Разработка технологического процесса изготовления платья
ВВЕДЕНИЕ
Одна из тенденций современного производства
является стремление выпускать многофункциональные изделия, способные
удовлетворять одновременно многие потребности человека, в том числе и
эстетические.
При выполнении поставленных задач значительная
роль принадлежит правильной организации художественного проектирования изделий,
предназначенных для промышленного производства.
В условиях производства одна и та же модель
изделия часто изготавливается из тканей с различной усадкой. САПР «Асоль»
позволяет создавать дополнительный припуском заданной ширины непосредственно в
подсистеме раскладки и, если нужно, изменять его. Так же автоматизированная
программа для одежды позволяет сократить время на ее изготовление, без ущерба
для качества. Лекала моделей строятся точно и быстро, их легко перестраивать
при изменении свойств материала, удобно выстраивать лекала нужных размеров.
Среди преимуществ моделирования одежды на компьютере можно выделить экономный
расход ресурсов, за счет оптимальной раскладки при крое.
Быстро растет потребность в
высоко-квалификационных кадрах, способны трудиться творчески и
высокопроизводительно, умело использовать новейшую технику.
Сегодня производство все в большей степени
нуждается в таких рабочих, которые были бы практически и теоретически хорошо
подготовлены.
Художественное проектирование во многом
определяет будущую «жизнь» изделий,что вызывает необходимость создания системы
связи художник - производство - потребитель. Методика проектирования должна
объединять все вопросы, касающиеся моды, временного формообразования костюма,
особенностей его строения, социальных аспектов и образности в условиях
промышленного изготовления.
Технология швейного производства становится
более механизированной , ее эффективность зависит от применения специальных
машин и оборудования для влажно-тепловой обработки.
Наряду со специальными швейными машинами,
швейными полуавтоматами, швейными установками и комплексными рабочими местами
появляются также как называемые технологические модули, в том что рабочие операции
выполняются на нескольких швейных установках в едином технологическом циклом с
однократной фиксацией заготовки прижимными шаблонами в начале процесса
обработки.
Внедрение новой техники и технологии,
организация производства на промышленных предприятиях и предприятиях сферы быта
и услуг содействует укреплению технологической дисциплины в отрасли, повышению
производительности труда. Улучшению качества изделий.
Так же не стоит забывать и о материалах,
используемых для пошива. Качество материала остается главным требованием.
Играют роль не только комфортность и легкость ухода за изделием, но и
износостойкость, прочность.
Целью проекта является разработка
технологического процесса изготовления платья.
Задачи поставленные перед работниками швейной
отрасли сферы быта и услуг, является достичь поставленных требований, улучшить
качество, расширить ассортимент продукции, отвечающей современным требованиям,
на основе темпов развития производства, повышение эффективности за счет
использования последних достижений наук и технологий.
.
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА МОДЕЛИ
1.1 Обоснование выбора модели
В курсовом проекте предлагаются модель женского
платья из материалов с эластичными волокнами двух расцветок.
Предлагаемое изделие достаточно модное и
стильное, что придает ему некую оригинальность.
Модель платья разработана на основе стиля
полуприлегающего силуэта. Конструктивные членения подчеркивают фигуру и придают
женственность.
Данная модель удобна в носке, соответствуют
гигиеническим и эстетическим требованиям, предъявляемым к одежде, обеспечивает
эстетический комфорт для нормальной жизнедеятельности человека.
Предлагаемая модель выполнена на основе
повседневной одежды, так что ее можно носить и на работу, и на прогулку, той
есть практически на все случаи жизни.
При пошиве не вызывает затруднений, изделие
хорошо сохраняет приданную ей форму, устойчиво к истиранию.
Описание внешнего вида модели
Платье женское, полуприлегающего силуэта
повседневного назначения, длинной ниже колен, зауженное к низу, выполненное из
тканей с эластичными волокнами двух расцветок.
Платье отрезное ниже линии талии с втачным
поясом.
Лиф переда с рельефами из плечевых швов.
