Анализ деятельности ОАО 'Амкодор'
Введение
За период прохождения учебной технологической
практики в ОАО «Амкодор», с 26 февраля по 31 марта 2016 года в качестве столяра
мной выполнялись следующие виды работ:
отбор, сортировка древесины,
изготовление комплектующих из дерева,
изготовление поддонов деревянных,
изготовление коробов деревянных,
шлифовка древесины,
окраска древесины,
шпаклевка древесины,
контроль качества выполненной продукции.
1. Инструменты
и приспособления, технические характеристики
Рейсмусовые станки Logosol PH-360
обеспечивают точную обработку пиломатериалов при изготовлении профилированного
бруса, вагонки, других деревянных изделий толщиной до 230мм. На станке PH-360
осуществляется строгание погонажных изделий для строительства и мебельного
производства. На них изготавливается качественная евровагонка типа «блок-хауз»,
«американка», «стандарт», другие профили. Технические характеристики
рейсмусового станка Рейсмусовый станок
<#"867775.files/image001.gif">
Рис. 1
Максимальные размеры заготовки
Обработка с четырех сторон одновременно: Ширина: 360 мм Высота: от 10 до 130 мм
Обработка с двух сторон (без демонтажа боковых фрез) Ширина: 410 мм Высота: от
10 до 230 мм Рейсмусование (прямое строгание) (требует демонтаж боковых фрез)
Ширина: 510 мм Высота: 230 мм Верхняя фреза Диаметр: 88 мм Ширина: 510 мм
Мощность: 5,5 кВт (7,5 л/с) Скорость вращения: 6000 об/мин Стружка/глубина:
прямое строгание: 0-8 мм Стружка/глубина : фигурное строгание: макс 20 мм
Нижняя фреза Диаметр: 72 мм Ширина:
410 мм Мощность: 4 кВт (5,5 л/с) Скорость вращения: 6000 об/мин
Стружка/глубина: прямое строгание: 0-8 мм Стружка/глубина: фигурное строгание:
макс10 мм Боковые фрезы Диаметр шпинделя: 30 мм Макс высота фрезы: 130 мм Макс диаметр:
140 мм Мощность: 3 кВт Скорость вращения: 6000 об/мин Глубина строгания: макс
30 мм Боковые врезы при стандартном исполнении: Боковые фрезы: 2 Тип: TB90
Диаметр, основание: 90 мм Высота , основание 40 мм Ножи типа HSS (быстрая
сталь) Ширина ножа: 50 мм Планетарная подача Мощность: 0,75 кВт (1 л/с)
Скорость от 3 до 15 м/мин или по заказу 6-30 м/мин Электромощность Суммарная
мощность: 16,25 кВт (22 л/с) Все двигатели оснащены защитой от перегрева
Электроподключение 3 фазы, 400 В, 32 А Минимальный ток/предохранитель 20А
Размеры и вес Длина 2970 мм Ширина: 1125 мм Высота: 1430 мм Вес: 600
Новое слово в деревообработке -
станки TD 500 КВА и WD 250/350 КВА компании WALTER
Двухвальный брусовочный станок
TD-500 фирмы WALTER, предназначенный для раскроя круглого леса малых и средних
диаметров с большой производительностью, хорошо зарекомендовал себя в
эксплуатации. Однако со временем возникла необходимость в его модернизации. В
первую очередь, это связано с усовершенствованием конструкции станка для
повышения его надежности, увеличения производительности и облегчения работы на
нем.

Рис. 2
Создана принципиально новая конструкция этого
станка - TD-500 КВА. Передача крутящего момента на рабочий инструмент
осуществляется не с помощью клиноременной передачи, а непосредственно с вала
двигателя на установленные на нем пилы. Кроме того, создатели новой модели
отказались от консольного закрепления валов: в новом станке все валы имеют
двухстороннее закрепление. Это существенно уменьшает нагрузку на вал,
следовательно, снижается риск его прогиба.
Изменения коснулись и системы подачи и приема
бруса. В конструкции подающего стола предусмотрены специальные ролики -
вращатели для возможности проворачивания и правильного позиционирования исходного
материала. Изменены и дальние ролики подачи - они выполнены конусообразной
формы. Приемный стол также имеет конусообразную форму и снабжен роликами для
облегчения рассортировки бруса по размерам. Все эти новшества привели к
повышению надежности работы этих узлов.
Также, хотелось бы отметить, что установка
расклинивающих ножей на размер осуществляется механически, с основного пульта
управления.
