|
Характеристики
|
Значение
|
|
- длина
|
2500
|
|
- ширина
|
1000
|
|
- высота
|
3-400
|
|
Размер шлифовальной ленты, мм
|
7470х160
|
|
Размер утюжка, мм
|
160х300
|
|
Скорость резания, м/сек
|
20
|
|
Расход воздуха пылеотсоса, м3/час
|
2500
|
|
Частота вращения эл. двигателя, об/мин
|
1000
|
|
Мощность эл. двигателя, кВт
|
2,2
|
|
Габарит, мм
|
3710х1420х1710
|
|
Масса, кг
|
450
|
4. Контроль качества
Все материалы, используемые в производстве мебели, подлежат входному
контролю на соответствие нормативно-техническим документам, действующим на
данный период в отрасли. В этих документах указаны конкретно контролируемые
показатели и методика их контроля. Например, древесные материалы контролируются
на размеры, сорт, влажность, покоробленность, клеевые материалы - на внешний
вид, сухой остаток, вязкость, клеящую способность, прочность клеевого
соединения и т.п. В лакокрасочных материалах контролируемые показатели - это содержание
сухого остатка, внешний вид, вязкость, жизнеспособность, содержание летучих
веществ и др.
Абразивные материалы контролируются по внешнему виду, влажности,
размерам. Облицовочные материалы на основе пропитанных бумаг контролируются на
осмоление, содержание летучих веществ, эластичность, зольность, гладкость,
сорность, капиллярную впитываемость и т.д. Подлежат обязательному контролю
также материалы для производства мягкой мебели (блоки двухконусных пружин,
пенополиуретан, мебельные ткани, зеркала, фурнитура и метизы и др.). В этих
материалах контролируется внешний вид, размеры, остаточная деформация,
жесткость, упругость, объемный вес и т.д.
Операционный (технический) контроль. Контролируется соблюдение
технологической дисциплины на всех стадиях технологического процесса.
При этом контролируется температура и влажность воздуха в
производственных помещениях, выполняется выборочный контроль шероховатости
поверхности деталей, расход материалов на м2 поверхности. Проводится
также контроль качества деталей и сборочных единиц мебели на всех стадиях
технологического процесса. При этом контролируется, например, качество
обработки и соединения детали, параметры режима склеивания, качество сборки,
шлифования, текущая влажность древесных материалов и т. п.
Особое внимание в процессе технологического контроля уделяется методам
испытаний, которые регламентированы стандартами.
. Метод испытания клеевого соединения на неравномерный обрыв листовых
облицовочных материалов по ГОСТ 15867.
. Метод определения предела прочности клеевого соединения при скалывании
вдоль волокон по ГОСТ 15613.1.
. Метод определения предела прочности клеевого соединения на гладкую фугу
при двустороннем раскалывании клиньями по ГОСТ 15613.2.
. Метод определения предела прочности при растяжении клеевого торцового
соединения впритык по ГОСТ 15613.3.
. Метод определения предела прочности зубчатых клеевых соединений при
статическом изгибе по ГОСТ 15613.4.
. Метод определения предела прочности зубчатых клеевых соединений при
растяжении по ГОСТ 15613.5.
. Метод определения предела прочности при скалывании по клеевому слою
фанеры, фанерных, столярных плит и древесно-слоистых пластиков по ГОСТ 9624.
. Метод определения предела прочности и модуля упругости при растяжении
для фанеры, фанерных и столярных плит по ГОСТ 9622, который соответствует СТ
СЭВ 2377 в части определения предела прочности при растяжении фанеры.
. Метод определения плотности, влажности, водопоглощения,
влагопоглощения, объемного разбухания фанеры, фанерных и столярных плит,
древесно-слоистых пластиков по ГОСТ 9621.
. Метод определения предела прочности и модуля упругости при статическом
изгибе для фанеры, фанерных и столярных плит, древесно-слоистых пластиков по
ГОСТ 9625, который соответствует СТ СЭВ 2378 в части определения предела прочности
фанеры и столярных плит.
. Метод удельного сопротивления древесностружечных плит выдергиванию
гвоздей и шурупов по ГОСТ 10637.
. Качество лакокрасочных и пленочных покрытий в соответствии с
требованиями ОСТ 13-27 и стандартами на методы определения физико-механических
свойств покрытий.
Сущность указанных методов испытания, порядок отбора образцов,
показатели, обработка результатов даны в соответствующей литературе.
Приемочный контроль готовой продукции. По результатам этого контроля
принимается решение о ее пригодности к поставке и использовании. Приемочный
контроль может быть не разрушающим (визуальным) или разрушающим.
При приемочном контроле оценивают качество продукции по качественным и
количественным характеристикам основных свойств в соответствии с назначением и
нормативной документацией. При разрушающем контроле качества продукции может
быть нарушена ее пригодность к использованию по назначению. Этот вид контроля
применяется при оценке прочностных свойств мебели путем проведения механических
испытаний.
Порядок проведения испытаний прочностных свойств мебели. Для проведения
испытаний и оценки прочностных (технических) свойств мебели созданы специальные
базовые лаборатории, которые испытывают не только образцы мебели, но и детали,
сборочные единицы.
