Сварка полимеров. Виды сварки
Содержание
Введение
. Сварка полимеров. Виды сварки
1.1 Диффузионная сварка
1.1.1 Сварка нагретым инструментом
.1.2 Сварка нагретым газом
.1.3 Сварка с применением
инфракрасного (ИК) излучения
.1.4 Высокочастотная (ВЧ) сварка
.1.5 Ультразвуковая (УЗ) сварка
.1.6 Сварка трением
.1.7 Лазерная сварка
.1.8 Сварка с помощью растворителей
1.2 Химическая сварка
1.2.1 Химическая сварка термопластов
.2.2 Химическая сварка отвержденных
реактопластов
. Термоконтакная сварка полимеров
Заключение
Список литературы
Введение
Соединение термопластичных полимерных материалов
между собой при сборке из них конструкций может осуществляться механическим
путем с помощью болтов, заклепок и других крепежных элементов, путем склеивания
с использованием различных клеевых составов, а также с помощью сварки [1, 2].
Из всех перечисленных методов только при сварке
отсутствует необходимость введения в зону соединения инородных материалов и
представляется возможным получить в этой зоне связи, характерные для исходного
материала, а, следовательно, максимально приблизить соединение к исходному
материалу по механическим свойствам, газопроницаемости, диэлектрическим
характеристикам и другим свойствам [3].
Сварка - это способ создания неразъемных
соединений пластмассовых деталей в целях образования более сложных конструкций
[1].
Сварке отдают предпочтение перед другими
методами создания неразъемного соединения в тех случаях, когда: 1) свариваемые
детали состоят из одного полимера или полимеров, близких по плотности энергии
когезии; 2) недопустимо присутствие крепежных элементов; 3) требуется большая
производительность процесса [2].
Теоретически сварку воспринимают все
термопластические полимеры, однако возможность технического выполнения этой
операции в основном определяется структурой и молекулярной массой материала.
Поскольку сварка осуществляется в тот момент, когда поверхности стыкуемых
деталей находятся в расплавленном состоянии, возможность пластикации является
важным критерием свариваемости полимера. Поэтому из-за значительной молекулярной
массы и особенностей структуры такие полимеры, как, например,
политетрафторэтилен (ПТФЭ), литой ПММА, ПЭ, обладающий очень высокой
молекулярной массой, пластифицируются с большим трудом, что технически
исключает или существенно затрудняет их сваривание.
Из условия, что поверхности соединяемых деталей
должны находиться преимущественно в состоянии расплава, вытекает еще одно
ограничение - между собой могут быть сварены только те полимеры, которые
переводятся в расплавленное состояние в одинаковых условиях. Такому условию, за
небольшим исключением, соответствуют только одинаковые термопласты или же (в
случае ПЭ) только те его типы, которые обладают одинаковым индексом расплава
(показатель текучести расплава).
Обычно прочность сварных изделий составляет
30-60 % от прочности соединяемых деталей. Если же параметры сварки выбраны
неправильно, то потери прочности еще больше [2].
Выбор технологических параметров сварки зависит
в первую очередь от типа свариваемого материала и его толщины, а также от типа
применяемого инструмента.
Естественно, что наряду с общими правилами, при
сварке полимеров необходимо соблюдать также и некоторые условия, связанные со
специфическими особенностями материалов. Для перевода в пластическое состояние
необходима определенная температура (температура сваривания), а для обеспечения
плотного соединения - определенное усилие (усилие сваривания). Кроме того,
учитывая плохую теплопроводность полимеров, температуру сваривания необходимо
поддерживать определенное время (время воздействия температуры), чтобы прогрев
стыкуемых изделий состоялся до достаточной глубины. Понятие «время воздействия
температуры» в непрерывных процессах сварки заменяется на понятие «скорости
сварки» [4].
Таким образом, такие параметры сварки, как
давление, температура и время воздействия температуры (скорость сварки) должны
быть правильно согласованы друг с другом и соответствовать свойствам
свариваемых полимеров.
1. СВАРКА ПОЛИМЕРОВ. ВИДЫ СВАРКИ
1.1 Диффузионная сварка
Существует несколько разновидностей диффузионной
сварки: нагретым инструментом, нагретым газом, инфракрасным (ИК) излучением,
токами высокой частоты (ТВЧ), трением, ультразвуком и другие. Применяют сварку
в присутствии растворителя свариваемого полимера.
Основные технологические параметры сварки -
температура (Тн), время нагрева (tн),
давление прижатия свариваемых поверхностей (Р), а также время охлаждения
сварного шва под давлением.
