Дробление, грохочение и подготовка сырья к обогащению
Содержание
1. Общие положения
.1 Задачи курсового проекта
.2 Характеристика исходных данных
для работы
. Расчет технологической схемы
дробления и измельчения
.1 Определение общей степени
дробления для цеха дробления
.2 Подбор степени дробления для
каждой стадии
. Расчет первой стадии дробления
.1 Расчет и выбор дробилок
.2 Расчет колосникового грохота
. Расчет второй стадии дробления
.1 Расчет и выбор дробилок
.2 Расчет грохота второй стадии
дробления
. Расчет третьей стадии дробления
.1 Расчет и выбор дробилок
.2 Расчет грохота третьей стадии
дробления
6. Расчет схемы измельчения и выбор
оборудования для измельчения и классификации
6.1 Выбор мельниц
.2 Выбор спиральных классификаторов3
Список использованных источников
Графическая часть: «Технологическая
схема операций дробления и измельчения»
. ОБЩИЕ ПОЛОЖЕНИЯ
Курсовой проект является продолжением курса:
«Дробление, грохочение и подготовка сырья к обогащению».
Номер задания - 10.
1.1
Задачи курсового проекта
Задачами курсового проекта является:
) Закрепление знаний, полученных при изучении
курса: «Дробление, грохочение и подготовка сырья к обогащению».
) Развитие навыков теоретической инженерной
работы в области обогатительных процессов обогащения полезных ископаемых.
) Приобретение навыков работы с технической
литературой, справочниками и государственными стандартами.
) Изучение схем дробления и измельчения, выбор
оборудования, составление пояснительной записки к курсовому проекту.
) Подготовка к выполнению курсового проекта по
курсу: «Проектирование обогатительных фабрик» и дипломному проектированию.
1.2
Характеристика исходных данных для работы
Технологическая схема операций дробления и
измельчения приведена на рис. 1.1.
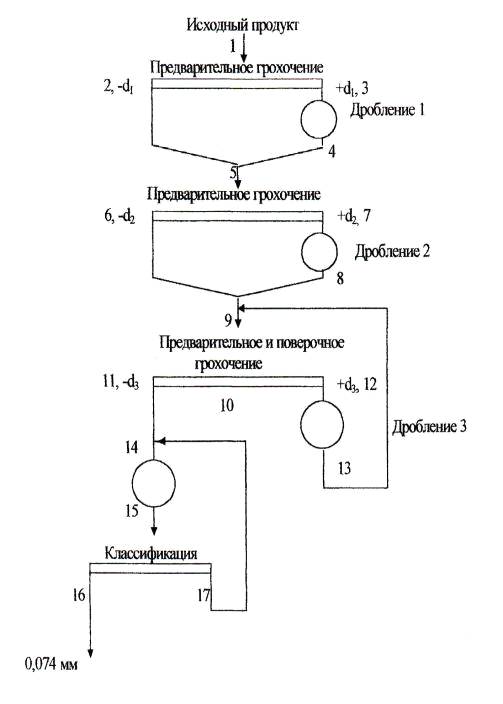
Рис. 1.1 Технологическая схема операций дробления
и измельчения
Исходные данные для расчета приведены в таблице
1.1.
Таблица 1.1
Исходные данные для расчета
|
Номер задания
|
Производительность цеха дробления и измельчения ,
т/сут
|
Диаметр
максимального куска в исходной
руде, мм
|
Номер характеристики крупности исходной руды
|
Номер характеристики крупности дробленого продукта (после 1 и 2 стадий)
|
Номер характеристики крупности дробленого
продукта после 3 стадии
|
Диаметр
максимального куска в питании мельниц, мм
|
Содержание
материала -0,074 мм в сливе классификатора,
%
|
Содержание
материала -0,074 мм в питании
мельниц, %
|
|
10
|
13500
|
800
|
3
|
11
|
7
|
6
|
72
|
12
|
Время работы цеха дробления 6, 12 или 18 часов в
сутки. Цеха измельчения 24 часа в сутки.
Характеристика крупности исходной руды приведена
в таблицах 1.2 и 1.2.1
Таблица
1.2
Характеристика крупности исходной руды
|
Классы крупности в долях, Dmax
|
Номер
характеристики
|
|
3
|
|
Выход
классов крупности, %
|
|
- Dmax + 0,75 Dmax
|
12
|
|
- 0,75 Dmax + 0,5 Dmax
|
15
|
|
- 0,5 Dmax
+ 0,25 Dmax
|
23
|
|
-
0,25 Dmax
+
0,125 Dmax
|
20
|
|
-
0,125 Dmax
|
30
|
|
Итого
|
100
|
Таблица 1.2.1
Характеристика крупности исходной руды
|
Классы
крупности в долях, Dmax
|
Выход
классов крупности, %
|
|
-
800 + 600
|
12
|
|
-
600 + 400
|
15
|
|
-
400 + 200
|
23
|
|
-
200 + 100
|
20
|
|
-
100 + 0
|
30
|
|
Итого
|
100
|
Характеристика крупности руды после дробилок 1,
2 и 3 стадий приведена в таблицах 1.3 и 1.3.1.
Таблица
1.3
|
Классы крупности в долях
разгрузочного отверстия дробилки, S
|
Номера
характеристик
|
|
11
|
7
|
|
Выход
классов крупности, %
|
|
+ 2S
|
10
|
2
|
|
-2S + 1,5S
|
11
|
8
|
|
-1,5S + S
|
15
|
23
|
|
-S + 0,75S
|
13
|
16
|
|
-0,75S + 0,5S
|
15
|
19
|
|
0,5S + 0,25S
|
16
|
19
|
|
-
0,25S
|
20
|
13
|
|
Итого
|
100
|
100
|
Характеристика крупности руды после дробилок 1,
2 и 3 стадий приведена в таблице 1.3.
Таблица 1.3.1
Характеристика крупности руды после дробилок 1,
2 и 3 стадий
|
Классы
крупности в долях разгрузочного отверстия дробилки, S1
|
Выход
классов крупности, %
|
Классы
крупности в долях разгрузочного отверстия дробилки, S2
|
Выход
классов крупности, %
|
Классы
крупности в долях разгрузочного отверстия дробилки, S3
|
Выход
классов крупности, %
|
|
+
320
|
10
|
+
32
|
10
|
+
12
|
2
|
|
-
320 + 240
|
11
|
-
32 + 24
|
11
|
-
12 + 9
|
8
|
|
-
240 + 160
|
15
|
-
24 + 16
|
15
|
-
9 + 6
|
23
|
|
-
160 + 120
|
13
|
-
16 + 12
|
13
|
-
6 + 4,5
|
16
|
|
-
120 + 80
|
15
|
-
12 + 8
|
15
|
-
4,5 + 3
|
19
|
|
-
80 + 40
|
16
|
-
8 + 4
|
16
|
-
3 + 1,5
|
19
|
|
-
40 + 0
|
20
|
-
4 + 0
|
20
|
-
1,5 + 0
|
13
|
|
Итого
|
100
|
Итого
|
100
|
Итого
|
100
|
Содержание материала
крупностью - 0,074 мм ( - 200 меш., размерность, принятая в практике обогащения
руд) в питании мельниц - 12 % и в продукте после измельчения
- 72 % (табл. 1.1).
Для цеха дробления принять - трехстадиальную схему с предварительным
грохочением, в первой и второй стадиях, и с поверочным грохочением в третьей стадии. Для цеха
измельчения принять - одностадиальную
схему измельчения - шаровую мельницу с разгрузкой через решетку, работающую в замкнутом цикле с
классификатором.
