|
Группа 1 Атомное или ионное
состояние
|
Вакуумные методы: Вакуумное
испарение Осаждение из ионного пучка Эпитаксиальное осаждение из
молекулярного пучка Плазменные методы: Распыление (ионное, магнетронное)
Ионное осаждение Полимеризация плазмы Активированное реакционное испарение
Катодно-дуговое осаждение Химическое взаимодействие в парах реагентов:
Осаждение из паровой фазы Восстановление Разложение Плазменное осаждение
Пиролиз при распылении Осаждение из электролита: Гальваностегия Химическое
осаждение Осаждение из расплавленных солей Химическое замещение
|
|
Группа 2 Макрочастицы
|
Ударные методы Сплавление:
Окрашивание толстыми слоями Эмалирование Электрофорез Термические методы:
Газопламенное распыление Плазменное распыление Детонационное распыление
Золь-гель процесс
|
|
Группа 3 Массивный материал
|
Внешние покрытия: Наплавка
Плакирование: Взрывной прокаткой Лазерное плавление Смачивание: Окрашивание
кистью Горячее окунание Электростатические методы: Спин-покрытия Нанесение
рисунка распылением
|
|
Группа 4 Модификация структуры
поверхности
|
Лазерная модификация
поверхности Термообработка Ионная имплантация Поверхностное легирование:
Диффузия из объема Распыление Выщелачивание Химическая конверсная
жидкопаровая диффузия (нагрев, плазма) Электролитическое анодирование Термообработка
в расплавленных солях Механические методы: Дробеструйная обработка
|
1.1 Изменение
физико-химических свойств поверхностей при нанесении покрытий
Поверхностный слой (покрытие) играет определяющую роль в формировании
эксплуатационных и других свойств изделий, создание его на поверхности твердого
тела практически всегда изменяет физико-химические свойства в нужном
направлении. Нанесение покрытий позволяет восстановить ранее утраченные
свойства в процессе эксплуатации изделий. Однако чаще всего изменяют свойства
исходных поверхностей изделий, полученные в процессе их производства. В этом
случае свойства материала поверхностного слоя существенно отличаются от свойств
исходной поверхности. В подавляющем большинстве меняется химический и фазовый
состав вновь созданной поверхности, в результате получают изделия с требуемыми
эксплуатационными характеристиками, например высокой коррозионной стойкостью,
жаростойкостью, износостойкостью и многими другими показателями.
Изменение физико-химических свойств исходных поверхностей изделий может
быть осуществлено созданием как внутренних, так и внешних покрытий. Возможны и
комбинированные варианты (рис. 1).
покрытие химический вакуумный плакирование
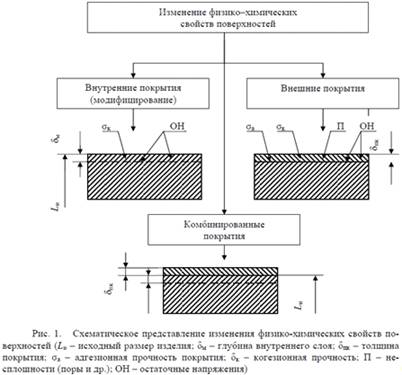
При нанесении внутренних покрытий сохраняются неизменными размеры изделий
(Lи = const). Некоторые методы обеспечивают и постоянство массы
изделия, в других методах - приращение массы ничтожно мало и им можно
пренебречь. Как правило, отсутствует четкая граница модифицированного поверхностного
слоя (δм ≠ const). При
нанесении внешних покрытий размер изделия увеличивается (Lи ≠const)
на толщину покрытия (δпк). Возрастает и масса изделия. На практике встречаются и комбинированные покрытия. Например,
при нанесении теплозащитных покрытий, отличающихся повышенным количеством
несплошностей во внешнем слое, жаростойкость обеспечивается за счет внутреннего
беспористого покрытия.
1.2
Внутренние покрытия
Внутренние покрытия создаются различными способами воздействия на
поверхность исходного материала (модифицирование исходных поверхностей). На
практике широко используются следующие методы воздействия: механические,
термические, термодиффузионные и высокоэнергетические с проникающими потоками
частиц и излучений.
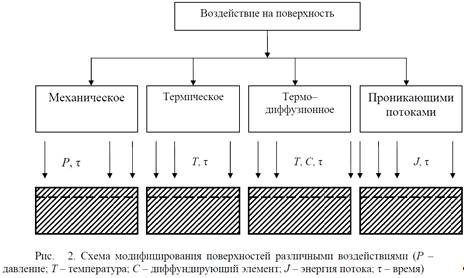
Встречаются и комбинированные методы воздействия, например
термомеханические и др. В поверхностном слое происходят процессы, приводящие к
структурному изменению исходного материала на глубину от нанометрового
диапазона до десятых долей миллиметра и более.
В зависимости от метода воздействия протекают следующие процессы:
изменение зеренного строения материала;
- искажение кристаллической решетки, изменение ее параметров и типа;
разрушение кристаллической решетки (аморфизация);
изменение химического состава и синтезирование новых фаз.
Механизм и кинетика формирования приведены на рис. 3. Внешние покрытия
часто выполняют роль конструкционного элемента, например покрытия - пленки при
производстве интегральных схем. К настоящему времени разработано большое
количество методов нанесения покрытий различного назначения из многих
неорганических материалов.
