Изготовление детали 'корпус патрона' в условиях единичного производства
1. Введение
Поставлена задача изготовления детали корпус патрона в
условиях единичного производства.
В рамках выполняемой операции механической обработки
необходимо:
Спроектировать технологический процесс;
Спроектировать инструменты.
При проектировании технологического процесса
требуется:
Обеспечить заданный уровень производства;
Узлы станочного приспособления должны быть максимально
унифицированы, соответствовать требованиям взаимозаменяемости.
Требования к инструменту:
Обеспечить максимальную стойкость за счет
инструментального материала и геометрических параметров;
Должен быть максимально приближен к унифицированной
конструкции, если возможно использовать стандартный инструмент.
2. Технологическая часть
2.1 Анализ детали на
технологичность
Материал детали - сталь Ст3, HB=131 обладает хорошей
обрабатываемостью.
Деталь можно условно разделить на две части. Первая -
цилиндрическая (диаметром 52мм) с наружной резьбой. Вторая часть имеет
квадратное сечение 75х75мм, в ней выполнены глухое ступенчатое отверстие и пазы
на каждой из четырех сторон.
Наиболее ответственной поверхностью детали является
глухое отверстие диаметром 32 мм, точность которого соответствует 9 квалитету.
Деталь можно изготовить на универсальном оборудовании
по стандартным приёмам стандартным инструментом. Большинство поверхностей будет
обрабатываться на станках токарной и фрезерной групп - точением и фрезерованием
соответственно. Данные способы оправданы с точки зрения производительности,
получаемой точности.
Для контроля точности можно использовать стандартный
измерительный инструмент. Поверхности детали легко доступны для проведения
измерений.
Исходя из вышесказанного, деталь технологична с точки
зрения изготовления.
2.2 Выбор заготовки и расчёт
минимального промежуточного припуска под обработку
В качестве заготовки будет использован прокат
квадратного сечения ГОСТ 2591-88. Установить диаметр проката нам позволит
анализ размеров детали.
Габаритным размером в поперечном сечении детали
является сторона квадрата, т.е. 75мм. Сторона проката должна быть больше
стороны квадрата с учётом припуска под обработку, который обеспечит устранение
погрешностей формы, дефектного слоя и прочих погрешностей.

Расчётный
минимальный припуск на устранение погрешностей обработки и дефектов
поверхностного слоя:
 , где
, где
 - высота
неровностей профиля на предыдущем переходе, мкм
- высота
неровностей профиля на предыдущем переходе, мкм
 -
глубина дефектного слоя, мкм
-
глубина дефектного слоя, мкм
 -
суммарное отклонение расположения поверхностей, мкм
-
суммарное отклонение расположения поверхностей, мкм
 -
погрешность установки заготовки, мкм.
-
погрешность установки заготовки, мкм.
Для
проката нормальной точности в диапазоне 80-180 мм
 мкм,
мкм,  мкм
мкм
Погрешность
установки горячекатаного прутка в трёхкулачковом патроне:
 мкм.
мкм.
Суммарное
отклонение от расположения поверхностей:
 где
где
 мм -
длина заготовки,
мм -
длина заготовки,
 = 0,1 мкм
/мм - кривизна профиля проката,
= 0,1 мкм
/мм - кривизна профиля проката,
Получаем:
 мкм.
мкм.
 мм.
мм.
Следовательно:
 мм.
мм.
Выбираем
квадратный прокат 80х80 мм.
Прокат
из углеродистой обыкновенного качества и низколегированной стали изготавливают
длинной 2-12м. В связи с объёмом производства одного прутка хватит для
изготовления требуемого количества (10 штук). Появляется необходимость в
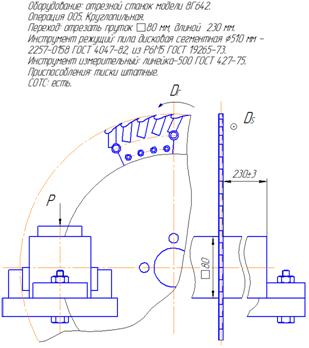
заготовительной операции - отрезка нужного количества прутков на станке 8Г642.
Таким образом, выбрали заготовку: квадратный пруток сечением 80х80мм, длиной
230мм. Твёрдость заготовки из горячекатаного проката HB=131, предел
прочности  МПа.
МПа.
2.3 Обоснование выбора
оборудования
В единичном производстве используются универсальные
станки по причине выполнения на них большой номенклатуры деталей при небольшом
такте выпуска.
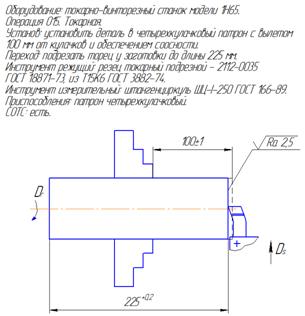
В условиях единичного производства изготовление детали
корпус будет производиться на универсальном токарно-винторезном станке 1Н65,
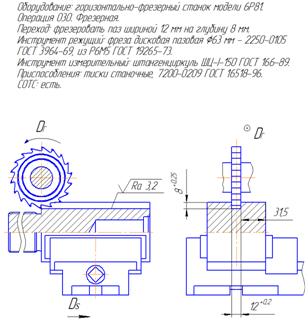
вертикально-сверлильном станке 2Н135, горизонтально-фрезерном станке 6Р81,
вертикально-фрезерном станке 6Р12.
Большинство операций проводятся на токарно-винторезном
станке 1Н65. Выбираем его исходя из необходимого диаметра шпинделя.
Диаметр окружности, описанной вокруг квадратного
сечения детали:

Диаметр шпинделя 128мм, следовательно, деталь можно
закрепить.
Краткая техническая характеристика
токарно-винторезного станка 1Н65:
|
Наибольший диаметр устанавливаемый над станиной, мм
|
1000
|
|
Наибольший диаметр устанавливаемый над суппортом, мм
|
650
|
|
Расстояние между центрам
|
3000 - 10000
|
|
Размер конца шпинделя передней бабки по DIN
|
2 - 15М
|
|
Диаметр цилиндрического отверстия в шпинделе, мм
|
128
|
|
Количество ступеней частот вращения шпинделя
|
24
|
|
Пределы частот вращения шпинделя, об/мин
|
12,5-2000
|
|
Ускоренное продольное перемещение суппорта, м/мин
|
3
|
|
Ускоренное поперечное перемещение суппорта, м/мин
|
1
|
|
Мощность электродвигателя главного привода, кВт
|
22
|
|
Габаритные размеры станка (Д х Ш х В), мм
|
6140x2000x1770
|
|
Масса станка, кг
|
12800
|
Краткая техническая характеристика
вертикально-сверлильного станка 2Н135:
|
Наибольший диаметр сверления, мм
|
35
|
|
Размеры конуса шпинделя
|
Морзе 4
|
|
Расстояние оси шпинделя до направляющих колонны, мм
|
300
|
|
Наибольший ход шпинделя, мм
|
250
|
|
Расстояние от торца шпинделя, мм: до стола до плиты
|
30-750 700-1120
|
|
Наибольшие (установочное) перемещение сверлильной головки,
мм
|
170
|
|
Перемещение шпинделя за один оборот штурвала, мм
|
122, 46
|
|
Рабочая поверхность стола, мм
|
450х500
|
|
Наибольший ход стола, мм
|
300
|
|
Количество скоростей шпинделя
|
12
|
|
Количество подач
|
9
|
|
Пределы подач, мм/об
|
0,1-1,6
|
|
Мощность электродвигателя главного движения, кВт
|
4,0
|
|
Габарит станка: длина, ширина, высота, мм
|
1030х835х2535
|
|
Масса станка, кг
|
1200
|
Краткая техническая характеристика горизонтально-фрезерного
станка 6Р81:
|
Длина рабочей поверхности стола, мм
|
1000
|
|
Ширина стола, мм
|
250
|
|
Перемещение стола X,Y,Z, мм
|
630х200х360
|
|
Расстояние от торца поворотного шпинделя до поверхности
стола, мм
|
50…410
|
|
Наибольшее выдвижение гильзы поворотного шпинделя, мм
|
60
|
|
Расстояние от оси поворотного шпинделя до вертикальных
направляющих, мм
|
285
|
|
Мощность главного привода, кВт
|
7,5
|
|
Пределы частот вращения шпинделя, об/мин
|
40…2000
|
|
Габариты станка: длина, ширина, высота, мм
|
1470х1975х1940
|
|
Масса станка, кг
|
2360
|
Краткая техническая характеристика
вертикально-фрезерного станка 6Р12:
|
Размеры стола, мм
|
320х1250
|
|
Перемещение стола, мм - продольное (X) - поперечное (Y) -
вертикальное (Z)
|
800 320 420
|
|
Угол поворота шпиндельной головки в продольной плоскости,
град
|
±45
|
|
Частота вращения основного шпинделя, об/мин
|
31,5…1600
|
|
Конус основного шпинделя
|
50
|
|
Подача стола, мм/мин: - продольная (X) - поперечная (Y) -
вертикальная (Z)
|
12,5…1600 12,5…1600 4,1…430
|
|
Быстрый ход, мм/мин: - продольный (X) 4000 - поперечный
(Y) 4000 - вертикальный (Z) 1330
|
4000 4000 1330
|
|
Мощность основного шпинделя, кВт
|
7,5
|
|
Габариты станка, мм
|
2280х1965х2265
|
|
Масса
станка, кг
|
3250
|
Краткая техническая характеристика отрезного станка
8Г642:
|
Наибольший диаметр заготовки, мм
|
160
|
|
Длина отрезаемой заготовки наибольшая, мм
|
1500
|
|
Диаметр пилы, мм
|
510
|
|
Min частота вращения шпинделя об/м
|
3,78
|
|
Max частота вращения шпинделя, об/м
|
21
|
|
Мощность, кВт
|
45
|
|
Габариты станка (Д_Ш_В), мм
|
2545х2270х1680
|
|
Масса станка с выносным оборудованием, кг
|
4180
|
2.4 Расчет режимов резания
2.4.1 Расчет режимов резания для
операции наружного продольного точения
Расчет выполнен по материалам изложенным в
литературном источнике [4].
Назначение припуска на обработку:
При
 для детали и
для детали и  для
заготовки, получаем припуск
для
заготовки, получаем припуск 
)  - черновое точение;
- черновое точение;
)  - получистовое точение.
- получистовое точение.
Назначение подачи на оборот:

Значения
показателей степени zS, xS и коэффициентов CS, Kм зависят
от вида обрабатываемого материала и этапа обработки.
) 
) 
Материал инструмента Т15К6
 -коэффициент,
характеризующий марку инструментального материала,
-коэффициент,
характеризующий марку инструментального материала,
коэффициент,
характеризующий механические свойства обрабатываемого материала;
СHS
= 59;S = 0,77;
коэффициент,
который учитывает геометрические параметры резца в плане, где e - угол при вершине резца, град; j - главный угол в
плане, град.
e =60, j = 90°;

коэффициент,
который учитывает жесткость заготовки и способ ее крепления на станке, где L -
длина заготовки, мм; D - диаметр обрабатываемой поверхности, мм.
Сж
= 1,10;
D = 106 мм;
L = 225 мм;
 к = 1 - поправочный коэффициент характеризует состояние
поверхности заготовки (для заготовок без корки Kк = 1);
к = 1 - поправочный коэффициент характеризует состояние
поверхности заготовки (для заготовок без корки Kк = 1);
 -
поправочный коэффициент, который характеризует прочность режущей части резца,
где h - толщина твердосплавной пластины,
-
поправочный коэффициент, который характеризует прочность режущей части резца,
где h - толщина твердосплавной пластины,
) 
2) 
1) 
) 
Принимаем:
1) 
) 
Назначение скорости резания:
Скорость резания v, м/мин, может быть рассчитана по
формуле:
Сv = 478; Xv = 0.15; Yv = 0.4.
 -
поправочный коэффициент, который учитывает заданный период стойкости,
-
поправочный коэффициент, который учитывает заданный период стойкости,