. РАСЧЕТ ТЕХНОЛОГИЧЕСКОЙ
СХЕМЫ ДРОБЛЕНИЯ, ГРОХОЧЕНИЯ, ИЗМЕЛЬЧЕНИЯ И ВЫБОР ОСНОВНОГО ОБОРУДОВАНИЯ
Расчет
количественной схемы заключается в определении массы и выходов всех продуктов, а также характеристик крупности
продуктов 5,9 и 10 (рисунок). Расчет ведется по стадиям.
.1 Определение общей степени дробления для цеха
дробления
Определяем общую степень
дробления для цеха дробления
 , (2.1)
, (2.1)
где in
- общая степень дробления для цеха дробления;
Dmax - диаметр максимального
куска в исходной руде, мм;
dmax - диаметр
максимального куска в питании мельниц, мм.
 = 133,33.
= 133,33.
.2 Подбор
степени дробления
Подбираем
степень дробления для каждой стадии
in
= i1 ∙ i2 ∙ i3 , (2.2)
где in
- общая степень дробления для цеха дробления;
i1, i2, i3 - степени дробления в 1, 2, 3 стадиях дробления соответственно.
Степени
дробления для каждой стадии назначают исходя из степеней, которые обычно
достигаются в дробилках стандартных типов: крупного дробления 3 - 4; конусные
среднего дробления 3 - 5; конусные мелкого дробления в замкнутом цикле с грохотами
4 - 8. Обычно задают первые две степени i1, i2 и вычисляют третью [1].
Если i1 = i2 = i3 = iср,
то
in = iср3.
 (2.3)
(2.3)
Принимаем i1 = 4; i2 = 5.
Тогда
 ,
(2.4)
,
(2.4)
i1 и i2 должны быть меньше i3 [1].
Далее рассчитываем
количественную схему по стадиям и подбираем основное оборудование.
. РАСЧЕТ ПЕРВОЙ СТАДИИ ДРОБЛЕНИЯ
3.1 Расчет и выбор дробилок
Для
крупного дробления твердых и средней твердости руд применяют конусные и щековые дробилки [2, прил. 9 и 10; 3,
прил. 5-7], поэтому необходимо
проводить технико-экономические сравнения двух вариантов использования названных конструкций дробилок. Дробилки
выбирают по каталогам заводов-изготовителей или справочной литературе в зависимости от размеров приемного (загрузочного)
отверстия и выходной (разгрузочной) щели. Ширина приемного отверстия (щели) должна быть на 15 - 20 % больше диаметра наибольшего
куска материала, поступающего в дробилку [2], т.е.
B
= (1,15 ÷
1,2) ∙ Dmax,
(3.1)
где В -
ширина приемного отверстия дробилки, мм;
Dmax - диаметр максимального
куска в исходном материале, поступающем на дробление, мм.
B
= 1,17 ∙ 800 = 936 мм
Разгрузочная
щель дробилки S должна быть на 20 % меньше максимального куска в
дробленой руде после данной стадии дробления d1 т.е.
S
= 0,8 ∙ d1, (3.2)
d1 = Dmax/ i1.
где S - размер
разгрузочной щели дробилки, мм;
d1 - размер максимального куска в
дробленой руде после данной стадии дробления, мм.
d1 = 800/4 = 200 мм;
S = 0,8 ∙ 200 = 160 мм.
По
вычисленным величинам ширины приемного отверстия В и выходной щели S проверяют
возможность установки дробилок выбранного
размера по каталогу [2, прил. 9 и 10; 3, прил. 5-7].
Выбираем
щековую дробилку типа ЩДП 12×15 и конусную ККД-1500(Б)/180.
Для
расчета схемы дробления необходимо знать содержание класса
минус d1
мм, т.е. β-d1, которое определяют по графику характеристики крупности исходной руды (см.
рис. 3.1), построенному по данным
табл. 3.1.
Таблица
3.1
Результаты
ситового анализа
|
Классы крупности в долях, Dmax
|
Выход классов крупности, %
|
Суммарный
выход по «+», %
|
Суммарный
выход по «-», %
|
|
-
800 + 600
|
12
|
12
|
100
|
|
-
600 + 400
|
15
|
27
|
88
|
|
-
400 + 200
|
23
|
50
|
73
|
|
-
200 + 100
|
20
|
70
|
50
|
|
-
100 + 0
|
30
|
100
|
30
|
|
Итого
|
100
|
-
|
-
|
Строим
характеристику крупности по таблице 3.1.
Рис. 3.1 Характеристика крупности исходной руды
По графику на рис. 3.1 определяем β-d1
=50 %.
После этого приступаем к
определению масс и выходов 2, 3, 4 и 5
продуктов, предложенной в проекте схемы (см. рис. 1.1)
Q1
= Q/T,
(3.3)
где Q - заданная
производительность фабрики, т/сут;
Т - время
работы цеха дробления, сут, ч, Т = 6, 12 и 18 часов в сутки;
Q1 - часовая производительность цеха дробления,
т/ч.
Q1
= 13500/6 = 2250 т/ч,
Q1
= 13500/12 = 1125 т/ч,
Q1
= 13500/18 = 750 т/ч,
2
= Q1∙ β-d1∙ Е1, (3.4)
где β-d1
- содержание класса минус d1 в исходной руде в долях единиц (определяется по графику характеристики крупности
исходной руды);
Е1 - эффективность грохочения грохота в долях
единиц.
β-d1
=
50 % = 0,5; Е1 = 0,6.
Q2
= 2250 ∙ 0,5 ∙ 0,6 = 675 т/ч,
Q2
= 1125 ∙ 0,5 ∙ 0,6 = 337,5 т/ч,
Q2
= 750 ∙ 0,5 ∙ 0,6 = 225 т/ч.
Для
предварительного грохочения следует установить колосниковый грохот, так как в
эту операцию поступает исходная руда, т.е. крупнокусковой материал. Согласно литературным данным [1] эффективность
грохочения колосникового грохота, т.е. Е1 = 0,6 - 0,7.
Согласно
схеме:
Q3
= Q1 -
Q2;
Q4
= Q3;
Q5
= Q1;
γ1 =
100; γ2
=
Q2∙ 100/Q1;
γ3 =
100 - γ2;
γ4 =
γ3;
γ5 =
γ1
3
= 2250 - 675 = 1575 т/ч,
Q3
= 1125 - 337,5 = 787,5 т/ч,
Q3
= 750 - 225 = 525 т/ч.
Q4
= 1575 т/ч,
Q4
= 787,5 т/ч,
Q4
= 525 т/ч.
Q5
= 2250 т/ч,
Q5
= 1125 т/ч,
Q5
= 750 т/ч.
γ1
=
100 %.
γ2
=
675 ∙ 100/2250 = 30 %,
γ2
=
337,5 ∙ 100/1125 = 30 %,
γ2
=
225 ∙ 100/750 = 30 %.
γ3
=
100 - 30 = 70 %,
γ3
=
100 - 30 = 70 %,
γ3
=
100 - 30 = 70 %.
γ4
=
70 %,
γ4
=
70 %,
γ4
=
70 %.
γ5
=
100 %.
где Q2,
Q3
- выходы продуктов 2 и 3.
После определения выходов
продуктов 2 и 3 (γ2
и
γ3
соответственно) переходим к окончательному выбору дробилок крупного дробления
путем технико-экономического сравнения вариантов установки щековой или конусной
дробилок. Для наглядности все характеристики выбранных дробилок вносим в
таблицу 3.2.
