Проектирование технологического процесса изготовления офисной мебели из древесины
Министерство образования и науки РФ
Северо-Восточный Федеральный
университет им. М.К. Амосова
Инженерно-технический факультет
Кафедра технологии деревообработки и
деревянных конструкций
Расчетно-пояснительная записка к
курсовому проекту
по дисциплине: «Технология изделий из
древесины»
Проектирование технологического
процесса изготовления офисной мебели из дерева
Выполнил: Васильев А.А.
студент 5курса гр. ТДО-10
Проверила: Макарова М.Ф.
Якутск - 2014 г.
Содержание
Введение
. Разработка
технологического процесса изготовления изделий из древесины
.1 Общие
сведения
.2 Методика
разработки технологических карт
.3
Технологическая карта
.4 Описание
технологического процесса
.5 Методика
разработки схемы технологического процесса изготовления изделий
. Расчет
потребного количества материалов
.1 Расчет
оборудования деревообрабатывающих цехов
.2 Расчет
производительности оборудования
.2.1 Расчет
производительности форматно-раскроечного станка M320
.2.2 Расчет
производительности щеточно-шлифовального станка Disc Master 2D2DB
.2.3 Расчет
производительности гильотинной ножницы НА 3222
.2.4
Производительность ребросклеивающего станка РС-9А
.2.5 Расчет
производительности клеенаносящего станка S2R 1600
.2.6 Расчет
производительности прессовое оборудование ДА 4436
.2.7
Производительность круглопильного станка ТS 315F
.2.8 Расчет
производительности шлифовального станка HTS130R-P
.2.9
Производительность кромкооблицовочного станка GB 6/15R
.2.10
Производительность сверлильно-присадочного станка MZ7221D
.2.11 Производительность
сверлильно-присадочный станок HighPoint BR 21
.3 Расчет
потребного количества единиц оборудования и его загрузка
.3.1 Расчет
затрат времени для обработки заготовок на 1000 изделий
.3.2
Потребное количество станко-часов на 1000 изделий
.3.3 Годовая
программа выпуска изделий
.3.4
Потребное количество станко-часов для изготовления годовой программы
.3.5
Эффективный годовой фонд рабочего времени
.3.6
Расчетное количество единиц оборудования
.3.7 Принятое
количество единиц оборудования
.3.8 Процент
загрузки оборудования
.3.9
Потребное количество станков для выполнения программы
. Планировка
технологического оборудования
.1 Расчет
площади цеха
.2 Расчет
площадей, занимаемых межоперационными запасами заготовок
.3 Расчет
площади проездов и проходов
.4 Расчет
площади санитарно-бытовых помещений
Список
использованной литературы
Введение
Продукция мебельной промышленности относится к товарам народного
потребления, можно даже сказать социально значимым товарам. В настоящее время в
стране преодолен барьер негативного отношения к российской мебели, но говорить
о насыщении внутреннего рынка высококачественной продукцией отечественного
производства еще рано. Тем не менее, в последние годы неуклонно расширяется
производство отечественной мебели, повышается ее качественный уровень,
улучшается дизайн.
Российские производители мебели расширяют ассортимент с учетом
потребительского спроса и финансовых возможностей различных групп населения.
Активно внедряются передовые технологии, проводится модернизация производства,
применяются новые материалы и эффективные методы труда.
На сегодняшний день отечественная мебельная промышленность насчитывает
около шести тысяч предприятий, производящих различные виды мебели. Ежегодно
список предприятий пополняется новыми компаниями, расширяются и хорошо
известные всем производители.
Созданная в годы плановой экономики структура крупных предприятий
отечественной мебельной промышленности и производства компонентов для мебели
оказалась неприспособленной к работе в новых рыночных условиях и жесткой
конкуренции.
В структуре затрат на производство резко увеличились расходы на
электроэнергию, топливо, амортизацию основных фондов, транспорт по доставке
сырья, материалов и готовой продукции, цены непосредственно на материалы. В
связи с этим ранее высокорентабельная (25-30%) отрасль значительно снизила
эффективность работы.
В результате кризисных явлений мебельная промышленность России оказалась
в тяжелом положении. Использование производственных мощностей по отношению к
докризисным показателям снизилось с 97% в 1990 году до 38% в 1997 году.
С другой стороны, в связи с увеличившимися поставками доля импорта в
объеме продаж на территории РФ на 1995 год достигла 52%, что привело к всплеску
конкурентной борьбы среди российских мебельщиков. В результате изменился
ассортимент продукции, ее дизайн, улучшилось качество, были внедрены
современные материалы, фурнитура, комплектующие (в большинстве - импортного
производства). Тем не менее, поставки мебели на экспорт сократились в три с
половиной раза и на 1999 год в денежном эквиваленте составили $49 млн.
На фоне общего падения объемов (почти в 2,3 раза в сравнении с 1990
годом), после 1997 года начался некоторый рост производства отечественной
мебели и сокращение закупок импорта. В большей степени производство оживилось
после кризисных явлений августа 1998 года.
Выпуск мебели в 1999 году, по сравнению с годом ранее, увеличился в 1,52
раза и в эквиваленте составил 13,243 млрд. рублей. При этом в 1999 году впервые
отмечался рост объемов выпуска отечественной мебели почти по всем показателям.
Корпусная мебель - как целый класс мебели, появилась вместе с новыми
технологиями производства плит из древесной стружки (ДСП) в 30-х годах прошлого
века. Именно вместе с зарождением новых технологий появилась возможность
массового производства мебельных плит высокого качества, достаточно прочных,
влагостойких, легко поддающихся механической обработке.
Корпусная мебель выгодно отличается от мебели из массива соотношением
цена/качество. Мебельная плита из ДСП не рассыхается, не деформируется, всегда
ровная и гладкая.
1. Разработка технологического процесса изготовления изделий
из древесины
.1 Общие
сведения
Выполнение курсового проекта по дисциплинам "Технология изделий из
древесины", "Технология и оборудование защитно-декоративных покрытий
изделий из древесины и древесных материалов", а также дипломного проекта,
начинается с разработки технологического процесса, выбора основных и
вспомогательных материалов и оборудования. Исходными данными для выполнения
курсового и дипломного проектов являются конкретные изделия из древесины и
древесных материалов, которые разрабатывались по курсу "Основы
конструирования изделий из древесины".
Разработка технологического процесса представляет собой сложную
комплексную задачу, для которой характерна многовариантность возможных решений.
Выбор наилучшего варианта решений для конкретных условий является важным
условием повышения эффективности производства и его совершенствования.
Технологическая карта является важным технологическим документом,
определяющим состав и последовательность операций по обработке каждой детали,
режимы их выполнения, метод контроля, номенклатуру и потребность в
приспособлениях и инструменте. На основе совокупности технологических карт
составляется схема технологического процесса обработки, отделки и сборки
изделия в целом.
Разработка технологических карт на все детали сложного по конструкции
изделия представляет собой большую и трудоемкую работу. Поэтому в курсовом
проекте студенту рекомендуется разрабатывать технологическую карту одного или
двух наиболее типовых деталей (по выбору руководителя) и составлять общую схему
технологического процесса на механическую обработку, сборку и отделку деталей,
сборочных единиц и всего изделия.
Расчет потребного количества принятого оборудования для выполнения
программы выпуска изделий является необходимой частью курсового и дипломного
проектирования. Расчет оборудования приступают после разработки конструкции
изделия и составления схемы технологического процесса ее изготовления.
Расчет производственных площадей, планировку расположения оборудования и
рабочих мест выполняются после определения количества и вида принятого
оборудования и рабочих мест, рассчитанных по разделу "Расчет
производительности принятого технологического оборудования".
При выполнении курсового проекта руководствоваться общими положениями,
описанными в литературе.
Выполняемая работа носит творческий характер и направлена на закрепление
теоретических знаний, а также приобретения опыта в решении практических инженерных
задач.
1.2
Методика разработки технологических карт
Исходными материалами для составления технологических карт служат рабочие
чертежи изделий, которые разрабатывались студентами по курсу "Основы
конструирования изделий из древесины" или выбранной ими в дипломном
проекте изделия.
В верхней части технологической карты (форма 1) приводятся основные
сведения о данной детали, которые могут быть потребоваться при назначении
операции и выборе режимов обработки. В карты по механической обработке деталей
указывается материал детали, размер в заготовке и чистоте, объем материала в
чистоте, кратность заготовки и приводится эскиз детали в чистоте с указанием
размеров. В карту по вертикали вносят перечень операций, указывается марка
станка или линии, инструмент, приспособление, которыми следует пользоваться для
каждой операции.
Состав и последовательность выполняемых технологических операций, и
оборудование для их выполнения должны выбираться с таким расчетом, чтобы
необходимая обработка детали была выполнена при наименьших трудозатратах,
экономном использовании материалов и с обеспечением требуемой точности и
качества обработки поверхности. Поэтому, назначая последовательность операций
во 2-й графе технологической карты, необходимо руководствоваться правилами базирования
деталей. Последовательность таких операций, как фрезерование профиля, выборка и
сверление гнезд и отверстий может быть разной в зависимости от конкретной
конструкции детали. В каждом конкретном случае студент должен выбрать
оптимальный вариант, используя полученные им знания при изучении курсов,
технической литературы, опыта предприятий.
Таким образом, заполнять графу 2, содержащую последовательный перечень
операций, следует одновременно с графой 7, т. е. с указанием конкретного
станка, линии или агрегата, его типа и марки. При заполнении этой графы могут
быть использованы альбомы и каталоги дереворежущего оборудования отечественных
и зарубежных фирм [3, 4, 5, 7]. Во всех случаях следует выбирать тот станок или
агрегат, в котором большая степень механизации и автоматизации, т. е. отдавать
предпочтение наиболее производительному оборудованию. Однако не следует
упускать из вида качественную сторону процесса: точность обработки деталей на
выбранном оборудовании должна соответствовать квалитету (точности) обработки,
требующемуся в данном изделии.
Приспособление и инструмент (графы 8 и 9 карты) подбираются по таким же
принципам. В первую очередь, надо стремиться пользоваться стандартизированными
многоместными и многопозиционными приспособлениями с автоматической загрузкой,
базированием, закреплением и разгрузкой деталей, многорезцовым инструментом.
Технические возможности станка (например, частота вращения рабочих
шпинделей, число резцов ножевых головок и т. п.) во многом определяют
технически целесообразные скорости подачи и другие параметры режима обработки.
Поэтому графу 3 технологической карты "Основные параметры технологического
режима" целесообразно выполнять лишь после того, как определились
оборудование и инструмент для выполнения данной операции. Выбирая эти
параметры, следует стремиться к обеспечению высокой производительности при
выполнении данной операции, но не в ущерб производительности на следующих
операциях. Оптимальным будет такой режим обработки, в котором будут достигаться
наилучшие показатели по всему комплексу операций. Например, от выбора скорости
подачи на продольно-фрезерных станках зависит высота кинематических
неровностей, а с ней и трудоемкость последующих операций шлифования
поверхности. Поэтому, выбирая скорость подачи на таких станках, задаются
допускаемым параметром шероховатости поверхности (ГОСТ 7018) RZmax. Аналогичный подход требуется при
выборе и других параметров режима, например, давление прижима, подача на зуб и
т.п.
1.3 Технологическая карта
Таблица 1.1
Технологическая карта №1
|
 Наименование изделия Наименование изделия
|
Мебель для гостиной
|
|
|
Наименование сборочной
единицы
|
Шкаф
|
|
Наименование детали
|
Стенка боковая
|
|
Количество деталей на
изделие
|
2
|
|
Материал (ГОСТ, ОСТ, ТУ)
|
ДСтП ГОСТ 7307-82
|
|
Размеры деталей в
заготовке, мм
|
д
|
2215
|
ш
|
452
|
т
|
16
|
|
Размеры деталей в чистоте.
мм
|
д
|
2195
|
ш
|
432
|
т
|
16
|
|
Объем детали (с припуском),
м³
|
0,016
|
|
Объем детали (в чистоте), м³
|
0,015
|
|
№
|
Наименование операции
|
Осн. параметры
технологического режима
|
Размеры после обработки, мм
|
Наименование оборудования и
рабочего места
|
Наименование инструмента
|
Наименование приспособления
|
Метод контроля
|
|
|
|
длина
|
ширина
|
толщина
|
|
|
|
|
|
1
|
Раскрой ДСтП
|
Размеры по длине и ширине
|
2195
|
432
|
16
|
Форматно-раскроечный станок
M320
|
Круглая пила, подрезная
пила
|
Направляющая каретка
|
Линейка
|
|
2
|
Обрезка облицовочного
материала
|
Размеры по длине и ширине
|
-
|
-
|
1
|
Гильотинная ножница QFS 850
|
Гильотинные ножницы
|
Стол станка
|
Линейка
|
|
3
|
Нанесение клея
|
Размеры по длине и ширине
|
2195
|
432
|
16
|
Клеенаносящий станок S2R
1600
|
Валики
|
Рабочий стол
|
Визуально
|
|
4
|
Ребросклеивание
|
Размеры по длине и ширине
|
2215
|
452
|
1
|
Ребросклеивающий станок
РС-9А
|
Игла
|
Стол станка
|
Визуально
|
|
5
|
Облицовка пластей
|
Размеры по длине и ширине
|
2215
|
452
|
16
|
Прессовое оборудование ДА
4436
|
Плоский пресс
|
Рабочий стол, Таймер
|
Визуально
|
|
6
|
Облицовывание кромок
|
Размеры по длине и ширине
|
2215
|
18
|
1
|
Кромкооблицовочный станок
GB6/15R
|
Синтетическая кромка
|
Стол станка
|
Визуально
|
|
7
|
Удаление свесов
|
Размеры по длине и ширине
|
2195
|
432
|
16
|
Фрезерный станок beaver 12A
|
Фреза
|
Стол станка
|
Линейка, Визуально
|
|
8
|
Шлифование
|
Размеры по длине и ширине
|
2195
|
432
|
16
|
Щеточно-шлифовальный станок
Disc Master 2D2DB
|
Щетка
|
ленточный подающий конвейер
|
Визуально
|
|
9
|
Сверление
|
Размеры по длине и ширине
|
2195
|
432
|
16
|
Сверлильный станок ALFA 21
Classic
|
Сверло
|
Рабочий стол
|
Визуально
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
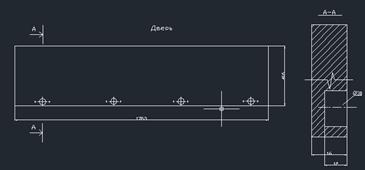
Таблица 1.2
Технологическая карта №2
|
 Наименования изделия Наименования изделия
|
Мебель для гостиной
|
|
|
Наименование сборочной
единицы
|
Шкаф
|
|
Наименование детали
|
Дверь
|
|
Количество деталей на
изделие
|
1
|
|
Материал (ГОСТ, ОСТ, ТУ)
|
ДСтП ГОСТ 7307-82
|
|
Размеры деталей в
заготовке, мм
|
д
|
1783
|
ш
|
436
|
т
|
16
|
|
Размеры деталей в чистоте.
мм
|
д
|
1763
|
ш
|
416
|
т
|
16
|
|
Объем детали (с припуском),
м³
|
0,012
|
|
Объем детали (в чистоте), м³
|
0,011
|
|
№
|
Наименование операции
|
Основные параметры
технологического режима
|
Размеры после обработки, мм
|
Наименование оборудования и
рабочего места
|
Наименование инструмента
|
Наименование приспособления
|
Метод контроля
|
|
|
|
длина
|
ширина
|
толщина
|
|
|
|
|
|
1
|
Раскрой ДСтП
|
Размеры по длине и ширине
|
1763
|
416
|
16
|
Форматно-раскроечный станок
M320
|
Круглая пила, подрезная
пила
|
Направляющая каретка
|
Линейка
|
|
2
|
Обрезка облицовочного
материала
|
Размеры по длине и ширине
|
-
|
-
|
1
|
Гильотинная ножница QFS 850
|
Гильотинные ножницы
|
Стол станка
|
Линейка
|
|
3
|
Нанесение клея
|
Размеры по длине и ширине
|
1783
|
436
|
1
|
Клеенаносящий станок S2R
1600
|
Валики
|
Рабочий стол
|
Визуально
|
|
4
|
Ребросклеивание
|
Размеры по длине и ширине
|
1783
|
436
|
16
|
Ребросклеивающий станок
РС-9А
|
Игла
|
Стол станка
|
Визуально
|
|
5
|
Облицовка пластей
|
Размеры по длине и ширине
|
1763
|
416
|
16
|
Прессовое оборудование ДА
4436
|
Плоский пресс
|
Рабочий стол, Таймер
|
Визуально
|
|
6
|
Облицовывание кромок
|
Размеры по длине и ширине
|
1763
|
416
|
16
|
Кромкооблицовочный станок
GB6/15R
|
Синтетическая кромка
|
Стол станка
|
Визуально
|
|
7
|
Удаление свесов
|
Размеры по длине и ширине
|
1763
|
416
|
16
|
Фрезерный станок beaver 12A
|
Фреза
|
Стол станка
|
Линейка, Визуально
|
|
8
|
Шлифование
|
Размеры по длине и ширине
|
1763
|
416
|
16
|
Щеточно-шлифовальный станок
Disc Master 2D2DB
|
Щетка
|
ленточный подающий конвейер
|
Визуально
|
|
9
|
Сверление пазов
|
Размеры по длине и ширине
|
1763
|
416
|
16
|
Присадочный станок Cuspide
21
|
Сверло
|
Рабочий стол
|
Визуально
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
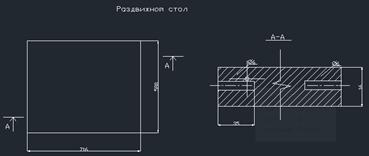
Таблица 1.3
Технологическая карта №3
|
 Наименования изделия Наименования изделия
|
Мебель для гостиной
|
|
|
Наименование сборочной
единицы
|
Стол
|
|
Наименование детали
|
Раздвижной стол
|
|
Количество деталей на
изделие
|
1
|
|
Материал (ГОСТ, ОСТ, ТУ)
|
ДСтП ГОСТ 7307-82
|
д
|
736
|
ш
|
600
|
т
|
16
|
|
Размеры деталей в чистоте.
мм
|
д
|
716
|
ш
|
580
|
т
|
16
|
|
Объем детали (с припуском),
м³
|
0,007
|
|
Объем детали (в чистоте), м³
|
0,0066
|
|
№
|
Наименование операции
|
Основные параметры
технологического режима
|
Размеры после обработки, мм
|
Наименование оборудования и
рабочего места
|
Наименование инструмента
|
Наименование приспособления
|
Метод контроля
|
|
|
|
длина
|
ширина
|
толщина
|
Форматно-раскроечный станок
M320
|
|
|
|
|
1
|
Раскрой ДСтП
|
Размеры по длине и ширине
|
716
|
580
|
16
|
|
Круглая пила, подрезная
пила
|
Направляющая каретка
|
Линейка
|
|
2
|
Обрезка облицовочного
материала
|
Размеры по длине и ширине
|
-
|
-
|
1
|
Гильотинная ножница QFS 850
|
Гильотинные ножницы
|
Стол станка
|
Линейка
|
|
3
|
Нанесение клея
|
Размеры по длине и ширине
|
736
|
600
|
1
|
Клеенаносящий станок S2R
1600
|
Валики
|
Рабочий стол
|
Визуально
|
|
4
|
Ребросклеивание
|
Размеры по длине и ширине
|
736
|
600
|
16
|
Ребросклеивающий станок
РС-9А
|
Игла
|
Стол станка
|
Визуально
|
|
5
|
Облицовка пластей
|
Размеры по длине и ширине
|
716
|
580
|
16
|
Прессовое оборудование ДА
4436
|
Плоский пресс
|
Рабочий стол, Таймер
|
Визуально
|
|
6
|
Облицовывание кромок
|
Размеры по длине и ширине
|
716
|
580
|
16
|
Кромкооблицовочный станок
GB6/15R
|
Синтетическая кромка
|
Стол станка
|
Визуально
|
|
7
|
Удаление свесов
|
Размеры по длине и ширине
|
716
|
580
|
16
|
Фрезерный станок beaver 12A
|
Фреза
|
Стол станка
|
Линейка, Визуально
|
|
8
|
Шлифование
|
Размеры по длине и ширине
|
716
|
580
|
16
|
Щеточно-шлифовальный станок
Disc Master 2D2DB
|
Щетка
|
ленточный подающий конвейер
|
Визуально
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
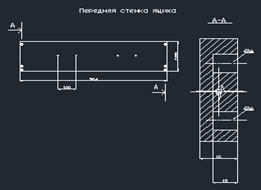
Таблица 1.4
Технологическая карта №4
|
 Наименования изделия Наименования изделия
|
Мебель для гостиной
|
|
|
Наименование сборочной
единицы
|
Комод
|
|
Наименование детали
|
Передняя стенка ящика
|
|
Количество деталей на
изделие
|
3
|
|
Материал (ГОСТ, ОСТ, ТУ)
|
ДСтП ГОСТ 7307-82
|
|
Размеры деталей в
заготовке, мм
|
д
|
984
|
ш
|
248
|
т
|
16
|
|
Размеры деталей в чистоте.
мм
|
д
|
964
|
ш
|
228
|
т
|
16
|
|
Объем детали (с припуском),
м³
|
0,0039
|
|
Объем детали (в чистоте), м³
|
0,0035
|
|
№
|
Наименование операции
|
Основные параметры
технологического режима
|
Размеры после обработки, мм
|
Наименование оборудования и
рабочего места
|
Наименование инструмента
|
Наименование приспособления
|
Метод контроля
|
|
|
|
длина
|
ширина
|
толщина
|
Форматно-раскроечный станок
M320
|
|
|
|
|
1
|
Раскрой ДСтП
|
Размеры по длине и ширине
|
964
|
228
|
16
|
|
Круглая пила, подрезная
пила
|
Направляющая каретка
|
Линейка
|
|
2
|
Обрезка облицовочного
материала
|
Размеры по длине и ширине
|
-
|
-
|
1
|
Гильотинная ножница QFS 850
|
Гильотинные ножницы
|
Стол станка
|
Линейка
|
|
3
|
Нанесение клея
|
Размеры по длине и ширине
|
984
|
248
|
1
|
Клеенаносящий станок S2R
1600
|
Валики
|
Рабочий стол
|
Визуально
|
|
4
|
Ребросклеивание
|
Размеры по длине и ширине
|
984
|
248
|
16
|
Ребросклеивающий станок
РС-9А
|
Игла
|
Стол станка
|
Визуально
|
|
5
|
Облицовка пластей
|
Размеры по длине и ширине
|
964
|
228
|
16
|
Прессовое оборудование ДА
4436
|
Плоский пресс
|
Рабочий стол, Таймер
|
Визуально
|
|
6
|
Облицовывание кромок
|
Размеры по длине и ширине
|
964
|
228
|
16
|
Кромкооблицовочный станок
GB6/15R
|
Синтетическая кромка
|
Стол станка
|
Визуально
|
|
7
|
Удаление свесов
|
Размеры по длине и ширине
|
964
|
228
|
16
|
Фрезерный станок beaver 12A
|
Фреза
|
Стол станка
|
Линейка, Визуально
|
|
8
|
Шлифование
|
Размеры по длине и ширине
|
964
|
228
|
16
|
Щеточно-шлифовальный станок
Disc Master 2D2DB
|
Щетка
|
ленточный подающий конвейер
|
Визуально
|
|
9
|
Сверление
|
Размеры по длине и ширине
|
964
|
228
|
16
|
Сверлильный станок ALFA 21
Classic
|
Сверло
|
Рабочий стол
|
Визуально
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
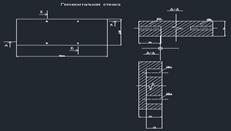
Таблица 1.5
Технологическая карта №5
|
 Наименования изделияМебель для гостиной Наименования изделияМебель для гостиной
|
|
|
|
Наименование сборочной
единицы
|
Закрытый антресоль
|
|
Наименование детали
|
Горизонтальная стенка
|
|
Количество деталей на
изделие
|
3
|
|
Материал (ГОСТ, ОСТ, ТУ)
|
ДСтП ГОСТ 7307-82
|
|
Размеры деталей в
заготовке, мм
|
д
|
984
|
ш
|
452
|
т
|
16
|
|
Размеры деталей в чистоте.
мм
|
д
|
964
|
ш
|
432
|
т
|
16
|
|
Объем детали (с припуском),
м³
|
0,0071
|
|
Объем детали (в чистоте), м³
|
0,0066
|
|
№
|
Наименование операции
|
Основные параметры
технологического режима
|
Размеры после обработки, мм
|
Наименование оборудования и
рабочего места
|
Наименование инструмента
|
Наименование приспособления
|
Метод контроля
|
|
|
|
длина
|
ширина
|
толщина
|
Форматно-раскроечный станок
M320
|
|
|
|
|
1
|
Раскрой ДСтП
|
Размеры по длине и ширине
|
964
|
432
|
16
|
|
Круглая пила, подрезная
пила
|
Направляющая каретка
|
Линейка
|
|
2
|
Обрезка облицовочного
материала
|
Размеры по длине и ширине
|
-
|
-
|
1
|
Гильотинная ножница QFS 850
|
Гильотинные ножницы
|
Стол станка
|
Линейка
|
|
3
|
Нанесение клея
|
Размеры по длине и ширине
|
984
|
452
|
1
|
Клеенаносящий станок S2R
1600
|
Валики
|
Рабочий стол
|
Визуально
|
|
4
|
Ребросклеивание
|
Размеры по длине и ширине
|
984
|
452
|
16
|
Ребросклеивающий станок
РС-9А
|
Игла
|
Стол станка
|
Визуально
|
|
5
|
Облицовка пластей
|
Размеры по длине и ширине
|
964
|
432
|
16
|
Прессовое оборудование ДА
4436
|
Плоский пресс
|
Рабочий стол, Таймер
|
Визуально
|
|
6
|
Облицовывание кромок
|
Размеры по длине и ширине
|
964
|
432
|
16
|
Кромкооблицовочный станок
GB6/15R
|
Синтетическая кромка
|
Стол станка
|
Визуально
|
|
7
|
Удаление свесов
|
Размеры по длине и ширине
|
964
|
432
|
16
|
Фрезерный станок beaver 12A
|
Фреза
|
Стол станка
|
Линейка, Визуально
|
|
8
|
Размеры по длине и ширине
|
964
|
432
|
16
|
Щеточно-шлифовальный станок
Disc Master 2D2DB
|
Щетка
|
ленточный подающий конвейер
|
Визуально
|
|
9
|
Сверление
|
Размеры по длине и ширине
|
964
|
432
|
16
|
Сверлильный станок ALFA 21
Classic
|
Сверло
|
Рабочий стол
|
Визуально
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1.4 Описание технологического процесса
ДСтП поступает в склад сырья в необлицованном виде. Затем раскраивается в
форматно-раскроечный станок М320, который предназначен для массового
производства корпусной мебели. Плиты с размерами 2600*1800 мм раскраивают на
детали определенного размера по карте раскроя с учетом припуска. После раскроя
все заготовки отправляются на клеенаносящий станок марки S2R1600 ( с обоих сторон ), с помощью этажерки они поступают на
подстопный стол, где формируется пакет. Пока плиты раскраиваются на детали и
доходят до подстопного стола с ними одновременно попадает и облицовочный
материал, резаный уже с помощью ручных гильотинных ножниц QFS850. После обрабатываются на
ребросклеивающий станок РС-9А.
