Автоматизоване робоче місце інженера з охорони праці ВАТ 'Алчевський металургійний комбінат'
РЕФЕРАТ
Звіт з переддипломної практики містить 3 розділи, 3 рисунка,
1 таблицю, 9 літературних джерел.
Короткий зміст кожного розділу:
ВСТУП - в розділі наведені мета і основні завдання практики.
ОРГАНІЗАЦІЙНА СТРУКТУРА ПІДПРИЄМСТВА - у цьому розділі описана
історія підприємства, наведена схема виробничого процесу та характеристика
кисневого цеху.
ІНДИВІДУАЛЬНЕ ЗАВДАННЯ - розділ з індивідуальним завданням,
де наведена інформація про автоматизоване робоче місце інженера з охорони
праці.
ОХОРОНА ПРАЦІ ТА ТЕХНІКА БЕЗПЕКИ - у цьому розділі
знаходяться основні правила техніки безпеки.
ВИСНОВКИ - у цьому розділі наведені висновки щодо проходження
переддипломної практики з описом основних етапів.
СПИСОК ВИКОРИСТАНИХ ДЖЕРЕЛ - розділ містить дані про джерела
інформації.
ЗМІСТ
ВСТУП
. ОРГАНІЗАЦІЙНА СТРУКТУРА ПІДПРИЄМСТВА
.1 Історія підприємства
.2 Виробництво агломерату та чавуна
.3 Прокатне виробництво
.4 Опис технологічного процесу кисневого цеху
.5 Характеристика продукції кисневого цеху
.6 Організаційна структура кисневого цеху
. ІНДИВІДУАЛЬНЕ ЗАВДАННЯ
. ОХОРОНА ПРАЦІ ТА ТЕХНІКА БЕЗПЕКИ
.1 Небезпека при роботі з киснем
.2 Небезпека при роботі з азотом
.3 Пожежна безпека
.4 Охорона праці при роботі за комп’ютером
ВИСНОВКИ
СПИСОК ВИКОРИСТАНИХ ДЖЕРЕЛ
ВСТУП
Переддипломна практика студентів є невід'ємною складовою
частиною навчального процесу, передбаченою Державним освітнім стандартом
підготовки фахівців за фахом 5.05020205 “Обслуговування інтелектуальних
інтегрованих систем”. Вона є частиною основної освітньої програми і
завершальним етапом підготовки фахівців для роботи в державних організаціях і
об'єднаннях з іншою формою власності.
Переддипломна практика проводиться з метою оволодіння і
отримання випускниками первинного професійного досвіду, перевірки готовності
майбутнього фахівця до самостійної трудової діяльності, збору матеріалів для
виконання дипломного проекту.
Переддипломна практика є завершуючим етапом формування
кваліфікаційного фахівця, здатного самостійно вирішувати конкретні завдання в
діяльності різних організацій.
Основні завдання переддипломної
практики:
зібрати та узагальнити
необхідний матеріал, розробити теоретичну частину дипломного проекту;
детально вивчити процеси
збору, обробки та передачі інформації на підприємстві;
здобути навички у вирішенні
задач проектування інформаційних і комп’ютерних систем, вибору апаратного та
програмного забезпечення, контрольно-вимірювальної;
здобути навички у вирішенні
задач аналізу комп’ютерних та електронних систем, їх технічного та програмного
забезпечення;
вивчити
програмно-технологічну документацію, порядок її розробки, оформлення і
використання на підприємстві;
вивчити організацію
підприємства, питання техніки безпеки, охорони праці.
1.
ОРГАНІЗАЦІЙНА СТРУКТУРА ПІДПРИЄМСТВА
В даний час відкрите акціонерне товариство "Алчевський
металургійний комбінат" - одне з найбільших підприємств України, яке
продовжує оновлюватися і в своєму складі має 8 основних цехів: агломераційний,
доменний, мартенівський, обжимний, товстолистовий № 1, товстолистовий № 2, сортопрокатний,
відділення безперервної розливки сталі [8].
Для виробництва конкурентоспроможної продукції в лабораторіях
комбінату розробляють нові й удосконалюють існуючі технологічні процеси.
У доменному виробництві механізовану ділянку для отримання
монолітної наливної футеровки чавуновозних ковшів із застосуванням машини, що
забезпечує приготування вогнеопори бетонної суміші, подачу і укладання її в
ківш.
В автоматичній системі управління весодозуванням шихтових
матеріалів використовують мікропроцесор, що забезпечує високу точність
дозування, автоматичний збір та обробку інформації з контролю та управління
роботою доменної печі.
У сталеплавильному виробництві на мартенівських печах
впроваджені установка для скачування шлаку і машина для набивного футерування
сталерозливних ковшів, це значно економить вогнетриви і полегшує працю
робітників - вогнеупорників.