При условии получения качественного сварного
соединения можно составить рабочую карту оптимального соотношения tн
и Тн при постоянном давлении Р (рис. 1.1) для конкретного типа полимера. Как
следует из рисунка, имеется определенный диапазон ΔТн
при постоянном tн или Δtн
при постоянной Tн, в котором
получаются сварные соединения хорошего качества. С увеличением Р сокращается время
цикла, но одновременно уменьшается допустимый диапазон (вертикальные отрезки)
колебаний температур и времен. Сужение этого диапазона обусловлено тем, что с
увеличением давления возрастает скорость течения материала. Продолжительность и
давление контакта зависят от вязкости материала. Для высоковязких полимеров
характерна замедленная диффузия макромолекул, поэтому высокое давление
способствует лучшему контакту свариваемых поверхностей и диффузии сегментов
полимера, но чрезмерно высокое давление приводит к сильному утонению сварного
шва [5].
Разнородные полимеры сваривают при помощи
присадок или слоя статистического сополимера (интерполимера), содержащего в
макромолекуле звенья, которые входят в состав макромолекул обоих соединяемых
полимеров.
Высоковязкие полимеры свариваются при помощи
присадочного материала того же состава, но содержащего пластификатор или тот же
полимер с меньшей молекулярной массой.
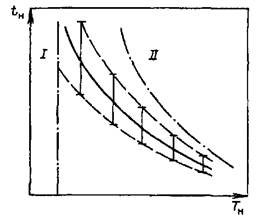 - область твердого
состояния полимера;
- область твердого
состояния полимера;
II - область
начала термодеструкции полимера; пунктирными кривыми ограничен диапазон
колебаний Тн при получении качественного шва.
Рисунок 1.1 - Рабочая карта сварки термопластов
- взаимосвязь температуры и времени нагрева деталей (давление сварки постоянно)
При сварке материалов с ориентированной
структурой макромолекул происходит разориентация полимера. При охлаждении
сварного шва кристаллических полимеров происходит рекристаллизация материала
шва, его структура может сильно отличаться от структуры остального объема.
Поскольку сварка сопровождается локальным
перегревом и охлаждением, то в околошовном пространстве образуются большие
остаточные напряжения (термического происхождения). Процесс снятия (релаксации)
напряжений требует определенного времени. По этой причине сварные изделия
передают в эксплуатацию после некоторой "вылежки". Продолжительность
вылежки может составлять несколько суток. Весьма благоприятна поэтому для
сварных изделий стадия последующей термообработки. Температура термообработки
должна быть близка к температуре стеклования.
В отдельных случаях во избежание
термоокислительной деструкции материала шва сварку проводят в среде инертных
газов или вводя в зону шва повышенное количество стабилизатора.
1.1.1 Сварка нагретым
инструментом
При сварке по этому способу свариваемые детали
нагреваются при контакте с металлическими инструментами, а затем
спрессовываются и охлаждаются под давлением.
В контактно-тепловой сварке применяется
металлический, постоянно нагретый инструмент. Детали прогреваются с одной или с
двух сторон за счет контакта с нагретым инструментом. Температура инструмента
на 20-50 °С выше Тпл термопласта. Разогретые детали сжимают усилием Р, при этом
материал деформируется в зоне шва. Контролировать деформацию можно, используя
специальные механические ограничители хода инструмента. Для устранения
прилипания расплава к инструменту применяют разделительные прокладки из
фторопласта-4, полиимида, целлофана. Охлаждение образовавшегося шва происходит
под тем же давлением. Это позволяет устранить коробление изделия в зоне шва, но
в то же время значительно удлиняет цикл сварки. Такую технологию применяют для
получения мелкосерийных изделий, при ремонте деталей и т. п. Процесс является
периодическим [8,9].
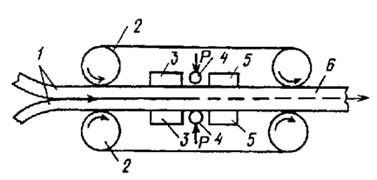
- пленки; 2 - бесконечные движущиеся ленты; 3 -
нагреватели; 4 - прижимные ролики; 5 - охлаждающие губки; 6 - сварной шов; Р -
давление прижима
Рисунок 1.2 - Схема ленточного сварочного
аппарата
Непрерывный процесс осуществляется для сварки
пленок и листов. Шов в этом случае получается неограниченной длины. Схема
основной установки показана на рис. 1.2. Свариваемые пленки зажимаются с двух
сторон двумя бесконечными движущимися лентами 2, попадают в зону нагрева 3 и с
помощью прижимных роликов под давлением Р образуют сварной шов. Далее шов
охлаждается губками 5. Поскольку движущиеся ленты плотно прижаты к шву пленок,
то и охлаждение шва происходит под некоторым давлением.
