Разработка литейного чертежа отливки
ФЕДЕРАЛЬНОЕ
ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО
ОБРАЗОВАНИЯ
"БАШКИРСКИЙ
ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ"
Кафедра
"Технологические машины и оборудование"
Расчетно-графическая
работа
по дисциплине
"Технология конструкционных материалов"
на тему:
"Разработка литейного чертежа отливки"
Уфа 2015
Содержание
Введение
. Выбор положения отливки при заливке и выбор плоскости разъема
. Припуски на механическую обработку
. Формовочные уклоны
. Галтели
. Определение размеров стержня
Заключение
Список использованных источников
Приложение
Введение
Отливка получается в результате заполнения полости литейной формы жидким
металлом. После заливки жидкий металл охлаждается в форме и затвердевает,
образуя отливку.
Модельный комплект предназначен для получения в литейной форме рабочей
полости, повторяющей очертания отливки, в модельный комплект входят: - модель
отливки - представляет собой изделие, изготовленное из дерева, металла или
какого либо другого материала, для получения полости в литейной форме по
конфигурации поверхностей, совпадающее с отливкой и отличающееся по размерам на
величину усадки металла и припусков, предусмотренных, в соответствии с
технологией изготовления отливки.
Литейную форму называют разовой, так как ее используют однократно. Обычно
разовые литейные формы изготовляют из формовочных смесей, основной составляющей
которых является кварцевый песок. В качестве связующей добавки, придающей
прочность смеси, используют глину. Прочность таких смесей относительно
невысока, а давление жидкого металла на стенки формы достаточно велико, поэтому
формы из песчано-глинистых смесей приходится делать толстостенными. Однако,
если в качестве связующего использовать специальные материалы, придающие
высокую прочность формовочной смеси, то литейную форму можно сделать
оболочковой (тонкостенной). Это позволяет резко сократить расход формовочной
смеси, а также благодаря ее особым свойствам повысить точность и чистоту
поверхности отливок.
В разовых толстостенных формах из песчано-глинистых смесей можно получать
отливки весьма сложной конфигурации массой от нескольких граммов до десятков
тонн из различных сплавов как в условиях единичного, так и серийного и
массового производства. Это объясняется относительной простотой
технологического процесса, дешевизной используемых материалов, достаточной
точностью отливок, хорошей чистотой поверхности, возможностями механизации и
автоматизации процесса их изготовления.
1. Марка материала
Расшифровка стали АЛ4: Алюминиевый литейный сплав.
В промышленности используется для изготовления деталей средней и большой
нагруженности; сплав отличается высокой герметичностью
Особенности сплава АЛ4: сплав АЛ4 относится к конструкционным
герметичным сплавам. Сплавы АЛ2, АЛ4, АЛ9, АЛ34 (ВАЛ5) на основе систем А1-Si и
А1-Si-Mg (силумины) отличаются высокими литейными свойствами и герметичностью
изготовленных из них отливок. Двойные сплавы А1-Si (АЛ2) не упрочняются
термической обработкой; единственным способом повышения механических свойств является
модифицирование. Легированные силумины (АЛ4, АЛ9) подвергаются термической
обработке по режимам,.
У силуминов удовлетворительная коррозионная стойкость. Детали защищают
анодированием и лакокрасочными покрытиями. Обрабатываемость резанием в
отожженном состоянии неудовлетворительная, в термически обработанном состоянии
- удовлетворительная.
Сплавы АЛ4, АЛ9 применяют для средних и крупных литых деталей
ответственного назначения: корпусов компрессоров, картеров двигателей
внутреннего сгорания, турбинных колес турбохолодильников, вентиляторов и т. п.
Ответственные детали следует отливать с использованием ультразвуковой
обработки, что позволяет повысить уровень гарантируемых механических свойств на
30 %.
2. Выбор положения отливки при заливке
и выбор плоскости разъема
Разработку технологий литейной формы для получения отливки начинают с
выбора плоскости разъема модели, формы и положения отливки в форме.
Плоскости разъема модели и формы выбирают с учетом конфигурации детали,
особенно таких элементов, которые могут препятствовать свободному извлечению
модели из полуформы. Положение плоскости разъема модели и формы указывают на
чертеже: рядом с проекцией детали проводят сплошную толстою линию с буквенным
обозначением МФ
Положение отливки в форме показывают стрелками и обозначают буквами В (верх),
Н (низ) (рисунок 1).
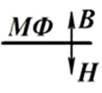
Рисунок 1 - обозначение линию разъемом
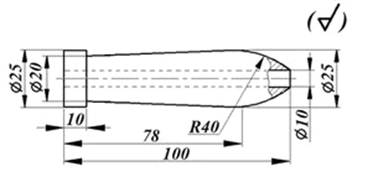
Рисунок 2 - Ручка
3. Припуски на механическую обработку
Припуски на механическую обработку назначают на те поверхности, где стоит
знак механической обработки ( ). Величина припуска зависит от материала отливки, ее
габаритного размера и от положения в форме, поверхностей на которые назначается
припуск и способа изготовления отливок. Величину припуска обозначают буквой с
.