Головная организация и базовые лаборатории руководствуются в своей
деятельности действующим законодательством, государственными и отраслевыми
стандартами, методическими указаниями и инструкциями Госстандарта, а также
соответствующими положениями.
Головная организация проводит государственные испытания закрепленных
видов продукции на соответствие стандартам, ТУ и технической документации в
целях определения фактических показателей качества, предотвращения постановки
на производство технически несовершенной, конструктивно и технологически
неотработанной продукции, осуществления контроля за стабильностью ее качества,
а также создания условий для осуществления сертификации продукции.
Базовые лаборатории, работающие под методическим руководством головной
организации, проводят все виды государственных испытаний по закрепленной
номенклатуре продукции, разрабатываемой или выпускаемой расположенными в
обслуживаемом регионе организациями и предприятиями вне зависимости от их
ведомственной подчиненности.
Опытные образцы (опытные партии) вновь разрабатываемых изделий мебели
перед постановкой на производство подвергаются приемочным испытаниям. Затем
проводятся контрольные испытания установочной серии (первой промышленной
партии).
Изделия мебели серийного и массового производства должны подвергаться
типовым и периодическим испытаниям. Метод отбора образцов для испытания и их
количество указаны в стандартах на методы испытания и общих ТУ.
Периодичность испытаний всех видов мебели - раз в 3 года - установлена
ОСТ 13-27. Испытания приурочены к срокам аттестации продукции по категориям
качества. Типовые испытания проводятся в том случае, если в конструкцию изделия
или в технологию его изготовления вносятся изменения, влияющие на его
прочность.
Оценка технического уровня и качества изделий мебели при аттестации
проводится с целью присвоения изделию соответствующей категории качества, при
этом испытания изделий и сопоставление показателей испытаний с нормативными
актами являются непременным условием при аттестации изделий.
Мебель для кухни продается в виде единичных изделий и комплектами
(наборы, гарнитуры). Большинство фабрик выпускает универсально-сборную мебель -
из унифицированных щитов или объемных элементов различного назначения,
сочетаемых по ширине и высоте. При разработке проекта мебели для кухни
учитывают параметрические размеры тела человека, чтобы рабочие поверхности
располагались на удобной высоте. Для обеспечения функциональности кухонной
мебели она должна иметь следующие зоны:
. Хранение продуктов, посуды, столового белья, кухонных приборов;
. Чистка, мойка, сушка посуды, разделка продуктов;
Кухонная мебель делится на:
Мебель для хранения: шкаф кухонный, шкаф-стол кухонный, шкаф под мойку,
шкаф с витриной, шкаф настенный, сервант, полка, буфет и буфетница.
Мебель для сидения: скамья, табурет и стул.
Мебель для приема пищи: стол обеденный.
Функциональные требования.
В основу функциональных требований к мебели положены данные физиологии,
гигиены, антропометрии. Размеры и форма мебели должны соответствовать росту и
массе человека, это обеспечивает удобство пользования мебелью, рациональное
использование жилой площади. Конструкция изделия должна обеспечивать устойчивость
мебели, ее технологичность, взаимозаменяемость, возможность трансформации
отдельных элементов, замену обивочного материала или целых элементов.
Эстетические требования.
Мебель наряду с выполнением утилитарного назначения должна быть средством
украшения жилища: иметь красивый внешний вид; отдельные узлы, детали, фурнитура
должны быть хорошо подобраны по цвету, отделке, текстуре. Современная мебель
отличается рациональностью и четкостью пропорций. Мебель должна соответствовать
современному стилю, направлению моды.
Эргономические требования.
Мебель должна создавать комфорт в доме и быть гигиеничной. Комфортность
мебели - это удобство пользования, ухода, размещения и транспортировки.
Гигиеничность мебели характеризуется ее безвредностью. Выделение вредных
веществ не должно превышать предельно допустимого уровня концентрации их в
воздухе жилых помещений.
Мебель должна как можно меньше загрязняться, легко очищаться от пыли,
иметь мало участков, на которых могла бы задерживаться пыль. Гигиенические требования
особенно важны для кухонной мебели, предназначенной для хранения продуктов,
пищи, а также это важно для мебели, предназначенной для сна и отдыха.
Столы обеденные по конструкции бывают нераздвижные, раздвижные и
раскладные. В раздвижных столах в подстолье ставят вкладные, складывающиеся или
поворотные доски-щитки. Столы могут быть с раздвижным подстольем и выдвижными
полукрышками на ходовых брусках. Раскладные столы (стол-тумба) имеют откладные
полукрышки, в разложенном виде выполняют функции обеденного стола, в сложенном
виде напоминает тумбу. Столы обеденные могут быть изготовлены разборными и
неразборными. У разборных столов могут быть съёмные ножки и крышки. По форме
крышек они бывают квадратными, прямоугольными, круглыми и овальными.
Сервировочный стол - передвижной стол-поднос, предназначен для доставки
пищи из одного помещения в другое. Как правило, такие столы выпускают на
колесиках, с закрепленными или съемными крышками на двух уровнях.