При термоимпульсной сварке используют
малоинерционный нагревательный инструмент (лента, проволока). Периодически
пропускаемый электрический ток быстро нагревает инструмент. Сварку осуществляют
под давлением. Лента, проволока быстро охлаждаются вместе со швом без снятия
давления. Метод применяется для соединения ПЭ-пленок толщиной 20-300 мкм.
Эффективность этого способа заключается в быстроте нагрева/охлаждения проволоки
или ленты. Время сварки зависит от толщины пленок. Главное ограничение метода -
длина шва (длина нагревательного инструмента ~1,5 м).
Изменение параметров сварки существенно влияет
на прочность сварного шва изделий. При испытании сварных изделий установлено,
что даже идеально сваренный шов не обладает той же прочностью, что и
свариваемая деталь. С учетом остаточных напряжений в большинстве случаев
разрушается материал в околошовном пространстве.
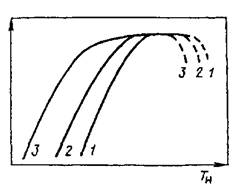
tн1 < tн2
< tн3 ; пунктир -
начало термодеструкции полимера
Рисунок 1.3 - Зависимость прочности сварного шва
от температуры нагрева при разных временах нагрева
Выбор технологических параметров сварки зависит
в первую очередь от типа свариваемого материала и его толщины, а также от типа
применяемого инструмента. Для жестких термопластов увеличение давления выше 2-3
МПа и длительности прогрева свыше 15 мин не оказывает заметного влияния на
прочность соединения. Более существенно сказывается изменение Ти (рис. 1.3). С
повышением Тн все меньшее влияние на прочность соединения оказывает
длительность выдержки нагретых поверхностей под давлением (кривые 1-3 на рис.
1.3). С увеличением Тн диффузия макромолекул ускоряется, и максимальная
прочность достигается быстрее. Дальнейший рост Тн (пунктирные линии на рис.
1.3) приводит к деструкции полимера, образующего шов. Прочность соединения,
близкая к прочности основного материала, достигается, если Тн приближается к
температуре перехода термопласта в вязкотекучее состояние.
сварка химический полимер излучение
1.1.2 Сварка нагретым
газом
По этому способу соединяемые поверхности
полимерных деталей нагревают струей разогретого газа (воздуха, азота и др.) и
приводят в контакт при отсутствии или наличии присадочного материала, нагретого
этим же газом [5].
С применением присадочного материала сваривают
детали из ПЭ, ПП, ПВХ, ПС, ПММА и др. В качестве присадочного материала
используется тот же полимер, из которого изготовлены свариваемые части.
В присадочный материал может добавляться
небольшое количество пластификатора [3-10 % (маc.)],
чтобы снизить вязкость расплава.
Этим способом свариваются толстостенные детали,
листы и т. п. Широко применяется газовая сварка при наращивании длины труб
(стыковка), при футеровке пластмассовыми листами стальных труб, электролизных и
травильных ванн.
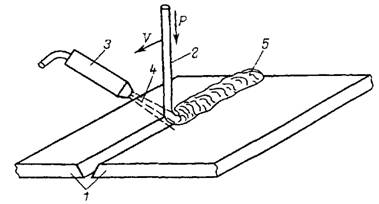
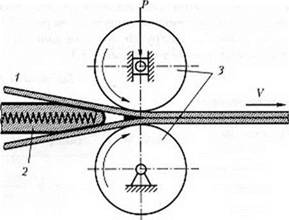
- детали с подготовленной поверхностью сварки; 2
- пруток присадочного материала; 3 - сопло для подачи нагретого газа; 4 - поток
горячего воздуха; 5 - сварной шов; Р - давление на пруток; V - направление
движения сварки
Рисунок 1.4 - Схема сварки нагретым газом с
применением присадочного материала:
Схема сварки горячим газом с применением
присадочного материала показана на рис. 1.4. Процесс получения изделия из
сварных деталей заключается в следующем. Детали 1 обрезают под небольшим углом
(25-30°), так чтобы при их контакте образовалась ложбина, напоминающая букву V
(V-образный шов).
Далее включается нагреватель и подается нагретый газ в сопло 3. Обычно
газом-теплоносителем служит воздух. При сварке термопластов это нежелательно,
так как происходит значительное термоокисление полимера. В этом случае лучше
применять инертный газ (азот). Температура газа на выходе из сопла должна быть
на 50-100 °С выше Тпл полимера, поскольку на участке между соплом и свариваемой
поверхностью газ 4 охлаждается. Давление газа небольшое (35-100 кПа). Горячий
воздух прогревает поверхности деталей и одновременно пруток 2 присадочного
материала. Происходит оплавление полимеров.