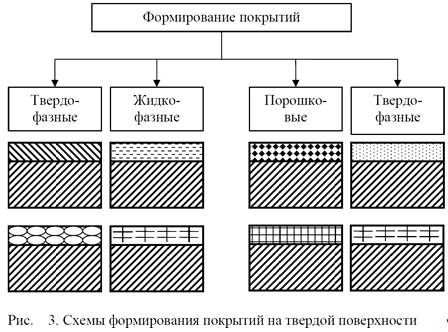
Для анализа физико-химических процессов, связанных с нанесением покрытий,
их целесообразно систематизировать по условиям формирования представляется
возможным выделить следующие группы покрытий, формирующихся на твердой
поверхности: твердофазные, жидкофазные, порошковые и атомарные.
1.4
Подготовка поверхности при нанесении покрытий
Подготовка поверхности определяет основной показатель качества -
прочность сцепления покрытия с основным материалом изделия, или адгезионную
прочность. Некоторое исключение составляют покрытия, формирующиеся на
расплавленной поверхности, например при наплавке покрытий концентрированными
источниками теплоты. Однако и в этом случае загрязненные поверхности
отрицательно влияют на свойства материала покрытия. Наблюдается его
охрупчивание, возрастает склонность к образованию дефектов: трещин, пористости
и др. В связи с этим подготовка поверхности представляет ключевую операцию в
технологическом процессе нанесения любых покрытий.
При подготовке поверхности должны быть решены две важнейшие задачи:
) удаление с поверхности адсорбированных веществ - загрязнений;
) активирование поверхности.
Удаление загрязнений и активация поверхности могут осуществляться как в
едином технологическом процессе, так и раздельно. Принципиально любое удаление
физически или химически адсорбированных веществ с поверхности уже активирует
эту поверхность.
Восстанавливаются оборванные связи поверхностных атомов, их асимметрия и,
соответственно, повышается уровень поверхностной энергии. Наибольший эффект при
подготовке поверхности достигается, когда наряду с удалением загрязнений
происходит максимально высокая ее активация. В реальных технологических
процессах такая подготовка поверхности не всегда возможна. Обычно используют
двух или трехстадийную раздельную подготовку. Конечная стадия в основном
направлена на активацию поверхности до ее максимальных значений.
В практике нанесения покрытий нашли применение следующие основные методы
подготовки поверхности изделий: мойка холодной или горячей водой;
обезжиривание; травление; механическое воздействие; термическое и
химико-термическое воздействие; электрофизическое воздействие; воздействие
световыми потоками; обезвоживание.
2. Химические
и электрохимические методы нанесения покрытий
Получение покрытий из растворов химические и электрохимическими методами
является классическим примером процессов, позволяющих проследить в
относительно, чистом формирование наносимых слоев путем последовательного
присоединения атомов к поверхности покрываемого изделия при ее взаимодействии с
ионно-реакционной средой.
Существуют стандартные определения способов получения покрытий,
осуществляемых из водных растворов - электролитов (ГОСТ 9.008-82).
Химический способ получения покрытий - это получение металлического или
неметаллического неорганического покрытия в растворе солей без электрического
тока от внешнего источника. Примерами получения покрытий химическим способом
являются: для металлических покрытий, полученных восстановлением -
никелирование" меднение, серебрение и др.; для неметаллических покрытий,
полученных окислением - оксидирование, фосфатирование. хроматирование и др.
Последние применяют также для дополнительной обработки покрытия.
Электрохимический способ получения покрытия - это получение
металлического или неметаллического неорганического покрытия в электролите под
действием электрического тока от внешнего источника.
Катодное восстановление металла - это электрохимический способ получения
металлического покрытия на металле, являющемся катодом.
Анодное окисление - это электрохимический способ получения
неметаллического неорганического покрытия на металле, являющемся анодом.
Контактный Способ получения покрытия - это получение покрытия из раствора
солей наносимого металла погружением покрываемого, металла, находящегося в
контакте с более электроотрицательным металлом.
2.1
Классификация химических и электрохимических покрытий
Химические и электрохимические покрытия можно классифицировать исходя из
следующих основных принципов:
. По способу получения (химическое, электрохимическое, гальваническое,
катодное, анодно-окисное и контактное);
. По виду наносимого материала (металлическое, неметаллическое и
композиционное);
. По предъявляемым к покрытию требованиям (защитное,
защитно-декоративное, декоративное, специальное);
. По отношению к внешней химически активной среде (катодное, анодное,
нейтральное);
. По конструкции покрытия (однослойное, многослойное).
2.2 Сущность
метода химического нанесения покрытий
Покрытия, полученные химическим способом, отличаются меньшей пори
стостью, чем нанесенные гальваническим способом при одинаковой толщине, и
высокой равномерностью.
Химическое осаждение металлов представляет собой процесс восстановления,
протекающий по уравнению:
Меz+ + Ze→М
где Меz+ - ионы металла, находящиеся в растворе; z -
валентность металла; Ze -количество электронов; Ме - металл покрытия.
Находящиеся в растворе ионы металла (Меz+ ) соединяются (в
зависимости от валентности) с соответствующим количеством электронов (Ze) и превращаются в металл (Me).
В случае химического осаждения необходимые электроны образуются в
результате химического процесса, происходящего в растворе, применяемом для
получения покрытия. При гальваническом осаждении необходимые для восстановления
ионов металла электроны поставляются внешним источником тока. В зависимости от химического процесса, происходящего при
осаждении покрытия, различают следующие методы.
