Кирпич и камни силикатные
Содержание
силикатный кирпич камень стеновой
Введение
.
Технологическая часть
.1
Номенклатура продукции
.2 Сырье
.3 Выбор и
обоснование способа и технологической схемы производства
.4 Режим
работы и фонд рабочего времени
.5 Расчет
производственной программы
.6 Расчет и
подбор оборудования
.7 Расчет
потребности в электроэнергии
.8 Расчет
складов и бункеров
.9 Расчет
потребности в рабочей силе
. Контроль
качества продукции и технологического процесса
. Охрана
труда и окружающей среды
Список
использованных источников
Введение
Производство стеновых материалов всегда было предметом
особого внимания. Эта большая группа строительных материалов требует серьезного
анализа для того, чтобы сформировать обоснованную тенденцию их дальнейшего
развития.
Было время, когда производство мелкоштучных изделий
возводилось в ранг преступного направления технологического развития. Однако
реальные условия менялись, и в итоге возобладало мнение, что кирпичный завод
может не только решать жилищную проблему хозяйственной структуры, но и
обеспечить благосостояние ее владельцам.
За последнее десятилетие отрасль мелкоштучных стеновых
материалов потеряла безвозвратно мощностей в количестве 7,8 млрд. шт. усл.
кирпича, или 24,3%. В настоящее время производится лишь 37,6% того, что производилось
в начале 90-х годов.
Применение лицевого силикатного кирпича для отделки и
облицовки зданий и сооружений в значительной степени повышает
архитектурно-эстетические требования в строительстве.
Наращивание производства стеновых и других
строительных материалов должно осуществляться на базе внедрения современного
оборудования, комплексной механизации и автоматизации процессов, принципиально
новых ресурсов и энергосберегающих технологий, выпуска продукции широкого
ассортимента и высокого качества. Значительная роль в этом отводится проектным
организациям, которые через разрабатываемые проекты по существу переносят
достижения науки и техники в производство.
Достоинство силикатного кирпича, силикатных стеновых камней и блоков
заключается в относительной простоте и высокой механизации технологических
процессов, сравнительно высоких тепло энергетических затратах на их
производство и в конечном итоге меньшей стоимости продукции. Однако полнотелые
прессованные силикатные изделия к которым относятся силикатный кирпич, стеновые
камни и блоки, так же как и полнотелые керамические стеновые изделия, могут
быть экономически обоснованно использованы лишь в качестве облицовочного в
сочетании с теплоэффективными изделиями. [1]
1. Технологическая часть
.1 Номенклатура продукции
Силикатный кирпич по ГОСТ 379-95 "Кирпич и камни силикатные"
подразделяется на обыкновенный (250 х 120 х 65 мм), утолщенный (250 х 120 х 88
мм) кирпич и силикатный камень (250 х 120 х 138 мм).
Планируемая мощность завода 140 млн. штук условного кирпича в год. Из них
75% СУР - 100/15 ГОСТ 379-95 кирпич силикатный пустотелый утолщенный рядовой с
пустотностью 25%, остальные 25% СОР - 175/25 ГОСТ 379-95 кирпич сплошной
рядовой.
Кирпич одинарный и пустотелый изготовляют в форме прямоугольного
параллелепипеда размерами, указанными в таблице 1.
Таблица 1 - Номенклатура выпускаемого кирпича
|
Вид изделия
|
Длина, мм
|
Ширина, мм
|
Толщина, мм
|
|
Кирпич сплошной
|
250
|
120
|
65
|
|
Кирпич пустотелый
утолщенный
|
250
|
120
|
88
|
Предельные отклонения от номинальных размеров и геометрической формы
изделия не должны превышать, мм:
- по длине, толщине и ширине - ±2;
- по параллельности граней - ±2.
На рядовом изделии не допускаются дефекты внешнего вида, размеры и
количество которых превышают указанные в таблице 2.
Проколы постели пустотелых изделий размером более 10 мм, а также дефекты
изделий (вздутие и шелушение поверхности, увеличение объема, наличие сетки
мелких трещин от непогасившейся силикатной смеси) не допускаются.
В рядовом изделии не допускается наличие в изломе или на поверхности
глины, песка, извести и посторонних включений размером свыше 5 мм в количестве
более 3.
Внешний вид:
. Поверхность граней изделия должна быть плоской,
ребра прямолинейными.
Допускается выпускать лицевые изделия с закругленными
вертикальными ребрами радиусом не более 6 мм.
2. На рядовом изделии не допускаются дефекты внешнего
вида, размеры и количество которых превышают указанные в таблице 2.
Таблица 2 - Виды дефектов
|
Вид дефекта
|
Значение
|
|
1 Отбитости углов глубиной
от 10 до 15 мм, шт.
|
3
|
|
2 Отбитости притупленности
ребер глубиной от 5 до 10 мм, шт.
|
3
|
|
3 Шероховатости или срыв
грани глубиной, мм.
|
5
|
|
4 Трещины на всю глубину
изделия протяженностью по постели до 40 мм, шт.
|
1
|
. Отбитости и притупленности углов и ребер,
шероховатости, трещины и другие повреждения на лицевых поверхностях лицевых
изделий не допускаются.
. В рядовом изделии не допускается наличие в изломе
или на поверхности глины, песка, извести и посторонних включений размером свыше
5 мм в количестве более 3.
. Количество половняка в партии должно бить не более
5% для рядовых изделий.
Марка по прочности.
Марку камня по прочности устанавливают по пределу
прочности при сжатии, а кирпича - по значению пределов прочности при сжатии и
изгибе, указанных в таблице 3.
Таблица 3.
|
Марка изделия
|
Предел прочности, не менее
МПа (кгс/см2)
|
|
при сжатии
|
при изгибе
|
|
Всех видов изделий
|
одинарного и утолщенного
полнотелого кирпича
|
утолщенного пустотелого
кирпича
|
|
средний для пяти образцов
|
наименьший из пяти значении
|
средний для пяти образцов
|
наименьший из пяти
значениий
|
средний для пяти образцов
|
Наименьший из пяти значении
|
|
300 250 200 175 150 125 100
75
|
30,0(300) 25,0(250)
20,0(200) 17,5(175) 15,0(150) 12,5(125) 10,0(100) 7,5(75)
|
25,0(250) 20,0(200)
15,0(150) 13,5(135) 12,5(125) 10,0(100) 7,5(75) 5,0(50)
|
4,0(40) 3,5(35) 3,2(32)
3,0(30) 2,7(27) 2,4(24) 2,0(20) 1.6(16)
|
2,7 (27) 2,3 (23) 2,1(21)
2,0(20) 1,8(18) 1,6(I6) 1.3(13) 1,1(11)
|
2,4(24) 2,0(20) 1,8(18)
1,6(16) 1,5(15) 1,2(12) 1,0(10) 0,8(8)
|
1.8(18) 1,6(16) 1,3(13)
1,2(12) 1.1(11) 0,9(9) 0.7(7) 0.5(5)
|
|
Примечания: 1 Предел
прочности при изгибе определяют по фактической площади изделия без вычета
площади пустот. Марка по прочности лицевого кирпича должна быть не менее 125,
лицевых камней - 100.
|
За марку по морозостойкости принимают число циклов
попеременного замораживания и оттаивания, при которых в изделиях отсутствуют
признаки видимых повреждений (шелушение, расслоение, выкрашивание и др.), а
снижение прочности при сжатии не превышает 25% для рядовых.
Водопоглощение изделий должно быть не менее 6%.
Масса утолщенного кирпича в высушенном состоянии
должна быть не более 4,3 кг.