Лиф спинки со средним швом.
Воротник втачной стойка- «хомут».
Рукава втачные, одношовные, длинной ¾.
Юбка двухшовная, отрезная ниже линии бедер, в
нижней части боковых швов маленькие разрезы.
Низ рукавов и низ платья оформлена швом в
подгибку с обметанным срезом.
Отделкой в изделии служит пояс, хомут и нижняя
часть юбки выполненные из отделочной ткани.
Рекомендуемые размеры: 52-56
роста: 162-168 см.
Таблица 1
Спецификация деталей кроя
|
Наименование
кроя деталей
|
Номер
рисунка
|
Количество
|
|
|
деталей
|
лекал
|
|
1
|
2
|
3
|
4
|
|
Спинка
|
1
|
2
|
1
|
|
Центральная
часть полочки
|
2
|
2
|
1
|
|
Боковая
часть полочки
|
3
|
2
|
1
|
|
Рукава
|
4
|
2
|
1
|
|
Стойка
- хомут
|
5
|
1
|
1
|
|
Заднее
полотнище юбки
|
6
|
1
|
1
|
|
Переднее
полотнище юбки
|
7
|
1
|
|
Передняя
часть пояса
|
8
|
1
|
1
|
|
Задняя
часть пояса
|
9
|
1
|
1
|
|
Передняя
часть отрезной юбки
|
10
|
1
|
1
|
|
Задняя
часть отрезной юбки
|
11
|
1
|
1
|
.2 Обоснование выбора материалов
Модель женского платья предлагается выполнить из
материала с эластичными волокнами. Материал обладает хорошей растяжимостью,
упругостью, то есть, способен быстро восстанавливать свою форму после
растяжения. Благодаря своей пластичности дает неограниченные возможности в
создании единичных изделий, способных органично сочетаться, входить в состав
различных комплектов. Кроме этого выбранный материал удобен в производстве,
потому что имеет малую прорубаемость, повышенную износостойкость, небольшую
усадку, не осыпается по срезам. Благодаря хорошим технологическим свойствам
материал легко поддается формообразованию при влажно-тепловой обработке не
оказывает затруднений в пошиве.
При раскладке и раскрое не происходит смещение
настила. В процессе носки, ткань не теряет своего эстетического вида, красивый внешний
вид сохраняется на протяжении долгого времени.
.3 Выбор методов обработки и оборудования
При изготовлении женского платья учитывались
перспективы совершенствования технологий швейного производства.
Методы обработки выбирались с учетом опыта действующих
предприятий, возможности применения современного высокопроизводительного
оборудования, прогрессивной технологий обеспечивающей высокое качество и
эффективность производства.
Применение нового, современного оборудования,
оснащенного микропроцессорами, позволяет достигать высокого качества обработки
узлов изделия.
Таблица 2
Проектируемые методы обработки
|
Наименование
узла
|
Рисунок
узла в разрезе
|
Описание
обработки узла
|
|
1
|
2
|
3
|
|
Обработка
разрезов в боковых швах платья
|
|
1.
стачивание боковых срезов до надсечек стр.1. 2. обметывание боковых срезов
стр.2. 3. разутюживание боковых швов. 4. покладывание отделочной строчки по
разрезам стр.3
|
|
Стачивание
средних срезов спинки
|
|
1.
обметывание средних срезов спинки стр.1. 2. стачивание средних спинки стр.2
3. разутюживание среднего шва спинки.
|
|
Соединение
воротника с горловиной
|
|
1.
стачивание срезов стойки. 2. разутюживания шва стачивания стойки. 3.
заутюживание стойки вдоль по сгибу. 4. втачивание нижней стойки в горловину
стр.1. 5. настрачивание верхней стойки по шву втачивания стр.2.
|
|
Обработка
рельефов.
|
|
1.
стачивание рельефных срезов полочки стр.1 2. обметывания срезов стр.2. 3.