Контактный метод (погружения), при котором покрываемый металл погружается
в раствор, содержащий соль более электроположительного металла, и покрытие в
этом случае осаждается за счет разности потенциалов, возникающей между
покрываемым металлом и ионами, находящимися в растворе. Контактно-химический метод (внутреннего электролиза), при
котором осаждение производится за счет разности потенциалов, возникающей при
контактировании покрываемого металла с более электроотрицательным металлом в
процессе погружения в раствор соли металла, которым осуществляют покрытие. Метод химического восстановления, при котором покрываемый
металл погружают в раствор, содержащий соль осаждаемого металла, буферирующие и
комплексообразующие добавки и восстановитель, при этом ионы осаждаемого металла
восстанавливаются в результате взаимодействия с восстановителем и осаждаются на
покрываемом металле, причем данная реакция протекает лишь на металлической
поверхности, являющейся каталитической для данного процесса.
2.3 Нанесение
покрытий на изделие
Применяемое на отечественных или зарубежных предприятиях технологическое
оборудование для осаждения покрытий химическим восстановлением конструируют,
исходя из конкретных производственных задач: крупные детали завешивают в ванны
при помощи специальных приспособлений, мелкие покрывают насыпью в барабанах,
трубы (прямые или змеевики) - на установках, обеспечивающих возможность
прикачки раствора через внутренние полости, и т. д. Зачастую установки для
химического нанесения располагают в гальванических цехах, что дает возможность использовать
имеющееся там оборудование для обезжиривания, изоляции, травления, промывки,
сушки и термообработки деталей.
Упрощенная схема аппарата для нанесения химических покрытий представлена
на рис. 4.
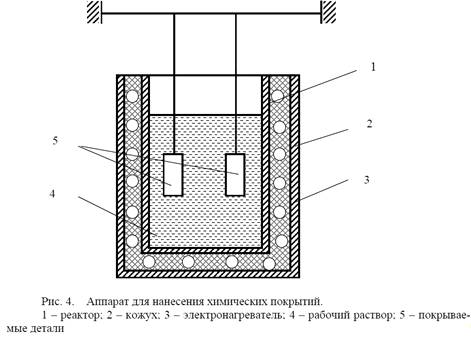
Химическое нанесение покрытий осуществляют в непроточных или проточных
растворах. В одних случаях раствор после обработки в нем 1 - 2 партий деталей
выливают и заменяют свежим; в других раствор фильтруют, корректируют и
используют многократно. Установка для одноразового покрытия деталей в
непроточном растворе имеет обычно сварную железную или фарфоровую ванну,
которую вставляют в емкость большего размера - термостат. Пространство между
стенками обеих ванн заполняют водой или маслом, которые нагревают
электронагревательными приборами или острым паром. Снаружи термостат имеет
теплоизоляционный слой (например, из листового асбеста, на который надевают
кожух). В ванну помещают контактный термометр с терморегулятором,
обеспечивающим поддержание требуемой температуры рабочего раствора.
3. Вакуумное
конденсационное нанесения покрытий
В методах и технологических особенностях вакуумного конденсационного
нанесения покрытий (ВКНП) встречается много общего, в связи с этим
целесообразно рассмотреть обобщенную схему процесса. Обобщенная схема процесса
вакуумного конденсационного нанесения покрытий представлена на рис. 5.
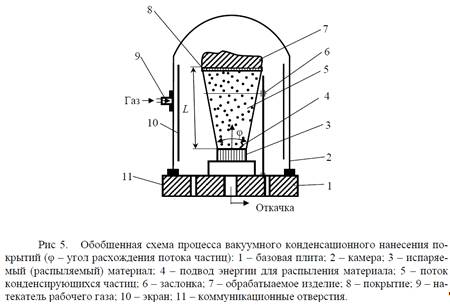
Известно, что покрытия при вакуумном конденсационном нанесении
формируются из потока частиц, находящихся в атомарном, молекулярном или
ионизированном состоянии. В покрытия переходят нейтральные и возбужденные
частицы (атомы, молекулы, кластеры) с нормальной и высокой энергией и ионы с
широким диапазоном энергий. Поток частиц получают испарением или распылением
материала посредством воздействия на него разными энергетическим источниками.
Потоки частиц наносимого материала получают методом термического испарения,
взрывного испарения - распыления и ионным распылением твердого материала.
Процесс нанесения проводят в жестких герметичных камерах при давлении 13,3 -
13,3 10-3 Па благодаря чему обеспечивают
необходимую длину свободного пробега частиц и защиту процесса от взаимодействия
с атмосферными газами. Перенос частиц в направлении к поверхности конденсации
осуществляется в результате разности парциальных давлений паровой фазы.
Наиболее высокое давления пара (13,3Па и более) вблизи поверхности распыления
(испарения) обуславливает перемещение частиц в направлении поверхности изделия,
где давление паров минимально. Другие силы переноса действуют в потоке частиц в
ионизированном состоянии; ионизированные частицы обладают большей энергией, что
облегчает формирование покрытий.
10-3 Па благодаря чему обеспечивают
необходимую длину свободного пробега частиц и защиту процесса от взаимодействия
с атмосферными газами. Перенос частиц в направлении к поверхности конденсации
осуществляется в результате разности парциальных давлений паровой фазы.
Наиболее высокое давления пара (13,3Па и более) вблизи поверхности распыления
(испарения) обуславливает перемещение частиц в направлении поверхности изделия,
где давление паров минимально. Другие силы переноса действуют в потоке частиц в
ионизированном состоянии; ионизированные частицы обладают большей энергией, что
облегчает формирование покрытий.