После пакет загружают в пресс марки ДА4436. После пресса детали остывают
в помещении технологической выдержки.
Через круглопильный станок TS315
проходят все детали и фрезеруются по периметру. Потом поступают на
кромкооблицовочный станок GB
6/15R. После удаляется свес с помощью
фрезерного станка марки Beaver
24. Потом поступают на шлифовальный щеточный станок DiscMaster 2D2DB, шлифуется
по пласти. После шлифования детали идут для сверления отверстия на сверлильный
станок марки VITAP Alfa и после оправляются на склад готовой продукции. А
детали у которых отверстия для петли идут на присадочный станок марки Cuspide 21, если длина детали превышает
допустимую длину обработку заготовки станка, то проходят повторно, и только
потом отправляются на склад готовой продукции.
Сверление и присадка отверстий заключительная часть технологического
процесса.
1.5
Методика разработки схемы технологического процесса изготовления изделий
Для увязки маршрутов обработки и сборки всей совокупности деталей, сборочных
единиц и расчета необходимого количества оборудования разрабатывают схему
технологического процесса изготовления изделий. Схема составляется на основании
технологических карт и, поэтому, в ней не указывают детально все особенности
выполнения операций (табл. 1.2). В каждой строке схемы вписывается наименование
сборочных единиц и деталей. В заголовках граф указываются наименование операций
и оборудования для их выполнения. Кроме того, отводятся графы для
характеристики обрабатываемых деталей и сборочных единиц. В них указывают
материал и породу древесины, количество деталей в изделии, размеры деталей в
чистоте.
Наименование операций являются заголовками вертикальных колонок, а
наименование станков и линий пишутся над ними. Если на одном станке (или на автоматическом
линии и конвейере) выполняются несколько видов операций, каждой из которых
отводится отдельная колонка, то наименование станка (или автоматической линии и
конвейера) пишется один раз по всей ширине, занимаемой этими колонками.
Против наименования деталей, вдоль строки, в местах пересечения с
колонками, где указаны операции, выполняемые над этими деталями, ставятся
кружки. Внутри кружка в дальнейшем будет проставлено время в часах, необходимое
для выполнения указанной сверху операции над указанными слева деталями. Кружки
в той же последовательности, что и выполняемые операции, соединяют между собой
прямыми линиями, указывающими, с какой на какую операцию перемещается деталь,
сборочная единица, часть изделия.
Порядок расположения станков на схеме должен соответствовать порядку их
размещения в цехе. Не должно быть возвратов деталей к станкам, расставленным по
потоку раньше. На выполнение каждой операции затрачивается труд, который должен
оплачиваться. Поэтому записывать в схему необходимо все, до единой операции над
каждой из деталей.
Таблица 1.2
Схема технологического процесса и расчет оборудования для изготовления
мебели для прихожей
|
Операции, оборудования
|
. Форматно-раскроечный
станок M320
|
Щеточно-шлифовальный станок
Disc Master 2D2DB
|
Гильотинная ножница НА 3222
|
Клеенаносящий станок S2R
1600
|
Ребросклеивающий станок
РС-9А
|
Прессовое оборудование
ДА4436
|
Круглопильный станок ТS 315
|
Кромкооблицовочный станок
GB 6/15R
|
Сверлильно-присадочного Alfa 21 classic
|
Сверлильно-присадочный
станок Cuspide 21
|
|
Сборочные единицы и детали
|
|
|
|
|
|
|
|
|
|
|
|
Стенка боковая
|
6800
|
227
|
16875
|
1870
|
4
|
192
|
945
|
103
|
240
|
|
|
Стенка верхняя
|
7650
|
1314
|
118125
|
10687
|
117
|
384
|
5400
|
1592
|
240
|
|
|
Дверь антресоли
|
7650
|
1284
|
135000
|
11793
|
142
|
384
|
5959
|
400
|
|
240
|
|
Дверь стеллажа
|
6800
|
281
|
25312
|
2327
|
6
|
192
|
1176
|
145
|
|
240
|
|
Стенка нижняя
|
7650
|
1314
|
118125
|
10687
|
117
|
384
|
5400
|
1592
|
240
|
|
|
Полка
|
7650
|
1314
|
118125
|
10687
|
117
|
384
|
5400
|
75
|
|
|
|
Стенка накладная
|
7982
|
1314
|
118125
|
10687
|
117
|
384
|
5400
|
796
|
240
|
|
|
Стенка верхняя
|
6800
|
504
|
42187
|
4257
|
18
|
384
|
2151
|
654
|
240
|
|
|
Перегородка
|
7650
|
1396
|
151875
|
12987
|
171
|
384
|
6562
|
957
|
240
|
|
|
Дверь закр. отделения
|
7650
|
1096
|
118125
|
9865
|
100
|
384
|
4985
|
171
|
|
240
|
|
Стенка боковая
|
7650
|
352
|
33750
|
2931
|
9
|
192
|
1481
|
138
|
240
|
|
|
Столешница
|
6800
|
504
|
42187
|
4257
|
18
|
384
|
2151
|
203
|
120
|
|
|
Раздвижной стол
|
6800
|
667
|
59062
|
5731
|
33
|
384
|
2896
|
240
|
|
|
|
Стенка верх. ящ. комп.
стола
|
7650
|
2044
|
244687
|
20520
|
450
|
384
|
10368
|
1462
|
240
|
|
|
Стенка нижн. ящ. комп.
стола
|
7650
|
2044
|
244687
|
20520
|
450
|
384
|
10368
|
1462
|
240
|
|
|
Сер. ножка комп. стола
|
6800
|
612
|
59062
|
5234
|
27
|
384
|
2645
|
291
|
240
|
|
|
Стенка задн. комп. стола
|
6800
|
504
|
42187
|
4257
|
18
|
384
|
2151
|
236
|
|
|
|
Стенка накладная
|
8345
|
2044
|
244687
|
20520
|
450
|
845
|
10368
|
1462
|
240
|
|
|
Ножки комп. стола
|
6800
|
612
|
59062
|
5234
|
27
|
384
|
2645
|
229
|
240
|
|
|
Полка
|
6800
|
520
|
42187
|
4403
|
19
|
384
|
2225
|
76
|
|
|
|
Стенка верхняя
|
7650
|
1314
|
118125
|
10687
|
117
|
384
|
5400
|
1592
|
240
|
|
|
Дверь антресоли
|
7650
|
1314
|
118125
|
10687
|
117
|
384
|
5400
|
425
|
|
240
|
|
Стенка средняя
|
7650
|
1183
|
118125
|
10743
|
117
|
384
|
5428
|
1600
|
240
|
|
|
Полка
|
7650
|
1271
|
126562
|
11659
|
140
|
384
|
5891
|
78
|
|
|
|
Стенка боковая
|
6800
|
269
|
25312
|
2221
|
5
|
192
|
1123
|
116
|
240
|
|
|
Стенка накладная
|
7982
|
1271
|
126562
|
11659
|
140
|
460
|
5891
|
865
|
240
|
|
|
Стенка верхняя
|
6800
|
504
|
42187
|
4257
|
18
|
384
|
2151
|
654
|
240
|
|
|
Перегородка
|
7650
|
1396
|
151875
|
12987
|
171
|
384
|
6562
|
957
|
240
|
|
|
Дверь закр. отделения
|
7650
|
1096
|
118125
|
9865
|
100
|
384
|
4985
|
171
|
|
240
|
|
Стенка боковая
|
7650
|
357
|
33750
|
2976
|
9
|
192
|
1504
|
140
|
240
|
|
|
Раздвижной ящик
|
6800
|
504
|
42187
|
4257
|
18
|
384
|
2151
|
87
|
|
|
|
Стенка верх. комода
|
6800
|
504
|
42187
|
4257
|
384
|
2151
|
327
|
120
|
|
|
Стенка накладная
|
6800
|
520
|
42187
|
4403
|
19
|
384
|
2225
|
338
|
240
|
|
|
Стенка боковая комода
|
6800
|
612
|
59062
|
5234
|
27
|
384
|
2645
|
229
|
240
|
|
|
Полка
|
6800
|
520
|
42187
|
4403
|
19
|
384
|
2225
|
76
|
|
|
|
Стенка верхняя
|
6800
|
579
|
50625
|
4932
|
24
|
384
|
2492
|
755
|
240
|
|
|
Дверь закр. отделения
|
7650
|
1096
|
118125
|
9865
|
100
|
384
|
4985
|
204
|
|
240
|
|
Дверь шкафа
|
6800
|
281
|
25312
|
2327
|
6
|
192
|
1176
|
72
|
|
240
|
|
Стенка боковая
|
6800
|
227
|
16875
|
1870
|
4
|
192
|
945
|
94
|
240
|
|
|
Нижняя стенка
|
6800
|
601
|
59062
|
5130
|
26
|
384
|
2592
|
784
|
240
|
|
|
Полка
|
6800
|
601
|
59062
|
5130
|
26
|
384
|
2592
|
113
|
|
|
|
Стенка накладная
|
6800
|
601
|
59062
|
5130
|
26
|
384
|
2592
|
392
|
240
|
|
|
1. Потребное кол.
станко-часов на 400 изделий
|
2,356
|
19,32
|
28,96
|
3,911
|
31,9
|
31,24
|
11,37
|
18,91
|
14,49
|
5,31
|
|
2. Год. программа, тыс.
руб.
|
148,14
|
|
3. Потребное кол.
станко-часов на годовую программу
|
480
|
2656
|
3981
|
537,7
|
4385
|
4295
|
1563
|
2599
|
1992
|
730
|
|
4. Эфф. годовой фонд
времени
|
4726
|
4629
|
4726
|
4726
|
4385
|
4629
|
4726
|
4385
|
4726
|
4629
|
|
5. Расчетное количество
единиц оборудования
|
0,1
|
0,61
|
0,91
|
0,12
|
1,00
|
0,51
|
0,36
|
0,59
|
0,46
|
0,17
|
|
6. Принятое кол. единиц
оборудования
|
1
|
1
|
1
|
1
|
1
|
2
|
1
|
1
|
1
|
1
|
|
7. Процент загрузки
оборудования
|
10,15
|
61,85
|
92,68
|
12,52
|
100,0
|
51,05
|
36,39
|
60,53
|
46,39
|
17,00
|
2. Расчет потребного количества материалов
.1 Расчет оборудования деревообрабатывающих цехов
Расчет потребного количества оборудования для выполнения программы
выпуска изделий является необходимой частью курсового и дипломного проектов. К
расчету оборудования приступают после разработки конструкции изделия и
составления спецификации типоразмеров деталей и сборочных единиц по таблице
2.1.:
Таблица 2.1
Спецификация типоразмеров деталей и сборочных единиц
|
№
|
Наименование деталей и сборочных
единиц
|
Количество в изделии, шт.
|
Размеры в чистоте, мм
|
|
1
|
2
|
3
|
4
|
|
|
|
длина
|
ширина
|
толщина
|
|
Секция 1
|
|
|
|
|
|
1
|
Стенка боковая
|
2
|
2195
|
432
|
16
|
|
2
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
|
3
|
Дверь антрисоля
|
1
|
348
|
416
|
16
|
|
4
|
Дверь стеллажа
|
1
|
1763
|
416
|
16
|
|
5
|
Стенка нижняя
|
1
|
384
|
432
|
16
|
|
6
|
Полка
|
5
|
384
|
432
|
16
|
|
7
|
Стенка накладная
|
1
|
384
|
100
|
16
|
|
Секция 2
|
|
|
|
|
|
8
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
|
9
|
Перегородка
|
2
|
316
|
432
|
16
|
|
10
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
|
11
|
Стенка боковая
|
2
|
1400
|
432
|
16
|
|
12
|
Столешница
|
1
|
964
|
580
|
16
|
|
13
|
Раздвижной стол
|
1
|
716
|
580
|
16
|
|
14
|
Стенка верх. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
|
15
|
Стенка нижн. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
|
16
|
Сер. ножка комп. стола
|
1
|
784
|
580
|
16
|
|
17
|
Стенка задн. комп. стола
|
1
|
964
|
361
|
16
|
|
18
|
Стенка накладная
|
1
|
200
|
100
|
16
|
|
19
|
Ножки комп. стола
|
2
|
784
|
580
|
16
|
|
20
|
Полка
|
3
|
932
|
432
|
16
|
|
Секция 3
|
|
|
|
|
|
21
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
|
22
|
Дверь антресоли
|
1
|
384
|
332
|
16
|
|
23
|
Стенка средняя
|
1
|
382
|
432
|
16
|
|
24
|
Полка
|
5
|
352
|
432
|
16
|
|
25
|
Стенка боковая
|
2
|
1847
|
432
|
16
|
|
26
|
Стенка накладная
|
1
|
352
|
100
|
16
|
|
Секция 4
|
|
|
|
|
|
27
|
Стенка верхняя
|
1
|
964
|
16
|
|
28
|
Перегородка
|
2
|
316
|
432
|
16
|
|
29
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
|
30
|
Стенка боковая
|
2
|
1379
|
432
|
16
|
|
31
|
Раздвижной ящик
|
3
|
964
|
228
|
16
|
|
32
|
Стенка верх. комода
|
1
|
964
|
580
|
16
|
|
33
|
Стенка накладная
|
1
|
932
|
100
|
16
|
|
34
|
Стенка боковая комода
|
2
|
784
|
580
|
16
|
|
35
|
Полка
|
3
|
932
|
432
|
16
|
|
Секция 5
|
|
|
|
|
|
36
|
Стенка верхняя
|
1
|
832
|
580
|
16
|
|
37
|
Дверь закр. отделения
|
2
|
416
|
332
|
16
|
|
38
|
Дверь шкафа
|
2
|
1763
|
416
|
16
|
|
39
|
Стенка боковая
|
2
|
2195
|
580
|
16
|
|
40
|
Нижняя стенка
|
1
|
800
|
580
|
16
|
|
41
|
Полка
|
2
|
800
|
580
|
16
|
|
42
|
Стенка накладная
|
1
|
800
|
100
|
16
|
Количество оборудования для выполнения годовой программы выпуска изделий
рассчитывают и заполняют внизу схемы технологического процесса в семи строчках
(табл.1.2). После заполнения результатами расчетов этих строчек вносят
изменения в схему для повышения процента загрузки оборудования. Заканчивают
раздел составлением ведомости принятого оборудования (табл. 2.2).
Таблица 2.2
Ведомость принятого оборудования, подлежащего установке в цехе
|
Наименование оборудования
|
Количество единиц
|
Техническая характеристика
|
|
|
Число оборотов, мин-1
|
Скорость подачи, м/мин
|
Наименьшие и наибольшие
размеры обрабатываемых заготовок, мм
|
Установленная мощность, кВт
|
Габаритные размеры станка,
мм
|
Масса, кг
|
|
|
|
|
|
|
длина
|
ширина
|
высота
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
1. Форматно-раскроечный
станок M320
|
1
|
5500
|
-
|
3200х1600
|
0,75
|
3200
|
4405
|
860
|
1600
|
|
2. Щеточно-шлифовальный
станок Disc Master 2D2DB
|
1
|
50/500
|
15
|
900
|
6,27
|
2980
|
2150
|
1950
|
1800
|
|
3. Гильотинная ножница QFS850
|
1
|
-
|
-
|
850
|
3,5
|
1120
|
600
|
1370
|
480
|
|
4. Ребросклеивающий станок
РС-9А
|
1
|
-
|
40
|
600х300
|
0,72
|
1835
|
692
|
1770
|
580
|
|
5. Кромкооблицовочный
станок GB 6/15R
|
1
|
-
|
16
|
120х60
|
10
|
3750
|
1900
|
1900
|
2050
|
|
6. Прессовое оборудование
ДА4436
|
1
|
-
|
-
|
1300х2000
|
27,4
|
5480
|
6000
|
3030
|
18000
|
|
7. Круглопильный станок ТS
315
|
1
|
2800
|
-
|
1220х1000
|
3,0
|
1100
|
1200
|
627
|
220
|
|
8. Клеенаносящий станок S2R
1600
|
1
|
-
|
18
|
1600
|
1,0
|
780
|
2300
|
1350
|
330
|
|
9. Сверлильно-присадочного Alfa 21 classic
|
1
|
2800
|
-
|
700x3000
|
1,5
|
1500
|
700
|
1400
|
250
|
|
10. Сверлильно-присадочный
станок Cuspide 21
|
1
|
2800
|
-
|
2200x500
|
1,5
|
1000
|
960
|
1200
|
220
|
.2 Расчет
производительности оборудования
Принятое количество линий на данном этапе расчета основывается
неизвестной величиной. Поэтому при расчете среднего числа переналадок линии в
смену следует задаваться одной линией mn=1. Если в конце расчета окажется, что
для выполнения годовой программы выпуска изделий требуется больше одной линии,
то делается перерасчет. Если среднее число переналадок линии в смену окажется
дробным числом, то его округляют до целого числа. После расчета переналадок
линии в смену находят коэффициент использования фонда времени (табл. 2.3).
2.2.1
Расчет производительности форматно - раскроечного станка M320

Область работы станка M320 - штучный и пакетный раскрой плитных
материалов (МДФ, ДСП, ЛДСП), а также клееного щита и массива, в том числе
облицованных ламинатом.
Он применяется на средних и крупных предприятиях, занимающихся
мелкосерийным, крупносерийным и массовым выпуском изделий из древесины, в том
числе корпусной мебели.
Таблица 2.3
Техническая характеристика станка
|
Наименование
|
Параметры
|
|
Размеры фиксированного
стола, мм
|
1250x805
|
|
Размеры подвижной каретки,
мм
|
3200x400
|
|
Максимальная ширина реза по
параллельному упору, мм
|
1600
|
|
Максимальный диаметр
основной пилы, мм
|
500
|
|
Наклон пилы, град
|
0-45°
|
|
Число оборотов, мин-1
|
5500
|
|
Мощность двигателя основной
пилы, кВт
|
7,5
|
|
Диаметр подрезной пилы, мм
|
125
|
|
Мощность двигателя
подрезной пилы, кВт
|
0,75
|
|
Габариты, мм
|
3200х4405х860
|
|
Вес, кг
|
1600
|
Сменная производительность форматно-раскроечного станка марки М320
Пример: стенка верхняя 384*432:
П
=  = (
= ( 480*0,85*2*15)/1,6
= 7650 шт/см
480*0,85*2*15)/1,6
= 7650 шт/см
где 60 - продолжительность часа, мин;
 -
коэффициент использования фонда времени (0,85),(табл. 2.3);
-
коэффициент использования фонда времени (0,85),(табл. 2.3);
п
- количество заготовок, получаемых из одной плиты, шт.(2);
m - количество
одновременно обрабатываемых плит (листов) в пакете в штуках.
Количество плит или листов в пакете в штуках рассчитывается по формуле
т
=  = 250/16 = 15
= 250/16 = 15
где
Н - наибольшая толщина пакета, мм; берется из технических характеристик
выбранного оборудования;
h - толщина
плиты или листа в мм.
Полученный
результат округляют до целого числа в меньшую сторону.
Т - суммарное время, затрачиваемое на подготовку пакета и его продольный
раскрой на полосы в мин. Это время определяется по формуле
Т = t1 + t2 (K - 2) + t
к, мин
где t1 - затраты времени для получения первого продольного
реза,
t1 = 30 с. = 0,5 мин;
t2 - затраты времени для получения
второго и последующих резов, кроме последнего, t2 = 21 с. = 0,35 мин;
tк - затраты времени для получения
последнего реза tк = 24 с = 0.4 мин.
К - количество продольных резов по карте(4);
Таблица 2.4
Производительность форматно-раскроечного станка М320
|
№
|
Наименование деталей и их
элементов
|
Количество деталей
|
Размеры деталей в чистоте
|
Коэфф. исп. фонда времени
|
Количество заготовок,
получаемых из одной плиты
|
Количество одновременно
обрабатываемых плит в пакете
|
Затраты времени
|
Количество продольных резов
|
Суммарное время
|
Часовая производ.
|
|
|
|
l, мм
|
b, мм
|
h, мм
|
η
|
n
|
m
|
t1
|
t2
|
tк
|
K
|
T
|
П, шт/ч
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
|
1
|
Стенка боковая
|
2
|
2195
|
432
|
16
|
0,85
|
1
|
15
|
0,5
|
0,35
|
0,4
|
2
|
0,9
|
6800
|
|
2
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
0,85
|
2
|
15
|
0,5
|
0,35
|
0,4
|
4
|
1,6
|
7650
|
|
3
|
Дверь антресоли
|
1
|
348
|
416
|
16
|
0,85
|
2
|
15
|
0,5
|
0,35
|
0,4
|
4
|
1,6
|
|
4
|
Дверь стеллажа
|
1
|
1763
|
416
|
16
|
0,85
|
1
|
15
|
0,5
|
0,35
|
0,4
|
2
|
0,9
|
6800
|
|
5
|
Стенка нижняя
|
1
|
384
|
432
|
16
|
0,85
|
2
|
15
|
0,5
|
0,35
|
0,4
|
4
|
1,6
|
7650
|
|
6
|
Полка
|
5
|
384
|
432
|
16
|
0,85
|
2
|
15
|
0,5
|
0,35
|
0,4
|
4
|
1,6
|
7650
|
|
7
|
Стенка накладная
|
1
|
384
|
100
|
16
|
0,85
|
3
|
15
|
0,5
|
0,35
|
0,4
|
6
|
2,3
|
7982
|
|
8
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
0,85
|
1
|
15
|
0,5
|
0,35
|
0,4
|
2
|
0,9
|
6800
|
|
9
|
Перегородка
|
2
|
316
|
432
|
16
|
0,85
|
2
|
15
|
0,5
|
0,35
|
0,4
|
4
|
1,6
|
7650
|
|
10
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
0,85
|
2
|
15
|
0,5
|
0,35
|
0,4
|
4
|
1,6
|
7650
|
|
11
|
Стенка боковая
|
2
|
1400
|
432
|
16
|
0,85
|
2
|
15
|
0,5
|
0,35
|
0,4
|
4
|
1,6
|
7650
|
|
12
|
Столешница
|
1
|
964
|
580
|
16
|
0,85
|
1
|
15
|
0,5
|
0,35
|
0,4
|
2
|
0,9
|
6800
|
|
13
|
Раздвижной стол
|
1
|
716
|
580
|
16
|
0,85
|
1
|
15
|
0,5
|
0,35
|
0,4
|
2
|
0,9
|
6800
|
|
14
|
Стенка верх. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
0,85
|
2
|
15
|
0,5
|
0,35
|
0,4
|
4
|
1,6
|
7650
|
|
15
|
Стенка нижн. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
0,85
|
2
|
15
|
0,5
|
0,35
|
0,4
|
4
|
1,6
|
7650
|
|
16
|
Сер. ножка комп. стола
|
1
|
784
|
580
|
16
|
0,85
|
1
|
15
|
0,5
|
0,35
|
0,4
|
2
|
0,9
|
6800
|
|
17
|
Стенка задн. комп. стола
|
1
|
964
|
361
|
16
|
0,85
|
1
|
15
|
0,5
|
0,35
|
0,4
|
2
|
0,9
|
6800
|
|
18
|
Стенка накладная
|
1
|
200
|
100
|
16
|
0,85
|
6
|
15
|
0,5
|
0,35
|
0,4
|
12
|
4,4
|
8345
|
|
19
|
Ножки комп. стола
|
2
|
784
|
580
|
16
|
0,85
|
1
|
15
|
0,5
|
0,35
|
0,4
|
2
|
0,9
|
6800
|
|
20
|
Полка
|
3
|
932
|
432
|
16
|
0,85
|
1
|
15
|
0,5
|
0,35
|
0,4
|
2
|
0,9
|
6800
|
|
21
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
0,85
|
2
|
15
|
0,5
|
0,35
|
0,4
|
4
|
1,6
|
7650
|
|
22
|
Дверь антресоли
|
1
|
384
|
332
|
16
|
0,85
|
2
|
15
|
0,5
|
0,35
|
0,4
|
4
|
1,6
|
7650
|
|
23
|
Стенка средняя
|
1
|
382
|
432
|
16
|
0,85
|
2
|
15
|
0,5
|
0,35
|
0,4
|
4
|
1,6
|
7650
|
|
24
|
Полка
|
5
|
352
|
432
|
16
|
0,85
|
2
|
15
|
0,5
|
0,35
|
0,4
|
4
|
1,6
|
7650
|
|
25
|
Стенка боковая
|
2
|
1847
|
432
|
16
|
0,85
|
1
|
15
|
0,5
|
0,35
|
0,4
|
2
|
0,9
|
6800
|
|
26
|
Стенка накладная
|
1
|
352
|
100
|
16
|
0,85
|
3
|
15
|
0,5
|
0,35
|
0,4
|
6
|
2,3
|
7982
|
|
27
|
Стенка верхняя
|
1
|
964
|
432
|
0,85
|
1
|
15
|
0,5
|
0,35
|
0,4
|
2
|
0,9
|
6800
|
|
28
|
Перегородка
|
2
|
316
|
432
|
16
|
0,85
|
2
|
15
|
0,5
|
0,35
|
0,4
|
4
|
1,6
|
7650
|
|
29
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
0,85
|
2
|
15
|
0,5
|
0,35
|
0,4
|
4
|
1,6
|
7650
|
|
30
|
Стенка боковая
|
2
|
1379
|
432
|
16
|
0,85
|
2
|
15
|
0,5
|
0,35
|
0,4
|
4
|
1,6
|
7650
|
|
31
|
Раздвижной ящик
|
3
|
964
|
228
|
16
|
0,85
|
1
|
15
|
0,5
|
0,35
|
0,4
|
2
|
0,9
|
6800
|
|
32
|
Стенка верх. комода
|
1
|
964
|
580
|
16
|
0,85
|
1
|
15
|
0,5
|
0,35
|
0,4
|
2
|
0,9
|
6800
|
|
33
|
Стенка накладная
|
1
|
932
|
100
|
16
|
0,85
|
1
|
15
|
0,5
|
0,35
|
0,4
|
2
|
0,9
|
6800
|
|
34
|
Стенка боковая комода
|
2
|
784
|
580
|
16
|
0,85
|
1
|
15
|
0,5
|
0,35
|
0,4
|
2
|
0,9
|
6800
|
|
35
|
Полка
|
3
|
932
|
432
|
16
|
0,85
|
1
|
15
|
0,5
|
0,35
|
0,4
|
2
|
0,9
|
6800
|
|
36
|
Стенка верхняя
|
1
|
832
|
580
|
16
|
0,85
|
1
|
15
|
0,5
|
0,35
|
0,4
|
2
|
0,9
|
6800
|
|
37
|
Дверь закр.отделения
|
2
|
416
|
332
|
16
|
0,85
|
2
|
15
|
0,5
|
0,35
|
0,4
|
4
|
1,6
|
7650
|
|
38
|
Дверь шкафа
|
2
|
1763
|
416
|
16
|
0,85
|
1
|
15
|
0,5
|
0,35
|
0,4
|
2
|
0,9
|
6800
|
|
39
|
Стенка боковая
|
2
|
2195
|
580
|
16
|
0,85
|
1
|
15
|
0,5
|
0,35
|
0,4
|
2
|
0,9
|
6800
|
|
40
|
Нижняя стенка
|
1
|
800
|
580
|
16
|
0,85
|
1
|
15
|
0,5
|
0,35
|
0,4
|
2
|
0,9
|
6800
|
|
41
|
Полка
|
2
|
800
|
580
|
16
|
0,85
|
1
|
15
|
0,5
|
0,35
|
0,4
|
2
|
0,9
|
6800
|
|
42
|
Стенка накладная
|
1
|
800
|
100
|
16
|
0,85
|
1
|
15
|
0,5
|
0,35
|
0,4
|
2
|
0,9
|
6800
|
2.2.2
Расчет производительности Щеточно-шлифовального станка Disc Master 2D2DB

Щеточно-шлифовальный станок серии Master LOEWER (Германия) предназначены
для промежуточного финишного шлифования профильных заготовок из МДФ и массива в
проходном режиме.