Недостатками метода являются малая
производительность, сложность поддержания постоянного режима сварки,
использование ручного труда. Основной вид брака - низкая прочность сварного
шва. Это может происходить из-за недостаточного прогрева свариваемых
поверхностей деталей, из-за термоокислительных процессов в присадочном
материале, а также несоблюдения технологических режимов сварки и небольшого
давления Р.
Сварка нагретым газом без присадочного материала
осуществляется по непрерывной или периодической схеме. Прочность сварных
соединений в этом случае выше, чем прочность таких же соединений, но полученных
с применением присадочного материала. Скорость получения сварного шва может
достигать 0,3 м/мин. Таким методом получают соединения из пленок, листов. Так,
сложенные пленки у краев прижимаются губками и к этим местам подводится через
форсунку открытое пламя. Края пленок оплавляются, и образуется шов. Скорость
сварки может достигать десятков метров в минуту.
1.1.3 Сварка с
применением инфракрасного (ИК) излучения [5]
Известно, что большинство полимеров хорошо
поглощает ИК-излучение с длиной волны более 25 мкм. Это свойство и используют
при сварке термопластов. Сваривать детали можно непосредственно контактом
горячих поверхностей или с применением присадочных материалов. Лампу с
температурой нагревательного элемента 500-600°С располагают на расстоянии 0,5
мм и фокусируют на свариваемую поверхность. Продвигая свариваемые детали под
лампой, прикатывают горячий шов валиком. Детали могут быть расположены на
металлической подложке.
Таким способом осуществляется сварка плит,
пленок, труб и т. д.
ВЧ-сварке подвергают материалы, имеющие
коэффициент диэлектрических потерь ε"
> 0,01 [9]. К ним относятся ПВХ и его сополимеры, ПА, сополимеры
фтор-производных, полиакрилаты, ПУ и т. д.
Основан способ на известном физическом явлении
взаимодействия токов высокой частоты (ТВЧ) с диполями молекул. Дипольная
молекула в переменном электрическом поле ориентируется по направлению поля.
Энергия поля диссипируется в полимере за счет внутреннего трения колеблющихся
диполей.
Основным оборудованием являются высокочастотный
генератор, сварочное устройство и контур управления. В генераторе постоянный
ток высокого напряжения преобразуется в переменный с частотой 20-40 МГц. Этот
ток подается на обкладки конденсатора, одновременно являющиеся электродами для
сварки пластмассы. Электроды не только подводят энергию к зоне шва, но и
передают давление на материал.
В особых случаях, когда требуется ВЧ-сварка
материалов с ε" < 0,01
(ПО, ПЭТФ, фторопласт-4), необходимо применять более высокие частоты (80-150
МГц) или сверхвысокие - 300 МГц и выше.
Преимущества способа: высокая скорость и
равномерность нагрева, хорошее качество сварного шва. Кроме того, ВЧ-сварка
может успешно осуществляться при более низких температурах по сравнению с
контактной.
1.1.5 Ультразвуковая
(УЗ) сварка
Ультразвуковая сварка [5, 8, 9] основана на
преобразовании энергии механических высокочастотных колебаний (15-50 кГц) в
тепловую энергию. Размягченные полимеры при приложении нагрузки свариваются.
Отличительной особенностью УЗ-метода является
то, что выделение тепла происходит не во всей массе шва, а концентрируется в
зоне контакта свариваемых поверхностей.
В связи с быстротой нагрева в зоне образования
шва происходят минимальные изменения структуры полимера. Благодаря этому при
УЗ-сварке двухосно-ориентированных пленок из ПЭТФ, ПП и др. удается сохранить
ориентацию материала в шве.
Благодаря существенным сдвиговым колебаниям при
действии УЗ со свариваемой поверхности удаляются инородные частицы. Это
открывает возможность сварки загрязненных поверхностей деталей.
На рис. 1.5 представлена схема аппарата
УЗ-сварки. Соединяемые детали 4 зажимаются с усилием Р между инструментом 3 и
пассивным отражателем 5. Сварка происходит в момент подачи ТВЧ на обмотку
вибратора (излучатель УЗ 1).