По согласованию предприятия - изготовителя с
потребителем, отраженному в договоре на поставку, допускается изготовлять
утолщенный полнотелый кирпич массой более 4,3 кг.
Изделия относят к группе негорючих строительных
материалов по ГОСТ - 30244.
Изделия, предназначенные для кладки наружных стен
зданий и сооружений, должны подвергаться испытанию на теплопроводность.
Удельная эффективная активность естественных
радионуклидов в изделии должна быть не более 370 Бк/кг.
Требования к сырью и материалам.
Материалы, применяемые при изготовлении изделий,
должны соответствовать требованиям действующих нормативных и технических
документов на эти материалы и обеспечивать получение изделий заданных
технических характеристик.
Маркировка.
Изделия должны маркироваться в каждом штабеле (пакете)
по одному в среднем ряду.
На изделие наносят несмываемой краской при помощи
трафарета или штампа товарный знак предприятия-изготовителя.
Каждое грузовое место (пакет) должно иметь
транспортную маркировку по ГОСТ 14192 [2].
1.2 Сырье
Основными видами сырья для производства силикатного кирпича являются
известь и песок.
Магнезиальная негашеная известь в условиях автоклавной обработки образует
с молотым кварцевым песком основное количество цементирующего вещества.
Качество извести для производства силикатного кирпича обычно
характеризуется двумя основными показателями: содержанием активных (CaO+MgO) и
скоростью гашения. Магнезиальная известь в соответствии с требованиями ГОСТ
9179-77 "Известь строительная", разделяется на три сорта.
Таблица 4 - Технические требования к извести [3]
|
Известь Магнезиальная и
доломитовая
|
Сорт
|
Содержание, % по массе
|
|
|
Активных CaO+MgO, не менее
|
Активной MgO, не более
|
СО2, не более
|
Непогасившихся зерен, не
более
|
|
1
|
85
|
20(40)
|
5
|
10
|
|
2
|
75
|
20(40)
|
6
|
15
|
|
3
|
65
|
20(40)
|
11
|
20
|
Повышение прочности силикатного кирпича достигается путем введения в
состав сырьевой смеси некоторого количества молотого кварцевого песка (при
помоле извести в шаровой мельнице), либо приготовлением совместно-молотых
известково-кремнеземистых вяжущих.
Оптимальное соотношение извести и кремнеземистого компонента 1:1 по весу.
Активность вяжущего при этом 35-40%.
Совместный помол компонентов вяжущего производят в шаровых мельницах,
обеспечивающих получение стабильного продукта необходимой дисперсности.
Тонкость помола вяжущего характеризуется остатками на ситах №02 и 008.
Кварцевые пески, являясь основным компонентом шихты при изготовлении
силикатного кирпича, широко распространены почти по всей территории нашей
страны. По данным геологической разведки, большинство месторождений песка -
кварцевые и кварцево-полевошпатные. Значительно меньше распространены
полевошпато-кварцевые и нефелиновые. В зависимости от места залегания пески
бывают: горные и овражные, речные и озерные, морские и дюнные.
Горные и овражные пески характеризуются угловатой формой зерен с
шероховатой поверхностью. Наиболее чистые, содержание не менее 95% кремнезема,
- речные, озерные и морские. Залегая на берегах или на дне рек и морей, они
имеют песчинки окатанной формы с гладкой поверхностью.
Барханные (дюнные) пески имеют округлую форму зерен и более шероховатую
поверхность.
Природный песок, в зависимости от зернового состава, бывает крупный,
средний, мелкий и очень мелкий. Для каждой группы природного песка полный
остаток на сите с сеткой №063 и модуль крупности Мк должны соответствовать
значениям, указанным в таблице 5.
Таблица 5 - Группы крупности песков
|
Группа песка
|
Полный остаток на сите
№063, % по весу
|
Модуль крупности
|
|
Крупный
|
Более 50
|
Более 2,5
|
|
Средний
|
30-50
|
2,5-2,0
|
|
Мелкий
|
10-30
|
2,0-1,5
|
|
Очень мелкий
|
Менее 10
|
1,5-1,0
|
Причем, если при определении группы песка по крупности он не отвечает
одновременно обоим требованиям таблицы 7, то решающей является величина модуля
крупности этого компонента.
От качества песка в значительной степени зависит качество силикатного
кирпича. Одним из важных показателем является зерновой состав песка. Наиболее
эффективен кварцевый песок неоднородный по гранулометрическому составу с
наличием зерен с острыми гранями и шероховатой поверхностью. В этом случае
происходит более компактная укладка сырьевой смеси в процессе прессования за
счет равномерного распределения крупных мелких зерен песка между собой, а также
более полное связывание кварца с известью в процессе тепловлажностной
обработки.
По зерновому составу песок должен удовлетворять требованиям таблицы 8.
(ГОСТ 8736-93)
Таблица 6 - Зерновой состав песка [4]
|
Размеры отверстий
контрольных сит мм
|
Полные остатки на ситах, %
по весу
|
|
2,5
|
0-10
|
|
1,25
|
0-18
|
|
0,63
|
10-47
|
|
0,315
|
30-80
|
|
0,14
|
60-90
|
|
0,08
|
70-95
|
При использовании однородных по гранулометрическому составу песков, а
также содержащих зерна окатанной формы, требуется большое количество извести
при формовании, а сырец и готовый силикатный кирпич, как правило, имеют более
низкую прочность.
Зерен крупнее 5 м не должно бать более 5% по весу.
Существенное влияние на качество цветного силикатного кирпича оказывают
примеси песка. Вредные примеси - комковатые глинистые включения - затрудняют
подготовку и переработку силикатной массы, снижают прочность и морозостойкость
кирпича, повышают его водопоглощение.
Поэтому при изготовлении цветного силикатного кирпича, к которому
предъявляются более высокие требования по прочности и морозостойкости,
силикатные заводы должны уделить особое внимание вопросам переработки
силикатной массы, содержащей глинистые включения.
В кварцевых песках однородного состава при равномерном распределении и
допустимом содержании глина оказывает положительное влияние на формовочную
способность смеси, сырцовую прочность кирпича и качество готовой продукции.
Содержание в песке пылевидных, илистых и глинистых частиц размером менее
0,05 мм должно быть не более 10%, в том числе глинистых частиц размером менее
0,005 мм - не более 2%; содержание слюды - не более 0,5%.
Содержание в песке сернистых и сернокислых примесей в пересчете на SO3
должно быть не более 2%, а щелочей (в пересчете на Na2О) не более 3,6% [4].
.3 Выбор и обоснование способа и технологической схемы производства
Производственный процесс начинается с доставки сырья на склады завода.
В качестве известкового компонента может использоваться магнезиальная или
доломитовая известь при условии активного состояния MgО в ней, что
обеспечивается скоростным обжигом в узком интервале температур в печах кипящего
слоя (900-9500С). При длительных сроках гашения извести с высоким
содержанием MgО необходимо предусмотреть ускорение процесса гашения - более
тонкий помол извести, предварительное ее гашение в гасильных барабанах под
давлением пара 0,5-0,6 МПа, использование горячей воды для гашения или пара.
[5].