Кухонный шкаф-стол имеет рабочую плоскость - крышку для приготовления
пищи, подстольный шкаф с одним или двумя отделениями для хранения посуды, с
одним или двумя ящиками для хранения столовых приборов и хозяйственных
принадлежностей.
Для маленьких детей выпускают трансформируемые изделия -стол-стул,
которое можно использовать и как обеденный столик и как стул с высоким
сиденьем.
Проверка качества готовой продукции имеет ряд ограничений, одним из
которых является отсутствие времени для переделки бракованной части или всей
партии в короткие сроки. Кроме того, производители часто отказываются
переделывать брак бесплатно.
В случае, если качество продукции проверяется еще и в процессе
производства, то:
1. У производителя больше времени, чтобы переделать брак;
. Можно избежать брака в последующем производстве.
Если проблемы качества обнаружены на стадии производства, то заказчик
может выдвинуть требования к изменению стандартов контроля качества на самом
предприятии. Часто руководство фабрики, как инспектор, узнает о проблемах в
качестве продукции уже в самый последний момент. Если дефекты производства были
обнаружены ранее, большинство китайских производителей попытается принять меры.
Время проведения проверки качества, в действительности, зависит от вида
продукции и опыта работы с производителем. В принципе, нижеуказанные условия
подходят в 80% производства потребительских товаров.
Мебель для приготовления и приема пищи
Столы кухонные по конструкции бывают нераздвижные, раздвижные и
раскладные. В раздвижных столах в подстолье ставят вкладные, складывающиеся или
поворотные доски-щитки. Столы могут быть с раздвижным подстольем и выдвижными
полукрышками на ходовых брусках. Раскладные столы (стол-тумба) имеют откладные
полукрышки, в разложенном виде выполняют функции обеденного стола, в сложенном
виде напоминает тумбу. Кухонные столы могут быть изготовлены разборными и
неразборными. У разборных столов могут быть съёмные ножки и крышки. По форме
крышек они бывают квадратными, прямоугольными, круглыми и овальными.
Сервировочный стол - передвижной стол-поднос, предназначен для доставки
пищи из одного помещения в другое. Как правило, такие столы выпускают на
колесиках, с закрепленными или съемными крышками на двух уровнях.
5. Организация рабочего места
Столярные верстаки предназначены для ручной обработки заготовок из
древесины. Конструкция таких станков отличается высокой прочностью и
необходимой функциональностью. На столешнице можно закреплять обрабатываемые
детали, а в специальных ящиках - хранить инструменты.
Столярный верстак обеспечивает наилучшее условия для выполнения всевозможных
столярных работ. Верстак состоит из подверстачья и крышки. Подверстачье
представляет собой две стойки соединённые продольными брусками посредством
клиньев. Крышку для верстака делают из сухой древесины дуба, бука, берёзы. Она
состоит из доски толщиной 60-80 и шириной 300мм, переднего зажимного винта и
задней зажимной коробки. С нерабочей стороны крышки устанавливают поток -
углубления для размещения инструмента во время работы. Ширина крышки вместе с
потоком 600, длина 1750-1850 мм.
Для удобства обработки на столешнице есть и несколько пазов, в которые
вставляют специальные клинья, позволяющие закрепить брусья. Ребра доски имеют
квадратные отверстия для ввода в них губок струбцин. Обычно в устройстве
столярных верстаков предусматривают и прямые или подугольные стусла. На дальнем
крае столешницы есть специальный лоток для инструмента.
Схема 7 Столярный верстак
Для обработки очень тонких и узких деталей требуются приспособления,
которые обеспечивали бы фиксацию детали без опасения сломать ее. Такими
приспособлениями являются разные уголки с упорами, прикрепляемые струбциной к
верстаку. В уголках размещают штапики, мелкие и длинные раскладки и т.п. Можно
прикреплять деталь гвоздиками в задний торец, забивая их наискось ниже верхней
плоскости, чтобы не повредить рубанок.
Размер детали может быть меньше расстояния между сдвинутыми крайним
костылем верстака и костылем подвижной рамы. Поэтому следует иметь бобышки,
которые компенсировали бы разницу между длиной детали и межкостыльным
расстоянием. Очень мелкие детали закрепляют на кусках досок, приклеивая их к
плоскости доски через газету или с помощью сдвижной контурной рамки, высота
которой не мешает обработке детали. Доски и рамки зажимают как обычно.
По окончании обработки стамеской приподнимают деталь, газета
расслаивается, и затем ее счищают циклей.
Следует сказать, что как в ручном, так и в заводском столярном деле
половина усилий приходится на изготовление приспособлений, обеспечивающих
точную и качественную работу. На это не стоит жалеть труда, так как
приспособления - это тот же инструмент, и чем обширнее их набор, тем меньше
труда придется затратить в дальнейшем.
В зависимости от размера обрабатываемой детали и ее формы меняются
приспособления и инструмент, т. е. меняется и процесс работы. Короткая доска
обрабатывается иначе, чем тонкая длинная рейка. Поэтому описание процессов
работы также будет ориентировано на размер и форму детали.
Верстак выбирают по своему росту. Делают это так. Став лицом к верстаку,
кладут на его крышку ладони. Если обе ладони полностью и достаточно плотно
соприкасаются с крышкой и при этом руки не согнуты и корпус не наклонен вперед,
можно считать, что верстак по высоте вполне подходит для работающего.