У прокатних цехах комбінату модернізовані електроприводи
прокатних клітей і рольгангів. Це підвищило надійність роботи електрообладнання
та безпеку його обслуговування.
Якість продукції перевіряють на ділянках технологічного
контролю і в лабораторіях комбінату, обладнаних різними випробувальними
машинами, електронно - обчислювальною технікою та комп'ютерами. На рисунку 1
представлена схема виробництва ПАТ “Алчевський металургійний комбінат”.

Рисунок 1 - Схема виробництва ПАТ “Алчевський металургійний
комбінат”
1.1 Історія підприємства
На північному сході Донбасу, біля залізничної станції Юр'ївка
і села Василівка в 90-х роках дев'ятнадцятого століття почалося будівництво
металургійного заводу Алчевським Олексієм Кириловичем, засновником заводу,
промисловцем і банкіром, а 26 травня 1896 була задута перша доменна піч.
До Великої Жовтневої революції Алчевський завод був великим
на ті часи підприємством c 6 домнами об'ємом від 250 до 380 м³,
7 мартеновськими
печами з садком до 40т, прокатним цехом. Характерно, що в 1898р. на заводі були
встановлені прокатні стани, що працюють перш в Бельгії, яка не була зацікавлена
в том, щоб у нас впроваджувалися нові агрегати, і збувала сюди застаріле
обладнання.
На всіх агрегатах старого Алчевського заводу переважала важка
ручна праця. Наприклад, на нагрівальних печах табору "800" тритонні
злитки розкантовувати і виштовхувалися робочими за допомогою звичайних ломів.
У 1913 році заводом був досягнутий найвищий в тих умовах
рівень виробництва: виплавлено 217 тис. тонн чавуну і 251 000 тонн сталі,
вироблено 210 тисяч тонн сортового і дрібного прокату.
За роки першої світової та громадянської воєн випуск металу
на заводі сильно скоротився. У 1923 - 1925 рр. завод знаходився на консервації.
Лише в лютому 1925р. сила відновлена домена піч № 2, а пізніше поступово стали
повертатися в стрій і інші агрегати.
У роки першої п'ятирічки почалася реконструкція заводу. За
кілька років були споруджені дві нові механізовані доменні печі об'ємом по 930
м ³ (згодом обсяг печі № 2 був збільшений), газоочистка та інші
об'єкти, поруч був побудований коксохімічний завод.
Виробництво металу безперервно зростало. Водночас успішно
вирішувалася проблема створення високоякісних сталей і більш економічних
профілів прокату. Зокрема було освоєно і збільшувалося виробництво
холоднотянутої каліброваної сталі. До початку Великої Вітчизняної війни випуск
спеціальних і якісних марок сталей на заводі становив вже майже 85 % загального
виробництва металу.
Війна перешкодила подальшому розвитку підприємства. За час
окупації нашого міста фашистськими загарбниками завод був сильно зруйнований.
Повернувшись з евакуації, металурги застали тут купи цегли, каменю,
понівеченого металу.
Відчуваючи великий недолік в матеріалах, обладнанні, кадрах,
група ентузіастів, серед яких було чимало старих і жінок, про першого дня
визволення міста Радянською Армією (2 вересня 1943 р.) гаряче взялася за повернення
рідного заводу до життя. Вже до середини 1944 року було введено в експлуатацію
мартенівська, а в листопаді - доменна піч. У тому ж році вдалося частково
відновити енергетичне господарство, змонтувати турбогенератор і
турбоповітродувки, приступити до відновлювальних і ремонтним роботам по
підсобним цехам.
У період відновлення була розпочата підготовка до корінної
реконструкції заводу на базі новітніх досягнень науки і техніки.
Старий, побудований в кінці XIХ століття мартенівський цех
був знесений. Замість нього за проектом Гіпросталі споруджений цех, де майже
всі процеси механізовані й автоматизовані.
У березні 1952р. на заводі дали сталь дві перші в тодішньому
СРСР потужні мартенівські печі. Через кілька місяців став до ладу стан
"2250". Протягом 1952 - 1955рр. один за іншим включалися в роботу
потужна доменна піч і 3 нові мартенівські печі, потужний блюмінг - слябінг,
товстолистовий стан "2800". У 1959 - 1961рр. введена в експлуатацію
аглофабріка у складі 6 агломашин.
У наступні роки стали до ладу напівбезперервний крупно
сортновий стан "600", доменна піч № 1 обсягом 3000 м³, двохванний сталеплавильний
агрегат, цех сталевого дробу, цех двошарової сталі, шаропрокатних стан,
прямоточний сталеплавильний агрегат і ряд допоміжних цехів [8].
1.2 Виробництво агломерату та чавуна
На комбінаті в агломераційному цеху спікання шихти виробляють
на шести типових агломераційних стрічках загальною площею понад 500 кв.м.
