Таблетки парацетамола
Введение
Мало кто из нас, подходя к домашней аптечке за
таблеткой, мазью или лекарственной настойкой, задумывается, каким образом эти
препараты вошли в наш обиход. Между тем, история развития лекарственных форм
насчитывает тысячелетия. Лекарственная форма - это придаваемое лекарственному
средству или сырью удобное для применения состояние.
В Древнем Риме в I веке н. э. появились
энциклопедические медицинские труды Авла Корнелия Цельса и Плиния Старшего,
содержащие сведения о приготовлении лекарств. Кстати, причиной, побудившей
Плиния взяться за составление своего труда, стало желание разоблачить
"обман врачей", которые нередко "продавали самые дешевые
лекарства за огромные деньги. Как видим, клятва Гиппократа нарушалась
недобросовестными врачами уже в Древнем Риме.
Первая аптека открылась в Багдаде в 754 году.
Работы среднеазиатских ученых сыграли важную роль в становлении фармакологии.
Бируни в "Минералогии" описал свойства и лечебное применение
различных минералов и металлов. "Канон врачебной науки" (1020г) Ибн
Сины стал самой знаменитой книгой в истории медицины. В пятой книге
"Канона" (Фармакопее) он описал кашки, терьяки, порошки, сиропы,
лепешечки, отвары, пилюли и другие сложные лекарственные средства.
В 1581 году в Москве была открыта
"царева" аптека, а в 1673-ем - первая в России аптека для населения.
В XVII веке в России были составлены рукописные "фармакопеи",
содержащие описание способов приготовления настоев, экстрактов, настоек,
медицинских масел, мазей, порошков и др. лекарственных препаратов. В аптеках
мелкие гирьки часто заменяли монетами или бобовыми и ячменными зернами.
Значительным достижением в технологии
лекарственных форм стало изобретение Уильямом Брокдоном в 1843 году таблеток. В
качестве основ для мазей начали использовать вазелин (1873) и ланолин (1875),
применявшийся еще в Древней Греции, но забытый в средние века. Метод
стерилизации паром в аппарате Коха (1885), труды голландского физиолога Д.
Хамбургера о внутрисосудистом применении гипо- и гипертонических растворов, и
использование 0,9% раствора натрия хлорида в качестве физиологического раствора
(1885) открыли новую эру в развитии технологии инъекционных растворов.
В 1839-м использовать желатиновые капсулы
предложил Мозес, и уже к 1841 году их производство было сравнительно неплохо
поставлено во Франции. В 1847 году в Германии желатиновые капсулы были
разработаны фармацевтом Симоненом, который готовил их с помощью восковых
формочек. Уже в 1853 году фармацевт Штейнбрехер для этой цели начал применять
металлические "шпильки". Капсула позволяет доставлять Фв организм
вещества, разрушающиеся при попытке "упаковать" их в другую
лекарственную форму. Например, для лечения кишечного дисбактериоза необходимы
натуральные бифидо- и лактобактерии, входящие в состав препаратов пробиотиков
(pro - за, bios - жизнь), восстанавливающих нормальную работу кишечника после
лечения антибиотиками, резкой смены рациона, питьевой воды и т. д. Именно форма
капсулы позволяет сохранить входящие в состав пробиотика полезные
микроорганизмы и доставить их к месту "работы" без потерь. Этому
способствует и особая технология обработки, называемая лиофилизацией:
высушивание в вакууме предварительно замороженного сырья, позволяющая сохранить
полезные свойства бактерий.
Первые растворимые таблетки появились в 1931
году. Незадолго до этого, в разгар эпидемии гриппа и простуд в январе 1928
года, глава американской фармацевтической компании Dr. Miles Laboratorie Эндрю
Бердслей, зайдя в редакцию местной газеты, с удивлением обнаружил, что весь
штат сотрудников на рабочих местах. Редактор газеты охотно поделился с ним
секретом изобретённого им эликсира из аспирина, соды и лимонного сока. Именно
эти компоненты вошли в состав растворимых таблеток, позиционируемых как
средство от простуды, гриппа, головной боли и желудочных недомоганий.
Популярности таблеток способствовал и обнаружившийся вскоре "побочный
эффект" - снятие дискомфорта после приема алкогольных напитков. Именно он
впоследствии стал основным доказанным действием препарата. За прошедшие 80 с
небольшим лет он стал международным символом борьбы с симптомами похмелья и
общеизвестным методом быстро прийти в себя утром после удавшейся вечеринки.
Сегодня известно множество лекарственных форм, и
список этот постоянно растет. Расширяется ассортимент препаратов в новых
лекарственных формах и упаковках: слойные таблетки и драже, разные капсулы,
специальные формы для детей (противокашлевые гранулы для приготовления сиропа),
мази в тубах, спреи и аэрозоли в баллонах, упаковки из полимерных и др.
материалов и т. д.
Целью данной работы является составление
регламента.
Регламент - настоящий руководящий документ,
устанавливает единые требования к содержанию, согласованию и утверждению
технологических регламентов производства фармацевтической продукции,
разрабатываемой и выпускаемой предприятиями организациями независимо от их
ведомственной подчиненности и формы собственности. В зависимости от стадии
разработки продукции, степени освоения ее технологии производства или целей
осуществляемых работ, технологические регламенты подразделяются на следующие
типы:
) лабораторные;
) опытно-промышленные;
) пусковые;
) промышленные;
) типовые промышленные.
Лабораторный регламент - это технологический
документ, которым завершаются научные исследования в лабораторных условиях при
разработке технологии производства нового вида продукции или нового
технологического метода производства серийно выпускаемой продукции.
По данному регламенту изготавливаются образцы
препарата для изучения их стабильности и разработки проектов временных
фармакопейных статей или проектов технических условий.
Лабораторный технологический регламент является
основой для разработки опытно-промышленного регламента и составления исходных
данных на проектирование опытно-промышленной установки,
контрольно-измерительного и испытательного оборудования .Лабораторный регламент
должен состоять из следующих частей: характеристика конечной продукции;
химическая схема производства; технологическая схема производства;
1. аппаратурная
схема производства и спецификация оборудования;
2. характеристика
сырья, материалов и полупродуктов;
3. изложение
технологического процесса;
4. материальный
баланс;
5. переработка
и обезвреживание некондиционной продукции;
6. контроль
производства и управление технологическим процессом;
7. охрана
труда и техника безопасности;
8. производственные
инструкции;
9. технико-экономические
нормативы;
10. охрана
окружающей среды;
11. информационные
материалы.
В данной работе будет составлен лабораторный
регламент на производство.
1. Таблетки. Понятие.
Классификация
Таблетки - твердая дозированная
лекарственная форма, представляющая собой спрессованные одно или несколько
лекарственных веществ. Самым существенным моментом в технологии таблеток
является прессование. Отсюда происходит другое название, предложенное вначале
для этой лекарственной формы, - Medicamenta compressa.
Первые сведения о возможности
прессования порошков относятся к середине XIX столетия. В нашей стране впервые
начал выпускать таблетки в 1895 г. Завод врачебных заготовлений в Петербурге,
ныне Ленинградское производственное объединение «Октябрь». Первым
исследованием, посвященным таблеткам, была диссертация проф. Л. Ф. Ильина
(1900).
В настоящее время таблетки
нашли широкое применение как лекарственная форма многих препаратов. Из общего
количества отпускаемых из аптек готовых лекарств заводского производства до 40%
приходится на долю таблеток.
Все большее распространение
получает приготовление таблеток взамен различных по составу сочетаний порошков,
микстур, растворов, пилюль.
Кроме того, таблетки
распространились как форма отпуска питательных средств (бульонные, суповые
таблетки), кондитерских изделий (шоколад), химических веществ (реактивы,
краски) и др.
Таблетки имеют вид плоских, и
двояковыпуклых круглых, овальных дисков или иной формы пластинок. Наиболее
удобны для изготовления, упаковки и применения таблетки в виде дисков, так как
они легко и плотно упаковываются. Штампы и матрицы для их изготовления проще и
дешевле. Иногда таблетки могут иметь цилиндрическую форму. Диаметр таблеток
колеблется от 3 до 25 мм. Таблетки с большим поперечником считаются брикетами.
Высота таблеток должна быть в пределах 30-40% их диаметра.
Одна таблетка обычно
предназначается на один прием. Таблетки диаметром более 9 мм имеют риску
(насечку), которая наносится на нее при прессовании штампом. По насечкам
таблетки легко разламываются и могут делиться с достаточной точностью на 2
приема.
В зависимости от назначения
лекарственных препаратов различают следующие группы таблеток.- таблетки,
применяемые перорально. Вещества всасываются слизистой оболочкой желудка или
кишечника. Таблетки принимают внутрь, запивая водой. Иногда их предварительно
растворяют в воде. Пероральные таблетки являются основной группой таблеток.-
таблетки, применяемые сублингвально. Вещества всасываются слизистой оболочкой
рта.- таблетки, применяемые для имплантации. Рассчитаны на замедленное
всасывание лекарственных веществ с целью пролонгирования лечебного эффекта.-
таблетки, приготовленные в асептических условиях, используемые для получения
инъекционных растворов лекарственных веществ.- таблетки, используемые для
приготовления из прессованных веществ растворов разного фармацевтического
назначения (полосканий, спринцеваний и др.).
· Таблетки
мите - таблетки с минимальной дозировкой и минимально выраженным действием
лекарственного вещества.
· Таблетки
семи - таблетки со средней дозировкой и средне выраженным действием
лекарственного вещества.
· Таблетки
форте - таблетки с высокой дозировкой и сильно выраженным действием
лекарственного вещества.
В зависимости от назначения и
способа применения таблетки разделяются на следующие виды:
Таблетки и флакон йода в
аптечке
· Таблетки
оромукозальные - таблетки для использования в полости рта, обычно непокрытые
таблетки, полученные по специальной технологии с целью высвобождения лекарственного
вещества или веществ в полости рта и обеспечения местного или общерезорбтивного
действия (таблетки защечные, сублингвальные и др.). Таблетки, обычно
непокрытые, в которых содержатся лекарственные вещества, предназначенные для
всасывания через слизистую рта. Указывается конкретный путь или способ
введения.
· Таблетки
буккальные (защечные) - таблетки, применяемые в полости рта для введения
лекарственного вещества через слизистую щеки.
· Таблетки для
рассасывания - таблетки для применения в полости рта, медленно растворяющиеся в
слюнной жидкости. Содержат вкусовые добавки.
· Таблетки
жевательные - таблетки для разжевывания перед глотанием, содержащие
лекарственные вещества, которые оказывают действие на слизистую рта или
желудочно-кишечного тракта. Обычно содержат вкусовые добавки.
· Таблетки,
диспергируемые в полости рта - быстрорастворимые таблетки, не требующие
рассасывания.
· Таблетки
вагинальные (суппозитории вагинальные прессованные) - таблетки для введения во
влагалище, получаемые прессованием гранулированного порошка, который
представляет собой переработанную жировую суппозиторную массу. Для лучшего
введения могут иметь тонкую жировую оболочку. Кроме вагинальных нашли
применение и прессованные уретральные и ректальные лекарственные формы.
· Таблетки
имплантируемые (таблетки депо, имплантат) - стерильные таблетки с
пролонгированным высвобождением, в виде очень маленького диска или цилиндра для
имплантации под кожу.
· Таблетки
шипучие - непокрытые таблетки, обычно содержащие кислотные вещества и карбонаты
или гидрокарбонаты, которые быстро реагируют в воде с выделением двуокиси
углерода; они предназначены для растворения или диспергирования лекарственного
средства в воде непосредственно перед приемом.
· Таблетки
гомеопатические - таблетки пероральные, получаемые прессованием тритураций
гомеопатических, масса которых в одной таблетке составляет, как правило, от 0,1
до 0,25 г.
· Таблетки для
капель - таблетки для приготовления капель.
· Таблетки для
пасты - таблетки для приготовления пасты.
· Таблетки для
раствора (таблетки растворимые) - таблетки для приготовления раствора.
Указывается конкретный путь введения. Таблетки для приготовления раствора
инъекционного должны быть стерильными.
· Таблетки
педиатрические - таблетки сладкого вкуса, применяемые в детской практике.
Таблетки для наружного
применения, содержащие ядовитые вещества, обязательно окрашиваются раствором
мегиленового синего, а содержащие ртути дихлорид - раствором эозина.
Таблетки, как и другие
лекарственные формы, имеют положительные и отрицательные стороны. К
положительным качествам таблеток и их производства относятся:
) полная механизация процесса
изготовления, обеспечивающая высокую производительность, чистоту и
гигиеничность таблеток;
) точность дозирования вводимых
в таблетки лекарственных веществ;
) портативность таблеток,
обеспечивающая удобство отпуска, хранение и транспортировку лекарств;
) сохранность (относительно
длительная) лекарственных веществ в спрессованном состоянии. Для недостаточно
устойчивых веществ возможно нанесение защитных оболочек;
} маскировка неприятных
органолептических свойств (вкус, запах, красящая способность). Достигается
наложением оболочек из сахара, какао, шоколада и др.;
) возможность сочетания
лекарственных веществ, несовместимых по их физико-химическим свойствам в других
лекарственных формах;
) локализация действия
лекарственного вещества; достигается путем нанесения оболочек специального
состава, растворимых преимущественно в кислой (желудок) или в щелочной
(кишечник) среде;
) пролонгирование действия лекарственных
веществ;
) регулирование
последовательного всасывания нескольких лекарственных веществ из таблетки в
определенные промежутки времени - создание многослойных таблеток;
) предупреждение ошибок при
отпуске и приеме лекарств, достигаемое выпрессовыванием на таблетке надписей.
Наряду с этим таблетки не
свободны и от некоторых (однако вполне устранимых) недостатков:
) при хранении таблетки могут
терять распадаемость и цементироваться или, наоборот, разрушаться;
) с таблетками в организм
вводятся вещества, не имеющие терапевтической ценности, а иногда вызывающие
некоторые побочные явления (например, тальк раздражает слизистую оболочку), но
имеется возможность ограничить их количество;
) отдельные лекарственные
препараты (например, натрия или калия бромид) образуют, в зоне растворения
высококонцентрированные растворы, которые могут вызывать сильное раздражение
слизистых оболочек. Недостаток этого устраним: такие таблетки перед приемом
размельчают и растворяют в определенном количестве воды;
) не все больные, особенно
дети, могут свободно проглатывать таблетки.