Рабочее место необходимо содержать в чистоте - систематически очищать от
стружки, пыли, щепы и т. д. После работы рабочее место должно быть убрано, а
инструменты и приспособления проверены, подготовлены к следующей работе и
положены на отведённое для них место. Полуфабрикаты и обработанные изделия
также должны быть сложены на свои места.
Чтобы не загромождать рабочих мест, надо своевременно доставлять
необходимые пиломатериалы в цех и систематически вывозить из него готовую
продукцию и убирать отходы древесины. Для этого используют внутрицеховой
транспорт(рельсовый и безрельсовый). По узкоколейному рельсовому пути на
вагонетках доставляют в цех пиломатериалы и вывозят из него готовую продукцию.
Для внутрицеховых перевозок пользуются безрельсовым транспортом - ручными
домкратными тележками.
Под культурой труда понимают умение рационально организовать и
качественно выполнять свою работу в тесном содружестве с другими рабочими. Это
подразумевает ответственное отношение к работе, экономное расходование
материалов и энергоресурсов, бережное отношение к инструментам и оборудованию,
соблюдение технологической и трудовой дисциплины. При этом большое значение
имеет проявление творческой активности в части изыскания и применения
прогрессивных методов труда: использование передового опыта других рабочих, повышение
своей квалификации, освоение смежных специальностей и применение современных
инструментов и оборудования.
. Охрана труда
Общие требования по охране труда
. К выполнению столярных работ допускаются лица, возраст которых
соответствует установленному действующим законодательством, прошедшие
медицинский осмотр в установленном порядке и не имеющие противопоказаний к
выполнению данного вида работ, прошедшие обучение по соответствующей программе,
проверку теоретических знаний и практических навыков безопасных способов работы
и допущенные к самостоятельной работе в установленном порядке.
Перед допуском к самостоятельной работе столяр должен пройти стажировку в
течение 2-14 смен (в зависимости от характера работы, квалификации работника)
под руководством специально назначенного лица.
. Столяр допускается к работам с применением электро- и пневмоинструмента
после соответствующей подготовки, проверки знаний и получения допуска к
выполнению работ с применением этого инструмента.
Лица, допускаемые к работе с электроинструментом класса I в помещениях с
повышенной опасностью поражения электрическим током и вне помещений, должны
иметь группу по электробезопасности не ниже II, а к работе с
электроинструментом II и III класса - I группу по электробезопасности.
Перед допуском к работе на деревообрабатывающих станках столяр должен
пройти обучение и получить инструктажи на рабочем месте в соответствии с
Типовой инструкцией по охране труда для станочника деревообрабатывающих
станков.
. К выполнению работ на высоте (более 5м от поверхности земли, перекрытия
и рабочего настила) допускаются лица, имеющие стаж верхолазных работ не менее
одного года и тарифный разряд не ниже третьего.
. Периодический медицинский осмотр столяр проходит в порядке,
установленном Минздравом РФ.
. Столяр должен пройти инструктажи по охране труда:
при приеме на работу - вводный и первичный на рабочем месте;
в процессе работы не реже одного раза в б месяцев - повторный;
при введении в действие новых или переработанных нормативных актов
(документов) по охране труда или внесении изменений к ним;
замене или модернизации оборудования, приборов и инструмента, сырья,
материалов и иных факторов, влияющих на охрану труда;
нарушении столяром нормативных, правовых актов (документов) по охране
труда, которые могли привести или привели к травмированию, аварии или
отравлению;
по требованию государственных органов надзора и контроля;
вышестоящего органа, ответственных лиц предприятия;
при перерывах в работе более чем 6 месяцев;
поступлении информационных материалов об авариях и несчастных случаях,
случившихся на аналогичных производствах - внеплановый.
. Периодическую проверку знаний по вопросам охраны труда столяр должен
проходить не реже одного раза в 12 месяцев.
Внеочередную проверку знаний столяр проходит в следующих случаях:
при переходе с одного предприятия на другое;
при перерыве в работе по специальности более одного года;
по требованию вышестоящей организации, ответственных лиц предприятия;
по требованию органов государственного надзора и контроля;
при введении в действие новых или переработанных нормативных правовых
актов (документов) по охране труда;
при грубом нарушении требований и норм охраны труда;
при введении в эксплуатацию нового оборудования либо внедрении новых
технологических процессов.
. Столяр должен иметь четкое представление об опасных и вредных
производственных факторах, связанных с выполнением работы, и знать основные
способы защиты от их воздействия.
В процессах деревообработки возможно действие следующих опасных и вредных
производственных факторов:
незащищенных подвижных элементов производственного оборудования,
передвигающихся изделий, заготовок, материалов;
повышенной концентрации вредных веществ в воздухе рабочей зоны (пыль,
лакокрасочные материалы и т.д.);
опасного уровня напряжения в электрической цепи, замыкание которой может
пройти через тело человека;
повышенных уровней шума, вибрации, статического электричества;
недостаточной освещенности рабочей зоны.