поправочный
коэффициент, который учитывает свойства обрабатываемого материала,
CHB
= 1000, nv = 1.3, 
поправочный
коэффициент, который учитывает геометрические параметры резца в плане;

) 
) 
Так как инструментальный материал - Т15К6, примем
скорость резания наиболее предпочтительную (из курса «Теория резания»):

Частота
вращения шпинделя:
Частоту
вращения шпинделя n, об/мин, определяют по формуле:
 ,
,
где
D в мм, v в м/мин, n в об/мин
Назначим

Произведем
корректировку скорости с учетом изменений.
)  ,где D в мм, v в м/мин, n в об/мин
,где D в мм, v в м/мин, n в об/мин
) 
Определение элементов нормирования
Основное технологическое (машинное) время to, мин, рассчитывают по формуле

L = lз + l1 + lвр + lп= 80
+2+0+ 0 = 82 мм

) 
) 
Количество заготовок, обработанных за период стойкости
Штучное
время обработки

Kобсл = 0,035; Kотд = 0,06; e = 0,56; tсм = 0,5 мин
2.4.2 Расчет режимов резания для
операции сверления
Расчет выполнен по материалам изложенным в
литературном источнике [3].
Выбор вила сверла для заданной детали
Обработка детали производится на универсальном
токарно-винторезном станке 1Н65, заготовкой является пруток квадратного
сечения, тип производства - единичный (10 шт). Для обработки отверстия диметром
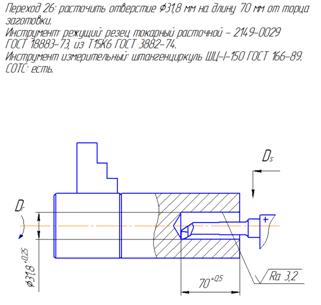
32мм, рекомендуется использование следующих инструментов (табл. 7.2; 1):
сверло №1 диаметром 15мм;
сверло №2 - 30мм;
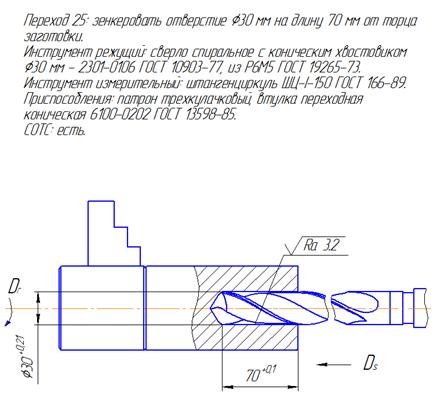
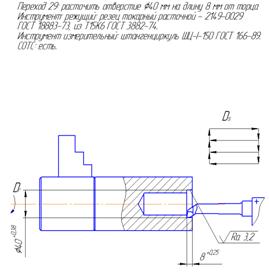
зенкер - 31,75мм;
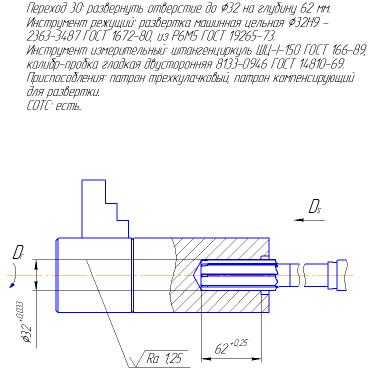
развертка черновая - 32мм.
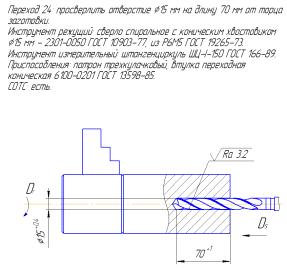
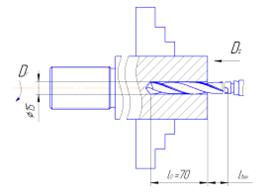
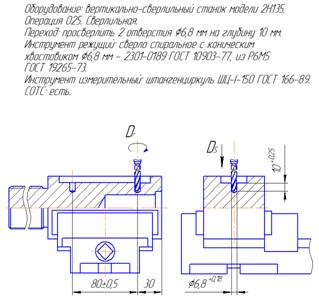
Произведём расчёт спирального сверла для обработки
глухого отверстия диаметром 15 мм и глубиной 70 мм.
Для обработки отверстия применим спиральное сверло из
быстрорежущей стали Р6М5 точности B с нормальной длиной режущей части и
коническим хвостовиком.
Хвостовик целесообразно сделать коническим, поскольку
конические поверхности, хорошо центрируются, хорошо передают момент резания,
обладают самоторможением и широко применяются.
Расчет диаметра сверла
Для
обработки отверстия назначаем сверло №1 диаметром  .
.
Глубину
обрабатываемого отверстия назначим  .
.
Выбор инструментального материала
сверла
Для заданной детали и глухого отверстия выбирается
сверло составной конструкции, хвостовик соединяется с рабочей частью методом
контактной сварки, для экономии инструментального материала.