Особенности:
Усиленный цельносварной корпус станка, с рабочим столом с ленточным
подающим конвейером. Реверс вращения шлифовальных дисков и валов для
промежуточного шлифования лакового покрытия. Электромоторная перестановка
шлифовальных дисков и валов. Возможно опциональное дооснащение вакуумным транспортным
конвейером, боковым шлифовальным агрегатом SU для шлифования кромок
(оптимальное решение при обработке оконных створок, дверных полотен).
Применение: столярно-строительное и мебельное производство.
Таблица 2.5
Техническая характеристика
|
Наименование
|
Параметры
|
|
Ширина обработки, мм
|
900
|
|
Максимальная толщина
заготовки, мм
|
100
|
|
Скорость подачи, м/мин
|
3-15
|
|
Количество шлифовальных
кругов/валов, шт.
|
11/1
|
|
Диаметр шлифовальных
кругов/валов, мм
|
250/300
|
|
Частота вращения
шлифовальных кругов/валов, об/мин
|
50-350/50-500
|
|
Общая установленная
мощность, кВт
|
6,27
|
|
Габариты, мм
|
2.980 х 2.150 х 1.950
|
|
Вес,кг
|
1,800
|
Сменная производительность Щеточно-шлифовального станка Disc Master 2D2DB
Пример: стенка верхняя 384*432:
П
=  = (60*12*0,71*1)/(0,384+0,05) = 1314шт/cмену
= (60*12*0,71*1)/(0,384+0,05) = 1314шт/cмену
где
60 - продолжительность часа, мин;- скорость подачи заготовок, м/мин;
 -
коэффициент использования фонда времени (0,71);- количество одновременно
обрабатываемых заготовок, шт;- размер заготовок в направлении их подачи, м;
-
коэффициент использования фонда времени (0,71);- количество одновременно
обрабатываемых заготовок, шт;- размер заготовок в направлении их подачи, м;
 l -
дистанция (межторцовый разрыв) между заготовками при их подаче,(0,05) м.
l -
дистанция (межторцовый разрыв) между заготовками при их подаче,(0,05) м.
Таблица 2.6
Расчетная производительность Щеточно-шлифовального станка Disc Master 2D2DB
|
№
|
Наименование деталей и их
элементов
|
Кол. деталей
|
Размеры деталей в чистоте
|
Количество шлифуемых
пластей
|
Скорость подачи
|
Коэфф. использ
|
Продолж. смены
|
Производит смены, шт/см
|
|
|
|
l, мм
|
b, мм
|
h, мм
|
m
|
u
|
Кисп
|
Тсм
|
Псм
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
|
1
|
Стенка боковая
|
2
|
2195
|
432
|
16
|
4
|
12
|
0,71
|
480
|
227
|
|
2
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
2
|
12
|
0,71
|
480
|
1314
|
|
3
|
Дверь антресоли
|
1
|
348
|
416
|
16
|
2
|
12
|
0,71
|
480
|
1284
|
|
4
|
Дверь стеллажа
|
1
|
1763
|
416
|
16
|
2
|
12
|
0,71
|
480
|
281
|
|
5
|
Стенка нижняя
|
1
|
384
|
432
|
16
|
2
|
12
|
0,71
|
480
|
|
6
|
Полка
|
5
|
384
|
432
|
16
|
10
|
12
|
0,71
|
480
|
1314
|
|
7
|
Стенка накладная
|
1
|
384
|
100
|
16
|
2
|
12
|
0,71
|
480
|
1314
|
|
8
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
2
|
12
|
0,71
|
480
|
504
|
|
9
|
Перегородка
|
2
|
316
|
432
|
16
|
4
|
12
|
0,71
|
480
|
1396
|
|
10
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
4
|
12
|
0,71
|
|
1096
|
|
11
|
Стенка боковая
|
2
|
1400
|
432
|
16
|
4
|
12
|
0,71
|
480
|
352
|
|
12
|
Столешница
|
1
|
964
|
580
|
16
|
2
|
12
|
0,71
|
480
|
504
|
|
13
|
Раздвижной стол
|
1
|
716
|
580
|
16
|
2
|
12
|
0,71
|
480
|
667
|
|
14
|
Стенка верх. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
2
|
12
|
0,71
|
480
|
2044
|
|
15
|
Стенка нижн. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
|
12
|
0,71
|
|
2044
|
|
16
|
Сер. ножка комп. стола
|
1
|
784
|
580
|
16
|
2
|
12
|
0,71
|
480
|
612
|
|
17
|
Стенка задн. комп. стола
|
1
|
964
|
361
|
16
|
2
|
12
|
0,71
|
480
|
504
|
|
18
|
Стенка накладная
|
1
|
200
|
100
|
16
|
2
|
12
|
0,71
|
480
|
2044
|
|
19
|
Ножки комп. стола
|
2
|
784
|
580
|
16
|
4
|
12
|
0,71
|
480
|
612
|
|
20
|
Полка
|
3
|
932
|
432
|
16
|
6
|
12
|
0,71
|
480
|
520
|
|
21
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
2
|
12
|
0,71
|
480
|
1314
|
|
22
|
Дверь антресоли
|
1
|
384
|
332
|
16
|
2
|
12
|
0,71
|
480
|
1314
|
|
23
|
Стенка средняя
|
1
|
382
|
432
|
16
|
2
|
12
|
0,71
|
480
|
1183
|
|
24
|
Полка
|
5
|
352
|
432
|
16
|
10
|
12
|
0,71
|
480
|
1271
|
|
25
|
Стенка боковая
|
2
|
1847
|
432
|
16
|
4
|
12
|
0,71
|
480
|
269
|
|
26
|
Стенка накладная
|
1
|
352
|
100
|
16
|
2
|
12
|
0,71
|
480
|
1271
|
|
27
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
2
|
12
|
0,71
|
480
|
504
|
|
28
|
Перегородка
|
2
|
316
|
432
|
16
|
4
|
12
|
0,71
|
480
|
1396
|
|
29
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
4
|
12
|
0,71
|
480
|
1096
|
|
30
|
Стенка боковая
|
2
|
1379
|
432
|
16
|
4
|
12
|
0,71
|
480
|
357
|
|
31
|
Раздвижной ящик
|
3
|
964
|
228
|
16
|
6
|
12
|
0,71
|
480
|
504
|
|
32
|
Стенка верх. комода
|
1
|
964
|
580
|
16
|
2
|
12
|
0,71
|
480
|
504
|
|
33
|
Стенка накладная
|
1
|
932
|
100
|
16
|
2
|
12
|
0,71
|
480
|
520
|
|
34
|
Стенка боковая комода
|
2
|
784
|
580
|
16
|
4
|
12
|
0,71
|
480
|
612
|
|
35
|
Полка
|
3
|
932
|
432
|
16
|
6
|
12
|
0,71
|
480
|
520
|
|
36
|
Стенка верхняя
|
1
|
832
|
580
|
16
|
2
|
12
|
0,71
|
480
|
579
|
|
37
|
Дверь закр. отделения
|
2
|
416
|
332
|
16
|
4
|
12
|
0,71
|
480
|
1096
|
|
38
|
2
|
1763
|
416
|
16
|
4
|
12
|
0,71
|
480
|
281
|
|
39
|
Стенка боковая
|
2
|
2195
|
580
|
16
|
4
|
12
|
0,71
|
480
|
227
|
|
40
|
Нижняя стенка
|
1
|
800
|
580
|
16
|
2
|
12
|
0,71
|
480
|
601
|
|
41
|
Полка
|
2
|
800
|
580
|
16
|
4
|
12
|
0,71
|
480
|
601
|
|
42
|
Стенка накладная
|
1
|
800
|
100
|
16
|
2
|
12
|
0,71
|
480
|
601
|
2.2.3 Гильотинная ножница для резки шпона QFS 850

Назначение:
Станок предназначен для максимально удобной, точной и экономичной резки
пачек шпона по длине. Длина реза определяется по двум параллельным
измерительным линейкам, закрепленным на рабочем столе. Двигатель с тормозной
муфтой и зубчатая передача гарантируют быстроту и достаточное усилие резания.
Область применения:
Станки используются на д/о предприятиях любой производительности, на
участках набора облицовок дверных полотен и облицовочных панелей.
Особенности конструкции станка:
· Тяжелая прочная стальная станина.
· Вертикальное движение ножа.
· Включение привода ножа осуществляется одновременным нажатием
двух кнопок, что обеспечивает безопасность работы оператора.
· Электронная система обеспечения безопасности.
· Защитное ограждение из плексигласа.
· Рабочий стол с измерительной линейкой с правой и левой
стороны от линии реза.
· Стойкая покраска.
По запросу может быть поставлен рабочий стол больших размеров и
устройства для удобной подачи пачек шпона.
Стандартный состав поставки:
· 1 комплект инструментов.
· 1 руководство по эксплуатации (на русском языке).
Начальный рекомендуемый запас запчастей и расходных материалов:
· 1 запасной нож;
· 5 контр упоров для ножа.
Таблица 2.7
Технические характеристики QFS 850:
|
Наименование
|
Параметры
|
|
Рабочая ширина, мм
|
850
|
|
Толщина пачки шпона макс.,
мм
|
60
|
|
Толщина листа в пачке
макс., мм
|
3
|
|
Время рабочего цикла, сек
|
1,6
|
|
Установленная мощность, кВт
(380 В, 50 Гц)
|
3,5
|
|
Габаритные размеры, мм
|
1120 х 600 х 1370
|
|
Масса, кг
|
480
|
Сменная производительность гильотинной ножницы QFS 850
Пример: стенка верхняя 384*432:
Псм = (n*Тсм*Кд*Км)/(t0*z) ,
шт/час
Псм = (n*Тсм*Кд*Км)/(t0*z) =
(14*8*0,9*0,75)/(0,00016*4) =118125 шт/час
где Тсм - продолжительность смены, мин (480 мин)
 - число полос шпона в пакете, шт (14 шт)
- число полос шпона в пакете, шт (14 шт)
 - количество резов по периметру; (4)
- количество резов по периметру; (4)
 - цикл обрезки одной стороны пакета, мин (0,01 мин)
- цикл обрезки одной стороны пакета, мин (0,01 мин)
Кд - коэффициент использования рабочего времени, (0,9)
(табл.2.3.)
Км - коэффициент использования машинного времени, (0,75)
(табл.2.3.)
2.2.4
Производительность ребросклеивающего станка РС-9А

Таблица 2.8
Сменная производительность гильотинной ножницы QFS 850
|
№
|
Наименование деталей и их
элементов
|
К-во деталей
|
Размеры деталей в чистоте
|
Число полос шпона в пакете
|
Количество резов по
периметру
|
Цикл обрезки одной стороны
пакета
|
Коэфф. использ.
|
Коэфф. использ.
|
Продолжит. смены
|
Производит. смены, шт/час
|
|
|
|
l, мм
|
b, мм
|
h, мм
|
n
|
z
|
t0
|
Км
|
Кд
|
Тсм
|
Псм
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
|
1
|
Стенка боковая
|
2
|
2195
|
432
|
16
|
2
|
4
|
0,01
|
0,75
|
0,9
|
480
|
16875
|
|
2
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
14
|
4
|
0,01
|
0,75
|
0,9
|
480
|
118125
|
|
3
|
Дверь антресоли
|
1
|
348
|
416
|
16
|
16
|
4
|
0,01
|
0,75
|
0,9
|
480
|
135000
|
|
4
|
Дверь стеллажа
|
1
|
1763
|
416
|
16
|
3
|
4
|
0,01
|
0,75
|
0,9
|
480
|
25312
|
|
5
|
Стенка нижняя
|
1
|
384
|
432
|
16
|
14
|
4
|
0,01
|
0,75
|
0,9
|
480
|
118125
|
|
6
|
Полка
|
5
|
384
|
432
|
16
|
14
|
4
|
0,01
|
0,75
|
0,9
|
480
|
118125
|
|
7
|
Стенка накладная
|
1
|
384
|
100
|
16
|
14
|
4
|
0,01
|
0,75
|
0,9
|
480
|
118125
|
|
8
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
5
|
4
|
0,01
|
0,75
|
0,9
|
480
|
42187
|
|
9
|
Перегородка
|
2
|
316
|
432
|
16
|
18
|
4
|
0,01
|
0,75
|
0,9
|
480
|
151875
|
|
10
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
14
|
4
|
0,01
|
0,75
|
0,9
|
480
|
118125
|
|
11
|
Стенка боковая
|
2
|
1400
|
432
|
16
|
4
|
4
|
0,01
|
0,75
|
0,9
|
480
|
33750
|
|
12
|
Столешница
|
1
|
964
|
580
|
16
|
5
|
4
|
0,01
|
0,75
|
0,9
|
480
|
42187
|
|
13
|
Раздвижной стол
|
1
|
716
|
580
|
16
|
7
|
4
|
0,01
|
0,75
|
0,9
|
480
|
59062
|
|
14
|
Стенка верх .ящ. комп.
стола
|
1
|
200
|
580
|
16
|
29
|
4
|
0,01
|
0,75
|
0,9
|
480
|
244687
|
|
15
|
Стенка нижн. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
29
|
4
|
0,01
|
0,75
|
0,9
|
480
|
244687
|
|
16
|
Сер. ножка комп. стола
|
1
|
784
|
580
|
16
|
7
|
4
|
0,01
|
0,75
|
0,9
|
480
|
59062
|
|
17
|
Стенка задн. комп. стола
|
1
|
361
|
16
|
5
|
4
|
0,01
|
0,75
|
0,9
|
480
|
42187
|
|
18
|
Стенка накладная
|
1
|
200
|
100
|
16
|
29
|
4
|
0,01
|
0,75
|
0,9
|
480
|
244687
|
|
19
|
Ножки комп. стола
|
2
|
784
|
580
|
16
|
7
|
4
|
0,01
|
0,75
|
0,9
|
480
|
59062
|
|
20
|
Полка
|
3
|
932
|
432
|
16
|
5
|
4
|
0,01
|
0,75
|
0,9
|
480
|
42187
|
|
21
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
14
|
4
|
0,01
|
0,75
|
0,9
|
480
|
118125
|
|
22
|
Дверь антресоли
|
1
|
384
|
332
|
16
|
14
|
4
|
0,01
|
0,75
|
0,9
|
480
|
118125
|
|
23
|
Стенка средняя
|
1
|
382
|
432
|
16
|
14
|
4
|
0,01
|
0,75
|
0,9
|
480
|
118125
|
|
24
|
Полка
|
5
|
352
|
432
|
16
|
15
|
4
|
0,01
|
0,75
|
0,9
|
480
|
126562
|
|
25
|
Стенка боковая
|
2
|
1847
|
432
|
16
|
3
|
4
|
0,01
|
0,75
|
0,9
|
480
|
25312
|
|
26
|
Стенка накладная
|
1
|
352
|
100
|
16
|
15
|
4
|
0,01
|
0,75
|
0,9
|
480
|
126562
|
|
27
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
5
|
4
|
0,01
|
0,75
|
0,9
|
480
|
42187
|
|
28
|
Перегородка
|
2
|
316
|
432
|
16
|
18
|
4
|
0,01
|
0,75
|
0,9
|
480
|
151875
|
|
29
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
14
|
4
|
0,01
|
0,75
|
0,9
|
480
|
118125
|
|
30
|
Стенка боковая
|
2
|
1379
|
432
|
16
|
4
|
4
|
0,01
|
0,75
|
0,9
|
480
|
33750
|
|
31
|
Раздвижной ящик
|
3
|
964
|
228
|
16
|
5
|
4
|
0,01
|
0,75
|
0,9
|
480
|
42187
|
|
32
|
Стенка верх. комода
|
1
|
964
|
580
|
16
|
5
|
4
|
0,01
|
0,75
|
0,9
|
480
|
42187
|
|
33
|
Стенка накладная
|
1
|
932
|
100
|
16
|
5
|
4
|
0,01
|
0,75
|
0,9
|
480
|
42187
|
|
34
|
Стенка боковая комода
|
2
|
784
|
580
|
16
|
7
|
4
|
0,01
|
0,75
|
0,9
|
480
|
59062
|
|
35
|
Полка
|
3
|
932
|
432
|
16
|
5
|
4
|
0,01
|
0,75
|
0,9
|
480
|
42187
|
|
36
|
Стенка верхняя
|
1
|
832
|
580
|
16
|
6
|
4
|
0,01
|
0,75
|
0,9
|
480
|
50625
|
|
37
|
Дверь закр. отделения
|
2
|
416
|
332
|
16
|
14
|
4
|
0,01
|
0,75
|
0,9
|
480
|
118125
|
|
38
|
Дверь шкафа
|
2
|
1763
|
416
|
16
|
3
|
4
|
0,01
|
0,75
|
0,9
|
480
|
25312
|
|
39
|
Стенка боковая
|
2
|
2195
|
580
|
16
|
2
|
4
|
0,01
|
0,75
|
0,9
|
480
|
16875
|
|
40
|
Нижняя стенка
|
1
|
800
|
580
|
16
|
7
|
4
|
0,01
|
0,75
|
0,9
|
480
|
59062
|
|
41
|
Полка
|
2
|
800
|
580
|
16
|
7
|
4
|
0,01
|
0,75
|
0,9
|
480
|
59062
|
|
42
|
Стенка накладная
|
1
|
800
|
100
|
16
|
7
|
4
|
0,01
|
0,75
|
0,9
|
480
|
59062
|
Таблица 2.9
Техническая характеристика станка
|
Наименование
|
Параметры
|
|
Вылет головки, мм
|
900
|
|
Наименьшая ширина
склеиваемых полос шпона, мм
|
60
|
|
Наименьшая длина
склеиваемых полос шпона, мм
|
300
|
|
Толщина склеиваемых полос
шпона, мм наименьшая наибольшая
|
0.3 4.0
|
|
Скорость подачи, м/мин
наименьшая, не менее наибольшая, не более
|
20 40
|
|
Шаг наклеенной нити, мм
наименьший, не более наибольший, не менее
|
22 30
|
1835х692х1770
|
|
Масса станка, кг
|
580
|
|
Род тока питающей сети
|
Переменный, трёхфазный
|
|
Частота тока, Гц
|
50
|
|
Напряжение сети, В
|
380
|
|
Количество
электродвигателей, шт
|
1
|
|
Мощность электродвигателя,
кВт
|
0.6
|
|
Мощность нагревателя, кВт
|
0.72
|
|
Расход потребляемого
воздуха, м3/ч
|
0.6 … 1.2
|
|
Давление воздуха в
пневмосети, МПа
|
0.2 … 0.6
|
|
Норма обслуживания, чел
|
1
|
Сменная производительность ребросклеивающего станка РС-9А
Пример: стенка верхняя 384*432:
Псм = (60*U*Кд*Км)/(L*(n-1)) , шт/час
Псм = (60*U*Кд*Км)/(L*(n-1)) = (60*40*0,9*0,5)/(0,384*(25-1) = 117
шт/час
где  - скорость подачи, (40 м/мин) (табл.2.9.)
- скорость подачи, (40 м/мин) (табл.2.9.)
Кд - коэффициент использования фонда времени, (0,9)
Км - коэффициент использования машинного времени, (0,5)
 - длина щита, мм
- длина щита, мм
n -
число полос шпона
.2.5 Расчет производительности клеенаносящего станка S2R 1600
Предназначен для нанесения белковых, карбомидных, мочевиноформальдегидных
и резорциновых клеев на пласть мебельных заготовок и столярных изделий в т. ч.
дверей, для последующего облицовывания.
Применяется в мебельном, столярно-строительном производствах
деревообрабатывающей промышленности.

Таблица 2.10
Сменная производительность ребросклеивающего станка РС-9А
|
№
|
Наименование деталей и их
элементов
|
Кол-во деталей
|
Размеры деталей в чистоте
|
Скорость подачи
|
Коэфф. использ. машинного
времени
|
Коэфф. использ. рабочего
времени
|
Число полос шпона
|
Производит. смены, шт/час
|
|
|
|
l, мм
|
b, мм
|
h, мм
|
u
|
Км
|
Кд
|
Пр
|
Псм
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
|
1
|
Стенка боковая
|
2
|
2195
|
432
|
16
|
40
|
0,5
|
0,9
|
146
|
4
|
|
2
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
40
|
0,5
|
0,9
|
25
|
117
|
|
3
|
Дверь антресоли
|
1
|
348
|
416
|
16
|
40
|
0,5
|
0,9
|
23
|
142
|
|
4
|
Дверь стеллажа
|
1
|
1763
|
416
|
16
|
40
|
0,5
|
0,9
|
117
|
6
|
|
5
|
Стенка нижняя
|
1
|
384
|
432
|
16
|
40
|
0,5
|
0,9
|
25
|
117
|
|
6
|
Полка
|
5
|
384
|
432
|
16
|
40
|
0,5
|
0,9
|
25
|
117
|
|
7
|
Стенка накладная
|
1
|
384
|
100
|
16
|
40
|
0,5
|
0,9
|
25
|
117
|
|
8
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
40
|
0,5
|
0,9
|
64
|
18
|
|
9
|
Перегородка
|
2
|
316
|
432
|
16
|
40
|
0,5
|
0,9
|
21
|
171
|
|
10
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
40
|
0,5
|
0,9
|
27
|
100
|
|
11
|
Стенка боковая
|
2
|
1400
|
432
|
16
|
40
|
0,5
|
0,9
|
93
|
9
|
|
12
|
Столешница
|
1
|
964
|
580
|
16
|
40
|
0,5
|
0,9
|
64
|
18
|
|
13
|
Раздвижной стол
|
1
|
716
|
580
|
16
|
40
|
0,5
|
0,9
|
47
|
33
|
|
14
|
Стенка верх. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
40
|
0,5
|
0,9
|
13
|
450
|
|
15
|
Стенка нижн. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
40
|
0,5
|
0,9
|
13
|
450
|
|
16
|
Сер. ножка комп. стола
|
1
|
784
|
580
|
16
|
40
|
0,5
|
0,9
|
52
|
27
|
|
17
|
Стенка задн. комп. стола
|
1
|
964
|
361
|
16
|
40
|
0,5
|
0,9
|
64
|
18
|
|
18
|
Стенка накладная
|
1
|
200
|
100
|
16
|
40
|
0,5
|
0,9
|
13
|
450
|
|
19
|
Ножки комп. стола
|
2
|
784
|
580
|
16
|
40
|
0,5
|
0,9
|
52
|
27
|
|
20
|
Полка
|
3
|
932
|
432
|
16
|
40
|
0,5
|
0,9
|
62
|
19
|
|
21
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
40
|
0,5
|
0,9
|
25
|
117
|
|
22
|
Дверь антресоли
|
1
|
384
|
332
|
16
|
40
|
0,5
|
0,9
|
25
|
117
|
|
23
|
Стенка средняя
|
1
|
382
|
432
|
16
|
40
|
0,5
|
0,9
|
25
|
117
|
|
24
|
Полка
|
5
|
352
|
432
|
16
|
40
|
0,5
|
0,9
|
23
|
140
|
|
25
|
Стенка боковая
|
2
|
1847
|
432
|
16
|
40
|
0,5
|
0,9
|
123
|
5
|
|
26
|
Стенка накладная
|
1
|
352
|
100
|
16
|
40
|
0,5
|
0,9
|
23
|
|
27
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
40
|
0,5
|
0,9
|
64
|
18
|
|
28
|
Перегородка
|
2
|
316
|
432
|
16
|
40
|
0,5
|
0,9
|
21
|
171
|
|
29
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
40
|
0,5
|
0,9
|
27
|
100
|
|
30
|
Стенка боковая
|
2
|
1379
|
432
|
16
|
40
|
0,5
|
0,9
|
91
|
9
|
|
31
|
Раздвижной ящик
|
3
|
964
|
228
|
16
|
40
|
0,5
|
0,9
|
64
|
18
|
|
32
|
Стенка верх. комода
|
1
|
964
|
580
|
16
|
40
|
0,5
|
0,9
|
64
|
18
|
|
33
|
Стенка накладная
|
1
|
932
|
100
|
16
|
40
|
0,5
|
0,9
|
62
|
19
|
|
34
|
Стенка боковая комода
|
2
|
784
|
580
|
16
|
40
|
0,5
|
0,9
|
52
|
27
|
|
35
|
Полка
|
3
|
932
|
432
|
16
|
40
|
0,5
|
0,9
|
62
|
19
|
|
36
|
Стенка верхняя
|
1
|
832
|
580
|
16
|
40
|
0,5
|
0,9
|
55
|
24
|
|
37
|
Дверь закр. отделения
|
2
|
416
|
332
|
16
|
40
|
0,5
|
0,9
|
27
|
100
|
|
38
|
Дверь шкафа
|
2
|
1763
|
416
|
16
|
40
|
0,5
|
0,9
|
117
|
6
|
|
39
|
Стенка боковая
|
2
|
2195
|
580
|
16
|
40
|
0,5
|
0,9
|
146
|
4
|
|
40
|
Нижняя стенка
|
1
|
800
|
580
|
16
|
40
|
0,5
|
0,9
|
53
|
26
|
|
41
|
Полка
|
2
|
800
|
580
|
16
|
40
|
0,5
|
0,9
|
53
|
26
|
|
42
|
Стенка накладная
|
1
|
800
|
100
|
16
|
40
|
0,5
|
0,9
|
53
|
26
|
Таблица 2.11
Техническая характеристика S2R1600
|
Модель
|
S2R1600
|
|
Количество клеенаносящих
вальцов
|
2
|
|
Размеры обрабатываемой
заготовки, мм:
|
|
|
- наибольшая ширина
|
1600
|
|
- наибольшая толщина
|
100
|
|
Диаметр клеенаносящих
вальцов, мм
|
185
|
|
Скорость подачи заготовки,
м/мин
|
18
|
|
Установленная мощность, кВт
|
1,0
|
|
Габарит, мм
|
780х2300х1350
|
|
Масса, кг
|
330
|
Производительность клеенаносящего станка S2R 1600
Пример: стенка верхняя 384*432:
Псм = (U*Тсм*Кд*Км)/(L) , шт/см
Псм = (U*Тсм*Кд*Км)/(L) = (18*480*0,95*0,5)/0,384 =10687
шт/см
где Тсм - продолжительность смены, 480мин
Кд, Км - коэффициенты использования рабочего и машинного времени,
0,95;0,5
U -
скорость подачи, 18 м/мин
Таблица 2.12
Производительность клеенаносящего станка S2R 1600
|
№
|
Наименование деталей и их
элементов
|
Ко-во деталей
|
Размеры деталей в чистоте
|
Скорость подачи
|
Коэфф. использ. машинного
времени
|
Коэфф. использ.