По способу получения различают два класса
таблеток:
. Прессованные, получаемые путем прессования
лекарственных порошков на таблеточных машинах с различной производительностью.
Этот способ основной.
. Формованные или тритурационные таблетки,
получаемые формованием таблетируемой массы. Они составляют примерно 1-2% от
всего объема производства таблеток. Тритурационные таблетки содержат небольшие
дозы лекарственных и разбавляющих веществ: масса их может составлять до 0,05 г.
Таблетки классифицируют также по конструктивному
признаку:
1. По
составу:
· простые (однокомпонентные)
· сложные (многокомпонентные).
2. По
структуре строения:
· каркасные
· однослойные
· многослойные (не менее 2 слоев)
· с покрытием или без него.
Каркасные (или скелетные) таблетки (дурулы)
имеют нерастворимый каркас, пустоты которого заполнены лекарственным веществом.
Отдельная таблетка представляет собой как бы губку, пропитанную лекарством. При
приеме каркас ее не растворяется, сохраняя свою геометрическую форму, а
лекарственное вещество диффундирует в желудочно-кишечный тракт.
Однослойные таблетки состоят из прессованной
смеси лекарственных и вспомогательных веществ и однородны по всему объему
лекарственной формы.
В многослойных таблетках лекарственные вещества
располагаются послойно. При применении в многослойных таблетках химически
несовместимых веществ это обуславливает минимальное их взаимодействие.
3. По
характеру покрытия:
· дражированное
· пленочное
· прессованное сухое покрытие.
Формы таблеток, выпускаемые
химико-фармацевтической промышленностью - самые разнообразные: цилиндры, шары,
кубы, треугольники, четырехугольники и др. Самой распространенной является
плоскоцилиндрическая форма с фаской и двояковыпуклая форма, удобная для
глотания. Кроме того, пуансоны и матрицы для производства таблеток более просты
и не вызывают особых затруднений при их установке на таблеточные машины.
Большинство существующих фасовочных и
упаковочных автоматов также приспособлено для работы с плоскоцилиндрическими и
двояковыпуклыми таблетками.
Плоскоцилиндрическая без фаски форма таблеток
для производства не рекомендуется, так как при расфасовке и транспортировке
наблюдается разрушение острых краев таблеток, в результате чего теряется их
товарный вид.
Размер таблеток колеблется от 4 до 25 мм в
диаметре. Таблетки диаметром свыше 25 мм называются брикетами. Наиболее
распространенными являются таблетки диаметром от 4 до 12 мм. Таблетки диаметром
более 9 мм, имеют одну или две риски, нанесенные перпендикулярно одна другой,
позволяющие разделить таблетку на две или четыре части и, таким образом,
варьировать дозировку лекарственного вещества.
Масса таблеток, в основном, составляет 0,05-0,8
г, что определяется дозировкой лекарственного вещества и количеством входящих в
их состав вспомогательных веществ.
Таблетки должны иметь правильную форму, быть
целыми, без выщербленных краев, поверхность их должна быть гладкой и
однородной. Таблетки должны обладать достаточной прочностью и не должны
крошиться. Геометрическая форма и размеры таблеток определяются стандартом -
ОСТ 64-072-89 «Средства лекарственные. Таблетки. Типы и размеры». Он
предусматривает, в основном, выпуск двух типов таблеток: плоскоцилиндрических
без фаски и с фаской, двояковыпуклых без покрытия и с покрытиями: пленочным,
напрессованным и дражированным. За рубежом имеется более широкий выбор форм
таблеток.
Типоразмерный ряд таблеток, производимых за
рубежом



Рис. 1 Плоскоцилиндрические:
1. простая
2. с
углубленной панелью
3. с
углубленными центрами
4. с
вырезанным центром
5. с
фаской
6. с
фаской и углубленными центрами
7. с
фаской и вырезанным центром
8. с
усиленной фаской
9. с
фаской и одной риской
10. с
усиленной фаской и одной риской
11. с
фаской и двумя рисками
12. с
усиленной фаской и двумя рисками
13. с
мелкой сферой
14. с
нормальной сферой
15. с
глубокой сферой
16. шарообразная
Рис. 2 Круглые
1. с
нормальной сферой и одной риской типа «А»
2. с
нормальной сферой и двумя рисками типа «А»
3. с
фаской и сферой
4. с
углубленными центрами
5. плоская
с ободком
6. с
ободком и вырезанным центром
7. с
нормальной сферой и надписью


Рис. 3 Сферические:
1.
эллипсоидная
2. овальная
3. миндалевидная
4. капсулевидная
5. капсулевидная
с товарным знаком
6. пулевидная
7. ромбовидная
8. треугольная

Рис. 4 Плоские:
1. прямоугольная
с закругленными углами
2. прямоугольная
с ромбовидными углами
3. квадратная
с закругленными углами
4. квадратная
с ромбовидными углами
5. пятиугольная
6. шестиугольная
7. восьмиугольная
8. сердцевидная

Рис. 5 Дражеобразная, простая
2. Требования к таблеткам
К таблеткам предъявляют следующие требования:
· точность
дозирования - однородность (равномерность) распределения действующего вещества
в таблетке, правильность веса как самой таблетки, так и входящих в ее состав
лекарственных веществ;
· механическая
прочность - твердость, ломкость, хрупкость - характеризуют качество таблеток;
таблетки должны обладать достаточной прочностью, чтобы оставаться
неповрежденными при механических воздействиях в процессе упаковки,
транспортировки и хранения;
· распадаемость
или растворимость - способность распадаться или растворяться в сроки,
установленные соответствующей научно-технической документацией (НТД) для
определенных видов таблеток.
Точность дозирования.
Точность дозирования зависит от
однородности таблетируемой массы, которая обеспечивается при тщательном
перемешивании лекарственных и вспомогательных веществ и равномерном распределении
их в общей массе.
Точность дозирования также
зависит от быстроты и безотказности заполнения матричного гнезда таблеточной
машины. Если за короткое время пребывания воронки над матричным отверстием
высыпается меньше материала, чем может принять матричное гнездо, масса
полученных таблеток будет недостаточной. Необходимая скорость заполнения
матричного гнезда зависит от формы воронки, угла ската и от того, обладают ли
достаточным скольжением частицы таблетируемой массы. Часто силы трения между
отдельными частицами в силу шероховатости их поверхности настолько велики, что
матричное гнездо заполняется не полностью или совсем не заполняется вследствие
задержки порошка в воронке.
В этих случаях к материалу
добавляют антифрикционные вещества, уменьшающие трение между частицами
благодаря приданию им гладкой поверхности. Обычно плохим скольжением обладают
мелкие порошки, которые имеют свойство прилипать к поверхности воронки, поэтому
приходится искусственно увеличивать размер частиц до оптимальной величины путем
гранулирования материала.
Расслаивание вызывает изменение
массы таблеток. В некоторых случаях расслаивание может быть предупреждено
установлением в воронке небольшой мешалки, но более радикальной мерой является
выравнивание размеров частиц путем гранулирования материала.
Говоря об однородности
материала, имеют в виду также однородность его по форме частиц. Очевидно, что
частицы, имеющие разное пространственное очертание примерно при одной и той же
массе, будут размещаться в матричном гнезде с разной компактностью. Это
обстоятельство также вызовет колебание в массе таблеток. Выравнивание формы
частиц достигается процессом гранулирования. Следует отметить, что добиться
однородности гранул достаточно сложно, поэтому, варьируя соотношение фракций
гранулята опытным путем, можно установить оптимальный состав, отвечающий
наилучшей сыпучести и высокому качеству таблеток при определенном
давлениипрессования.
Механическая прочность.
Механическую прочность
обусловливает взаимосцепляемость частиц. В начале процесса прессования
таблетируемая масса уплотняется, происходит более тесное сближение частиц и
создаются условия для проявления сил межмолекулярного и электростатического
взаимодействия. Силы межмолекулярного взаимодействия проявляются при сближении
частиц на расстоянии 10"6-10"7 см. Процесс прессования таблетируемой
массы можно разделить на три стадии.
Механическая прочность зависит
от величины давления в процессе прессования и важно проследить, как будет
увеличиваться давление при прессовании. В ударных таблеточных машинах
(эксцентриковых) давление нарастает резко, в результате чего поверхность
таблетки под ударом пуансонов сильно разогревается (механическая энергия
переходит в тепловую) и вещества сплавляются, образуя сплошной цементирующий
слой.
В ротационных таблеточных
машинах давление нарастает постепенно, что дает лучшие результаты, поскольку
обеспечивает более длительное воздействие давления на таблетируемую массу. Чем
длительнее воздействие, тем полнее из таблетируемой массы будет удален воздух,
который после снятия давления, расширяясь, может оказать разрушающее влияние на
таблетки. Кроме того, значительно ослабляется разогревание таблетки у
поверхности, что исключает вредное влияние повышенной температуры на вещества,
входящие в состав таблетки.
Применение высокого давления
при прессовании может отрицательно влиять на качество таблеток и способствовать
износу таблеточных машин.
Высокое давление можно
компенсировать прибавлением веществ, обладающих большим дипольным моментом и
обеспечивающих сцепляемость частиц при сравнительно небольших давлениях. Вода,
обладая достаточным дипольным моментом, является «мостиком» между этими
частицами. Вода будет препятствовать связыванию частиц труднорастворимых и
нерастворимых лекарственных препаратов. В таких случаях требуется добавление
веществ с более высокой силой сцепления (растворы крахмала, желатина и др.) и
снова необходимо прибегнуть к гранулированию, чтобы с его помощью в
таблетируемую массу ввести связывающие вещества, которые повышают пластичность
лекарственных веществ; при этом проявляется свойство, называемое адгезией,
которое обусловливает прилипание частиц друг к другу.
Распадаемость.
Таблетка должна обладать
необходимой распадаемостью при достаточной механической прочности. Слишком
высокая прочность таблетки влияет на ее распадаемость и высвобождение
лекарственного веидества - время распадаемости возрастает, что отрицательно
сказывается на качестве таблетки. Распадаемость зависит от ряда причин:
· от
количества связывающих веществ: таблетки должны содержать такое их количество,
которое необходимо для достижения требуемой прочности;
· от давления
прессования: чрезмерное давление ухудшает распадаемость таблетки;
· от качества
разрыхляющих веществ, способствующих распадаемости таблеток;
· от свойств
веществ, входящих в таблетку, от их способности растворяться в воде,
смачиваться ею, набухать; таблетки с легкорастворимыми веществами будут
распадаться быстрее и потребуется меньшее количество разрыхляющих веществ.
Масса, подвергаемая
таблетированию, должна обладать совокупностью свойств, обеспечивающих
выполнение вышеописанных требований: точности дозирования, механической
прочности и распадаемости.
3. Технологический процесс производства таблеток
При изготовлении лекарственных форм из
порошкового материала, помимо смешения и прессования, проводятся операции
измельчения, грануляции и таблетирования.
Измельчение препарата используется для
достижения однородности смешения, устранения крупных агрегатов в комкующихся и
склеивающихся материалах, увеличения технологических и биологических эффектов.
Измельчение порошков приводит к определенному
увеличению прочности и числа контактов между частицами и в результате - к
образованию прочных конгломератов. Используя это свойство, в угольной
промышленности получают методом обкатки прочные гранулы из измельченного
порошка.
Тонкое измельчение лекарственных порошков,
несмотря на возможные преимущества биодоступности, не нашло применения, за
исключением отдельных случаев, широкого применения в технологии производства
твердых лекарственных форм. Это обусловлено тем, что кристалл представляет
собой жестко сформированную структуру с минимальной свободной и высокой
внутренней энергией. Поэтому для его разрушения требуются значительные внешние
усилия. При этом в системе кристаллов одновременно с измельчением усиливается
трение, которое уменьшает прилагаемую внешнюю нагрузку до величин, способных
вызвать только эластическую или незначительную пластическую деформацию. Поэтому
эффективность измельчения, особенно в кристаллических веществах с высокой
температурой плавления, быстро падает.
Для увеличения пластической деформации в
измельчаемый порошок вводят некоторое количество жидкой фазы.
Увеличение свободной энергии кристаллов при
измельчении может служить причиной механо-химической деструкции препаратов и
уменьшения их стабильности при хранении.
Измельчение высокопластичных материалов с
низкими температурами плавления, таких как скользящие и смазывающие вещества,
может привести к значительному увеличению их эффективности при изготовлении
таблеток.
Некоторые мягкие конгломераты порошков могут
быть устранены просеиванием их или протиранием через перфорированные пластины
или сита с определенным размером отверстий. В других случаях просеивание
является неотъемлемой частью измельчения для получения смеси с определенным
гранулометрическим составом. Измельчение применяется также для переработки
некондиционных гранул и таблеток.
Для осуществления измельчения порошков и гранул
предложен ряд аппаратов с различными рабочими органами. Нередко измельчающие агрегаты
входят в комплекс оборудования для обработки исходных субстанций и конечной
продукции - гранул (грануляторы, смесители-грануляторы, классификаторы и др.).
В связи с небольшими количествами измельчаемых
материалов на заводах для этих целей, в частности, для измельчения
некондиционных гранул, используются грануляторы, шаровые и молотковые мельницы,
микромельницы и др.
Выбор оптимальной технологической схемы
производства таблеток зависит от физико-химических и технологических свойств
лекарственных веществ, их количества в составе таблетки, устойчивости к
воздействию факторов внешней среды и др.
В настоящее время известно два основных метода
получения таблеток:
1. прямое
прессование веществ
2. гранулирование.
.1 Прямое прессование
Метод прямого прессования обладает рядом
преимуществ. Он позволяет достичь высокой производительности труда, значительно
сократить время технологического цикла за счет упразднения ряда операций и
стадий, исключить использование нескольких позиций оборудования, уменьшить производственные
площади, снизить энерго- и трудозатраты. Прямое прессование дает возможность
получить таблетки из влаго-, термолабильных и несовместимых веществ. На
сегодняшний день, однако, этим методом получают менее 20 наименований таблеток.
Это объясняется тем, что большинство лекарственных веществ не обладают
свойствами, обеспечивающими непосредственное их прессование. К этим свойствам
относятся: изодиаметрическая форма кристаллов, хорошая сыпучесть (текучесть) и
прессуемость, низкая адгезионная способность к пресс-инструменту таблеточной
машины.
