Анализ состояния производства
Реферат
В работе выполнена комплексная оценка качества
металлопродукции, а именно для стального каната двойной свивки типа лк-р
конструкции 6x19 (1+6+6/6)+1 о.с. по (ГОСТ 2688-80 ),ее технический уровень и
разработаны рекомендации по обеспечению и повышению ее качества.
Стальной канат (трос) относится к одному из
видов грузоподъемных приспособлений и является сложным и ответственным видом
проволочных изделий. Он имеет большое число типов и конструкций и различается
по форме поперечного сечения, как самого каната, так и его элементов, а также
по физико-механическим характеристикам проволок и сердечников. Наглядно канат
изображен на (Рисунке 1).
Рисунок 1- Стальные канаты
Канат стальной (трос) - совмещение достоинств
арматуры и проволоки высокой прочности, исключающая при этом наиболее важные их
недостатки. В строительстве канаты стальные используют в основном в качестве
несущих элементов конструкций повышенной сложности. Одним из важных материалов
в производстве стальных канатов является катанка, причём её свойства, форма
сечения, диаметр определяют основные технические характеристики стального
троса.
В данное время канаты (тросы) подразделяют на:
одинарной, двойной, тройной свивки и прошивные по числу свивочных операций; овальнопрядные,
плоскопрядные, трехгранные по конфигурации сечения прядей. Готовые канаты
смазывают, покрывают антикоррозионным слоем металла или полимера для увеличения
их стойкости к воздействию внешней среды.
Стальные канаты изготовляют из стальной проволоки
разного качества, свитой по спирали. Для защиты от коррозии стальная проволока
изготовляется из нержавеющей стали (более дорогая и менее прочная),
оцинковывается (со временем покрытие стирается) или тросы имеют пеньковый
сердечник, пропитанный смазкой. Последний тип тросов состоят из шести прядей,
свитых вокруг пенькового манильского или джутового сердечника. Сердечник
заполняет пустоту в центре троса, образованную между прядями, предохраняет
пряди от проваливания к центру и защищает внутренние слои проволок троса от
коррозии.
1. Технологический процесс
производства
Схема технологического процесса стального каната
показана на рисунке 2.
Рисунок 2- Схема технологического процесса
стального каната
.1 Технологический процесс производства канатов
Изготовление металлических и неметаллических
(волокнистых) Канатов на соответствующем технологическом оборудовании.
Основные операции К. п.: перемотка проволоки,
пряжи на катушки на волочильных или намоточных станках; свивка (скручивание)
прядей на прядевьющих машинах; свивка канатов на канатовьющем или плетельном
оборудовании.
Основные технологические параметры. На
технологию изготовления каната влияют такие параметры, как шаг свивки, характер
касания проволок в прядях и прядей в канате, направление и угол свивки, число
прядей и др. Шаг свивки проволок в прядях для канатов с точечным касанием (ТК)
не должен превышать 11 расчётных диаметров круглых или фасонных прядей; в
канатах с линейным касанием (ЛК) - 9 диаметров, в шестипрядных канатах - не
более 6,5 диаметра, в фасоннопрядных - 7,5; в канатах тройного кручения - 7, а
в стренгах плоского каната - 16 диаметров.
Пряди канатов с точечным касанием изготовляют
одно- и многослойными. Число слоев проволок в прядях не превышает 5, общее
число проволок доходит до 61, иногда - до 91. Каждый слой в канатах ТК
свивается при одинаковых углах свивки, а в ЛК - при разных, обычно в одну
сторону. Спиральные канаты имеют чередующееся направление свивки для всех или
части слоев, число которых доходит до 10. Пряди в канатах с линейным касанием
(число слоев не более 3) изготовляют за одну технологическую операцию с числом
проволок не более 48, которые свиваются в одну сторону. Углы свивки
относительно оси пряди для канатов ТК находятся в пределах 12-15°, для канатов
ЛК - 16-20° (для наружного слоя). Угол свивки прядей в канат выбирают близким
по величине к углу свивки проволок в прядях. Для изготовления канатов
односторонней свивки на канатовьющих машинах устанавливается планетарная
передача, которая сообщает вращение рамам с зарядными катушками и обеспечивает
подкрутку прядей для сохранения плотности их свивки.
Производство металлических канатов осуществляют
на прядевьющих и канатовьющих машинах, которые имеют одинаковые кинематические
схемы и отличаются только размером и числом зарядных катушек (от 3 до 48). На
раме (стойке) машины (рисунок 2) размещается сердечник (металлический или
волокнистый), вокруг которого должны свиваться проволоки или пряди. Свивающий
орган машины имеет шаблон для распределения проволок или прядей и преформатор
для получения нераскручивающихся прядей или канатов. В формирующем обжимном
механизме с плашками образуется конус свивки прядей или канатов и происходит их
опрессовка. Для рихтовки изделий предназначен роличный механизм, из которого
изделие тяговым и приёмным механизмами подаётся для намотки на катушки или
барабаны.