. Столяр должен:
знать требования, изложенные в инструкциях (паспортах)
заводов-изготовителей электро- и пневмоинструмента, инструкции по охране труда;
при выполнении работ на деревообрабатывающих станках соблюдать требования
безопасности, изложенные в “Типовой инструкции по охране труда для станочника
деревообрабатывающих станков”;
знать требования пожаро- и электробезопасности при выполнении работ и
уметь пользоваться средствами пожаротушения;
пользоваться при выполнении работ средствами индивидуальной защиты,
выдаваемыми в соответствии с “Отраслевыми типовыми нормами выдачи средств
индивидуальной защиты рабочим и служащим предприятий:
костюм х/б (комбинезон х/б) Ми - 12 мес.;
фартук - 6 мес.;
кепи - 12 мес.;
ботинки кожаные Ми - 12 мес.;
рукавицы комбинированные Ми - до износа;
каска защитная - 24 мес.;
Зимой дополнительно:
куртка х/б на утепляющей прокладке Тн - 36 мес.;
брюки х/б на утепляющей прокладке Тн - 36 мес.;
подшлемник - 24 мес.;
валенки Тн20 - 48 мес.;
галоши - 24 мес.
При выполнении работ на высоте:
пояс предохранительный - дежурный.
уметь оказывать доврачебную помощь пострадавшему;
выполнять правила внутреннего трудового распорядка;
знать санитарно-гигиенические условия труда и соблюдать требования
производственной санитарии.
. Столяр не должен подвергать себя опасности и находиться в местах
производства работ, которые не относятся к непосредственно выполняемой им
работе.
. Столяр обязан знать порядок уведомления администрации о случаях
травмирования, появления опасности, грозящей аварией или пожаром.
При несчастном случае на производстве свидетель, потерпевший (при
возможности) должны принять меры по оказанию доврачебной медицинской помощи и
предотвращению травмирования других лиц, сообщить о происшествии
непосредственному руководителю потерпевшего или другому должностному лицу.
Непосредственный руководитель или другое должностное лицо:
обеспечивает незамедлительное оказание потерпевшему доврачебной помощи,
вызов медицинских работников на место происшествия, доставку его в
лечебно-профилактическое учреждение;
принимает меры по предотвращению воздействия травмирующих факторов на
других лиц, развития аварийной ситуации;
сохраняет до начала расследования обстановку на месте несчастного случая,
если это не угрожает жизни и здоровью работников и других лиц, не приведет к
аварии;
. Обо всех замеченных неисправностях приспособлений и инструмента столяр
должен сообщить непосредственному руководителю работ и до их устранения к
работе не приступать.
. Столяр несет ответственность за:
выполнение требований инструкций (паспортов) заводов-изготовителей
электро- и пневмоинструмента и инструкции по охране труда, правил пожаро- и
электробезопасности;
соблюдение правил внутреннего трудового распорядка;
качественное выполнение работ;
сохранность вверенных ему приспособлений и инструмента;
аварии, несчастные случаи и другие нарушения, причиной которых явились
действия столяра, нарушающего требования инструкций (паспортов)
заводов-изготовителей электро- и пневмоинструмента и инструкции по охране
труда.
. За нарушение трудовой дисциплины, несоблюдение требований нормативных
документов по охране труда столяр привлекается к дисциплинарной ответственности
в соответствии с Трудовым кодексом Республики Беларусь.
. Столяр, появившийся на работе в нетрезвом состоянии, в состоянии
наркотического или токсического опьянения, не допускается к работе в этот день
(смену).
. Столяр обязан выполнять работу, обусловленную трудовым договором,
оказывать содействие и сотрудничать с нанимателем в деле обеспечения здоровых и
безопасных условий труда, немедленно извещать своего непосредственного
руководителя или иное должностное лицо нанимателя о неисправности оборудования,
инструмента, приспособлений, транспортных средств, средств защиты, об ухудшения
своего здоровья.
Глава 2. Требования по охране труда перед началом работы
. Организация рабочего места столяра должна обеспечивать безопасность
выполнения работ.
. Рабочее место и проходы к нему необходимо содержать в чистоте, не
загромождать деталями, заготовками, отходами производства.
. Рабочие места и проходы к ним на высоте 1,3м и более должны быть
оборудованы временными ограждениями.
При невозможности устройства этих ограждений работы на высоте должны
выполняться с использованием предохранительных поясов.
. Рабочее место должно иметь достаточное естественное и искусственное
освещение.
. На месте производства работ не допускается пребывание посторонних лиц.
. Перед началом работы столяр должен:
проверить наличие и исправность средств индивидуальной защиты;
привести в порядок рабочее место и проходы, освободив их от мусора и
посторонних предметов. Материалы, заготовки и изделия у станков и рабочих мест
должны быть уложены в стопы (штабели, пакеты) высотой не более 1,7 м от пола;
убрать все лишнее из-под ног;
если пол скользкий (облит маслом, краской, водой) потребовать, чтобы
произвели уборку, пол посыпали песком или опилками или сделать это самому;
проверить исправность инструмента, инвентаря и других приспособлений;
убедиться в наличии и исправности средств пожаротушения. Пожарный
инвентарь должен быть размещен в специально отведенных для него местах. К
средствам пожаротушения должен быть обеспечен свободный доступ;
проверить наличие инструментальных ящиков, ограждений рабочих площадок,
защитных настилов, сеток и др., предназначенных для предотвращения падения
инструментов и материалов на людей, которые могут оказаться внизу (при
выполнении работ на высоте);
убедиться в том, что обрабатываемый материал чистый и без гвоздей.