заутюживание рельефных швов.
|
|
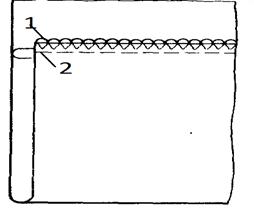
Обработка
низа рукавов и низа платья.
|
|
1.
намелка линии подгиба низа. 2. обметывание нижних срезов рукавов и платья
стр.1. 2. подшивание низа рукавов и низа платья стр.2.
|
|
Соединение
втачного пояса с лифом и юбкой.
|
|
1.
притачивание пояса к лифу платья стр.1 2. притачивание пояса к юбке платья
стр.2 3. обметывания срезов притачивания пояса к лифу и юбке стр.3
|
|
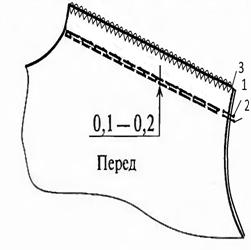
Обработка
плечевых срезов.
|
|
1.
стачивание плечевых срезов двумя параллельными строчками стр.1 и стр.2. 2.
обметывание плечевых срезов стр.3. 3. заутюживание шва на спинку
|
|
Соединение
юбки из частей.
|
|
1.
притачивание верхней части юбки к нижней стр.1 2. обметывание шва
притачивания стр.2 3. заутюживание шва.
|
Таблица 3
Технологическая характеристика швейных машин
|
Класс,
тип,завод-изготовитель (фирма)
|
Название
машины
|
Тип
стежка, строчка
|
Длина
стежка в мм или другие параметры
|
Частота
вращения главного вала обор./мин
|
Иглы
(ГОСТ, стандарт номер)
|
Толщина
сшиваемого пакета, мм
|
Дополнительные
сведения
|
|
1
|
2
|
3
|
4
|
6
|
7
|
8
|
|
481
кл. «ПФАФФ»
|
Одноигольная
стчивающая машина
|
|
До
6
|
5500
|
80-110
|
До
4
|
Верхние
и нижние зубчатые рейки
|
|
9652
кл. «Маузер-специаль
|
Одноигольная
краяобметочная машина
|
|
01.05.04
|
3500
|
60-75
|
До
2,5
|
Нижняя
зубчатая рейка
|
Таблица 4
Технологическая характеристика оборудования ВТО
|
Класс,
тип, завод-изготовитель(фирма)
|
Технолоческое
название
|
Время
разогрева, мин
|
Масса,
кг
|
Установленная
мощность, кВт
|
Температура
нагрева, С
|
Габариты,
мм
|
|
|
|
|
|
|
Длина
|
Ширина
|
Высота
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
|
|
«
JVB
-
909», «Джуки»
|
Электропаровой
утюг
|
10
|
3
|
1
|
150
|
|
|
|
|
SUSSMAN 700 HAB
|
Гладильный
стол
|
10
|
2,4
|
1
|
100-240
|
1600
|
600
|
830
|
1.4 Технологическая последовательность
обработки изделия
Технологическая последовательность обработки
швейных изделий- это перечень неделимых операций записанных в строгой
технологической последовательности. Технологическая последовательность
составляется для того, чтобы наглядно видеть полный объем работ на обработку
изделия по неделимым операциям.
В курсовом проекте технологическая
последовательность представлена в виде таблицы на обработку узла изделия.
Таблица 5
Технологическая последовательность обработки
узла изделия
|
№
|
Наименование
неделимой операции
|
Специальность
|
Разряд
|
Норма
времени, с
|
Оборудование,
приспособления малой механизации
|
|
1
|
2
|
3
|
4
|
5
|
6
|
|
Плечевые
срезы
|
|
|
|
|
|
1
|
М
|
3
|
51
|
481
«ПФАФФ»
|
|
2
|
Обметывание
плечевых срезов
|
С
|
3
|
35
|
9652
кл. «Маузер - специаль»
|
|
3
|
Заутюживание
шва на спинку
|
У
|
3
|
42
|
Электропаровой
утюг «JVB
- 909»,
«Джуки»
|
|
Обработка
воротника и соединения его с изделием
|
|
|
|
|
|
4
|
Стачивание
срезов стойки в кольцо ш.ш 0,7-1,0 см.