Основные технические характеристики брусовочного
станка TD-500 КВА следующие: диаметр обрабатываемого бревна - до 480 мм, длина
- от 1,2 до 6,5 м. Мощности используемых двигателей - от 15 до 30 киловатт - в
следующих комбинациях: 15 и 18 киловатт, 18 и 22 киловатта, 22 и 30 киловатт
(более мощный двигатель устанавливается на нижнем блоке, а тот, который менее мощный,
- на верхнем).
Еще один станок компании WALTER - это
многопильный двухвальный деревообрабатывающий станок WD 250/350 КВА,
предназначенный для продольного раскроя дисковыми пилами полученного на
ленточнопильном или брусовочном станке бруса (доски) на обрезные пиломатериалы.
Такие станки имеют прочную станину,
изготовленную из толстостенного листового материала. Кроме того, все детали
выполнены с помощью лазерной разметки, поэтому размеры соблюдены точно, что,
конечно же, способствует эффективной работе оборудования. Изменения, которые
произошли в конструкции, позволяют новой модели обрабатывать материал, ширина
которого 700 мм, а не 400 мм, как было в базовой модели. Изменен и механизм
подачи (протяжки) заготовок: если раньше это были протяжные валы, то в новом
станке используется цепной транспортер.
Отдельно нужно сказать о новом эргономичном
пульте управления, который теперь может располагаться как с одной, так и с
другой стороны станка, в зависимости от возможностей помещения.
Основные технические характеристики этой модели
многопила WD 250/350КВА следующие: ширина пропила - 700 мм, высота пропила в
базовой комплектации - 170 мм (под индивидуальный заказ она может быть либо
220, либо 250 мм). Мощность двигателей - от 18 до 37 киловатт(18-22, 22- 30, 30-37
соответственно мощности верхнего и нижнего валов).
Скорость подачи материала плавно регулируется от
нуля до 25 м/мин.
Еще одно преимущество, которое получают
потребители новых моделей - это экономия электроэнергии, что немаловажный
фактор эффективности работы оборудования.
Все изменения, которые были заложены в новые
модели брусовочного и многопильного станков, появились в результате учета опыта
их более чем десятилетней эксплуатации во всем мире. В результате появились не
просто модернизированные, а принципиально новые машины. У них за счет
увеличенной скорости перенастройки, простоты обслуживания, сниженного
энергопотребления и других особенностей производительность, по сравнению с
базовыми моделями, увеличилась на 10 - 15 %. Если говорить об абсолютных
значениях, то эти две новые машины за смену могут переработать до 70 кубов
круглого леса.
Оба станка - брусовочник TD-500 КВА и многопил
WD 250/350 КВА , могут быть частично или полностью механизированы. Если работа
оборудования на деревообрабатывающем предприятии происходит в автоматическом
режиме, то после брусовочника заготовка будет подаваться транспортером на
многопильный станок. Такую схему по желанию заказчика мы можем дополнительно
спроектировать и изготовить необходимое оборудование.
Еще одним немаловажным преимуществом
оборудования компании «WALTER» является то, что оно может быть установлено не
только в специальном производственном помещении, а и на улице (необходим только
какой-то навес, защищающий от атмосферных осадков). При этом температурный
режим работы не ограничен: станки не боятся ни жары, ни холода. Оборудование не
требует наличия специального фундамента - оно просто устанавливается на ровный
пол без анкерения, т.к. практически вибрации при его работе отсутствуют. Такие
особенности эксплуатации брусовочника и многопила позволяют использовать их
даже в тех местах, где идет заготовка леса, и отправлять на дальнейшую
переработку не исходное сырье, а полуфабрикаты.
2. Торцовочные станки для
производства заготовок для европоддонов
Предназначены для поперечного раскроя
пиломатериалов. Оснащённые двумя или тремя пилами с механической или
автоматической подачей заготовок и с регулируемым положением пил. Данные
торцовочные станки обеспечивают максимальную производительность в серийном
производстве

Рис. 3
Основные технические характеристики:
|
Основные
технические характеристики
|
FDR-2/350
|
FDR-3/300
|
CEL
2/1500
|
СТ-2/300-350
|
|
Минимальная
длина доски, мм
|
600
|
800
|
600
|
600
|
|
Максимальная
длина доски, мм
|
1600
|
1300
|
1500
|
1400
|
|
Диаметр
пилы, мм
|
350
|
200
|
350
|
300-350
|
|
Максимальное
количество пил, шт.