В зависимости от конструкции свивающего органа
различают машины двух типов: роторные (корзиночные), в которых катушки в рамах
размещаются между отдельными дисками и принимают участие в его вращении, и
трубчатые (сигарные), в которых зарядные катушки располагаются в
дебалансированных каретках последовательно внутри трубы-сигары (по ее оси), но
не вращаются вместе с трубой. В обоих случаях катушки вращаются вокруг своих
осей под действием силы, возникающей при стягивании проволок, каболок или
прядей тяговым механизмом. В роторных машинах сердечник проходит внутри полого
вала ротора, а в трубчатых - по внутренней поверхности трубы. Направление
свивки определяется изменением направления вращения свивального органа, а шаг
свивки - соответствующим подбором частоты вращения свивального органа и
окружной скорости тягового механизма. Трубчатые машины имеют большую
производительность по сравнению с роторными и некоторыми канатовьющими машинами
при изготовлении канатов диаметром до 20 мм. Плетёные и плоские канаты
изготовляют на специальных машинах и станках-тележках. Невитые К. монтируются
потребителями на месте применения.
Производство неметаллических канатов осуществляют
на машинах, называемых канатными дорогами (рисунок 3), и стационарных
прядевьющих и канатовьющих машинах. На канатных дорогах каболки последовательно
вытягиваются и свиваются в пряди длиной до 350 м. Затем, проходя через головную
стационарную и подвижную части машины, пряди подкручиваются и группируются по 3
или 4 на тележке с чекмарём - приспособлением для свивки каната. С помощью
крючков головной и подвижной частей машины пряди свиваются в канаты тросовой, а
затем кабельтовой свивки. На канатных дорогах изготовляют канаты или верёвки
различных диаметров длиной до 250 м при использовании 2-3 типоразмеров.
На стационарных машинах изготовляют канаты и
верёвки за две или одну технологическую операцию. В прядевьющих машинах, в
отличие от машин для производства прядей из проволоки, катушки с каболками
размещаются в шпулярниках, а свивальный орган объединён с тяговым и приёмным
механизмами, которые расположены внутри него. Благодаря особой заправке прядей
в свивальном органе (с дополнительным оборотом) современной конструкции машин
за один оборот свивального органа обеспечивают получение двух шагов свивки
прядей. Канатовьющие машины для канатов из волокнистых материалов отличаются от
проволочных канатовьющих машин роторного типа числом зарядных рам и конструкцией
планетарного механизма.
Канатно-верёвочные изделия небольших диаметров
изготовляются за одну технологическую операцию (одновременное изготовление
прядей и свивка их в канат) на комбинированных шнур-машинах и т. н. габлёрках,
состоящих из двух комбинированных крутильных органов: один - для прядей, а
другой - для свивки каната (верёвки) в целом. Фалы изготовляют на оплёточных
машинах, а морские плетёные канаты - на специальных плетельных машинах,(рисунок
2).

Рисунок 3- Пряде-канатовьющая роторная машина:
- рама;
- ротор-корзина;
- распределительный шаблон;
- роликовый преформатор;
- обжимной механизм с плашками;
- рихтовальный механизм;
- тяговый механизм;
- приёмный механизм;
- полый вал.
Рисунок 4- Канатная дорога:
- передний лафет;
- рельсовый путь;
- калибродержатель;
- чекмарь;
- свивальная тележка;
- вытяжная машина;
- приводной канат.
. Требования к продукции
.1 Сортамент
Для выполнения данной работы я обратилась в цех
№17 г.Белорецка. Стальной канат двойной свивки типа лк-р конструкции 6x19
(1+6+6/6)+1 о.с. применяется на строительных и металлургических кранах, шахтных
подъемных установках, экскаваторах и скреперах, подвесных дорогах,
кабель-кранах.
Согласно ГОСТ 2688-80 ,следует придерживаться к
основным требованиям, рассмотрим сортамент.
Настоящий стандарт распространяется на стальные
канаты двойной свивки с линейным касанием проволок в прядях типа ЛК-Р с одним
органическим сердечником, (рисунок 5).
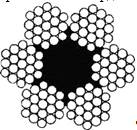
Рисунок 5- Поперечное сечение каната
Канаты подразделяют по признакам по назначению:
грузолюдские - ГЛ, грузовые - Г;
По механическим свойствам марок: ВК, В, 1;
По виду покрытия поверхности проволок в канате:
из проволоки без покрытия; из оцинкованной проволоки в зависимости от
поверхностной плотности цинка: С, Ж, ОЖ;
По направлению свивки: правой, левой - Л;
По сочетанию направлений свивки элементов
каната: крестовой, односторонней - О, комбинированной - К;
По способу свивки: нераскручивающиеся - Н,
раскручивающиеся;
По точности изготовления: нормальной, повышенной
- Т;
По степени уравновешенности: рихтованные - Р,
нерихтованные.
Рассмотрим примеры условных обозначений. Канат
диаметром 12,0 мм, грузолюдского назначения, из проволоки без покрытия, марки
В, левой односторонней свивки, нераскручивающийся, нерихтованный, повышенной
точности маркировочной группы 1770 Н/мм2 (180 кгс/мм2):
Канат 12-ГЛ-В-Л-0-Н-Т-1770 ГОСТ 2688-80
То же, диаметром 32,0 мм, грузового назначения,
марки 1, оцинкованный по группе ОЖ, правой крестовой свивки,
нераскручивающийся, нерихтованный, нормальной точности маркировочной группы
1370 Н/мм2 (140 кгс/мм2):
Канат 32-Г-1-ОЖ-Н-1370 ГОСТ 2688-80.