|
Продолжит. смены
|
Производит. смены, шт/час
|
|
|
|
l, мм
|
b, мм
|
h, мм
|
u
|
Км
|
Кисп
|
Тсм
|
Псм по длине
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
|
1
|
Стенка боковая
|
2
|
2195
|
432
|
16
|
18
|
0,5
|
0,95
|
480
|
1870
|
|
2
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
18
|
0,5
|
0,95
|
480
|
10687
|
|
3
|
Дверь антресоли
|
1
|
348
|
416
|
16
|
18
|
0,5
|
0,95
|
480
|
11793
|
|
4
|
Дверь стеллажа
|
1
|
1763
|
416
|
16
|
18
|
0,5
|
0,95
|
480
|
2327
|
|
5
|
Стенка нижняя
|
1
|
384
|
432
|
16
|
18
|
0,5
|
0,95
|
480
|
10687
|
|
6
|
Полка
|
5
|
384
|
432
|
16
|
18
|
0,5
|
0,95
|
480
|
10687
|
|
7
|
Стенка накладная
|
1
|
384
|
100
|
16
|
18
|
0,5
|
0,95
|
480
|
10687
|
|
8
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
18
|
0,5
|
0,95
|
480
|
4257
|
|
9
|
Перегородка
|
2
|
316
|
432
|
16
|
18
|
0,5
|
0,95
|
480
|
12987
|
|
10
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
18
|
0,5
|
0,95
|
480
|
9865
|
|
11
|
Стенка боковая
|
2
|
1400
|
432
|
16
|
0,5
|
0,95
|
480
|
2931
|
|
12
|
Столешница
|
1
|
964
|
580
|
16
|
18
|
0,5
|
0,95
|
480
|
4257
|
|
13
|
Раздвижной стол
|
1
|
716
|
580
|
16
|
18
|
0,5
|
0,95
|
480
|
5731
|
|
14
|
Стенка верх. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
18
|
0,5
|
0,95
|
480
|
20520
|
|
15
|
Стенка нижн. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
18
|
0,5
|
0,95
|
480
|
20520
|
|
16
|
Сер. ножка комп. стола
|
1
|
784
|
580
|
16
|
18
|
0,5
|
0,95
|
480
|
5234
|
|
17
|
Стенка задн. комп. стола
|
1
|
964
|
361
|
16
|
18
|
0,5
|
0,95
|
480
|
4257
|
|
18
|
Стенка накладная
|
1
|
200
|
100
|
16
|
18
|
0,5
|
0,95
|
480
|
20520
|
|
19
|
Ножки комп. стола
|
2
|
784
|
580
|
16
|
18
|
0,5
|
0,95
|
480
|
5234
|
|
20
|
Полка
|
3
|
932
|
432
|
16
|
18
|
0,5
|
0,95
|
480
|
4403
|
|
21
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
18
|
0,5
|
0,95
|
480
|
10687
|
|
22
|
Дверь антресоли
|
1
|
384
|
332
|
16
|
18
|
0,5
|
0,95
|
480
|
10687
|
|
23
|
Стенка средняя
|
1
|
382
|
432
|
16
|
18
|
0,5
|
0,95
|
480
|
10743
|
|
24
|
Полка
|
5
|
352
|
432
|
16
|
18
|
0,5
|
0,95
|
480
|
11659
|
|
25
|
Стенка боковая
|
2
|
1847
|
432
|
16
|
18
|
0,5
|
0,95
|
480
|
2221
|
|
26
|
Стенка накладная
|
1
|
352
|
100
|
16
|
18
|
0,5
|
0,95
|
480
|
11659
|
|
27
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
18
|
0,5
|
0,95
|
480
|
4257
|
|
28
|
Перегородка
|
2
|
316
|
432
|
16
|
18
|
0,5
|
0,95
|
480
|
12987
|
|
29
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
18
|
0,5
|
0,95
|
480
|
9865
|
|
30
|
Стенка боковая
|
2
|
1379
|
432
|
16
|
18
|
0,5
|
0,95
|
480
|
2976
|
|
31
|
Раздвижной ящик
|
3
|
964
|
228
|
16
|
18
|
0,5
|
0,95
|
480
|
4257
|
|
32
|
Стенка верх. комода
|
1
|
964
|
580
|
16
|
18
|
0,5
|
0,95
|
480
|
4257
|
|
33
|
Стенка накладная
|
1
|
932
|
100
|
16
|
18
|
0,5
|
0,95
|
480
|
4403
|
|
34
|
Стенка боковая комода
|
2
|
784
|
580
|
16
|
18
|
0,5
|
0,95
|
480
|
5234
|
|
35
|
Полка
|
3
|
932
|
432
|
16
|
18
|
0,5
|
0,95
|
480
|
4403
|
|
36
|
Стенка верхняя
|
1
|
832
|
580
|
16
|
18
|
0,5
|
0,95
|
480
|
4932
|
|
37
|
Дверь закр. отделения
|
2
|
416
|
332
|
16
|
18
|
0,5
|
0,95
|
480
|
9865
|
|
38
|
Дверь шкафа
|
2
|
1763
|
416
|
16
|
18
|
0,5
|
0,95
|
480
|
2327
|
|
39
|
Стенка боковая
|
2
|
2195
|
580
|
16
|
18
|
0,5
|
0,95
|
480
|
1870
|
|
40
|
Нижняя стенка
|
1
|
800
|
580
|
16
|
18
|
0,5
|
0,95
|
480
|
5130
|
|
41
|
Полка
|
2
|
800
|
580
|
16
|
18
|
0,5
|
0,95
|
480
|
5130
|
|
42
|
Стенка накладная
|
1
|
800
|
100
|
16
|
18
|
0,5
|
0,95
|
480
|
5130
|
2.2.6
Расчет производительности прессовое оборудование ДА 4436

Пресс гидравлический для фанерования деталей мебели ДА4436 Предназначены
для фанерования деталей мебели тонкой облицовочной фанерой или шпоном. Пресс
усилием 4000 кН., предназначен для изготовления плитных материалов из древесных
и растительных отходов, для фанерования и отделки деталей мебели из
древесностружечных, твердых древесноволокнистых плит, тонкой облицовочной
фанерой, строганным, лущеным шпоном и синтетическим материалом. В состав пресса
входят: этажерки загрузки и выгрузки, гидроагрегат, гидравлические цилиндры,
пульт управления, электрошкаф.
Таблица 2.13
Техническая характеристика
|
Наименование
|
|
Начало серийного
производства
|
1974
|
|
Номинальное усилие, кН
|
4000
|
|
Мощность двигателя главного
движения кВт
|
27,4
|
|
Размер стола ширина/длина
мм
|
1300/2200
|
|
Габариты станка Длинна
Ширина Высота (мм)
|
5480x6000x3030
|
|
Масса кг
|
32000
|
Производительность прессовое оборудование ДА 4436
Пример: стенка верхняя 384*432:
Псм = (z*Тсм*Кр)/(t0) , заг/смен
Псм = (z*Тсм*Кр)/(t0) = (3*480*0,8)/3 = 384заг/смен
где Тсм - продолжительность смены, мин (480 мин)
- количество одновременно загружаемых в пресс заготовок (3);
Кр - коэффициент использования рабочего времени, (0,8)
(табл.2.3.)
t0 - цикл работы пресса, мин(3);
- цикл работы пресса, мин(3);
2.2.7
Производительность круглопильного станка ТS 315F

Область применения:
Применяется в столярно-строительном и мебельном производстве.
Отличительные способности:
Направляющая линейка крепится на столе;
Наличие ограждения пилы;
На каретке установлена направляющая линейка.
Конструктивные способности:
Станок имеет увеличенный стол для обработки габаритных заготовок.
Удобная система наклона пилы от 0 до 45 град
Каретка оснащена линейкой для торцовки под различными углами.
Перемещение каретки по надежным, жестким направляющим.
Удобная настройка ширины пропила с помощью параллельного упора.
Таблица 2.14
Производительность прессовое оборудование ДА 4436
|
№
|
Наименование деталей и их
элементов
|
Кол-во деталей
|
Размеры деталей в чистоте
|
количество одновременно
загружаемых в пресс заготовок;
|
цикл работы пресса, мин;
|
Продолжит. смены
|
Коэфф. использ.
|
Произ. смены, шт/час
|
|
|
|
l, мм
|
b, мм
|
h, мм
|
z
|
t0
|
Тсм
|
Кp
|
Псм
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
|
1
|
Стенка боковая
|
2
|
2195
|
432
|
16
|
1
|
2
|
480
|
0,8
|
192
|
|
2
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
3
|
3
|
480
|
0,8
|
384
|
|
3
|
Дверь антресоли
|
1
|
348
|
416
|
16
|
3
|
3
|
480
|
0,8
|
384
|
|
4
|
Дверь стеллажа
|
1
|
1763
|
416
|
16
|
1
|
2
|
480
|
0,8
|
192
|
|
5
|
Стенка нижняя
|
1
|
384
|
432
|
16
|
3
|
3
|
480
|
0,8
|
384
|
|
6
|
Полка
|
5
|
384
|
432
|
16
|
3
|
3
|
480
|
0,8
|
384
|
|
7
|
Стенка накладная
|
1
|
384
|
100
|
16
|
5
|
5
|
480
|
0,8
|
384
|
|
8
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
2
|
2
|
480
|
0,8
|
384
|
|
9
|
Перегородка
|
2
|
316
|
432
|
16
|
3
|
3
|
480
|
0,8
|
384
|
|
10
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
3
|
3
|
480
|
0,8
|
384
|
|
11
|
Стенка боковая
|
2
|
1400
|
432
|
16
|
1
|
2
|
480
|
0,8
|
192
|
|
12
|
Столешница
|
1
|
964
|
580
|
16
|
2
|
2
|
480
|
0,8
|
384
|
|
13
|
Раздвижной стол
|
1
|
716
|
580
|
16
|
2
|
2
|
480
|
0,8
|
384
|
|
14
|
Стенка верх. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
3
|
3
|
480
|
0,8
|
384
|
|
15
|
Стенка нижн. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
3
|
3
|
480
|
0,8
|
384
|
|
16
|
Сер. ножка комп. стола
|
1
|
784
|
580
|
16
|
2
|
2
|
480
|
0,8
|
384
|
|
17
|
Стенка задн. комп. стола
|
1
|
964
|
361
|
16
|
2
|
2
|
480
|
0,8
|
384
|
|
18
|
Стенка накладная
|
1
|
200
|
100
|
16
|
11
|
5
|
480
|
0,8
|
845
|
|
19
|
Ножки комп. стола
|
2
|
784
|
580
|
16
|
2
|
2
|
480
|
0,8
|
384
|
|
20
|
Полка
|
3
|
932
|
432
|
16
|
2
|
2
|
480
|
0,8
|
384
|
|
21
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
3
|
3
|
480
|
0,8
|
384
|
|
22
|
Дверь антресоли
|
1
|
384
|
332
|
16
|
4
|
4
|
480
|
0,8
|
384
|
|
23
|
Стенка средняя
|
1
|
382
|
432
|
16
|
3
|
3
|
480
|
0,8
|
384
|
|
24
|
Полка
|
5
|
352
|
432
|
16
|
3
|
3
|
480
|
0,8
|
384
|
|
25
|
Стенка боковая
|
2
|
1847
|
432
|
16
|
1
|
2
|
480
|
0,8
|
192
|
|
26
|
Стенка накладная
|
1
|
352
|
100
|
16
|
6
|
5
|
480
|
0,8
|
460
|
|
27
|
1
|
964
|
432
|
16
|
2
|
2
|
480
|
0,8
|
384
|
|
28
|
Перегородка
|
2
|
316
|
432
|
16
|
4
|
4
|
480
|
0,8
|
384
|
|
29
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
3
|
3
|
480
|
0,8
|
384
|
|
30
|
Стенка боковая
|
2
|
1379
|
432
|
16
|
1
|
2
|
480
|
0,8
|
192
|
|
31
|
Раздвижной ящик
|
3
|
964
|
228
|
16
|
2
|
2
|
480
|
0,8
|
384
|
|
32
|
Стенка верх. комода
|
1
|
964
|
580
|
16
|
2
|
2
|
480
|
0,8
|
384
|
|
33
|
Стенка накладная
|
1
|
932
|
100
|
16
|
2
|
2
|
480
|
0,8
|
384
|
|
34
|
Стенка боковая комода
|
2
|
784
|
580
|
16
|
2
|
2
|
480
|
0,8
|
384
|
|
35
|
Полка
|
3
|
932
|
432
|
16
|
2
|
2
|
480
|
0,8
|
384
|
|
36
|
Стенка верхняя
|
1
|
832
|
580
|
16
|
2
|
2
|
480
|
0,8
|
384
|
|
37
|
Дверь закр. отделения
|
2
|
416
|
332
|
16
|
3
|
3
|
480
|
0,8
|
384
|
|
38
|
Дверь шкафа
|
2
|
1763
|
416
|
16
|
1
|
2
|
480
|
0,8
|
192
|
|
39
|
Стенка боковая
|
2
|
2195
|
580
|
16
|
1
|
2
|
480
|
0,8
|
192
|
|
40
|
Нижняя стенка
|
1
|
800
|
580
|
16
|
2
|
2
|
480
|
0,8
|
384
|
|
41
|
Полка
|
2
|
800
|
580
|
16
|
2
|
2
|
480
|
0,8
|
384
|
|
42
|
Стенка накладная
|
1
|
800
|
100
|
16
|
2
|
2
|
480
|
0,8
|
384
|
Таблица 2.15
Технические характеристики
|
Наименование
|
Параметры
|
|
Наибольшая высота пропила
90°/45°, мм
|
100/75
|
|
Угол поворота пилы, °
|
0-45
|
|
Размеры основного стола, мм
|
600х800
|
|
Размеры дополнительных
столов, мм
|
440х800; 600х530
|
|
Размер каретки, мм
|
500х400
|
|
Диаметр пилы, мм
|
315
|
|
Посадочный диаметр
шпинделя, мм
|
30
|
|
Частота вращения шпинделя,
об/мин
|
2800
|
|
Мощность электродвигателя,
кВт
|
3,0
|
|
Габаритные размеры, мм
|
826х720х627
|
|
Масса, кг
|
220
|
Производительность Круглопильного станка ТS 315F
Пример: стенка верхняя 384*432:
Псм = (U*Тсм*Кд*Км)/(L), шт/см
Псм = (U*Тсм*Кд*Км)/(L) = (12*480*0,9*0,4)/0,384 = 5400
шт/см
где Тсм - продолжительность смены, мин (480 мин)
 - скорость подачи, м/мин (6 м/мин) (табл.2.10.)
- скорость подачи, м/мин (6 м/мин) (табл.2.10.)
- длина заготовки, м
Кд - коэффициент использования рабочего времени, (0,9)
(табл.2.3.)
Км - коэффициент использования машинного времени, (0,4)
(табл.2.3.)
технологический мебель древесина станок
Таблица 2.16
Сменная производительность круглопильного станка ТS 315F
|
№
|
Наименование деталей и их
элементов
|
Кол-во деталей
|
Размеры деталей в чистоте
|
Скорость подачи
|
Коэфф. использ.
|
Коэфф. использ.
|
Продолжительность смены
|
производительность смены,
шт/час
|
|
|
|
l, мм
|
b, мм
|
h, мм
|
u
|
Км
|
Кд
|
Тсм
|
Псм
|
|
1
|
2
|
3
|
4
|
5
|
6
|
8
|
9
|
10
|
11
|
12
|
|
1
|
Стенка боковая
|
2
|
2195
|
432
|
16
|
12
|
0,4
|
0,9
|
480
|
945
|
|
2
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
12
|
0,4
|
0,9
|
480
|
5400
|
|
3
|
Дверь антресоли
|
1
|
348
|
416
|
16
|
12
|
0,4
|
0,9
|
480
|
5959
|
|
4
|
Дверь стеллажа
|
1
|
1763
|
416
|
16
|
12
|
0,4
|
0,9
|
480
|
1176
|
|
5
|
Стенка нижняя
|
1
|
384
|
432
|
16
|
12
|
0,4
|
0,9
|
480
|
5400
|
|
6
|
Полка
|
5
|
384
|
432
|
16
|
12
|
0,4
|
0,9
|
480
|
5400
|
|
7
|
Стенка накладная
|
1
|
384
|
100
|
16
|
12
|
0,4
|
0,9
|
480
|
5400
|
|
8
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
12
|
0,4
|
0,9
|
480
|
2151
|
|
9
|
Перегородка
|
2
|
316
|
432
|
16
|
12
|
0,4
|
0,9
|
480
|
6562
|
|
10
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
12
|
0,4
|
0,9
|
480
|
4985
|
Стенка боковая
|
2
|
1400
|
432
|
16
|
12
|
0,4
|
0,9
|
480
|
1481
|
|
12
|
Столешница
|
1
|
964
|
580
|
16
|
12
|
0,4
|
0,9
|
480
|
2151
|
|
13
|
Раздвижной стол
|
1
|
716
|
580
|
16
|
12
|
0,4
|
0,9
|
480
|
2896
|
|
14
|
Стенка верх .ящ. комп.
стола
|
1
|
200
|
580
|
16
|
12
|
0,4
|
0,9
|
480
|
10368
|
|
15
|
Стенка нижн. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
12
|
0,4
|
0,9
|
480
|
10368
|
|
16
|
Сер. ножка комп. стола
|
1
|
784
|
580
|
16
|
12
|
0,4
|
0,9
|
480
|
2645
|
|
17
|
Стенка задн. комп. стола
|
1
|
964
|
361
|
16
|
12
|
0,4
|
0,9
|
480
|
2151
|
|
18
|
Стенка накладная
|
1
|
200
|
100
|
16
|
12
|
0,4
|
0,9
|
480
|
10368
|
|
19
|
Ножки комп. стола
|
2
|
784
|
580
|
16
|
12
|
0,4
|
0,9
|
480
|
2645
|
|
20
|
Полка
|
3
|
932
|
432
|
16
|
12
|
0,4
|
0,9
|
480
|
2225
|
|
21
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
12
|
0,4
|
0,9
|
480
|
5400
|
|
22
|
Дверь антресоли
|
1
|
384
|
332
|
16
|
12
|
0,4
|
0,9
|
480
|
5400
|
|
23
|
Стенка средняя
|
1
|
382
|
432
|
16
|
12
|
0,4
|
0,9
|
480
|
5428
|
|
24
|
Полка
|
5
|
352
|
432
|
16
|
12
|
0,4
|
0,9
|
480
|
5891
|
|
25
|
Стенка боковая
|
2
|
1847
|
432
|
16
|
12
|
0,4
|
0,9
|
480
|
1123
|
|
26
|
Стенка накладная
|
1
|
352
|
100
|
16
|
12
|
0,4
|
0,9
|
480
|
5891
|
|
27
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
12
|
0,4
|
0,9
|
480
|
2151
|
|
28
|
Перегородка
|
2
|
316
|
432
|
16
|
12
|
0,4
|
0,9
|
480
|
6562
|
|
29
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
12
|
0,4
|
0,9
|
480
|
4985
|
|
30
|
Стенка боковая
|
2
|
1379
|
432
|
16
|
12
|
0,4
|
0,9
|
480
|
1504
|
|
31
|
Раздвижной ящик
|
3
|
964
|
228
|
16
|
12
|
0,4
|
0,9
|
480
|
2151
|
|
32
|
Стенка верх. комода
|
1
|
964
|
580
|
16
|
12
|
0,4
|
0,9
|
480
|
2151
|
|
33
|
Стенка накладная
|
1
|
932
|
100
|
16
|
12
|
0,4
|
0,9
|
480
|
2225
|
|
34
|
Стенка боковая комода
|
2
|
784
|
580
|
16
|
12
|
0,4
|
0,9
|
480
|
2645
|
|
35
|
Полка
|
3
|
932
|
432
|
16
|
12
|
0,4
|
0,9
|
480
|
2225
|
|
36
|
Стенка верхняя
|
1
|
832
|
580
|
16
|
12
|
0,4
|
0,9
|
480
|
2492
|
|
37
|
Дверь закр. отделения
|
2
|
416
|
332
|
16
|
12
|
0,4
|
0,9
|
480
|
4985
|
|
38
|
Дверь шкафа
|
2
|
1763
|
416
|
16
|
12
|
0,4
|
0,9
|
480
|
1176
|
|
39
|
Стенка боковая
|
2
|
2195
|
580
|
16
|
12
|
0,4
|
0,9
|
480
|
945
|
|
40
|
Нижняя стенка
|
1
|
800
|
580
|
16
|
12
|
0,4
|
0,9
|
480
|
2592
|
|
41
|
Полка
|
2
|
800
|
580
|
16
|
12
|
0,4
|
0,9
|
480
|
2592
|
|
42
|
Стенка накладная
|
1
|
800
|
100
|
16
|
12
|
0,4
|
0,9
|
480
|
Таблица 2.18
Сменная производительность кромко-облицовочного станка GB 6/15R
|
№
|
Наименование деталей и их
элементов
|
Количество деталей
|
Размеры деталей в чистоте
|
Припуск
|
Количество кромок
|
Скорость подачи
|
Коэфф. использ.