Висота спікаємого шару до 350 мм. Використання технології попередньої обробки
шихти перегрітою парою скорочує витрату твердого палива, збільшує
продуктивність машин і покращує якість агломерату.
Автоматизація всього технологічного процесу виготовлення
доменної сировини забезпечує отримання високоякісного агломерату з величиною
фракцій від 5 до 30 мм, низьким ступенем руйнування при відновленні в доменній
печі і стабільними фізико - механічними властивостями.
У чотирьох сучасних великовантажних доменних печах об'ємом
від 1600 до 3000 куб. м. виробляють виплавку передільного, ливарного і
валкового чавуну.
Низький вміст сірки в чавуні, що виплавляється забезпечується
процесом десульфурації чавуну в ковшах зливковий магнієм з подальшим
викачуванням шлаку спеціальної скребковий машиною [8].
1.3 Прокатне виробництво
Прокатне виробництво на комбінаті представлено потужним
блюмінгом - слябів 1250, на якому прокочують злитки на сляби і блюмси з
подальшою передачею їх на товсто - листові стани 2250, 3000 і великосортний
напівбезперервний стан 600.
У цехах комбінату виготовляють товстий лист і великосортний
прокат з мартенівської сталі. Листова низколегірована сталь використовується
для виготовлення електрозварювальних труб діаметром 1020-1220 мм. Якість
штрипсів з цієї сталі контролюють на ультразвукової установці.
Використання нової технології виробництва шахтного кріплення
з легованої сталі забезпечує значне підвищення надійності і працездатності
виробів.
Комбінат є великим виробником двошарового сталевого листа, що
виготовляється пакетним способом за технологією використання енергії вибуху.
Великі обсяги виробництва цього виду продукції забезпечує повністю механізована
потокова лінія.
Комбінат поставляє біметалеві листи товщиною від 5 до 50 мм,
шириною 1200-2500 мм, довжиною до 12 м різного поєднання: вуглецева сталь і
нержавіюча сталь, конструкційна сталь і нержавіюча сталь.
Продукцією комбінату є також вироби різних профілів: круглі
заготовки діаметром від 70 до 120 мм, квадратні 100х100 мм, кутові рівнобокові
100х100, 110х110 і 125х12, а також сортовий і фасонний прокат: двотаврові
балки, швелери з паралельними гранями полиць, профілі для кріплення гірничих
виробок різного типу, рейки залізничні вузької колії, металеві шпали.
Технологія виробництва суднового листа отримала сертифікат
Лойда.
Сертифікатом суспільства ТЮФ Рейнланд відзначені листовий
прокат, круглі прутки, квадратні заготовки і профілі.
Сучасне високопродуктивне обладнання, ефективні технології,
кваліфіковані фахівці комбінату - все це дозволяє виробляти і постачати
продукцію відповідно до вимог державних вітчизняних і міжнародних стандартів
[8].
.4 Опис технологічного процесу
кисневого цеху
Засмоктуване турбокомпресорами К - 1500 та К - 1700
атмосферне повітря проходить повітрозабірник і камеру масляних фільтрів
безперервної дії, очищаючись в них від пилу і інших механічних домішок. У
турбокомпресорах повітря стискається до 0,58 - 0,60 МПа і надходить у цехової
колектор.
З колектора повітря надходить в 3 блока розділення повітря (1
блок КтА-40/30-1 , 2 блок ПРУ- 60), попередньо охолоджуючись в установці АВО
(азотно - водяне охолодження).
У повітророздільних установках відбувається поділ повітря на
азот, кисень, криптон - ксенон, неон - гелій, а також на сучасних установках
ВРУ - 60 аргон методом глибокого охолодження.
Кисень після блоків поділу надходить в колектор.
Частина кисню надходить в газодувки ТГ- 200 - 1, 14 (14 штук), стискається в
них до тиску 0,048 МПа і надходить на потреби доменного виробництва.
Інша частина кисню надходить в турбокомпресори КТК- 12, 5/35,
стискається до тиску 1,35 МПа і спрямовується на потреби комбінату.
Також азот і кисень через кисневий і азотний розподільний пункт (КРП і АРП) з
тиском 2,1 МПа надходить на конверторний цех.
За допомогою КРП і АРП також розподіляється азот і кисень на
доменний цех, установку вдування пулевугільного палива та інші об'єкти
комбінату.
Аргон з тиском 2,1 МПа після установок ВРУ - 60 подається на
потреби конверторного цеху.
Інші продукти розділення повітря після проходження установок
очищення заповнюються в балони і розподіляється як готова продукція
різноманітним замовникам [1].
1.5 Характеристика продукції кисневого цеху
Кінцевим продуктом розділення повітря в кисневому цеху є
кисень.