Производительность щековой и конусной дробилок
при требуемой ширине разгрузочной щели определяют по каталогам [2, прил. 9 и
10; 3, прил. 5-7].
Определяем производительность для конусной
дробилки ККД-1500(Б)/180
q = Qном∙ Sрасч/Sном,
(3.5)
где Qном
- номинальная производительность м3/ч;
Sрасч
- расчетная ширина разгрузочной щели, мм;
Sном
- оптимальная ширина выходной щели, мм.
Qном
= 1150 м3/ч; Sрасч
= 160 мм; Sном
= 180 мм.
q = 1150 ∙ 160/180 = 1022,2 м3/ч.
Определяем q в т/ч
т/ч
= q ∙
ρ = 1022,2 ∙
1,6 = 1635,5 т/ч. (3.6)
где ρ - насыпная
плотность, ρ = 1,6 т/м3.
Количество конусных дробилок n1 необходимое
для обеспечения заданной производительности определяют по формуле
1 =
QЗ/q1,
(3.7)
где QЗ
- количество руды, поступающей на первую стадию дробления; q1 -
производительность конусной дробилки при требуемой ширине разгрузочной щели1
= 1575/1635,5 = 0,963 ≈ 1,
n1 = 787,5/1635,5 = 0,481 ≈ 1,
n1 = 525/1635,5 = 0,321 ≈ 1.
Определим коэффициент
загрузки конусной дробилки J1
 ,
(3.8)
,
(3.8)
Значения  не
должны превышать 100 %.
не
должны превышать 100 %.
 ,
,
 ,
,
 .
.
Для щековой дробилки ЩДП12×15 производительность
определяется по формуле
q = Qном∙ Sрасч/Sном,
(3.9)
ном
= 310 м3/ч;
Sрасч
= 160 мм;
Sном
= 155 мм.=
310 ∙ 160/155 = 320 м3/ч,
qт/ч = q ∙ ρ = 320 · 1,6 =
512 т/ч.
Количество щековых дробилок определяется по
формуле
1 =
QЗ/q1, (3.10)
=
QЗ/q1, (3.10)
1
=
1575/512 = 3,07 ≈ 4,
n1 =
787,5/512 = 1,54 ≈ 2,
n1 =
173/512 = 1,03 ≈ 2.
где QЗ
- количество руды, поступающей на первую стадию дробления;1
- производительность конусной дробилки при требуемой ширине разгрузочной щели.
Коэффициент загрузки
щековой дробилки J2
 (3.11)
(3.11)
Значения  не
должны превышать 100 %.
не
должны превышать 100 %.
 ,
,
 ,
,
 .
.
При выборе дробилок
первой стадии дробления все данные заносим в таблицу 3.2 и отдаем предпочтение:
а) одному крупному агрегату перед несколькими
меньших размеров, так как, установка нескольких дробилок связана с устройством
дополнительных приемных бункеров и питателей;
б) оборудованию с большим коэффициентом
загрузки;
в) дробилкам с меньшей установочной мощностью.
Выбираем по каталогу [прил. 4, 7] одну конусную
дробилку крупного дробления с механическим регулированием разгрузочной щели -
ККД 1500(Б)/180 и четыре (две) щековые дробилки с простым движением щеки - ЩДП
12×15,
по
ширине приемного отверстия и диаметру максимального куска.
Таблица 3.2
Сравнение
щековой и конусной дробилок для первой
стадии дробления
|
Тип дробилки
|
Число
дробилок
|
Коэффи-
циент загрузки
|
Производительность
дробилки, т/ч
|
Число
часов работы дробилки
|
Масса
дробилки, т
|
Установочная
мощность, кВт
|
|
|
|
одной
|
всех
|
одной
|
одной
|
всех
|
всех
|
|
Конусная
ККД-1500(Б)/180
|
1
|
96,3
|
1635,5
|
1635,5
|
6
|
6
|
393
|
393
|
640
|
|
1
|
48,1
|
1635,5
|
1635,5
|
12
|
12
|
393
|
393
|
640
|
|
1
|
32,1
|
1635,5
|
1635,5
|
18
|
18
|
393
|
393
|
640
|
|
Щековая
ЩДП 12×15
|
4
|
76,9
|
512
|
2048
|
6
|
6
|
115,7
|
462,8
|
640
|
|
2
|
76,9
|
512
|
1024
|
12
|
12
|
115,7
|
231,4
|
320
|
|
2
|
51,3
|
512
|
1024
|
18
|
18
|
115,7
|
231,4
|
320
|
Массу одной дробилки и установочную мощность
определяем по каталогу [прил. 4, 7].
Масса одной конусной дробилки mк
= 393 т, одной щековой дробилки mщ
= 115,7 т.
Мощность одной конусной дробилки Рк =
640 кВт, одной щековой дробилки Рщ = 320 кВт.
.2 Расчет
колосникового грохота
В первой стадии дробления количество грохотов
должно быть равным числу дробилок, т.к. верхний класс колосникового грохота в
дробилку поступает самотеком.
Количество дробилок равно 1.
Размеры колосникового грохота должны
удовлетворять двум условиям:
а) обеспечение требуемой производительности
б) обеспечение продвижения руды по грохоту
самотеком
Первое условие требует, чтобы площадь каждого
колосникового грохота была не меньше определяемой по формуле
 , (3.12)
, (3.12)
где a
- ширина щели между колосниками грохота, мм, а = 200 мм [2, c
. 66];
n - число грохотов,
n = 2 шт;
Q1
- производительность цеха дробления, т/ч;
F - площадь
просеивающей поверхности грохота, м2.
Из таблицы 3.2 выбираем дробилку с наибольшим
коэффициентом загрузки и наименьшей мощностью. В нашем случае - это 2 ЩДП 12×15
при
12 часовом режиме, мощность - 320 кВт.
 м2.
м2.
Обычно площадь по расчету получается весьма
малой, и размеры грохота назначаем конструктивно.
Второе условие требует, чтобы ширина грохота
превышала диаметр максимального куска в материале в 2 - 3 раза [1].
B = (2÷3) ∙ Dmax,
(3.13)
B = (2 ÷
3) ∙ 800 = 1600 ÷
2400 мм2.
Длину грохота необходимо принимать в два раза
больше его ширины [1]
≥ 2 ∙
В,
L
≥
2 ∙ (1600
÷ 2400) = 3200
÷ 4800 мм2.
Тогда площадь грохота определяется из выражения
F = B
∙ L,
(3.14)
F = 1600 ∙ 3200 ÷ 2400 ∙ 4800 = 5120000 ÷
11520000 мм = 5,12 ÷ 11,52 м2.
Из двух получившихся значений площади грохота F
к установке принимаем большую величину, т.е. F
= 11,52 м2.
. РАСЧЕТ ВТОРОЙ СТАДИИ ДРОБЛЕНИЯ
4.1 Расчет и выбор
дробилок
Для
среднего дробления твердой и средней твердости руд при подготовке их для
измельчения в шаровых мельницах в практике проектирования обогатительных фабрик
выбирают обычно конусные дробилки.
Выбор
дробилки для второй стадии дробления, так же как и для первой стадии, начинают с определения ширины загрузочного
и разгрузочного
отверстий.
 ,
(4.1)
,
(4.1)
где В2 - ширина
приемного отверстия дробилки, мм;
d1
- диаметр максимального куска в руде,
поступающего в дробилку второй стадии дробления.
B2
=  1,2
∙ 200 = 240 мм.
1,2
∙ 200 = 240 мм.