Прямое прессование - это совокупность различных
технологических приемов, позволяющих улучшить основные технологические свойства
таблетируемого материала: сыпучесть и прессуемость и получить из него таблетки,
минуя стадию грануляции.
В настоящее время таблетирование без грануляции
осуществляется по следующим направлениям:
1. с
добавлением вспомогательных веществ улучшающих технологические свойства
материала;
2. путем
принудительной подачи таблетируемого материала из загрузочной воронки
таблеточной машины в матрицу;
3. с
предварительной направленной кристаллизацией прессуемого вещества.
Большое значение для прямого прессования имеют
величина, прочность частиц, прессуемость, текучесть, влажность и другие
свойства веществ. Так, для получения таблеток натрия хлорида приемлемой
является продолговатая форма частиц, а круглая форма этого вещества почти не
поддается прессованию. Наиболее хорошая текучесть отмечается у крупнодисперсных
порошков с равноосной формой частиц и малой пористостью - таких, как лактоза,
фенилсалицилат, гексаметилентетрамин и другие подобные препараты, входящие в
эту группу. Поэтому такие препараты могут быть спрессованы предварительного
гранулирования. Наилучшим образом зарекомендовали себя лекарственные порошки с
размером частиц 0,5 - 1,0 мм, углом естественного откоса менее 42°, насыпной
массой более 330 кг/м3, пористостью менее 37%.
Они состоят из достаточного количества
изодиаметрических частиц приблизительно одинакового фракционного состава и, как
правило, не содержат большого количества мелких фракций. Их объединяет
способность равномерно высыпаться из воронки под действием собственной массы,
т.е. способность самопроизвольного объемному дозированию, а также достаточно
хорошая прессуемость.
Однако подавляющее большинство лекарственных
веществ не способно к самопроизвольному дозированию вследствие значительного
(более 70%) содержание мелких фракций и неравномерностей поверхности частиц,
вызывающих сильное межчастичное трение. В этих случаях добавляют
вспомогательные вещества, улучшающие свойства текучести и относящиеся к классу
скользящих вспомогательных веществ.
Таким методом получают таблетки витаминов,
алкалоидов, гликозидов, кислоты ацетилсалициловой, бромкамфоры, фенолфталеина,
сульфадимезина, фенобарбитала, эфедрина гидрохлорида, кислоты аскорбиновой,
натрия гидрокарбоната, кальция лактата, стрептоцида, фенацетина и другие.
Предварительная направленная кристаллизация -
один из наиболее сложных способов получения лекарственных веществ, пригодных для
непосредственного прессования. Этот способ осуществляется двумя методами:
1. перекристаллизацией
готового продукта в необходимом режиме;
2. подбором
определенных условий кристаллизации синтезируемого продукта.
Применяя эти методы, получают кристаллическое
лекарственное вещество с кристаллами достаточно изодиаметрической (равноосной)
структуры, которая свободно высыпается из воронки и вследствие этого легко
подвергается самопроизвольному объемному дозированию, что является непременным
условием прямого прессования. Данный метод используется для получения таблеток
ацетилсалициловой и аскорбиновой кислот.
Для повышения прессуемости лекарственных веществ
при прямом прессовании в состав порошковой смеси вводят сухие склеивающие
вещества - чаще всего микрокристаллическую целлюлозу (МКЦ) или полиэтиленоксид
(ПЭО). Благодаря своей способности поглощать воду и гидратировать отдельные
слои таблеток, МКЦ оказывает благоприятное воздействие на процесс высвобождения
лекарственных веществ. С МКЦ можно изготовить прочные, но не всегда хорошо
распадающиеся таблетки.
Для улучшения распадаемости таблеток с МКЦ
рекомендуют добавлять ультраамилопектин.
При прямом прессовании показано применение
модифицированных крахмалов. Последние вступают в химическое взаимодействие с
лекарственными веществами, значительно влияя на высвобождение и их
биологическую активность.
Часто используют молочный сахар, как средство,
улучшающее сыпучесть порошков, а также гранулированный кальция сульфат,
обладающий хорошей текучестью и обеспечивающий получение таблеток с достаточной
механической прочностью. Применяют также циклодекстрин, способствующий
увеличению механической прочности таблеток и их распадаемости.
При прямом таблетировании рекомендована
мальтоза, обеспечивающая равномерную скорость засыпки и как вещество,
обладающее незначительной гигроскопичностью. Так же применяют смесь лактозы и
сшитого поливинилпирролидона.
Технология приготовления таблеток заключается в
том, что лекарственные препараты тщательно смешивают с необходимым количеством
вспомогательных веществ и прессуют на таблеточных машинах. Недостатком этого
способа является возможность расслаивания таблетируемой массы, изменения
дозировки при прессовании с незначительным количеством действующих веществ и
используемое высокое давление. Некоторые из этих недостатков сводятся к
минимуму при таблетировании путем принудительной подачи прессуемых веществ в
матрицу. Осуществление этого способа производят некоторыми конструктивными
изменениями деталей машины, то есть вибрацией башмака, поворотом матрицы в
определенный угол в процессе прессования, установлением в загрузочную воронку
звездообразных мешалок разных конструкций, засасыванием материала в матричное
отверстие при помощи самосоздаваемого вакуума или специальным соединением с
вакуум-линией.
Видимо, наиболее перспективным будет
принудительная подача прессуемых веществ на основе вибрации загрузочных воронок
в сочетании с приемлемое конструкцией ворошителей.
Но, несмотря на достигнутые успехи в области
прямого прессования в производстве таблеток данный метод применяется для
ограниченного круга лекарственных веществ.
.2 Гранулирование
Гранулирование - направленное укрупнение частиц,
т.е. - это процесс превращения порошкообразного материала в зерна определенной
величины.
Грануляция необходима для улучшения сыпучести
таблетируемой массы, что происходит в результате значительного уменьшения
суммарной поверхности частиц при их слипании в гранулы и, следовательно,
соответствующего уменьшения трения, возникающего между этими частицами при
движении. Расслоение многокомпонентной порошкообразной смеси обычно происходит
за счет разницы в размерах частиц и значениях удельной плотности входящих в ее
состав лекарственных и вспомогательных компонентов. Такое расслоение возможно
при различного рода вибрациях таблеточной машины или ее воронки. Расслоение
таблетируемой массы - это опасный и недопустимый процесс, вызывающий в ряде
случаев почти полное выделение компонента с наибольшей удельной плотностью из
смеси и нарушение ее дозировки.Грануляция предотвращает эту опасность,
поскольку в ее процессе происходит слипание частиц различной величины и
удельной плотности. Образующийся при этом гранулят, при условии равенства
размеров получаемых гранул, приобретает достаточно постоянную насыпную массу.
Большую роль играет также прочность гранул: прочные гранулы меньше подвержены
истиранию и обладают лучшей сыпучестью.
Существующие в настоящее время способы
грануляции подразделяются на следующие основные типы:
1. сухая
грануляция;
2. влажная
грануляция или гранулирование продавливанием;
3. структурная
грануляция.
.2.1 Метод сухого гранулирования
Заключается в перемешивании порошков и их
увлажнении растворами склеивающих веществ в эмалированных смесителях с
последующим высушиванием их до комковатой массы. Затем массу с помощью вальцов
или мельницы «Эксцельсиор»превращают в крупный порошок. Грануляция размолом
используется в тех случаях, когда увлажненный материал реагирует с материалом
при протирке. В некоторых случаях, если лекарственные вещества разлагаются в
присутствии воды, во время сушки вступают в химические реакции взаимодействия
или подвергаются физическим изменения (плавление, размягчение, изменение цвета)
- их подвергают брикетированию. С этой целью из порошка прессуют брикеты на
специальных брикетировочных прессах с матрицами большого размера (25-50 мм) под
высоким давлением. Полученные брикеты измельчают на валках или мельнице
«Эксцельсиор», фракционируют с помощью сит и прессуют на таблеточных машинах
таблетки заданной массы и диаметра. Грануляцию брикетированием можно
использовать также, когда лекарственное вещество обладает хорошей прессуемостью
и для него не требуется дополнительного связывания частиц склеивающими
веществами.
В настоящее время при сухом методе
гранулирования в состав таблетируемой массы порошков вводят сухие склеивающие
вещества (например, микрокристаллическую целлюлозу, полиэтиленоксид),
обеспечивающие под давлением сцепление частиц, как гидрофильных так
игидрофобных веществ.
.2.2 Метод влажного гранулирования
На производстве сухое гранулирование часто
проводится в грануляторах типа 3027 (Мариупольский ЗТО). Рабочий орган аппарата
состоит из шнека и шести прочных стержней, что позволяет перемещать
гранулируемый материал в осевом направлении. Имеется правое и левое исполнение.
Производительность - 150-1000 кг/ч. Перспективны пресс-грануляторы фирмы «ХУТТ»
(Германия), рабочим органом которого являются прессующие валки в виде полых
цилиндров с зубцами на поверхности, между которыми в стенках расположены
радиальные отверстия для продавливания порошковой массы.
Получаются высококачественные гранулы одинаковой
чечевидной формы. Грануляция или протирание влажной массы производится с целью
уплотнения порошка и получения равномерных зерен - гранул, обладающих хорошей
сыпучестью.
Данному способу гранулирования подвергаются
порошки, имеющие плохую сыпучесть и недостаточную способность к сцеплению между
частицами.
В обоих случаях в массу добавляют склеивающие
растворы, которые улучшают сцепление между частицами.
Стадия влажного гранулирования включает следующие
операции:
1. смешивание
порошков;
2. овлажнение
порошков раствором связывающих веществ и перемешивание;
3. гранулирование
влажной массы;
4. сушка
влажных гранул;
5. обработка
сухих гранул.
Смешивание порошков. Производится с целью
достижения однородной массы и равномерности распределения действующего вещества
таблеток.

Рис. 6
Для смешивания и увлажнения порошкообразных
веществ применяются смесители различных конструкций:
1. с
вращающимися лопастями;
2. шнековые;
3. смесовые
барабаны.
При смешивании порошков необходимо
придерживаться следующих правил:
1. к
большому количеству добавлять меньшее;
2. ядовитые
и сильнодействующие вещества, применяемые в малых количествах, предварительно
просеянные через сито, добавлять у массе отдельными порциями в виде тритураций,
т.е. в разведении с наполнителем в концентрации 1:100;
3. окрашенные
вещества и вещества с большой удельной массой загружают в смеситель в последнюю
очередь;
4. легколетучие
эфирные масла вводятся в сухую гранулированную массу перед прессованием на
стадии опудривания, во избежание их улетучивания.
Практика производства таблеток показывает, что
время, необходимое для смешивания простой прописи (двух- и трехкомпонентные) в
сухом состоянии, составляет 5-7 минут, для более сложной - 10-12 минут.
После смешивания сухих порошков в массу
отдельными порциями добавляют увлажнитель, что необходимо для предотвращения ее
комкования.
При влажном смешивании порошков равномерность их
распределения в значительной степени улучшается, не наблюдается разделения
частиц и расслоения массы, улучшается ее пластичность. Перемешивание смоченных
порошков сопровождается некоторым уплотнением массы вследствие вытеснения
воздуха, что позволяет получать более плотные твердые гранулы. Время перемешивания
влажной массы: для простых смесей 7-10 минут, для сложных - 15-20 минут.
Оптимальное количество увлажнителя определяется экспериментально (исходя из
физико-химических свойств порошков) и указывается в регламенте. Ошибка может
привести к браку: если увлажнителя ввести мало, то гранулы после сушки будут
рассыпаться, если много - масса будет вязкой, липкой и плохо гранулируемой.
Масса с оптимальной влажностью представляет собой влажную, компактную смесь, не
прилипающую к руке, но рассыпающуюся при сдавливании на отдельные комочки.
Гранулирование влажной массы. Влажная масса
гранулируется на специальных машинах - грануляторах, принцип работы которых
состоит в том, что материал протирается лопастями, пружинящими валиками или
другими приспособлениями через перфорированный цилиндр или сетку. Грануляторы
бывают вертикальные (рис. 7) и горизонтальные.
Рис. 7. Гранулятор вертикальный. 1 - цилиндр с
отверстиями; 2 - протирающие лопасти; 3 - электродвигатель; 4 - коническая
передача; 5 - приемник гранул.
Выбор сит для гранулирования имеет очень большое
значение. Установлено, что влажную массу необходимо пропускать через сито с
диаметром отверстий 3-5 мм, а сухую - через сито с диаметром отверстий 1-2 мм.
В настоящее время влажная грануляция является
основным видом грануляции в производстве таблеток, однако она имеет ряд
недостатков:
· длительное воздействие влаги на
лекарственные и вспомогательные вещества;
· ухудшение распадаемости
(растворимости) таблеток;
· необходимость использования
специального оборудования;
· длительность и трудоемкость
процесса.
Сушка влажных гранул. Для этой цели существуют
различные типы сушилок:
1. полочные
сушилки с принудительной циркуляцией воздуха;
2. сушилки
с силикагельной колонкой.
В случае необходимости регенерировать жидкости,
содержащиеся в высушиваемых материалах, применяют сушилки, в которых воздух
пропускается через силикагель. При этом ценные пары адсорбируются, а теплый
воздух вновь используется для сушки материала.
Инфракрасные рациональные сушилки. В качестве
термоизлучателей в таких сушилках применяются специальные зеркальные лампы,
нихромовые спирали накаливания, помещенные в фокусе параболических отражателей,
металлические и керамические панельные излучатели с электрическим, паровым или
газовым обогревом.
Сублимационные сушилки. За последние годы
получил промышленное применение способ сушки материалов в замороженном
состоянии в условиях глубокого вакуума. Он получил название сушки сублимацией
или молекулярной сушки. Этот способ позволяет сохранить основные биологические
качества высушиваемого материала. При этом происходит испарение твердого тела
без плавления, минуя жидкую фазу.
Сушилки псевдоожиженного слоя. Из известных
конструкций таких сушилок на отечественных заводах используется сушилка СП-30
(рис. 8). Применяются такие сушильные аппараты, как фирм «Мюнстер», «Аэроматик»
(Швейцария).