Методы вакуумного конденсационного нанесения классифицируют по различным
признакам:
. По способам получения потока пара из материала покрытия и формирования
частиц: термическим испарением материала из твердого или расплавленного
состояния, взрывным (интенсифицированным) испарением - распылением; ионным
распылением твердого материала;
. По энергетическому состоянию частиц: нанесение нейтральными частицами
(атомами, молекулами) с различным энергетическим состоянием; ионизированными
частицами, ионизированными ускоренными частицами (в реальных условиях в потоке
присутствуют различные частицы);
. По взаимодействию частиц с остаточными газами камеры: нанесение в
инертной разреженной среде или высоком вакууме (13,3 МПа); и в активной
разреженной среде (133 - 13,3 Па).
Введение в камеру активных газов позволяет перейти к способу вакуумного
реакционного нанесения покрытий. Частицы в потоке или на поверхности
конденсации вступают в химическое взаимодействие с активными газами
(кислородом, азотом, оксидом углерода и др.) и образуют соответствующие
соединения: оксиды, нитриды, карбиды и др.
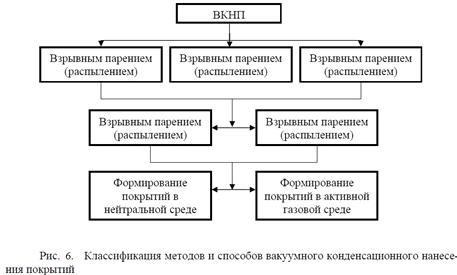
Классификация вакуумного конденсационного нанесения покрытий показана на
рис. 6. Выбор метода и его разновидностей (способов) определяется требованиями,
предъявляемыми к покрытиям с учетом экономической эффективности,
производительности, простоты управления, автоматизации и др. Наиболее
перспективны способы вакуумного конденсационного нанесения с ионизацией потока
напыляемых частиц (стимулирование плазмой); часто эти способы называют
ионно-плазменными.
К изделиям, полученным вакуумными конденсационными методами, предъявляют
следующие основные требования:
. Соответствие размеров требованиям, предъявляемым современной
промышленностью;
. Невысокое давление насыщенных паров материала изделия при температуре
процесса;
. Возможность нагрева поверхности для повышения адгезионной прочности
покрытий.
Вакуумное конденсационное нанесение покрытий широко применяют в различных
областях техники. Вакуумным реакционным процессом создаются износостойкие
покрытия на изделия различного назначения: парах трения, прессовом и режущем
инструменте и др.
Вакуумное конденсационное нанесение позволяет получать покрытия с
высокими физико-механическими свойствами; из синтезираованных соединений
(карбидов, нитридов, оксидов и др); тонкие и равномерные; с использованием
широкого класса неорганических материалов.
Технологические процессы, связанные с вакуумным конденсационным
нанесением, не загрязняют окружающую среду и не нарушают экологию. В этом
отношении они выгодно отличаются от химических и электрохимических методов
нанесения тонких покрытий.
К недостаткам метода вакуумного конденсационного нанесения следует
отнести невысокую производительность процесса (скорость конденсации около 1
мкм/мин), повышенную сложность технологии и оборудования, низкие показатели
энергетических коэффициентов распыления, испарения и конденсации.
Процесс вакуумного конденсационного нанесения покрытий целесообразно
рассматривать состоящим из трех стадий:
. Переход конденсированной фазы (твердой или жидкой) в газообразную
(пар);
. Формирование потока и перенос частиц на поверхность конденсации;
. Конденсация паров на поверхности изделия - формирование покрытия.
Для получения качественных покрытий необходимо гибкое управление
процессами посредством создания оптимальных условий их протекания.
4. Нанесение
покрытий наплавкой концентрированными источниками тепла
Нанесение покрытий наплавкой концентрированными источниками теплоты
производится в виде отдельных проходов, каждый из которых формирует валик из
расплавленного материала шириной b. Перекрытие валиков Δb
обычно составляет (1/4 -
1/3)3. Материал покрытий состоит из расплавленного основного материала и
присадочного, который подается в ванночку. Если основной материал не
расплавляется, то наплавленный валик формируется только из присадочного
материала, в этом случае доля основного материала в формировании наплавленного
покрытия равна нулю. Наибольшее распространение получили способы наплавки
концентрированными источниками теплоты с небольшим расплавлением основного
материала высотой hn. Высота валика наплавленного слоя hн
обычно составляет 2 - 5 мм. При перекрытии валиков образуются продольные
канавки (неровности) глубиной 1 - 2 мм.
Зная химический состав основного и присадочного материала и доли их
участия в формировании материала покрытия, можно определить химический состав
наплавленного слоя.
Под действием концентрированного источника теплоты основной материал
локально нагревается, особенно при его расплавлении. Тепловой поток отводится в
основной материал, образуя в нем зону термического влияния (ЗТВ). В
высокотемпературной области ЗТВ, как правило, наблюдается рост зерна,
образуется закаленная структура, горячие и холодные трещины. В практике
наплавки стремятся к минимальной протяженности ЗТВ.