|
2
|
3
|
2
|
2
|
|
Мощность
главного двигателя, кВт
|
1,5+1,5
|
1,5+1,5+2,0
|
3+3
|
3+3
|
|
Мощность
двигателя подачи, кВт
|
0,75
|
0,75
|
0,75
|
|
Скорость
подачи, м/мин
|
3,5/5,5
|
3,5/5,5
|
8
|
15
|
|
Габаритные
размеры, мм
|
1900х2400х1360
|
2800х1400х1040
|
2200х2650х1600
|
2500х1500х1300
|
|
Вес
станка, кг
|
470
|
1040
|
510
|
750
|
|
Производительность,
куб.м/час
|
1,0
|
1,0-2,0
|
1,5-2
|
4
|
3. Торцовка для производства бобышек
KL-145
Торцовка карусельного типа служит для
производства бобышек под деревянные поддоны.

Рис. 4
Простая конструкция и инновационное решение
позволило обеспечить предприятич надежной и производительной торцовкой, которая
производит до 10000 штук в час.
Технические характеристики:
|
Наименование
|
Значение
|
|
1.
Длинна заготовки, мм
|
1200
|
|
2.
Ширина обработки, мм
|
70-145
|
|
3.
Высота обработки, мм
|
80
|
|
4.
Производительность, шт/мин
|
160
|
|
5.
Мощность двигателя, кВт
|
18
|
|
6.
Количество пил, шт
|
10
|
|
7.
Електричество, V
|
3*400
|
|
8.
Высота станка, мм
|
1320
|
|
9.
Ширина станка, мм
|
2230
|
|
10.
Длина станка, мм
|
3900
|
Существует два вида пиления древесины -
продольноеи поперечное пиление (торцевание). Для торцевания чаще всего
используютсядисковые пилы - дереворежущий инструмент высокой производительности,
которая определяется большой скоростью резания. Диаметр дисковых пил в
зависимости отих назначения изменяется от 125 до 1600 мм. Число зубьев пилы
равно z = 26-72, шаг их t = 10-65 мм, толщина полотна S =1-5 мм. Прочность
диска допускает повышение скорости резания до 200-250 м/с.В действительности
V=100-120 м/с. Скорость подачи возрастает с развитием механизации и
автоматизации операций по загрузке станков заготовками, приему ихи передаче в
следующий по потоку станок.
Дисковые пилы при поперечном пилении бревен,
досок, заготовок на короткие части образуют торцовые поверхности. Если при
продольной распиловке поток заготовок в станок непрерывный, при поперечном
пилении - прерывный. В круглопильных станках при поперечной распиловке скорость
подачи в некоторых случаях переменна и по величине, и по направлению. Изменение
скорости подачи связывается с изменением высоты пропила при надвигании доски на
пилу или пилы на доску. Размеры пил при поперечной распиловке зависят от
размеров распиливаемых заготовок и близки к размерам пил для продольной
распиловки. Менее жесткие требования предъявляются только к толщине полотна.
Это объясняется тем, что отход древесины в стружку (опилки) при поперечном
распиливании незначителен по сравнению с отходом при продольной распиловке.
Поверхность пропила, образуемая при поперечной
распиловке, и торцовая поверхность детали в большинстве случаев не являются
конструкционными, так как при торцевании древесина оказывает наибольшее
сопротивление, что влияет она качество поверхности. Отношение к торцовой
поверхности меняется в связи с целесообразностью и необходимостью сращивать
короткие отрезки заготовок в длинные доски и бруски. Это сращивание возможно
при соответствующей структуре поверхности, получаемой при пилении. Торцовая
поверхность не удовлетворяет в полной мере требованиям к склеиваемым
поверхностям. Совершенствование поперечного резания должно привести к получению
такой торцовой поверхности, которая может быть склеена с любой другой
поверхностью заготовки при достаточной прочности клеевого шва. Для поперечного
раскроя пиломатериалов в лесопильном производстве применяются одно- и
многопильные торцовочные станки. Однопильные торцовочные станки выпускаются
четырех вдов: с неподвижным суппортом, маятниковые, балансирные и с прямолинейным
перемещением плиты (суппортные).
К многопильным торцовочным станкам относятся
многопильные торцовочные агрегаты: триммеры и слешеры. Примерами многопильных
торцовочныхстанков могут служить Ц27К, ЦЗТ-2М, однопильных - ЦКБ-5, ЦМЭ-3,
ЦПА-2, ТС-1, ЦКБ-40.