Рис. 8. Сушилка с псевдоожиженным слоем типа СП
1 - тележка продуктового резервуара; 2 - ворошители; 3 - рукавный фильтр; 4 -
вентилятор; 5 - электродвигатель; 6 - калорифер 7 - фильтр
Принцип работы сушилки СП-30. Поток воздуха,
всасываемый вентилятором в верхнюю часть каркаса, нагревается в калорифере до
заданной температуры, очищается в фильтре и попадает непосредственно в
сушильную камеру, где проходит через резервуар с продуктом снизу вверх,
псевдоожижая слой продукта. Далее увлажненный воздух проходит через рукавный
фильтр, очищается от мелких частиц продукта и выбрасывается в атмосферу.
Основное преимущество таких сушилок - высокая
производительность: время сушки материала в зависимости от его физических
свойств и формы длится от 20 до 50 минут; они потребляют мало энергии и
занимают небольшую рабочую площадь.
Высушенные гранулы перед прессованием должны
иметь некоторую влажность, которая называется остаточной.
Остаточная влажность для каждого таблетируемого
препарата индивидуальна и должна быть оптимальной, т.е. такой, при которой
процесс прессования протекает наилучшим образом, качество таблеток соответствует
требования ГФ, а прочность их наивысшая по сравнению с таблетками, получаемыми
из гранул этого же препарата с другой степенью влажности.
Недосушенные гранулы прилипают к пуансонам,
неравномерно заполняют матрицу и требуют повышенное количество антифрикционных
веществ. Пересушенные гранулы трудно прессуются и таблетки могут получаться с
нарушенными краями.
Обработка гранул. В процессе сушки гранул
возможно их слипание в отдельные комки. С целью обеспечения равномерного
фракционного состава высушенные гранулы пропускают через грануляторы с размером
отверстий сеток 1.5 мм, что в значительной степени обеспечивает постоянную
массу таблеток. После этого гранулы опудривают, добавляя антифрикционные
вещества, и передают на стадию таблетирования.
Структурная грануляция. Имеет характерное
воздействие на увлажненный материал, которое приводит к образованию округлых, а
при соблюдении определенных условий и достаточно однородных по размеру гранул.
В настоящее время существуют три способа
грануляции данного типа, используемых в фармацевтическом производстве:
грануляция в дражировочном котле; грануляция распылительным высушиванием и
структурная грануляция.
Для грануляции в дражировочном котле загружают
смесь порошков и при вращении его со скоростью 30 об/мин производят увлажнение
подачей раствора связывающего вещества через форсунку. Частицы порошков
слипаются между собой, высушиваются теплым воздухом и в результате трения
приобретают приблизительно одинаковую форму. В конце процесса к высушиваемому
грануляту добавляют скользящие вещества.
Грануляцию распылительным высушиванием
целесообразно использовать в случаях нежелательного длительного контактирования
гранулируемого продукта с воздухом, по возможности, непосредственно из раствора
(например, в производстве антибиотиков, ферментов, продуктов из сырья животного
и растительного происхождения).
Готовят раствор или суспензию из
вспомогательного вещества и увлажнителя и подают их через форсунки в камеру
распылительной сушилки, имеющую температуру 150°С. Распыленные частицы имеют
большую поверхность, вследствие чего происходит интенсивный массо- и
теплообмен. Они быстро теряют влагу и образуют всего за несколько секунд
сферические пористые гранулы. Полученные гранулы смешивают с лекарственными
веществами и, если необходимо, добавляют вспомогательные вещества, не введенные
ранее в состав суспензии. Гранулыимеют хорошую сыпучесть и прессуемость,
поэтому таблетки, полученные из такого гранулята, обладают высокой прочностью и
прессуются при низких давлениях.
Если в удельных весах гранулята и лекарственного
вещества наблюдается значительная разница, то возможно расслоение таблетируемой
массы. В результате чрезмерного высушивания суспензии также возможно отслоение
верхней части таблетки («кэппинг») при прессовании.
3.2.3 Гранулирование в условиях псевдоожижения
Для гранулирования таблеточных смесей с целью
подготовки их к таблетированию в последние годы в отечественной и зарубежной
химико-фармацевтической промышленности широкое применение нашел метод
псевдоожижения. Основной его отличительной особенностью является то, что
обрабатываемый материал, а затем и образующийся гранулят непрерывно находятся в
движении.
Основные процессы - смешивание компонентов,
увлажнение смеси раствором склеивающего вещества, грануляция, сушка гранулята и
внесение опудривающих веществ - протекают в одном аппарате.
Грануляция в псевдоожиженном слое осуществляется
двумя способами:
· распылением раствора,
содержащего вспомогательные и лекарственные вещества в псевдоожиженной системе;
· гранулированием порошкообразных
веществ с использованием псевдоожижения.
Применяя первый способ, гранулы образуются при
нанесении гранулирующего раствора или суспензии на поверхность первоначально
введенных в колону ядер (ядро может быть лекарственное вещество или
индифферентное вещество, например, сахар). В целом, этот способ представляет
собой распыление гранулирующего раствора в псевдоожиженную систему из
первоначально введенных в колону ядер, являющихся искусственными «зародышами»
будущих гранул.
Другой способ получения гранул -
непосредственная грануляция порошков в кипящем слое. Для осуществления данного
способа разработан аппарат, в верхней части которого происходит процесс
гранулирования, а в нижней - сушки и обработки гранул (например, аппарат СМК).
В настоящее время на производстве используют аппараты СГ-30, СГ-60.
Гранулы, полученные в псевдоожиженном слое,
отличаются большой прочностью и лучшей сыпучестью, являющейся следствием более
правильной геометрической формы гранул, приближающейся к шарообразной. При этом
образуются более мягкие и пористые агломераты, чем при получении гранул влажной
грануляцией, где образуются крупные агломераты, подлежащие последующему
измельчению.
Образование и рост гранул в псевдоожиженном слое
происходит за счет двух физических процессов: комкования при смачивании и
слипания последующей с агломерацией. Качество гранул и их фракционный состав
зависят от многих факторов, определяющих ход процесса, основными из которых
являются скорость ожижающего газа, состав и скорость подачи гранулирующей жидкости,
температура в слое.
При гранулировании таблеточных смесей в
псевдоожиженном слое смешивание является первой технологической операцией,
влияющей на качество гранулята. Равномерность смешивания зависит от
аэродинамического режима работы аппарата, отношения компонентов в смеси, формы
и плотности частиц. Для повышения гомогенности массы создаются условия для
встряхивания или поддувки рукавных фильтров без прекращения псевдоожижения.
При смешивании частиц, близких друг к другу по
форме и имеющих соотношение по массе не более 1:10, перемешивание практически
происходит без сепарации, при больших соотношениях характер перемешивания во
многом зависит от формы и плотности частиц, а также от аэродинамических
параметров процесса и требует конкретного изучения с целью выбора оптимального
режима.
При добавлении гранулирующей жидкости происходит
комкование частичек гранулируемой массы за счет склеивающих сил как самой
жидкости, так и раствора, образующегося при смачивании этой жидкостью
поверхностного слоя обрабатываемого материала. В процессе сушкикомки
превращаются в твердые агломераты, частично разрушающиеся в результате трения
между собой и со стенками аппарата.
Процесс гранулирования в псевдоожиженном слое
происходит одновременно с сушкой получаемых гранул горячим воздухом. Сушка
готового гранулята является фактически дополнительной до требуемого значения
остаточной влажности. Если после прекращения гранулирования таблеточная смесь
имеет необходимую для прессования остаточную влажность, то дополнительная сушка
не требуется.
Опудривание высушенного гранулята производится в
этом же аппарате добавлением антифрикционных веществ в гранулят и вторичного
перемешивания в псевдоожиженном слое.
Гранулят, полученный в псевдоожиженном слое,
имеет ряд преимуществ перед гранулятом, полученным механическим гранулированием
с увлажнением: более округлая форма гранул, лучшая сыпучесть, более
сбалансированный фракционный состав.
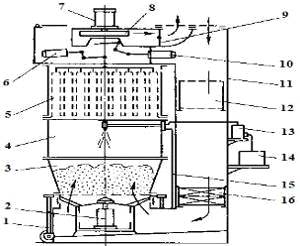
Рис. 9. Принципиальная схема аппарата СГ-30 с
псевдоожиженным слоем для гранулирования таблеточных смесей: 1 - тележка; 2 -
пневмоцилиндр подъема продуктового резервуара; 3 - продуктовый резервуар; 4 -
обечайка распылителя; 5 - обечайка рукавных фильтров; 6 - встряхивающее
устройство; 7 - предохранительный клапан; 8 - вентилятор; 9 - шибер; 10 -
механизм управления заслонкой; 11 - корпус; 12 - фильтр воздушный; 13 - насос
дозирующий; 14 - емкость для гранулирующей жидкости; 15 - распыливающий сжатый
воздух; 16 - паровой калорифер
Корпус аппарата (11) выполнен из трех цельносварных
секций, последовательно смонтированных друг с другом. Встряхивающее устройство
(6) электропневматически сблокировано с устройством, перекрывающим заслонки
(10). При встряхивании рукавных фильтров (5) заслонка перекрывает доступ
псевдоожижающего воздуха к вентилятору, прекращая таким образом псевдоожижение
и снимая воздушную нагрузку с рукавных фильтров.
Пылевидный не гранулированный продукт, осевший
на стенках рукавного фильтра, собирается при встряхивании в нижней части
рабочего объема, затем при последующем цикле псевдоожижения он подвергается
гранулированию с напылением.
Встряхивание фильтров и прекращение процесса
псевдоожижения повторяются многократно в ходе гранулирования. Фильтры очищаются
от пылевидного продукта, который затем гранулируется. Такая работа аппарата
позволяет уменьшить долю негранулированного материала в грануляторе и нагрузку
на рукавные фильтры, снизив тем самым аэродинамическую нагрузку аппарата в
целом.
В выходной части вентилятора размещен шибер (9)
с ручным механизмом управления. Он предназначен для регулирования расхода
псевдоожижающего воздуха. В случае неисправности системы перекрытия потока
воздуха вентилятором шибер может быть использован для ручного регулирования
системы встряхивания в условиях прекращения псевдоожижения. Всасываемый
вентилятором воздух очищается в воздушных фильтрах (12) и нагревается до
заданной температуры в калориферной установке (16). Очищенный нагретый воздух
проходит через воздухораспылительную решетку, установленную в нижней части
продуктового резервуара.
Продуктовый резервуар имеет форму усеченного
конуса, расширяющегося вверх и переходящего затем в обечайку распыливания (4) с
целью создания условий сепарации и уменьшения уноса ожижаемого порошка.
Сжатый воздух, подаваемый к распылителю по специальной
системе (15), применяется не только для распыливания, но и для дистанционного
управления форсунок. Гранулирующий раствор подается в необходимых количествах
на распыливание дозирующим насосом (13) из резервуара (14).
Для измерения температуры воздуха до входа в
слой и на выходе из слоя установлены термосопротивления в комплекте с
логометрами, размещенными на пульте управления.
Подъем продуктового резервуара и герметизация
аппарата производится с помощью пневмоцилиндра (2), расположенного в нижней части
корпуса.
При возникновении в аппарате избыточного
давления автоматически открывается предохранительный клапан (7) и давление
снижается.
Аппарат для гранулирования таблеточных смесей в
псевдоожиженном слое СГ-30 (503) работает следующим образом.
В продуктовый резервуар (3) в соответствии с
рецептурой загружается 30 кг таблеточной смеси, подлежащей гранулированию.
Резервуар с тележкой (1) закатывается в аппарат. Переключением тумблера на
пульте управления резервуар с продуктом поднимается. На логометре устанавливается
температура воздуха, необходимая для гранулирования. На пульте управления
задается время перемешивания, гранулирования и сушки, а также цикличность и
периодичность встряхивания. Включается вентилятор, с помощью шибера
устанавливается необходимая степень псевдоожижения обрабатываемой массы.
Через заданные промежутки времени закрывается
заслонка перед вентилятором, включается привод, встряхивающий рукавные фильтры.
Через определенные промежутки времени автоматически включается форсунка и
насос, подающий гранулирующую жидкость, происходитгранулирование таблеточной
смеси, затем система распыливания отключается и начинается сушка гранулята. По
окончании всего цикла гранулирования автоматически выключается вентилятор и
прекращается подача пара в калориферную установку. Опускается продуктовый
резервуар, гранулят поступает на таблетирование (при необходимости он может
быть просеян).
3.2.4 Стандартизация таблеток.
Оценка внешнего вида таблеток
Таблетки должны иметь гладкую
однородную поверхность без повреждений (пятна машинного масла, сбитые края,
щербатость и т. п.). Оценку проводят на основании осмотра невооруженным глазом
20 таблеток (ГФХ), отобранных в соответствии с фармакопейной статьей «Взятие
средней пробы».
Определение точности
дозирования
Колебания массы отдельных
таблеток (за исключением покрытых оболочками) допускаются в следующих пределах:
±10% средней массы для таблеток массой менее 0,13 г; ±7,5% -массой 0,13-0,30 г;
±5% -массой более 0,30 г. Среднюю массу таблетки определяют взвешиванием 20 таблеток.
Отклонения в массе отдельных таблеток определяют взвешиванием 20 таблеток
порознь с точностью до 0,01 г. При этом 2 таблетки могут иметь отклонения от
средней массы, превышающие указанный процент, но не более чем в 2 раза.
Для определения содержания
лекарственных веществ в таблетках следует брать навеску порошка растертых
таблеток (не менее 10 шт.).
Определение распадаемости
таблеток
Определение распадаемости
проводят одним из приведенных ниже методов, принятых ГФХ.
Определение в колбе. Таблетку помещают
в коническую колбу емкостью 100 мл, прибавляют 50 мл воды, имеющей температуру
37±2°С. Колбу медленно покачивают (1-2 раза в секунду). Оценку распадаемости
производят на основании не менее 6 определений. Таблетки считают распавшимися,
если все взятые для испытания таблетки растворились или превратились в рыхлую
массу, которая разрушается при легком прикосновении стеклянной палочки.
Прибор ХНИХФИ «качающаяся
корзинка» (рис. 146) состоит из сборной корзинки (2), сосуда емкостью 1 л для
жидкости, в которой проводят испытание распадаемости таблеток,
термостатического устройства, позволяющего поддерживать температуру жидкости в
пределах 37±2°С, электромотора, (1), сообщающего
корзинкевозвратно-поступательное движение в вертикальной плоскости при частоте
циклов 28-32 в минуту на расстояние не менее 5 и не более 6 см.