|
Продолжит. смены
|
Производит. смены, шт/час
|
|
|
|
l, мм
|
b, мм
|
h, мм
|
l, мм
|
b, мм
|
l, шт
|
b, шт
|
u
|
К
|
Тсм
|
Псм
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
|
1
|
Стенка боковая
|
2
|
2195
|
432
|
16
|
20
|
20
|
2
|
4
|
16
|
0,67
|
480
|
103
|
|
2
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
20
|
20
|
1
|
|
16
|
0,67
|
480
|
1592
|
|
3
|
Дверь антресоли
|
1
|
348
|
416
|
16
|
20
|
20
|
2
|
2
|
16
|
0,67
|
480
|
400
|
|
4
|
Дверь стеллажа
|
1
|
1763
|
416
|
16
|
20
|
20
|
2
|
2
|
16
|
0,67
|
480
|
145
|
|
5
|
Стенка нижняя
|
1
|
384
|
432
|
16
|
20
|
20
|
1
|
|
16
|
0,67
|
480
|
1592
|
|
6
|
Полка
|
5
|
384
|
432
|
16
|
20
|
20
|
10
|
10
|
16
|
0,67
|
480
|
75
|
|
7
|
Стенка накладная
|
1
|
384
|
100
|
16
|
20
|
20
|
2
|
|
16
|
0,67
|
480
|
796
|
|
8
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
20
|
20
|
1
|
|
16
|
0,67
|
480
|
654
|
|
9
|
Перегородка
|
2
|
316
|
432
|
16
|
20
|
20
|
2
|
|
16
|
0,67
|
480
|
957
|
|
10
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
20
|
20
|
4
|
4
|
16
|
0,67
|
480
|
171
|
|
11
|
Стенка боковая
|
2
|
1400
|
432
|
16
|
20
|
20
|
2
|
4
|
16
|
0,67
|
480
|
138
|
|
12
|
Столешница
|
1
|
964
|
580
|
16
|
20
|
20
|
2
|
2
|
16
|
0,67
|
480
|
203
|
|
13
|
Раздвижной стол
|
1
|
716
|
580
|
16
|
20
|
20
|
2
|
2
|
16
|
0,67
|
480
|
240
|
|
14
|
Стенка верх. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
20
|
20
|
2
|
|
16
|
0,67
|
480
|
1462
|
|
15
|
Стенка нижн. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
20
|
20
|
2
|
|
16
|
0,67
|
480
|
1462
|
|
16
|
Сер. ножка комп. стола
|
1
|
784
|
580
|
16
|
20
|
20
|
2
|
1
|
16
|
0,67
|
480
|
291
|
|
17
|
Стенка задн. комп. стола
|
1
|
964
|
361
|
16
|
20
|
20
|
2
|
2
|
16
|
0,67
|
480
|
236
|
|
18
|
Стенка накладная
|
1
|
200
|
100
|
16
|
20
|
20
|
2
|
|
16
|
0,67
|
480
|
1462
|
|
19
|
Ножки комп. стола
|
2
|
784
|
580
|
16
|
20
|
20
|
2
|
2
|
16
|
0,67
|
480
|
229
|
|
20
|
Полка
|
3
|
932
|
432
|
16
|
20
|
20
|
6
|
6
|
16
|
0,67
|
480
|
76
|
|
21
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
20
|
20
|
1
|
|
16
|
0,67
|
480
|
1592
|
|
22
|
Дверь антресоли
|
1
|
384
|
332
|
16
|
20
|
20
|
2
|
2
|
16
|
0,67
|
480
|
425
|
|
23
|
Стенка средняя
|
1
|
382
|
432
|
16
|
20
|
20
|
1
|
|
16
|
0,67
|
480
|
1600
|
|
24
|
5
|
352
|
432
|
16
|
20
|
20
|
10
|
10
|
16
|
0,67
|
480
|
78
|
|
25
|
Стенка боковая
|
2
|
1847
|
432
|
16
|
20
|
20
|
2
|
4
|
16
|
0,67
|
480
|
116
|
|
26
|
Стенка накладная
|
1
|
352
|
100
|
16
|
20
|
20
|
2
|
|
16
|
0,67
|
480
|
865
|
|
27
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
20
|
20
|
1
|
|
16
|
0,67
|
480
|
654
|
|
28
|
Перегородка
|
2
|
316
|
432
|
16
|
20
|
20
|
2
|
|
16
|
0,67
|
480
|
957
|
|
29
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
20
|
20
|
4
|
4
|
16
|
0,67
|
480
|
171
|
|
30
|
Стенка боковая
|
2
|
1379
|
432
|
16
|
20
|
20
|
2
|
4
|
16
|
0,67
|
480
|
140
|
|
31
|
Раздвижной ящик
|
3
|
964
|
228
|
16
|
20
|
20
|
6
|
6
|
16
|
0,67
|
480
|
87
|
|
32
|
Стенка верх. комода
|
1
|
964
|
580
|
16
|
20
|
20
|
2
|
|
16
|
0,67
|
480
|
327
|
|
33
|
Стенка накладная
|
1
|
932
|
100
|
16
|
20
|
20
|
2
|
|
16
|
0,67
|
480
|
338
|
|
34
|
Стенка боковая комода
|
2
|
784
|
580
|
16
|
20
|
20
|
2
|
2
|
16
|
0,67
|
480
|
229
|
|
35
|
Полка
|
3
|
932
|
432
|
16
|
20
|
20
|
6
|
6
|
16
|
0,67
|
480
|
76
|
|
36
|
Стенка верхняя
|
1
|
832
|
580
|
16
|
20
|
20
|
1
|
|
16
|
0,67
|
480
|
755
|
|
37
|
Дверь закр. отделения
|
2
|
416
|
332
|
16
|
20
|
20
|
4
|
4
|
16
|
0,67
|
480
|
204
|
|
38
|
Дверь шкафа
|
2
|
1763
|
416
|
16
|
20
|
20
|
4
|
4
|
16
|
0,67
|
480
|
72
|
|
39
|
Стенка боковая
|
2
|
2195
|
580
|
16
|
20
|
20
|
2
|
4
|
16
|
0,67
|
480
|
94
|
|
40
|
Нижняя стенка
|
1
|
800
|
580
|
16
|
20
|
20
|
1
|
|
16
|
0,67
|
480
|
784
|
|
41
|
Полка
|
2
|
800
|
580
|
16
|
20
|
20
|
4
|
4
|
16
|
0,67
|
480
|
113
|
|
42
|
Стенка накладная
|
1
|
800
|
100
|
16
|
20
|
20
|
2
|
|
16
|
0,67
|
480
|
392
|
2.2.8
Производительность кромко-облицовочного станка GB 6/15R

Станки серии GB используются для облицовки прямолинейных кромок панелей,
кромочным материалом ПВХ, АБС, меламинном, шпоном или полосовым материалом
толщиной от 0,4 до 15 мм. Отличительной особенностью станков данной серии
является надежность и гибкость перенастроек за короткое время. Качество
продукции GRIGGIO S.p.A гарантированно жестким и тщательным контролем на каждом
этапе производства. Подтверждением тому является сертификат качества ISO
9001-Vision 2000.
Данное оборудование представляет собой целую линейку автоматических
станков с различным набором узлов, отличающихся друг от друга базовой
комплектацией, а также возможностью работы с кромочным материалом различной
толщины. Основой станка, не зависимо от модели, является мощная станина,
обладающая повышенной виброустойчивостью, которая призвана обеспечивать
стабильность позиционирования и создавать надежную опору для узлов. В
зависимости от поставленных задач и выбора оптимальных режимов работы, на
станке предусмотрены две скорости подачи 12 и 16 м/мин. Станки серии GB
позволяют обрабатывать детали минимальной длины 120 мм и минимальной ширины 60
мм. Толщина панели может колебаться от 10 до 60 мм. Также, стандартная
комплектация включает в себя: поворотную навесную панель управления,
рулонодержатель для кромки диаметром 800 мм, автоматический погрузчик полосовой
кромки, ванночка для клейрасплава быстрого разогрева, вместимостью 4 литра с
электронным контролем температуры 130-200 °. Важной особенностью станков,
является наличие электронного контролера температуры клей-расплава, который
обеспечивает надежное приклеивание кромки с постоянной температурой. Рабочая
температура составляет 200C°.
Для удобства работы, на станке предусмотрен термостат, позволяющий при
отключении подачи заготовки автоматически снижать температуру до 130 °.
Таблица 2.17
Технические характеристики
|
Наименование
|
Параметры
|
|
Минимальная ширина панели,
мм
|
60
|
|
Минимальная длина панели,
мм
|
120
|
|
Толщина панели, мм
|
10 - 60
|
|
Толщина полосового
материала, мм
|
До 15
|
|
Толщина кромочного
материала ПВХ, мм
|
До 3
|
|
Мин. размеры полосовой
кромки, мм
|
8х120 15х120
|
|
Скорость подачи, м/мин
|
12/16
|
|
Объем клеевого бочка, л
|
4
|
|
Мощность, кВт
|
10
|
|
Диаметр аспирационного
отверстия, мм
|
80
|
|
Давление воздуха, бар
|
5
|
|
Габаритные размеры, мм
|
3750х1900х1900
|
|
Масса, кг
|
2050
|
Производительность кромко-облицовочного станка GB 6/15R
Пример: стенка верхняя 384*432:
П = (60*U*K)/((L1+∆l)*n+( L2+∆l)*n), шт/час
П = (60*U*K)/((L1+∆l)*n+( L2+∆l)*n) = (60*16*0,67) / ((0,384+0,02) * 1
+ (0,432 + 0,02)) = 752 шт/час
где
 U - скорость
подачи, (16 м/мин) (табл. 2.17)
U - скорость
подачи, (16 м/мин) (табл. 2.17)
K - коэффициент
использования фонда времени, (0,67) (табл.2.3.)
L - длина щита,
мм
 -
припуск, (0,02 м)
-
припуск, (0,02 м)
 -
количество кромок
-
количество кромок
2.2.9 Сверлильный станок Alfa 21 classic

Особенности:
Система сверления отверстий под петли
Угловой упор 90° для крепления на опорный блок (арт. 962349)
Угловой упор 45° для крепления на опорный блок (арт. 962351)
Специальное устройство для симметричного позиционирования боковых упоров
справа и слева (арт. 962350)
Технические характеристики
Таблица 2.19
|
Количество шпинделей, шт
|
21
|
|
Расстояние между
шпинделями,
|
32
|
|
Размер стола, мм
|
860x500
|
|
Макс. размер заготовки, мм
|
700x3000
|
|
Рабочая ширина сверления,
мм
|
640
|
|
Макс. глубина сверления, мм
|
70
|
|
Макс. толщина заготовки, мм
|
70
|
|
Скорость вращения, об/мин
|
2800
|
|
Мощн.двигателя, кВт
|
1.5
|
|
Линейка 3000 мм с 4-мя
упорами, шт
|
1
|
|
Откидныее угольники, шт
|
2
|
|
Пневматические упоры, шт
|
2
|
|
Вертикальные упоры для
совмещения вертикального и горизонтального сверления, шт
|
2
|
|
Пневматический наклон
сверлильного блока 0-45-90°
|
есть
|
|
Регулировка глубины
сверления
|
револьвер
|
|
Быстросменные цанговые
патроны, шт
|
10
|
|
Электромагнитная защита
двигателя
|
СЕ
|
|
Вес, кг
|
250
|
Производительность сверлильного станка Alfa 21 classic
Пример: стенка верхняя 384*432:
П = (3600*К)/(Т*n),
шт/час
П = (3600*К)/(Т*n) =
(3600*0,8)/(12*1) = 240 шт/час
Где К- коэффициент использования рабочего времени, (0,8)
n-
количество установок, (1)
Смены производительность сверлильно-присадочного станка Alfa 21 classic
|
№
|
Наименование деталей и их
элементов
|
Количество деталей
|
Размеры деталей в чистоте
|
количество установок
|
цикл одного прохода
заготовки через станок, с
|
Коэфф. использ.
|
производительность смены,
шт/час
|
|
|
|
l, мм
|
b, мм
|
h, мм
|
n
|
T
|
Кp
|
Псм
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
|
1
|
Стенка боковая
|
2
|
2195
|
432
|
16
|
1
|
12
|
0,8
|
240
|
|
2
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
1
|
12
|
0,8
|
240
|
|
3
|
Стенка нижняя
|
1
|
384
|
432
|
16
|
1
|
12
|
0,8
|
240
|
|
4
|
Стенка накладная
|
1
|
384
|
100
|
16
|
1
|
12
|
0,8
|
240
|
|
5
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
1
|
12
|
0,8
|
240
|
|
6
|
Перегородка
|
2
|
316
|
432
|
16
|
1
|
12
|
0,8
|
240
|
|
7
|
Стенка боковая
|
2
|
1400
|
432
|
16
|
1
|
12
|
0,8
|
240
|
|
8
|
Столешница
|
1
|
964
|
580
|
16
|
2
|
12
|
0,8
|
120
|
|
9
|
Стенка верх. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
1
|
12
|
0,8
|
240
|
|
10
|
Стенка нижн. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
1
|
12
|
0,8
|
240
|
|
11
|
Сер. ножка комп. стола
|
1
|
784
|
580
|
16
|
1
|
12
|
0,8
|
240
|
|
12
|
Стенка накладная
|
1
|
200
|
100
|
16
|
1
|
12
|
0,8
|
240
|
|
13
|
Ножки комп. стола
|
2
|
784
|
580
|
16
|
1
|
12
|
0,8
|
240
|
|
14
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
1
|
12
|
0,8
|
240
|
|
15
|
Стенка средняя
|
1
|
382
|
432
|
16
|
1
|
12
|
0,8
|
240
|
|
16
|
Стенка боковая
|
2
|
1847
|
432
|
16
|
1
|
12
|
0,8
|
240
|
|
17
|
Стенка накладная
|
1
|
352
|
100
|
16
|
1
|
12
|
0,8
|
240
|
|
18
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
1
|
12
|
0,8
|
240
|
|
19
|
Перегородка
|
2
|
316
|
432
|
16
|
1
|
12
|
0,8
|
240
|
|
20
|
Стенка боковая
|
2
|
1379
|
432
|
16
|
1
|
12
|
0,8
|
240
|
|
21
|
Стенка верх. комода
|
1
|
964
|
580
|
16
|
2
|
12
|
0,8
|
120
|
|
22
|
Стенка накладная
|
1
|
932
|
100
|
16
|
1
|
12
|
0,8
|
240
|
|
23
|
Стенка боковая комода
|
2
|
784
|
580
|
16
|
1
|
12
|
0,8
|
240
|
|
24
|
Стенка верхняя
|
1
|
832
|
580
|
16
|
1
|
12
|
0,8
|
240
|
|
25
|
Стенка боковая
|
2
|
2195
|
580
|
16
|
1
|
12
|
0,8
|
240
|
|
26
|
Нижняя стенка
|
1
|
800
|
580
|
16
|
1
|
12
|
0,8
|
240
|
|
27
|
Стенка накладная
|
1
|
800
|
100
|
16
|
1
|
12
|
0,8
|
240
|
2.2.10 Сверлильно-присадочный станок модель «Cuspide 21»

Техническое описание
Назначение станка:
Сверлильно-присадочный станок Cuspide 21 предназначается для
высокоточного высверливания глухих и сквозных отверстий в плоскостях и торцах
брусковых деталей и мебельных щитов.
Комплектация станка:
Станок Cuspide 21 оснащен поворотной 21-шпиндельной головкой, которая
оборудована сверлильными шпинделями, установленными в ряд. Шпинделя имеют
стандартный фиксированный шаг в 32 мм.
Также в базовую комплектацию станка входят четыре быстросъемные цанги.
Отличительные характеристики станка:
Вертикальные пневмоцилиндры, которые фиксируют обрабатываемую заготовку
управляются от напольной педали.
Технические характеристики:
Таблица 2.21
|
Количество шпинделей, шт
|
21
|
|
Расстояние между шпинделями,
мм
|
32
|
|
Максимальное расстояние
между первым и последним шпинделем, мм
|
640
|
|
Максимальная. глубина
сверления, мм
|
50
|
|
Частота вращения шпинделя,
об/мин
|
2800
|
|
Мощность двигателя, кВт
|
1,5
|
|
Габариты, мм
|
1000х960х1200
|
Производительность присадочного станка «Cuspide 21»
Пример: дверь антрисоля 348*416:
П = (3600*К)/(Т*n),
шт/час
П = (3600*К)/(Т*n) =
(3600*0,8)/(12*1) = 240 шт/час
Где К - коэффициент использования рабочего времени, (0,8)
N -
количество установок, (1)
Тсм. - продолжительность смены, мин.
2.3 Расчет потребного количества единиц оборудования и его
загрузка
2.3.1 Расчет затрат времени для обработки заготовок на 400
изделий
В схеме технологического процесса кружками или овалами обозначаются
операции, которые необходимо выполнить для получения из заготовок деталей и
сборочных единиц.
Затраты времени для обработки заготовок на 1000 изделий (станко-часы) по
каждой операции и единице оборудования рассчитываются по формуле:
t
= 
Табл.2.22
Производительность присадочного станка «Cuspide 21»
|
№
|
наименование деталей
|
кол-во
|
размеры деталей
|
цикл одного прохода
заготовки через станок, T, сек
|
Кр
|
количество установок n
|
Сменная производительность,
Псм, заг/смен
|
|
|
|
l, мм
|
b, мм
|
h, мм
|
|
|
|
|
|
1
|
2
|
3
|
4
|
6
|
9
|
10
|
11
|
12
|
|
1
|
Дверь антресоли
|
1
|
348
|
416
|
16
|
12
|
0,8
|
1
|
240
|
|
2
|
Дверь стеллажа
|
1
|
1763
|
416
|
16
|
12
|
0,8
|
1
|
240
|
|
3
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
12
|
0,8
|
1
|
240
|
|
4
|
Дверь закр. отделения
|
2
|
416
|
332
|
16
|
12
|
0,8
|
1
|
240
|
|
5
|
Дверь шкафа
|
2
|
1763
|
416
|
16
|
12
|
0,8
|
1
|
240
|
|
6
|
Дверь антресоли
|
1
|
384
|
332
|
16
|
12
|
0,8
|
1
|
240
|
|
7
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
12
|
0,8
|
1
|
240
|
Пример: Стенка боковая 2195х432
t = ((tшт*400*n)/(iд*iш * iт))*((100+Б)/100) = ((0,00013*400*1) /
(1*1*1))
* ((100 + 2) / 100) = 0,05
где tшт - затраты времени на обработку одной заготовки (полное штучное
время);
n -
количество одинаковых (одного типоразмера) деталей или сборочных единиц;
Б - процент технологических отходов (брака) заготовок в процессе их
обработки. Принимается Б = 2%;д, iш, iт - кратность обрабатываемых заготовок по
длине, ширине и толщине.
Полное штучное время рассчитывается по формуле:
tшт
= 
tшт = 1/7650 =
0,00013
где
П - часовая производительность оборудования, шт/час.
Приводится
пример расчета затрат времени для обработки заготовок на 400 изделий. На каждую
операцию (или единицу оборудования) полученные результаты сводятся в таблицах
отдельно и записываются в кружочках схемы технологического процесса
изготовления изделия.
Таблица 2.23
Затраты времени для обработки заготовок на 400 изделий на
форматно-раскроечный станок M320
|
№
|
Наименование деталей и их
элементов
|
Кол-во деталей
|
Размеры деталей в чистоте
|
затраты времени на
обработку 1-й детали, tшт,
|
количество одинаковых
деталей, n, шт.
|
Техноло-гические потери, Б,
%
|
Кратность обрабатываемых
заготовок по длине ширине и толщине.
|
t, затраты Вр и на 400 изд., ст\часов
|
Производи-тельность станка
|
|
|
|
|
l,мм
|
b,мм
|
h,мм
|
|
|
|
iд
|
iш
|
iт
|
|
П,шт/час
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
|
1
|
Стенка боковая
|
2
|
2195
|
432
|
16
|
0,00015
|
2
|
2
|
1
|
1
|
1
|
0,1224
|
6800
|
|
2
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
0,00013
|
1
|
2
|
1
|
1
|
1
|
0,05304
|
7650
|
|
3
|
Дверь антресоли
|
1
|
348
|
416
|
16
|
0,00013
|
1
|
2
|
1
|
1
|
1
|
0,05304
|
7650
|
|
4
|
Дверь стеллажа
|
1
|
1763
|
416
|
16
|
0,00015
|
1
|
2
|
1
|
1
|
1
|
0,0612
|
6800
|
|
5
|
Стенка нижняя
|
1
|
384
|
432
|
16
|
0,00013
|
1
|
2
|
1
|
1
|
1
|
0,05304
|
7650
|
|
6
|
Полка
|
5
|
384
|
432
|
16
|
0,00013
|
5
|
2
|
1
|
1
|
1
|
0,2652
|
7650
|
|
7
|
Стенка накладная
|
1
|
384
|
100
|
16
|
0,00013
|
1
|
2
|
1
|
1
|
1
|
0,05304
|
7982
|
|
8
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
0,00015
|
1
|
2
|
1
|
1
|
1
|
0,0612
|
6800
|
|
9
|
Перегородка
|
2
|
316
|
432
|
16
|
0,00013
|
2
|
2
|
1
|
1
|
1
|
0,10608
|
7650
|
|
10
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
0,00013
|
2
|
2
|
1
|
1
|
1
|
0,10608
|
7650
|
|
11
|
Стенка боковая
|
2
|
1400
|
432
|
16
|
0,00013
|
2
|
2
|
1
|
1
|
1
|
0,10608
|
7650
|
|
12
|
Столешница
|
1
|
964
|
580
|
16
|
0,00015
|
1
|
2
|
1
|
1
|
1
|
0,0612
|
6800
|
|
13
|
Раздвижной стол
|
1
|
716
|
580
|
16
|
0,00015
|
1
|
2
|
1
|
1
|
1
|
0,0612
|
6800
|
|
14
|
Стенка верх. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
0,00013
|
1
|
2
|
1
|
1
|
1
|
0,05304
|
7650
|
|
15
|
Стенка нижн. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
0,00013
|
1
|
2
|
1
|
1
|
1
|
0,05304
|
7650
|
|
16
|
Сер. ножка комп.стола
|
1
|
784
|
580
|
16
|
0,00015
|
1
|
2
|
1
|
1
|
1
|
0,0612
|
6800
|
|
17
|
Стенка задн. комп. стола
|
1
|
964
|
361
|
16
|
0,00015
|
2
|
1
|
1
|
1
|
0,0612
|
6800
|
|
18
|
Стенка накладная
|
1
|
200
|
100
|
16
|
0,00012
|
1
|
2
|
1
|
1
|
1
|
0,04896
|
8345
|
|
19
|
Ножки комп. стола
|
2
|
784
|
580
|
16
|
0,00015
|
2
|
2
|
1
|
1
|
1
|
0,1224
|
6800
|
|
20
|
Полка
|
3
|
932
|
432
|
16
|
0,00015
|
3
|
2
|
1
|
1
|
1
|
0,1836
|
6800
|
|
21
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
0,00013
|
1
|
2
|
1
|
1
|
1
|
0,05304
|
7650
|
|
22
|
Дверь антресоли
|
1
|
384
|
332
|
16
|
0,00013
|
1
|
2
|
1
|
1
|
1
|
0,05304
|
7650
|
|
23
|
Стенка средняя
|
1
|
382
|
432
|
16
|
0,00013
|
1
|
2
|
1
|
1
|
1
|
0,05304
|
7650
|
|
24
|
Полка
|
5
|
352
|
432
|
16
|
0,00013
|
5
|
2
|
1
|
1
|
1
|
0,2652
|
7650
|
|
25
|
Стенка боковая
|
2
|
1847
|
432
|
16
|
0,00015
|
2
|
2
|
1
|
1
|
1
|
0,1224
|
6800
|
|
26
|
Стенка накладная
|
1
|
352
|
100
|
16
|
0,00013
|
1
|
2
|
1
|
1
|
1
|
0,05304
|
7982
|
|
27
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
0,00015
|
1
|
2
|
1
|
1
|
1
|
0,0612
|
6800
|
|
28
|
Перегородка
|
2
|
316
|
432
|
16
|
0,00013
|
2
|
2
|
1
|
1
|
1
|
0,10608
|
7650
|
|
29
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
0,00013
|
2
|
2
|
1
|
1
|
1
|
0,10608
|
7650
|
|
30
|
Стенка боковая
|
2
|
1379
|
432
|
16
|
0,00013
|
2
|
2
|
1
|
1
|
1
|
0,10608
|
7650
|
|
31
|
Раздвижной ящик
|
3
|
964
|
228
|
16
|
0,00015
|
3
|
2
|
1
|
1
|
1
|
0,1836
|
6800
|
|
32
|
Стенка верх. комода
|
1
|
964
|
580
|
16
|
0,00015
|
1
|
2
|
1
|
1
|
1
|
0,0612
|
6800
|
|
33
|
Стенка накладная
|
1
|
932
|
100
|
16
|
0,00015
|
1
|
2
|
1
|
1
|
1
|
0,0612
|
6800
|
|
34
|
Стенка боковая комода
|
2
|
784
|
580
|
16
|
0,00015
|
2
|
2
|
1
|
1
|
1
|
0,1224
|
6800
|
|
35
|
Полка
|
3
|
932
|
432
|
16
|
0,00015
|
3
|
2
|
1
|
1
|
1
|
0,1836
|
6800
|
|
36
|
Стенка верхняя
|
1
|
832
|
580
|
16
|
0,00015
|
1
|
2
|
1
|
1
|
1
|
0,0612
|
6800
|
|
37
|
Дверь закр. отделения
|
2
|
416
|
332
|
16
|
0,00013
|
2
|
2
|
1
|
1
|
1
|
0,10608
|
7650
|
|
38
|
Дверь шкафа
|
2
|
1763
|
416
|
16
|
0,00015
|
2
|
2
|
1
|
1
|
1
|
0,1224
|
6800
|
|
39
|
Стенка боковая
|
2
|
2195
|
580
|
16
|
0,00015
|
2
|
2
|
1
|
1
|
1
|
0,1224
|
6800
|
|
40
|
Нижняя стенка
|
1
|
800
|
580
|
16
|
0,00015
|
1
|
2
|
1
|
1
|
1
|
0,05304
|
6800
|
|
41
|
Полка
|
2
|
800
|
580
|
16
|
0,00015
|
2
|
2
|
1
|
1
|
1
|
0,05304
|
6800
|
|
42
|
Стенка накладная
|
1
|
800
|
100
|
16
|
0,00015
|
1
|
1
|
1
|
1
|
0,0612
|
6800
|
Таблица 2.24
Затраты времени для обработки заготовок на 400 изделий на
Щеточно-шлифовальный станок Disc Master 2D2DB
|
№
|
Наименование деталей и их
элементов
|
Кол-во деталей
|
Размеры деталей в чистоте
|
затраты времени на обработку
1-й детали, tшт,
|
количество одинаковых
деталей, n, шт.
|
Техноло-гические потери, Б,
%
|
Кратность обрабатываемых
заготовок по длине ширине и толщине.