Торцовочный 27-пильный агрегат Ц27К предназначен
для торцовки и одновременно для поперечного раскроя досок на стандартные
размеры по длине (при градации через 250 мм) с вырезкой дефектных мест. Агрегат
состоит из следующих основных узлов: станины, пильных головок, конвейера
подачи, привода конвейера, командноаппарата, привода рольганга и
электрооборудования. В агрегате установлены 27 пил, каждая из которых может
подниматься и опускаться на проходящую под ней доску независимо от других пил
по команде оператора с пульта управления. Пильные головки приводятся в движение
через цепные передачи от общего приводного вала, смонтированного на станине.
Торцовочная установка ЦЗТ-2М оборудована
транспортером с шестью цепями, двумя рольгангами, рольгангом мерных упоров и тремя
пилами с отдельными электродвигателями. Обрабатываемый материал подается на
пилы транспортером, шесть цепей которого приводятся в движение от отдельного
трехскоростного электродвигателя через редуктор и цепную передачу. Пилы
установлены непосредственно на валах специальных электродвигателей. Первая
походу транспортера пила торцует комлевый конец доски, а две другие,
расположенные за рольгангами, торцуют вершинный конец и вырезают дефектные
места.
Торцовочный станок ЦКБ-5 предназначен для
поперечного распиливания досок, горбылей, брусков, реек. Станок состоит из
станины, пильного вала и гидропривода подъема пилы. Пильный вал станка
вращается в шарикоподшипниках, установленных в гнездах чугунной рамы станины.
Пильный вал приводится во вращательное движение через ременную передачу от
электродвигателя, установленного на чугунной плите. Плита поднимается нажатием
ноги на педаль механизма гидросистемы, в которой через систему рычагов
поворачивается заслонка цилиндра на определенный угол для прохода жидкости под
плунжер, и одновременно включается электродвигатель.
Торцовочный станок ЦПА-2 с прямолинейным
движением пилы и автоматической подачей состоит из станины, в головной части
которой вертикально перемещается и поворачивается цилиндрическая направляющая
колонна, на которой напрессован корпус. В корпусе смонтировано 12 подшипников,
которые служат направляющими для горизонтального суппорта. В головной части
суппорта находится электродвигатель, на валу которого установлена пила.
Проектируемый торцовочный станок Т1 предназначен для поперечной распиловки
досок на планки по длине заготовок бельевых зажимов. При обработке заготовок
столь малых размеров на типовых деревообрабатывающих станках происходит
перерасход электроэнергии, мощности. Торцовочный станокмодели Т1 отличается
несложной конструкцией, небольшими габаритами, малой мощностью, простотой в
управлении и безопасностью в работе. Это однопильный станок. Его уникальность
заключается в возможности перемещения каретки стола, на котором располагается
заготовка, а также в наличии системы упоров, ограничивающих ход каретки и
служащих для фиксации заготовок на столе. Станок снабжен двухкнопочной системой
управления, что исключает возможность попадания рук рабочего в зону пиления.
Целью дипломного проекта является разработка конструкции торцовочного станка
модели Т1. Для осуществления заданной цели необходимо решить следующие задачи:
- разработать общую компоновку станка; - разработать конструкцию узлов станка;
- рассчитатьи спроектировать привод пилы.
4. Гвозди бабинные
Гвозди бобинные CNW столярные используются в
гвоздезабивных пневмопистолетах для прочного и надежного скрепления полов,
деревянных конструкций, различных видов деревянной тары, в частности
европоддонов, а также для выполнения строительных работ.

Рис. 5
Гвозди барабанные или гвозди в катушке
используются в пневмопистолетах. Гвозди катушечные для пневмопистолета это
особым образом выполненные гвозди имеющие максимальную надежность и которые
используются для автоматической фиксации конструкций из дерева. Делятся они на
три группы: гвозди барабанные винтовые, гвозди барабанные ершенные, гвозди
барабанные гладкие. Бобина представляет собой ленту, состоящую из гвоздей
скрепленных на омедненной проволоке. Гвозди сваренные проволокой очень удобно
использовать, для работы с пневмоинструментом.
Прочные, изготовленные из низкоуглеродной
стальной проволоки гвозди в бобинах считаются универсальными, они широко
используются при строительстве и не только. Данные изделия представлены на
рынке с круглым сечением (гладкие), с кольцевым или винтовым накатом. Обратите
внимание, гвозди в бобинах, продажа которых осуществляется сегодня довольно
часто, напаяны на проволоку, а потому предназначаются для использования с
пневмомолотками барабанного типа.