Диаметр каната и основные параметры его должны
соответствовать указанным в таблице.
Технические требования, правила приемки, методы
испытаний, маркировка, упаковка, транспортирование и хранение по ГОСТ 3241-91.
Характеристика стальных канатов.
Стальные канаты являются сложным и ответственным
видом проволочных изделий. Они имеют большое число типов и конструкций и
различаются по форме поперечного сечения как самого каната, так и его
элементов, а также по физико-механическим характеристикам проволок и
сердечников. Сердечник в стальном канате служит опорой для прядей, придает канату
гибкость и удерживает смазку. Он может быть металлический в виде отдельной
пряди или органический одинарной и двойной свивок. Рассмотрим это на (рисунке
6).
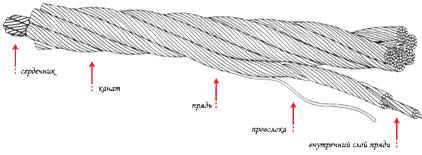
Рисунок 6- Конструкция каната.
По конструкции:
Одинарной свивки (спиральные) - состоящие из
одного, двух, трех и более концентрических слоев проволоки, свитых по спирали;
Двойной свивки - состоящие из прядей, свитых в
один или несколько концентрических слоев;
Тройной свивки - состоящие из канатов двойной
свивки (стренг), свитых в концентрический слой.
По типу свивки прядей:
С точечным касанием проволок между слоями - ТК;
С линейным касанием проволок между слоями - ЛК;
С линейным касанием проволок между слоями при
одинаковом диаметре проволок по слоям пряди - ЛК-О;
С линейным касанием проволок между слоями при
разных диаметрах проволок в наружном слое пряди - ЛК-Р;
С линейным касанием проволок между слоями и
проволоками заполнения - ЛК-З;
С линейным касанием проволок между слоями и
имеющих в пряди слои с проволоками разных диаметров и слои с проволоками
одинакового диаметра - ЛК-РО;
С комбинированным точечно-линейным касанием
проволок - ТЛК.
По форме поперечного сечения прядей:
Круглопрядные;
Фасоннопрядные.
По степени крутимости:
Крутящиеся (с одинаковым направлением свивки
проволок в канатах одинарной свивки, прядей или стренг);
Малокрутящиеся (многослойные, многопрядные и
одинарной свивки с противоположным направлением свивки элементов по слоям) -
МК.
По материалу сердечника:
С органическим сердечником из натуральных или
синтетических материалов - ОС;
С металлическим сердечником - МС.
По способу свивки:
Нераскручивающиеся - Н;
Раскручивающиеся.
По степени уравновешенности:
Рихтованные - Р;
Нерихтованные.
По направлению свивки каната:
Правой;
Левой - Л.
По сочетанию направлений свивки канатов и его
элементов в канатах двойной и тройной свивки:
Крестовой свивки (направление свивки каната и
направление свивки стренг и прядей противоположны);
Односторонней свивки (направление свивки каната
и направление свивки проволоки в пряди одинаковы) - О.
По механическим свойствам:
Марок - ВК, В, I.
По виду покрытия поверхности проволок в канате:
Из проволоки без покрытия;
Из оцинкованной проволоки: в зависимости от
поверхностной плотности цинка.
С, Ж, ОЖ.
По назначению:
Грузолюдские - ГЛ (марок ВК, В);
Грузовые - Г.
По точности изготовления:
Нормальной;
Повышенной - Т.
Рассмотрим пример условных обозначений канатов
на (рисунке 7).
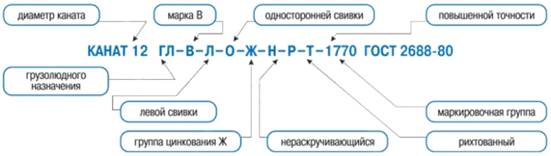
Рисунок 7- Пример условных обозначений канатов
Рассмотрим направление и сочетание направлений
свивки стального каната на (рисунке 8).
Рисунок8 - Направление и сочетание направлений свивки
стального каната
Основным требованием при монтаже каната является
предохранение его от раскручивания. Для этого необходимо: выставить барабан с
канатом на размоточном устройстве таким образом, чтобы ось барабана находилась
в горизонтальном положении. Сматываемый конец каната должен сходить снизу или
сверху барабана, который в процессе смотки каната должен подтормаживаться.
Расстояние между барабанами должно быть не менее 300 диаметров каната. В
процессе монтажа канат должен претерпевать минимальное количество перегибов,
особенно знакопеременных, изображено на (рисунке 9).
Рисунок 9- Намотка каната на барабан
Как правильно измерить диаметр каната изображено
на (рисунке 10).
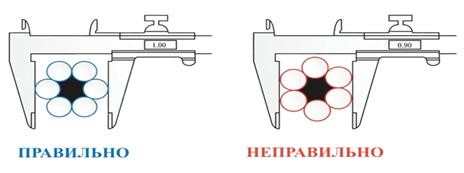
Рисунок 10- Измерение диаметра каната
Поставьте бухту на землю и разматывайте канат
ровно, по прямой, следя за тем, чтобы не произошло загрязнение каната
грунтом/металлической крошкой, влагой и другими вредными веществами (рисунок
11). Бухту можно поставить на поворотный разматыватель и потянуть за наружный
конец каната, вращая бухту.