Известно, что выход избыточного
зерна (крупнее размера выпускной щели) в конусных дробилках для среднего
дробления составляет 43-53 % и номинальный размер наибольшего куска в 2,2-2,5
раза больше размера выпускной щели, поэтому разгрузочную щель уменьшают до
размера S2=d2/2,5
[2]; d2 = d1/i2
= 200/5 = 40 мм; S2=
40/2,5 = 16 мм [2, прил. 1].
После расчетов размеров
загрузочного и разгрузочного отверстий к установке по каталогу [прил.7, 8, 9]
выбираем подходящую дробилку: конусную дробилку среднего дробления - КСД - 2200
Т.
Для расчета второй стадии
дробления необходимо знать характеристику крупности продукта, поступающего в
нее.
Гранулометрическая
характеристика определяется аналитическим путем исходя из характеристик
продуктов 2 и 4.
При определении характеристики
продукта 2 допускают, что эффективность грохочения колосникового грохота
постоянна для всех классов крупности нижнего материала и равна принятой
эффективности грохочения.
Строим характеристику крупности
продукта 4 (рис. 4.1) по данным табл. 4.1. Характеристики крупности продукта 1
изображены на рис. 3.1.
Результаты вычислений заносим в таблицу 4.2.
Таблица 4.1
Результаты ситового анализа
|
Классы
крупности в долях S1
|
Выход
классов крупности, %
|
Суммарный
выход по “плюсу”, %
|
Суммарный
выход по “минусу”, %
|
|
+
320
|
10
|
10
|
100
|
|
-
320 + 240
|
11
|
21
|
90
|
|
-
240 + 160
|
15
|
36
|
79
|
|
-
160 + 120
|
13
|
49
|
64
|
|
-
120 + 80
|
15
|
64
|
51
|
|
-
80 + 40
|
16
|
80
|
36
|
|
-
40 + 0
|
20
|
100
|
20
|
|
Итого
|
100
|
-
|
-
|
Рис. 4.1 Характеристика
крупности продукта 4
В продукте 5 максимальным
куском будет d1 = Dmax/i1 = 800/4 = 200 мм, следовательно, в
этом продукте присутствуют куски всех размеров от d1
до 0 мм. Поэтому для определения характеристики крупности продукта 5 весь
диапазон размеров от d1 до 0 мм разбиваем на 5 - 6
классов с учетом шкалы классификации.
Таблица 4.2
Расчет характеристики крупности продукта 5
|
Классы
крупности, мм
|
Кумулятивные
выходы или содержания классов по минусу в долях
|
Суммарные
выходы по “плюсу” продукта 5, %
|
|
Продукт
1
|
Продукт
2
|
Продукт
4
|
Продукт
5
|
|
|
|
|
|
доли
|
%
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
0
- 200
|
0,5
|
1,0
|
0,74
|
0,82
|
82
|
18
|
|
0
- 150
|
0,41
|
0,82
|
0,62
|
0,68
|
68
|
32
|
|
0
- 100
|
0,31
|
0,62
|
0,45
|
0,50
|
50
|
50
|
|
0
- 50
|
0,20
|
0,40
|
0,22
|
0,28
|
28
|
72
|
|
0
- 30
|
0,14
|
0,28
|
0,13
|
0,18
|
18
|
82
|
Графу 1 разбиваем на классы крупности
произвольно. Графу 2 определяем по графику: “Характеристика крупности исходной
руды”.
Для заполнения графы 3,
значения β2-d1
определяем по формуле
 , (4.2)
, (4.2)
где Е1 - эффективность грохочения
колосникового грохота, в долях ед., Е1 =0,6; Q1 = 1125
т/ч; Q2 = 337,5 т/ч.





Графу 4 определяем по графику: «Характеристика
крупности продукта 4» рис. 4.1. Для заполнения графы 5 определяем содержание
искомых классов в продукте 5 по формуле
 , (4.3)
, (4.3)
где Q4 = 787,5 т/ч; Q5 =
1125 т/ч.





В графу 6 занесем выходы продукта 5 в процентах.
Графа 7 дает кумулятивную характеристику по плюсу этого же продукта, т.е. для
того чтобы заполнить графу 7 необходимо от 100 отнять значения графы 6.
По вычисленным значениям графы 6 и 7 (табл.
4.2), строим график: «Характеристика крупности продукта 5» см. рис. 4.2.
Рис. 4.2 Характеристика
крупности продукта 5
После построения характеристики
крупности продукта 5, определяем массу и выход продуктов 6, 7, 9
Q6
= Q5 ∙ β5-d2∙ E2;
Q7 = Q5 - Q6
Q8 = Q7;
Q9 = Q5.
γ6
=
Q6 ∙100/Q5;
γ7
=100
- Q6;
γ8
=
γ7;
γ9
=
γ5 =
100 ,
где β5-d2
- содержание класса - d2
в продукте 5 в долях единиц;
E2 -
эффективность грохочения грохота перед
второй стадией дробления в долях, для
вибрационных грохотов Е2 = 0,8 - 0,85 [1];
Q6, Q7, Q8, Q9 - массовые выхода
продуктов 6, 7, 8, 9, т/ч;
γ 5, γ6, γ 7, γ 8, γ 9 - выходы
продуктов 5, 6, 7, 8, 9, %.
β5-d2
- определяем по графику (рис. 4.2) β5-d2
= 24 % = 0,24; d2
= 40 мм; E2
= 0,8.
Q5 = 1125 т/ч;
Q6
= 1125 ∙ 0,24 ∙ 0,8 = 216 т/ч;
7 = Q5 - Q6 = 1125 - 216 = 909 т/ч;
Q8 = Q7 = 909 т/ч;
Q9 = Q5 =
1125 т/ч.
Выходы продуктов 5, 6, 7, 8, 9 т/ч.
дробление грохот
измельчение оборудование
γ6
=
Q6 ∙ 100/Q5
= 216 ∙ 100/1125 = 19,2 %;
γ7
=100
- γ6
=100 - 19,2 = 80,8 %;
γ8
=
γ7
= 80,8 %;
γ9
=
γ5 =
100 %.
Рассчитываем необходимое
количество дробилок для второй стадии дробления n2
2
= Q7/q2,
(4.4)
где q2
- производительность одной дробилки по каталогу или справочнику [3, прил. 9].
По ширине разгрузочной щели S2
и ширине приемного отверстия В2 [прил. 8], выбираем конусную
дробилку среднего дробления. По данным нам подходит КСД 2200 Т (для тонкого
помола).
Удельную
производительность определяем по формуле
 ,
(4.5)
,
(4.5)
где q1
и q2 - соответствующие
значения удельной производительности, м³/ч;
d1
и d2
- ближайшее меньшее и большее значение размера отверстий сита, мм; dрасч
= S2
=16 мм.
q1
= 170 м3/ч; q2
= 340 м3/ч; d1
= 15 мм; d2
= 30 мм; [3, прил. 9]
 = 181,3 м3/ч.
= 181,3 м3/ч.
Насыпная плотность ρ
= 1,6 т/м3,
тогда q2
= 181,3 ∙ 1,6 = 290 т/ч.
Определяем
количество
дробилок n2
n2 = 909/290 = 3,1 ≈ 3.
Для второй стадии дробления
количество дробилок равно трем.
4.2 Расчет
грохота второй стадии дробления
Для грохочения руды перед дробилкой среднего
дробления применяют инерционные грохоты и грохоты самобалансные, т. к. они
более надежны в эксплуатации в тяжелых условиях работы.
