выводов (рис. 5).
Для примера приведены эпюры
нормального напряжения, измеренного В. Луегом при холодной прокатке меди (рис.
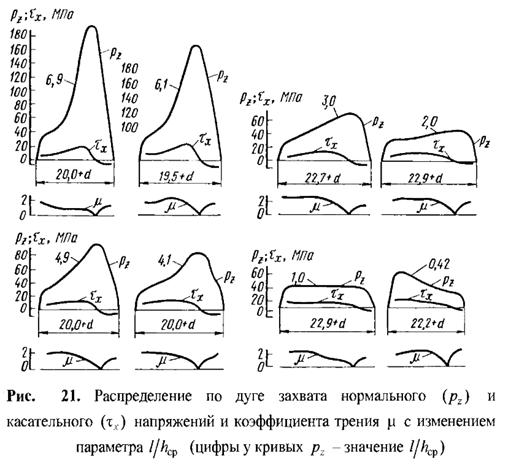
20) и А.П. Чекмаревым с В.М. Клименко (рис. 21) при прокатке стальных и
свинцовых образцов. Во всех этих случаях прокатывали образцы с разной высотой
сечения ис различными обжатиями, т.е. с разными l/hcp; замеры
проводили трехкомпонентными месдозами.
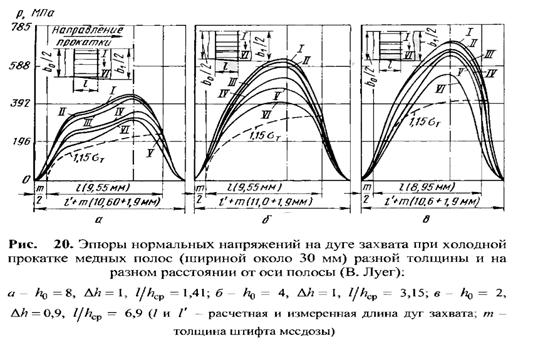
Сравнив кривые, приведенные на рис.
20, можно заметить, что по мере увеличения отношения l/hcp подъем эпюр
к участку, расположенному вблизи нейтрального сечения, становится более крутым,
а вершины эпюр - более остроконечными.
Анализ эпюр τx (рис. 21)
показывает, что их характер также зависит от отношения. В зонах отставания и
опережения касательные контактные напряжения сначала растут, достигая некоторых
максимальных значений, а затем снижаются при приближении к нейтральному
сечению. Наименьшие значения τx получены
при l/hcp≈1.
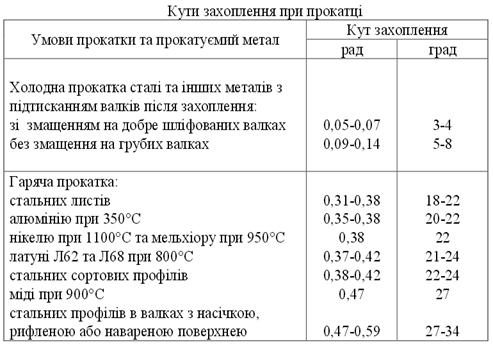
Задача
Условие: При каких значениях
параметров  и ε прокатка
является не реальной?
и ε прокатка
является не реальной?
|
 ε ε
|
|
|
0,3
|
0,2
|
|
0,8
|
|
1,2
|
0,4
|
Решение:
Так как


 отношение преобразуем
так:
отношение преобразуем
так:

Возможность процесса прокатки
определим из угла захвата, известные значения в зависимости от условий:
Результат расчёта сведём в таблицу
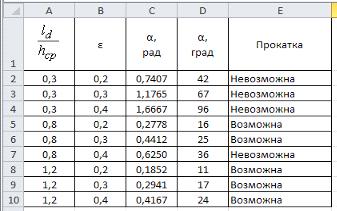
Где:
C2= ((2*B2)/A2)/(2-B2)
D2=C2*57,3
E2= =ЕСЛИ(D2<34;"Возможна";"Невозможна")
контактный напряжение дуга деформация
Литература
1.
Никитин Г.С. Теория непрерывной продольной прокатки - МГТУ, 2009 - 400с.
.
Грудев А.П. Теория прокатки - М. : Металлургия, 1988. - 240с.
.
Максименко О.П., Лясота С.М., Романюк Р.Я. Теорія
процесів
прокатного, трубного, ковальсько-штампувального та волочильного виробництв
- ДДТУ, 2004 - 263с.