Под влиянием источника теплоты происходит вытеснение расплавленного
металла из ванночки отдельными порциями, которые в процессе кристаллизации и
образуют валик наплавленного материала. Процесс кристаллизации идет на базе
оплавленных зерен основного материала, главная ось кристаллитов ориентирована в
соответствии с направлением отвода теплоты в основной материал. При
кристаллизации возможно образование дефектов: горячих и холодных трещин,
пористости, шлаковых включений и др. Природа формирования покрытия из отдельных
наплавленных валиков (проходов) с перекрытием не позволяет получать тонкие и
равномерные по толщине наплавки. Минимальная толщина покрытия 1 - 2 мм может
быть достигнута только при использовании прецизионных технологий. Для наплавки
покрытий в основном применяют металлические материалы, иногда в расплавленный
металл вводят различные тугоплавкие неметаллические соединения.
4.1
Классификация наплавленных покрытий
Классификация наплавленных покрытий осуществляется по различным
признакам. Наиболее целесообразно классифицировать по:
концентрированным источникам теплоты;
характеру защиты расплавленного металла;
степени механизации.
По источникам теплоты наплавку покрытий подразделяют на:
дуговую;
газопламенную;
плазменную;
светолучевую;
индукционную;
электрошлаковую.
По характеру защиты расплавленного металла различают: наплавку с
шлаковой, газовой и газошлаковой защитой. По степени механизации поменяют
ручную и механизированную наплавку с элементами автоматизации.
4.2 Области
применения наплавки
Наплавку концентрированными источниками теплоты применяют для
восстановления изношенных поверхностей, покрытия при этом, как правило, дают
высокий экономический эффект. Однако наплавка может быть использована и при
создании исходных поверхностей новых изделий с широким диапазоном
физико-химических свойств, например при создании выхлопных клапанов в
двигателях внутреннего сгорания, при производстве бурового инструмента и др.
Особенно целесообразно применять наплавку для создания износостойких
поверхностей в парах трения, причем минимальный износ может быть достигнут
благодаря как повышению твердости в наплавленном слое, так снижению
коэффициента трения. Известен большой экономический эффект при создании
режущего инструмента. Быстрорежущую сталь в наплавленном покрытии получали аргонодуговой
наплавкой с подачей присадочной проволоки из вольфрамомолибденовых сплавов с
повышенными содержанием углерода (0,7 - 0,85 маc. %). Для наплавки тяжело
нагруженных штампов при горячей штамповке использовали покрытые электроды,
например ЦИ-1М (тип ЭН - 80В18Х4Ф - 60, тип F). Широко применяется наплавка
износостойких покрытий при производстве землеройной техники. В целом методы
наплавки высокоэффективны, к их недостаткам можно отнести:
большую толщину наплавляемого слоя (за некоторым исключением);
наличие протяженной зоны термического влияния в основном материале;
высокую шероховатость поверхности, что требует последующей механической
обработки;
ограниченный круг наплавляемых материалов, в основном металлических.
5. Нанесение
покрытий плакированием
Плакирование включает в себя широкий круг методов нанесения покрытий. К
ним относятся:
. Взрывной ударный;
. Магнитный ударный;
. Горячее изостатическое прессование, или плакирование;
. Получение механической связи экструзией.
При подобной классификации методы плакирования и методы с образованием
диффузионной связи несколько перекрываются. Методы плакирования
классифицируются по скорости образования связи между покрытием и подложкой:
1. Очень быстрые процессы (плакирование взрывом, ударное
электромагнитное);
. Умеренно быстрые процессы (прокатка, экструзия);
. Медленные процессы (диффузионная сварка, горячее изостатическое прессование).
Чаще плакирование используется для покрытия железных сплавов сплавами на
основе никеля. Менее распространено плакирование стали кобальтом в основном
из-за больших затрат.
Среди методов плакирования наиболее широко, по-видимому, применяются
методы прокатки и экструзии. Получение покрытий с помощью взрыва было открыто
случайно в 1957 г. Горячее изостатическое прессование и получение покрытий с
помощью электромагнитного удара - относительно новые методы. Покрытия с
диффузионной связью были разработаны в начале XX века с целью нанесения на
железо покрытий из сплавов никеля и других жаропрочных сплавов для специального
применения.
6.
Газотермические методы нанесения покрытий
Положив в основу разделения тип источника теплоты, на практике получили
применение следующие методы напыления: плазменное, газопламенное,
детонационно-газовое, дуговая и высокочастотная металлизация.
Первые газотермические покрытия были получены в начале XX в. М. У.
Шоопом, который распылил расплавленный металл струей газа и, направив этот
поток на образец-основу, получил на ней слой покрытия. По имени автора этот
процесс называли шоопированием, и он был запатентован в Германии, Швейцарии,
Франции и Англии. Конструкция первого газопламенного проволочного металлизатора
Шоопа относится к 1912 г., а первого электродугового проволочного металлизатора
- к 1918 г.
В отечественной промышленности газопламенную металлизацию стали применять
с конца 20-х годов. В конце 30-х годов она была успешно заменена электродуговой
металлизацией. Аппаратуру для электродуговой металлизации создали Н. В. Катц и
Е. М. Линник.
Газотермическое напыление покрытий в мировой практике начало активно
развиваться в конце 50-х годов. Этому способствовало создание надежной техники
генерирования низкотемпературной плазмы; детонационно газовых взрывных
устройств, совершенствование дуговых разрядных процессов.
В разработку теории, технологии и оборудования газотермического напыления
включились многие научные коллективы Академии наук СССР, технических высших
учебных заведений, отраслевых институтов и производственных предприятий.
Аналогичными темпами развивались работы в основных ведущих зарубежных странах.
