Расчёт реактора для конверсии оксида углерода водяным паром в ХТС производства аммиака
Курсовая работа
«Расчёт реактора для конверсии оксида
углерода водяным паром в ХТС производства аммиака»
Вариант 4
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
. Влияние температуры и избытка пара в парогазовой
смеси на равновесие реакции конверсии оксида углерода водяным паром
. Кинетические расчёты и теоретическая оптимизация процесса
. Расчёт реактора
Заключение
Список использованной литературы
ВВЕДЕНИЕ
Аммиак (NH3) является одним из основных веществ, применяемых в
промышленности, и наиболее важным азотсодержащим продуктом. Для получения
аммиака требуется водород и азот. Азот выделяют из атмосферного воздуха.
Поскольку ресурсы атмосферного азота огромны, то сырьевая база азотной
промышленности в основном определяется вторым видом сырья - топливом,
применяемым для получения водорода, или водородсодержащего газа [1].
В настоящее время основным сырьем в производстве аммиака является
природный газ. РФ располагает богатыми запасами природного газа. Поскольку
аммиак производится из газа, то предприятия по производству азотных удобрений
размещаются в районах распространения газовых ресурсов (Северный Кавказ) и
вдоль трасс магистральных газопроводов (Центр, Поволжье, Северо-Запад).
Основные производители в российской Федерации: «Тольяттиазот», Самарская
обл.; ОАО «Невинномысский Азот» Ставропольский край; ОАО «Акрон», г. Новгород;
ОАО «Череповецкий «Азот», Вологодская обл.; ОАО «Азот», г. Кемерово; ОАО
«Минудобрения», Воронежская обл.; ОАО «Кирово-Чепецкий химический комбинат им.
Б.П. Константинова», Кировская обл., ОАО «Азот», Пермская обл., ЗАО
«Куйбышевазот», Самарская обл., ОАО «Минеральные удобрения», г. Пермь.
Применение аммиака. Основная область применения аммиака - производство
азотсодержащих удобрений (80% всего аммиака). Он используется для получения
азотной кислоты и нитратов, эфиров азотной кислоты и нитросоединений,
взрывчатых веществ различного типа, а также в качестве хладагента, при
производстве бумажной массы, в медицинской промышленности.
Производство аммиака в условиях промышленности основано на взаимодействии
азота и водорода. Такой способ получения вещества был назван процессом Габера в
честь немецкого физика, который разработал физико-химическую основу метода.
Синтез аммиака рекомендуется проводить при оптимально низкой температуре
и высоком давлении. Использование пористого железа в качестве катализатора
позволяет достигнуть равновесного состояния. Оптимальным является соотношение
температуры в 500 градусов Цельсия и давления в 350 атмосфер при наличии
катализатора. В этом случае выход аммиака составляет 30 процентов.
Производство аммиака состоит из нескольких стадий:
стадия. Удаление серы и сернистых соединений из природного газа.
Они являются сильнодействующими каталитическими ядами и вызывают коррозию
аппаратуры.
В зависимости от содержания соединений серы в природном газе используется
очистка адсорбционным методом с использованием синтетических цеолитов
(молекулярных сит) или очистка методом каталитического гидрирования (на
алюмокобальтмолибденовом или алюмоникельмолибденовом катализатора при температуре
350-4000С и давлении 2-4 МПа) и последующего поглощения H2S
оксидом цинка.
2 + RSH → RH + H2S (газ)+ H2S → ZnS + H2O
стадия.
Получение водорода
методом конверсии метана:
Конверсию метана осуществляют при температуре 800 - 900 °С на никелевом
катализаторе в трубчатой печи.
При увеличении расхода водяного пара такой же степени разложения метана
можно достичь при более низких температурах. Применение давления существенно
снижает полноту конверсии. Так, при давлении 3 МПа достаточно полная конверсия
наблюдается лишь при температуре около 1100 0С.
В современных установках при давлении 2 МПа и выше при соотношении (СН4:Н2)
= 1:4 остаточное содержание метана после паровой конверсии составляет 8-10 %.
Для достижения остаточного содержаний СН4 около 0,5 % конверсию
ведут в две стадии: паровая конверсия под давлением (первая стадия) и
паровоздушная конверсия с использованием кислорода воздуха (вторая стадия). (На
высокотемпературном алюмохромовом и высокоактивном Ni-катализаторах при
температуре 1000-1250 °С и давлении до 3,2 МПа).
При этом получается синтез-газ стехиометрического состава и отпадает
необходимость в разделении воздуха для получения технологического кислорода и
азота.
4 + H2O → CO + 3H24 + 2H2O
→ CO2+4H2
стадия. Двухступенчатая конверсия моннооксида углерода
Для увеличения выхода водорода газ после конверсии метана восстанавливают
водяным паром. (в реакторе высокотемпературной конверсии на Fe-Cr катализаторе
при температуре до 430 °С и в реакторе низкотемпературной конверсии на Zn-Cu
катализаторе до 250°С);
Остаточная концентрация СО составляет 0,3 - 0,5%.
+ H2O → CO2 + H2