Общая площадь грохочения для заданной производительности
определяется по уравнению
 (4.6)
(4.6)
где q - удельная производительность грохота, м3/ч∙м2 [2, с. 94; 3,
с. 62]; δ, k, l, m, n, o, p - поправочные
коэффициенты, определяемые по справочнику [2, с. 95; 3, с. 62 ].
S2
= 40 мм, следовательно: q = 37 м3/ч∙м2;
δ - постоянная величина: δ
= 1,6 т/м3;
 =
=
 = 20, содержание в исходном материале
зерен размером меньше половины размера отверстий сита, %, определяем по
графику: «Характеристика крупности продукта 4» см. рис. 4.1, равно 10,
следовательно, k = 0,5;
= 20, содержание в исходном материале
зерен размером меньше половины размера отверстий сита, %, определяем по
графику: «Характеристика крупности продукта 4» см. рис. 4.1, равно 10,
следовательно, k = 0,5;
100 - содержание в исходном материале зерен
размером меньше половины размера отверстий сита, % т. е 100 - 10 = 90 %,
(содержание в исходном материале зерен размером больше размера отверстий сита),
следовательно, l
= 3,36;
Е2 = 0,8 = 80 %,
следовательно, m = 1,35; n = 1; о = 1; р = 1.
 = 8,38 м2.
= 8,38 м2.
По [3, прил. 2] подбираем подходящий условиям
грохот и рабочую площадь просеивающей поверхности. Для второй стадии грохочения
предпочтительно ставить грохоты тяжелого типа, которые принимают крупные куски.
Количество грохотов n для второй стадии
дробления
= F/f, (4.7)
где f
- площадь просеивающей поверхности выбранного грохота, м2.
n = 8,38/3,7 = 2,3 ≈ 3.
Во второй стадии дробления
желательно иметь по одному грохоту на дробилку, т.к. это облегчает
конструктивное решение узла “грохот-дробилка” [1].
Выбираем по каталогу три наклонных инерционных
грохота тяжелого типа ГИТ 31 [3, прил. 2] с площадью одного сита 3,7 м2.
. РАСЧЕТ ТРЕТЬЕЙ СТАДИИ ДРОБЛЕНИЯ
5.1 Расчет и выбор
дробилок
Диаметр отверстия грохотов перед дробилками
мелкого дробления и ширину разгрузочной щели дробилки принимают равной диаметру
максимального куска в питании мельницы:
3
= d3,
d3
= D2/i3
= 40/6,67 = 6 мм.
Все избыточные куски руды будут отсеяны на
грохоте поверочного грохочения и возвращены в дробилку. Для мелкого дробления
твердых и средней твердости руд применяем короткоконусные дробилки [прил. 9].
Дробилки выбираем по ширине загрузочного отверстия и по производительности при
заданной ширине выходной щели S3.
В третьей стадии дробилка работает в замкнутом
цикле с поверочным грохочением, поэтому ее выбор осуществляется по тоннажу
вновь поступающего в нее продукта величиной Q'12, т. е.
по верхнему классу, отсеивающемуся на грохоте от продукта 9. Продукт 13 (Q13)
- циркулирующая нагрузка дробилки - поступает в ту же дробилку, что и продукт
величиной Q'12. В сумме Q'12 и Q13
составляют продукт 12, фактически поступающий в дробилку третий стадии
дробления. Но при выборе дробилки в расчет не принимается, так как
производительность для конусных дробилок мелкого дробления дана в каталогах с
учетом циркулирующей нагрузки.
Определяем выход продукта Q'12
'12
= Q9 ∙ (1 - E3 ∙
β9-d3), (5.1)
где Е3 - эффективность
грохочения в третьей стадии дробления в долях единиц, для вибрационных грохотов
Е3 = 0,8 - 0,85; Q9
= 1125 т/ч - массовый выход продукта 9; β9-d3
определяется
по графику характеристики крупности продукта 9 (см. рис. 5.2) при d3
= 6 мм.
β9-d3 = 20 % = 0,20,
Q'12 =
1125 ∙ (1 - 0,8 ∙ 0,2) = 945 т/ч = 590,6 м3/ч.
Результаты ситового анализа приведены в таблице
5.1.
Таблица 5.1
Результаты ситового анализа
|
Классы
крупности в долях, S2
|
Выход
классов крупности, %
|
Суммарный
выход по “плюсу”, %
|
Суммарный
выход по “минусу”, %
|
|
+
32
|
10
|
10
|
100
|
|
-
32 + 24
|
11
|
21
|
90
|
|
-
24 + 16
|
15
|
36
|
79
|
|
-
16 + 12
|
13
|
49
|
64
|
|
-
12 + 8
|
15
|
64
|
51
|
|
-
8 + 4
|
16
|
80
|
36
|
|
-
4 + 0
|
20
|
100
|
20
|
|
Итого
|
100
|
-
|
-
|
Рис. 5.1 Характеристика крупности продукта 8
Для определения содержания β9-d3
необходимо знать характеристику крупности продукта 9. Для получения этой
характеристики необходимо сложить характеристики продуктов 6 и 8. Характеристику
продукта 8 строим по данным таблицы 8. Характеристику крупности продукта 6
определяем как характеристику крупности подрешетного продукта, отсеянного от
продукта 5 на грохоте с диаметром отверстий d2
мм. Нахождение характеристики крупности продукта 9 производится так же, как для
продукта 5. Данные заносим в таблицу 5.2.
Таблица 5.2
Расчет характеристики крупности продукта 9
|
Классы
крупности, мм
|
Кумулятивные
выходы или содержания классов по минусу в долях
|
Суммарные
выходы по “плюсу” продукта 9, %
|
|
Продукт
5
|
Продукт
6
|
Продукт
8
|
Продукт
9
|
|
|
|
|
|
доли
|
%
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
0
- 30
|
0,17
|
0,38
|
0,87
|
75
|
25
|
|
0
- 25
|
0,16
|
0,36
|
0,80
|
0,68
|
68
|
32
|
|
0
- 20
|
0,13
|
0,29
|
0,71
|
0,60
|
60
|
40
|
|
0
- 15
|
0,10
|
0,22
|
0,61
|
0,50
|
50
|
50
|
|
0
- 10
|
0,06
|
0,13
|
0,41
|
0,31
|
31
|
69
|
Графу 1 разбиваем на классы крупности
произвольно. Графу 2 определяем по графику: «Характеристика крупности продукта
5» см. рис. 4.2. Для заполнения графы 3 значения β6-d2
определяем по формуле
 (5.2)
(5.2)
где Е2 - эффективность грохочения, Е2
= 0,8; выходы продуктов 5 и 6 - Q5 = 1125 т/ч; Q6 = 216
т/ч;
β5-d2
- кумулятивное содержание класса 5 с d2. Определяем β5-d2
по характеристике крупности продукта 5 (рис. 4.2).






Для заполнения графы 5 определяем содержание
искомых классов в продукте 9 по формуле
 , (5.3)
, (5.3)
где Q6 = 216 т/ч; Q8 = 720
т/ч; Q9 = 1125 т/ч - массовые выходы продуктов 6, 8 и 9.
β8-d2
- кумулятивное содержание класса 8 с d2. Определяем β8-d2
по характеристике крупности продукта 8 (рис. 5.1).
 ;
; 






В графу 6 заносим выходы продукта 9 в процентах.
Графа 7 дает кумулятивную характеристику по плюсу этого же продукта, т. е. для
того чтобы заполнить графу 7 необходимо от 100 отнять значения графы 6.
По вычисленным значениям графы 6 и 7 (табл.9),
строим график: «Характеристика крупности продукта 9» рис.5.2.