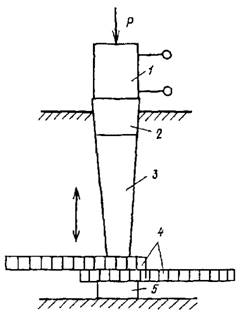
1 - излучатель УЗ; 2 - волновод; 3 - сварочный
инструмент; 4 - свариваемые материалы; 5 - отражатель; Р - давление сварки;
стрелками показано направление высокочастотных механических колебаний
Рисунок 1.5 - Схема ультразвуковой сварки
пластмасс
Возникающие продольные (по стрелкам)
высокочастотные механические колебания передаются через инструмент 3 материалу
4. В качестве пассивного отражателя может быть использован любой гасящий УЗ
материал. Вместо него может применяться настроенный отражатель (стальной
стержень). Его функция - уменьшение потерь энергии, которые возникают при
переходе колебаний в станину опоры.
УЗ-сварку можно осуществлять на деталях больших
размеров и сложной конфигурации, так как второго электрода для сварки не
требуется; ею можно соединять любые термопласты. Детали сваривают в отдельных
точках (точечная УЗ-сварка), по всему контуру (контурная УЗ-сварка) и при
непрерывном перемещении либо инструмента, либо материала. В последнем случае
нижнюю опору инструмента 3 заменяют вращающимися роликами. Так сваривают пленки
любой длины. Режимы сварки: амплитуда колебаний инструмента 25-30 мкм, Р=0,12
МПа, частота колебаний 50 кГц. Прочность шва при сдвиге составляет не менее 60
% от прочности при растяжении исходных пленок.
Для массивных изделий из большинства пластмасс
амплитуда колебаний инструмента находится в пределах 20-40 мкм, давление 1-4
МПа, время сварки - до 10 с.
1.1.6 Сварка трением
Сварка трением [4, 5] основана на нагреве
контактирующих поверхностей термопластов в результате превращения механической
энергии трения в тепловую. Низкая теплопроводность пластмасс локализует и
сохраняет тепло в зоне трущихся поверхностей, где и образуется сварной шов. При
этом способе механически снимается окисленный поверхностный слой полимера,
вытесняются воздушные включения и другие примеси из зоны шва.
Одновременно с оплавлением поверхности
свариваемых деталей не исключается механодеструкция полимера. В начальный
период сварки процесс механодеструкции преобладает над процессом диффузии
макромолекул, так как температура в зоне трения еще недостаточно высока. С
увеличением продолжительности трения теплота накапливается, материал переходит
в текучее состояние, и механодеструкция макромолекул прекращается. Продукты
механодеструкции полимера входят в состав сварного шва и приводят к его
естественному ослаблению по сравнению с материалом деталей.
Существуют три схемы сварки трением: вращением,
вибротрением и промежуточная вращательно-вибрационная.
При сварке вращением одна деталь закрепляется
неподвижно, а вторая соосно с ней вращается и контактирует с ней торцом под
определенным давлением. При этом возникают силы трения, вызывающие интенсивный
разогрев. По достижении температуры Тпл давление увеличивают для выдавливания
пузырей воздуха и равномерного распределения расплава по свариваемой
поверхности. Далее или быстро останавливают вращение, или освобождают
неподвижную деталь, которая также начинает вращаться. Охлаждение шва идет под
давлением Р.
Сваркой вращением соединяют детали небольших
габаритных размеров: стержни, трубы. Можно приваривать цилиндрические детали к
плоским, фасонным. Достоинство метода - высокая скорость образования шва и
высокая его прочность. Для большинства изделий из термопластов она составляет
60-80 % от прочности самого материала. Недостатки способа: ограниченность
выбора геометрии и габаритных размеров изделий; трудность регулирования
температуры материала шва; большое количество выдавливаемого материала в виде
расплава. Указанных недостатков можно избежать, применив либо комбинированный
способ (вращательно-вибрационный), либо только вибрационный.
Сущность вибрационного способа состоит в том,
что прижатым поверхностям деталей сообщается возвратно-поступательное движение
одной относительно другой. Сварка поверхностей происходит при частоте
возвратно-поступательного движения 50-400 Гц, амплитуде 3-6 мм, давлении Р =
2-15 МПа, продолжительности - несколько секунд. Для данного способа сварки
габаритные размеры детали и толщина стенки не играют роли.
1.1.7 Лазерная сварка
[5, 4]
Лазерный луч фокусируется на свариваемых
поверхностях деталей, в основном пленок толщиной 10-500 мкм. Можно так же
сваривать и листы. Технология не отличается от технологии сварки ИК-
излучением.
Лазерная сварка также является бесконтактной.