Очистка от воды. Смесь газов охлаждают до 40 0С. При этой
температуре вода конденсируется и затем удаляется.
Технологические газы после рифрминга природного газа и паровой конверсии
оксида углерода (2) используется для синтеза аммиака и спиртов.
Кислородсодержащие соединения являются ядами для катализаторов синтеза аммиака
и метанола. Кислородсодержащие примеси (Н2О, СО, СО2 и О2)
в синтез-газе отравляюще действуют на катализатор синтеза аммиака, снижая его
производительность. Допустимое содержание различных кислородсодержащих примесей
в азотоводородной смеси, направляемой на синтез аммиака, не должно превышать
0,002%, хотя количество отдельных компонентов может колебаться. Технологический
газ перед очисткой содержит в своем составе 15-30 % СО2 и 0,3 - 4,0
% СО, кислород после паровой конверсии оксида углерода (2) полностью
отсутствует, а водяной пар конденсируется при охлаждении.
Поэтому следующей стадией технологического процесса является очистка газа
от СО и СО2.
4 стадия. Очистка газа от диоксида углерода.
Диоксид углерода удаляется горячим раствором поташа при давлении 1,9-
2,73 МПа и регенерация насыщенного раствора бикарбоната калия при нагревании
или с помощью моноэтаноламина, или за счет адсорбции под давлением на цеолитах.
стадия. Тонкая очистка газа от CO и CO2 (метанирование) на
Ni-катализаторе при температуре до 375 °С и давлении 1,9-2,7 МПа; к
Степень улавливания CO2 - 99,9 %
+ 3H2 → CH4 + H2O2 + 4H2
→ CH4 +2H2O
Оставшиеся газы CO и CO2 возвращаются на стадию конверсии
метана
стадия. Синтез аммиака
После очистки газа от оксидов углерода он поступает на синтез аммиака.
Получение NH3 протекает на железном катализаторе при температуре 420-450 °С и
давлении 3,20 МПа. В одном цикле степень конверсии составляет 26 %
H2 + N2 → 2NH3
Производство аммиака в промышленности использует принцип циркуляции,
которых заключается в возврате исходной смеси азота и водорода в колонну
синтеза с помощью циркулярного насоса. Такой способ является экономически
выгодным, чем повышение более высокого выхода аммиака за счет повышения
давления.
Технологическая схема синтеза аммиака [2]
1-компрессоры; 2-подогреватели; 3-реактор гидрирования сероорганических
соединений; 4-адсорбер H2S; 5-трубчатая печь (первичный риформинг);
6-шахтный конвертор (вторичный риформинг); 7-паровые котлы; 8-конверторы СО;
9-абсорбер СО2; 10-кипятильник; 11 -регенератор раствора
моноэтаноламина; 12-насос; 13-аппарат для гидрирования остаточных СО и СО2;
14-воздушные холодильники; 15-конденсационная колонна; 16-испаритель жидкого NH3
(для охлаждения газа и выделения NH3); 17-колонна синтеза NН3;
18-водоподогреватель; 19-теплообменник; 20-сепаратор.
Исходные данные
1. Состав
сухой смеси после конверсии природного газа или на входе в реактор ВТК:
|
Состав
|
Объемные %
|
|
CO
|
22,1
|
|
CO2
|
7,0
|
|
Н2
|
50,4
|
|
CH4
|
0,49
|
|
N2
|
18,7
|
. Избыток пара в парогазовой смеси: n = пар/газ = 0,65
. ссо на входе в реактор НТК: 3,58 об.%
. ссо,ост. на выходе в реактор НТК: 0,31 об.%
. Производительность :
П (NH3) = 950 т/год
. Общее давление: 20 атм
. Потери АВС с продувочными газами: 7,2 об.%
Практическая реализация оптимального температурного режима
предусматривает осуществление конверсии оксида углерода в два этапа, на двух
слоях катализаторов с промежуточным охлаждением между ними. На 1-м этапе
конверсию СО проводят в присутствии высокотемпературного катализатора (ВТК),
активного в области температур 600 - 770 К. После 1-го этапа конверсии парогазовая смесь,
содержащая 3,5 -
3,7 об.% оксида углерода поступает на 2-ю ступень конверсии, которая
осуществляется в присутствии низкотемпературного катализатора (НТК) при 480 - 530 К. Перед подачей в реактор
низкотемпературной конверсии СО парогазовую смесь необходимо охладить. Охлаждение
осуществляется путем пропускания нагретого потока через котел-утилизатор с
получением технологического пара. После чего с температурой 493 К парогазовая
смесь поступает на низкотемпературную конверсию. Остаточное содержание оксида
углерода ссо, ост. после НТК должно быть не более 0,15-0,5 об.%.
.
Влияние температуры и избытка пара в
парогазовой смеси на равновесие реакции конверсии оксида углерода водяным паром
Для
реакции CO + H2O → CO2 + H2 зависимость
константы равновесия реакции Кр = от
температуры описывается следующей зависимостью:
от
температуры описывается следующей зависимостью:
lg Кр =
 + 0,297 lgT + 0,3525. 10-3
T - 0,0508.
10-6 T 2
- 3,26
+ 0,297 lgT + 0,3525. 10-3
T - 0,0508.
10-6 T 2
- 3,26
Используя
данную зависимость, мы можем рассчитать константу равновесия, а затем
равновесную степень превращения в интервале температур 450 - 550 К. Рассчитаем зависимость xp от Т при
заданном соотношении пар/газ.
Для
такой реакции константа равновесия через парциальное давление реагентов:
Парциальные
давления реагентов находятся:











Для расчёта равновесной степени превращения оксида углерода пересчитаем
концентрации исходных компонентов реакции, приведенные в задании на сухую
смесь, на их концентрации ci.0 в парогазовой смеси:
 ,
,
для
воды
 ,
,
где
n - отношение объёмных расходов
водяного пара и сухого газа.
После пересчёта концентрации компонентов в реакции конверсии оксида
углерода составят:
|
Состав парогазовой смеси на входе в реактор ВТК, об. %
|
|

|

|

|

|
|
14,83
|
32,89
|
4,7
|
33,83
|
Приведём пример расчёта xp для Т = 450 К и n =
0,49:
Константа равновесия:

Подставляем полученное значение Кр и концентрации в квадратное
уравнение:




Сведём в таблицу данные для построения зависимостей, температура берётся
с шагом в 10 К:
|
T, K
|
lgKp
|
Kp
|
Xp
|
|
|
|
n=0,3
|
n=0,4
|
n=0,5
|
n=0,6
|
n=0,7
|
|
450
|
2,60412
|
401,9017
|
0,9747961
|
0,98737
|
0,991623
|
0,993741
|
0,995006
|
|
460
|
2,502892
|
318,3406
|
0,9687919
|
0,984163
|
0,989465
|
0,992118
|
0,993707
|
|
470
|
2,406151
|
254,7719
|
0,9618618
|
0,980369
|
0,986895
|
0,990181
|
0,992154
|
|
480
|
2,313616
|
205,8809
|
0,9539729
|
0,975935
|
0,983868
|
0,987893
|
0,990317
|
|
490
|
2,225026
|
167,8906
|
0,9451094
|
0,970808
|
0,98034
|
0,985216
|
0,988163
|
|
500
|
2,140144
|
138,0842
|
0,9352725
|
0,964943
|
0,976266
|
0,982112
|
0,98566
|
|
510
|
2,058749
|
114,4852
|
0,9244794
|
0,958305
|
0,971607
|
0,978545
|
0,982777
|
|
520
|
1,98064
|
95,64004
|
0,9127617
|
0,950865
|
0,966325
|
0,97448
|
0,979483
|
|
530
|
1,905627
|
80,46879
|
0,900163
|
0,942607
|
0,96039
|
0,969887
|
0,975747
|
|
540
|
1,833539
|
68,1615
|
0,8867366
|
0,933524
|
0,953778
|
0,964737
|
0,971544
|
|
550
|
1,764214
|
58,10505
|
0,872543
|
0,92362
|
0,946469
|
0,959006
|
0,966848
|
Влияние избытка пара в парогазовой смеси на равновесие в системе.
2. Кинетические расчёты и теоретическая
оптимизация процесса
Рассчитаем степень превращения после ВТК по вычисленной нами раннее
концентрации СО во влажном газе:


Рассчитаем степень превращения после НТК:

Скорость реакции для этого превращения можно записать как:
Чтобы найти k, найдём
параметры уравнения Аррениуса. Известно, что:
 =1,1 при
=1,1 при  =
500 K
=
500 K
 3,1 при
3,1 при  = 520 K
= 520 K



Коэффициент A рассчитывается
по эмпирическому уравнению:
Парциальные
давления компонентов:
Рассчитаем
значения r для степеней превращения в интервале от 0,2 до 0,9
при варьировании температур от 400 до 850 K. Значения Кр
находим по раннее использовавшейся формуле. Значения А и k
рассчитываем по формулам.
Таблица
составлена для пяти значении степени превращения - 0,2; 0,4; 0,6; 0,8; 0,9, в
интервале температур 400  850 К.
850 К.
|
Т,К
|
400
|
500
|
600
|
700
|
800
|
850
|
|
k
|
0,309157
|
1,733251392
|
5,93792
|
14,95251
|
21,87078662
|
0,309157
|
|
A
|
0,026533
|
0,117892985
|
0,34208
|
0,760529
|
1,056796837
|
0,026533
|
|
Kp
|
138,0842
|
28,45484699
|
9,43429
|
4,203206
|
3,032375299
|
138,0842
|
|
x=0,2
|
3,904951
|
16,13871122
|
32,389
|
42,02239
|
42,89930337
|
3,904951
|
|
x=0,4
|
2,006115
|
8,71616019
|
17,7571
|
19,84036
|
16,16948505
|
2,006115
|
|
x=0,6
|
0,952943
|
4,051168261
|
6,79815
|
0,344241
|
-8,923882778
|
0,952943
|
|
x=0,8
|
0,333508
|
1,057431721
|
-1,34178
|
-16,6295
|
-32,3610797
|
0,333508
|
|
x=0,9
|
0,125377
|
-0,00578018
|
-4,55177
|
-24,218
|
-43,45236463
|
0,125377
|
Проведём линию оптимальных температур, для каждой степени превращения
найдём температуру, для которой скорость реакции максимальна:
|
Х
|
r max
|
Топт (К)
|
|
0,2
|
42,89930337
|
1100
|
|
0,4
|
16,16948505
|
950
|
|
0,6
|
0,344241118
|
825
|
|
0,8
|
0,445673343
|
675
|
|
0,9
|
0,125377112
|
510
|
3. Расчёт реактора
Низкотемпературная конверсии оксида углерода осуществляется в реакторе с
неподвижным адиабатическим слоем катализатора. Расчёт реактора сводится к
определению объема катализатора, необходимого для изменения степени превращения
СО в заданных пределах:
k = vo.t,
где время пребывания t определяется из модели ИВ:

при
следующих начальных условиях: при t =0 x = xн, Т = Тн.
В адиабатическом реакторе вместе со степенью превращения изменяется и
температура в соответствии с уравнением адиабаты:
Т = Тн + DТад×(x - x н)
где
 − величина адиабатического разогрева
реакционной смеси; QP - тепловой эффект реакции; СР −
теплоёмкость реакционной смеси. По раннее вычисленным значениям:
− величина адиабатического разогрева
реакционной смеси; QP - тепловой эффект реакции; СР −
теплоёмкость реакционной смеси. По раннее вычисленным значениям:

Определим
адиабатический разогрев реакционной смеси:
ССО,0
- концентрация СО на входе в реактор ВТК = 0,1483
Тепловой
эффект реакции:
P = - ΔH0 = 41,2
кДж.
Стандартные
теплоты образования участвующих в реакции веществ возьмём из [3] для начальной
температуры перед входом в реактор ВТК (600 К):






Рассчитаем
концентрации в реакторе:






Находим
по уравнению Тк =  Тад· (Хк-Хн) + Тн температуры на выходе в реактор,
температура на входе известны:
Тад· (Хк-Хн) + Тн температуры на выходе в реактор,
температура на входе известны:
конверсия оксид углерод реакция
|
Хн
|
Хк
|
Тн, К
|
Тк, К
|
|
ВТК
|
0
|
0,76
|
600
|
739
|
1-линия адиабаты
- ЛОТ
Рассчитаем время пребывания, находим площадь интеграла для известных нам
условий:
Зададимся
несколькими значениями степени превращения в слое и найдём необходимые
параметры для расчёта условного времени реакции t методом численного интегрирования.
|
x
|
0
|
0,2
|
0,4
|
0,6
|
0,741429
|
|
T, K
|
600
|
634,523939
|
669,0478789
|
703,5718
|
738,9852
|
|
k, (ат×с)-1
|
1,733251392
|
2,77036812
|
4,218843328
|
6,164866
|
7,88825
|
|
A
|
0,117892985
|
0,17688574
|
0,254514632
|
0,353366
|
0,437363
|
|
Kp
|
28,45484699
|
18,6332934
|
12,78416408
|
9,126156
|
7,342122
|
|
r, с-1
|
28,60697563
|
21,9122389
|
15,25773566
|
6,785142
|
1,119271
|
|
1/r, с
|
0,034956509
|
0,0456366
|
0,065540525
|
0,147381
|
0,893439
|
Можно
рассчитать интеграл по правилу трапеций как площадь под интегральной кривой  , т.е.
, т.е.
=
 x
x = 0,2×0,04 + 0,2×0,056 + 0,2×0,11 + 0,141×0,52 = 0,114 с,
= 0,2×0,04 + 0,2×0,056 + 0,2×0,11 + 0,141×0,52 = 0,114 с,
где
Dx − шаг изменения степени превращения; − среднее значение обратной скорости в интервале
Dx.
Для
НТК:

Определим
адиабатический разогрев реакционной смеси:
ССО,0
- концентрация СО на входе в реактор НТК = 0,0352
Тепловой
эффект реакции:
P = - ΔH0 = 41,2
кДж.
Стандартные
теплоты образования участвующих в реакции веществ возьмём из [3] для начальной
температуры перед входом в реактор ВТК (493 К):






Средняя
степень превращения в реакторе: 0,933/2 = 0,4565.
Рассчитаем
концентрации в реакторе:






Находим
по уравнению Тк = Тад· (Хк-Хн) + Тн температуры на выходе в реактор,
температура на входе известны:
|
Хн
|
Хк
|
Тн, К
|
Тк, К
|
|
НТК
|
0,76
|
0,913
|
493
|
504,15
|
Рассчитаем время пребывания, находим площадь интеграла для известных нам
условий:
Зададимся
несколькими значениями степени превращения в слое и найдём необходимые
параметры для расчёта условного времени реакции t методом численного интегрирования.
|
x
|
0,75
|
0,8
|
0,85
|
0,87
|
0,903315
|
|
T, K
|
493
|
503,565728
|
504,2260863
|
504,4902
|
504,1502
|
|
k, (ат×с)-1
|
0,266930002
|
0,33265032
|
0,33715479
|
0,33897
|
0,342012
|
|
A
|
0,023367166
|
0,02826856
|
0,028599419
|
0,028733
|
0,028956
|
|
Kp
|
158,1913558
|
129,042201
|
127,4478789
|
126,8169
|
125,7743
|
|
r, с-1
|
6,881571771
|
4,17416412
|
2,174342012
|
1,037925
|
0,52921
|
|
1/r, с
|
0,145315639
|
0,23956892
|
0,459909248
|
0,963461
|
1,88962
|
Можно
рассчитать интеграл по правилу трапеций как площадь под интегральной кривой , т.е.
=
x = 0,05×0,19 + 0,05×0,35 + 0,05×0,71 + 0,026×0,46 = 0,06 с
Чтобы
найти необходимый объём катализатора, рассчитаем материальный баланс:
Рассчитаем
количество СО, которое подаётся на окисление. Конверсия СО и дальнейшее
превращение в NH3 протекают
по следующим уравнениям:
СО + H2O = CO2 + H2
3H2 + N2 = 2NH3
Из
уравнений видно, что:

Рассчитаем
количество азота и водорода, необходимое на образование аммиака заданной
производительности. Производительность установки по аммиаку кг/час (количество
рабочих дней = 350):