Рис. 5.2 Характеристика крупности продукта 9
Количество
дробилок n3 для третьей стадии дробления, определяется из
соотношения
3 = Q'12/q3,
(5.4)
где q3 - производительность одной дробилки, выбранной по
каталогу, при требуемой ширине разгрузочной щели, т/ч;
Q'12 -
выход продукта, Q'12 = 945 т/ч.
Выбираем по каталогу [прил. 9] конусную дробилку
мелкого дробления - КМД-1200 Гр.
 = 46,5 м3/ч.
= 46,5 м3/ч.
Насыпная плотность ρ
= 1,6 т/м3,
тогда q3
= 46,5 ∙ 1,6 = 74,4 т/ч.
Определяем
количество
дробилок n3
n3 = 945/74,4 = 12,7 ≈ 13 штук.
5.2 Расчет грохота
третьей стадии дробления
Для выбора грохота третьей стадии дробления
необходимо найти количество руды, Q10 поступающей на грохочение. Для
этого построим характеристику крупности дробленой руды в третий стадии
дробления, продукт 13 (таблица 5.4). Для определения характеристики крупности
продукта 10 суммируют характеристики продуктов 9 и 13. Все данные заносим в
таблицу 5.3 (S = S3).
Таблица 5.3
Результаты ситового анализа
|
Классы
крупности в долях, S3
|
Выход
классов крупности, %
|
Суммарный
выход по “плюсу”, %
|
Суммарный
выход по “минусу”, %
|
|
+
12
|
2
|
2
|
100
|
|
-
12 + 9
|
8
|
10
|
98
|
|
-
9 + 6
|
23
|
33
|
90
|
|
-
6 + 4,5
|
16
|
49
|
67
|
|
-
4,5 + 3
|
19
|
68
|
51
|
|
-
3 + 1,5
|
19
|
87
|
32
|
|
-
1,5 + 0
|
13
|
100
|
13
|
|
Итого
|
100
|
-
|
-
|

Рис. 5.3 Характеристика крупности продукта 13
Q10
= Q9 + Q13,
Q9
= Q5 = Q1.
Массовые выходы продуктов 10, 13
 (5.5)
(5.5)
где Е3 = 0,8 -
эффективность грохочения третьей стадии; Q9 =
1125 т/ч - массовый выход продукта 9;
β9-d3
определяется
по графику на рис. 5 при d3 = 6 мм β9-d3 = 0,2; β13-d3
определяется
по графику рис. 5.3, β13-d3 = 0,66.
Тогда
Q10
= 1125 + 1789,8 = 2914,8 т/ч,
Q9
= Q5 = 1125 т/ч.
 т/ч.
т/ч.
Строим характеристику крупности продукта 10.
Составляем таблицу 5.4, аналогичную таблице 5.3. Для этого рассчитываем по
формуле кумулятивные содержания классов по минусу от 0 до d3
мм мм.
Таблица 5.4
Расчет характеристики крупности продукта 10
|
Классы
крупности, мм
|
Кумулятивные
выходы или содержания классов по минусу в долях
|
Суммарные
выходы по “плюсу” продукта 10, %
|
|
Продукт
9
|
Продукт
13
|
Продукт
10
|
|
|
|
|
доли
|
%
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
0
- 10
|
0,32
|
0,93
|
0,69
|
69
|
31
|
|
0
- 8
|
0,30
|
0,83
|
0,63
|
63
|
37
|
|
0
- 6
|
0,20
|
0,66
|
0,48
|
48
|
52
|
|
0
- 4
|
0,15
|
0,46
|
0,34
|
34
|
66
|
|
0
- 2
|
0,05
|
0,22
|
0,15
|
15
|
85
|
Графу 1 разбиваем на классы крупности
произвольно. Графу 2 определяем по графику: «Характеристика крупности продукта
9» см. рис. 5.2. Графу 3 определяем по графику: «Характеристика крупности
продукта 13» см. рис. 5.3. Для заполнения графы 4 определяем кумулятивные
содержания классов по минусу от 0 до d3
мм в продукте 10 по формуле
 (5.6)
(5.6)
где 
 ,
,
 -
содержание класса меньше d3
мм (кумулятивные выходы по минусу) в продуктах 9, 10, 13 соответственно в долях
единиц.
-
содержание класса меньше d3
мм (кумулятивные выходы по минусу) в продуктах 9, 10, 13 соответственно в долях
единиц.
 ,
,  ,
,
 ,
,
 (определяем
по рис. 5.2 для каждого диапазона).
(определяем
по рис. 5.2 для каждого диапазона).
 ,
,  ,
,
 ,
,
 (определяем
по рис. 5.2 для каждого диапазона).
(определяем
по рис. 5.2 для каждого диапазона).





Определяем выход продукта 10
γ10
= γ9
+ γ13
= 100 + 159,1 =259,1 %.
Определяем выход продукта 13
γ9
= 100 %,  -
выходы продуктов 9 и 13.
-
выходы продуктов 9 и 13.
Строим характеристику крупности продукта 10
(рис. 5.4)
Рис. 5.4 Характеристика крупности продукта 10
Расчет грохота ведется
аналогично расчету во второй стадии дробления.
Рекомендуется в обеих стадиях принять грохоты
одного и того же типа. При расчете необходимой площади грохочения в третьей
стадии значения удельной производительности грохота и коэффициентов (q, δ, k, l, m, n, o, p)
входящих в формулу, выбираем в зависимости от характеристики крупности продукта
10 согласно данным.
Число грохотов в третьей стадии дробления может достигать
3 - 4 на дробилку, но при этом приходится перед грохотами проектировать
распределительные бункеры.
Общая площадь грохочения
 , (5.7)
, (5.7)
где q - удельная производительность грохота, м3/ч∙м2 [2, с. 94; 3,
с. 68]; δ, k, l, m, n, o, p - поправочные
коэффициенты, определяемые по справочнику [2, с. 95; 3, с. 69;].
S3
= 6 мм, следовательно: q = 13 м3/ч∙м2;
δ - постоянная величина: δ
= 1,6 т/м3;
 =
=
 = 3, содержание в исходном материале
зерен размером меньше половины размера отверстий сита, %, определяем по
графику: «Характеристика крупности продукта 13» см. рис. 5.3, равно 30, следовательно,
k = 0,8;
= 3, содержание в исходном материале
зерен размером меньше половины размера отверстий сита, %, определяем по
графику: «Характеристика крупности продукта 13» см. рис. 5.3, равно 30, следовательно,
k = 0,8;
100 - содержание в исходном материале зерен
размером меньше половины размера отверстий сита, % т. е 100 - 30 = 70 %,
(содержание в исходном материале зерен размером больше размера отверстий сита),
следовательно, l
= 1,55;
Е2 = 0,8 = 80 %,
следовательно, m = 1,35; n = 1; о = 1; р = 1.
 = 83,7 м2.
= 83,7 м2.
По [3, прил. 2] подбираем подходящий условиям
грохот и рабочую площадь просеивающей поверхности. Для второй стадии грохочения
предпочтительно ставить грохоты тяжелого типа, которые принимают крупные куски.
Количество грохотов n для второй стадии
дробления
= F/f, (5.8)
где f
- площадь просеивающей поверхности выбранного грохота, м2.
=  =
= 
 6,44
м2,
6,44
м2,
= 83,7/6,44 = 12,99 ≈ 13,
т.е. на каждую дробилку приходится по грохоту.
Выбираем по каталогу тринадцать наклонных
инерционных грохота тяжелого типа ГИТ 51М [3, прил. 3] с площадью одного сита
6,44 м2.