Рисунок 11- Размотка каната из бухты
Никогда не разматывайте канат с неподвижной
бухты, так как это может привести к перекручиванию каната и образованию петель,
что значительно снизит работоспособность каната (рисунок 9).

Рисунок 12- Размотка каната
Пропустите вал через осевое отверстие барабана и
поставьте его на опору, позволяющую вращать барабан и тормозить его вращение,
чтобы избежать набегания каната. При многослойной навивке необходимо поместить
барабан на устройство, которое обеспечит возможность возвратного натяжения
каната во время его перемотки с транспортного барабана на барабан подъемной
установки. Это поможет убедиться в том, что нижние витки плотно навиты на
барабан (рисунок 13).
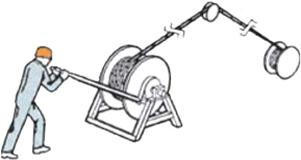
Рисунок 13- Навеска канатов с барабана
Угол девиации не должен превышать 1,5° в случае
применения гладкого барабана и 2,5° при использовании барабана с винтовой
нарезкой, для того, чтобы обеспечить минимальный боковой износ каната при
трении о соседний виток в случае гладкого барабана, и о боковую поверхность
нарезанной канавки в случае использования барабана с винтовой нарезкой.
.2 Анализ по браку
Выпуск несоответствующей продукции за 2011г.
составил: 67,96т- 0,61 %, таблица 1.
|
Основные
виды несоответствия
|
Процентное
соотношение
|
Причины:
|
Масса
|
|
Отсутствие
проволоки
|
-10,14-0,07
%
|
Тормозные
устройства
|
-8,75
|
|
Перекрещивание
проволок
|
-11,73-0,09
%
|
Некачественная
сварка проволоки
|
-16,15
|
|
Лопнувшая
проволока
|
-4,53-0,04
%
|
Неравномерное
натяжение прядей
|
-3,453
|
|
Разбег
стрелы
|
-15,76-0,13
%
|
Преф
и рихтовка
|
-3,962
|
|
Рублен
по кратности
|
-7,00-0,06
%
|
Недосмотр
|
-9,81
|
|
|
Заедание
катушек
|
-7,43
|
|
|
Неравномерное
натяжение прядей
|
-4,15
|
2.3 Дефекты
стальной канат свивка брак
Возможные виды брака изображены на (рисунке 14).
Рисунок 14- Виды дефектов при производстве
стальных канатов.
а - корзинообразная деформация;
б - перекручивание;
в - выдавливание проволок;
г - обрыв сердечника;
д - залом;
е - перегиб;
ж - местное увеличение диаметра;
з - раздавливание.
Возникают следующие деформации:
корзинообразная деформация (рисунок14, а);
перекручивание (рисунок 14, б);
выдавливание проволок (рисунок 14, в);
обрыв сердечника (рисунок 14, г);
залом (рисунок 14, д);
перегиб (рисунок 14, е);
местное увеличение диаметра каната (рисунок 14,
ж);
раздавливание (рис. 14, з);
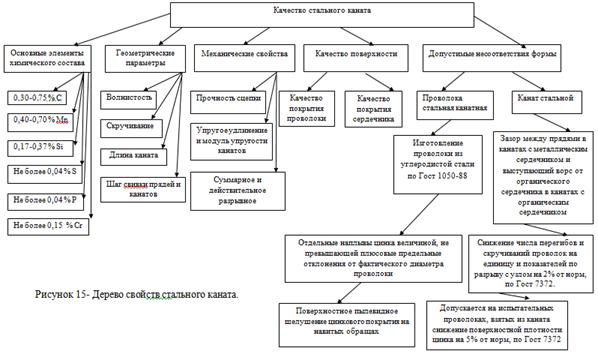
. Дерево свойств
Дерево свойств стального каната представлено на
(рисунке 15)
. Определение комплексной оценки качества
продукции
Исходная информация о замеренных данных
представлена в таблице Основные единичные показатели.