Хімічна формула кисню - О2, молекулярна вага - 32. Кисень при
звичайній температурі і атмосферному тиску є безбарвним газом, не має запаху ,
смаку. Щільність його при температурі 273 К і тиску 760 мм.рт.ст. - 1,43 кг/м3,
а при температурі 293 К - 1,33 кг/м3 [4].
При атмосферному тиску і температурі 90°C кисень - прозора
блакитнувата рідина, яка швидко випаровується при кімнатній температурі. При
охолодженні до температури 54,3°C рідкий кисень переходить у твердий стан
блакитні кристали з щільністю 1,46 кг/м3.
При випаровуванні одного кілограма рідкого кисню утворюється
0,75 ¬ м3 газоподібного кисню при 760 мм.рт.ст. і 293 К.
Кисень в газоподібному, твердому і рідкому стані має магнітну
сприйнятливість, тобто його частки під дією магніту здатні намагнічуватися і
притягуватимуться до магнітних полюсів [1].
Кисень володіє високою хімічною активністю, здатний вступати
в з'єднання з усіма хімічними елементами крім золота, платини, срібла і
інертних газів - аргону, криптону, неону, гелію, ксенону.
Кисень не токсичний і не горючий, але активно підтримує
горіння. При його недостатній кількості в повітрі у людини настає задуха.
Горючі гази (водень, ацетилен та ін.) з киснем утворюють вибухонебезпечні
суміші. Масла при зіткненні з киснем окислюються і самовозгоряються з вибухом.
На кисневих станціях виробляється технічний і технологічний
кисень. Технологічний кисень виробляється з вмістом 95 - 98 % О2. Технічний
кисень виробляється трьох сортів.
За кількістю споживаного кисню чорна металургія посідає перше
місце, де кисень застосовується для інтенсифікації процесів виплавки чавуну і
сталі, зварювання та різання металів.
Основні фізико - хімічні властивості криптону і його
застосування
У повітрі міститься 1,14 * 10-4 % обсягу криптону. Хімічна
формула криптону - Kr. Його молекулярна вага - 83,7.
Всі інертні гази, у тому числі і криптон, не мають запаху і
складаються з одноатомних молекул.[2].
1.6 Організаційна структура кисневого цеху
Організаційна структура кисневого цеху представлена на
рисунку 2.
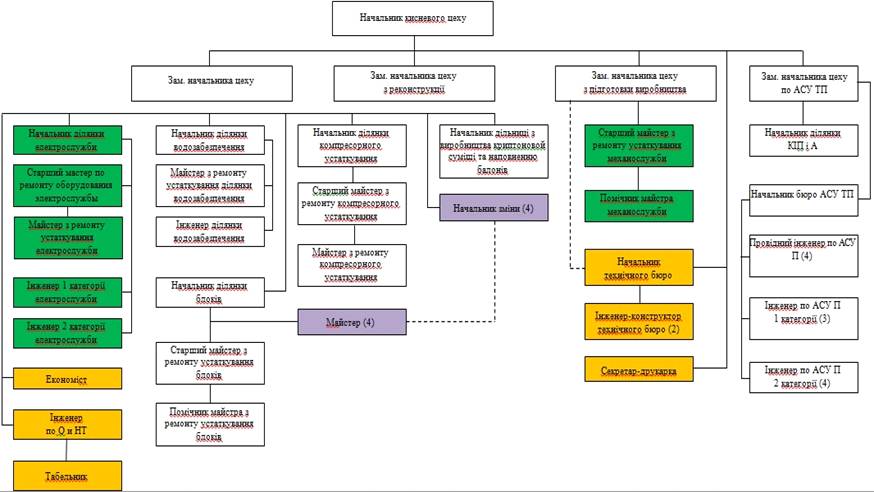
Рисунок 2 - Організаційна структура кисневого цеху
2. ІНДИВІДУАЛЬНЕ ЗАВДАННЯ
Індивідуальним завданням переддипломної практики було
ознайомлення з автоматизованим робочим місцем інженера з охорони праці.
Автоматизоване робоче місце спеціаліста з охорони праці
представляє собою інформаційну систему, яка містить довідкову інформацію, має
можливість збереження, додавання, редагування, пошуку необхідної інформації про
співробітників [6].
Інформаційна система є сукупністю технічного, програмного та
організаційного забезпечення, персоналу, призначена для того, щоб своєчасно
забезпечувати належних людей належною інформацією.
Інформаційними системами називають великі масиви даних разом
з програмно-апаратними засобами для їх обробки.
Основа інформаційної системи, об'єкт її обробки - база даних.
База даних - це сукупність відомостей про конкретні об'єкти реального світу в
якій-небудь предметній області чи розділі предметної області.