|
М
|
3
|
35
|
481
«ПФАФФ»
|
|
5
|
Разутюживание
шва стачивания стойки
|
У
|
3
|
24
|
Электропаровой
утюг «JVB
- 909»,
«Джуки»
|
|
6
|
Заутюживание
стойки вдоль по сгибу посередине
|
У
|
3
|
38
|
Электропаровой
утюг «JVB
- 909»,
«Джуки»
|
|
7
|
Проверка
соответствия стойки горловины изделия, проставление контрольных знаков
|
Р
|
2
|
18
|
Мел,
линейка, ножницы
|
|
8
|
Вколоть
стойку в горловину, совмещая середину спинки и шов стачивания стойки
|
Р
|
2
|
20
|
Булавки
|
|
9
|
Втачивания
нижней стойки в горловину изделия ш.ш 0,7-1,0 см.
|
М
|
4
|
97
|
481
«ПФАФФ»
|
|
10
|
Настрачивание
верхнего воротника на горловину, заправляя шов втачивания в сторону воротника
|
М
|
4
|
92
|
481
«ПФАФФ»
|
|
11
|
Приутюживание
шва втачивания воротника на специальной колодке
|
У
|
3
|
38
|
Электропаровой
утюг «JVB
- 909»,
«Джуки»
|
1.5 Расчет эффективности выбранных методов
обработки и оборудования
Таблица 6
Анализ методов обработки узлов
|
Наименование
неделимой операции
|
Действующие
|
|
Специальность,
разряд
|
Затраченное
время, с
|
Оборудование,
приспособления
|
Специальность,
разряд
|
Затраченное
время, с
|
Оборудование,
приспособления
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
Выполнить
сборкообразующую строчку по отрезу оката Втачать рукава в прйму Обметать шов
втачивания рукавов
|
М/2 М/5 С/3
|
21
97 35
|
481
«ПФАФФ» 481 «ПФАФФ» 9652 кл. «Маузер - специаль»
|
|
|
|
|
Итого
по узлу
|
|
153
|
|
|
|
|
|
Намелить
линию подгиба низа платья. Подшить низ жакета
|
|
|
|
|
86
|
45-160
кл. «Штробель», приспособление для подгиба низа платья
|
|
Итого
по узлу
|
|
|
|
|
86
|
|
|
Итого
по узлам
|
|
153
|
|
|
86
|
|
Рост производительности труда
РПТ = [(ТД - ТПР)/ТПР]×100,
%,
РПТ = [(153 - 86)/86]×100=
77,9 %
где РТП - рост производительности труда
Вывод: При изготовлении платья были выбраны современные
методы обработки, внедрено новое высокопроизводительное оборудования, рабочие
места оснащены приспособлением малой механизации. Выбор новых методов обработки
и точный крой позволит сократить большое количество ручных работ, в следствие
этого процесс изготовления изделия становится более экономичным и
технологичным. В результате улучшилось качество готового изделия, снизилось
трудоемкость обработки по узлам на 67 с, повысилось производительность труда по
узлам на 77,9 %.
2. НОРМИРОВАНИЕ РАСХОДА МАТЕРИАЛОВ
.1 Раскладка лекал
Раскладка лекал - сложный процесс, требующий
определённых знаний, навыков и соблюдения технических условий. Технические
условия на раскладку - это правила, выполнение которых закладывает основы
высокого качества готовой одежды и экономичного расходования материала.
В соответствии с техническими условиями для
раскладки применяют рабочие лекала. При раскладке лекал женского брючного
костюма учитывались свойства применяемых материалов ( атласа), направление
нитей основы, допустимые отклонения нитей основы.
Характеристика раскладки даётся в таблице.