Запрещается принимать в обработку материал с необрубленными сучьями, большими
вырубками, обледеневший, покрытый слоем бетона или раствора.
. При подготовке и проверке средств индивидуальной защиты столяр должен:
привести в порядок и надеть спецодежду, застегнуть все пуговицы,
подвязать обшлага; волосы подобрать под плотно облегающий головной убор.
Спецодежда не должна иметь свисающих концов, а также загрязнений
горюче-смазочными материалами;
проверить состояние защитных очков и убедиться в отсутствии повреждений;
проверить состояние диэлектрических перчаток, галош, резиновых ковриков;
очистить и обтереть их от пыли, убедиться в отсутствии внешних
повреждений, проверить по штампу срок годности;
диэлектрические перчатки проверить на отсутствие проколов путем
скручивания их в сторону пальцев (при выполнении работ электроинструментом);
проверить наличие бирки на предохранительном поясе с отметкой о дате
испытания, пригодность предохранительного пояса осмотром и убедиться в
отсутствии разрушения, деформации или разрыва узлов и элементов пояса (при
выполнении работ на высоте).
. При проверке исправности ручного инструмента необходимо убедиться в
том, что:
на заточенной поверхности топоров отсутствуют черновины и другие дефекты.
Топор должен быть насажен на топорище и расклинен клином; качание топора на
топорище не допускается. Лезвие топора и ось симметрии топорища должны лежать в
одной плоскости;
бойки молотков имеют гладкую, слегка выпуклую поверхность без косины,
сколов, выбоин, трещин и заусенцев;
рукоятки молотков, долот, стамесок и другого инструмента изготовлены из
сухой древесины твердых лиственных пород (березы, дуба, бука и т.П.) без сучков
и косослоя или из синтетических материалов, обеспечивающих эксплуатационную
прочность и надежность в работе. Рукоятки молотков, долот, стамесок и т.п.
должны иметь по всей длине в сечении овальную форму, быть гладкими и не иметь
трещин;
режущие кромки стамесок, долот остро заточены;
нож рубанка, фуганка и т.п. плотно прилетает к поверхности летка и не
качается;
режущие инструменты острые, зубья пил (ножовок) разведены и заточены;
полотно не имеет трещин, расслоений, волосовин, выкрошенных мест, коррозии.
Рабочий инструмент должен быть разложен в удобном для пользования
порядке, при этом его следует располагать так, чтобы исключалась возможность
его скатывания или падения.
. При проверке исправности электроинструмента (дереворежущие дисковые
пилы, электрорубанки и фуганки, дрели, комбинированные долбежно-фрезерные
инструменты, абразивные шлифовальные и заточные диски и др.) столяр должен
проверить:
комплектность и надежность крепления деталей;
внешним осмотром исправность кабеля (шнура), его защитной трубки и
штепсельной вилки; целостность изоляционных деталей корпуса, рукоятки и крышек
щеткодержателей; наличие защитных кожухов и их исправность;
четкость работы выключателя;
работу на холостом ходу.
У электроинструмента класса I, кроме того, должна быть проверена
исправность цепи заземления (между корпусом и заземляющим контактом штепсельной
вилки).
. При проверке исправности пневмоинструмента (сверлильные машинки,
переносные пневмофуганки, дисковые пневмопилы, пневмофрезы, шлифовальные
машинки и др.) необходимо убедиться в том, что:
рабочая часть пневматического инструмента правильно заточена и не имеет
повреждений, трещин, выбоин и заусенцев; боковые грани инструмента не имеют острых
ребер; хвостовик ровный, без скосов и трещин во избежание самопроизвольного
выпадения соответствует размерам втулки, плотно пригнан и правильно
центрирован;
корпус пневмоинструмента не имеет трещин и других повреждений;
пневмоинструмент имеет средства виброзащиты и глушитель шума;
шланги не имеют повреждений.
Глава 3. Требования по охране труда при выполнении работы
. При подноске пиломатериалов необходимо соблюдать следующие требования
безопасности:
разбирать штабель лесоматериалов уступами, сверху вниз, соблюдая меры
предосторожности;
переносить бревна при помощи специальных клещей;
кантовать бревна, брусья и тяжелые детали при помощи специальных крюков и
ломов;
поднимать с земли бревна и тяжелые предметы приседая, а не нагибаясь;
переносить длинномерные пиломатериалы (бревна, брусья и др.) вдвоем на
одноименных плечах. Сбрасывать с плеч или опускать длинномерный предмет следует
только по команде всем рабочим одновременно.
. При работе ручным столярным инструментом столяр должен:
при отеске топором становиться так, чтобы бревно находилось между ногами.
Нога со стороны отеса должна отставляться возможно дальше от бревна. Бревно
должно быть прочно закреплено на подкладках;
во время работы стамеску направлять от руки, придерживающей деталь;
при строгании детали закреплять ее так, чтобы она лежала на верстаке
плотно и не выгибалась;
не класть заготовку на колено при распиливании и строгании.