Ядром будь-якої бази даних є модель даних, яка представляє
собою структуру даних, угоди про способи їх подання і операцій маніпулювання
ними. Іншими словами, це формалізований опис об'єктів предметної області та
взаємозв'язків між ними [7].
Розрізняють три основних типи моделей даних: ієрархічну, мережеву
і реляційну.
Ієрархічна структура являє собою сукупність елементів, в якій
дані одного рівня підпорядковані даними іншого рівня, а зв'язки між елементами
утворюють деревовидну структуру. В такій структурі вихідні елементи породжують
інші елементи, причому ці елементи в свою чергу породжують наступні елементи,
тощо. В ієрархічній структурі породжуваним елементом може бути не об'єкт сам по
собі, а тільки конкретний екземпляр об'єкта.
Існують і більш складні - мережеві структури, в яких кожен
породжений елемент може мати більше одного породженого елементу. Мережева
модель даних відрізняється від ієрархічної тим, що кожен елемент мережевої
структури даних пов'язаний з будь-яким іншим елементом. Прикладом складної
мережевої структури може служити структура бази даних, що містить відомості про
учнів, що займаються в різних гуртках. При цьому можливі заняття одного і того
ж учня в різних гуртках, а також відвідування кількома учнями занять одного
гуртка. Мережеві і ієрархічні структури можна звести до простих двовимірним
таблицями [7].
Інформаційне забезпечення є
найважливішим елементом ІС, будучи забезпечувальною підсистемою при
розв'язуванні задач управління, наповнюючи їх конкретним змістом. Для
функціональних підсистем ІС воно є сукупністю інформаційних ресурсів.
Інформаційне забезпечення призначене
для підвищення якості управління господарською діяльністю на основі здобуття
вірогідних і своєчасних даних, необхідних для прийняття управлінських рішень.
Інформаційне забезпечення включає:
- єдину систему класифікації
та кодування типів діяльності об'єкта управління;
- уніфіковану систему первинної
документації;
- масиви інформації, що
використовуються для розв'язання задач управління.
У процесі розроблення інформаційного
забезпечення слід визначити:
- склад інформації;
- структуру інформації та
закономірності її перетворення, тобто правила формування показників і
документів;
характеристики руху
інформації;
характеристики якості
інформації;
способи перетворення
інформації.
Основною функцією інформаційного
забезпечення є надійне збереження на машинних носіях необхідних даних для
розв'язання задач користувачів і зручний доступ до цих даних [7].
Кінцевим користувачем інформаційної системи є спеціаліст з
охорони праці, який зазвичай не має доброї підготовки в області програмування,
але який користується базою даних в своїй повсякденній роботі. Саме він
відповідає за додавання, редагування та збереження даних та їх достовірність.
Розробниками АРМ спеціаліста з охорони праці для підприємства
можуть бути працівники відділу інформатики підприємства або програмісти, які не
працюють на цьому підприємстві. В будь-якому випадку розробник АРМ є ідеологом
і головним конструктором баз даних ІС. Тільки він вносить зміни в структуру
бази даних, тобто змінює назви полів, видаляє або вносить нове поле. Розробник
знає найменування всіх полів, але він може не знати, що конкретно записане в
кожному полі. Він відповідає за збереження даних, розробляє заходи щодо захисту
даних, забезпечення їх достовірності і ефективності використання.
АРМ спеціаліста з охорони праці
призначено насамперед полегшити роботу з документами. Всі документи, з якими
працює спеціаліст з охорони праці умовно можна поділити на вхідні
(нормативно-довідкові), оперативні та похідні.
Вхідні (нормативно-довідкові) документи
містять первинну необроблену інформацію. Вони містять різні закони, постанови,
інструкції, нормативи, що регламентують роботу спеціаліста з охорони праці. До
них також відносять довідники професій, видів медичних оглядів, види ризиків на
підприємстві, видів нещасних випадків, тощо.
До оперативних документів належать
списки працівників, журнали проведення навчань та інструктажів з охорони праці,
журнали проведення медичних оглядів, журнали нещасних випадків на підприємстві,
тощо.
Похідні документи формуються в
процесі автоматизованого оброблення і видаються як результат. Вони формуються
на основі інформації оперативних документів та містять інформацію, необхідну
для прийняття управлінських рішень. Для прийняття оперативних управлінських
рішень інформація вихідного документа може бути видана на екрані монітора або
роздрукована. Вихідні документи містять текстову, цифрову, графічну інформацію.
До них можна віднести акти про настання нещасних випадків, списки
співробітників для проведення навчань та інструктажів з ТБ, списки працівників
на проведення медичних оглядів, тощо.
На рисунку 3 показана узагальнена схема використання АРМ
спеціаліста з охорони праці на підприємстві.
Рисунок 3 - Схема використання АРМ спеціаліста з охорони
праці на підприємстві
агломерат технологічний охорона праця
3.