Сборная корзинка состоит из 6
стеклянных трубок с открытыми концами длиной 7,75±0,25 см и внутренним
диаметром 21,5 мм при толщине стенок 2 мм. Трубки поддерживаются в вертикальном
положении двумя пластмассовыми дисками (диаметр 9 см, толщина б мм) с 6
отверстиями диаметром 24 мм, находящимися на равном расстоянии от центра диска
и друг от друга. С помощью винтов к нижней поверхности нижнего диска
прикреплена проволочная сетка из нержавеющей стали с отверстиями размером 2 мм,
за исключением случаев, указанных в частных статьях.
Прибор снабжен 6 направляющими
пластмассовыми дисками (а), которые вставляются в стеклянные трубки сборной
корзинки. Общая масса диска 1,9-2,1 г, диаметр 20 мм, высота 10 мм. Применение
дисков оговаривается в отдельных статьях.
В каждую трубку корзинки
помещают одну таблетку (б), корзинку опускают в стакан, содержащий воду, кислый
раствор пепсина или щелочной раствор панкреатина, как указано в отдельных
статьях. Корзинку приводят в движение. По истечении определенного времени все
таблетки должны распасться. Наблюдающийся в некоторых случаях не-растворившийся
остаток должен быть настолько мягким, что разрушается при легком прикосновении
стеклянной палочки.
Для приготовления стандартного
кислого раствора пепсина 6 мл концентрированной хлористоводородной кислоты
смешивают в стакане примерно с 500 мл воды, в смеси растворяют 3 г пепсина
фармакопейной активности, полученный раствор количественно переводят в мерную
колбу емкостью 1 л и доводят до метки.
Для приготовления стандартного
щелочного раствора панкреатина 15 г натрия гидрокарбоната растворяют в стакане
в 250-300 мл воды, добавляют 3 г панкреатина фармакопейной активности.
Полученный раствор количественно переводят в мерную колбу емкостью 1 л и
доводят водой до метки.
Нормы распадаемости
(растворимости) таблеток:
) обычные таблетки - вода, 15
мин;
) таблетки, покрытые
оболочками, растворимыми в желудке - вода, 30 мин (если нет других указаний в
отдельных фармакопейных статьях). Таблетки, покрытые кищечно-растворимыми
оболочками, не должны распадаться в течение 2 ч в кислом растворе пепсина
(пепсина 3 г, кислоты хлористоводородной концентрированной 6 мл, воды до 1 л),
а после промывки водой должны распадаться не более чем за 1 ч в щелочном
растворе панкреатина (панкреатина 3 г, натрия гидрокарбоната 15 г, воды до 1
л);
) сублингвальные таблетки -
вода, 30 мин;
) таблетки для приготовления
растворов-вода, 5 мин;
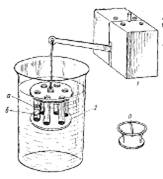
Рис. 10
) таблетки пролонгированного
действия - по методикам, приведенным в отдельных фармакопейных статьях;
) таблетки вагинальные -
молочнокислая среда (см. отдельные фармакопейные статьи), не более 10 мин.
Распадаемость всех видов
таблеток проверяют ежегодно.
Определение скорости
высвобождения (растворения) вещества из таблетки
Исследования отечественных и
зарубежных ученых последних лет показывают, что тест распадаемости не всегда
полностью характеризует биологическую доступность вещества. Все чаще
высказывается предложение прибегать с этой целью к тесту растворимости как
первому этапу определения биологической доступности.
Для определения скорости
высвобождения (растворения) вещества из таблетки обычно пользуются методикой и
прибором, принятыми в Фармакопее США XVIII издания {см. рис. 115). Растворяющей
средой может быть 0,1 н. раствор хлористоводородной кислоты (или другие
жидкости), которую термостатируют при 37±0,5°С на водяной бане. Температуру
нагрева регулируют контактным термометром. После установления постоянной
температуры растворяющей среды в корзинку помещают одну таблетку. Затем
корзинку погружают в среду, включают моторчик и секундомер. Скорость вращения
корзинки 80 об/мин. Пробы отбирают в количестве 1 мл (или другой малый объем)
через каждые 5 мин, .пополняя после каждого забора объем растворяющей жидкости
1 мл этой же жидкости. Пробы анализируют, результат выражают в процентах.
Суммирование результатов отдельных заборов дает представление о степени растворимости
вещества, находившегося в таблетке и освободившегося за 30 мин.
Определение скорости
растворения ведут на 6 образцах одной серии таблеток. Каждый раз в анализ берут
только одну таблетку. В случае значительных разбросов значений анализ
повторяют. В связи с необходимостью анализа 6 таблеток следует использовать
описанную выше «качающуюся корзинку», применяемую для определения распадаемости
таблеток. Результаты в этом случае получаются одновременно для всех 6 таблеток.
Определение скорости
высвобождения действующих веществ из таблетки путем их растворения дает весьма
ценную информацию об их переходе в доступное в физиологическом отношении
состояние - в раствор, из которого они будут абсорбироваться.
Определение прочности таблеток
Предложен ряд способов
объективной количественной оценки прочности таблеток, основанных на принципах
разрушающегося давления и истирания.
Испытание прочности на давление
В приборах для испытания
прочности таблеток давлением применяют следующие усилия: раскалывание,
раздавливание и разлом.
Рис. 11
Прибор ХНИХФИ. Прибор состоит
из цилиндрического корпуса, в котором расположены плунжер, винтовая пружина,
нажимной винт и rafli ка. К гайке прикреплена линейка со шкалой,
градуированной в килограммах. На линейке помещается ползунок, который служит
для фиксации показаний. На ползунок воздействует стрелка, связанная с
плунжером. В стенке корпуса сделан прорез, в который входят гайки и плунжера,
препятствующие их проворачиванию. Испытуемая таблетка сжимается между
плунжерами и неподвижным упором на корпусе (нулевая точка). Винт вращается при
ломощи маховичка. Шкала градуирована на 15 кг. Таблетку, поставленную на ребро,
сжимают до разрушения. Ползунок на линейке динамометра фиксирует нагрузку,
вызвавшую разрушение таблетки. Из средней для 5 таблеток величины
раздавливающей нагрузки в килограммах, деленной на произведение диаметра на
высоту таблетки в миллиметрах, рассчитывают показатель прочности. Он должен
быть не менее 0,06-0,1.
На Ждановском заводе технологического
оборудования медицинской промышленности для определения прочности таблеток
сконструирован прибор ПИТ-20 (рис. 147). Разрушение таблеток происходит при их
установке «на ребро» на столе прибора. В измерительной части прибора
используется не калиброванная пружина, а груз, установленный на рычаге. При
погружении таблетки груз отклоняется от вертикального положения. Прибор
регистрирует разрушающее усилие до 200 Н. Максимальный диаметр таблетки 20 мм.
Прибор «Эрвека». Из приборов
зарубежного производства известен прибор фирмы «Эрвека» (ФРГ)

Рис. 12
Он работает полуавтоматически.
Имеет регулируемую по высоте матрицу, с помощью которой таблетку подводят к
конусовидному поршню. Давление, которое фиксируется по шкале с делениями от 0
до 15 кг, оказывается до тех пор, пока поршень не разрушит таблетку. Прочность
(п) вычисляют путем деления раздавливающей нагрузки Р на произведение диаметра
(d) и высота таблетки (h) в миллиметрах. Эта величина должна быть не ниже 0,06,
т. е.
Определение прочности по
истираемости
В основе работы приборов для
определения прочности таблеток по истираемости лежат принцип вращения таблеток
в приборе и учет порошка, образовавшегося в результате их истирания. Предложены
два типа истирателей - барабанные и трубчатые.
Барабанные истиратели
(фриобриляторы).
Рис. 13
Один из них (рис. 13)
представляет собой барабан диаметром 30 см из прозрачного вещества
(плексиглас), вращающийся на оси. В барабан помещают 20 таблеток исследуемой
серии и вращают его со скоростью 25 об/мин. Внутри барабана прочно укреплен
дугообразный изогнутый диск, который во время вращения барабана загребает
таблетки так, что они трутся только о наружные стены аппарата, причем при
каждом обороте падают на дно барабанов с высоты несколько сантиметров. Через 4
мин таблетки вынимают, обметают мягкой кисточкой от пыли и крошек. Таблетки
хорошего качества за 4 мин истираются не больше чем на 1,5% массы.
Истиратели фирмы «Эрвека» представляют
собой барабан с 12 лопастями. Прибор делает 20 оборотов в минуту. Он снабжен
часами, которые по истечении заданного времени испытания автоматически
выключают прибор.
Барабанный истиратель,
предложенный М. С. Махкамовым, имеет 4 лопасти треугольной формы.
Продолжительность истирания 5 мин. Результаты аналогичны таковым, получаемым на
аппарате «Эрвека».
Трубчатые истиратели. Известная
конструкция Ленинградского химико-фармацевтического института представляет
собой систему из трех трубок из оргстекла / длиной 170 мм и различного диаметра
(17, 22, 30 мм) с сетками 2 для отсева порошка (рис. 150). Под сетками
находятся сборники 3. Радиус вращения палки кривошипа 80 мм. Число качаний
регистрируется счетчиком. Оптимальная степень заполнения трубок- 20 таблеток.
Рекомендуется производить определение в течение 3 мин при частоте качания 300
об/мин. Допустимая истираемость не более 10%.
В приборе конструкции М. С.
Махкамова для определения распадаемости таблеток использованы прозрачные
плексигласовые стаканы с перфорированным дном и завинчивающейся крышкой. Высота
стакана 70 мм, диаметр 54 мм. Диаметр отверстий: в стакане № 1-3 мм, № 2- 2 мм,
№ 3- 1,5 мм. Крышка имеет 4 отверстия для воздуха и крючок для присоединения к
аппарату. Для одновременного определения распадаемости 4 таблеток стакан
крестовиной из плексигласа разделен на 4 отделения. Температура поддерживается
с помощью микротермостата.
4. История открытия препарата
парацетамол
Ацетанилид был первым
производным анилина, у которого случайно обнаружились болеутоляющие и
жаропонижающие свойства.] Он был быстро внедрён в медицинскую
практику под названием Antifebrin в 1886 году .Но его токсические
эффекты, самым опасным из которых был цианоз вследствие метгемоглобинемии,
привели к поиску менее токсичных производных анилина. Harmon Northrop Morse
синтезировал парацетамол в Университете Джонса Хопкинса в реакции
восстановления р-нитрофенола оловом в ледяной уксусной кислоте уже в 1877 году,
но только в 1887 году клинический фармаколог Джозеф фон Меринг испытал
парацетамол на пациентах. В 1893 году фон Меринг опубликовал статью, где
сообщалось о результатах клинического применения парацетамола и фенацетина,
другого производного анилина. Фон Меринг утверждал, что, в отличие от
фенацетина, парацетамол обладает некоторой способностью вызывать
метгемоглобинемию. Парацетамол затем был быстро отвергнут в пользу фенацетина.
Продажи фенацетина начала Bayer как лидирующая в то время фармацевтическая
компания. Внедрённый в медицину Генрихом Дрезером в 1899 году, фенацетин был
популярен на протяжении многих десятилетий, особенно в широко рекламируемой
безрецептурной «микстуре от головной боли», обычно содержащей фенацетин,
аминопириновое производное аспирина, кофеин, а иногда и барбитураты.
Полвека результаты работ
Меринга не вызывали сомнений, пока две команды исследователей из США не
проанализировали метаболизм ацетанилида и парацетамола.[15] В 1947
году Дэвид Лестер и Леон Гринберг обнаружили убедительные доказательства, что
парацетамол является одним из основных метаболитов ацетанилида в крови человека
и по результатам последующих исследований они сообщили, что большие дозы
парацетамола, которые получали белые крысы, не вызывают метгемоглобинемии. В
трёх статьях, опубликованных в сентябре 1948 в Журнале Фармакологии и Экспериментальной
Терапии (англ. Journal of Pharmacology and Experimental Therapeutics), Бернард
Броди, Джулиус Аксельрод и Фредерик Флинн, используя более точные методы,
подтвердили, что парацетамол является основным метаболитом ацетанилида в крови
человека и установили, что он обладает столь же эффективным болеутоляющим
эффектом, как и его предшественник. Они также предположили, что
метгемоглобинемия возникает у людей в основном под действием другого метаболита
- фенилгидроксиламина. В 1949 году установлено, что фенацетин также
метаболизируется в парацетамол. Это привело к «повторному открытию»
парацетамола. Было высказано предположение, что загрязнение парацетамола
4-аминофенолом (веществом, из которого он был синтезирован фон Мерингом) могло
стать причиной ложных выводов.
Парацетамол был впервые
предложен к продаже в США в 1953 году компанией Стерлинг-Уинтроп (англ.
Sterling-Winthrop Co.), которая позиционировала его как более безопасный для
детей и людей с язвами, чем аспирин. В 1955 году в США компанией «McNeil
Laboratories» начались продажи парацетамола под одной из самых известных в США
торговой маркой «Тайленол», как болеутоляющее и жаропонижающее лекарство для
детей (Tylenol Children’s Elixir) - слово «tylenol» произошло от сокращения
para-acetylaminophenol.
В Великобритании парацетамол
поступил в продажу в 1956 году, тогда он выпускался отделением Sterling Drug
Inc. компании Frederick Stearns & Co под маркой «Панадол». В то время
«Панадол» отпускался из аптек только по рецепту (в настоящее время он является
безрецептурным препаратом), но его рекламировали как безопасное для слизистой
желудка средство, в то время как популярный в те годы «Аспирин» раздражал
слизистую. В настоящее время препарат «Панадол» в различных формах (таблетки,
растворимые таблетки, суппозитории, суспензия) выпускается группой компаний
GlaxoSmithKline.
Парацетамол относительно широко
стали применять после изъятия из оборота амидопирина и фенацетина. Появилось
множество парацетамолсодержащих комбинированных лекарственных форм, в том числе
в сочетаниях с ацетилсалициловой кислотой, анальгином, кодеином, кофеином и
другими препаратами.
Парацетамол содержится более,
чем в 500 препаратах, отпускаемых как по рецепту, так и без рецепта в США.
Исследования осложнений, вызываемых
парацетамолом, велись в США несколько лет. Вопрос был поставлен на контроль FDA
в связи с участившимися случаями передозировки, вызывающей поражение печени.