Главное назначение бобинных гвоздей - скрепление
полов, различных строительных конструкций из дерева, деревянной тары. Они
используются для устройства крыш, а также применяются для изготовления
конструкций, где требуется жесткое сопряжение деталей и в некоторых других
случаях. Гвозди бобинные позволят значительно удешевить производимую продукцию
и повысить производительность работников.
Гвозди бабинные для использования в
пневмопистолетах:
|
Наименование
|
Диаметр
(мм)
|
Длина
(мм)
|
|
CNW2.1/25
|
2.1
|
|
CNW2.1/30
|
2.1
|
30
|
|
CNW2.1/35
|
2.1
|
35
|
|
CNW2.1/38
|
2.1
|
38
|
|
CNW2.1/40
|
2.1
|
40
|
|
CNW
2.1/45
|
2,1
|
45
|
|
CNW
2.5/45
|
2,5
|
45
|
|
CNW2.1/50
|
2,1
|
50
|
|
CNW2.5/50
|
2,5
|
50
|
|
CNW
2.1/55
|
2,1
|
55
|
|
CNW2.5/55
|
2,5
|
55
|
|
CNW2.5/60
|
2,5
|
60
|
|
CNW
2.5/65
|
2,5
|
65
|
|
CNW2.5/70
|
2.5
|
70
|
|
CNW2.5/75
|
2.5
|
75
|
|
CNW2.8/80
|
2.8
|
80
|
|
CNW2.8/85
|
2.8
|
85
|
5. Универсальный кондуктор для
сбивки поддонов Optimal KUP 0.1
станок европоддон заготовка
производство
Сборка гвоздезабивными пистолетами на
универсальном кондукторе наиболее оптимальный вариант производства деревянных
поддонов и паллет. Срок окупаемости 1-3 месяцев. Производительность при таком
способе может доходить до 30 поддонов в час на одного оператора. Применение
кондуктора позволяет значительно снизить затраты ручного труда на
технологических операциях, обеспечить гарантированную постоянную точность
размера поддона, повысить качество продукции и сократить число рабочих, занятых
на производстве, увеличив производительность в 2-3 раза.
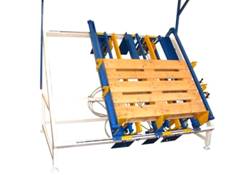
Рис. 6
Описание: - Возможность быстрой настройки под
уникальный размер поддона - Диапазон разм. поддонов: мини - 700 x 700 мм -
макси: 1350 x 1550 мм - Диапазон разм. шашек: мини - 60x70x70 мм - макси:
120x145x120 мм - Пневматический зажим (6 пневмоцилиндров) для шашек и досок -
Пневматическое (4 пневмоцилиндра) извлечение поддонов - Легкий ручной переворот
поддона (делается оператором) - Оснащен подвесами для 2-х гвоздезабивных
инструментов (инструменты и балансиры не включены в стоимость) - Средняя
производительность: от 180 до 250 поддонов/день - Перенастройка под другой
размер занимает не больше 10 мин
6. Гвоздезабивные пневмопистолеты
Prebena 7F-CNW-90
Данный инструмент используют, как правило, для
забивания металлических гвоздей в древесную породу. Основным предназначением
Prebena 7F-CNW90 является изготовление и проведение ремонтных работ
всевозможной тары из дерева, поддонов, полов, каркасов, потолков, ограждений и
прочих изделий. В случае использования такого пневмопистолета будет происходить
забивка из бабины в необходимый упаковочный материал или дерево с помощью
сжатого воздуха.

Рис. 7
Отличительные черты Prebena 7F-CNW90:
имеется как одиночная забивка, так и стрельба
целыми очередями;
присутствуют резьба для подвеса и возможность
установки глубины;
на курке располагается селекторный переключатель
режимов стрельбы;
глубину забивки можно определить с помощью
положения предохранительной скобы, которая находится снизу, - чем она выше, тем
более глубоко будут забиваться гвозди;
есть предохранитель, размещенный на носке, а
курок сработает лишь в случае, если предохранитель будет отключен;
имеются 2 шкалы, в которых предусмотрена
градуировка в сантиметрах и дюймах. Эти шкалы показывают возможный диапазон
длины гвоздей;
в комплекте с инструментом идут защитные очки.
Для данного оборудования следует использовать
гвозди того же производителя.
Гвоздь- CNW (Бабинный)
Высота - 45-90 мм
Диаметр - 2,5-3,3 мм
Рабочее давление - 5-8 bar
Расход воздуха - 4 л/цикл