С
учётом потерь АВС при продувке (мольные доли равны объёмным):






Материальный
баланс:
|
1.реактор ВТК
|
|
|
|
|
|
|
|
|
|
Приход
|
|
|
|
|
Расход
|
|
|
|
|
|
Вещ-во
|
кг/час
|
кмоль/час
|
м3/час
|
об.%
|
Вещ-во
|
кг/час
|
кмоль/час
|
м3/час
|
об.%
|
|
1.Газ
|
311,53
|
18,448
|
446,7
|
98,69
|
1.Газ на выходе
|
491,03
|
29,916
|
670,12
|
100
|
|
СО
|
117,27
|
4,1883
|
93,82
|
22,1
|
СО
|
30,323
|
1,083
|
24,259
|
3,62
|
|
СО2
|
65,816
|
1,4958
|
33,51
|
7,0
|
СО2
|
202,45
|
4,6011
|
103,07
|
15,38
|
|
Н2
|
20,742
|
10,371
|
232,3
|
50,4
|
Н2
|
26,953
|
13,476
|
301,87
|
45,05
|
|
СН4
|
1,5955
|
0,0997
|
2,234
|
0,49
|
СН4
|
1,5955
|
0,0997
|
2,2337
|
0,333
|
|
N2
|
106,1
|
3,7894
|
84,88
|
18,7
|
N2
|
106,1
|
3,16
|
84,882
|
12,67
|
|
2.Вода
|
179,5
|
9,9721
|
223,4
|
100
|
вода
|
123,6
|
6,8668
|
153,82
|
22,95
|
|
Итого:
|
491,03
|
|
|
|
Итого:
|
491,03
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2. реактор НТК
|
|
|
|
|
|
|
|
|
|
Приход
|
|
|
|
|
Расход
|
|
|
|
|
|
Вещ-во
|
кг/час
|
кмоль/час
|
м3/час
|
об.%
|
Вещ-во
|
кг/час
|
кмоль/час
|
м3/час
|
об.%
|
|
1.Газ на входе
|
491,03
|
29,916
|
670,1
|
100
|
1.Газ на выходе
|
491,03
|
29,916
|
670,12
|
100
|
|
СО
|
30,323
|
1,083
|
24,26
|
3,62
|
СО
|
2,9318
|
0,1047
|
2,3454
|
0,35
|
|
СО2
|
202,45
|
4,6011
|
103,1
|
15,38
|
СО2
|
245,49
|
5,5794
|
124,98
|
18,65
|
|
Н2
|
26,953
|
13,476
|
301,9
|
45,05
|
Н2
|
28,909
|
14,455
|
323,78
|
48,32
|
|
СН4
|
1,5955
|
0,0997
|
2,234
|
0,333
|
СН4
|
1,5955
|
0,0997
|
2,2337
|
0,333
|
|
N2
|
106,1
|
3,7894
|
84,88
|
12,67
|
N2
|
106,1
|
3,7894
|
84,882
|
12,67
|
|
вода
|
123,6
|
6,8668
|
153,8
|
22,95
|
вода
|
105,99
|
5,8885
|
131,9
|
19,68
|
|
Итого:
|
491,03
|
|
|
|
Итого:
|
491,03
|
|
|
|
Объём катализатора ВТК:


Объём катализатора НТК:


Рассчитаем тепловой баланс для ВТК. Найдем тепло, которое поступает с
исходными веществами - физическое тепло:

где T1 - температура на входе, (T1=600 K); Ср -
теплоемкость, m - массовый расход компонента.





Реакция конверсии экзотермична, найдём выделенную теплоту реакции.

Найдем тепло веществ на выходе из слоя:

где T2 - температура на выходе из реактора
=727,985 K






Составим тепловой баланс:
|
Приход
|
кДж
|
%
|
Расход
|
кДж
|
%
|
|
Q(Н2)
|
76,484661
|
10,047151
|
Q(Н2)
|
23,26683
|
3,056369
|
|
Q(N2)
|
219,58544
|
28,845107
|
Q(N2)
|
195,1677
|
25,63755
|
|
Q(Н2О)
|
42,451191
|
5,5764586
|
Q(Н2О)
|
169,1924
|
22,2254
|
|
Q(СН4)
|
181,07722
|
23,786602
|
Q(СН4)
|
285,0941
|
37,45044
|
|
Q(СО)
|
3,1170363
|
0,409459
|
Q(СО)
|
3,570529
|
0,469031
|
|
Q(CO2)
|
68,436465
|
8,9899272
|
Q(CO2)
|
84,96559
|
11,16122
|
|
Qх.р.
|
170,10516
|
22,345295
|
|
|
|
|
Итого:
|
761,2572
|
100
|
Итого:
|
761,2572
|
100
|
Рассчитаем тепловой баланс для НТК.
где T1 - температура на входе, (T1=493 K):