6.1
Классификации методов
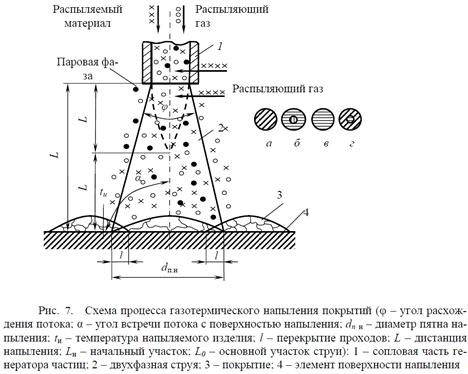
В методах и технологии газотермического напыления много общего. Схема
процесса газотермического напыления показана на рис. 7.
Распыляемый материал в виде порошка, проволоки (шнуров) или стержней
подается в зону нагрева. Различают радиальную и осевую подачу материала.
Нагретые частицы распыляют газом, основное назначение которого - ускорение
напыляемых частиц в осевом направлении, но наряду с этим он может выполнять и
другие функции. При подаче в зону нагрева проволоки или стержней распыляющий
газ диспергирует расплавленный материал, в ряде методов напыления он выполняет
и функцию нагрева.
Нагрев частиц, их распыление и ускорение газовым потоком предопределили
название процесса - газотермическое напыление. Частицы, поступающие на
поверхность формирования покрытия, должны обеспечивать образование прочных
межатомных связей в процессе контактирования, для чего необходим их нагрев и
соответствующая скорость. Известно, что температура частиц обусловливает
термическую активацию в области контакта; скорость частиц при ударе о
поверхность создает условия для механической активации поверхностного контакта.
Необходимо учитывать, что при высоких скоростях частиц в момент их
контактирования часть кинетической энергии преобразуется в тепловую, что также
способствует развитию термической активации.
Разработанные методы газотермического напыления позволяют в достаточных
пределах регулировать температуры и скорости частиц, поступающих на поверхность
формирования покрытия.
Методы газотермического напыления классифицируют:
по видам энергии;
по видам источника теплоты;
по видам распыляемого материала;
по видам защиты;
по степени механизации и автоматизации;
по периодичности потока частиц.
По виду энергии различают методы с использованием электрической энергии
(газоэлектрические методы) и методы, в которых тепловая энергия образуется за
счет сгорания горючих газов (газопламенные методы). Для нагрева распыляемого
материала используют следующие виды источника теплоты: дугу, плазму,
высокочастотные разряды и газовое пламя. Соответственно этому методы напыления
называют: электродуговая металлизация, плазменное напыление, высокочастотная
металлизация, газопламенное напыление, детонационно-газовое напыление. Первые три
метода относятся к газоэлектрическим, последние - к газопламенным.
По виду распыляемого материала применяют порошковые, проволочные
(стержневые) и комбинированные способы напыления. При комбинированных способах
используется порошковая проволока. Известны следующие методы напыления по виду
защиты: без защиты процесса, с местной защитой и с общей защитой в герметичных
камерах. При общей защите различают ведение процесса при нормальном
(атмосферном) давлении, повышенном и при разрежении (в низком вакууме).
Степень механизации и автоматизации процесса. При ручных способах
напыления механизирована только подача распыляемого материала. В
механизированных способах предусмотрено также перемещение распылителя
относительно напыляемого изделия. Часто используют движение напыляемых изделий
относительно неподвижного распылителя. Уровень автоматизации процессов
напыления зависит от конструкции установки, в простейших вариантах
автоматизация отсутствует, а в сложных комплексах возможна полная автоматизация
процесса.
Периодичность потока. Большинство методов напыления осуществляется
непрерывным потоком частиц. Для некоторых методов возможно только циклическое
ведение процесса. Покрытие формируется в импульсном режиме напыления,
чередуемого с паузами. Газотермические методы напыления широко используются для
нанесения покрытий различного назначения. К основным достоинствам методов
газотермического напыления относят высокую производительность процесса при
удовлетворительном качестве покрытий.
7. Плазменное
напыление покрытий
Плазменная струя широко используется в качестве источника нагрева,
распыления и ускорения частиц при напылении покрытий. Благодаря высокой
скорости истечения и температуре, плазменная струя позволяет напылять
практически любые материалы. Плазменную струю получают различными способами:
дуговым прогревом газа; высокочастотным индукционным нагревом, электрическим
взрывом, лазерным нагревом и др.
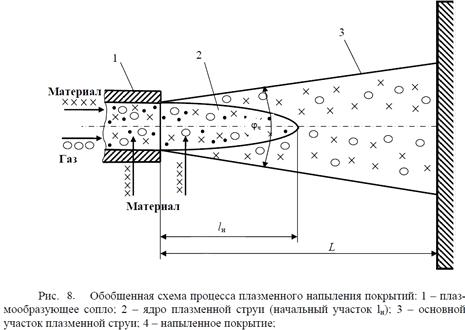
Обобщенная схема процесса плазменного напыления покрытий приведена на
рис. 8. При плазменном напылении возможна как радиальная, так и осевая подача
распыляемого материала в виде порошка или проволоки (стержней). Используются
различные виды плазменных струй: турбулентные, ламинарные, дозвуковые и
сверхзвуковые, закрученные и незакрученные, осесимметричные и плоскосимметричные,
непрерывные и импульсные и др.