). Величина припуска зависит от материала отливки, ее
габаритного размера и от положения в форме, поверхностей на которые назначается
припуск и способа изготовления отливок. Величину припуска обозначают буквой с
.
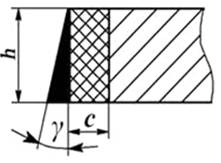
Рисунок 3 - Схема определения формовочных уклонов и припусков
Таблица 1 Припуски на механическую обработку
отливок
|
Габаритный размер, мм
|
Положение при заливке
|
Величина припуска с, мм для отливок из
|
|
|
чугуна
|
стали
|
цветных сплавов
|
|
До 120
|
верх
|
2.5
|
3.5
|
3
|
|
низ, бок
|
2
|
3
|
2
|
|
121-260
|
верх
|
3
|
5
|
4
|
|
низ, бок
|
2.5
|
3.5
|
3
|
|
261-500
|
верх
|
4
|
6
|
5
|
|
низ, бок
|
3.5
|
4
|
4
|
|
501-800
|
верх
|
5.5
|
7
|
6
|
|
низ, бок
|
4.5
|
5
|
На чертеже припуск на механическую обработку обозначатся крестообразной
штриховкой (рисунок 3)
Мелкие выемки и отверстия в отливке (диаметром менее 20 мм) на чертеже не
указываются. Они обозначаются штриховкой и при изготовлении модели не
учитываются. Если припуск указан на отверстии, то положение берется вверх.
Для ручки припуск на механическую обработку составляет 2 мм на боковые
поверхности размером 25мм и 10мм.
4. Формовочные уклоны
Формовочные уклоны назначают на вертикальные стенки модели, на углубления
и выступы элементов модельного комплекта для удобства извлечения моделей (стержней)
из формы (стержневого ящика) без нарушения целостности. Уклоны выполняют на
поверхностях, которые не подвергаются механической обработке, а также сверх
припуска на механическую обработку за счет увеличения размеров отливки.
Величина литейных уклонов γ зависит от способа изготовления
отливки, материала модели и высоты боковой поверхности
Величина литейных уклонов γ по ГОСТ 3212-95.
Таблица 2 Величина литейных уклонов γ
|
Высота боковой поверхности
|
Угол уклона  для модели для модели
|
|
деревянной
|
Металлической и пластмассовой
|
|
До 20
|
3
|
1 30' 30'
|
|
21-50
|
130'
|
1
|
|
51-100
|
1
|
045'
|
|
101-200
|
045'
|
030'
|
|
201-300
|
030'
|
030'
|
|
301-800
|
030'
|
020'
|
На чертежах формовочные уклоны закрашивают черным цветом (рис. 1). Расчет
ведется от плоскости разъема.
Модель изготавливаем деревянную.
Получаем, что для данной модели ручки формовочные уклоны назначаются на
внешние вертикальные стенки, высотой 25мм и 10мм, и на вертикальные стенки
размером 2,5мм. Поскольку расчет ведется от плоскости разъема, нам необходимо
высоту наружних боковых поверхностей разделить на 2. Получим, что высота
боковых поверхностей под формовочный уклон составляет:
мм : 2= 12,5мм;
мм : 2= 5мм;
Тогда по таблице 2 определяем, что для данного чертежа при высоте боковой
поверхности 12,5мм, 5мм, и 2,5мм величина формовочного уклона составляет  = 3
= 3
5. Галтели
Галтели (скругления внутренних углов) назначают для получения плавного
перехода в сопрягаемых стенках. Они предупреждают осыпание формовочной смеси
при извлечении модели и способствуют предупреждению дополнительных напряжений в
отливке.
Радиус галтели R рассчитывают по соотношению:
R , (
1)
, (
1)
где а и b - толщина сопрягаемых стенок отливки, мм;
с - коэффициент, принимаемый равным :
с =  при
при  ) <50 мм,
) <50 мм,
с =  при )>50 мм.
при )>50 мм.
Чтобы определить толщину сопрягаемой стенки а, необходимо к
стенке шириной 10мм прибавить припуск величиной 2мм.
а = 10+2 = 12мм;
Чтобы определить толщину сопрягаемой стенки b, необходимо из диаметра величиной 20мм вычесть диаметр
отверстия, равный 10мм и разделить на 2( поскольку таких стенок у нас две):
b =
 )=5мм;
)=5мм;
Коэффициент с принимаем равным , поскольку:
 =
= = 8,5мм
= 8,5мм 50 мм;
50 мм;
Таким образом получаем, что радиус галтели R1 равен :
R = =2,8 мм.
=2,8 мм.