Необходимая технологическая теплота направленно вводится в материал заготовки
посредством высокоэффективного лазера на полупроводниковом диоде. При этом
середина зоны соединения также может быть более интенсивно нагрета, чем краевые
зоны. Таким образом, при сварке происходит интенсивное смешение расплава в зоне
стыка, что способствует чрезвычайной прочности сварного шва. Тепловое
расширение расплава обеспечивает усилие сваривания, необходимое для соединения
предварительно фиксированных деталей.
В первую очередь, эго может быть отнесено к
сварке соединения внахлест, при которой одна деталь должна быть прозрачной для
лазерного луча, а вторая обладать хорошей способностью к поглощению. Таких
свойств можно добиться с помощью цветных пигментов или другими добавками. Для
выполнения сварки между обеими деталями необходимо добиться соединения с
герметичным смыканием. В этом случае лазерный луч будет через прозрачную деталь
попадать на поглощающую деталь, создавая необходимую тепловую энергию. За счет
теплопроводности прозрачная деталь на стыковой поверхности также оплавляется.
Ход шва и способ внесения энергии могут быть выбраны, поэтому не возникают ни
термические, ни механические нагрузки.
Что касается геометрии и размеров свариваемых
деталей, то здесь ограничений нет. Поэтому диапазон применения лазерной сварки
простирается от мельчайших до крупногабаритных деталей.
1.1.8 Сварка с помощью
растворителей
Этот метод применяется в случае, если при
тепловой сварке происходит недопустимое изменение формы соединяемых деталей или
если требуется оптически прозрачный шов. Метод находит применение в
мелкосерийном производстве [6].
Сварка может осуществляться непосредственно
использованием растворителя, лака, т. е. раствора свариваемого полимера в
растворителе или раствора полимера в мономере (полимеризующаяся композиция).
При сварке с помощью растворителя
последовательно проводят следующие операции: 1) очищают поверхности от
загрязнений и обезжиривают их; 2) смачивают поверхности растворителем до тех
пор, пока размягчение полимера не пройдет на глубину 0,5-1 мм; 3) подсушивают
детали с целью удаления избытка растворителя с поверхности; 4) приводят
поверхности в контакт; 5) выдерживают соединение под давлением до момента
затвердевания шва.
Для сварки различных полимеров рекомендуются
следующие растворители для ПММА - дихлорэтан, метиленхлорид, этилацетат,
диоксан и др.; для ПС - сложные эфиры, кетоны (ацетон, метилэтилкетон, бензол и
др.), для ПА и ПУ - муравьиная кислота; для ПК - хлорированные углеводороды и
др.
1.2 Химическая сварка
Сущность химической сварки состоит в образовании
химических связей между макромолекулами соединяемых поверхностей. Химическая
сварка может быть применена для сваривания деталей из термо- и реактопластов.
Она может осуществляться самопроизвольно, лишь за счет химически активных
функциональных групп полимера, или с помощью посредника - присадочного
материала, введенного в зону образования шва [5].
1.2.1 Химическая сварка
термопластов
Химическая сварка [5, 8, 9]термопластов может
быть выполнена с присадочными материалами и без них. Процесс сварки ускоряется
при воздействии тепла в зоне образования шва. Наиболее распространены в
качестве генераторов тепла ВЧ- и УЗ-установки. Наиболее целесообразно
использование химической сварки для ориентированных, кристаллических
термопластов (пленки, листы). При этом способе сварки сохраняются степень
ориентации макромолекул и кристалличность материала сварного соединения. Так,
ориентированные ПЭТФ-пленки сваривают следующим образом. На свариваемую часть
поверхности пленки наносят смесь изомеров ангидридов дикарбоновых кислот в
ацетоне или бензине. Далее пленки складывают, нагревают под давлением (до
180-200 °С) и выдерживают 1-3 с. В это время происходит реакция образования
химических связей между свариваемыми поверхностями. Ориентация макромолекул и
кристалличность пленки в зоне шва не изменяются.
Полиэтиленовые детали свариваются после
предварительной обработки в ВЧ-поле напряжением до 10000 В. На свариваемых
поверхностях образуются функциональные группы, в том числе двойные химические
связи. Далее на поверхности наносится сшивающий агент (пероксидбензоила и др.),
и операция идет по предыдущей схеме.
Аналогично, с применением склеивающих агентов
свариваются детали из полиимидов, лестничных полимеров и других, у которых
температура плавления выше, чем температура разложения, и в этой связи для них
затруднено применение диффузионной сварки.
1.2.2 Химическая сварка
отвержденных реактопластов
Химическая сварка отвержденных реактопластов [5,
8]определяется наличием в них функциональных химических групп, оставшихся после
формирования деталей. Если этих групп достаточно, то после приведения
поверхностей деталей в плотный контакт и нагрева выше температуры отверждения
оставшиеся функциональные группы в поверхностных слоях прореагируют. В
результате этого образуется прочная химическая связь между поверхностями
деталей.