6. РАСЧЕТ СХЕМЫ ИЗМЕЛЬЧЕНИЯ И ВЫБОР ОБОРУДОВАНИЯ
ДЛЯ ИЗМЕЛЬЧЕНИЯ И КЛАССИФИКАЦИИ
6.1 Выбор мельниц
Вследствие разных режимов работы цехов дробления
и измельчения их производительности не совпадают. Между цехами обычно
предусматривается бункер дробленой руды, являющийся буферной емкостью. Бункер
дробленой руды должен обеспечить бесперебойную работу цеха измельчения, поэтому
емкость его должна быть 36 - 48-часовой производительности цеха измельчения
(одна или две смены перед выходными днями, 6 - 12 часов, весь выходной день, 24
часа и одна смена после выходного дня, 6 часов).
Расчетная производительность цеха измельчения
определяется по заданной (табл. 1.1) суточной производительности фабрики (т/ч):
 ; Q11изм
≠ Q1,
; Q11изм
≠ Q1,
где Qзад
=
13500 т/сут - суточная производительность фабрики.
 ; Q11изм
≠ Q1 (Q1 = 1125 т/ч);
; Q11изм
≠ Q1 (Q1 = 1125 т/ч); ≠1125.
≠1125.
В
современной практике для измельчения руд перед флотацией при одностадиальных схемах измельчения применяют мельницы
с разгрузкой через решетку. Потому при расчете и выборе мельниц должен решаться
только вопрос об их размерах.
Размер
мельниц выбирают на основании технико-экономического сравнения. Исходными данными для расчета
производительности мельниц являются
практические показатели действующей мельницы на работающей фабрике данного месторождения. Расчет мельниц ведут по удельной
производительности по вновь образованному классу -0,074 мм (-200 меш.). Расчет начинается с определения Q17 и γ17
- продукт 17 - циркулирующая нагрузка.
Выход
этого продукта, γ17, при расчете
схемы назначают в зависимости от крупности продукта 16 - слива классификатора
(табл. 1.1 согласно варианта 10). Чем тоньше продукт 16, тем следует назначить
больший выход для продукта 17. В практике
проектирования обычно принимают при содержании в продукте
16 материала - 0,074 мм [1].
β16-0,074
= 45 %, γ17
=
300 %; β16-0,074
= 90 %, γ17
=
700 %.
Содержание материала -0,0074 мм в сливе
классификатора в, %: β16-0,074
= 72 %;
Выход продукта 17 находим по формуле
 ,
(6.1)
,
(6.1)



Рассчитав γ17
,
определим Q17
 .
.
Определяем массу продуктов 16, 14, 15 согласно
схеме, представленной на рисунке 1.1
Q11изм
=
Q16; Q14
=
Q15; Q14
=
Q11изм
+
Q17;
16 =
562,5 т/ч; Q14 = 562,5 + 3036,96 = 3599,46 т/ч; Q15 =
3599,46 т/ч.
Определим производительность проектируемой
мельницы по вновь образованному классу - 0,074 мм
 , (6.2)
, (6.2)
где Qim
- производительность проектируемой мельницы
по вновь образованному классу, т/ч; qi
- удельная производительность проектируемой
мельницы, т/м3∙ч; Vi - объем проектируемой мельницы соответствующего размера (выбирают по каталогу), м3;
β16-0,074
- содержание материала - 0,074 мм в сливе классификатора в долях единиц (табл. 1); β11-0,074
- содержание материала - 0,074 мм в питании
мельниц в долях единиц (табл. 1,1).
β16-0,074
= 72 % = 0,72; β11-0,074
= 12 % = 0,12.
Для технико-экономического сравнения в проекте
выбираем три-четыре типа размера мельниц с разгрузкой через решетку (Di
×
Li) [прил. 10].
Удельную
производительность проектируемой мельницы рассчитывают
по формуле
q = qзад
∙ Kи ∙ Kк ∙ Kт ∙ Kd , (6.3)
где qзад
- удельная
производительность действующей или эталонной мельницы, qзад
= 0,9 т/м3∙ч; Kи , Kк - коэффициенты, учитывающие измельчаемость и крупность руды, поступающей на
измельчение, в проекте принять Kи = 1, Kк = 1; Kт -
коэффициент, учитывающий способ разгрузки мельницы, при переходе от центральной
разгрузки к разгрузке через
решетку Kт = 1,15; Kd
- коэффициент, учитывающий различия диаметров
мельниц, проектируемой и работающей на фабрике
где D = 3,3 м,
внутренний диаметр действующей мельницы; D1, D2, D3 - внутренний диаметр проектируемых к установке мельниц,
м; 0,15 - двойная толщина футеровки мельниц, м.
Определяют количество мельниц ni
каждого выбранного типоразмера, необходимое для измельчения поступающей в цех
руды
 , (6.4)
, (6.4)
Полученное значение округляют в большую сторону
до  .
После этого рассчитывают коэффициент запаса ki
для каждой мельницы
.
После этого рассчитывают коэффициент запаса ki
для каждой мельницы
 , (6.5)
, (6.5)
Количество мельниц принимаем на основании
технико-экономического сравнения ряда мельниц различного размера согласно
таблице 6.1.
Данные в графы 3, 7, 8 берем из каталога, а в
графы 4, 5, 6 - рассчитываем.
По данным таблицы 6.1 выбираем мельницу, для
которой требуются наименьшие затраты.
Таблица 6.1
Характеристики мельниц
|
№
пп
|
Тип
мельниц
|
Основные
размеры мельниц
|
Коэффициент
запаса
|
Количество
мельниц
|
Производительность
|
Масса
мельниц
|
Установочная
мощность
|
|
|
|
|
|
|
|
одной
|
всех
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
1
|
МШР
|
2700×2700
|
1,011
|
32
|
568,64
|
71
|
315
|
10080
|
|
2
|
МШР
|
3200×3800
|
1,0114
|
16
|
568,8
|
-
|
800
|
12800
|
|
3
|
МШР
|
4500×5000
|
1,177
|
5
|
662
|
300
|
2500
|
12500
|
В графу 2 записываем мельницы, выбранные
произвольно по каталогу [прил. 10]. Графу 6 (производительность
мельниц) считаем по формуле
= n1'∙ Q1m, (6.6)
1 = 32 ∙ 17,77 =
568,6 т/ч.2
= 16 ∙ 35,55 = 568,8 т/ч.
Q3 = 5 ∙
132,4
= 662 т/ч.
МШР 2700×2700
 =
0,79;
=
0,79;
q = 0,9 ∙ 1 ∙ 1 ∙
1,15 ∙ 0,79 = 0,82 т/м³·ч;
 = 17,77 т/ч;
= 17,77 т/ч;
 = 31,65;
= 31,65;
n' = 32;
 = 1,011.
= 1,011.
МШР 3200×3800
 =
0,88;
=
0,88;
q = 0,9 ∙ 1 ∙ 1 ∙
1,15 ∙ 0,88 = 0,79 т/м³·ч;
 = 35,55 т/ч;
= 35,55 т/ч;
 = 15,82;
= 15,82;
n' = 16;
 = 1,0114.
= 1,0114.
МШР 4500×5000
 =
1,081;
=
1,081;
q = 0,9 ∙ 1 ∙ 1 ∙
1,15 ∙ 1,081 = 1,119 т/м³·ч;
 = 132,4 т/ч;
= 132,4 т/ч;
 = 4,249;
= 4,249;
n' = 5;
 = 1,117.
= 1,117.