Заканчивать пропил следует осторожно, чтобы не допускать падения на ногу
отрезанного материала.
. Требования безопасности при работе с электроинструментом.
. Перед включением электроинструмента необходимо проверить соответствие
напряжения и частоты тока в электрической сети к напряжению и частоте тока
электродвигателя электроинструмента, указанным на табличке; надежность
закрепления рабочего исполнительного инструмента (сверл, пил и др.).
. Во время работы электроинструментом столяр должен следить за:
состоянием рабочего инструмента;
целостностью деталей корпуса, рукоятки, защитного ограждения;
появлением повышенного шума, стука, вибрации;
появлением дыма или запаха, характерного для горящей изоляции.
. Если во время работы обнаружится неисправность электроинструмента или
столяр почувствует хотя бы слабое действие тока, работа должна быть немедленно
прекращена и неисправный инструмент сдан для проверки и ремонта.
. Прекращать работу с элёктроинструментом следует при возникновении хотя
бы одной из следующих неисправностей:
повреждение штепсельного соединения, кабеля или его защитной трубки;
повреждение крышки щеткодержателя;
нечеткая работа выключателя;
искрение щеток на коллекторе, сопровождающееся появлением кругового огня
на его поверхности;
вытекание смазки из редуктора или вентиляционных каналов;
появление дыма или запаха, характерного для горящей изоляции;
появление повышенного шума, стука, вибрации;
поломка или появление трещин в корпусной детали, рукоятке, защитном
ограждении;
повреждение рабочей части инструмента;
исчезновение электрической связи между металлическими частями корпуса и
нулевым защитным штырем питательной вилки.
. При работе электрорубанком столяр должен:
перемещать рубанок по прямой, не допускал перекосов;
периодически прочищать ножи и не допускать, чтобы они забивались
стружками;
если рубанок используется в качестве стационарного станка, мелкие детали
обрабатывать в специальных шаблонах.
. При работе электродрелью предметы, подлежащие сверлению, необходимо
надежно закреплять.
. При работе паркетно-шлифовальной машиной на напряжении 380/220В
необходимо соблюдать следующие требования:
в момент включения (выключения) шлифовальный барабан не должен касаться
обрабатываемой поверхности;
шлифовальная лента должна иметь достаточное натяжение и соприкасаться
всей поверхностью со шлифуемым элементом;
шлифуемая поверхность должна быть чистой, ровной, без гвоздей.
. При внезапной остановке (исчезновение напряжения в сети, заклинивание
движущихся частей и т.п.) электроинструмент должен быть немедленно отключен
выключателем. При переносе электроинструмента с одного рабочего места на
другое, смене рабочего инструмента, а также пи перерыве в работе
электроинструмент необходимо отсоединить от сети штепсельной вилкой.
. При работе с электроинтрументом запрещается:
натягивать, перекручивать и перегибать кабель, ставить на него груз, а
также допускать пересечение его с тросами, кабелями и рукавами газосварки;
разбирать и производить самим какой-либо ремонт (как самого
электроинструмента, так и проводов, штепсельных соединений и т.п.);
работать электроинструментом с приставных лестниц;
удалять стружку или опилки руками во время работы инструмента (стружку
следует удалять после полной остановки электроинструмента специальными крючками
или щетками);
касаться руками вращающегося режущего инструмента;
использовать в качестве рычагов случайные предметы;
обрабатывать электроинструментом обледеневшие и мокрые детали;
работать электроинструментом, не защищенным от воздействия капель или
брызг, не имеющим отличительных знаков (капля в треугольнике или две капли), в
условиях воздействия капель и брызг, а также на открытых площадках во время
снегопада или дождя;
оставлять без надзора электроинструмент, присоединенный к сети, а также
передавать его лицам, не имеющим права с ним работать;
работать электроинструментом, у которого истек срок периодической
проверки.
. Требования безопасности при работе с пневматическим инструментом.
. Присоединять шланги к пневматическому инструменту и соединять их между
собой необходимо с помощью ниппелей или штуцеров и стяжных хомутов. Крепить
шланги проволокой запрещается.
. До присоединения шланга к пневматическому инструменту следует продуть
воздушную магистраль, а после присоединения шланга к магистрали - и шланг.
Свободный конец шланга при продувке должен быть закреплен.
. Подключение шланга к магистрали и инструменту, а также его отсоединение
необходимо производить при закрытой запорной арматуре. Шланг должен быть
размещен так, чтобы была исключена возможность случайного повреждения или
наезда на него транспорта. Не допускается также пересечение шлангов тросами,
кабелями и рукавами газосварки.
. Подавать воздух к пневматическому инструменту следует только после
установки его в рабочее положение.
. Во время работы с пневмоинструментом столяр должен следить за:
тем, чтобы не было утечки воздуха в местах присоединения шлангов, а также
за целостностью шлангов;
состоянием рабочего инструмента, целостностью деталей корпуса, рукоятки,
защитного ограждения;
появлением шума, стука, вибрации;
давлением сжатого воздуха в магистрали.