. Определение размеров стержня
Внутренние полости в отливках получают с помощью стержней . В зависимости
от положения в литейной форме стержни бывают горизонтальные и вертикальные
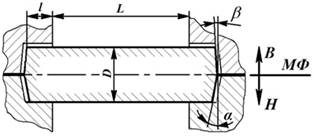
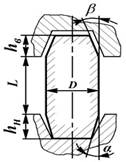
Рис. 2 - Знаковые части стержня и их размеры
У стержней имеется знаковая часть, которая служит для установки и точной
фиксации стержня в полости литейной формы. В литейной форме имеются специальные
углубления, образуемые стержневыми знаками модели.
Конфигурацию знаковых частей стержня и их размеры определяют в
соответствии с ГОСТ 3212-92. Знаки горизонтальных стержней выполняют
цилиндрическими, знаки вертикальных стержней - коническими.
Высоту верхних стержневых знаков hв вертикальных стержней
выбирают в зависимости от высоты нижних знаков hн в соответствии с
рядом:
Таблица 3
|
hн
|
20
|
25
|
30
|
34
|
40
|
50
|
60
|
70
|
80
|
90
|
100
|
110
|
|
hв
|
15
|
15
|
20
|
20
|
25
|
30
|
35
|
40
|
50
|
55
|
60
|
65
|
70
|
Таблица 4 Высота нижних вертикальных знаков
|
D,мм
|
Высота знака hн , мм (не
более) при длине стержня L
|
|
 50 50
|
50-150
|
150-300
|
300-500
|
500-700
|
 700 700
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
Продолжение таблицы 4
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
|
 25 25
|
20
|
25
|
-
|
-
|
-
|
-
|
|
26-50
|
20
|
40
|
60
|
70
|
|
-
|
|
51-100
|
25
|
35
|
50
|
70
|
100
|
120
|
|
101-200
|
30
|
30
|
40
|
60
|
90
|
110
|
|
201-300
|
35
|
35
|
40
|
50
|
100
|
С целью облегчения сборки формы и повышения ее точности стержневые знаки
делают с уклонами
Таблица 5 Уклоны стержневых знаков
|
Высота знака hн или hв , мм или длина знака l, мм
|
Уклон  , градусы (рис.2) для знаков , градусы (рис.2) для знаков
|
|
вертикальных
|
горизонтальных
|
|

|

|
|
|
|
20
|
10
|
15
|
10
|
3
|
|
521-50
|
7
|
10
|
7
|
130'
|
|
51-100
|
6
|
8
|
6
|
1
|
|
101-200
|
5
|
6
|
5
|
045'
|
Знаковые части стержня, выступающие за контуры отливки, показывают
сплошной линией на чертеже. Сам стержень вместе со знаковыми частями
обозначаются штриховкой по всему контуру.
Для нашего варианта стержень не используется.
Заключение
Для изготовления отливок применяют большое число различных приспособлений,
которые называют литейной оснасткой. Часть литейной оснастки, включающей все
технологические приспособления, необходимые для получения в форме отпечатка
модели отливки, называют модельным комплектом. Модельный комплект состоит из моделей отливки и элементов
литниково-питающей системы; стержневых ящиков; модельных плит для установки или
крепления моделей отливки и литниковой системы; сушильных плит и приспособлений
для доводки и контроля форм и стержней. деталь отливка галтель стержень
Модельные комплекты изготовляются рабочими-модельщиками, как правило,
высокой квалификации.
эксплуатации.
Мы научились по чертежу детали разрабатывать технологический чертеж
детали с элементами литейной формы в следующей последовательности:
1. Определяется плоскость разъема модели и формы для удобства формовки и
извлечения модели из формы.
. У поверхностей, с которых будет сниматься слой металла при последующей
механической обработке (на чертеже детали они обозначены соответствующими
знаками шероховатости), наносят сплошной тонкой линией, вынесенной за контур
детали, припуски на механическую обработку. Величина припусков определяется по
ГОСТ.
. Назначаются формовочные уклоны для облегчения извлечения модели
. Назначаются галтели для получения плавного перехода в сопрягаемых стенках
. Определение размеров стержня.
Список
использованных источников
1.Барон Ю.М. (ред.). Технология конструкционных материалов :Учебник для
вузов. - СПб.: Питер, 2012. - 512 с.
. Глухов В.П., Тимофеев В.Л., Федоров В.Б., Чумичкин А.А. - под ред. Тимофеева
В.Л.:Учебное пособие для высших технических образовательных учреждений. - 3-е
изд., исправ. и доп. - Ижевск: Изд-во ИжГТУ, 2009. - 268 с.
. Журавлев В.Н.,. Николаева О.И. Справочник Машиностроительные детали. -
М.: Машиностроение, 1999.-480 с., ил.
. Чегаев А.И.. Основы прогрессивных технологий: Учебное пособие.
Екатеринбург: Изд-во Урал. гос. экон. ун-та, 1999.-155 с.
Приложение
1
Рисунок 4-3D модель ручки