|
t, затраты Вр и на 400
изд., ст\часов
|
Производи-тельность станка
|
|
|
|
l,мм
|
b,мм
|
h,мм
|
|
|
|
iд
|
iш
|
iт
|
|
П,шт/час
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
|
1
|
Стенка боковая
|
2
|
2195
|
432
|
16
|
0,0044
|
2
|
2
|
1
|
1
|
1
|
3,5904
|
227
|
|
2
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
0,0008
|
1
|
2
|
1
|
1
|
1
|
0,3264
|
1314
|
|
3
|
Дверь антресоли
|
1
|
348
|
416
|
16
|
0,0008
|
1
|
2
|
1
|
1
|
1
|
0,3264
|
1284
|
|
4
|
Дверь стеллажа
|
1
|
1763
|
416
|
16
|
0,0036
|
1
|
2
|
1
|
1
|
1
|
1,4688
|
281
|
|
5
|
Стенка нижняя
|
1
|
384
|
432
|
16
|
0,0008
|
1
|
2
|
1
|
1
|
1
|
0,3264
|
1314
|
|
6
|
Полка
|
5
|
384
|
432
|
16
|
0,0008
|
5
|
2
|
1
|
1
|
1
|
1,632
|
1314
|
|
7
|
Стенка накладная
|
1
|
384
|
100
|
16
|
0,0008
|
1
|
2
|
1
|
1
|
1
|
0,3264
|
1314
|
|
8
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
0,0020
|
1
|
2
|
1
|
1
|
1
|
0,816
|
504
|
|
9
|
Перегородка
|
2
|
316
|
432
|
16
|
0,0007
|
2
|
2
|
1
|
1
|
1
|
0,5712
|
1396
|
|
10
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
0,0009
|
2
|
2
|
1
|
1
|
1
|
0,7344
|
1096
|
|
11
|
Стенка боковая
|
2
|
1400
|
432
|
16
|
0,0028
|
2
|
2
|
1
|
1
|
1
|
2,2848
|
352
|
|
12
|
Столешница
|
1
|
964
|
580
|
16
|
0,0020
|
1
|
2
|
1
|
1
|
1
|
0,816
|
504
|
|
13
|
Раздвижной стол
|
1
|
716
|
580
|
16
|
0,0015
|
1
|
2
|
1
|
1
|
1
|
0,612
|
667
|
|
14
|
Стенка верх. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
0,0005
|
1
|
2
|
1
|
1
|
1
|
0,204
|
2044
|
|
15
|
Стенка нижн. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
0,0005
|
1
|
2
|
1
|
1
|
1
|
0,204
|
2044
|
|
16
|
Сер. ножка комп. стола
|
1
|
784
|
580
|
16
|
0,0016
|
1
|
2
|
1
|
1
|
1
|
0,6528
|
612
|
|
17
|
Стенка задн. комп. стола
|
1
|
964
|
361
|
16
|
0,0020
|
1
|
2
|
1
|
1
|
1
|
0,816
|
504
|
|
18
|
Стенка накладная
|
1
|
200
|
100
|
16
|
0,0005
|
1
|
2
|
1
|
1
|
1
|
0,204
|
2044
|
|
19
|
Ножки комп. стола
|
2
|
784
|
580
|
16
|
0,0016
|
2
|
2
|
1
|
1
|
1
|
1,3056
|
612
|
|
20
|
Полка
|
3
|
932
|
432
|
16
|
0,0019
|
3
|
2
|
1
|
1
|
1
|
2,3256
|
520
|
|
21
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
0,0008
|
1
|
2
|
1
|
1
|
1
|
0,3264
|
1314
|
|
22
|
Дверь антресоли
|
1
|
384
|
332
|
16
|
0,0008
|
1
|
2
|
1
|
1
|
1
|
0,3264
|
1314
|
|
23
|
Стенка средняя
|
1
|
382
|
16
|
0,0008
|
1
|
2
|
1
|
1
|
1
|
0,3264
|
1183
|
|
24
|
Полка
|
5
|
352
|
432
|
16
|
0,0008
|
5
|
2
|
1
|
1
|
1
|
1,632
|
1271
|
|
25
|
Стенка боковая
|
2
|
1847
|
432
|
16
|
0,0037
|
2
|
2
|
1
|
1
|
1
|
3,0192
|
269
|
|
26
|
Стенка накладная
|
1
|
352
|
100
|
16
|
0,0008
|
1
|
2
|
1
|
1
|
1
|
0,3264
|
1271
|
|
27
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
0,0020
|
1
|
2
|
1
|
1
|
1
|
0,816
|
504
|
|
28
|
Перегородка
|
2
|
316
|
432
|
16
|
0,0007
|
2
|
2
|
1
|
1
|
1
|
0,5712
|
1396
|
|
29
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
0,0009
|
2
|
2
|
1
|
1
|
1
|
0,7344
|
1096
|
|
30
|
Стенка боковая
|
2
|
1379
|
432
|
16
|
0,0028
|
2
|
2
|
1
|
1
|
1
|
2,2848
|
357
|
|
31
|
Раздвижной ящик
|
3
|
964
|
228
|
16
|
0,0020
|
3
|
2
|
1
|
1
|
1
|
2,448
|
504
|
|
32
|
Стенка верх. комода
|
1
|
964
|
580
|
16
|
0,0020
|
1
|
2
|
1
|
1
|
1
|
0,816
|
504
|
|
33
|
Стенка накладная
|
1
|
932
|
100
|
16
|
0,0019
|
1
|
2
|
1
|
1
|
1
|
0,7752
|
520
|
|
34
|
Стенка боковая комода
|
2
|
784
|
580
|
16
|
0,0016
|
2
|
2
|
1
|
1
|
1
|
1,3056
|
612
|
|
35
|
Полка
|
3
|
932
|
432
|
16
|
0,0019
|
3
|
2
|
1
|
1
|
1
|
2,3256
|
520
|
|
36
|
Стенка верхняя
|
1
|
832
|
580
|
16
|
0,0017
|
1
|
2
|
1
|
1
|
1
|
0,6936
|
579
|
|
37
|
Дверь закр. отделения
|
2
|
416
|
332
|
16
|
0,0009
|
2
|
2
|
1
|
1
|
1
|
0,7344
|
1096
|
|
38
|
Дверь шкафа
|
2
|
1763
|
416
|
16
|
0,0036
|
2
|
2
|
1
|
1
|
1
|
2,9376
|
281
|
|
39
|
Стенка боковая
|
2
|
2195
|
580
|
16
|
0,0044
|
2
|
2
|
1
|
1
|
1
|
3,5904
|
227
|
|
40
|
Нижняя стенка
|
1
|
800
|
580
|
16
|
0,0017
|
1
|
2
|
1
|
1
|
1
|
0,6936
|
601
|
|
41
|
Полка
|
2
|
800
|
580
|
16
|
0,0017
|
2
|
2
|
1
|
1
|
1
|
1,3872
|
601
|
|
42
|
Стенка накладная
|
1
|
800
|
100
|
16
|
0,0017
|
1
|
2
|
1
|
1
|
1
|
0,6936
|
601
|
Таблица 2.25
Затраты времени для обработки заготовок на 400 изделий на Гильотинную
ножницу для резки шпона QFS 850
|
№
|
Наименование деталей и их
элементов
|
Кол-во деталей
|
Размеры деталей в чистоте
|
затраты Времени на обработку
1-й детали, tшт,
|
количество одинаковых
деталей, n, шт.
|
Технологи-ческие потери, Б,
%
|
Кратность обрабатываемых
заготовок по длине ширине и толщине.
|
t, затраты Вр и на 400
изд., ст\часов
|
Производи-тельность станка
|
|
|
|
l,мм
|
b,мм
|
h,мм
|
|
|
|
iд
|
iш
|
iт
|
|
П,шт/час
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
|
1
|
Стенка боковая
|
2
|
2195
|
432
|
16
|
0,000059
|
2
|
2
|
1
|
1
|
1
|
0,048144
|
16875
|
|
2
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
0,0000085
|
1
|
2
|
1
|
1
|
1
|
0,003468
|
118125
|
|
3
|
Дверь антресоли
|
1
|
348
|
416
|
16
|
0,0000074
|
1
|
2
|
1
|
1
|
1
|
0,003019
|
135000
|
Дверь стеллажа
|
1
|
1763
|
416
|
16
|
0,0000395
|
1
|
2
|
1
|
1
|
1
|
0,016116
|
25312
|
|
5
|
Стенка нижняя
|
1
|
384
|
432
|
16
|
0,0000085
|
1
|
2
|
1
|
1
|
1
|
0,003468
|
118125
|
|
6
|
Полка
|
5
|
384
|
432
|
16
|
0,0000085
|
5
|
2
|
1
|
1
|
1
|
0,01734
|
118125
|
|
7
|
Стенка накладная
|
1
|
384
|
100
|
16
|
0,0000085
|
1
|
2
|
1
|
1
|
1
|
0,003468
|
118125
|
|
8
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
0,0000237
|
1
|
2
|
1
|
1
|
1
|
0,00967
|
42187
|
|
9
|
Перегородка
|
2
|
316
|
432
|
16
|
0,0000066
|
2
|
2
|
1
|
1
|
1
|
0,005386
|
151875
|
|
10
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
0,0000085
|
2
|
2
|
1
|
1
|
1
|
0,006936
|
118125
|
|
11
|
Стенка боковая
|
2
|
1400
|
432
|
16
|
0,0000296
|
2
|
2
|
1
|
1
|
1
|
0,024154
|
33750
|
|
12
|
Столешница
|
1
|
964
|
580
|
16
|
0,0000237
|
1
|
2
|
1
|
1
|
1
|
0,00967
|
42187
|
|
13
|
Раздвижной стол
|
1
|
716
|
580
|
16
|
0,0000169
|
1
|
2
|
1
|
1
|
1
|
0,006895
|
59062
|
|
14
|
Стенка верх. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
0,0000041
|
1
|
2
|
1
|
1
|
1
|
0,001673
|
244687
|
|
15
|
Стенка нижн. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
0,0000041
|
1
|
2
|
1
|
1
|
1
|
0,001673
|
244687
|
|
16
|
Сер. ножка комп. стола
|
1
|
784
|
580
|
16
|
0,0000169
|
1
|
2
|
1
|
1
|
1
|
0,006895
|
59062
|
|
17
|
Стенка задн. комп. стола
|
1
|
964
|
361
|
16
|
0,0000237
|
1
|
2
|
1
|
1
|
1
|
0,00967
|
42187
|
|
18
|
Стенка накладная
|
1
|
200
|
100
|
16
|
0,0000041
|
1
|
2
|
1
|
1
|
1
|
0,001673
|
244687
|
|
19
|
Ножки комп. стола
|
2
|
784
|
580
|
16
|
0,0000169
|
2
|
2
|
1
|
1
|
1
|
0,01379
|
59062
|
|
20
|
Полка
|
3
|
932
|
432
|
16
|
0,0000237
|
3
|
2
|
1
|
1
|
1
|
0,029009
|
42187
|
|
21
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
0,0000085
|
1
|
2
|
1
|
1
|
1
|
0,003468
|
118125
|
|
22
|
Дверь антресоли
|
1
|
384
|
332
|
16
|
0,0000085
|
1
|
2
|
1
|
1
|
1
|
0,003468
|
118125
|
|
23
|
Стенка средняя
|
1
|
382
|
432
|
16
|
0,0000085
|
1
|
2
|
1
|
1
|
1
|
0,003468
|
118125
|
|
24
|
Полка
|
5
|
352
|
432
|
16
|
0,0000079
|
5
|
2
|
1
|
1
|
1
|
0,016116
|
126562
|
|
25
|
Стенка боковая
|
2
|
1847
|
432
|
16
|
0,0000395
|
2
|
2
|
1
|
1
|
1
|
0,032232
|
25312
|
|
26
|
Стенка накладная
|
1
|
352
|
100
|
16
|
0,0000079
|
1
|
2
|
1
|
1
|
1
|
0,003223
|
126562
|
|
27
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
0,0000237
|
1
|
2
|
1
|
1
|
1
|
0,00967
|
42187
|
|
28
|
Перегородка
|
2
|
316
|
432
|
16
|
0,0000066
|
2
|
2
|
1
|
1
|
1
|
0,005386
|
151875
|
|
29
|
2
|
416
|
482
|
16
|
0,0000085
|
2
|
2
|
1
|
1
|
1
|
0,006936
|
118125
|
|
30
|
Стенка боковая
|
2
|
1379
|
432
|
16
|
0,0000296
|
2
|
2
|
1
|
1
|
1
|
0,024154
|
33750
|
|
31
|
Раздвижной ящик
|
3
|
964
|
228
|
16
|
0,0000237
|
3
|
2
|
1
|
1
|
1
|
0,029009
|
42187
|
|
32
|
Стенка верх. комода
|
1
|
964
|
580
|
16
|
0,0000237
|
1
|
2
|
1
|
1
|
1
|
0,00967
|
42187
|
|
33
|
Стенка накладная
|
1
|
932
|
100
|
16
|
0,0000237
|
1
|
2
|
1
|
1
|
1
|
0,00967
|
42187
|
|
34
|
Стенка боковая комода
|
2
|
784
|
580
|
16
|
0,0000169
|
2
|
2
|
1
|
1
|
1
|
0,01379
|
59062
|
|
35
|
Полка
|
3
|
932
|
432
|
16
|
0,0000237
|
3
|
2
|
1
|
1
|
1
|
0,029009
|
42187
|
|
36
|
Стенка верхняя
|
1
|
832
|
580
|
16
|
0,0000198
|
1
|
2
|
1
|
1
|
1
|
0,008078
|
50625
|
|
37
|
Дверь закр. отделения
|
2
|
416
|
332
|
16
|
0,0000085
|
2
|
2
|
1
|
1
|
1
|
0,006936
|
118125
|
|
38
|
Дверь шкафа
|
2
|
1763
|
416
|
16
|
0,0000395
|
2
|
2
|
1
|
1
|
1
|
0,032232
|
25312
|
|
39
|
Стенка боковая
|
2
|
2195
|
580
|
16
|
0,000059
|
2
|
2
|
1
|
1
|
1
|
0,048144
|
16875
|
|
40
|
Нижняя стенка
|
1
|
800
|
580
|
16
|
0,0000169
|
1
|
2
|
1
|
1
|
1
|
0,006895
|
59062
|
|
41
|
Полка
|
2
|
800
|
580
|
16
|
0,0000169
|
2
|
2
|
1
|
1
|
1
|
0,01379
|
59062
|
|
42
|
Стенка накладная
|
1
|
800
|
100
|
16
|
0,0000169
|
1
|
2
|
1
|
1
|
1
|
0,006895
|
59062
|
Таблица 2.26
Затраты времени для обработки заготовок на 400 изделий на
ребросклеивающий станок РС-9А
|
№
|
Наименование деталей и их
элементов
|
Кол-во деталей
|
Размеры деталей в чистоте
|
затраты Времени на
обработку 1-й детали, tшт,
|
количество одинаковых
деталей, n, шт.
|
Технологи-ческие потери, Б,
%
|
Кратность обрабатываемых
заготовок по длине ширине и толщине.
|
t, затраты Вр и на 400
изд., ст\часов
|
Производи-тельность станка
|
|
|
|
|
l,мм
|
b,мм
|
h,мм
|
|
|
|
iд
|
iш
|
iт
|
|
П,шт/час
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
|
1
|
Стенка боковая
|
2
|
2195
|
432
|
16
|
0,090909
|
2
|
2
|
1
|
1
|
1
|
74,181744
|
11
|
|
2
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
0,25
|
1
|
2
|
1
|
1
|
1
|
102
|
4
|
|
3
|
Дверь антресоли
|
1
|
348
|
416
|
16
|
0,008547
|
1
|
2
|
1
|
1
|
1
|
3,487176
|
117
|
|
4
|
Дверь стеллажа
|
1
|
1763
|
416
|
16
|
0,007042
|
1
|
2
|
1
|
1
|
1
|
2,873136
|
142
|
|
5
|
Стенка нижняя
|
1
|
384
|
432
|
16
|
0,166667
|
1
|
2
|
1
|
1
|
1
|
68,000136
|
6
|
|
6
|
Полка
|
5
|
384
|
432
|
16
|
0,008547
|
5
|
2
|
1
|
1
|
1
|
17,43588
|
117
|
|
7
|
Стенка накладная
|
1
|
384
|
100
|
16
|
0,008547
|
1
|
2
|
1
|
1
|
1
|
3,487176
|
117
|
|
8
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
0,008547
|
1
|
2
|
1
|
1
|
1
|
3,487176
|
117
|
|
9
|
Перегородка
|
2
|
316
|
432
|
16
|
0,055556
|
2
|
2
|
1
|
1
|
45,333696
|
18
|
|
10
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
0,005848
|
2
|
2
|
1
|
1
|
1
|
4,771968
|
171
|
|
11
|
Стенка боковая
|
2
|
1400
|
432
|
16
|
0,01
|
2
|
2
|
1
|
1
|
1
|
8,16
|
100
|
|
12
|
Столешница
|
1
|
964
|
580
|
16
|
0,111111
|
1
|
2
|
1
|
1
|
1
|
45,333288
|
9
|
|
13
|
Раздвижной стол
|
1
|
716
|
580
|
16
|
0,055556
|
1
|
2
|
1
|
1
|
1
|
22,44
|
18
|
|
14
|
Стенка верх. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
0,030303
|
1
|
2
|
1
|
1
|
1
|
12,363624
|
33
|
|
15
|
Стенка нижн. ящ.комп. стола
|
1
|
200
|
580
|
16
|
0,002222
|
1
|
2
|
1
|
1
|
1
|
0,906576
|
450
|
|
16
|
Сер. ножка комп. стола
|
1
|
784
|
580
|
16
|
0,002222
|
1
|
2
|
1
|
1
|
1
|
0,906576
|
450
|
|
17
|
Стенка задн. комп. стола
|
1
|
964
|
361
|
16
|
0,037037
|
1
|
2
|
1
|
1
|
1
|
15,111096
|
27
|
|
18
|
Стенка накладная
|
1
|
200
|
100
|
16
|
0,055556
|
1
|
2
|
1
|
1
|
1
|
22,666848
|
18
|
|
19
|
Ножки комп. стола
|
2
|
784
|
580
|
16
|
0,002222
|
2
|
2
|
1
|
1
|
1
|
1,813152
|
450
|
|
20
|
Полка
|
3
|
932
|
432
|
16
|
0,037037
|
3
|
2
|
1
|
1
|
1
|
45,333288
|
27
|
|
21
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
0,052632
|
1
|
2
|
1
|
1
|
1
|
21,473856
|
19
|
|
22
|
Дверь антресоли
|
1
|
384
|
332
|
16
|
0,008547
|
1
|
2
|
1
|
1
|
1
|
3,487176
|
117
|
|
23
|
Стенка средняя
|
1
|
382
|
432
|
16
|
0,008547
|
1
|
2
|
1
|
1
|
1
|
3,487176
|
117
|
|
24
|
Полка
|
5
|
352
|
432
|
16
|
0,008547
|
5
|
2
|
1
|
1
|
1
|
17,43588
|
117
|
|
25
|
Стенка боковая
|
2
|
1847
|
432
|
16
|
0,007143
|
2
|
2
|
1
|
1
|
1
|
5,828688
|
140
|
|
26
|
Стенка накладная
|
1
|
352
|
100
|
16
|
0,2
|
1
|
2
|
1
|
1
|
1
|
81,6
|
5
|
|
27
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
0,007143
|
1
|
2
|
1
|
1
|
1
|
2,914344
|
140
|
|
28
|
Перегородка
|
2
|
316
|
432
|
16
|
0,055556
|
2
|
2
|
1
|
1
|
1
|
45,333696
|
18
|
|
29
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
0,005848
|
2
|
2
|
1
|
1
|
1
|
4,771968
|
171
|
|
30
|
Стенка боковая
|
2
|
1379
|
432
|
16
|
0,01
|
2
|
2
|
1
|
1
|
1
|
8,16
|
100
|
|
31
|
Раздвижной ящик
|
3
|
964
|
228
|
16
|
0,111111
|
3
|
2
|
1
|
1
|
1
|
135,999864
|
9
|
|
32
|
Стенка верх. комода
|
1
|
964
|
580
|
16
|
0,055556
|
1
|
2
|
1
|
1
|
1
|
22,666848
|
18
|
|
33
|
Стенка накладная
|
1
|
932
|
100
|
16
|
0,055556
|
1
|
2
|
1
|
1
|
1
|
22,666848
|
18
|
|
34
|
Стенка боковая комода
|
2
|
784
|
580
|
16
|
0,052632
|
2
|
2
|
1
|
1
|
1
|
19
|
|
35
|
Полка
|
3
|
932
|
432
|
16
|
0,037037
|
3
|
2
|
1
|
1
|
1
|
45,333288
|
27
|
|
36
|
Стенка верхняя
|
1
|
832
|
580
|
16
|
0,052632
|
1
|
2
|
1
|
1
|
1
|
21,473856
|
19
|
|
37
|
Дверь закр. отделения
|
2
|
416
|
332
|
16
|
0,041667
|
2
|
2
|
1
|
1
|
1
|
34,000272
|
24
|
|
38
|
Дверь шкафа
|
2
|
1763
|
416
|
16
|
0,01
|
2
|
2
|
1
|
1
|
1
|
8,16
|
100
|
|
39
|
Стенка боковая
|
2
|
2195
|
580
|
16
|
0,166667
|
2
|
2
|
1
|
1
|
1
|
136,000272
|
6
|
|
40
|
Нижняя стенка
|
1
|
800
|
580
|
16
|
0,25
|
1
|
2
|
1
|
1
|
1
|
102
|
4
|
|
41
|
Полка
|
2
|
800
|
580
|
16
|
0,038462
|
2
|
2
|
1
|
1
|
1
|
31,384992
|
26
|
|
42
|
Стенка накладная
|
1
|
800
|
100
|
16
|
0,038462
|
1
|
2
|
1
|
1
|
1
|
15,692496
|
26
|
Таблица 2.27
Затраты времени для обработки заготовок на 400 изделий на клеенаносящий
станок S2R 1600
|
№
|
Наименование деталей и их
элементов
|
Кол-во деталей
|
Размеры деталей в чистоте
|
затраты Времени На
обработку 1-й детали, tшт,
|
Кол-во одинаковых деталей,
n, шт.
|
Технологи-ческие потери, Б,
%
|
Кратность обрабатываемых
заготовок по длине ширине и толщине.
|
t, затраты Вр и на 400
изд., ст\часов
|
Производи-тельность станка
|
|
|
|
l,мм
|
b,мм
|
h,мм
|
|
|
|
iд
|
iш
|
iт
|
|
П,шт/час
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
|
1
|
Стенка боковая
|
2
|
2195
|
432
|
16
|
0,000093
|
2
|
2
|
1
|
1
|
1
|
0,073
|
1870
|
|
2
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
0,000094
|
1
|
2
|
1
|
1
|
1
|
0,037
|
10687
|
|
3
|
Дверь антресоли
|
1
|
348
|
416
|
16
|
0,000085
|
1
|
2
|
1
|
1
|
1
|
0,033
|
11793
|
|
4
|
Дверь стеллажа
|
1
|
1763
|
416
|
16
|
0,000430
|
1
|
2
|
1
|
1
|
1
|
0,169
|
2327
|
|
5
|
Стенка нижняя
|
1
|
384
|
432
|
16
|
0,000094
|
1
|
2
|
1
|
1
|
1
|
0,037
|
10687
|
|
6
|
Полка
|
5
|
384
|
432
|
16
|
0,000094
|
5
|
2
|
1
|
1
|
1
|
0,184
|
10687
|
|
7
|
Стенка накладная
|
1
|
384
|
100
|
16
|
0,000094
|
1
|
2
|
1
|
1
|
1
|
0,037
|
10687
|
|
8
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
0,000235
|
1
|
2
|
1
|
1
|
1
|
0,095
|
4257
|
|
9
|
Перегородка
|
2
|
316
|
432
|
16
|
0,000077
|
2
|
2
|
1
|
1
|
1
|
0,060
|
12987
|
|
10
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
0,00034
|
2
|
2
|
1
|
1
|
1
|
0,267
|
9865
|
|
11
|
Стенка боковая
|
2
|
1400
|
432
|
16
|
0,000341
|
2
|
2
|
1
|
1
|
1
|
0,267
|
2931
|
|
12
|
Столешница
|
1
|
964
|
580
|
16
|
0,000235
|
1
|
2
|
1
|
1
|
1
|
0,092
|
4257
|
|
13
|
Раздвижной стол
|
1
|
716
|
580
|
16
|
0,000174
|
1
|
2
|
1
|
1
|
1
|
0,019
|
5731
|
|
14
|
Стенка верх. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
0,000049
|
1
|
2
|
1
|
1
|
1
|
0,019
|
20520
|
|
15
|
Стенка нижн. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
0,00019
|
1
|
1
|
1
|
1
|
0,075
|
20520
|
|
16
|
Сер. ножка комп. стола
|
1
|
784
|
580
|
16
|
0,000191
|
1
|
2
|
1
|
1
|
1
|
0,075
|
5234
|
|
17
|
Стенка задн. комп. стола
|
1
|
964
|
361
|
16
|
0,000235
|
1
|
2
|
1
|
1
|
1
|
0,092
|
4257
|
|
18
|
Стенка накладная
|
1
|
200
|
100
|
16
|
0,00019
|
1
|
2
|
1
|
1
|
1
|
0,075
|
20520
|
|
19
|
Ножки комп. стола
|
2
|
784
|
580
|
16
|
0,000191
|
2
|
2
|
1
|
1
|
1
|
0,150
|
5234
|
|
20
|
Полка
|
3
|
932
|
432
|
16
|
0,000227
|
3
|
2
|
1
|
1
|
1
|
0,267
|
4403
|
|
21
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
0,000094
|
1
|
2
|
1
|
1
|
1
|
0,037
|
10687
|
|
22
|
Дверь антресоли
|
1
|
384
|
332
|
16
|
0,000094
|
1
|
2
|
1
|
1
|
1
|
0,037
|
10687
|
|
23
|
Стенка средняя
|
1
|
382
|
432
|
16
|
0,000093
|
1
|
2
|
1
|
1
|
1
|
0,036
|
10743
|
|
24
|
Полка
|
5
|
352
|
432
|
16
|
0,000086
|
5
|
2
|
1
|
1
|
1
|
0,169
|
11659
|
|
25
|
Стенка боковая
|
2
|
1847
|
432
|
16
|
0,000450
|
2
|
2
|
1
|
1
|
1
|
0,353
|
2221
|
|
26
|
Стенка накладная
|
1
|
352
|
100
|
16
|
0,000086
|
1
|
2
|
1
|
1
|
1
|
0,034
|
11659
|
|
27
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
0,000235
|
1
|
2
|
1
|
1
|
1
|
0,092
|
4257
|
|
28
|
Перегородка
|
2
|
316
|
432
|
16
|
0,000077
|
2
|
2
|
1
|
1
|
1
|
0,060
|
12987
|
|
29
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
0,00033
|
2
|
2
|
1
|
1
|
1
|
0,259
|
9865
|
|
30
|
Стенка боковая
|
2
|
1379
|
432
|
16
|
0,000336
|
2
|
2
|
1
|
1
|
1
|
0,264
|
2976
|
|
31
|
Раздвижной ящик
|
3
|
964
|
228
|
16
|
0,000235
|
3
|
2
|
1
|
1
|
1
|
0,276
|
4257
|
|
32
|
Стенка верх. комода
|
1
|
964
|
580
|
16
|
0,000235
|
1
|
2
|
1
|
1
|
1
|
0,092
|
4257
|
|
33
|
Стенка накладная
|
1
|
932
|
100
|
16
|
0,000227
|
1
|
2
|
1
|
1
|
1
|
0,089
|
4403
|
|
34
|
Стенка боковая комода
|
2
|
784
|
580
|
16
|
0,000191
|
2
|
2
|
1
|
1
|
1
|
0,150
|
5234
|
|
35
|
Полка
|
3
|
932
|
432
|
16
|
0,000227
|
3
|
2
|
1
|
1
|
1
|
0,267
|
4403
|
|
36
|
Стенка верхняя
|
1
|
832
|
580
|
16
|
0,000203
|
1
|
2
|
1
|
1
|
1
|
0,080
|
4932
|
|
37
|
Дверь закр. отделения
|
2
|
416
|
332
|
16
|
0,00042
|
2
|
2
|
1
|
1
|
1
|
0,329
|
9865
|
|
38
|
Дверь шкафа
|
2
|
1763
|
416
|
16
|
0,000430
|
2
|
2
|
1
|
1
|
1
|
0,337
|
2327
|
|
39
|
Стенка боковая
|
2
|
2195
|
580
|
16
|
0,000535
|
2
|
2
|
1
|
1
|
1
|
0,420
|
1870
|
|
40
|
Нижняя стенка
|
1
|
800
|
580
|
16
|
0,000195
|
1
|
2
|
1
|
1
|
0,076
|
5130
|
|
41
|
Полка
|
2
|
800
|
580
|
16
|
0,000195
|
2
|
2
|
1
|
1
|
1
|
0,153
|
5130
|
|
42
|
Стенка накладная
|
1
|
800
|
100
|
16
|
0,000195
|
1
|
2
|
1
|
1
|
1
|
0,076
|
5130
|
Таблица 2.28
Затраты времени для обработки заготовок на 400 изделий на прессовое
оборудование ДА 4436
|
№
|
Наименование деталей и их
элементов
|
Кол-во деталей
|
Размеры деталей в чистоте
|
затраты времени на
обработку 1-й детали, tшт,
|
количество одинаковых
деталей, n, шт.