Доставка песка на завод осуществляется автотранспортом. Складируется
песок на открытой площадке. Со склада песок поступает на
грохот для выделения крупных включений. Из барабанного грохота большая
часть песка (90%) поступает в бункер в качестве заполнителя, а остальная часть
(10%) отправляется в другой бункер, из которого затем поступает в шаровую
мельницу для совместного помола с негашеной известью. Мельница представляет
собой цилиндр, вращающийся на полых втулках. Внутреннее пространство мельницы
разделено на камеры. В первой камере осуществляется грубый помол. Во второй
камере происходит более тонкое измельчение. Измельченная известь направляется в
бункер вяжущего. Отделение, где происходит приготовление
известково-кремнеземестого вяжущего, называют помольным. В зависимости от
мощности применяют различные трубные шаровые мельницы.
Во избежание замазывания узких горловин мельниц влажным песком
рекомендуется удалить из передней цапфы мельницы втулку с расположенными внутри
нее по винтовой линии невысокими гребнями, а взамен установить и закрепить
шнек, входящий наружу, и неподвижный корпус. В результате получается винтовой
смеситель, в котором влажный песок подсушивается мелкодробленной известью,
сухая смесь бесперебойно поступает в мельницу и сразу подвергается помолу.
Из расходных бункеров песок, вода и продукт помола весовыми дозаторами
подают в лопастной смеситель, куда дозатором подается горячая вода (конденсат).
В смесителе происходит первичное перемешивание компонентов. По технологическим
требованиям при первичном перемешивании необходимо добиться равномерного
распределения в смеси извести и воды, что обеспечивает нормальное гашение и
последующую обработку смеси в силосах. Количество воды должно обеспечивать
полное гашение извести в силикатной смеси. Влажность гашеной смеси после силоса
должна составлять около 3%.Продолжительность нахождения смеси в силосах должна
обеспечивать полное гашение извести в смеси и определяется свойствами
применяемого сырья, и в первую очередь извести. Время гашения извести в
силикатной смеси значительно меньше, чем при гашении чистой извести за счет
отвода тепла песком. После выхода из силосов смесь системой ленточных конвейеров
подается на доувлажнение и дополнительное перемешивание в смеситель.
Доувлажненная силикатная смесь ленточными конвейерами подается в
расходные бункера прессов. Чаще всего используются прессы с неподвижным столом.
Автоматический укладчик раскладывает кирпичи в ряды на подвижную ленту. По мере
заполнения ленты рядами отформованного кирпича другой автоматический укладчик
укладывает его на вагонетки. Заполненные вагонетки закатываются на общую
тележку. Тележка направляет вагонетки в автоклавы. Растворимость СаО в воде
составляет 1 г/л. Растворимость же SiO2 всего 0,0002 г/л. Однако при повышении
температуры его растворимость увеличивается до 0,5 г/л. Для этой цели и
используют автоклав.
Температуру сырца в период загрузки в автоклав можно принять 40°С. Температура
стенок автоклава выше, чем температура сырца, в связи с этим тепло передается
наружным поверхностям кладки сырца на вагонетках и часть воды из него
испаряется, повышая относительную влажность воздуха в автоклава, если одна из
его крышек закрыта.
При впуске насыщенного пара он омывает сырец, вагонетки и стенки
автоклава и смешивается с находящимся там воздухом. Вначале происходит только
интенсивный прогрев сырца благодаря большой разности температур между ним и
паром. Давление же сохраняется на уровне атмосферного до тех по, пока средняя
температура в нем не достигнет 100°С. Этот период является пропариванием сырца
без давления.
После выравнивания температур условия твердения во всех зонах становятся
одинаковыми. В этот период происходит пропаривание кирпича под давлением до 12
атмосфер и температуре 180-210 Сº, образуются гидросиликаты кальция,
отличающихся высокой прочностью:
+ SiO2+ Н2О t=180-210 Сº, P=8-12 атм nCaO · SiO2· Н2О
Как только давление начинает снижаться, тотчас же находящийся в порах кирпича
вода становится перегретой по отношению к теоретической температуре жидкости и
бурно вскипает.
Цикл запаривания длится до 10 часов. После этого вагонетки с кирпичами из
автоклава отправляются на склад. В течение некоторого времени нахождения на воздухе
продолжается рост прочности кирпича, что обусловлено высыханием, а также, тем
что не вступившая в реакцию с кремнезёмом Са(ОН)2 реагирует с СО2 воздуха,
образуя СаСО3 [5].
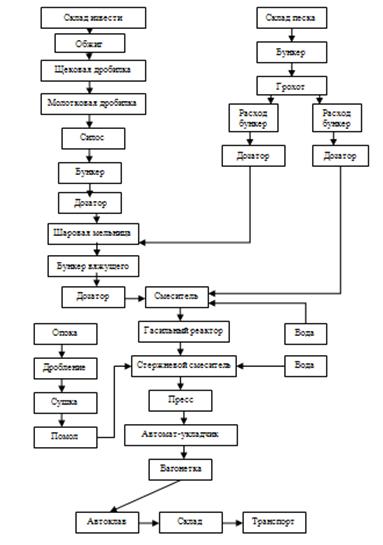
Рисунок 2- Технологическая схема производства
1.4 Режим работы и фонд рабочего времени
Режим работы следует принимать в соответствии с нормами технологического
проектирования и технологическими регламентами.
Таблица 7 - Режим работы [6]
|
Наименование отделений и
переделов производства
|
Количество рабочих смен в
сутки
|
Количество рабочих дней в
году
|
Номинальный фонд раб
времени
|
Коэффициент использования,
Ки
|
Фактический раб фонд
времени
|
|
Отделение приема сырья
|
2
|
253
|
4048
|
1
|
4048
|
|
Отделение обжига извести
|
3
|
365
|
8760
|
0,95
|
8322
|
|
Помольное отделение
|
2
|
253
|
4048
|
0,9
|
3643
|
|
Смесеприготовительное
отделение
|
2
|
253
|
4048
|
0,8
|
3238
|
|
Формовочное отделение
|
2
|
253
|
4048
|
0,82
|
3319
|
|
Запарочное отделение
|
3
|
253
|
6072
|
0,95
|
5768
|
|
Склад готовой продукции:
-по приему -по отгрузке автотранспортом
|
3 2
|
253 253
|
6072 4048
|
0,95 1
|
768 4048
|
Продолжительность рабочей смены - 8 часов.
Годовой фонд работы оборудования определяется путем умножения
нормативного фонда рабочего времени на коэффициент использования оборудования.
ТР= ТГ × Кn (1)
ТГ= N × n × t , (2)
где N - количество рабочих дней в году- количество рабочих смен в сутки-
продолжительность рабочей смены
.5 Расчет производственной программы
Режим работы завода: 253 рабочих дня по пятидневной рабочей неделе, 2
смены.
Производительность завода: 140 млн. шт. усл. кирпича в год.
Ассортимент продукции: 75% - кирпич пустотелый утолщенный (пустотность
25%), 25% - кирпич сплошной.
Принимаем марку пустотелого утолщенного кирпича равной 100, а марку сплошного
кирпича 175. В качестве формовочных агрегатов принимаем комплексы СМС-296.
Выбираем 2-х сменный режим работы формовочного оборудования. Коэффициент его
использования Ки равен 0,82, а годовой фонд рабочего времени:
Тр = Тг · Ки = N·n·t·Ки = 253·2·8·0,82 = 3319 ч (3)
Паспортная производительность пресса СМС-296 при формовании условного
кирпича составляет 5,76 тыс. штук условного кирпича в час. Таким образом
годовая производительность одного пресса:
= П · Тр · К1 · Кг (4)
где К1 - коэффициент выхода годной продукции из пресса. У пустотелого
К1=0,97; полнотелого К2=0,985.
Кг - коэффициент выхода годной продукции из автоклава.