|
Диаметр
проволоки, мм -0,01/+0,04
|
Разрывное
усилие проволоки, P, H 167-201
|
Временное
сопротивление разрыву, Н/мм2 490-830
|
Число
перегибов Не менее 9
|
Число
скручиваний Не менее 50
|
Разрыв
с узлом, % Не менее 58
|
Поверхностная
плотность цинкового покрытия, г/м²
Не менее 70
|
Овальность,
мм Не более 0,04
|
|
1,42
|
176
|
630
|
13
|
92
|
59,3
|
101,4
|
0,02
|
|
1,42
|
178
|
630
|
13
|
96
|
59,9
|
126,8
|
0,02
|
|
1,41
|
180
|
640
|
12
|
92
|
59,6
|
108,1
|
0,03
|
|
1,41
|
178
|
650
|
13
|
92
|
59,6
|
101,9
|
0,04
|
|
1,41
|
178
|
640
|
12
|
94
|
59,3
|
124,3
|
0,01
|
|
1,44
|
176
|
600
|
11
|
94
|
59,6
|
103,3
|
0,04
|
|
1,43
|
180
|
620
|
14
|
92
|
60,1
|
109,2
|
0,03
|
|
1,39
|
176
|
630
|
14
|
94
|
59,6
|
107,9
|
0,01
|
|
1,41
|
182
|
600
|
13
|
96
|
59,6
|
128,1
|
0,02
|
|
1,41
|
176
|
640
|
13
|
94
|
59,6
|
119,2
|
0,02
|
|
1,42
|
178
|
650
|
12
|
92
|
59,6
|
113,3
|
0,04
|
|
1,39
|
176
|
600
|
15
|
96
|
60,1
|
112,5
|
0,03
|
|
1,4
|
176
|
610
|
12
|
96
|
59,3
|
109,3
|
0,01
|
|
1,4
|
176
|
670
|
12
|
98
|
58,9
|
113,4
|
0,02
|
|
1,39
|
178
|
660
|
15
|
96
|
59,9
|
140,2
|
0,01
|
|
1,39
|
176
|
620
|
13
|
96
|
59,6
|
124,6
|
0,02
|
|
1,42
|
182
|
610
|
13
|
92
|
59,6
|
107,1
|
0,02
|
|
1,41
|
180
|
620
|
14
|
96
|
59,3
|
121,3
|
0,01
|
|
1,4
|
182
|
600
|
14
|
94
|
59,6
|
102,9
|
|
1,39
|
176
|
620
|
11
|
98
|
60,1
|
132,4
|
0,03
|
|
1,39
|
176
|
600
|
12
|
92
|
59,6
|
154,1
|
0,02
|
|
1,4
|
184
|
620
|
13
|
96
|
59,6
|
144,4
|
0,03
|
|
1,39
|
178
|
610
|
11
|
92
|
59,6
|
133,9
|
0,03
|
|
1,4
|
180
|
670
|
13
|
96
|
59,6
|
124,6
|
0,01
|
|
1,4
|
178
|
620
|
14
|
96
|
60,1
|
108,5
|
0,03
|
Определим доверительный интервал для единичных
показателей качества.
Номинальное значение диаметра проволоки 1,40 мм.
Производим 25 замеров фактических значений (хi)
по диаметру оцинкованной проволоки для стального каната двойной свивки типа
лк-р конструкции 6x19 (1+6+6/6)+1 о.с. по (ГОСТ 2688-80 ). Данные фактических
замеров сводим в таблицу 3.
Строим гистограмму по замеренным значениям, на
которую наносим пределы изменения диаметра по ГОСТ 3282-74 для изготовления
оцинкованной проволоки. Гистограмма по замеренным значениям представлена на
рисунке 3.
Определяем среднее арифметическое значение
замеренных параметров (математическое ожидание) `х и
среднеквадратическое отклонение s.
 ,
,
где хi - замеренные
значения параметра (случайная величина);- объем выборки.
Таблица 3 - Фактические замеры по
диаметру проволоки
|
хi
|
n
|
хi∙n
|
n*(х̄-хi)²
|
|
1,39
|
7
|
9,73
|
0,0028
|
|
1,40
|
6
|
8,40
|
0,0006
|
|
1,41
|
6
|
8,46
|
0
|
|
1,42
|
4
|
5,68
|
0,0004
|
|
1,43
|
1
|
1,43
|
0,0004
|
|
1,44
|
1
|
1,44
|
0,0009
|
|
N=25
|
35,14
|
∑=0,0051
|
х =∑xi/ 25
=(9,73+8,40+8,46+5,68+1,43+1,44)/25= 1,41мм;
Доверительный интервал фактических
значений с надежностью Р=0,99 определяем с помощью правила трех сигм:
отклонение истинного значения измеряемой величины от среднего арифметического
значения результатов измерений не превосходит утроенной средней квадратической
ошибки этого среднего значения
хфакт= `х ± 3s = 1,41 ± 3∙0,0 145=
(1,37...1,46) мм.
То есть доверительный интервал по
диаметру проволоки D = 0,09 мм.

Рисунок 16- Гистограмма фактических значений
замеров по диаметру оцинкованной проволоки
Аналогичные расчеты делаем по другим
показателям.
Определяем среднее арифметическое значение
замеренных параметров (математическое ожидание) `х и
среднеквадратическое отклонение s по разрывному
усилию проволоки для стального каната двойной свивки типа лк-р конструкции 6x19
(1+6+6/6)+1 о.с. по (ГОСТ 2688-80 ). Данные фактических замеров сводим в
таблицу 4. Гистограмма по замеренным значениям представлена на рисунке 17.
Таблица 4-Фактические замеры по разрывному
усилию
|
хi
|
n
|
хi∙ni
|
n*(х̄-хi)²
|
|
176
|
10
|
1760
|
52,9
|
|
178
|
7
|
1246
|
0,63
|
|
180
|
4
|
720
|
11,56
|
|
182
|
3
|
546
|
41,07
|
|
184
|
1
|
184
|
32,49
|
|
N=25
|
4456
|
∑=138,65
|
х̄ =178,3 Н

хфакт= `х ±
3s
= 178,3 ±
3∙2,40= (171,1...185,5) Н
То есть доверительный интервал по разрывному
усилию проволоки D =14,4Н

Рисунок 17- Гистограмма фактических значений
замеров по разрывному усилию проволоки
Определяем среднее арифметическое значение
замеренных параметров (математическое ожидание) `х и
среднеквадратическое отклонение s по временному
сопротивлению разрыву оцинкованной проволоки. Данные фактических замеров
представлены в таблице 5. Гистограмма по замеренным значениям представлена на
рисунке 18.