Ламинарные струи обеспечивают значительно большие значения длины
истекающего потока (lн, lс), благодаря чему возрастает
время нагрева напыляемых частиц, и характеризуются более высокими значениями
отношения подводимой энергии к расходу плазмообразующего газа. Ламинарные струи
следует относить к высокоэнтальпийным. Кроме того, для них характерна большая
скорость истечения и меньший уровень шума (до 40 - 30 дБ). В настоящее время
еще не найдены решения, позволяющие широко использовать ламинарные струи для
напыления. Трудности связаны главным образом с подачей порошка. Теория и
практика нанесения покрытий ламинарными струями разработана А. В. Петровым.
Достаточно перспективны для напыления и сверхзвуковые плазменные струи.
Высокие скорости напыляемых частиц (800 - 1000 м/с и более) позволяют
формировать покрытия преимущественно без их расплавления
Современный уровень плазменного напыления в основном базируется на
использовании дозвуковых и сверхзвуковых, турбулентных, осесимметричных,
плазменных струй с широким диапазоном теплофизических свойств. На нагрев
плазмообразующего газа расходуется около половины мощности, подводимой к
распылителю. Обычно тепловой КПД распылителя составляет 0,4-0,75. Следует также
отметить слабое использование плазменной струи как источника теплоты на нагрев
порошковых частиц. Эффективный КПД нагрева порошковых частиц плазмой ηп находится в пределах 0,01 - 0,15. При распылении
проволоки эффективный КПД существенно выше и достигает 0,2 -0,3.
К наиболее важным теплофизическим характеристикам плазменных струй,
определяющих оптимальные условия нагрева, распыления и ускорения напыляемых
частиц, относится удельная энтальпия, температура и скорость в различных сечениях
по оси потока. Гибкое управление теплофизическими параметрами струи определяет
технологичность процесса и его возможности.
По степени защиты процесса различают плазменное напыление: без защиты, с
местной защитой и общей защитой.
7.1
Преимущества и недостатки метода плазменного напыления
Основные достоинства метода плазменного напыления:
высокая производительность процесса от 2 - 8 кг/ч для плазмотронов
мощностью 20 - 60 кВт до 50 - 80 кг/ч при более мощных распылителях (150 - 200
кВт);
универсальность по распыляемому материалу (проволока, порошок с различной
температурой плавления;
большое количество параметров, обеспечивающих гибкое регулирование
процесса напыления;
регулирование в широких пределах качества напыленных покрытий, в том
числе получение особо качественных при ведения процесса с общей защитой;
высокие значения КИМ (при напылении проволочных материалов 0,7 - 0,85,
порошковых - 0,2 - 0,8);
возможность комплексной механизации и автоматизации процесса;
широкая доступность метода, достаточная экономичность и невысокая
стоимость простейшего оборудования.
К недостаткам метода следует отнести:
невысокие значения коэффициента использования энергии (при проволочном
напылении ηк
= 0,02 - 0,18; порошковом - ηи = 0,001 - 0,02);
наличие пористости и других видов несплошностей (2 - 15%);
сравнительно невысокая адгезионная и когезионная прочность покрытия
(максимальные значения составляют 80 - 100 МПа);
высокий уровень шума при открытом ведении процесса (60 - 120 дБ).
По мере совершенствования метода плазменного напыления количество
недостатков снижается. Перспективны, например, разработки напыления со
сверхзвуковым истечением плазменной струи, позволяющие формировать покрытия
преимущественно из частиц без расплавления, находящихся в вязкопластическом
состоянии. По сравнению с радиальной наиболее эффективна осевая подача
распыляемого материала в дуговых плазменных распылителях.
Значительный интерес представляет плазменное напыление с использованием
двухдуговых или трехфазных плазмотронов. Большие преимущества сулит применение
ВЧ - плазмотронов. В этих случаях получают плазму, не загрязненную материалами
электродов, упрощается осевая подача распыляемого материала.
8.
Газопламенное напыление покрытий
Газовое пламя получают посредством сгорания горючих газов в кислороде или
воздухе. В специальных горелках-распылителях по периферии сопла подается
горючая смесь, центральная часть предназначена для подачи в сформированную
газопламенную струю распыляемого материала. Вблизи среза сопла газовое пламя
представляет собой конус, по мере удаления от среза газовое пламя образует
сплошной поток высокотемпературного газа. Различают ламинарные (Re
< Rекp) и турбулентные струи (Re > Rекр
). Переход режима горения и истечения струи от ламинарного к турбулентному
зависит от природы горючего газа и определяется числами Рейнольдса (Re =2200 -
10000).
Газопламенные струи как источник нагрева, распыления и ускорения при
напылении покрытий подобны плазменным струям. Однако температура, энтальпия и
скорость газопламенной струи значительно ниже. Напыляемые частицы
взаимодействуют с газовой фазой сложного состава, состоящей из горючих газов,
продуктов их сгорания и диссоциации, кислорода и азота.
Окислительно-восстановительный потенциал на начальном участке струи легко
регулируется изменением соотношения между горючим газом и кислородом. Условно
можно выделить три режима образования пламени: нейтральное, окислительное и
восстановительное.
В качестве горючих газов для напыления покрытий применяют: ацетилен (С2Н2),
метан (СН4), пропан (С3Н8), бутан (С4Н10), водород (Н2) и др.
Иногда используются смеси, например пропан-бутан и др.
Газопламенное напыление производят в открытой атмосфере. В факел газового
пламени попадает воздух, в связи, с чем количество кислорода больше, чем
требуется для полного окисления элементов горючего газа по приведенным
реакциям. Для уравновешивания составов снижают количество кислорода в смеси
горючий газ - кислород.