При формовании сплошного кирпича:
= 5,76·0,985·0,985·3319 = 18548 тыс. шт. усл. кирпича в год (5)
При формовании пустотелого утолщенного кирпича:
= 6,48·0,97·0,985·3319 = 20548 тыс. шт. усл. кирпича в год (6)
Для обеспечения годовой программы по пустотелому утолщенному кирпичу
необходимо установить n1 - количество прессов:
 (7)
(7)
Принимаем
для пустотелого утолщенного кирпича 5 прессов
Для
обеспечения годовой программы по сплошному кирпичу- n2 прессов:
 (8)
(8)
Принимаем
для сплошного кирпича 2 пресса.
Соотношение между марками пустотелого и сплошного кирпича, определяем по
номограмме.Для 25% пустот оно равно 0,575. Таким образом, прочность сплошного
кирпича, кг/ , равна
, равна
Находим
удельный расход вяжущего для пустотелого кирпича М 100: Ц = 410 кг/тыс. шт.;
Находим
удельный расход вяжущего для сплошного кирпича М 175: Ц = 540 кг/тыс. шт
Годовой
расход вяжущего вещества составляет: на выпуск пустотелого утолщенного кирпича:
 (9)
(9)
на
выпуск сплошного кирпича:
 (10)
(10)
всего:
 (11)
(11)
В
том числе извести:
 (12)
(12)
С
учетом 4% потери расход вяжущего составляет:
 (13)
(13)
В том числе извести:
 (14)
(14)
Расход
песка в год составляет:
 (15)
(15)
Расход
песка с учетом 2% потерь:
 (16)
(16)
Расход
воды на годовой выпуск изделий:
 (17)
(17)
Таблица 8 - Расход основных материалов
|
Наименование
|
Ед. изм.
|
Расход материалов
|
|
|
часовой
|
суточный
|
годовой
|
|
|
средний
|
максим.
|
средн.
|
максим.
|
|
|
Вяжущее состава 1:1
|
т
|
20,2
|
23,2
|
265,28
|
278,54
|
67118
|
|
Известь
|
т
|
10,1
|
11,62
|
132,64
|
139,27
|
33559
|
|
Песок
|
м3т
|
94,1 122,36
|
108,24 140,7
|
1234,7 1605,18
|
1296,5 1685,4
|
312393 406111
|
|
Вода
|
т
|
5,7
|
6,5
|
74,81
|
78,55
|
18929
|
|
Опока
|
т
|
15,2
|
17,47
|
194,5
|
204,2
|
49216
|
|
Формовочная смесь
|
т м3
|
148,3 105,9
|
170,5 121,8
|
1945,3 1389,5
|
2042,5 1459
|
492158 351541
|
|
Формовочная смесь с
опокой(10% от массы)
|
т м3
|
163,1 116,5
|
187,6 134
|
2139,8 1528,4
|
2246,8 1604,9
|
Для перевода основных материалов из м3 в тонны необходимо умножить на
плотность вычисляемый материал. Плотность приведена в таблице 7.
Таблица 9 - Плотность основных материалов
|
Наименование
|
Плотность т/м3
|
|
Известь
|
1
|
|
Вода
|
1
|
|
Песок
|
1,3
|
|
Формовочная смесь
|
1,4
|
Склад готовой продукции:
По приему
Количество в год: 140 000 тыс. шт.
Количество в сутки:
000/253 = 553,3
Количество в час:
000/5768 = 24,3
По отгрузке:
Количество в год: 140 000 тыс. шт.
Количество в сутки:
000/253 =553,3
Количество в час:
140 000/5768 = 24,3
Кирпич в автоклав:
Количество в год с учетом 1.5% потерь:
000*1,015 = 142100
Количество в сутки:
/253 = 561,6
Количество в час:
/5768 = 24,6
В том числе сплошных в год:
*0,25=35525
В сутки:
/253=140,4
В час:
/5768=6,15
В том числе пустотелых в год:
142100*0,7=106575
В сутки:
/253=421,2
В час:
/5768=18,5
Кирпич на формовку:
Количество сплошного кирпича в год с учетом 1,5% потерь:
*1,015 = 36058 тыс. шт.
Количество в сутки:
/253 = 142,5
Количество в час:
/3319 = 10,9
Количество пустотелого кирпича в год с учетом 3% потерь:
*1,03 = 109772 тыс. шт.
Количество в сутки:
109772/253 = 433,9
Количество в час:
/3319 = 33,1
Всего в год:
+ 109772 = 145830
Всего в сутки:
/253 = 576,4
Всего в час:
/3319 = 43,9
Смесь в смесительном отделение:
Количество в год: 541374 т
Количество в сутки:
/253 = 2139,8 т
Количество в час:
/3238 = 167,2 т
Количество в год: 386696 м3
Количество в сутки:
/253 =1528,4 м3
Количество в час:
/3238 = 119,4 м3
В том числе песок в год: 312393 м3
В сутки:
/253=1234,7 м3
В час:
/3238=94,12 м3
В том числе вяжущее в год: 67118 т
В сутки:
/253=265,3 т
В час:
/3238=20,22 т
В том числе опоки в год:
492158/10=49216 т
В сутки:
/253=194,5 т
В час:
/3238=15,2 т
Вяжущее в помольном отделение:
Количество в год: 67118 т
Количество в сутки:
/253 = 265,3 т
Количество в час:
/3643 = 18,4 т
В том числе песок в год: 33559 т
В сутки:
/253=132,4 т
В час:
/3643=9,2
В том числе известь в год: 33559 т
В сутки:
/253=132,4 т
В час:
/3643=9,2 т
Известь с обжига:
Количество в год:33559 т
Количество в сутки:
/365=91,94 т
Количество в час:
/8322=4,03 т
Известняк на склад:
Количество в год:
*1,6=53694,4 т
Количество в сутки:
,4 /253=212,2 т
Количество в час:
,4/4048=13,26 т
Таблица 10 - Производственная программа
|
Наименование передела
|
Ед. изм.
|
Количество в
|
|
|
год
|
сутки
|
час
|
|
1
|
2
|
3
|
4
|
5
|
|
Кирпич на склад
|
тыс. шт.
|
140000
|
553,4
|
42,2
|
|
Кирпич в автоклав: - в том
числе сплошных - пустотелых
|
тыс. шт.
|
142100 35525 106575
|
561,6 138,3 415
|
24,63 6,16 18,47
|
|
Кирпич на формовку: - в том
числе сплошных - пустотелых - всего
|
тыс. шт.
|
35525 108150 143675
|
140,4 427,5 567,9
|
10,7 32,6 43,3
|
|
Смесь в смесительном
отделение: - в том числе песок - вяжущее - опока
|
т м3 м3 т т
|
541374 386696 312393 67118
49216
|
2139,8 1528,4 1234,7 265,3
194,5
|
167,2 119,4 94,12 20,22
15,2
|
|
Вяжущее в помольном
отделение: - в том числе песок - известь
|
т т т
|
67118 33559 33559
|
265,3 132,64 132,64
|
18,4 9,17 9,17
|
|
Известь с обжига
|
т
|
33559
|
91,94
|
4,03
|
|
Известняк на склад
|
т
|
53694,4
|
212,2
|
13,26
|
При расчете производственной программы следует учитывать потери
принимаемые согласно таблице 11.
Таблица 11 - Нормы потерь и образования отходов
|
Наименование
|
Потери, %
|
|
Кирпич в автоклаве
|
1,5
|
|
Кирпич на формовку: - в том
числе сплошных - пустотелых
|
1,5 3,0
|
1.6 Расчет и подбор оборудования
Выбор и расчет основного технологического оборудования производим в
соответствии с принятой технологической схемой.