Таблица 5- Фактические замеры по временному
сопротивлению разрыву проволоки
|
хi
|
n
|
хi∙n
|
n*(х̄-хi)²
|
|
600
|
5
|
3000
|
0,8
|
|
610
|
3
|
1830
|
324,5
|
|
620
|
6
|
3720
|
2496,9
|
|
630
|
3
|
1890
|
2772,5
|
|
640
|
3
|
1920
|
4896,5
|
|
650
|
2
|
1300
|
5080,4
|
|
660
|
1
|
660
|
0,16
|
|
670
|
2
|
1340
|
9912,4
|
|
N=25
|
14990
|
∑=25484,2
|
х̄ = 599,6 Н/мм²
 Н/мм²
Н/мм²
хфакт= `х ± 3s =599,6± 3∙32,6 =
(501,8...697,4) Н/мм²
То есть доверительный интервал по
временному сопротивлению разрыву проволоки D
= 195,6 Н/мм².
Рисунок 18 -Гистограмма фактических значений
замеров по временному сопротивлению разрыву оцинкованной проволоки
Определяем среднее арифметическое значение
замеренных параметров (математическое ожидание) `х и
среднеквадратическое отклонение s по числу перегибов
оцинкованной проволоки. Данные фактических замеров представлены в таблице 7.
Гистограмма по замеренным значениям представлена на рисунке 20.
Таблица 7- Фактические замеры по числу перегибов
проволоки
|
хi
|
n
|
хi∙n
|
n*(х̄-хi)²
|
|
11
|
3
|
33
|
10,60
|
|
12
|
6
|
72
|
4,65
|
|
13
|
9
|
117
|
0,13
|
|
14
|
5
|
70
|
6,27
|
|
15
|
2
|
30
|
8,99
|
|
N=25
|
322
|
∑=31
|
х̄ = 12,88
хфакт= `х ± 3s =12,88 ± 3∙1,13 =
(9,49...16,27)
То есть доверительный интервал по
числу перегибов проволоки D
= 6,78.

Рисунок 20-Гистограмма фактических значений
замеров по числу перегибов оцинкованной проволоки
Определяем среднее арифметическое значение
замеренных параметров (математическое ожидание) `х и
среднеквадратическое отклонение s числа скручиваний
проволоки стальной латунированной для изготовления рукавов высокого давления.
Данные фактических замеров представлены в таблице 8.
Гистограмма по замеренным значениям представлена
на рисунке 21.
Таблица 8 - Фактические замеры по числу
скручиваний
|
хi
|
n
|
хi∙n
|
n*(х̄-хi)²
|
|
92
|
8
|
736
|
50
|
|
94
|
5
|
470
|
1,25
|
|
96
|
10
|
960
|
22,5
|
|
98
|
2
|
196
|
24,5
|
|
N=25
|
2362
|
∑=98,25
|
х̄ =94,5
 ;
;
хфакт= `х ±
3s
= 94,5±
3∙2,023= (88,43...100,57)
То есть доверительный интервал по числу
скручиваний проволоки D = 12,14

Рисунок 21 -Гистограмма фактических значений
замеров по числу скручиваний оцинкованной проволоки
Определяем среднее арифметическое значение
замеренных параметров (математическое ожидание) `х и
среднеквадратическое отклонение s по разрыву с узлом
проволоки стальной латунированной для изготовления рукавов высокого давления.
Данные фактических замеров представлены в таблице 9. Гистограмма по замеренным
значениям представлена на рисунке 22.
Таблица 9 - Фактические замеры по разрыву с
узлом проволоки
|
хi
|
n
|
хi∙n
|
n*(х̄-хi)²
|
|
58,9
|
1
|
58,9
|
0,5329
|
|
59,3
|
4
|
237,2
|
0,4356
|
|
59,6
|
14
|
834,4
|
0,0126
|
|
59,9
|
2
|
119,8
|
0,1458
|
|
60,1
|
4
|
240,4
|
0,8836
|
|
N=25
|
1490,7
|
∑=2,0105
|
х̄ =59,63 %;
 ;
;
хфакт= `хi ± 3s = 59,63± 3∙0,289 =
(58,77...60,5)%
То есть доверительный интервал по разрыву с
узлом проволоки D = 1,73%
Рисунок 22 -Гистограмма фактических значений
замеров по разрыву с узлом оцинкованной проволоки.
Определяем среднее арифметическое значение
замеренных параметров (математическое ожидание) `х и
среднеквадратическое отклонение s по поверхностной
плотности цинкового покрытия оцинкованной проволоки. Данные фактических замеров
представлены в таблице 10. Гистограмма по замеренным значениям представлена на
рисунке 23.
Таблица 10- Фактические замеры по поверхностной
плотности цинкового покрытия проволоки
|
хi
|
n
|
хi∙n
|
n*(х̄-хi)²
|
|
100
|
11
|
1100
|
2541,44
|
|
120
|
10
|
1200
|
230,4
|
|
140
|
3
|
420
|
1845,12
|
|
160
|
1
|
160
|
2007,04
|
|
N=25
|
2880
|
∑=6624
|
х̄ =115,2 г/м²
 г/м²
г/м²
хфакт= `х ± 3s =115,2 ± 3∙16,61 =
(65,36...165,04) г/м²
То есть доверительный интервал по поверхностной
плотности цинкового покрытия проволоки D = 99,68 г/м².