ОХОРОНА ПРАЦІ ТА ТЕХНІКА БЕЗПЕКИ
При роботі цеху розділення повітря існують небезпеки,
пов'язані з електричним струмом і електростатичними зарядами, з роботою рухомих
частин обладнання, з тиском в апаратах і трубопроводах, підвищеного рівня шуму
в місцях непостійного перебування персоналу.
Крім того, існують особливі небезпеки, пов'язані
безпосередньо з виробництвом розділення повітря.
Виробляємі установкою КтА-40/30-1 продукти розділення повітря
- кисень і азот - за певних умов можуть створити шкідливий вплив на людину [5].
Щє спеціаліст з охорони праці безпосередньо пов’язан з
небезпекою при роботі з комп’ютером [9].
3.1 Небезпека при роботі з киснем
Повітря з підвищеною об'ємною часткою кисню (більше 23 %) і
чистий кисень не токсичні і не здатні горіти і вибухати. Але так як кисень є
активним окислювачем , більшість речовин і матеріалів в середовищі кисню або в
середовищі повітря з високим вмістом кисню утворюють системи з підвищеною
вибухо-пожежною небезпекою. Енергія, необхідна для підпалювання матеріалів в
середовищі кисню, у багато разів менше енергії, необхідної для підпалювання в
середовищі повітря в тих же умовах. Тому ініціаторами загоряння багатьох
матеріалів в середовищі кисню можуть бути безпечні в інших умовах причини:
куріння, розряд електрики, розряд статичної електрики, нагрів механічних частин
при терті і т.д. Багато матеріалів, які не здатні до горіння на повітрі, такі
як, листова сталь, сталеві труби і т.п. горять в середовищі кисню.
Робота з киснем поєднана з такими небезпеками:
загоряння обладнання, трубопроводів та арматури, що працюють
з киснем або повітрям з підвищеним вмістом кисню;
загоряння одягу і волосяних покривів обслуговуючого
персоналу, що знаходився в середовищі газоподібного кисню або повітря з
підвищеним вмістом кисню;
вибух вуглеводнів або інших вибухонебезпечних домішок при
перевищенні їх вмісту в рідкому кисні або збагаченому киснем повітрі понад
допустимого;
вибух при просочення рідким киснем пористих органічних
матеріалів (асфальт, пінопласт, дерево тощо); при цьому утворюються
оксиліквіти, що перевершують по чутливості і потужності зазвичай вживані
вибухові речовини [3].
3.2 Небезпека при роботі з азотом
Азот є інертним газом, він не токсичний і не
пожежо-вибухонебезпечний. Небезпека при роботі з азотом виникає при розведенні
ним повітря в зоні перебування обслуговуючого або ремонтного персоналу і
зниженні об'ємної частки кисню в повітрі, що приводить до кисневої
недостатності - задухи.
При вмісті кисню від 14 до 10 % свідомість повністю не
втрачається, але порушується правильність суджень і чутливість. Виникає швидка
втома і відчуття нездужання. При подальшому зниженні вмісту кисню від 10 до 6
з'являється м'язова слабкість, а іноді порушується здатність рухатися.
При вдиханні чистого азоту потерпілий миттєво втрачає
свідомість і падає, як оглушений ударом по голові. Якщо його негайно не
помістити в зону з підвищеним вмістом кисню, то протягом декількох хвилин
настає смерть.
Крім того, існують небезпеки, пов'язані з використанням у
проектованому виробництві певних експлуатаційних матеріалів.
У кислородному цеху, як хладоагент в холодильних машинах
установки охолодження води і повітря УОВВ.2300.01 використовується фреон R22 за
ДСТУ 8502-93, повна назва - діфтормоно-хлорметан, хімічна формула CHC1F2.
Фреон R22 має ГДК 300мг / м3 ( 500ррт ) і належить до речовин
¬ 4 класу небезпеки за ДСТУ 12.1-007-76 і ГН 2.2.5.686-98.
«Міжгалузевих правил з охорони праці при експлуатації
холодильних установок» ПОТ РМ 015-2000.
Для змащення механізму руху турбодетандер - компресорних
агрегатів використовується масло турбінне ТП - 30 по ДСТУ 9972-74. Ємність
найбільшого маслобака, встановленого в машинному відділенні - 800 літрів.
Пожежонебезпечні властивості масла ТП- 30 вказані в ДСТУ 9972-74. В установці
охолодження води та повітря УОВВ.23.01 використовується масло Shell Clavus G68
в кількості 114 літрів [3].
Масло знаходиться в закритих системах і при експлуатації не
може надати токсичного впливу на обслуговуючий персонал.
Аварійні скиди масла не відбуваються. Для ізоляції блоку
розділення повітря використовується мінеральна вата марки «75» за ТУ
1104-576113 -05757742-32-96.