Сводная таблица площадей лекал
Наименование изделия __женское платье____Размер
__56__ Рост _164_ Таблица 10
|
№
п/п
|
Наименование
деталей
|
Количество
деталей
|
Площадь
одной детали,м2
|
Площадь
всех деталей, м2
|
|
1
|
2
|
3
|
4
|
5
|
|
1
|
Центральная
часть полочки
|
1
|
0,67
м2
|
0,67
м2
|
|
2
|
Боковая
часть полочки
|
2
|
0,17
м2
|
0,35
м2
|
|
3
|
Спинка
|
2
|
0,16
м2
|
0,32
м2
|
|
4
|
Передняя
часть отрезной юбки
|
1
|
0,09м2
|
0,09
м2
|
|
5
|
1
|
0,09
м2
|
0,09
м2
|
|
6
|
Рукав
|
2
|
0,16
м2
|
0,32
м2
|
|
Итого
|
9
|
|
1,29
м2
|
|
7
|
Воротник
|
1
|
0,094м2
|
0,094м2
|
|
8
|
Задняя
часть пояса
|
1
|
0,61
м2
|
0,61
м2
|
|
9
|
Передняя
часть пояса
|
1
|
0,06
м2
|
0,06
м2
|
|
10
|
Переднее
полотнище юбки
|
1
|
0,37
м2
|
0,37
м2
|
|
11
|
Заднее
полотнище юбки
|
1
|
0,35
м2
|
0,35
м2
|
|
Итого
|
5
|
|
0,84
м2
|
Итого Sл
=12900,18 м2
Итого Sр
= 1,07 * 1,47=1,57 м2
Итого Sл
=8451,8 м2
Итого Sр
= 0,94 * 1,47= 1,38 м2
Таблица 8
Характеристика раскладки
|
Наименования
изделия
|
Размер
|
Рост
|
Ширина
полотна, м
|
Длина
раскладки,м
|
Площадь
раскладки, м
|
Площадь
лекал, м2
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
Женское
платье (гладкоокрашенная ткань) Ткань в клетку
|
56
|
164
|
1,47
1,47
|
1,07
0,94
|
1,57
1,38
|
1,29
0,84
|
Процент межлекальных отходов:
Во =[(Sр
- Sл)/Sр]×100%,
где Во - межлекальные отходы, %;
Sр - площадь
раскладки, м2;
Ткань гладкоокрашенная
Во = [(1,57 - 1,29)/1,57]×100%=18%
Ткань в клетку Во =[(1,38 - 0,84)/1,38]×100%=39%
Норма расхода материала на раскладку:
Нр = Sл×
100/(100 - Во) × Шр,
где Шр,- ширина рамки раскладки, м
Ткань гладкоокрашенная:
Нр = 1,29*100/(100-18)*1,47=1,07 м2
Ткань в клетку:
Нр= 0,84*100/(100-39)*1,47=0,94 м2
женский
платье лекало
ВЫВОДЫ
В ходе работы были достигнуты следующие задачи:
обоснованы выбор модели и материалов, режимы
методов обработки и оборудования;
В курсовом проекте разработан технологический
процесс изготовления женского платья.
Целью работы было разработать технологический
процесс изготовления платья.
В результате изготовлении женского платья были
выбраны современные методы обработки, внедрено новое высокопроизводительное
оборудование, рабочее места оснащены приспособления малой механизации. В итоге
улучшилось качество готового изделия, снизилась трудоемкость обработки по узлам
на 67 с, повысилась производительность труда по узлам на модель будет иметь
успех на рынках сбыта: так как она, соответствует 77,9 %.Норма расхода всего
материала на раскладку составила 2,10 м.
Модель соответствует технологическим,
экономическим модель будет иметь успех на рынках сбыта: так как она,
соответствует требованиям. Сделано описание модели, выбраны материалы верха,
приклада.
При раскладке учитывались, физико-механические
свойства материала в результате межлекальные отходы составили 18 % на
гладкоокрашенной ткани и ткани в клетку - 39 %.