На основании технико-экономического сравнения
выбираем по каталогу [прил. 10] мельницу с наибольшим коэффициентом запаса,
наибольшей производительностью и наименьшей мощностью всех мельниц МШР 3200×3800.
.2 Выбор
спиральных классификаторов
Для работы в замкнутом цикле с
мельницами чаще устанавливают спиральные классификаторы. Они изготавливаются
двух типов - с погруженной и непогруженной спиралью. Спиральные классификаторы
с непогруженной спиралью применяются для получения крупного слива.
Классификаторы с погруженной спиралью имеют большую площадь зеркала пульпы и
большую производительность, при том же диаметре спирали. Поэтому при высоких
производительностях и тонком по крупности сливе, мельче 0,1 мм, рекомендуется
выбирать классификаторы с погруженной спиралью. Количество классификаторов
должно быть равно числу мельниц.
Производительность одного
классификатора по сливу
Qсл.=
Q/ni,
(6.7)
где Qсл.
- суточная производительность классификатора по твердому в сливе, т/час;
Q -
производительность фабрики, т/сут, Q = 13500 т/сут;
ni
- количество классификаторов, 16.
Qсл.=
13500/16 = 873,75 т/ч.
Расчет спиральных классификаторов сводится к
определению диаметра спирали и выборе по нему аппарата по [4, прил. 8].
Диаметр спирали классификатора с непогруженной
спиралью
 (6.8)
(6.8)
где m
- число спиралей классификатора, m
= 2;
k1
= 1,0 - коэффициент учитывающий плотность руды, при плотности руды по заданию σ
= 1,36 т/м3;
k2
- коэффициент учитывающий крупность слива (β16-0,074
= 72 %), k2
= 1,0.
 .
.
По каталогу [4, прил. 8] выбираем спиральный
классификатор типа. 1КСН 30.
Выбранный классификатор проверяем по пескам:
Qпеск
= 135 ∙ m ∙ k1∙ n
∙ D23,
(6.9)
где Qпеск
- суточная производительность одного классификатора по пескам, т/сут;- число
оборотов спирали [4, прил. 8], n = 16, число оборотов спирали; k1 = 1.
Qпеск
= 135 ∙ 1 ∙ 1 ∙
16 ∙ 33 =
58320 т/сут.
Должно выполняться условие:
Qпеск
≥ Q17
 , (6.10)
, (6.10)
где Q17
- масса циркулирующей нагрузки мельницы, т/сут;- производительность фабрики,
т/сут, Q = 13500;
γ17
- выход продукта 17 в долях единиц, γ17
= 5,40;i
- число классификаторов, ni
= 16.

58320 ≥ 4556,2.
Составляем спецификацию основного оборудования
цехов дробления и измельчения согласно табл. 6.2.
Таблица 6.2
Спецификация основного
оборудования цехов дробления и измельчения
|
Наименование
оборудования
|
Количество,
шт
|
Тип
|
Масса
единицы, т
|
Установочная
мощность, кВт
|
|
|
|
|
единицы
|
всего
|
|
Цех
дробления
|
2
|
12×15
|
115,7
|
160
|
320
|
|
КСД
|
3
|
2200Т
|
89
|
250
|
7500
|
|
ГИТ
|
3
|
31
|
1,4
|
5,5
|
16,5
|
|
КМД
|
13
|
1200
Гр
|
21
|
75
|
975
|
|
ГИТ
|
13
|
51
М
|
0,8
|
17
|
221
|
|
Цех
измельчения
|
|
МШР
|
16
|
3200×3800
|
-
|
800
|
12800
|
|
1КСН
|
16
|
30
|
42,0
|
30,0
|
480
|
По суммарной установочной
мощности и заданной производительности
фабрики подсчитывают расход энергии на тонну руды (кВт∙час/т) по цехам дробления и измельчения отдельно.
Суммарная установочная
мощность для цеха дробления,  =2282,5
кВт.
=2282,5
кВт.
Суммарная установочная
мощность для цеха измельчения, =13280 кВт.
Расход энергии для цеха
дробления, на тонну руды, кВт∙ч/т:
Едробл =  , (6.11)
, (6.11)
где - суммарная установочная мощность для цеха дробления,
кВт;
t - время работы цеха дробления, ч
(6, 12 или 18 часов в сутки);
Q - производительность цеха дробления, т/сут.
Едробл =  = 2,029 кВт∙ч/т.
= 2,029 кВт∙ч/т.
Расход энергии для цеха
измельчения, на тонну руды, кВт∙ч/т:
Еизм = , (6.12)
где - суммарная установочная мощность для цеха измельчения,
кВт;
t - время работы цеха измельчения,
ч (24 часа в сутки);
Q - производительность цеха измельчения, т/сут.
Еизм =  = 23,609 кВт∙ч/т.
= 23,609 кВт∙ч/т.
СПИСОК ИСПОЛЬЗОВАННЫХ
ИСТОЧНИКОВ
1.
Разумов, К. А. Проектирование обогатительных фабрик:
Учебник для вузов / К. А. Разумов, В. А. Перов. - 4-е изд.,
перераб. и доп. - М.: Недра, 1982. - 518 с.
2. Евменова,
Г.Л. Дробление, измельчение и подготовка сырья к обогащению: пособие по
курсовому проектированию : Учеб. пособие для вузов / Г.Л Евменова, Г.В.Иванов,
А.А. Байченко, ГУ КузГТУ - Кемерово, 2005. - 96 с.
3.
Андреев, С. Е. Дробление, измельчение и грохочение
полезных ископаемых: Учебник для вузов / С. Е. Андреев,
В. М. Зверевич, В. А. Перов. - 3-е изд.,
перераб. и доп. - М.: Недра, 1980. - 415 с.
4.
Перов, В. А. Дробление, измельчение и грохочение полезных
ископаемых:
Учеб. пособие для вузов / В. А. Перов, С. Е. Андреев, Л.Ф. Биленко. - 4-е изд. перераб. и доп. - М.: Недра, 1990. - 301 с.
5.
Шилаев, В. П. Основы обогащения полезных ископаемых:
Учеб. пособие
для вузов. - М.: Недра, 1986. - 296 с.
6.
Справочник по обогащению руд. Подготовительные процессы / под ред. О. С.
Богданова, В. А. Олевского. - 3-е изд., перераб. и доп. -
М.: Недра, 1982. - 366 с.
Графическая часть:
«Технологическая схема операций дробления и измельчения»
Исходная руда
Q1 = 1125 т/ч
γ1 = 100 %
Dmax = 800 мм
Грохочение I ст. d1 = 200 мм
Q2 = 337,5 т/ч
Q3 = 787,5 т/ч
γ2 = 30
% γ3 = 30 %
Дробление I стадия
Q4 = 787,5 т/ч
γ 4 =70 %
Q5 = 1125 т/ч
γ5 = 100 %
Грохочение II ст. d2 = 40 мм
Q6 = 216
т/ч Q7 = 909 т/ч
γ6 = 19,2
% γ7 = 80,8 %
Дробление II стадия
Q8 = 720 т/ч
Q9 = 1125
т/ч Q8 = 720 т/ч
γ9 = 100
% γ8 = 80,8 %
Грохочение III ст. d3 = 6 мм
Q11 = 1125 т/ч
Q׳12 = 945 т/ч
γ11 = 100
% Q10 = 2914,8
т/ч Q 12 = 1789
т/ч γ10 = 259,1 %
Дробление III стадия
Q13 = 1789 т/ч
Измельчение
γ13 =
159,1 %
Q14,15 = 3599,4
т/ч
Классификация
Q16 = 873,7
т/ч Q17 = 4556,2
т/ч
γ17 =
540 %