|
Технологи-ческие потери, Б,
%
|
Кратность обрабатываемых
заготовок по длине ширине и толщине.
|
t, затраты Вр и на 400
изд., ст\часов
|
Производи-тельность станка
|
|
|
|
l,мм
|
b,мм
|
h,мм
|
|
|
|
iд
|
iш
|
iт
|
|
П,шт/час
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
|
1
|
Стенка боковая
|
2
|
2195
|
432
|
16
|
0,005208
|
2
|
2
|
1
|
1
|
1
|
4,085
|
192
|
|
2
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
0,002604
|
1
|
2
|
1
|
1
|
1
|
1,021
|
384
|
|
3
|
Дверь антресоли
|
1
|
348
|
416
|
16
|
0,002604
|
1
|
2
|
1
|
1
|
1
|
1,021
|
384
|
|
4
|
Дверь стеллажа
|
1
|
1763
|
416
|
16
|
0,005208
|
1
|
2
|
1
|
1
|
1
|
2,042
|
192
|
|
5
|
Стенка нижняя
|
1
|
384
|
432
|
16
|
0,002604
|
1
|
2
|
1
|
1
|
1
|
1,021
|
384
|
|
6
|
Полка
|
5
|
384
|
432
|
16
|
0,002604
|
5
|
2
|
1
|
1
|
1
|
5,106
|
384
|
|
7
|
Стенка накладная
|
1
|
384
|
100
|
16
|
0,002604
|
1
|
2
|
1
|
1
|
1
|
1,021
|
384
|
|
8
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
0,002604
|
1
|
2
|
1
|
1
|
1
|
1,021
|
384
|
|
9
|
Перегородка
|
2
|
316
|
432
|
16
|
0,002604
|
2
|
2
|
1
|
1
|
1
|
2,042
|
384
|
|
10
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
0,002604
|
2
|
2
|
1
|
1
|
1
|
2,042
|
384
|
|
11
|
Стенка боковая
|
2
|
1400
|
432
|
16
|
0,005208
|
2
|
2
|
1
|
1
|
1
|
4,085
|
192
|
|
12
|
Столешница
|
1
|
964
|
580
|
16
|
0,002604
|
1
|
2
|
1
|
1
|
1
|
1,021
|
384
|
|
13
|
Раздвижной стол
|
1
|
716
|
580
|
16
|
0,002604
|
1
|
2
|
1
|
1
|
1
|
1,021
|
384
|
|
14
|
Стенка верх. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
0,002604
|
1
|
2
|
1
|
1
|
1
|
1,021
|
384
|
|
15
|
Стенка нижн. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
0,002604
|
1
|
2
|
1
|
1
|
1
|
1,021
|
384
|
|
16
|
Сер. ножка комп. стола
|
1
|
784
|
580
|
16
|
0,002604
|
1
|
2
|
1
|
1
|
1
|
1,021
|
384
|
|
17
|
Стенка задн. комп. стола
|
1
|
964
|
361
|
16
|
0,002604
|
1
|
2
|
1
|
1
|
1
|
1,021
|
384
|
|
18
|
Стенка накладная
|
1
|
200
|
100
|
16
|
0,001183
|
1
|
2
|
1
|
1
|
1
|
0,464
|
845
|
|
19
|
Ножки комп. стола
|
2
|
784
|
580
|
16
|
0,002604
|
2
|
2
|
1
|
1
|
1
|
2,042
|
384
|
|
20
|
Полка
|
3
|
932
|
432
|
16
|
0,002604
|
3
|
2
|
1
|
1
|
1
|
3,064
|
384
|
|
21
|
Стенка верхняя
|
1
|
384
|
432
|
0,002604
|
1
|
2
|
1
|
1
|
1
|
1,021
|
384
|
|
22
|
Дверь антресоли
|
1
|
384
|
332
|
16
|
0,002604
|
1
|
2
|
1
|
1
|
1
|
1,021
|
384
|
|
23
|
Стенка средняя
|
1
|
382
|
432
|
16
|
0,002604
|
1
|
2
|
1
|
1
|
1
|
1,021
|
384
|
|
24
|
Полка
|
5
|
352
|
432
|
16
|
0,002604
|
5
|
2
|
1
|
1
|
1
|
5,106
|
384
|
|
25
|
Стенка боковая
|
2
|
1847
|
432
|
16
|
0,005208
|
2
|
2
|
1
|
1
|
1
|
4,085
|
192
|
|
26
|
Стенка накладная
|
1
|
352
|
100
|
16
|
0,002174
|
1
|
2
|
1
|
1
|
1
|
0,853
|
460
|
|
27
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
0,002604
|
1
|
2
|
1
|
1
|
1
|
1,021
|
384
|
|
28
|
Перегородка
|
2
|
316
|
432
|
16
|
0,002604
|
2
|
2
|
1
|
1
|
1
|
2,042
|
384
|
|
29
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
0,002604
|
2
|
2
|
1
|
1
|
1
|
2,042
|
384
|
|
30
|
Стенка боковая
|
2
|
1379
|
432
|
16
|
0,005208
|
2
|
2
|
1
|
1
|
1
|
4,085
|
192
|
|
31
|
Раздвижной ящик
|
3
|
964
|
228
|
16
|
0,002604
|
3
|
2
|
1
|
1
|
1
|
3,064
|
384
|
|
32
|
Стенка верх. комода
|
1
|
964
|
580
|
16
|
0,002604
|
1
|
2
|
1
|
1
|
1
|
1,021
|
384
|
|
33
|
Стенка накладная
|
1
|
932
|
100
|
16
|
0,002604
|
1
|
2
|
1
|
1
|
1
|
1,021
|
384
|
|
34
|
Стенка боковая комода
|
2
|
784
|
580
|
16
|
0,002604
|
2
|
2
|
1
|
1
|
1
|
2,042
|
384
|
|
35
|
Полка
|
3
|
932
|
432
|
16
|
0,002604
|
3
|
2
|
1
|
1
|
1
|
3,064
|
384
|
|
36
|
Стенка верхняя
|
1
|
832
|
580
|
16
|
0,002604
|
1
|
2
|
1
|
1
|
1
|
1,021
|
384
|
|
37
|
Дверь закр. отделения
|
2
|
416
|
332
|
16
|
0,002604
|
2
|
2
|
1
|
1
|
1
|
2,042
|
384
|
|
38
|
Дверь шкафа
|
2
|
1763
|
416
|
16
|
0,005208
|
2
|
2
|
1
|
1
|
1
|
4,085
|
192
|
|
39
|
Стенка боковая
|
2
|
2195
|
580
|
16
|
0,005208
|
2
|
2
|
1
|
1
|
1
|
4,085
|
192
|
|
40
|
Нижняя стенка
|
1
|
800
|
580
|
16
|
0,002604
|
1
|
2
|
1
|
1
|
1
|
1,021
|
384
|
|
41
|
Полка
|
2
|
800
|
580
|
16
|
0,002604
|
2
|
2
|
1
|
1
|
1
|
2,042
|
384
|
|
42
|
Стенка накладная
|
1
|
800
|
100
|
16
|
0,002604
|
1
|
2
|
1
|
1
|
1
|
1,021
|
384
|
Таблица 2.29
Затраты времени для обработки заготовок на 400 изделий на круглопильный
станок ТS 315F
|
№
|
Наименование деталей и их
элементов
|
Кол-во деталей
|
Размеры деталей в чистоте
|
затраты времени на
обработку 1-й детали, tшт,
|
Кол-во одинаковых деталей,
n, шт.
|
Технологи-ческие потери, Б,
%
|
Кратность обрабатываемых
заготовок по длине ширине и толщине.
|
t, затраты Вр и на 400
изд., ст\часов
|
Производи-тельность станка
|
|
|
|
l,мм
|
b,мм
|
h,мм
|
|
|
|
iд
|
iш
|
iт
|
|
П,шт/час
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
|
1
|
Стенка боковая
|
2
|
2195
|
432
|
16
|
0,00106
|
2
|
2
|
1
|
1
|
1
|
0,863492
|
945
|
|
2
|
1
|
384
|
432
|
16
|
0,00019
|
1
|
2
|
1
|
1
|
1
|
0,075556
|
5400
|
|
3
|
Дверь антресоли
|
1
|
348
|
416
|
16
|
0,00017
|
1
|
2
|
1
|
1
|
1
|
0,068468
|
5959
|
|
4
|
Дверь стеллажа
|
1
|
1763
|
416
|
16
|
0,00085
|
1
|
2
|
1
|
1
|
1
|
0,346939
|
1176
|
|
5
|
Стенка нижняя
|
1
|
384
|
432
|
16
|
0,00019
|
1
|
2
|
1
|
1
|
1
|
0,075556
|
5400
|
|
6
|
Полка
|
5
|
384
|
432
|
16
|
0,00019
|
5
|
2
|
1
|
1
|
1
|
0,377778
|
5400
|
|
7
|
Стенка накладная
|
1
|
384
|
100
|
16
|
0,00019
|
1
|
2
|
1
|
1
|
1
|
0,075556
|
5400
|
|
8
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
0,00046
|
1
|
2
|
1
|
1
|
1
|
0,189679
|
2151
|
|
9
|
Перегородка
|
2
|
316
|
432
|
16
|
0,00015
|
2
|
2
|
1
|
1
|
1
|
0,124352
|
6562
|
|
10
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
0,00020
|
2
|
2
|
1
|
1
|
1
|
0,163691
|
4985
|
|
11
|
Стенка боковая
|
2
|
1400
|
432
|
16
|
0,00068
|
2
|
2
|
1
|
1
|
1
|
0,550979
|
1481
|
|
12
|
Столешница
|
1
|
964
|
580
|
16
|
0,00046
|
1
|
2
|
1
|
1
|
1
|
0,189679
|
2151
|
|
13
|
Раздвижной стол
|
1
|
716
|
580
|
16
|
0,00035
|
1
|
2
|
1
|
1
|
1
|
0,1428
|
2896
|
|
14
|
Стенка верх. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
0,00010
|
1
|
2
|
1
|
1
|
1
|
0,039352
|
10368
|
|
15
|
Стенка нижн. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
0,00010
|
1
|
2
|
1
|
1
|
1
|
0,039352
|
10368
|
|
16
|
Сер. ножка комп. стола
|
1
|
784
|
580
|
16
|
0,00038
|
1
|
2
|
1
|
1
|
1
|
0,154253
|
2645
|
|
17
|
Стенка задн. комп. стола
|
1
|
964
|
361
|
16
|
0,00046
|
1
|
2
|
1
|
1
|
1
|
0,189679
|
2151
|
|
18
|
Стенка накладная
|
1
|
200
|
100
|
16
|
0,00010
|
1
|
2
|
1
|
1
|
1
|
0,039352
|
10368
|
|
19
|
Ножки комп. стола
|
2
|
784
|
580
|
16
|
0,00038
|
2
|
2
|
1
|
1
|
1
|
0,308507
|
2645
|
|
20
|
Полка
|
3
|
932
|
432
|
16
|
0,00045
|
3
|
2
|
1
|
1
|
1
|
0,550112
|
2225
|
|
21
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
0,00019
|
1
|
2
|
1
|
1
|
1
|
0,075556
|
5400
|
|
22
|
Дверь антресоли
|
1
|
384
|
332
|
16
|
0,00019
|
1
|
2
|
1
|
1
|
1
|
0,075556
|
5400
|
|
23
|
Стенка средняя
|
1
|
382
|
432
|
16
|
0,00018
|
1
|
2
|
1
|
1
|
1
|
0,075166
|
5428
|
|
24
|
Полка
|
5
|
352
|
432
|
16
|
0,00017
|
5
|
2
|
1
|
1
|
1
|
0,346291
|
5891
|
|
25
|
Стенка боковая
|
2
|
1847
|
432
|
16
|
0,00089
|
2
|
2
|
1
|
1
|
1
|
0,726625
|
1123
|
|
26
|
Стенка накладная
|
1
|
352
|
100
|
16
|
0,00017
|
1
|
2
|
1
|
1
|
1
|
0,069258
|
5891
|
|
27
|
Стенка верхняя
|
964
|
432
|
16
|
0,00046
|
1
|
2
|
1
|
1
|
1
|
0,189679
|
2151
|
|
28
|
Перегородка
|
2
|
316
|
432
|
16
|
0,00015
|
2
|
2
|
1
|
1
|
1
|
0,124352
|
6562
|
|
29
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
0,00020
|
2
|
2
|
1
|
1
|
1
|
0,163691
|
4985
|
|
30
|
Стенка боковая
|
2
|
1379
|
432
|
16
|
0,00066
|
2
|
2
|
1
|
1
|
1
|
0,542553
|
1504
|
|
31
|
Раздвижной ящик
|
3
|
964
|
228
|
16
|
0,00046
|
3
|
2
|
1
|
1
|
1
|
0,569038
|
2151
|
|
32
|
Стенка верх. комода
|
1
|
964
|
580
|
16
|
0,00046
|
1
|
2
|
1
|
1
|
1
|
0,189679
|
2151
|
|
33
|
Стенка накладная
|
1
|
932
|
100
|
16
|
0,00045
|
1
|
2
|
1
|
1
|
1
|
0,183371
|
2225
|
|
34
|
Стенка боковая комода
|
2
|
784
|
580
|
16
|
0,00038
|
2
|
2
|
1
|
1
|
1
|
0,308507
|
2645
|
|
35
|
Полка
|
3
|
932
|
432
|
16
|
0,00045
|
3
|
2
|
1
|
1
|
1
|
0,550112
|
2225
|
|
36
|
Стенка верхняя
|
1
|
832
|
580
|
16
|
0,00040
|
1
|
2
|
1
|
1
|
1
|
0,163724
|
2492
|
|
37
|
Дверь закр. отделения
|
2
|
416
|
332
|
16
|
0,00020
|
2
|
2
|
1
|
1
|
1
|
0,163691
|
4985
|
|
38
|
Дверь шкафа
|
2
|
1763
|
416
|
16
|
0,00085
|
2
|
2
|
1
|
1
|
1
|
0,693878
|
1176
|
|
39
|
Стенка боковая
|
2
|
2195
|
580
|
16
|
0,00106
|
2
|
2
|
1
|
1
|
1
|
0,863492
|
945
|
|
40
|
Нижняя стенка
|
1
|
800
|
580
|
16
|
0,00039
|
1
|
2
|
1
|
1
|
1
|
0,157407
|
2592
|
|
41
|
Полка
|
2
|
800
|
580
|
16
|
0,00039
|
2
|
2
|
1
|
1
|
1
|
0,314815
|
2592
|
|
42
|
Стенка накладная
|
1
|
800
|
100
|
16
|
0,00039
|
1
|
2
|
1
|
1
|
1
|
0,157407
|
2592
|
Таблица 2.30
Затраты времени для обработки заготовок на 400 изделий на
кромко-облицовочный станок GB 6/15R
|
№
|
Наименование деталей и их
элементов
|
Кол-во деталей
|
Размеры деталей в чистоте
|
затраты Времени На
обработку 1-й детали, tшт,
|
Кол-во одинаковых деталей,
n, шт.
|
Технологи-ческие потери, Б,
%
|
Кратность обрабатываемых
заготовок по длине ширине и толщине.
|
t, затраты Вр и на 400
изд., ст\часов
|
Производи-тельность станка
|
|
|
|
l,мм
|
b,мм
|
h,мм
|
|
|
|
iд
|
iш
|
iт
|
|
П,шт/час
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
|
1
|
Стенка боковая
|
2
|
2195
|
432
|
16
|
0,0097
|
2
|
2
|
1
|
1
|
1
|
7,922
|
103
|
|
2
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
0,0006
|
1
|
2
|
1
|
1
|
1
|
0,256
|
1592
|
|
3
|
Дверь антресоли
|
1
|
348
|
416
|
16
|
0,0025
|
1
|
2
|
1
|
1
|
1
|
1,020
|
400
|
|
4
|
Дверь стеллажа
|
1
|
1763
|
416
|
16
|
0,0069
|
1
|
2
|
1
|
1
|
1
|
2,814
|
145
|
|
5
|
Стенка нижняя
|
1
|
384
|
432
|
16
|
0,0006
|
1
|
2
|
1
|
1
|
1
|
0,256
|
1592
|
|
6
|
Полка
|
5
|
384
|
432
|
16
|
0,0133
|
5
|
2
|
1
|
1
|
1
|
27,200
|
75
|
|
7
|
Стенка накладная
|
1
|
384
|
100
|
16
|
0,0013
|
1
|
2
|
1
|
1
|
1
|
796
|
|
8
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
0,0015
|
1
|
2
|
1
|
1
|
1
|
0,612
|
654
|
|
9
|
Перегородка
|
2
|
316
|
432
|
16
|
0,0010
|
2
|
2
|
1
|
1
|
1
|
0,853
|
957
|
|
10
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
0,0058
|
2
|
2
|
1
|
1
|
1
|
4,772
|
171
|
|
11
|
Стенка боковая
|
2
|
1400
|
432
|
16
|
0,0072
|
2
|
2
|
1
|
1
|
1
|
5,913
|
138
|
|
12
|
Столешница
|
1
|
964
|
580
|
16
|
0,0049
|
1
|
2
|
1
|
1
|
1
|
2,010
|
203
|
|
13
|
Раздвижной стол
|
1
|
716
|
580
|
16
|
0,0042
|
1
|
2
|
1
|
1
|
1
|
1,713
|
240
|
|
14
|
Стенка верх. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
0,0007
|
1
|
2
|
1
|
1
|
1
|
0,279
|
1462
|
|
15
|
Стенка нижн. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
0,0007
|
1
|
2
|
1
|
1
|
1
|
0,279
|
1462
|
|
16
|
Сер. ножка комп. стола
|
1
|
784
|
580
|
16
|
0,0034
|
1
|
2
|
1
|
1
|
1
|
1,402
|
291
|
|
17
|
Стенка задн. комп. стола
|
1
|
964
|
361
|
16
|
0,0042
|
1
|
2
|
1
|
1
|
1
|
1,729
|
236
|
|
18
|
Стенка накладная
|
1
|
200
|
100
|
16
|
0,0007
|
1
|
2
|
1
|
1
|
1
|
0,279
|
1462
|
|
19
|
Ножки комп. стола
|
2
|
784
|
580
|
16
|
0,0044
|
2
|
2
|
1
|
1
|
1
|
3,563
|
229
|
|
20
|
Полка
|
3
|
932
|
432
|
16
|
0,0132
|
3
|
2
|
1
|
1
|
1
|
16,105
|
76
|
|
21
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
0,0006
|
1
|
2
|
1
|
1
|
1
|
0,256
|
1592
|
|
22
|
Дверь антресоли
|
1
|
384
|
332
|
16
|
0,0024
|
1
|
2
|
1
|
1
|
1
|
0,960
|
425
|
|
23
|
Стенка средняя
|
1
|
382
|
432
|
16
|
0,0006
|
1
|
2
|
1
|
1
|
1
|
0,255
|
1600
|
|
24
|
Полка
|
5
|
352
|
432
|
16
|
0,0128
|
5
|
2
|
1
|
1
|
1
|
26,154
|
78
|
|
25
|
Стенка боковая
|
2
|
1847
|
432
|
16
|
0,0086
|
2
|
2
|
1
|
1
|
1
|
7,034
|
116
|
|
26
|
Стенка накладная
|
1
|
352
|
100
|
16
|
0,0012
|
1
|
2
|
1
|
1
|
1
|
0,472
|
865
|
|
27
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
0,0015
|
1
|
2
|
1
|
1
|
1
|
0,624
|
654
|
|
28
|
Перегородка
|
2
|
316
|
432
|
16
|
0,0010
|
2
|
2
|
1
|
1
|
1
|
0,853
|
957
|
|
29
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
0,0058
|
2
|
2
|
1
|
1
|
1
|
4,772
|
171
|
|
30
|
Стенка боковая
|
2
|
1379
|
432
|
16
|
0,0071
|
2
|
2
|
1
|
1
|
1
|
5,829
|
140
|
|
31
|
Раздвижной ящик
|
3
|
964
|
228
|
16
|
0,0115
|
3
|
2
|
1
|
1
|
1
|
14,069
|
87
|
|
32
|
Стенка верх. комода
|
1
|
964
|
580
|
16
|
0,0031
|
1
|
2
|
1
|
1
|
1
|
1,248
|
|
33
|
Стенка накладная
|
1
|
932
|
100
|
16
|
0,0030
|
1
|
2
|
1
|
1
|
1
|
1,207
|
338
|
|
34
|
Стенка боковая комода
|
2
|
784
|
580
|
16
|
0,0044
|
2
|
2
|
1
|
1
|
1
|
3,563
|
229
|
|
35
|
Полка
|
3
|
932
|
432
|
16
|
0,0132
|
3
|
2
|
1
|
1
|
1
|
16,105
|
76
|
|
36
|
Стенка верхняя
|
1
|
832
|
580
|
16
|
0,0013
|
1
|
2
|
1
|
1
|
1
|
0,540
|
755
|
|
37
|
Дверь закр. отделения
|
2
|
416
|
332
|
16
|
0,0049
|
2
|
2
|
1
|
1
|
1
|
4,000
|
204
|
|
38
|
Дверь шкафа
|
2
|
1763
|
416
|
16
|
0,0139
|
2
|
2
|
1
|
1
|
1
|
11,333
|
72
|
|
39
|
Стенка боковая
|
2
|
2195
|
580
|
16
|
0,0106
|
2
|
2
|
1
|
1
|
1
|
8,681
|
94
|
|
40
|
Нижняя стенка
|
1
|
800
|
580
|
16
|
0,0013
|
1
|
2
|
1
|
1
|
1
|
0,520
|
784
|
|
41
|
Полка
|
2
|
800
|
580
|
16
|
0,0088
|
2
|
2
|
1
|
1
|
1
|
7,221
|
113
|
|
42
|
Стенка накладная
|
1
|
800
|
100
|
16
|
0,0026
|
1
|
2
|
1
|
1
|
1
|
1,041
|
392
|
Таблица 2.31
Затраты времени для обработки заготовок на 400 изделий на сверлильный
станок Alfa 21 classic
|
№
|
Наименование деталей и их
элементов
|
Кол-во деталей
|
Размеры деталей в чистоте
|
затраты времени на
обработку 1-й детали, tшт,
|
количество одинаковых
деталей, n, шт.
|
Технологи-ческие потери, Б,
%
|
Кратность обрабатываемых
заготовок по длине ширине и толщине.
|
t, затраты Вр и на 400
изд., ст\часов
|
Производи-тельность станка
|
|
|
|
l,мм
|
b,мм
|
h,мм
|
|
|
|
iд
|
iш
|
iт
|
|
П,шт/час
|
|
1
|
Стенка боковая
|
2
|
2195
|
432
|
16
|
0,0041
|
2
|
2
|
1
|
1
|
1
|
3,3456
|
240
|
|
2
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1
|
1,6728
|
240
|
|
3
|
Стенка нижняя
|
1
|
384
|
432
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1
|
1,6728
|
240
|
|
4
|
Стенка накладная
|
1
|
384
|
100
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1
|
1,6728
|
240
|
|
5
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1
|
1,6728
|
240
|
|
6
|
Перегородка
|
2
|
316
|
432
|
16
|
0,0041
|
5
|
2
|
1
|
1
|
1
|
8,364
|
240
|
|
7
|
Стенка боковая
|
2
|
1400
|
432
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1
|
1,6728
|
240
|
|
8
|
Столешница
|
1
|
964
|
580
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1
|
1,6728
|
120
|
|
9
|
Стенка верх. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
0,0041
|
2
|
2
|
1
|
1
|
1
|
3,3456
|
240
|
|
10
|
Стенка нижн. ящ. комп.