Согласно официальным данным, употребление парацетамола - самая распространённая
в США причина возникновения поражения печени. Ежегодно к врачам с таким
диагнозом попадают 56 тыс. человек, в среднем 458 случаев заканчиваются
летально. Отравления не предотвратила даже многолетняя образовательная
кампания, проводимая властями. Американцы пьют парацетамол чаще, чем другие
болеутоляющие, так как считают, что он меньше вредит пищеварительной системе.
таблетка гранулирование парацетамол
препарат
5. Характеристика конечной продукции
производства
Парацетамол (лат.
Paracetamolum)
Лекарственная форма: таблетки
200 мг и 500 мг.
Описание: таблетки белого или
белого с кремоватым оттенком цвета, плоскоцилиндрические, с риской и фаской.
Состав: 1 таблетка содержит:
действующее вещество - парацетамол 200 мг или 500 мг; вспомогательные вещества:
повидон, кроскармеллоза натрия, стеариновая кислота, крахмал картофельный.
Фармакотерапевтическая группа:
прочие анальгетики-антипиретики. Анилиды. Код АТХ N02BE01.
Фармакологические свойства.
Фармакокинетика
После приема внутрь быстро
абсорбируется преимущественно в тонком кишечнике, в основном путем пассивного
транспорта. После однократного применения в дозе 500 мг максимальная
концентрация в плазме достигается через 0,5 - 2 ч и составляет около 16 мкг/мл,
после чего постепенно понижаясь достигает уровня 11 - 12 мкг/мл через 6 ч после
приема. При многократном введении лекарственного средства его фармакокинетика
не изменяется. Кумуляция лекарственного средства не отмечается.
В плазме около 10 - 15%
лекарственного средства находится в связанном с белками состоянии. Хорошо
проникает через гистогематические барьеры, равномерно распределяясь по органам
и тканям (за исключением жировой ткани). Проходит через гематоэнцефалический
барьер, плаценту, поступает в грудное молоко (менее 1% принятой дозы).
Объем распределения (Vd)
составляет 0,95 л/кг.
Метаболизируется в печени по
трем независимым путям: 1) конъюгацией с глюкуроновой кислотой (около 50%) с
образованием неактивных метаболитов; 2) конъюгацией с сульфатами (около 30%) с
образованием неактивных метаболитов; 3) гидроксилированием системой цитохрома
Р450 с образованием активного промежуточного метаболита
N-ацетил-бензоиминохинона (N-АБИ около 17%). N-АБИ в дальнейшем связывается с
глутатионом и подвергается инактивации с образованием
парацетамол-меркаптопурата при участии меркаптопурина и цистеина. При
недостатке глутатиона N-АБИ может блокировать ферментные системы гепатоцитов и
вызвать их некроз. У недоношенных детей, новорожденных и детей до 10 лет
основным метаболитом парацетамола является парацетамола-сульфат, у детей старше
12 лет основной метаболит парацетамола-глюкуронид.
Период полуэлиминации (T1/2,)
парацетамола составляет 2 - 3 ч. У детей он несколько меньше, у новорожденных,
пожилых лиц и пациентов с нарушением функции печени - несколько больше.
Выводится почками с мочой, 30,5 - 58,5 % в виде глюкуронида, 17,5 - 33,9% - в
виде сульфата, 4,5 - 6,1% - в виде парацетамол-меркаптопурата, 0,4 - 5,9% - в
виде парацетамол-цистеина и 3,5 - 4,5% - в неизмененном виде. Выводится в виде
метаболитов с мочой.
Фармакодинамика
Парацетамол оказывает анальгезирующее
и жаропонижающее действие.
Механизм действия связан с
ингибированием активности циклооксигеназы I и II типов (ЦОГ-I и ЦОГ-II). В
результате блокируются реакции арахидонового каскада синтеза эйкозаноидов и
нарушается образование простагландинов PgE2, PgF2a, их эндоперекисей.
Парацетамол оказывает
болеутоляющее действие, повышает порог возбудимости болевых центров таламуса.
Одновременно снижает активность термоустановочного центра гипоталамуса, влияние
на него эндогенных пирогенов, усиливает теплоотдачу. Он эффективен при болевом
синдроме слабой и средней интенсивности, лихорадке инфекционного генеза.
Используется как анальгетик и жаропонижающее, в первую очередь, у лиц с
противопоказаниями к приему других нестероидных противовоспалительных средств:
больных бронхиальной астмой, язвенной болезнью, дети с вирусными инфекциями.
Лекарственное средство лишено
противовоспалительного действия и не обладает антиагрегантным эффектом. Это
обусловлено его инактивацией в очаге воспаления под влиянием перекиси кислорода
и свободных радикалов, которые в изобилии образуются в очаге воспаления. Таким
образом, в зоне воспаления циклооксигеназа остается защищенной от действия
парацетамола и противовоспалительный эффект не развивается.
Парацетамол может быть
использован при лечении болевого синдрома у пациентов с нарушениями работы
свертывающей системы крови (геморрагические диатезы, коагулопатии).
Показания
Для лечения легкой и умеренной
боли, включая головную боль, мигрень, невралгии, зубную боль, боль в горле,
боли при остеоартрозе, лихорадочный синдром при острых инфекционных,
инфекционно-воспалителных заболеваниях.
Способ применения и дозы.
Применяют внутрь,
предпочтительнее между приемами пищи.
Взрослые, пожилые люди и
подростки старше 12 лет: 1000 мг (2,5-5 таблеток с дозировкой 200 мг, 1-2
таблетки с дозировкой 500 мг) каждые 4 часа, максимальная доза до 4000 мг в
течении 24 часов.
Дети 6-12 лет: 200 мг - 500 мг
(1 таблетка с дозировкой 200 мг, Ѕ до 1 таблетки с дозировкой 500 мг) каждые 4
часа, максимальная доза до 2000 мг в течение 24 часов.
У детей в возрасте до 6 лет
применение таблеток не рекомендуется.
Побочные действия.
· аллергические
реакции, кожная сыпь, крапивница, ангионевротический отек;
· гепатотоксическое
действие при длительном использовании в дозе свыше 4000 мг/сут;
· тошнота,
боль в эпигастрии;
· гемолитическая
и апластическая анемия, тромбоцитопения, агранулоцитоз, панцитопения,
метгемоглобинемия;
· нефротоксическое
действие в виде почечной колики, асептической пиурии, интерстициального
нефрита, папиллярного некроза;
· понижение
артериального давления, гипогликемия, диспноэ, васкулит.
Противопоказания.
· дефицит
глюкозо-6-фосфатдегидрогеназы;
· повышенная
чувствительность к парацетамолу;
· почечная и
печеночная недостаточность;
· беременность
и лактация;
· детям до 6
лет.
Лекарственные взаимодействия.
При одновременном применении с
индукторами цитохрома Р450 (фенитоин, алкоголь, барбитураты, рифампицин,
фенилбутазон, трициклические антидепрессанты, комбинированные оральные
контрацептивы) увеличивается продукция гидроксилированного токсичного
метаболита N-АБИ и риск гепатотоксического действия парацетамола.
Алкоголь усиливает токсическое
действие парацетамола на поджелудочную железу.
При одновременном применении с
ингибиторами цитохрома Р450 (циметидин, омепразол, макролидные антибиотики)
риск гепатотоксичного действия парацетамола уменьшается.
Парацетамол усиливает действие
средств, угнетающих центральную нервную систему, алкоголя. Потенцирует
гематотоксическое действие хлорамфеникола. Ослабляет эффективность
урикозурических средств (сульфинпиразона).
При одновременном применении с
миотропными спазмолитиками (дротаверин, папаверин, питофенон) и
м-холиноблокаторами (фенпивериний бромид, платифиллин, атропин), холестирамином
наблюдается замедление абсорбции парацетамола, вследствие замедления
опорожнения желудка.
При одновременном применении с
прокинетическими средствами (ме-токлопрамид), эритромицином наблюдается
ускорение абсорбции парацетамола, вследствие ускорения опорожнения желудка.
Барбитураты ослабляют
жаропонижающий эффект парацетамола.
При одновременном приеме с
холестирамином, циметидином, омепразолом скорость всасывания парацетамола
уменьшается. Парацетамол допустимо использовать не ранее одного часа после
применения холестерамина, не ранее двух часов после применения циметидина,
омепразола.
Антикоагулянтный эффект
варфарина и других кумаринов может быть повышен при длительном регулярном
применении парацетамола у пациентов с повышенным риском кровотечения. Разовые
дозы не оказывают существенного антикоагулянтного эффекта.
Особые указания
Беременность и лактация.
Применение парацетамола во время беременности и в период лактации
противопоказано. При необходимости применения парацетамола в период лактации
следует отлучать ребенка от груди на весь период лечения.
Таблетки не предназначены для
применения у детей до 6 лет.
Длительное применение
парацетамола. При необходимости регулярного применения парацетамола свыше 5
дней следует еженедельно контролировать картину периферической крови, функцию
печени.
Влияние на лабораторные
показатели. Во время лечения парацетамолом возможно повышение уровня глюкозы в
плазме крови и искажение результатов определения гликемического профиля.
Влияние на способность к
вождению автотранспорта и управление механизмами. Прием парацетамола не влияет
на способность к управлению автотранспортом или иными механизмами в период
применения лекарственного средства.
Передозировка
Возникает при приеме
парацетамола в дозе свыше 10 г/сут (или более 140 мг/кг/сут у детей). У
пациентов с алкоголизмом, гепатитом токсическое действие парацетамола может
проявиться даже при его применении в дозе 2,5 -4,0 г/сут.
Симптомы:
Интоксикация протекает в 3
стадии:
· 1-я стадия
продолжается 12 - 24 ч и характеризуется диспепсическими явлениями, симптомами
раздражения желудочно-кишечного тракта, тошнотой, рвотой, потливостью.
· 2-я стадия
продолжается 2 - 3 дня и характеризуется тошнотой, рвотой, повышением уровня
трансаминаз, билирубина, увеличением протромбинового индекса до 2,0 - 2,5.
· 3-я стадия
наблюдается у 20% лиц с интоксикацией и продолжается 3 - 5 дней.
Характеризуется глубоким прогрессирующим некрозом гепатоцитов, тошнотой,
неукротимой рвотой, желтухой, резким повышеним трансаминаз, билирубина,
увеличением протромбинового индекса более 2,5. Появляются признаки печеночной
недостаточности, гипогликемия, энцефалопатия, ступор. Развивается почечная
недостаточность и миокардиодистрофия.
Лечение: включает отмену
лекарственного средства, промывание желудка с активированным углем и назначение
солевых слабительных для предотвращения всасывания лекарственного средства в
желудке и кишечнике. Внутривенно начинают введение глюкозы (5 - 10 % раствор
200 - 400 мл). Вводят специфический антидот - N-ацетилцистеин (восстанавливает
запасы глутатиона и устраняет его дефицит, при этом токсичный метаболит
парацетамола нейтрализуется). 20% раствор N-ацетилцистеина применяют
внутривенно и внутрь: первая доза 140 мг/кг (0,7 мл/кг), затем по 70 мг/кг
(0,35 мл/кг). Всего вводят 17 доз. Наиболее эффективным является лечение,
начатое в первые 10 часов после развития интоксикации. Если с момента
интоксикации прошло более 36 часов лечение является неэффективным. При
увеличении протромбинового индекса более 1,5 применяют витамин К1
(фитоменадион) 1 - 10 мг; при увеличении протромбинового индекса более 3,0
необходимо начать вливание нативной плазмы или концентрата факторов свертывания
(1 - 2 единицы).
При лечении интоксикации
противопоказано проведение форсированного диуреза, гемодиализа. Недопустимо
использовать антигистаминные средства и глюкокортикостероиды.
Упаковка
Таблетки 200 мг:
· в контурной
ячейковой упаковке № 10 Ч 2, № 10 Ч 500;
· в контурной
безъячейковой упаковке № 10 Ч 1, № 10 Ч 800.
Таблетки 500 мг:
· в контурной
ячейковой упаковке № 10 Ч 2, № 10 Ч 5, № 10 Ч 300;
· в контурной
безъячейковой упаковке № 10 Ч 1, № 10 Ч 390.
Условия хранения
В защищенном от света и влаги
месте, при температуре не выше 25 єС. Хранить в недоступном для детей месте.
Срок годности
года. Не использовать после
окончания срока годности.
Условия отпуска из аптек
Без рецепта.
1. Химическая
схема производства.
Парацетамол может быть получен аналогично
фенацетину, т.е. ацетилированием п-аминофенола уксусной кислотой различных
концентраций (50-98)% с выходом до 90%:
Принципиально технология мало отличается от
технологии фенацетина.
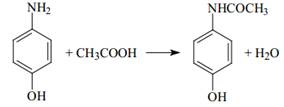
Рис. 14
Существенно могут отличаться способы получения
дефицитного п-аминофенола (восстановлением п-нитрофенола, п-нитрозофенола,
кислотно-катализируемой перегруп-пировкой N-фенилгидроксиламина, легко
получаемого из нитробензола), как показано ниже на следующих химических схемах:
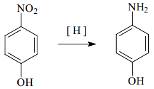
Рис. 15
Восстановление п-нитрофенола может быть
осуществлено типичными методами (железом в водном растворе хлористого натрия,
сульфидом натрия в воде, каталитическим восстановлением водородом над скелетным
никелевым катализатором) с хорошими выходами.
Очень простой представляется схема получения
п-аминофенола из доступного и дешевого нитробензола:
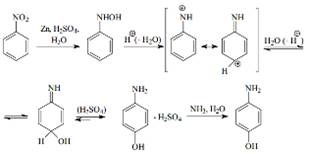
Рис. 16
Восстановление нитробензола до
N-фенилгидроксиламина может быть осуществлено электролизом в водной серной
кислоте, цинковой пылью в водной серной кислоте или в водном растворе
хлористого аммония. Последнее ведут при (50-60)°С. Массу фильтруют в горячем
виде от цинкового шлама, фильтрат кристаллизуют и полупродукт отфильтровывают,
промывают водой, сушат и перекристаллизовывают из бензола. Выход
N-фенилгидроксиламина составляет 70%. Перегруппировку проводят нагреванием при
100°С в разведенной серной кислоте (9-14%) под азотом. После нейтрализации
серной кислоты водным аммиаком продукт выделяют кристаллизацией. Выход
п-аминофенола (родинала, проявителя в фотографии) около 90%.