Расчет основных агрегатов (прессов) произведен при расчете
производственной программы.
На проектируемом предприятии установлен механический пресс СМС - 296.
Количество прессов для формования пустотелого утолщенного кирпича - 5, для
формования сплошного кирпича - 2 прессов.
Количество единиц остального оборудования рассчитывается по формуле:
 (18)
(18)
где
Qч - производительность по переделу, т/ч (т/сут, м3/ч);
Кн
- коэффициент неравномерности потребления (Кн = 1,1);п - паспортная
производительность, т/ч (т/сут, м3/ч).
Для
первой стадии дробления комовой извести щековая дробилка РЕ200350. Основные
технические характеристики щековой дробилки: размер (приёмного загрузочного)
отверстия - 500×700
мм; наибольший размер загружаемых кусков
- 500 мм; пределы регулирования выходной щели - 20-50 мм; мощность
электродвигателя - 75 кВт.
Рассчитаем
количество щековых дробилок, необходимых для обеспечения заданной
производительности по переделу:
 (19)
(19)
Принимаем 2 щековые дробилки.
Для второй стадии дробления извести установлена роторная молотковая
дробилка СМД-147А. Основные технические характеристики: размер ротора - 700×600 мм; размер загрузочного отверстия
- 475×650 мм; наибольший размер загружаемых
кусков - 200 мм; ширина щелей решётки - 13 мм; производительность - 10 т/ч;
мощность электродвигателя - 55 кВт.
Рассчитаем количество молотковых дробилок, необходимых для обеспечения
заданной производительности по переделу:
 (20)
(20)
Принимаем
одну молотковую дробилку.
Для
удаления из песка посторонних примесей - камней, комочков глины, веток,
металлических предметов крупных включений установлен камневыделительный грохот
СМД-23. Основные технические характеристики: производительность 140 т/ч;
мощность электродвигателя 7 кВт
Рассчитаем
количество грохотов, необходимых для обеспечения заданной производительности по
переделу:
 (21)
(21)
Принимаем один грохот.
Для помола вяжущего установлена трубная мельница диаметром 2 метра,
длинной 10,5 метров.
Производительность мельницы составляет 13 т/ч, мощность главного
электродвигателя - 500 кВт.
Рассчитаем количество мельниц, необходимых для обеспечения заданной
производительности по переделу:
 (22)
(22)
Принимаем две мельницы.
Для перемешивания вяжущего с заполнителем и водой установлен двухвальный
лопастной смеситель СМК-126А. Основные технические характеристики:
производительность - 64 м3/ч; активная длина корыта - 3540 мм;
частота вращения лопастей - 50 мин-1; мощность электродвигателя - 37 кВт.
Рассчитаем количество смесителей, необходимых для обеспечения заданной
производительности по переделу:
 (23)
(23)
Принимаем два смесителя.
Для гашения смеси установлен гасильный реактор. Подбор вместимости и
геометрического объема гасильных реакторов производим по /6/ рис. 3.
Длительность пребывания смеси в реакторе - 4 часа.
Согласно номограмме выбираем два гасильных реактора общей полезной
вместимостью 400 м3 и объемом по 280 м3 каждый. Размеры
реакторов подбираем по /6/ рис.4. Приняв отношение высоты цилиндра к его
диаметру равное трём, получаем, диаметр реактора равный 4,8 м.
Отношение высоты цилиндра к его диаметру равно 3. Соответственно высота
цилиндра равна 14,4 метров.
Более тщательное смешение компонентов осуществляется в смесителе
растирателе гомогенизаторе СММ-82. Основные технические характеристики:
производительность - 100 т/ч; мощность электродвигателя - 55 кВт.
Рассчитаем количество смесителей - растирателей, необходимых для
обеспечения заданной производительности по переделу:
 (24)
(24)
Принимаем два смесителя.
Режим работы автоклава при запаривании различных видов изделий под разным
давлением. В соответствии с номенклатурой продукции пустотелому кирпичу
соответствует длительность одного цикла с перепуском 8,7 ч, а для кирпича
сплошного утолщенного 9,2 ч. Выбираем максимальную длительность одного цикла с
перепуском 9,2 ч. Для запаривания изделий используем автоклавы 2×40,4
м вместимостью 33
запарочные вагонетки. Подаваемое давление - 1,2 МПа./6/. Часовая
производительность автоклавов составляет:
 (25)
(25)
где Б - вместимость автоклава, тыс. шт. условного кирпича;
В - число циклов запаривания в 1 сутки:
 (26)
(26)
ч
- количество часов в 1 сутках;
,2
ч - длительность одного цикла с перепуском
Вместимость
каждой вагонетки составляет 840 штук условного кирпича. Тогда вместимость
одного автоклава составит 840∙33=27720 штук условного кирпича /6/.
 шт. (27)
шт. (27)
Рассчитаем
количество автоклавов, необходимых для обеспечения заданной производительности:
 (28)
(28)
Принимаем 9 автоклавов.
Таблица 12 - Ведомость оборудования
|
Наименование
|
Тип
|
Ед. изм.
|
Требуемая производ.
|
Паспортная производ.
|
Кол-во
|
Мощность эл./ дв, кВт.
|
|
|
|
|
|
|
Ед.
|
Общая
|
|
Гидравлический пресс для
пустотелого кирпича
|
СМС - 296
|
тыс. шт
|
32,6
|
6,48
|
5
|
9,15
|
45,75
|
|
Гидравлический пресс для
сплошного кирпича
|
СМС - 296
|
тыс. шт
|
10,7
|
5,76
|
2
|
10,4
|
20,8
|
|
Щековая дробилка
|
РЕ200350
|
т/ч
|
4,03
|
6
|
1
|
75
|
75
|
|
Молотковая дробилка
|
СМД-147А
|
т/ч
|
4,03
|
10
|
1
|
55
|
55
|
|
Грохот
|
СМД-23
|
т/ч
|
111,47
|
140
|
1
|
7
|
7
|
|
Трубная мельница
|
2×10,5м
|
т/ч
|
18,4
|
13
|
2
|
500
|
1000
|
|
Двухвальный лопастной
смеситель
|
СМК-126А
|
м3/ч
|
19,4
|
64
|
2
|
37
|
74
|
|
Гасильный реактор
|
350 м3
|
м3/ч
|
104,2
|
-
|
2
|
-
|
-
|
|
Смеситель растиратель
гомогенизатор
|
СММ-82
|
т/ч
|
167,2
|
100
|
2
|
55
|
110
|
|
Автоклав
|
2×40,4
|
тыс. шт
|
24,63
|
3,014
|
9
|
-
|
-
|
.7 Расчет потребности в электроэнергии
Таблица 13 - Расход электроэнергии
|
Наименование оборудования
|
Кол. ед.
|
Мощность двигателя, кВт
|
Коэф. использ.
|
Число часов работы в год
|
Годовой расход
электроэнергии, кВт . ч
|
|
|
Ед.
|
Общая
|
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
Гидравлический пресс для
пустотелого кирпича
|
5
|
9,15
|
45,75
|
0,9
|
3319
|
151844
|
|
Гидравлический пресс для
сплошного кирпича
|
2
|
10,4
|
20,8
|
0,9
|
3319
|
69035,2
|
|
Щековая дробилка
|
2
|
75
|
75
|
0,9
|
3643
|
|
Молотковая дробилка
|
1
|
55
|
55
|
0,9
|
3643
|
200365
|
|
Грохот
|
1
|
7
|
7
|
0,9
|
3643
|
25501
|
|
Трубная мельница
|
2
|
500
|
1000
|
0,9
|
3643
|
3643000
|
|
Двухвальный лопастной
смеситель
|
2
|
37
|
74
|
0,9
|
3238
|
239612
|
|
Смеситель растиратель
гомогенизатор
|
2
|
55
|
110
|
0,9
|
3238
|
356180
|
Суммарный годовой расход электроэнергии равен 4959362,2 кВт. ч, с учетом
вспомогательного оборудования увеличиваем расход электроэнергии на 40%,
получаем головой расход электроэнергии 6943107 кВт . ч.