Як адсорбенти в блоці розділення повітря використовується
силікагель кусковий марки КСМК по ДСТУ 3956-76, в адсорберах БКО, цеоліт
гранульований NaX - БКО тип А за ТУ 2163-003-12678836-2003 і активований оксид
алюмінію АТ -К (АО- С) - осушувач по ТУ217891 - М450 2 04819820 2004. У
накопичувачах тепла використовується крихта гранульована базальтова по ТУ У
14344890.003-99.
Всі адсорбенти та ізоляційні матеріали в період експлуатації
повітрерозподільчої установки знаходяться в замкнутих об'ємах і не роблять
шкідливого впливу на людину.
Однак, при засипці адсорбентів і виконання ізоляційних робіт
зазначені матеріали можуть зробити шкідливий вплив на людину через органи
дихання [3].
3.3 Пожежна безпека
Категорії проектованих та існуючих приміщень, які знаходяться
у кисневогому цеху, з вибухопожежної та пожежної небезпеки, а також класів
вибухонебезпечних і пожежонебезпечних зон за правилами улаштування
електроустановок зазначені у таблиці 1.
Категорія приміщень визначена відповідно до НАПБ.Б.07.005-86
(ОНТП 24-86) [3].
Таблиця 1
Категорії приміщень, які знаходяться
у кисневому цеху
Категорія
приміщення з вибухопожежної небезпеки
|
Клас
вибухонебезпечних і пожежонебезпечних зон за ПУЕ
|
Примітка
|
|
1
|
2
|
3
|
4
|
|
Машинний зал
|
В2
|
|
Існуюче
|
|
Операторська
|
Г
|
Н
|
Існуюче
|
|
Приміщення
інжинірингу
|
Г
|
Н
|
Існуюче
|
|
Приміщення
лабораторії хроматографів
|
ВЗ
|
Н
|
Існуюче
|
|
КТП
|
В1
|
Н1
|
Нове
|
У приміщеннях з виробництвами категорії «В» електрообладнання
повинно задовольняти, як правило, вимогам, що пред'являються до
електроустановок в пожежонебезпечних зонах відповідного класу.
Електрообладнання, що замовляється за даним проектом має
ступінь захисту не нижче JP44.
У кисневому цеху машинний зал прийнято вважати як
невзриво-непожежонебезпечну зону.
Обгрунтуванням цього рішення є наступне:
наявність в герметичній замкнутій системі турбодетандерних і
турбодетандер - компресорних агрегатах контролю тиску масла і автоматичного
відключення їх при падінні тиску масла в системі;
У холодильній машині масло змішане з фреоном, і при витоку фреону (а отже і
масла) холодильна машина автоматично зупиняється;
у машинному залі поряд із знов встановлюваним
електроустаткуванням залишається працююче електрообладнання установок КТК- 35 -
3, що має ступінь захисту для невзриво-непожежонебезпечного середовища.
У приміщеннях КТП (осі 16 ... 13; А - Б) і операторської
передбачається пожежна сигналізація з необхідною автоматикою. Щит пожежної
сигналізації встановлен в приміщенні операторської.
У знов проектованих приміщеннях передбачені первинні засоби
пожежогасіння [3].
3.4 Охорона праці при роботі за комп’ютером
Працівник зобов'язаний:
- виконувати тільки ту роботу, яка
визначена його посадовою інструкцією;
- утримувати в чистоті робоче місце;
- дотримуватися режиму праці та
відпочинку в залежності від тривалості, виду і категорії трудової діяльності;
- дотримуватися заходів пожежної
безпеки [9].
Загальні вимоги безпеки:
до роботи на персональному комп'ютері допускаються
особи, які пройшли навчання безпечним методам праці, вступний інструктаж,
первинний інструктаж на робочому місці;
при експлуатації персонального комп'ютера на
працівника можуть надавати дію такі небезпечні й шкідливі виробничі фактори:
підвищений рівень електромагнітних випромінювань; підвищений рівень статичної
електрики; знижена іонізація повітря; статичні фізичні перевантаження;
перенапруження зорових аналізаторів.
Робочі місця з комп'ютерами повинні розміщуватися таким
чином, щоб відстань від екрана одного відеомонітора до тилу іншого було не
менше 2,0 м, а відстань між бічними поверхнями відеомоніторів - не менше 1,2 м.
Робочі місця з персональними комп'ютерами по відношенню до
світлових прорізів повинні розташовуватися так, щоб природне світло падало
збоку, переважно зліва.
Віконні отвори в приміщеннях, де використовуються персональні
комп'ютери, повинні бути обладнані регульованими пристроями типу: жалюзі,
завіс, зовнішніх козирків і інше [9].