Рисунок 23- Гистограмма фактических значений
замеров по поверхностной плотности цинкового покрытия оцинкованной проволоки
То есть доверительный интервал по поверхностной
плотности цинкового покрытия проволоки D = 99,68 г/м².
Определяем среднее арифметическое значение
замеренных параметров (математическое ожидание) `х и
среднеквадратическое отклонение s по овальности
оцинкованной проволоки. Данные фактических замеров представлены в таблице 11.
Гистограмма по замеренным значениям представлена на рисунке 24.
Таблица 11- Фактические замеры по овальности
проволоки
|
хi
|
n
|
хi∙n
|
n*(х̄-хi)²
|
|
0,01
|
7
|
0,07
|
0,001008
|
|
0,02
|
8
|
0,16
|
0,000032
|
|
0,03
|
7
|
0,21
|
0,000448
|
|
0,04
|
3
|
0,12
|
0,000972
|
|
N=25
|
0,56
|
∑=0,00246
|
х̄ = 0,022 мм
 мм
мм
хфакт= `х ± 3s =0,022 ± 3∙0,01 =
(0,008...0,053) мм
То есть доверительный интервал по
овальности проволоки D = 0,06 мм
Рисунок 24-Гистограмма фактических значений
замеров по овальности оцинкованной проволоки
Определяем весомости показателей качества.
Весомость показателей качества определяем
экспертным методом. Пусть пять независимых экспертов оценивают степень важности
показателей качества по пятибалльной шкале. Исходные данные заносим в таблицу
17. Обрабатываем данные и результаты расчетов заносим в таблицу 18.
Определяем степень согласованности назначенных
экспертами индивидуальных коэффициентов весомости. Результаты заносим в таблицу
19.
Определяем оценку единичных показателей качества
оцинкованной проволоки. Результаты заносим в таблицу 20.
Таблица 17 -Исходные данные по степени важности
единичных показателей
|
Номенклатура
показателей качества
|
Весомость
|
∑Re
|
|
|
1
|
2
|
3
|
4
|
5
|
|
|
Диаметр
проволоки, мм
|
5
|
5
|
5
|
5
|
5
|
25
|
|
Разрывное
усилие проволоки, Р,Н
|
5
|
5
|
5
|
5
|
4
|
24
|
|
Временное
сопротивление разрыву, Н/мм²
|
5
|
5
|
5
|
4
|
5
|
24
|
|
Число
перегибов
|
5
|
4
|
4
|
4
|
5
|
22
|
|
Число
скручиваний
|
4
|
4
|
5
|
5
|
5
|
23
|
|
Разрыв
с узлом, %
|
3
|
3
|
4
|
3
|
3
|
16
|
|
Поверхностная
плотность цинкового покрытия, г/м²
|
4
|
5
|
5
|
5
|
5
|
24
|
|
Овальность,
мм
|
4
|
4
|
5
|
4
|
4
|
21
|
|
∑
Rj
|
35
|
35
|
38
|
35
|
36
|
179
|
|
|
|
|
|
|
|
Таблица 18 - Определение весомости единичных
показателей
|
j
= =1,..,n
|
Mje
|
Mje
|
Mjеср
|
|
e=
1,…, m
|
|
|
|
1
|
2
|
3
|
4
|
5
|
|
|
|
1
Диаметр, мм
|
0,143
|
0,143
|
0,131
|
0,142
|
0,138
|
0,697
|
0,139
|
|
2
Разрывное усилие проволоки, Н
|
0,143
|
0,143
|
0,131
|
0,142
|
0,111
|
0,67
|
0,134
|
|
3
Временное сопротивление разрыву, Н/мм2
|
0,143
|
0,143
|
0,131
|
0,114
|
0,138
|
0,669
|
0,133
|
|
4
Число перегибов
|
0,143
|
0,114
|
0,105
|
0,114
|
0,138
|
0,614
|
0,123
|
|
5
Число скручиваний
|
0,114
|
0,114
|
0,131
|
0,142
|
0,138
|
0,639
|
0,127
|
|
6
Разрыв с узлом, %
|
0,086
|
0,085
|
0,105
|
0,085
|
0,083
|
0,444
|
0,088
|
|
7
Поверхностная плотность цинкового покрытия, г/м²
|
0,114
|
0,142
|
0,131
|
0,142
|
0,138
|
0,667
|
0,133
|
|
8
Овальность, мм
|
0,114
|
0,114
|
0,131
|
0,114
|
0,111
|
0,584
|
0,116
|
|
∑
|
1
|
1
|
1
|
1
|
1
|
5
|
1
|
Таблица 19 - Определение степени согласованности
мнений экспертов kv
|
Наименование
показателя
|
|
(Мjср-Мjе)2
|
(Мjср-Мjе)2
|
Sj
|
kv
|
|
Мjср
|
1
|
2
|
3
|
4
|
5
|
|
|
|
|
1
Диаметр, мм
|
0,139
|
0,00002
|
0,00002
|
0,00006
|
0,00001
|
0
|
0,00022
|
0,007416
|
0,05
|
|
2
Разрывное усилие проволоки
|
0,134
|
0,00008
|
0,00002
|
0,00001
|
0,00006
|
0,00053
|
0,0014
|
0,018708
|
0,14
|
|
3
Временное сопротивление разрыву,Н/мм2
|
0,133
|
0,0001
|
0,00002
|
0
|
0,00036
|
0,00003
|
0,00051
|
0,011291
|
0,09
|
|
4
Число перегибов
|
0,123
|
0,0004
|
0,00008
|
0,00032
|
0,00008
|
0,00022
|
0,0011
|
0,016583
|
0,13
|
|
5
Число скручиваний
|
0,127
|
0,00017
|
0,00017
|