Наиболее высокая температура пламени достигается при использовании
ацетилено-кислородных смесей. Однако теплота сгорания выше у пропана и бутана.
Поэтому для напыления чаще всего применяют стандартный технический ацетилен или
пропан-бутановую смесь. При образовании газоплазменных струй тепловой КПД
распылителя достаточно высокий (ηт.р. = 0,8 - 0,9).В этом случае большая
часть подведенной энергии расходуется на нагрев газа. Однако эффективный КПД
нагрева порошковых частиц (ηи) состав всего лишь 0,01 - 0,15.
.1 Способы
газопламенного напыления
Обобщенная схема процесса газопламенного напыления показана на рис. 9.
Горючий газ и кислород (реже воздух) попадает в смесительную камеру 3,
горючая смесь далее поступает в сопловое устройство 7, на выходе из него смесь
поджигается и образует факел пламени 2. Для обжатия газового пламени применяют
дополнительное сопло 4, в которое подается сжатый газ, обычно воздух или азот.
Наружная спутная струя потока газа 5 удлиняет высокотемпературную газовую
струю, повышает ее температуру, энтальпию и скорость, кроме того, газ может
быть использован для охлаждения теплонапряженных элементов распылителя.
Распыляемый материал в виде порошка или проволоки (стержней) подают по
оси газопламенной струи вовнутрь факела, что способствует более интенсивному
нагреву и распылению материала.
Методы газопламенного напыления классифицируют по следующим признакам:
. Вид распыляемого материала. Различают газопламенное напыление
порошковыми и проволочными (стержневыми) материалами.
. Тип горючего газа. Известны способы напыления с использованием
ацетилена или газов, заменителей ацетилена (пропана, бутана, их смесей и др.).
. Степень механизации. Применяют ручное напыление и механизированное
(машинное). При ручных способах механизирована только подача распыляемого
материала. В полностью механизированных способах предусмотрено перемещение
напыляемого изделия относительно распылителя или наоборот и введены элементы
автоматизации.
.2 Установки
для газопламенного напыления
В нашей стране выпускается ряд установок для газопламенного напыления
проволочными и порошковыми материалами. В качестве энергетических газов
используется ацетилен и пропан-бутановая смесь. Подача к распылителю ацетилена
(или заменителя), кислорода, а в ряде случаев и дополнительного газа (воздуха)
для распыления производится от узла газопитания. Узел газопитания не входит в
комплект выпускаемого аппарата. Его монтируют непосредственно на рабочем
участке. Аппараты для газопламенного напыления обычно комплектуются
распылителем (пистолетом), механизмом подачи проволоки или порошка и пультом
управления. Часто механизм подачи проволоки располагается в одном корпусе с
распылителем, на котором закрепляется порошковый питатель.
Заключение
Современное производство с учетом современных достижений науки и техники
требует создания мощной базы для реализации новых методов нанесения покрытий из
различных групп неорганических материалов. Требуются покрытия с широким
спектром физико-химических свойств: для защиты в различных средах;
износостойких; оптических; теплозащитных и многих других. Также требуются значительные
усилия, направленные на совершенствование существующих и давно используемых
методов нанесения покрытий.
Для решения данных задач требуется применение комплексного подхода
связанного не только с решением конкретных научно-технических аспектов создания
новых технологий в области покрытий, но и все более важной становится задача
оптимизации и скоординированного сохранения и распространения информации.
Список
использованной литературы
1. Грилихес, С.Я., Тихонов, К.И. Электролитические и
химические покрытия. Л.: Химия, 1990. -288 с.
. Ковенский, И.М., Поветкин, В.В. Методы исследования
электролитических покрытий. -М.: Наука, 1994. -234 с.
. Молчанов В.Ф. Комбинированные электролитические покрытия -
Киев: Техника, 1976. -176 с.
. Дасоян, М.А., Пальмская, И.Я., Сахарова, Е.В. Технология
электрохимических покрытий. -Л.: Машиностроение, 1989. -391 с.
. Эйчис, А.П. Покрытия и техническая эстетика. -Киев:
Техника, 1971. - 248 с.
. Биронт, В.С. Нанесение покрытий: учебное пособие для
студентов вузов. - Красноярск. ГАЦМиЗ, 1994. - 160 с.
. Бобров, Г.В. Нанесение неорганических покрытий (теория,
технология, оборудование): учебное пособие для студентов вузов. / Г.В.Бобров,
А.А. Ильин. - М.: Интермет Инжиниринг, 2004. - 624 с.
8. Лайнер, В.И. Защитные покрытия металлов / В.И. Лайнер, -
М.: Металлургия, 1974. - 560 с.
9.. Никандрова, Л.И. Химические способы получения
металлических покрытий./ Л.И. Никандрова. - Л.: Машиностроение, 1971. 101 с.
. Коррозия.: Справочное издание. / Под ред. Л.Л. Шрайера. - М.:
Металлургия. 1981. - 632 с.
. Химико-термическая обработка металлов и сплавов.:
Справочник /Под ред. Л.С.Ляховича. М.: Металлургия, 1981.-.424 с.
. Коломыцев, П.Т. Жаростойкие диффузионные покрытия / П.Т.
Коломыцев. - М.: Металлургия, 1979. - 272 с.
. Хокинг, М. Металлические и керамические покрытия / М.
Хокинг, В. Васантасри, П.Сидки. - М.: Мир, 2000. - 516 с.