. При перерывах в работе, обрыве шлангов и различных неисправностях
следует немедленно прекратить подачу сжатого воздуха к пневматическому
инструменту (закрыть запорную арматуру).
. При использовании пневмоинструмента запрещается:
работать пневматическим инструментом с не отрегулированными клапанами и с
приставных лестниц;
исправлять, регулировать и менять рабочую часть инструмента во время
работы при наличии в шланге сжатого воздуха;
работать пневматическим инструментом без средств виброзащиты и управления
рабочим инструментом, а также без глушителя шума;
держаться при работе пневматическим инструментом за его рабочую часть;
оставлять без надзора пневмоинструмент, присоединенный к воздушной
магистрали;
передавать пневмоинструмент лицам, не имеющим права пользоваться им;
во время работы натягивать и перегибать шланги пневматического инструмента;
прекращать подачу воздуха к инструменту переламыванием шлангов или
завязыванием их узлом;
переносить пневмоинструмент за шланг или рабочую часть.
. Требования безопасности при выполнении работ на высоте.
.1. При выполнении работ на высоте столяр должен:
переносить и хранить инструмент, гвозди, болты и другие детали в
инструментальном ящике (сумке);
навеску оконных переплетов производить со страховкой предохранительным
поясом;
устанавливать оконные блоки вдвоем;
установку оконных блоков производить с монтажных столиков, вставать на
подоконник при этом запрещается;
установку столярных изделий, столярную отделку внутренних поверхностей
стен, лестниц, тамбуров производить с монтажных столиков.
. 3апрещается:
при работе на лесах и подмостях класть инструмент на перила ограждений
или не огражденный край площадки во избежание его падения;
пользоваться приставными лестницами при установке столярных изделий,
столярной отделке стен, лестниц;
работа со случайных подставок (ящиков, бочек и т.п.), а также с ферм,
стропил и других конструкций.
Глава 4. Требования по охране труда по окончании работы
. По окончании работ столяр должен:
отключить электроинструмент от электрической сети; вынуть рабочий
инструмент; тщательно протереть инструмент; сдать электроинструмент лицу,
ответственному за его сохранность и исправность, или убрать в специально
отведенное для хранения место (если работа выполнялась с применением
электроинструмента);
закрыть запорную арматуру на воздушной магистрали; вынуть рабочий
инструмент; отсоединить шланг от инструмента и магистрали и свернуть его в
кольца; тщательно протереть и смазать инструмент; убрать пневмоинструмент и
шланг в специально предназначенное для хранения место (если работа выполнялась
с применением пневмоинструмента);
привести в порядок рабочее место (собрать ручной инструмент и
приспособления и убрать их в отведенное для этого место; убрать опилки,
стружки, отходы древесины и аккуратно сложить материалы, заготовки и готовые
детали);
сообщить непосредственному руководителю работ о недостатках, выявленных
во время работы;
снять спецодежду в специально отведенном месте.
Глава 5. Требования по охране труда в аварийных ситуациях
. При возникновении пожара вблизи места производства работ столяр должен:
прекратить выполнение работ;
отключить от сети электроинструмент (если работа выполнялась с
применением электроинструмента);
закрыть запорную арматуру на воздушной магистрали (если работа
выполнялась с применением пневмоинструмента);
принять меры по ликвидации пожара имеющимися средствами пожаротушения.
Запрещается применять пенные огнетушители и воду для тушения загораний
электроустановок и кабелей, находящихся под напряжением;
если невозможно устранить пожар собственными силами, сообщить
непосредственному руководителю работ и вызвать пожарную охрану.
. При несчастном случае (травмирование, отравление, внезапное
заболевание, поражение электрическим током) столяр обязан оказать доврачебную
помощь пострадавшему.
7. Чертёж
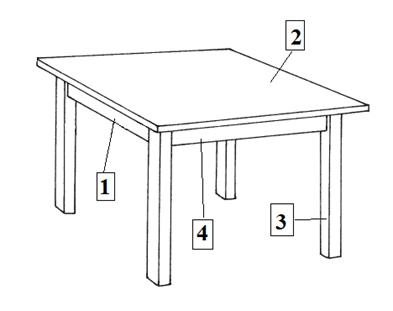
Схема 8
Спецификация.
Габаритные размеры 1100×600×780 мм
Действительные размеры:
Свесы составляют 50 мм
Толщина листа ДСП 25 мм
1. 880×80×25+ 2 шипа по 20 мм -
царги по длине 2 шт.
. 1100×600×30 мм - крышка
стола 1 шт.
. 750×60×60 мм - ножки 4 шт.
. 380×80×25+ 2 шипа по 20 мм - царги
по ширине 2 шт.
Список используемой литературы
1. Волынский В.Н. Каталог деревообрабатывающего оборудования.
Уч. пособие для вузов. - "Стройиздат", 2000.
. Кулебакин Г.И. Столярное дело 2-е изд. - М.:
"Стройиздат", 1996.
. Мебель своими руками. - Издательство: Времена; 1999 г.
. Обработка дерева. Традиционная техника. - Издательства:
АСТ, Гелеос; 1999 г.
. Практические советы. Столярные работы. - Издательства
Харвест 208 стр., 2000 г.