Нагрев осуществляется с помощью ВЧ- или
УЗ-генераторов. Температура поверхности должна быть 150-200 °С; время нагрева -
от десятков секунд до нескольких минут.
Химическую сварку можно осуществлять и с использованием
присадочного материала.
Качество химической сварки определяется длиной
подвижных участков молекул полимера в пограничных слоях, их степенью
подвижности, концентрацией химически активных групп и полнотой их участия в
реакции соединения свариваемых частей деталей.
Примером сварки деталей без применения
присадочного материала служит сварка деталей из фенолоформальдегидного
связующего.
В случае недостатка функциональных групп на
свариваемых поверхностях применяют присадочный материал. Так, на поверхности
деталей, изготовленных из фенопластов, наносят неотвержденную или с меньшей
степенью отверждения смолу такого же типа. После этого сварка происходит по уже
описанной схеме.
Таким способом свариваются детали из
отвержденных полиэфирных, эпоксидных и других смол.
2. Термоконтакная
сварка полимеров
Сваркой получают изделия в основном из
термопластов. В зоне сварки термопласт находится преимущественно в состоянии
расплава. Поэтому технологические особенности сварки существенно зависят от
термостабильности полимеров. Чем меньше термостабильность, тем сложнее процесс
сварки. Лучше всего свариваются ПЭНД, ПЭВП, ПП, СЭВА, ПС, УПС, АБС-пластик,
труднее - ПВХ, ПА, ПК, ПЭТФ. Весьма непросты процессы сварки термостойких
пластиков ПСФ, ПИ, ПИА.
В настоящее время наибольшее распространение
получила сварка с использованием тепловой энергии и давления [1-6]. При прямом
нагреве соединенные детали непосредственно контактируют со съемным
нагревателем.
Основные виды сварных соединений в условиях
контактирования нагревательных элементов с соединяемыми внахлест однослойными
пленками приведены на рисунке 1.6. Ширина сварного шва (а; б) зависит от его
прочности и нагрузки, приложенной к концам соединяемых полотен пленки. Режимы
сварки приведены в таблице 1.1.
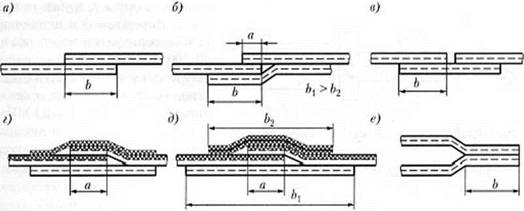
а - однослойные внахлестку: б - однослойные
внахлестку с накладкой: в - однослойные встык с накладкой: г - армированные
внахлестку с накладками из основной и армирующей пленок; д - армированные
внахлестку с накладками из основной и двух слоев армирующх пленок; е -
Т-образное с рантованным швом
Рисунок 1.6 - Виды сварных соединении пленок
Таблица 1.1 - Режимы сварки полимерных пленок
проплавлением
|
Термопласт
|
Толщина,
мкм
|
Температура
инструмента, °С
|
Давление.
МПа
|
Выдержка,
с
|
|
Односторонний
нагрев
|
|
ПЭНП
|
30-45
|
130-140
|
0,05-0,06
|
2-3
|
|
ПЭНП
|
60-90
|
140-160
|
2-3
|
|
ПЭНП
|
150-200
|
160-180
|
0,05-0,06
|
2-3
|
|
ПЭВП
|
130-150
|
200-220
|
0,06-0,08
|
2-3
|
|
ПП
|
60-150
|
230-240
|
До
0,10
|
2-3
|
|
Полиамид
|
60-150
|
185-20
|
0,06-0,08
|
5-6
|
|
Двухсторонний
нагрев
|
|
ПЭВП
|
150-160
|
160-170
|
0,08-0,09
|
2-3
|
|
ПП
|
150-300
|
180-200
|
0,09
|
2-3
|
|
Фторопласт-4
|
100-200
|
390-400
|
0,02-0,05
|
120-150
|
|
Полиамид
|
130-200
|
210-220
|
0,04-0,05
|
10-15
|
Недостатки сварки с односторонним или
двухсторонним нагревом состоят в том, что зона сварного шва отделена от нагревателя
самой пленкой, и вследствие низкой теплопроводности полимера температура в ней
ниже, чем на рабочей поверхности контакта с нагревателем. Для устранения этого
недостатка применяют сварку с термоклином (рис. 1.7). Свариваемые пленки
укладываются внахлест и между ними располагается неподвижный нагретый
наконечник клина, контактирующий со свариваемыми поверхностями. Сварной шов
образуется за счет прижатия роликов, перемещающих пленку. При толщине менее 150
мкм пленки прогреваются но всей толщине и не прилипают к поверхности прижимных
роликов.