Робочі меблі для користувачів комп'ютерною технікою повинні
відповідати наступним вимогам:
- висота робочої поверхні столу повинна
регулюватися в межах 680 - 800 мм; при відсутності такої можливості висота
робочої поверхні столу повинна складати 725 мм;
- робочий стіл повинен мати простір для
ніг висотою не менше 600 мм, глибиною на рівні колін не менше 450 мм і на рівні
витягнутих ніг не менше 650 мм;
- робочий стілець (крісло) повинен бути
підйомно - поворотним і регульованим по висоті і кутам нахилу сидіння і спинки,
а також - відстані спинки від переднього краю сидіння;
- робоче місце має бути обладнане
підставкою для ніг , має ширину не менше 300 мм, глибину не менше 400 мм,
регулювання по висоті в межах до 150 мм і за кутом нахилу опорної поверхні
підставки до 20 градусів; поверхню підставки повинна бути рифленою і мати по
передньому краю бортик висотою 10 мм;
- робоче місце з персональним
комп'ютером має бути оснащене легко переміщується пюпітром для документів.
Вимоги безпеки перед початком роботи:
- підготувати робоче місце;
- відрегулювати освітлення на робочому
місці, переконатися у відсутності відблисків на екрані;
- перевірити вірність підключення
обладнання до електромережі;
- перевірити справність проводів
живлення і відсутність оголених ділянок проводів;
- переконатися в наявності заземлення
системного блоку, монітора і захисного екрана;
- протерти антистатичною серветкою
поверхню екрану монітора і захисного екрана;
- перевірити правильність встановлення
стола, стільця, підставки для ніг, пюпітра, кута нахилу екрану, положення
клавіатури, положення "миші" на спеціальному килимку, при
необхідності провести регулювання робочого столу і крісла, а також розташування
елементів комп'ютера відповідно до вимог ергономіки і в цілях виключення незручних
поз і тривалих напруг тіла.
Працівнику при роботі на ПК забороняється:
- торкатися до задньої панелі
системного блоку (процесора) при включеному живленні;
- переключати роз'єми інтерфейсних
кабелів периферійних пристроїв при включеному живленні;
- допускати попадання вологи на
поверхню системного блоку (процесора), монітора, робочу поверхню клавіатури,
дисководів, принтерів і інших пристроїв;
- виробляти самостійне розкриття і
ремонт обладнання;
- працювати на комп'ютері при знятих
кожухах;
- відключати обладнання від
електромережі і висмикувати електровиделку, тримаючись за шнур.
Тривалість безперервної роботи з комп'ютером без
регламентованої перерви не повинна перевищувати 2-х годин [9].
ВИСНОВКИ
У процесі проходження переддипломної практики була отримана
необхідна інформація стосовно роботи інженера з охорони праці, яка необхідна
для дипломного проектування.
В результаті проходження переддипломної практики було
отриманні такі знання: детальний опис функціонування служби охорони праці, її
основні задачі та можливості; уявлення про структуру і характер діяльності
підприємства; ознайомлення з технічними засобами підприємства та з
конфігурацією комп'ютерного забезпечення, з периферійним обладнанням, його
технічними характеристиками; ознайомлення з засобами збору, підготовки та
передачі інформації і вивчення принципів будови технічних засобів та їх
надійність.
В індивідуальному завданні детально описується автоматизоване
робоче місце інженера з охорони праці.
2. Производственно-техническая
инструкция ПТИЭ 229 ГЭ-051
. Инструкция
по Охране труда инженеров АСУТП КЦ.НПАОП 24.1-1.
. Калиниченко
А.В. Справочник инженеров по КИП и автоматике / А.В. Калиниченко - С.:Инфра
Инженерия, 2008. - 576 с.
. Инструкция
по охране труда ДНАОП0.00-1.30-88. НПАОП 24.1-1.
. Ковалева
В.Д., Хисамудинов В.В. Автоматизированное рабочее место/ В.Д. Ковалева, В.В.
Хисамудинов - С.:Инфра-М, 2009.- 336 с.
. Избачков
И.С., Петров В.Н. Информационные системы/ И.С. Избачков, В.Н. Петров -
С.:Питер, 2006. - 656 с.
. Алчевський
металургійний комбінат [Електронний ресурс] - Офіційний сайт, 2012. - Режим
доступу: http://www.amk.lg.ua/
. Охрана
труда при работе за компьютером [Електронний ресурс] - Вікіпедія, 2014. Режим
доступу:
http://ru.wikipedia.org/wiki/%D0%9E%D1%85%D1%80%D0%B0%D0%BD%D0%B0_%D1%82%D1%80%D1%83%D0%B4%D0%B0_%D0%B7%D0%B0_%D0%BA%D0%BE%D0%BC%D0%BF%D1%8C%D1%8E%D1%82%D0%B5%D1%80%D0%BE%D0%BC