стола
|
1
|
200
|
580
|
16
|
0,0041
|
2
|
2
|
1
|
1
|
1
|
3,3456
|
240
|
|
11
|
Сер. ножка комп. стола
|
1
|
784
|
580
|
16
|
0,0041
|
2
|
2
|
1
|
1
|
1
|
3,3456
|
240
|
|
12
|
Стенка накладная
|
1
|
200
|
100
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1
|
1,6728
|
240
|
|
13
|
Ножки комп. стола
|
2
|
784
|
580
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1
|
1,6728
|
240
|
|
14
|
Стенка верхняя
|
1
|
384
|
432
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1,6728
|
240
|
|
15
|
Стенка средняя
|
1
|
382
|
432
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1
|
1,6728
|
240
|
|
16
|
Стенка боковая
|
2
|
1847
|
432
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1
|
1,6728
|
240
|
|
17
|
Стенка накладная
|
1
|
352
|
100
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1
|
1,6728
|
240
|
|
18
|
Стенка верхняя
|
1
|
964
|
432
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1
|
1,6728
|
240
|
|
19
|
Перегородка
|
2
|
316
|
432
|
16
|
0,0041
|
2
|
2
|
1
|
1
|
1
|
3,3456
|
240
|
|
20
|
Стенка боковая
|
2
|
1379
|
432
|
16
|
0,0041
|
3
|
2
|
1
|
1
|
1
|
5,0184
|
240
|
|
21
|
Стенка верх. комода
|
1
|
964
|
580
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1
|
1,6728
|
120
|
|
22
|
Стенка накладная
|
1
|
932
|
100
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1
|
1,6728
|
240
|
|
23
|
Стенка боковая комода
|
2
|
784
|
580
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1
|
1,6728
|
240
|
|
24
|
Стенка верхняя
|
1
|
832
|
580
|
16
|
0,0041
|
5
|
2
|
1
|
1
|
1
|
8,364
|
240
|
|
25
|
Стенка боковая
|
2
|
2195
|
580
|
16
|
0,0041
|
2
|
2
|
1
|
1
|
1
|
3,3456
|
240
|
|
26
|
Нижняя стенка
|
1
|
800
|
580
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1
|
1,6728
|
240
|
|
27
|
Стенка накладная
|
1
|
800
|
100
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1
|
1,6728
|
240
|
|
Σ
|
71,9304
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 2.32
Затраты времени для обработки заготовок на 400 изделий на
Сверлильно-присадочный станок модель «Cuspide 21»
|
№
|
Наименование деталей и их
элементов
|
Кол-во деталей
|
Размеры деталей в чистоте
|
затраты Времени На
обработку 1-й детали, tшт,
|
количество одинаковых
деталей, n, шт.
|
Технологи-ческие потери, Б,
%
|
Кратность обрабатываемых
заготовок по длине ширине и толщине.
|
t, затраты Вр и на 400
изд., ст\часов
|
Производи-тельность станка
|
|
|
|
l,мм
|
b,мм
|
h,мм
|
|
|
|
iд
|
iш
|
iт
|
|
П,шт/час
|
|
1
|
Дверь антресоли
|
1
|
348
|
416
|
16
|
0,0041
|
2
|
2
|
1
|
1
|
1
|
3,3456
|
240
|
|
2
|
Дверь стеллажа
|
1
|
1763
|
416
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1
|
1,6728
|
240
|
|
3
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1
|
1,6728
|
240
|
|
4
|
Дверь закр. отделения
|
2
|
416
|
332
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1
|
1,6728
|
240
|
|
5
|
Дверь шкафа
|
2
|
1763
|
416
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1
|
1,6728
|
240
|
|
6
|
Дверь антресоли
|
1
|
384
|
332
|
16
|
0,0041
|
5
|
2
|
1
|
1
|
1
|
8,364
|
240
|
|
7
|
Дверь закр. отделения
|
2
|
416
|
482
|
16
|
0,0041
|
1
|
2
|
1
|
1
|
1
|
1,6728
|
240
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2.3.2
Потребное количество станко-часов на 400 изделий
Потребное количество станко-часов на 400 изделий получается суммированием
затрат времени для обработки заготовок на 400 изделий по каждой единице
оборудования, для чего суммируются цифры, вписанные в кружки схемы
технологического процесса, по вертикальным графам:
τi = ∑ti.
Форматно-раскроечный станок M320
T =
0,06 + 0,052 + 0,052 + 0,06 + 0,052 + 0,052 + 0,052 + 0,06 + 0,052 +
,052 + 0,052 + 0,06 + 0,06 + 0,052 + 0,052 + 0,06 + 0,06 + 0,048 + 0,06 +
,15 + 0,13 + 0,052 + 0,052 + 0,052 + 0,06 + 0,052 + 0,06 + 0,052 + 0,052
+ 0,052 + 0,06 + 0,06 + 0,06 + 0,06 + 0,06 + 0,06 + 0,052 + 0,06 + 0,06 +
,06 + 0,06 + 0,06 = 2,356
Таблица 2.33
Потребное количество станко-часов на 400 изделий
|
Наименование оборудование
|
τ,
потр. кол. ст. часов
|
|
Форматно-раскроечный станок
M320
|
2,356
|
|
Щеточно-шлифовальный станок
Disc Master 2D2DB
|
19,32963
|
|
Гильотинная ножница QFS
850
|
28,9629
|
|
Клеенаносящий станок S2R
1600
|
3,911988
|
|
Ребросклеивающий станок
РС-9А
|
31,90713
|
|
Прессовое оборудование ДА
4436
|
31,24991
|
|
Круглопильный станок ТS 315F
|
11,37181
|
|
Кромкооблицовочный станок
GB 6/15R
|
18,91569
|
|
Сверлильно-присадочный
станок Alfa 21 classic.
|
14,49722
|
|
Сверлильно-присадочный
станок «Cuspide 21»
|
5,3125
|
2.3.3 Годовая программа выпуска изделий
Годовая программа выпуска изделий Qгод задается руководителем
проекта или рассчитывается по производительности основной единицы оборудования.
Основной единицей следует считать наиболее сложный и дорогой станок или линию
из всего комплекта оборудования, принятого в проекте.
Годовую программу выпуска изделий рассчитывают по формуле
Qгод
= 
где
Тэфф - эффективный годовой фонд рабочего времени, ст-час;
τ - потребное количество станко-часов на 1000 изделий (первая строчка схемы
технологического процесса).
Форматно - раскроечный станок M320год = 480/2,356 = 203,735
Таблица 2.34
Годовая программа выпуска изделий
|
Наименование оборудованиеQгод
|
|
|
Форматно-раскроечный станок
M320
|
203,73
|
|
Щеточно-шлифовальный станок
Disc Master 2D2DB
|
|
Гильотинная ножница QFS 850
|
163,201
|
|
Клеенаносящий станок S2R
1600
|
1208,288
|
|
Ребросклеивающий станок
РС-9А
|
137,452
|
|
Прессовое оборудование ДА
4436
|
148,139
|
|
Круглопильный станок ТS 315F
|
415,6603
|
|
Кромкооблицовочный станок
GB 6/15R
|
231,8552
|
|
Сверлильно-присадочный
станок Alfa 21 classic.
|
326,0494
|
|
Сверлильно-присадочный станок
«Cuspide 21»
|
871,4071
|
2.3.4 Потребное количество станко-часов для изготовления
годовой программы
Потребное количество станко-часов для изготовления годовой программы
рассчитывается по формуле:
Т
= τ Qгод,
Qгод,
где
τ
- потребное количество станко-часов на
400 изделий;год - годовая программа выпуска изделий, тыс шт.
Форматно-раскроечный станок M320
Т = 2,356*203,73 = 479,98
Таблица 2.35
Потребное количество станко-часов для изготовления годовой программы
|
Наименование оборудованиеTгод
Ст.час.
|
|
|
Форматно-раскроечный станок
M320
|
479,9879
|
|
Щеточно-шлифовальный станок
Disc Master 2D2DB
|
2656,897
|
|
Гильотинная ножница QFS 850
|
3981,01
|
|
Клеенаносящий станок S2R
1600
|
537,7107
|
|
Ребросклеивающий станок
РС-9А
|
4385,7
|
|
Прессовое оборудование ДА
4436
|
4295,363
|
|
Круглопильный станок ТS 315F
|
1563,078
|
|
Кромкооблицовочный станок
GB 6/15R
|
2599,999
|
|
Сверлильно-присадочный
станок Alfa 21 classic.
|
1992,672
|
|
Сверлильно-присадочный
станок «Cuspide 21»
|
730,2138
|
2.3.5 Эффективный годовой фонд рабочего времени
Эффективный годовой фонд рабочего времени рассчитывают по формуле:
Тэфф
i = Тном ηрем,
где
Тном - номинальный годовой фонд времени, час.
Рассчитывается
по формуле:
Тном
= [Г - (В + Пд)]αβ - Сα,
где
Г - количество календарных дней в году (дается преподавателем);
В
- количество воскресных дней в году;
Пд
- количество праздничных дней в году;
α - количество смен работы в сутки, принимается при расчетах α = 2 смены;
β - продолжительность рабочей смены в
часах, принимается при расчетах β = 8 часов;
С - количество предпраздничных дней с сокращенной продолжительностью
рабочего дня на 1 час.
ηрем - коэффициент, учитывающий простои
оборудования в связи с ремонтом. Для простых станков (торцовочные,
ленточно-пильные, фуговальные, фрезерные, шлифовальные узколенточные и с диском
и бобиной, сверильные одношпиндельные) принимают ηрем = 0,97; для станков средней
сложности (прирезные, рейсмусовые, шипорезные односторонние, щлифовальные
широколенточные) ηрем = 0,95; для сложных станков
(четырехсторонние продольно-фрезерные, шипорезные двухсторонние станки,
станки-автоматы, автоматические и полуавтоматические линии) ηрем = 0,90.
Форматно-раскроечный станок M320
Тном = (365-(52+8))*2*8-30*2 = 4820
Тэфф i
= 4820*0,95 = 4579
Таблица 2.36
Эффективный годовой фонд рабочего времени
|
Наименование оборудование
|
Тэфф i
|
|
Форматно-раскроечный станок
M320
|
4726,81
|
|
Щеточно-шлифовальный станок
Disc Master 2D2DB
|
4629,35
|
|
Гильотинная ножница QFS 850
|
4726,81
|
|
Клеенаносящий станок S2R
1600
|
4726,81
|
|
Ребросклеивающий станок
РС-9А
|
4385,7
|
|
Прессовое оборудование ДА
4436
|
4629,35
|
|
Круглопильный станок ТS 315F
|
4726,81
|
|
Кромкооблицовочный станок
GB 6/15R
|
4385,7
|
|
Сверлильно-присадочный
станок Alfa 21 classic.
|
4726,81
|
|
Сверлильно-присадочный
станок «Cuspide 21»
|
4629,35
|
2.3.6 Расчетное количество единиц оборудования
Расчетное количество единиц оборудования определяется по формуле:
mр
=  ,
,
где
Т - потребное количество станко-часов на годовую программу (строчка 3);
Тэфф
- эффективный годовой фонд рабочего времени (строчка 4).
Форматно-аскроечный станок M320р = 479,9879/4726,81=0,1
Таблица 2.37
Расчетное количество единиц оборудования
|
Наименование оборудование
|
mр
|
|
Форматно-раскроечный станок
M320
|
0,1
|
|
Щеточно-шлифовальный станок
Disc Master 2D2DB
|
0,62
|
|
Гильотинная ножница QFS 850
|
0,92
|
|
Клеенаносящий станок S2R
1600
|
0,12
|
|
Ребросклеивающий станок
РС-9А
|
1,00
|
|
Прессовое оборудование ДА
4436
|
0,51
|
|
Круглопильный станок ТS 315F
|
0,36
|
|
Кромкооблицовочный станок
GB 6/15R
|
0,60
|
|
Сверлильно-присадочный
станок Alfa 21 classic.
|
0,46
|
|
Сверлильно-присадочный
станок «Cuspide 21»
|
0,17
|
2.3.7 Принятое количество единиц оборудования
Принятое количество единиц оборудования получается округлением расчетного
значения до целого числа. При округлении следует иметь в виду, что если
расчетное количество единиц оборудования окажется меньшим или равным 1,2, то
принимается один станок или одна линия. В этом случае предполагается, что
принятая в проекте перегрузка оборудования на практике будет компенсирована за
счет совершенствования организационно-технических условий в работе. Если
окажется, что тр > 1,2, то принимают тп=2.
Форматно-раскроечный станок M3206 
Таблица 2.38
Принятое количество единиц оборудования
|
Наименование оборудование
|
mn
|
|
Форматно-раскроечный станок
M320
|
1
|
|
Щеточно-шлифовальный станок
Disc Master 2D2DB
|
1
|
|
Гильотинная ножница QFS 850
|
1
|
|
Клеенаносящий станок S2R
1600
|
1
|
|
Ребросклеивающий станок
РС-9А
|
1
|
|
Прессовое оборудование ДА
4436
|
2
|
|
Круглопильный станок ТS 315F
|
1
|
|
Кромкооблицовочный станок
GB 6/15R
|
1
|
|
Сверлильно-присадочный
станок Alfa 21 classic.
|
1
|
|
Сверлильно-присадочный
станок «Cuspide 21»
|
1
|
2.3.8 Процент
загрузки оборудования
Процент загрузки оборудования вычисляют по формуле:
где  - расчетное количество единиц оборудования
- расчетное количество единиц оборудования
 - принятое количество единиц оборудования
- принятое количество единиц оборудования
Форматно-раскроечный станок M320
P =
0,101546/1*100 = 10,1
Таблица 2.39
Процент загрузки оборудования
|
Наименование оборудование
|
P
|
|
Форматно-раскроечный станок
M320
|
10,1546
|
|
Щеточно-шлифовальный станок
Disc Master 2D2DB
|
61,85
|
|
Гильотинная ножница QFS 850
|
92,68
|
|
Клеенаносящий станок S2R
1600
|
12,52
|
|
Ребросклеивающий станок
РС-9А
|
100,00
|
|
Прессовое оборудование ДА
4436
|
51,05
|
|
Круглопильный станок ТS 315F
|
36,39
|
|
Кромкооблицовочный станок
GB 6/15R
|
60,53
|
|
Сверлильно-присадочный
станок Alfa 21 classic.
|
46,39
|
|
Сверлильно-присадочный
станок «Cuspide 21»
|
17,00
|
.3.9 Потребное количество станков для выполнения программы
Таблица 2.40
|
Наименование оборудования
|
Потребное к-во станко-часов
на годовую программу
|
Число смен работы
|
Эффект. годовой фонд
времени
|
Расчетное количество ед.
оборуд.
|
Коэфф учит простои оборуд в
связи с ремонтом
|
Прин к-во ед. оборуд.
|
Годовая программа выпуска
изделий
|
% загрузки
|
|
τ
|
α
|
Тэфф
|
mр
|
ηрем
|
тп
|
Qгод
|
Р
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
Форматно-раскроечный станок
M320
|
2,356
|
2
|
4726,81
|
0,10
|
0,97
|
1
|
203,73
|
10,1546
|
|
Щеточно-шлифовальный станок
Disc Master 2D2DB
|
19,32963
|
2
|
4629,35
|
0,62
|
0,95
|
1
|
239,495
|
61,85
|
|
Гильотинная ножница ДА4436
|
28,962
|
2
|
4726,81
|
0,92
|
0,97
|
1
|
163,201
|
92,68
|
|
Клеенаносящий станок S2R
1600
|
3,911988
|
2
|
4726,81
|
0,12
|
0,97
|
1
|
1208,2
|
12,52
|
|
Ребросклеивающий станок
РС-9А
|
31,90713
|
2
|
4385,7
|
0,51
|
0,90
|
2
|
137,45
|
51,05
|
|
Прессовое оборудование ДА
4436
|
31,24991
|
2
|
4629,35
|
1,00
|
0,95
|
1
|
148,13
|
100,00
|
|
Круглопильный станок ТS 315F
|
11,37181
|
2
|
4726,81
|
0,36
|
0,97
|
1
|
415,66
|
36,39
|
|
Кромкооблицовочный станок
GB 6/15R
|
18,91569
|
2
|
4385,7
|
0,60
|
0,90
|
1
|
231,85
|
60,53
|
|
Сверлильно-присадочный
станок Alfa 21 classic.
|
5,3125
|
2
|
4726,81
|
0,46
|
0,95
|
1
|
871,40
|
46,39
|
|
Сверлильно-присадочный
станок «Cuspide 21»
|
2,361111
|
2
|
4629,35
|
0,17
|
0,90
|
1
|
137,45
|
17,00
|
3. Планировка технологического оборудования
.1 Расчет площади цеха
По назначению площадь цеха подразделяется на производственную, вспомогательную
и служебно-бытовую.
Производственной называют площадь, непосредственно предназначенную для
осуществления технологического процесса в данном цехе. В ее состав входят
площади, занимаемые:
•производственным оборудованием и рабочими местами;
•наземным транспортным оборудованием - рольгангами, конвейерами и т.п.;
•складочными площадками для межоперационных запасов и технологической
выдержки;
•рабочими местами для технического контроля;
•проходами и проездами между станками и линиями внутри производственных
участков.
К вспомогательным площадям относятся площади помещений цеховых складов,
предназначенных для хранения и выдачи основных и вспомогательных материалов,
заготовок, полуфабрикатов, деталей, приспособлений, инструментов и запасных
частей к оборудованию.
Под общей площадью понимают сумму производственных и вспомогательных
площадей (без служебно-бытовой площади).
Наиболее точно площадь цеха определяется планировкой оборудования,
рабочих мест и помещений цеха. В некоторых случаях площадь цеха можно рассчитывать
по удельным нормам площади на единицу оборудования, на одно рабочее место или
по показателям выпуска продукции с 1 м² площади цеха.
Общая площадь цеха может быть рассчитана по формуле:
Sц = Sо + Sсан.-быт.,
Sц = 1204,88+284,57=1489,45
Sо = Sпроизв. + Sвсп.,
Sо = 66,6+1138,28=1204,88
где Sпроизв - производственная площадь, м²;
Sвсп
. - площадь
вспомогательных помещений, м²;
Sсан.-быт - площадь санитарно-бытовых
помещений, м².
Производственная площадь складывается из:
Sпроизв. = Sр.м. + Sм.з. + Sпр.,
Sпроизв. = 764,28+34+340 = 1138,28
где Sр.м. - площадь рабочих мест (основного и
вспомогательного оборудования, подстопных мест деталей до обработки и после
обработки), м²;
Sм.з. - площадь межоперационных запасов, м²;
Sпр. - площадь, занимаемая проходами и
проездами, м².
Расчет площади под рабочие места определяют по формуле:
Sр.м. = ∑Fобор п,
Sр.м. = 69,48*11 = 764,28м2
где
Fобор. -
площадь единицы оборудования, м²;
п
- количество единиц оборудования, шт.
Таблица 2.41
Нормы площади на единицу оборудования
|
Наименование оборудование
|
F
|
|
Форматно-раскроечный станок
M320
|
3,2х1,25
|
|
Щеточно-шлифовальный станок
Disc Master 2D2DB
|
2,98х2,15
|
|
Гильотинная ножница QFS 850
|
4,75х2,6
|
|
Клеенаносящий станок S2R
1600
|
0,78х2,3
|
|
Ребросклеивающий станок
РС-9А
|
1,835х0,692
|
|
Прессовое оборудование ДА
4436
|
5,48х6
|
|
Круглопильный станок ТS 315F
|
0,826х0,72
|
|
Кромкооблицовочный станок
GB 6/15R
|
3,75х1,9
|
|
Сверлильно-присадочный
станок Alfa 21 classic.
|
3x0,7
|
|
Сверлильно-присадочный
станок «Cuspide 21»
|
1x0,96
|
3.2 Расчет площадей, занимаемых межоперационными запасами
заготовок
Площади для хранения межоперационных запасов и технологической выдержки
определяют по формуле:
S =  ,
,
S = 10*34 =
340м2
где
Sм.з. -
площадь межоперационных запасов между kой и (k+1)ой операцией, которая определяется по
формуле:
Sм.з = 2,195*0,59*21/0,8 = 34м2
где
lш - длина
штабеля м (расчет ведется по наиболее длинной детали);
Шk
- количество штабелей или стопы, шт;
Вроль
- ширина рольганга, м;
βскл -
коэффициент заполнения склада
Количество
штабелей в каждом оборудовании рассчитывают по формуле:
Шk
=  ,
,
Шk
= 1592*0,026/1,9 = 21,78
где
М - количество деталей в межоперационном запасе, шт;
Vдет - объем детали, м³
Vшт - объем штабеля, м³.
Количество
деталей на период хранения между kой и (k+1)ой
операцией определяют по формуле:
М
=  ,
,
М
= 1592*1*1 = 1592
где
Пk - производительность оборудования на kой или (k+1)ой операции, шт/ч (в расчет принимаем
менее загруженное оборудование);
t - период
хранения, ч.
пk
- количество единиц оборудования, шт;
Объем
штабеля рассчитывают по формуле:
Vшт =  ,
,
Vшт = 2,195*0,58*1,5*1 = 1,9
где
l - длина штабеля, м;
b - ширина
штабеля, м;
h - высота
штабеля, м;
β - коэффициент заполнения штабеля.
Площадь под межоперационные запасы для линий и станков принимаются по
наибольшей площади.
Таблица 2.42
Расчет площади, занимаемые межоперационными запасами
|
Наименование станков
|
Производ. П
|
обьем детали Vдет
|
площадь раб. Места Vр.м.
|
кол-во станков
|
обьем штабеля V шт
|
кол-во деталей М
|
кол-во штабелей Ш
|
площадь межопера-го запаса
Sм.з.
|
площадь проездов и проходов
Sпр
|
|
шт/час
|
м3
|
м2
|
шт
|
м3
|
шт
|
шт
|
м2
|
м2
|
|
Форматно-раскроечный станок
M320
|
1020,0
|
0,0121
|
4,00
|
1
|
1,9
|
1020,0
|
21
|
21,78
|
66,66
|
|
Щеточно-шлифовальный станок
Disc Master 2D2DB
|
2,02
|
0,0121
|
6,41
|
1
|
1,9
|
2,02
|
0,03
|
0,043512
|
31,45
|
|
Гильотинная ножница ДА4436
|
810
|
0,0121
|
12,35
|
1
|
1,9
|
1620
|
21,6
|
34,83
|
163,0333
|
|
Клеенаносящий станок S2R
1600
|
0,50
|
0,0121
|
1,79
|
1
|
1,9
|
0,50
|
0,01
|
0,010687
|
1,203125
|
|
Ребросклеивающий станок
РС-9А
|
3,5789
|
0,0121
|
1,27
|
2
|
1,9
|
7,16
|
0,10
|
0,153895
|
0,949143
|
|
Прессовое оборудование ДА
4436
|
192,00
|
0,0154
|
32,88
|
1
|
1,9
|
192,00
|
3,24
|
5,231697
|
25,4078
|
|
Круглопильный станок ТS 315F
|
980,16
|
0,0121
|
0,59
|
1
|
1,9
|
1960,3
|
26,14
|
42,14723
|
28,49463
|
|
Кромко-облицовочный станок
GB 6/15R
|
1,13
|
0,0121
|
7,13
|
1
|
1,9
|
1,13
|
0,02
|
0,02436
|
4,76624
|
|
Сверлильно-присадочный
станок Alfa 21 classic.
|
0,30
|
0,0121
|
2,64
|
1
|
1,9
|
0,59
|
0,01
|
0,012691
|
1,768461
|
|
Сверлильно-присадочный
станок «Cuspide 21»
|
1728,0
|
0,0121
|
0,79
|
1
|
1,9
|
1728,0
|
23,04
|
37,152
|
2,297
|
|
Сумма
|
|
|
69,85
|
|
|
|
|
141,53
|
140,92
|
|
Принято
|
|
70
|
|
150
|
150
|
.3 Расчет площади проездов и проходов
Площадь проездов и проходов рассчитывают по формуле:
Sпр =  .
.
Sпр = 0,66*100 = 66,6
3.4 Расчет площади санитарно-бытовых помещений
Площадь санитарно-бытовых помещений определяют по формуле:
Sсан-быт.
=
0,25×Sпроизв.
Sсан-быт.
=284,57м2
После того как произведен расчет необходимой площади цеха Sо выбирается ширина цеха согласно строительной нормали
на ширину пролета и рассчитывается длина цеха. Ширина пролета без колонн
посредине здания 18 и 24 м, а с колоннами посредине здания - 36 м. Длину цеха
рассчитывают по формуле:
Lц =  ,
,
где
В - ширина цеха, м. принимаем 36х36
Расчетную
длину цеха округляют в большую сторону до кратности, равной 6 м, что
соответствует шагу колонн по длине цеха.
На
чертеже в масштабе 1:100 (1:50), а для крупных цехов - 1:200, наносят границы
цеха и производят пробную планировку оборудования и складов.
На
планировке должны быть показаны:
· строительные элементы - стены наружные и внутренние, колонны, перегородки,
дверные и оконные проемы, ворота, люки и др.;
· технологическое оборудование - станки, рабочие места,
складочные площадки, места для контроля деталей, проходы и проезды;
· подъемно-транспортное оборудование - краны, конвейеры,
рольганги, подъемники, рельсовые пути;
· вспомогательные помещения - мастерские, склады, санузлы,
бытовые и административные помещения, расположенные на территории цеха.
Оборудование расставляют в соответствии с разработанной схемой
технологического процесса (с учетом схем организации рабочих мест) и обозначают
порядковыми номерами. Заполняют экспликацию согласно под этими номерами.
На чертеже планировки должны быть указаны размеры элементов здания в
соответствии с правилами оформления строительных чертежей, а также размеры,
определяющие расположение оборудования по отношению к элементам здания.
Список
использованной литературы
1. Гончаров
Н.А., Башинский В.Ю., Буглай Б.М. Технология изделий из древесины. М.: Лесная
промышленность, 1990. - 528с.
. Амалицкий
В.В., Амалицкий В.В. Деревообрабатывающие станки и инструменты. Ростов-на-Дону,
Издательство "Феникс", 2002.
. Справочник
мебельщика. Станки и инструменты. Организация производства и контроль качества.
Под ред. к.т.н. В.П. Бухтиярова. Изд. второе, перераб. М.: Лесная промышленность,
1985. - 379с.
. Макарова
М.Ф. Технология изделий из древесины. Методические указания к выполнению
курсового проекта для студентов специальности 260200 - Технология
деревообработки. Якутск: Издательство ЯГУ, 1997.
. Макарова
М.Ф. Технология изделий из древесины. Расчет потребного количества
лесоматериалов. Методические указания к выполнению курсового проекта для
студентов специальности 260200 - Технология деревообработки. Якутск:
Издательство ЯГУ, 2003.
. ГОСТ 6449.
1-82 - ГОСТ 6449. 5-82 «Изделия из древесины и древесных материалов. Допуски и
посадки» М., 1982.
. ГОСТ
7016-82 «Древесина. Параметры шероховатости поверхности».
. «Технология
изделий из древесины», Методическое пособие по курсовому проектированию, для
студентов специальности 250403 «технология деревсообработки» всех форм
обучения. Самостоятельное учебное электронное текстовое издание. Составитель:
О.В. Юрова, доцент
Рецензенты:
С.Г. Ганапольский, кандидат технических наук, доцент (Вятский государственный
университет); А. Ф. Кульминский, кандидат технических наук, доцент
(Сыктывкарский лесной институт). СЫКТЫВКАР 2009
. А.А.
Филонов, В.А. Гарин. Технология изделий из древесины. Москва 2005 г.
. А.А.
Барташевич. Технология производства мебели. Начальное профессиональное
образование. Ростов-на-Дону. 2003 г.
. Ю.Ф.
Стрежнов. Конструирование мебели. Санкт Петербург. «Профи» 2009 г.
. Е.А.
Мамонтов, Ю.Ф. Стрежнев. Проектирование технологических процессов изготовления
изделий деревообработки. Учебное пособие. Санкт Петербург. 2008 г.
. Л.И.
Радчук. Основы конструирования изделий из древесины. Москва 2006г.
. С.Н.
Мишков. Расчет материалов в производстве изделий из древесины. Москва. 2005 г.
. Л.И.
Радчук. Основы конструирования изделий из древесины. Приложении. Москва 2006 г.
. Л.И.
Радчук. Технология изделий из древесины. Москва. 2006 г.
. А.А.
Бардашевич, С.П. Трофимов. Конструирование мебели. Современная школа. Минск.
2006 г.