.8 Расчёт складов и бункеров
Склады и бункера устраиваются на заводах для обеспечения его
бесперебойной работы. Бункера устанавливаются непосредственно перед каким-либо
технологическим оборудованием. Они дают возможность регулировать количество
материала подаваемого в оборудование.
Для хранения песка используется открытый штабельный склад с грейферным
краном. Площадь сечения штабеля определяется по формуле:
S = B · H · Kз (29)
где В - ширина штабеля, м;
Н - высота штабеля, м;
Кз - коэффициент заполнения штабеля.
Ширина штабеля составляет 30 м, высота 8 м. Коэффициент заполнения
штабеля составляет 0,8.
S = 30 · 8 · 0,8 = 192 м2 (30)
Объём складируемого материала определяется по формуле:
 (31)
(31)
где Qсут - суточный расход материала, м3;- нормативный запас
материала, сут.
 (32)
(32)
Длина штабеля определяется по формуле:
 (33)
(33)
Тогда длина
штабеля составит:
 м (34)
м (34)
Принимаем длину штабеля 200 метров.
Площадь сечения штабеля известняка определяется по формуле:
S = B · H · Kз (35)
где В - ширина штабеля, м;
Н - высота штабеля, м;
Кз - коэффициент заполнения штабеля.
Ширина штабеля составляет 12 м, высота 4 м. Коэффициент заполнения
штабеля составляет 0,6.
= 12 · 4 · 0,6 = 28,8 м2 (36)
Объём складируемого материала определяется по формуле:
(37)
где Qсут - суточный расход материала, м3;- нормативный запас материала,
сут.
 (38)
(38)
Длина штабеля определяется по формуле:
 (39)
(39)
Тогда длина
штабеля составит:
 м (40)
м (40)
Принимаем длину штабеля 52 метров.
Объем бункеров, устанавливаемых перед оборудованием, рассчитываем по
формуле:
 (41)
(41)
где
Vб - объем бункера, м3;
Пфч-
фактическая часовая производительность оборудования по данному компоненту, т/ч;
ρн - насыпная плотность материала, т/м3;
Кз
- коэффициент заполнения (0,7-0,9);- нормативный запас материала, час.
Объем
бункера извести, установленного перед щековой дробилкой составит:
 м3.
м3.
Объем
бункера извести, установленного перед мельницей составит:
 м3.
м3.
Объем
бункера песка, установленного перед мельницей составит:
 м3.
м3.
Объем
бункера песка используемого в качестве заполнителя, установленного перед
двухвальным лопастным смесителем составит:
 м3.
м3.
Объем
бункера вяжущего, устанавливаемого перед двухвальным лопастным смесителем
составит:
 м3.
м3.
Объем
бункера перед прессом:

 м3
м3
Известь хранится в силосе. Их количество рассчитывается по формуле:
 (21)
(21)
где VС - объем силоса, м3;
ПФС - фактическая суточная производительность оборудования по данному
компоненту, т/сут;
ΡН - насыпная плотность материала, т/м3;
КЗ - коэффициент заполнения (0,7-0,9);- нормативный запас материала, сут.
Объем силосов для извести составит:
 м3
м3
Определяем
высоту силоса. Рассчитываем площадь основания:

Выражаем из этой формулы высоту H:
D
- диаметр силоса - 6 м.
 (22)
(22)
Находим
высоту:
Принимаем 2 силоса диаметром 6 м, высотой цилиндрической части 16 м.
Площадь склада готовой продукции:
-
суточная производительность склада, шт. усл. кирпича;- нормативный запас сырья
в сутки;
К
- коэффициент учитывающий обслуживание склада (склад обслуживается погрузчиками
автотранспорта К=1,3)
 м2
м2
Ширину
склада принимаем равной В = 36 м, тогда длина склада составит:

 м
м
Принимаем
длину пролета 60 м, тогда количество пролетов будет равно:
Принимаем
6 пролета шириной - 36 м, длиной 60 м.
1.9 Расчёт потребности в рабочей силе
Таблица 14 - Состав работающих
|
Наименование
производственных отделений и основных профессий
|
Явочное количество рабочих,
чел.
|
Трудозатраты, чел . ч
|
|
1 смена
|
2 смена
|
3 смена
|
Всего
|
В сутки
|
В год
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
1 Карьер песка
|
|
|
Экскаваторщик
|
2
|
2
|
-
|
4
|
32
|
8096
|
|
Рабочий вскрыши
|
1
|
1
|
-
|
2
|
16
|
4048
|
|
Водитель самосвала
|
6
|
6
|
-
|
12
|
96
|
24288
|
|
Слесарь
|
1
|
1
|
-
|
2
|
16
|
4048
|
|
Итого:
|
10
|
10
|
-
|
20
|
160
|
40480
|
|
2 Прием песка
|
|
|
Оператор решеток
|
1
|
1
|
-
|
2
|
16
|
4048
|
|
Оператор питателей и
грохотов
|
1
|
1
|
-
|
2
|
16
|
4048
|
|
Итого:
|
2
|
2
|
-
|
4
|
32
|
8096
|
|
3 Прием и складирование
известняка
|
|
|
Дробильщик
|
1
|
1
|
-
|
2
|
16
|
4048
|
|
Рабочий склада
|
1
|
1
|
-
|
2
|
16
|
4048
|
|
Итого:
|
2
|
2
|
-
|
4
|
32
|
8096
|
|
4 Помольное отделение
|
|
|
Мельник
|
1
|
1
|
-
|
2
|
16
|
4048
|
|
Итого:
|
1
|
1
|
-
|
2
|
16
|
4048
|
|
5 Смесеприготовительное
отделение
|
|
|
Гасильщик
|
1
|
1
|
-
|
2
|
16
|
4048
|
|
Итого:
|
1
|
1
|
-
|
2
|
16
|
4048
|
|
6 Формовочное отделение
|
|
|
Оператор прессов
|
5
|
5
|
-
|
10
|
80
|
20240
|
|
Наладчик
|
2
|
1
|
-
|
3
|
24
|
6072
|
|
Итого:
|
7
|
6
|
-
|
13
|
104
|
26312
|
|
7 Запарочное
|
|
|
Подвозчик сырца
|
2
|
2
|
2
|
6
|
48
|
12144
|
|
Запарщик
|
1
|
1
|
1
|
3
|
24
|
6072
|
|
Итого:
|
3
|
3
|
3
|
9
|
72
|
18216
|
|
8 Склад кирпича
|
|
|
Лебедчик
|
1
|
1
|
1
|
3
|
24
|
6072
|
|
Рабочий по очистке и
доставке порожняка
|
2
|
2
|
-
|
4
|
32
|
8096
|
|
Итого:
|
3
|
3
|
1
|
7
|
56
|
14168
|
|
9 Котельная
|
|
|
Кочегар
|
2
|
2
|
2
|
6
|
48
|
12144
|
|
Оператор водоочистки
|
1
|
1
|
1
|
3
|
24
|
6072
|
|
Слесарь арматуры
|
1
|
-
|
-
|
1
|
8
|
2024
|
|
Итого:
|
4
|
3
|
3
|
10
|
80
|
20240
|
|
10 Механический цех
|
|
|
Станочники
|
2
|
2
|
-
|
4
|
28
|
7084
|
|
Ремонтники
|
1
|
1
|
-
|
2
|
16
|
|
Слесари дежурные
|
1
|
1
|
-
|
2
|
16
|
4048
|
|
Итого:
|
4
|
4
|
-
|
8
|
60
|
15180
|
|
11 Электроцех
|
|
|
Ремонтники
|
1
|
1
|
-
|
2
|
16
|
4048
|
|
Итого:
|
1
|
1
|
-
|
2
|
16
|
4048
|
|
12 Автоматики и КИП
|
|
|
Наладчики
|
1
|
1
|
-
|
1
|
8
|
2024
|
|
Итого:
|
1
|
1
|
-
|
1
|
8
|
2024
|
|
Итого явочных рабочих:
|
39
|
38
|
8
|
85
|
680
|
172040
|
|
Подменных рабочих:
|
4
|
4
|
1
|
9
|
72
|
18216
|
|
Итого списочное количество
рабочих:
|
43
|
42
|
9
|
94
|
752
|
190256
|
|
ИТР и служащих:
|
14
|
-
|
-
|
14
|
112
|
28336
|
|
Всего работников:
|
57
|
42
|
9
|
108
|
864
|
218592
|
Число подменных рабочих:
В 1 смену: 39 . 0,1 = 4 человек
Во 2 смену: 38 . 0,1 = 4 человек
В 3 смену: 8 . 0,1 = 1 человек
ИТР и служащих принимаем 15% от численности производственных рабочих.