- пленки: 2 - клин-нагреватель: 3 - тянущие
валики, создающие сварное усилие Р
Рисунок 1.7 - Сварка пленок с тепловым клипом:
Простота в аппаратном оформлении термоконтактной
сварки при соединении полимерных материалов делает предпочтительным данный вид
сварки при производстве упаковки из полимерных пленочных материалов [6]. А
отсутствие в литературе данных по прочности сварного шва делает интересным
проведение исследований по влиянию типа полимерного материала на прочность
сварного соединения.
Заключение
На данный момент вакуумная упаковка из
термоусадочных многослойных полимерных пленочных материалов считается самым
оптимальным и удобным решением в пищевой промышленности. Ее использование
является гарантом сохранности свежести, питательных и пищевых свойств, аромата
и внешнего вида. Однако высокие барьерные свойства многослойных полимерных
пленок могут оказаться бесполезными, если в процессе изготовления пакетов и
упаковывания в них пищевой продукции будет нарушена сплошность барьерных слоев
пленочного материала [10].
При прямом нагреве соединяемые пленки
непосредственно контактируют с нагревателем. Изменение параметров сварки
существенно влияет на прочность сварного шва изделий. При испытании сварных
изделий установлено [5], что даже идеально сваренный шов не обладает той же
прочностью, что и свариваемая деталь. С учетом остаточных напряжений в
большинстве случаев разрушается материал в околошовном пространстве. При
тепловой сварке эти напряжения являются следствием локального нагрева
пластмассы и термической усадки. Обычно прочность сварных изделий составляет
30-60 % от прочности соединяемых деталей. Если же параметры сварки выбраны
неправильно, то потери прочности еще больше. А выбор технологических параметров
сварки зависит в первую очередь от типа свариваемого материала и его толщины, а
также от типа применяемого инструмента.
Таким образом, исследование прочности сварного
соединения полимерных многослойных пленочных материалов является актуальной
задачей, т.к. прочность сварного соединения во многом будет определять
барьерные характеристики упаковки.
Список литературы
1. Крыжановский,
В.К. Производство изделий из полимерных материалоа / В.К. Крыжановский, М.Л.
Кербер, В.В. Бурлов, А.Д. Паниматченко - СПб.: Профессия, 2008. - 464 с.
2. Власов,
С.В. Основы технологии переработки пластмасс: Учебник для ВУЗов / С.В. Власов,
Л.Б. Кандырин, В.Н. Кулезнев, А.В. Марков, И.Д. Симонов-Емельянов, П.В.
Суриков, О.Б. Ушакова - М: Химия, 2004. - 600 с.
. Ревяко,
М.М. Оборудование и основы проектирования предприятий по переработке пластмасс:
Учебное пособие / М.М. Ревяко, О.М. Касперович - Минск: БГТУ, 2005. - 344 с.
4. Шварц,
О. Переработка пластмасс / О. Шварц, Ф.В. Эбелинг, Б. Бурт - СПб.: Профессия,
2005. - 320 с.
5. Власов
С.В. Основы технологии переработки пластмасс / С.В. Власов, Л.Б. Кандырин, В.Н.
Кулезнева, А.В. Марков, И.Д. Симонов-Емельянов, П.В. Суриков, О.Б. Ушакова .-
М.: Химия, 2004.- 600 с.
6. Вакула,
В. Л. Физическая химия адгезии полимеров / В.Л. Вакула, Л.М. Притыкин .- М.:
Химия, 1984.- 222 с.
7. Ефремов,
Н. Ф. Тара и ее производство. М.: Изд-во МГУП, 2001.- 311 с.
8. Полкоп,
С. С. Сварка пластических масс: Учеб. пособие для работников образования / С.С.
Полкоп, В.Я. Черняк .- М.: Химия. 1987. - 168 с.
9. Зайцев,
К. И. Сварка пластмасс / К.И. Зайцев, Л.Н. Мацюк .- М.: Машиностроение, 1978.-
224 с.
. Загидуллин
А.И. Изучение влияния параметров сварки на барьерные свойства термоусадочных
многослойных пакетов / А.И. Загидуллин, Р.М. Гарипов, А.И. Хасанов, А.А.
Ефремова, А.А. Козлов // Вестник Казанского технологического университета.-
2013.- т.16, №20.- с. 83-86.