0,00002
|
0,00022
|
0,00012
|
0,00068
|
0,013038
|
0,102
|
|
6
Разрыв с узлом
|
0,088
|
0
|
0,00001
|
0,00029
|
0,00001
|
0,00003
|
0,00034
|
0,009219
|
0,104
|
|
7
Поверхностная плотность цинкового покрытия, г/м²
|
0,133
|
0,00036
|
0,00008
|
0
|
0,00008
|
0,00003
|
0,00055
|
0,011726
|
0,088
|
|
8
Овальность, мм
|
0,116
|
0
|
0
|
0,00022
|
0
|
0,00003
|
0,00025
|
0,00790
|
0,068
|
Для первого значения kv1
=0,007416/0,139=0,05
Все коэффициенты вариации входят в допустимые
значения, значит мнения экспертов имеют достаточную согласованность.
Таблица 20 - Оценка относительных показателей
качества проволоки
|
Наименование
показателя
|
Допустимый
интервал значений Рiпр по ГОСТ
|
Доверит.
инт. Piфакт
|
Оценка
единичных показателей, qi
|
|
1
Диаметр, мм
|
0,05
|
0,09
|
0,56
|
|
2
Разрывное усилие проволоки, Н
|
34
|
14,4
|
2,37
|
|
3
Временное сопротивление разрыву, Н/мм2
|
340
|
195,6
|
1,74
|
|
4
Число перегибов
|
7,27
|
6,78
|
1,07
|
|
5
Число скручиваний
|
50,57
|
12,14
|
4,17
|
|
6
Разрыв с узлом, %
|
2,5
|
1,73
|
1,45
|
|
7
Поверхностная плотность цинкового покрытия, г/м²
|
95,04
|
99,68
|
0,95
|
|
8
Овальность, мм
|
0,04
|
0,06
|
0,67
|
Для поиска причин невысокого качества и путей
повышения качества используют инструмент качества - диаграмма Исикавы.
Диаграмма Исикавы
С целью эффективного воздействия на качество
продукции в первую очередь следует обратить внимание на единичные показатели,
которые имеют наибольшие коэффициенты весомости и наименьшие значения единичных
оценок. Из таблиц 17 и 18 видно, что у диаметра проволоки коэффициент весомости
- 0,139 и оценка 0,56. Для определения основных причин низкой оценки качества
можно построить диаграмму Исикавы.
Причинно-следственная диаграмма при выявлении
факторов показана на рисунке25.
Рисунок 25 - Причинно-следственная диаграмма при
выявлении фактора, влияющего на качество проволоки (Структура диаграммы
Исикавы).
Построенная диаграмма Исикавы, состоит из 4
главных факторов, влияющих на показатель качества. Определим степень весомости
каждого фактора, влияющего на возникновение данного дефекта. Выяснили, что
основным фактором, определяющим данный дефект, является технология (показатель
весомости 31%), где определяющую роль (11%) играет соблюдение технологии,
износ, материал волок.
Заключение
На основании анализа нормативной и технической
документации для стального каната двойной свивки типа лк-р конструкции 6x19
(1+6+6/6)+1 о.с., где диаметр проволоки был 1,4 мм. Были определены показатели
качества и установлена их иерархия в виде "дерева свойств". Оценку
весомости единичных показателей качества в курсовой работе производили
экспертным методом определения параметров весомости (оценка производилась пятью
экспертами по 5 - ти бальной шкале). При оценке была показана достаточная
степень согласованности экспертов.
С целью эффективного воздействия на качество
продукции первую очередь необходимо обратить внимание на показатель, которые
имеют наименьшие значения единичных оценок, таким показателем является диаметр
каната. Коэффициент весомости - 0,139 и оценка 0,56. По этому показателю бала
составлена диаграмма Исикавы.
Список использованных источников
1 Букштейн М. А., Прядение
жестких лубяных волокон и производство крученых изделий, М., 1945 (Прядение лубяных
волокон, ч. 3);
Глушко М. Ф., Стальные
подъемные канаты, К., 1966;
Сергеев С. Т., Надежность и
долговечность подъемных канатов, К., 1968;
Букштейн М. А.,
Производство и использование стальных канатов, 2 изд.,М.,1973.
5 ГОСТ 3282-74. Проволока стальная
низкоуглеродистая общего назначения. Технические условия. -М.: Издательство
стандартов.
6 ГОСТ 2688-80.Канат двойной
свивки типа лк-р конструкции 6x19 (1+6+6/6)+1о.с..-М.: Издательство стандартов.