. 0,15 = 14 человека
2. Контроль качества продукции и технологического процесса
Систематический контроль на всех стадиях технологического процесса
способствует повышению качества готовой продукции. Различают следующие виды
контроля по технологическим переделам:
входной контроль материалов;
добыча и переработка сырья;
приготовление вяжущего и силикатной смеси;
подготовка добавок;
формование изделий;
контроль готовой продукции.
Организация контроля на проектируемом предприятии сводится таблице 15.
[10].
Таблица 15 - Организация и состав контроля на проектируемом предприятии
|
Материал
|
Контролируемый параметр
|
Место отбора проб
|
Периодичность контроля
|
Средства измерения
|
Кто контролирует
(должность, квалификация)
|
|
Наименование
|
Номинальное значение
|
|
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
Известь
|
Содержание активных
СаО+MgO,
|
60%  0,25%склад, транспортер 0,25%склад, транспортер
|
Каждая партия
|
Колба мерная ГОСТ 1770-74
Бюретка ГОСТ 20292-74, Весы технические ГОСТ 2376-79 Электрическая плитка
ГОСТ 14919-83.
|
Лаборант
|
|
|
Время и температура
гашения, мин.
|
97ºС, 5-10 мин
|
То же
|
То же
|
Весы технические ГОСТ
23676-79 или ГОСТ 19491-75 или БМК-500; Термометр ГОСТ 2813-73 цена дел. 1ºС; секундомер СОПр-25-2-00, ГОСТ 5072-79.
|
Лаборант
|
|
Известь
|
Содержание непогасившихся
частиц
|
12% 0,25%Транспортер
|
То же
|
Мерный цилиндрический сосуд
10 л ГОСТ 1770-74; Весы технические ГОСТ 23676-79 или ГОСТ 19491-75 или
ВЛТК-500; Сита типа 11 КСИ ГОСТ 3584-73
|
Лаборант
|
|
|
Песок Песок
|
Влажность,
|
7% 0,5%Транспортер
|
1 раз в смену
|
Весы ВЛТК-500, IV кл. ГОСТ
19491-74 Весы технические чашечные или циферблатные по ГОСТ 23676-79 или ГОСТ
19491-74; Сушильный шкаф ГОСТ 7365-55; Бюкс СК 60/24 ГОСТ 7148-70; Эксикатор
Э-25Л ГОСТ 6371-73; (при наличии)
|
Лаборант
|
|
|
Зерновой состав, (Остаток
на сите- содержание)
|
0,63-10% 0,315-25% 0,14-50%
|
То же
|
1 раз в неделю
|
Набор сит ГОСТ 3584-73:
Сушильный шкаф ГОСТ 7365-55: Весы технические ГОСТ 23676-79 или ГОСТ 19491-74
|
Лаборант
|
|
Песок
|
Содержание пылевидных
илистых и глинистых частиц
|
20-40%  0,5%То же1 раз в сменуСосуд для отмеривания (цилиндр
мерный ГОСТ 1770-74); Сушильный шкаф ГОСТ 7365-55; Весы технические ГОСТ
23676-79 или ГОСТ 19491-74Лаборант 0,5%То же1 раз в сменуСосуд для отмеривания (цилиндр
мерный ГОСТ 1770-74); Сушильный шкаф ГОСТ 7365-55; Весы технические ГОСТ
23676-79 или ГОСТ 19491-74Лаборант
|
|
|
|
|
|
Известково-песчаное вяжущее
|
Содержание активных СаО+MgO
|
30% 0,25%Дозатор вя-жущего
|
Каждый силос
|
Колба мерная ГОСТ 1770-74;
Бюретка ГОСТ 2029-74 кл. точности 2. Весы технические ВЛКТ-500 ГОСТ 19491-74
|
Лаборант
|
|
|
Остаток на сите 02
|
2% 0,5%То же
|
3 раза в смену
|
Сито № 02 ГОСТ 3584-73;
Весы технические ГОСТ 23676-79 или ГОСТ 19491-74 ВЛТК-500
|
Лаборант
|
|
|
Силикатная смесь до гашения
|
Содержание активн. CaO+ MgO
|
7%
|
С транспортерной ленты
перед силосами
|
3 раза с силоса
|
Колба мерная ГОСТ 1770-74;
бюретка ГОСТ 2029-74 класс точности 2; весы технические ГОСТ 23676-79 или
ГОСТ 19491-74 ВЛТК-500; электрич.плит.
|
Лаборант
|
|
Гашеная силикатная смесь
|
Влажность
|
7%
|
То же
|
Каждый силос
|
Сушильный шкаф ГОСТ
7365-55; Бюкс СН 60/14 ГОСТ 7180-70; Эксикатор Э-25С ГОСТ 6371-73; Весы
технические ГОСТ 23676-79
|
Лаборант
|
Сырец Кирпича Прочн. на сжатие Не менее
40 кгс/см2 пресс С каждого пресса 1 раз в сутки Пресс МС1000,
пред. изм. 20 т. 40 кг
П - 125 62,5 т. 100 кг
|
ГОСТ 8905-73Лаборант
|
|
|
|
Прессовое давление
|
150-200 кг/см2
|
То же
|
То же
|
По показаниям амперметра на
прессах ( 1а) Пред. изм. 0-200аОператор
|
|
|
Силикатный кирпич
|
Внешний вид и размеры
|
250х120х65мм
|
склад
|
Каждая партия
|
Линейка металлическая 0-300
мм ГОСТ 427-75. Угольник УШ-2
|
Лаборант
|
|
Предел прочности на сжатие
|
125,150 кг/см2
|
склад
|
Каждая партия (13500 шт)
|
Пресс П-125, пред. изм. 0 -
62,5 т. ГОСТ 8905-82 Пресс МС-1000, пред. изм. 0 - 20, 50, 100т.
|
Лаборант
|
|
Водопоглощение
|
Не менее 6%
|
То же
|
1 раз в квартал
|
Весы ВНЦ-10 ГОСТ 23676-79,
класс точности 2, предел изм. 0 - 10 кг
|
Лаборант
|
|
Морозостойкость
|
F35
|
То же
|
1 раз в квартал
|
Морозильная установка
ЦФ-49М. Весы ВНЦ-10 ГОСТ 7327-55
|
Лаборант
|
. Охрана труда и окружающей среды
При проектировании производственных предприятий должны соблюдаться
правила и нормы по охране труда. Предприятие не может быть принято в
эксплуатацию, если на нём не обеспечено здоровье и безопасные условия труда,
предусмотренные правилами и нормами.