Реакция конверсии экзотермична, найдём выделенную теплоту реакции.

Найдем тепло веществ на выходе из слоя:
где T2 - температура на выходе из реактора
=505 K






Составим тепловой баланс:
|
ПриходкДж%РасходкДж%
|
|
|
|
|
|
|
Q(Н2)
|
15,906061
|
2,0894464
|
Q(Н2)
|
1,575094
|
0,206907
|
|
Q(N2)
|
65,506008
|
8,6049775
|
Q(N2)
|
57,53319
|
7,557655
|
|
Q(Н2О)
|
101,20486
|
13,294438
|
Q(Н2О)
|
125,6922
|
16,51113
|
|
Q(СН4)
|
29,618095
|
3,890682
|
Q(СН4)
|
32,53688
|
4,274098
|
|
Q(СО)
|
2,2724832
|
0,2985171
|
Q(СО)
|
2,327476
|
0,305741
|
|
Q(CO2)
|
55,238095
|
7,2561675
|
Q(CO2)
|
56,57482
|
7,431761
|
|
Qх.р.
|
6,4940495
|
0,8530691
|
|
|
|
|
Итого:
|
276,2397
|
100
|
Итого:
|
276,2397
|
100
|
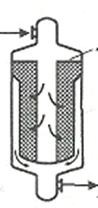
Конструкция конвертора оксида углерода радиального типа показана на
рисунке. В радиальных реакторах катализатор располагают в корзинах,
образованных коаксиально расположенными центральной трубой и наружной
обечайкой, рабочие поверхности которых перфорированы и покрыты сеткой со
стороны катализатора. Между корпусом реактора и наружной обечайкой
катализаторной корзины образуется кольцевой канал, по которому отводят продукты
реакции или вводят сырье.
Таким образом, в радиальном реакторе имеет место сложное движение потока
одновременно в осевом направлении (по кольцевому каналу и центральной трубе) и
в радиальном (через слой катализатора) [4].
Заключение
. Установлено влияние температуры и избытка водяного пара в исходной парогазовой
смеси на равновесие реакции конверсии оксида углерода. Показано, что, снижая
температуру и увеличивая избыток пара, можно достичь высокой степени
превращения оксида углерода.
. Получен теоретический оптимальный температурный режим −
уменьшение температуры по мере протекания реакции конверсии.
. Проведен расчёт первого этапа конверсии оксида углерода на
высокотемпературном катализаторе (ВТК), рассчитан объём катализатора и
определен состав реакционной смеси на выходе из реактора.
. Показано, что в одном слое ВТК невозможно добиться полного превращения
оксида углерода. Для увеличения степени превращения СО необходим второй этап
конверсии в реакторе НТК.
Конверсия угарного газа протекает с наибольшей степенью превращения при
уменьшении температуры, и при увеличении избытка одного из реагентов (воды).
Давление не влияет на константу равновесия данного процесса.
Наиболее оптимально проводить данное превращение при температурах,
соответствующих ЛОТ. Наибольшая степень превращения достигается при температурах
около 500 К. Этим и объясняется выбор оптимального реактора для данного
превращения.
Дополнительная конверсия СО проходит в реакторе с адиабатическими слоями
катализатора с охлаждением между ними для увеличения степени превращения при
понижении температуры.
Список использованной литературы
1. Экологические
аспекты производства аммиака. Дмитриев Е.А., Кузнецова И.К., Акимов В.В. М.;
2011
. А. М
Кутепов, Т. И. Бондарева, М. Г. Беренгартен «Общая химическая технология» М,
Высшая школа, 1990.
. Краткий
справочник физико-химических величин. Под ред. А.А. Равделя М.:Химия, 2009.
. Амелин
А. Г. «Общая химическая технология» М, Химия, 2007.