Не менее простой является схема синтеза
п-аминофенола из фенола по схеме:
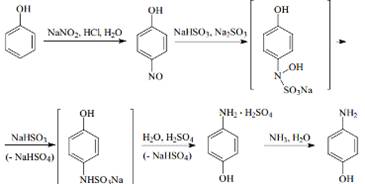
Рис. 17
Синтез п-аминофенола и парацетамола из фенола
через п-нитрозофенол применяется в Болгарии. Нитрозирование фенола ведут 30%
водным раствором нитрита натрия в разбавленной соляной кислоте при (5-10)°С.
Осадок п-нитрозофенола отфильтровывают,промывают водой.
Выход составляет 95% от теории. Нитрозофенол
восстанавливают, например, сульфит-бисульфитной смесью (водным раствором
сульфита и бисульфита натрия или сульфита натрия с добавлением серной кислоты) при
рН 5,1-5,5 и температуре от 20°до (60-65)°С. В результате нуклеофильного
присоединения бисульфита (сульфита) натрия к нитрозогруппе образуется
N-(п-гидроксифенил)-N-гидроксисульфаминат натрия, который далее
восстанавливается до натриевой соли N-(п-гидроксифенил)-сульфаминовой кислоты.
Затем массу подкисляют серной кислотой до рН 1,0 и десульфируют нагреванием до
(90-100)°С. После охлаждения и нейтрализации кислоты водным аммиаком выделяют
п-аминофенол.
Ацетилирование п-аминофенола ведется уксусным
ангидридом при 50-60°С. Массу разбавляют водой при охлаждении, кристаллизуют и
отфильтровывают технический парацетамол. Очистку технического продукта ведут
перекристаллизацией из воды с обработкой углем и гидросульфитом натрия:
Рис. 18
Выход может достигать 85-90% на п-аминофенол.
7. Технологическая схема производства таблеток.
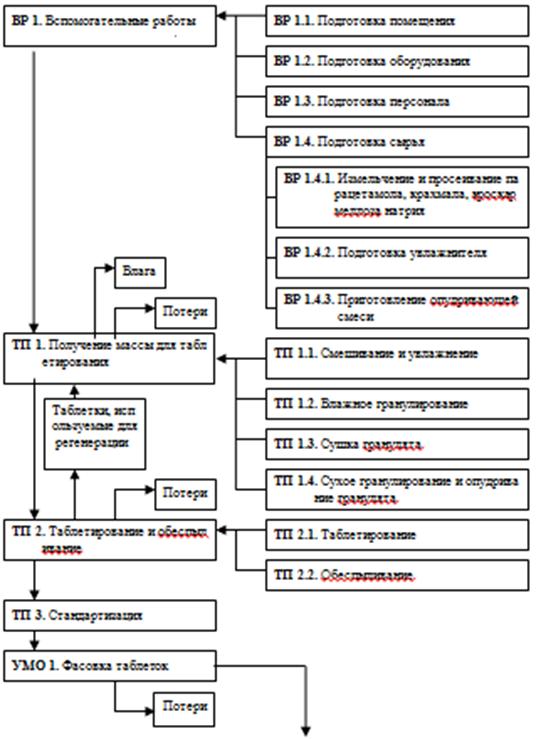
Рис. 19
8. Аппаратурная схема производства и
спецификация оборудования
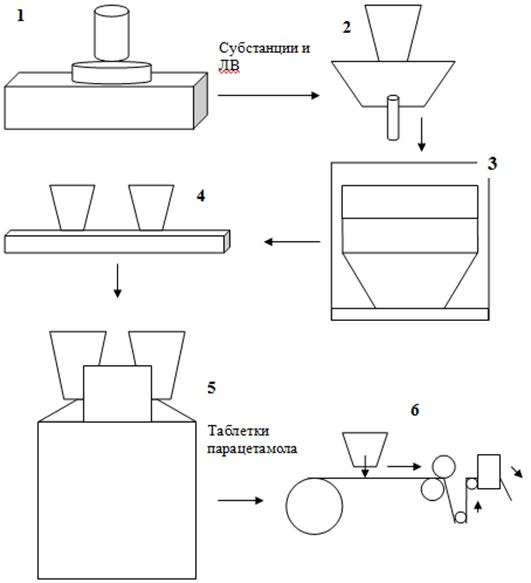
Рис. 20
1. Весоизмерительный
прибор
2. Вращательно-вибрационное
сито ВС-2
3. Сушилка-гранулятор
СГ-30
4. Машина
опудриватель
5. Роторная
таблеточная машина РТМ-41
6. Автомат
для упаковки таблеток
9. Характеристика сырья
Парацетамол
Лекарственная форма: таблетки
200 мг и 500 мг.
Описание: таблетки белого или
белого с кремоватым оттенком цвета, плоскоцилиндрические, с риской и фаской.
Состав: 1 таблетка содержит:
действующее вещество - парацетамол 90,91% (500 мг) или 500 мг; вспомогательные
вещества: патока крахмальная 3,18% (17,5 мг) , , стеариновая кислота, крахмал
картофельный.
Фармакотерапевтическая группа:
прочие анальгетики-антипиретики. Анилиды. Код АТХ N02BE01.
Патока крахмальная 3,18% (17,5 мг) - это
натуральный сахарозаменитель с выраженным экономическим эффектом; это
универсальный улучшитель органолептических показателей и свойств продуктов,
произведенных с ее добавлением. Представляет собой прозрачную, вязкую, сладкую
на вкус жидкость. Она состоит из смеси глюкозы, мальтозы и высших сахаридов и
имеет большое количество сортов в зависимости от сочетаний этих углеводов.
Патока применяется в производстве широкого спектра пищевых продуктов -
кондитерских изделий, пива и безалкогольных напитков, плодово-ягодных
консервов, соусов и кетчупов и др.
Стеариновая кислота (stearic acid)
Формула: C18H36O2
Широкому кругу потребителей известна как
стеарин, который представляет собой смесь стеариновой, пальмитиновой и в
небольших количествах олеиновой кислот.
Свойства: белые гранулы, нерастворимые в воде и
растворимые в масляной фазе, температура плавления которых составляет 69-72°C,
то есть можно легко расплавить на водяной бане. Стеариновую кислоту необходимо
растворять, как и другие эмульгаторы, вместе с маслами.
Применение: в косметологии стеариновая кислота
используется в качестве эмульгатора, загустителя и стабилизатора эмульсий,
часто совместно с другими эмульгаторами, образует эмульсию при использовании с
ксантаном. Структурообразующие свойства этой кислоты позволяют использовать её
для изготовления твёрдых духов, бальзамов для губ и масляных плиток - продуктам
легко придать твёрдость, и они усиливают свои смягчающие свойства. При
изготовлении мыла с нуля с использованием стеариновой кислоты образуется соль -
стеарат натрия - являющаяся анионной ПАВ и используемая в качестве моющего
средства.
Рекомендованная концентрация: 2 - 10%, обычно 5%
Также стеариновая кислота используется при
производстве свечей, причем парафин смешивается со стеарином в следующих
пропорциях: парафина 80%, стеарина 20%. Такая смесь позволяет получать более
прочные свечи, которые не оплывают слишком сильно, а также облегчает извлечение
свечей из форм.
Хранение: стеариновую кислоту стоит в прохладном
месте, по возможности стараться избегать влажных помещений.
Крахмал картофельный
Формула: (C6H10O5)n
Свойства: сыпучий порошок белого цвета (иногда с
желтоватым оттенком), который получают из картофельных клубней. Вообще, крахмал
относят к сложным углеводам, который хорошо усваивается организмом человека и
присутствует в овощах и фруктах, бобовых и злаковых, а также орехах.
Применение: в пищевой
промышленности крахмал используется для получения глюкозы, патоки, этанола, в
текстильной - для обработки тканей, в бумажной - в качестве наполнителя. Кроме
того крахмал входит в состав большинства колбас, майонеза, кетчупа и пр. В мире
наибольшее применение крахмал нашёл в целлюлозо-бумажной промышленности,
насчитывая миллионы метрических тонн ежегодно].
Модифицированный крахмал
является основным компонентом клея для обоев.
Хранение: крахмал должен храниться в упакованном
виде, в хорошо проветриваемых складах без постороннего запаха, не зараженных
вредителями хлебных запасов. Мешки или ящики с крахмалом укладывают на
деревянные стеллажи. При хранении крахмала более 10 сут стеллажи покрывают
брезентом или другими средствами для укрытия из полимерных материалов такого
размера, чтобы краями можно было закрыть по бокам первый ряд мешков или ящиков.
В складах, где хранится крахмал, относительная влажность воздуха не должна быть
более 75 %
10. Изложение технологического процесса
· Подготовка
помещения.
Производственные помещения подвергаются влажной
уборке с использованием моющих и дезинфицирующих средств (хлорамин Б, хлорамин
Б с 0,5% моющего средства, перекиси водорода ). Полы моют один раз в смену,
стены и двери один раз в неделю, потолки один раз в месяц очищают от пыли
влажной ветошью. Оконные стекла, рамы и пространство между ними моют один раз в
месяц.
· Подготовка
оборудования.
Приступают к работе по производству таблеток
парацетамола 0,2 на чисто вымытом и сухом оборудовании, при включённой
приточно-вытяжной вентиляции, наличии и исправности защитного заземления,
контрольно-измерительных приборов, в чисто убранном помещении. Перед началом
работы необходимо проверить исправность оборудования.
Оборудование и аппаратура подвергаются влажной
уборке с применением моющих и дезинфицирующих средств перед началом и после
работы с ним.
· Подготовка
персонала
Персонал перед началом работы должен одеть
санитарную одежду и обувь, вымыть и продезинфицировать руки. Персонал должен
соблюдать действующие правила техники безопасности санитарии. Производственному
персоналу запрещено хранить в карманах санитарной одежды предметы личного
пользования, кроме носового платка. Санитарная одежда и обувь выдается
работникам в соответствии с действующими нормами. Смена одежды производится не
реже одного раза в неделю
· Подготовка сырья
На весоизмерительном приборе производим
отвешивание компонентов (парацетамол, патока крахмальная, стеариновая кислота,
крахмал картофельный), которые отвечают требованиям Н.Д.
На 100 кг таблеток нам необходимо отвесить:
Парацетамол - 90910 г.
Крахмала - 5120 г.
Стеариновая кислота - 790 г.
Патока крахмальная - 3180 г.
· Измельчение и
просеивание сырья.
Рис 21.
Порошок парацетамола измельчают на
дезинтеграторе.
Далее все компоненты по отдельности просеиваем
на вращательно-вибрационном сите. Просеиваемый материал засыпаем в бункер (5),
откуда он поступает на сито (1), где за счет работы двух грузов вибратора (3)
создается такое колебание, которое приводит всю массу порошка во вращательное
движение по ситу и конусу приемника (2). Наличие двух дезбалансов на разных
уровнях вала сообщает всем точкам сетки круговые колебательные движения в
вертикальной и горизонтальной плоскостях. Частоту колебаний регулируют ременной
передачей привода (4), а их амплитуду - углом раствора грузов вибратора. Сито в
процессе работы герметизируется крышкой. Готовый продукт просев и отсев поступает
в разные лотки, с которых ссыпается в заранее приготовленную тару.
· Приготовление
увлажнителя
Увлажнителем является 6% крахмальный клейстер.
Приготовление: рассчитанное количество крахмала (818 г) взмучивают с холодной
водой (количество воды берут в 4 раза больше по сравнению с крахмалом, 3,5 л).
Полученную взвесь вливают в кипящую воду.
Кипятят 0,5-1мин до просветления раствора. В
случае необходимости процеживают через двойной слой марли, проверяют массу, и,
в случае необходимости доводят до требуемого объёма ( 13636 г).
Рассчитываем сколько на это пойдет крахмала:
г - 100%
Х г - 15%
Х=13636 г крахмального клейстера.
Для приготовления 6% крахмального клейстера
необходимо:
г - 100%
Х г - 6%
Х =818 г.
г- 818 г=8000 г крахмала, который пойдет в
качестве разрыхлителя.
· Приготовление
опудривающей смеси
Рис. 22
Опудривающая смесь состоит из крахмала (из
общего рассчитанного количества вычитают количество, использованное в качестве
связывающего вещества) и кроскармеллоза натрия.
· Получение массы для
таблетирования. Влажное гранулирование
В аппарат СГ-30 помещают порошок парацетамола
для проведения влажного рис 2. гранулирования и сушки гранулята. Принцип работы
аппарата СГ-30: корпус аппарата (11) сделан из трех цельносваренных секций.
Продуктовый резервуар (3) имеет форму усеченного конуса, расширяющегося вверх и
переходящего затем в обечайку распылителя (4), которая соединяется с обечайкой
рукавных фильтров (5).
Резервуар с исходными компонентами на тележке
(1) закатывается в аппарат, поднимается пневмоцилиндром (2) и уплотняется с
обечайкой распылителя. Поток воздуха всасывается вентилятором (8), приводимым в
действие электродвигателем (7), очищается в воздушных фильтрах (12),
нагревается до заданной температуры в калориферной установке (16) и проходит
снизу вверх через воздухораспределительную беспровальную решетку, установленную
в нижней части продуктового резервуара. При этом продукт приходит во взвешенное
состояние- перемешивается. Затем в псевдоожиженный слой исходных компонентов из
емкости (14) дозирующим насосом (13) подается через форсунку гранулирующая
жидкость и происходит гранулирование таблеточной смеси. Сжатый воздух,
подаваемый к пневматической форсунке по специальной системе (15), применяется
не только для распыления гранулирующей жидкости, но и для дистанционного
управления форсункой. В ходе гранулирования осуществляется автоматическое
встряхивание рукавных фильтров. Встяхивающее устройство (6)
электропневматически сблокировано с устройством, перекрывающем заслонки (10).
При встряхивании рукавных фильтров заслонка перекрывает доступ псевдоожижающего
воздуха к вентилятору, прекращая таким образом псевдоожижение продукта и снимая
воздушную нагрузку с рукавных фильтров. Встряхиванием фильтры очищают от
продукта, находящегося в виде пыли, который затем гранулируется. В выходной
части вентилятора размещен шибер (9) с ручным механизмом управления. Он
предназначен для регулирования расхода псевдоожижающего воздуха. Через
определенный промежуток времени отключается система распыления и начинается
сушка гранулята. Аппарат работает а автоматическом режиме. Реле времени
обеспечивает последовательность и необходимую продолжительность операций, а
также цикличность и длительность процесса встряхивания рукавных фильтров и синхронной
с ними работы заслонки. По окончании всего цикла гранулирования автоматически
выключается вентилятор и прекращается подача пара в калориферную установку.