Установки и эксплуатация производственного оборудования и технологических
линий должны осуществляться в соответствии с требованиями инструкций
заводов-изготовителей, инструкций по пуску и эксплуатации, утверждённых в
установленном порядке и правил технической эксплуатации.
Дробильные машины должны быть оборудованы системами звуковой и световой
сигнализации, обеспечивающими двухстороннюю сигнальную связь площадок для
обслуживания приёмных и транспортирующих устройств с пультом управления
дробилок. Во время работы дробильных машин запрещается: проталкивать и
извлекать застрявшие куски материалов, ликвидировать завалы в питателях и
течках, очищать дробилку, проводить регулировочные работы. Узлы выгрузки должны
иметь укрытия, подсоединённые к аспирационной системе и исключать возможности
выделения запылённого воздуха в производственные помещения.
Приёмные отверстия щековых дробилок должны иметь сплошные металлические
ограждения высотой не менее одного метра. Клиноременная передача привода должна
быть ограждена. Переходные мостики не должны располагаться под приёмными
отверстиями щековой дробилки.
Мельницы должны оборудоваться аспирационными системами с аппаратами для
очистки воздуха и работать под разряжением. Узлы соединения питательной течки
разгрузочного патрубка или разгрузочного кожуха с мельницей должны иметь
уплотнения, предотвращающие выбивание пыли в производственные помещения. Пульты
управления должны располагаться в кабинах наблюдений и дистанционного
управления. Мельницы должны иметь автоматическую блокировку, обеспечивающую
заданную очерёдность пуска и остановки машин, исключающую возникновение
завалов.
Корпус мельницы должен ограждаться металлическими съёмными секциями
высотой не менее одного метра на расстоянии от оси мельницы (R+1) м, где R -
радиус мельницы (м). Устраивать проходы под корпусами мельниц, установленных на
высоте 1,2 метра.
Крышки трубных мельниц со стороны цапфовых подшипников должны ограждаться
сплошными или сетчатыми металлическими ограждениями. Радиус ограждения должен
превышать радиус мельницы не менее чем на 100 мм.
Мельницы должны иметь блокировку, обеспечивающую следующий порядок пуска
оборудования: пылеулавливающие и аспирационные системы, разгрузочные
устройства, мельницы, загрузочные устройства. Эксплуатация при неправильных и
отключённых пылеулавливающих и аспирационных системах запрещается. Загрузка
мельницы мелющими телами должна производиться при помощи грузоподъёмных машин.
Места выгрузки мелющих тел из мельницы должны быть ограждены сплошными
деревянными барьерами высотой не менее 0,3 м во избежание раскатывания шаров.
Выгрузка шаров производится по наклонным лоткам или желобам.
Весовые дозаторы должны быть закрыты металлическими укрытиями. Укрытия
должны быть подсоединены к аспирационным системам с аппаратами для очистки
воздуха. Снимать защитные ограждения, проталкивать и извлекать застрявшие куски
материала, металла и другие предметы, очищать дозаторы от налипшего материала
во время работы дозаторов запрещается. [11]
Процесс производства силикатного кирпича сопровождается выделением пыли,
при работе основного технологического оборудования (дробилок, грохотов,
мельниц), так и транспортирующего (конвейеров, элеваторов, питателей).
Потенциальный пылевыброс достигает от 12 до 23 кг на 1 тыс. шт. кирпича, это
около 2700 т в год. Известково-кремнезёмистая пыль содержит до 70% частиц
размером менее 20 мкм.
Во время гашения извести, силикатной смеси в воздух выделяются пары воды,
теплота, повышающие температуру и влажность, а также увеличивает его
запылённость. Всё неблагоприятно отражается на самочувствии и состоянии
здоровья человека, и ухудшаются условия труда.
При механической очистке частицы осаждаются под действием силы тяжести,
инерционных и центробежных сил. Этот вид очистки осуществляют с помощью
циклонов.
При работе на автоклавах их крышки должны закрываться и открываться с
помощью специальных механизмов. Наружные стенки автоклавов должны быть
изолированы, пробелены и иметь температуру не более 35˚С. Входить в
автоклав при температуре в нем более 40˚С запрещается. На автоклавах
должны быть установлены манометры с предохранительными клапанами. Манометры
следует систематически, не реже чем через 6 месяцев проверять. На циферблате
манометра должна быть красная черта, указывающая предельное рабочее давление.
Крышки автоклавов должны иметь надежное уплотнение.
На современного человека постоянно воздействует производственный,
транспортный и бытовой шум, уровни которого часто выходят за пределы
биологической переносимости.
Шум на производстве ослабляет внимание работающего, увеличивает расход
энергии при одинаковой физической нагрузке, замедляет скорость психических
реакций. В результате снижается производительность труда и ухудшается качество
работы. Шум также затрудняет своевременную реакцию на предупредительные
сигналы, подаваемые персоналом, обслуживающим внутризаводской транспорт
(автопогрузчики, электрокары, мостовые краны и т.п.), что может стать причиной
несчастного случая. В связи с этим, предусматривается приобретение или
изготовление устройств, защищающих рабочих от вредного воздействия шума.
К мероприятиям по общему улучшению условий труда относится усиление
освещения рабочих и вспомогательных помещений, реконструкция душевых,
гардеробных, умывальных и других санитарно0бытовых помещений.
Работающие в производстве силикатного кирпича должны обеспечиваться
спецодеждой, спецобувью и средствами индивидуальной защиты. [11]
Список использованных источников
1. О
некоторых тенденциях развития промышленности строительных материалов / Строительные
материалы. - 2001. - №1. - с. 8.
. ГОСТ 379 -
95. Кирпич и камни силикатные. Технические условия. Введ. с 07.01.1996. - М.:
Изд-во стандартов, 1995.
. ГОСТ 9179 -
77. Известь строительная. Введ. с 01.01.79. - М.: Издательство стандартов,
1977.
. ГОСТ
8736-93. х
. Хавкин Л.М.
Технология силикатного кирпича. - М.: Стройиздат, 1983
.
Строительные машины. Справочник. В 2-х т. Под ред. Баумана В.А. Т. 2.
Оборудование для производства строительных материалов и изделий.- М.:
Машиностроение, 1977. - 469 с.
. СТП 101-00.
Общие требования и правила оформления выпускных квалификационных работ,
курсовых проектов (работ), отчетов по РГР, по УИРС, по производственной
практике и рефератов. Введ. с 25.12.2000. - Оренбург: ОГУ, 2000. - 62 с.
. Золотницкий
Н.Д., Пчелинцев В.А. Охрана труда в строительстве. - М: Высшая школа, 1978. -
401 с.
. Правила
техники безопасности и производственной санитарии в промышленности строительных
материалов. Часть 1. - М.: Стройиздат, 1978