Опускается продуктовый резервуар. Тележку вместе с резервуаром выкатывают из
сушилки, гранулят поступает на опудривание.
· Опудривание
гранулята
Опудривающими веществами у нас являются
кроскармеллоза натрия и стеариновая кислота, но в
процессе опудривания мы добавляем и разрыхляющие вещества - крахмал.
Процесс опудривания происходит в машине опудривателе.
Она представляет из себя транспортер с двумя укрепленными над ним бункерами. В
один бункер мы насыпаем гранулят, а во второй - опудривающие вещества и
разрыхлитель. Скорость подачи веществ из бункеров регулируют с помощью
заслонок. По пути движения массы устанавливают так называемые плужки, которые
перемешивают опудривающий слой.
Гранулят ссыпается в приемник, имеющий
электромагниты для улавливания металлических предметов, случайно попавших в
гранулят. Затем из приемника опудренный гранулят высыпается в тару и подается
на таблеточные машины.
· Таблетирование и
обеспыливание
Рис. 23
· Таблетирование
Процесс таблетирования протекает в роторной
таблеточной машине РТМ-41 (см. рис 3). Из бункера (1)порошок самотеком
поступает в питатель-дозатор (3), неподвижно укрепленный на станине машины.
Заполняющий ворошитель лопастями (4) осуществляет подачу порошка в матрицу (6),
при этом пуансоны (8), укрепленные в толкателях (9), опускаются по неподвижному
копиру (10) и регулируемому копиру (15) на полную глубину заполнения матриц.
При дальнейшем вращении ротора толкатель следует по горизонтальному участку
копира к дозирующему механизму, который состоит из копира (16) и шарнирно
связанного с ним регулируемого дозатора (17). Копир-дозатор перемещает
толкатель с пуансоном вверх, поднимая порошок в матрице на высоту,
соответствующую по объему заданной массы таблетки (0.051 г). В это время
лопасти (20) дозирующего ворошителя срезают излишек дозы и передают ее обратно
в зону действия заполняющего ворошителя. Поскольку лопасти находятся на 1.0-1.5
мм выше дна корпуса питателя, то в дозировании участвует и кромка корпуса (21)
питателя. Окончательно отсекает дозу нож (22) с фторопластовой пластиной,
плотно прижатой к столу.
Во время дальнейшего переноса дозы нижний
толкатель попадает на горизонтальный копир (18), верхний - проходит под
копиром-отбойником (23), опускающим верхние пуансоны до захода их в матрицу.
Ролики (19) осуществляют предварительное прессование, а ролики давления (11)-
собственно прессование. При этом на РТМ порошок выдерживается под давлением за
счет наличия плоского торца на головке толкателя, смещения на 3-4 мм осей
верхнего и нижнего роликов давления, введения специальных копиров (2),
размещенных на уровне ролика давления в момент прессования. Выталкивание
таблетки из плоскости матрицы на поверхность зеркала стола осуществляется
механизмом выталкивания, состоящим из 3 элементов. Ролик выталкивания (12)
отрывает таблетку от стенки матрицы. Копир выталкивания (13) доводит таблетку
до верхнего уровня, а выталкиватель (14) регулируется таким образом, чтобы
таблетка выводилась из матрицы на поверхность стола, затем ротором таблетка (7)
подводится к ножу (5), который направляет ее на лоток и далее в приемную тару.
· Обеспыливание
Процесс происходит в РТМ-41 с помощью
обеспылевателей. Таблетки проходят через вращающийся перфорированный барабан и
очищаются от пыли.
· Стандартизация
Определяют подлинность, количественное
определение таблеток парацетамола, проводят тест на распадаемость.
Стадия УМО 1.Фасовка таблеток.
· Фасовка таблеток.
Расфасовка таблеток парацетамола осуществляется
на автомате непрерывного формования в блистеры по 10 штук.
Укупоренные блистеры помещают в картонные
коробки и оформляют этикеткой, где указывается предприятие - изготовитель,
товарный знак, название препарата на русском и латинском языках, количество
препарата, срок годности, условия хранения, номер серии, номер ТУ.
При производстве таблеток парацетамола возможно
получение продукции не соответствующей требованиям НД по одному из параметров -
некондиционной продукции. Это обратимый брак. Он подвергается переработке на
стадии ТП 2.
· Упаковка,
маркировка
Наиболее
гигиеничным, удобным, гарантирующим таблеткам от вредных влияний атмосферного
воздуха и загрязнения является упаковка в (табл. 0,2 г контурная безъячейковая
упаковка, №10. табл. 0,2 г стрип, №10. табл. 0.2 г блистер, №10.).
· Маркировка
На тубе (этикетке)
указывают предприятие-изготовитель и его товарный знак, название препарата на
латинском и русском языках, массу препарата в граммах или килограммах, условия
хранения, регистрационный номер, номер серии, срок годности.
На этикетке для
групповой упаковки дополнительно указывают количество упаковок в коробке.
11. Материальный баланс
При производстве таблеток
парацетамол 200 мг химические процессы не протекают. Имеет место простое
смешивание. В настоящее время используют технологию, состоящую из следующих
этапов:
) подготовка сырья
) получение массы для
таблетирования
) таблетирование массы 4) фасовка
и упаковка таблеток
Таблица 1
|
№
п/п
|
Израсходовано
|
Получено
|
|
Наименование
|
Количество
|
Наименование
|
Количество
|
|
C8H9NO2
/ HOC6H4NHCOCH3 Молекулярная масса - 151,2
|
|
1
|
Парацетамол
|
|
|
|
|
2
|
Крахмал
картофельный
|
|
|
|
|
3
|
Кислота
стеариновая
|
|
|
|
|
4
|
Патока
крахмальная
|
|
|
|
|
ИТОГО:
|
|
ИТОГО:
|
|
Таблетка, полученная по известной технологии с
дозой 0,2 г. содержит:
· Парацетамол 90,91%
· Крахмал с влажностью 10% 5,12%
· Кислота стеариновая 0,79%
· Патока крахмальная 3,18
12. Переработка и обезвреживание отходов производства
В процессе производства ксероформной мази не
образуется отходов, нуждающихся в переработке и обезвреживании.
Технологические аппараты, применяемые в
технологическом процессе - это источники выделения, от которых загрязняющие
вещества удаляются с вентиляционным воздухом производственного помещения.
Выбросы пыли и отработанного воздуха
осуществляются с помощью общеобменной вентиляции, согласно проекту, причем
выброс отработанного воздуха из помещений предусмотрены после его
предварительной очистки через пылеулавливатель
На предприятии нет разделения канализации на
производственную, хозбытовую, ливневую. Все сточные воды поступают в местный
хозфекальный коллектор, качественный состав объединенных производственных и
хозстоков на уровне выхода в коллектор, соответствует условиям выброса сточных
вод в канализацию. Контроль стоков проводит соответствующий Центр гигиены и
эпидемиологии. В связи с незначительным объемом сточных вод - не больше 0,1 м3
в смену и применением в ходе производственного процесса веществ III-IV класса
опасности их обезвреживание не предусматривается, качественный и количественный
состав вод не описывается.
13. Контроль производства и управление
технологическим процессом. Техника безопасности, пожарная безопасность и
производственная санитария
Контроль производства и управления
технологическим процессом производится в соответствии с инструкцией
Общие требования к безопасному ведению
технологического процесса.
Общие требования к безопасному ведению
технологического процесса, должны обеспечиваться, в соответствии со стандартами
системы безопасности труда (ССБТ), "Правилами безопасности для
фармацевтической промышленности", "правилами устройства
электроустановок" (ПУЭ), "Правилами техники безопасности при эксплуатации
электроустановок потребителей" (ПТБ), "Санитарными правилами
организации технологических процессов и гигиеническими требованиями к
производственному оборудованию" (СанПин № 11-04-74), "Санитарными
нормами микроклимата производственных помещений" (СанПин № 11-13-94),
"Перечнем регламентированных в воздухе рабочей зоны вредных веществ"
(СанПин № 11-19-94), и инструкциями по охране труда и рабочими инструкциями для
производства.
К работе допускаются лица, достигшие 18 лет, не
имеющие медицинских противопоказаний, прошедшие обучение безопасным методам
работы в соответствии с "Положением об обучении, инструктаже и проверке
знаний по вопросам охраны труда", и сдавшие экзамен на допуск к
самостоятельной работе. Все работники лаборатории должны проходить медицинское
освидетельствование в сроки, установленные МЗ РБ.
Производственный персонал допускается к работе
только в спецодежде и средствах индивидуальной защиты. Технологический процесс
производственный персонал обязан вести в соответствии с действующим
регламентом.
На рабочем месте должны быть запасы сырья и
материалов, не превышающие сменную потребность. Необходимо знать специфические
свойства применяемых веществ и соблюдать установленные правила работы с ними.
Производственный процесс должен быть организован
так, чтобы не допускать выделения в воздух рабочей зоны пыли и вредных веществ.
Помещение опытно-производственной лаборатории,
где возможно выделение пыли, оборудуется соответствующими проекту системами
вентиляции.
Все эксплуатируемые электроустановки должны
соответствовать требованиям "Правил технической эксплуатации
электроустановок потребителей", и др. нормативных документов. Эксплуатация
электрооборудования без заземления не допускается. Помещения
опытно-производственной лаборатории обеспечиваются первичными средствами пожаротушения
согласно действующим нормам.
Все работники должны уметь пользоваться
средствами пожаротушения и уметь оказывать первую помощь при несчастном случае.
Не допускается загромождения рабочих мест,
проходов, выходов из помещений и здания, доступа к противопожарному
оборудованию.
Основные правила техники безопасности
технологического процесса
Основные правила плановой остановки
оборудования.
Плановые остановки на ремонт всего оборудования
не предусмотрены.
Плановые остановки отдельных видов оборудования
производятся по мере необходимости и в соответствии с распоряжением начальника
лаборатории. Распоряжение о начале и конце остановки отдельных видов
оборудования на ремонт фиксируется в журнале распоряжений, там же указываются
лица, ответственные за проведение ремонта. До начала ремонтных работ ремонтный
персонал проходит инструктаж по безопасным методам работы при ремонте с
оформлением соответствующей документации, в соответствии с требованиями.
При подготовке к ремонту необходимо:
Освободить оборудование от остатков продукта и
промыть его.
Отключить электрооборудование от сети, со
снятием напряжения.
Вывесить на ремонтируемое оборудование табличку
"Аппарат на ремонте".
Основные правила пуска оборудования в
эксплуатацию после его остановок на ремонт.
После окончания ремонта оборудования лицо,
ответственное за ремонт, предъявляет его зав. лабораторией для проверки
качества ремонтных работ. Зав. лабораторией обязан тщательно проверить
состояние отремонтированного оборудования и убедиться в том, что:
В аппарате отсутствуют инородные предметы.
Сборка, монтаж оборудования произведены
правильно.
Обеспечена механическая прочность.
Защитное заземление оборудования, приборов
находятся в исправном состоянии.
Контрольно-измерительное оборудование исправно и
гарантирует нормальный ход технологического процесса.
Работу оборудования проверяют на холостом ходу.
Правила ТБ в процессе приемки, складирования,
хранения и перевозки сырья и материалов, а также установки, маркировки и
транспортировки готовой продукции.
Устройство, оборудование и эксплуатация складов
должны обеспечить сохранность исходного сырья, вспомогательных веществ, тары.
Помещение склада регулярно подвергается влажной уборке и дезинфекции, при
необходимости.
Склад оснащается необходимым оборудованием для
хранения тары, сырья и материалов согласно действующим требованиям. Все грузы
размещаются на поддонах и стеллажах.
На каждом стеллаже оборудуется стеллажная
карточка. Сырье, материалы и готовая продукция должны храниться и
транспортироваться, как правило, в закрытой заводской таре. Количество сырья и
материалов в рабочем помещении не должно превышать сменный запас. Используемое
сырье и материалы должны соответствовать требованиям НТД, заложенным в данный
регламент. Технология производства таблеток дибазола 0,02 является мобильной,
т.е. все используемые виды оборудования могут быть использованы и при
производстве других медицинских препаратов.
14. Охрана окружающей среды
В процессе производства таблеток парацетамола
отходы не образуются.
Перечень
производственных инструкций:
· по пожарной
безопасности в лаборатории.
· по обслуживанию
электродвигателей и пусковой аппаратуры.
· о порядке хранения
выдачи и пользования технологической одеждой и индивидуальных средств защиты.
· по оказанию первой
доврачебной помощи.
· по эксплуатации
вентиляционных установок.
· по санитарному
режиму в лаборатории.
· о порядке
ликвидации аварий в производстве инъекционных растворов.
Технико-экономические
нормативы.
1. Коэффициенты
полезного использования сырья и материалов.
2. Ежегодные
нормы расхода основных видов сырья и материалов.
3. Ежегодные
нормы расхода технологических энергозатрат.
4. Нормы
образования отходов производства.
5. Технические
показатели, определяющие мощность производства и эффективность использования
основных фондов.
6. Трудозатраты
на единицу конечного продукта.
7. Уровень
механизации и автоматизации основных и вспомогательных работ.
Список литературы
1. Государственная
Фармакопея СССР. - Т.9, ст.721.
2. Иванова
Л.А. Технология лекарственных форм. - Т.2. - Москва, 1991. с.245-270.
3. Ищенко
В.И. Промышленная технология лекарственных средств. Витебск, 2003., с.304-321.
4. Кугач
В.В. Курс лекций по аптечной технологии лекарственных средств. - Витебск,
2003., с.344-361.
5. Машковский
М.Д. Лекарственные средства. В 2-х томах. - Т.1, Т.2.Муравьев И.А. Технология
лекарств. - Т.2. - Москва, 1980.
6. Тенцова
А.И. Руководство к лабораторным занятиям по заводской технологии лекарственных
форм. - Москва, 1986., с.112-132.
7. Государственная
фармакопея РБ - Том 1
8. ГОСТ
12.1.005 - 88 Общие санитарно-гигиенические требования к воздуху рабочей зоны.
9. ГОСТ
12.1.004-91 ССБТ Пожарная безопасность. Общие требования.
10. ППБ
РБ 2.04-96 Правила пожарной безопасности для предприятий фармацевтической и
микробиологической промышленности.