Режущая часть выполняется из быстрорежущей стали Р6М5
ГОСТ 19265-73, скорость резания низкая, так как операция осуществляется на
токарно-винторезном станке сверлом из быстрорежущей стали.
Выбор геометрических параметров
режущей части сверла. Вид заточки
Обрабатываемый
материал - сталь Ст3, ( ). Для ее обработки [табл. 3.1, 1] назначается
нормальная заточка режущей части.
). Для ее обработки [табл. 3.1, 1] назначается
нормальная заточка режущей части.
По
табличным данным [табл.3.4, 1], для сверла диаметром 15мм угол подъема винтовой
канавки ω = 28,5°.
По
справочным данным [с.374, 2], для сверления конструкционной стали
быстрорежущими сверлами угол в плане 2φ = 118°; задний угол α =
12°;угол наклона перемычки равен Ψ = 40°…60°, принимаем Ψ = 55°.
Передний
угол γ получается автоматически при заточке сверла, он
зависит от угла наклона стружечной канавки ω и главного угла в плане φ. Вспомогательный угол в плане φ1 задается
обратной конусностью на рабочей части сверла в пределах 0,04..0,10 мм на 100 мм
длины для сверл диаметром св. 10 до 18 мм. [с.15, табл.5, 1].
Расчет длины стружечной канавки
Определим длину стружечной канавки lк. Для
решения этой задачи записывается общая длина стружечной канавки, как сумма
отдельных элементов режущей части сверла:
 , где:
, где:
lв - длина выхода сверла из отверстия,о
- глубина сверления,
lкон - длина кондукторной втулки,вых
- длина выхода сверла.
Для определения lк в данном случае формула
сводится к следующему виду:

 (
( -свободный выход стружки,
-свободный выход стружки,  выход фрезы)
выход фрезы)
 ;
;
 ;
;
Длина рабочей части сверла

Принимаем
l1 = 100 мм;
Положение
сварного шва:

Принимаем
lc = 94 мм;
Угол
наклона винтовой линии стружечных канавок  :
:

Ширина
зуба  :
:

Диаметр
сверла по спинке зуба  :
:

Ширина
ленточки  :
:

Диаметр
сердцевины  :
:

Выбор и расчет хвостовой части сверла
Выбор нормальных режимов сверления
Выбор значения подачи на оборот сверла:
So = 0,063 × KS × KHBS × KlS × K1S × d0,6,
где KS - коэффициент, учитывающий влияние
марки обрабатываемого материала;HBS и KlS - коэффициенты,
учитывающие соответственно влияние твердости обрабатываемого материала и
глубины отверстия lо, мм;1S - коэффициент,
характеризующий условия сверления: для «нормальных» условий сверления K1S
= 0,6.
KS =0,8;
KHBS = =
=  =
1,66;lS =
=
1,66;lS = =
= =0,88;
=0,88;
So = 0,063 × 0,8 ×1,66 ×0,6 ×0,88 ×150,6 = 0,224 мм/об.
Подачу на станке обеспечить вручную.
Назначение скорости резания для режима нормальной
интенсивности:

где
Т - заданная стойкость сверла, мин.
Т
= 6·d 0,7 = 6 ·15 0,7 = 39,9 минv = 0,75 -
поправочный коэффициент, характеризующий влияние марки обрабатываемого
материала;HBv =  =
=  = 1,46 -
поправочный коэффициент, характеризующий влияние твердости обрабатываемого
материала;lv =
= 1,46 -
поправочный коэффициент, характеризующий влияние твердости обрабатываемого
материала;lv = =
= = 0,78- поправочный коэффициент, характеризующий
длину (глубину) обрабатываемого отверстия;м = 1 - поправочный
коэффициент, характеризующий инструментальный материал сверла;п = 1
- поправочный коэффициент характеризует наличие износостойкого покрытия;т =
1 - поправочный коэффициент, характеризующий степень точности сверла;
= 0,78- поправочный коэффициент, характеризующий
длину (глубину) обрабатываемого отверстия;м = 1 - поправочный
коэффициент, характеризующий инструментальный материал сверла;п = 1
- поправочный коэффициент характеризует наличие износостойкого покрытия;т =
1 - поправочный коэффициент, характеризующий степень точности сверла;
 - этот
коэффициент характеризует длину рабочей части сверла,
- этот
коэффициент характеризует длину рабочей части сверла,
где
l1 = 15d 0,7 = 15 ·15 0,7 =99,85мм;
 = 0,96;ф
= 1 - поправочный коэффициент, характеризующий форму заточки режущей части
сверла;
= 0,96;ф
= 1 - поправочный коэффициент, характеризующий форму заточки режущей части
сверла;
 м/мин.
м/мин.
Определение
частоты вращения шпинделя:

 = 509.34 об/мин.
= 509.34 об/мин.
Принимаем:
n = 500 об/мин.
Фактическая
скорость резания:
 =
=  = 23,98 м/мин.
= 23,98 м/мин.
Определение
осевой составляющей силы резания Ро и эффективной мощности на
резание Nэ:
Осевая
составляющая силы резания Ро, Н, при сверлении стали определяется по
формуле:
 = 3464,2
Н.
= 3464,2
Н.
Мощность
Nэ, кВт, затрачиваемая на резание при сверлении стали, может быть
подсчитана по следующей формуле:
 =
1,04кВт.
=
1,04кВт.
Проверка
хвостовика по крутящему моменту
Момент,
предаваемый на хвостовик сверла:
 = 15,92
Нм.
= 15,92
Нм.
Для
нормальной работы сверла необходимо, чтобы момент сил трения  возникающих на поверхности хвостовика, передавал
крутящий момент
возникающих на поверхности хвостовика, передавал
крутящий момент  , необходимый для выполнения процесса резания, т.е.
, необходимый для выполнения процесса резания, т.е.  .
.
 - момент
трения на хвостовике.
- момент
трения на хвостовике.
Пусть
 , тогда
, тогда
где
Pо - действующая осевая сила, Pо = 3,46 кН;
μ = 0.3 - коэффициент трения покоя;ср -
средний диаметр конуса Морзе;
α морзе = 1,43° - угол конусности.[табл.23,
1]
Момент трения:

Выбираем конус Морзе №1
[табл.4, 1], исходя из известного dср, чтобы обеспечивалось условие:

Таким образом, используемый
хвостовик с конусом Морзе №1 способен передавать усилие резания при работе на
выбранных режимах.
Габаритный размер:

Обоснование
возможности использования стандартного сверла для выполнения операции сверление
|
РАСЧЕТНОЕ ЗНАЧЕНИЕ
|
ГОСТ
|
|
Длина стружечной канавки, мм
|
92,5
|
114
|
|
Длина рабочей части, мм
|
100
|
127
|
|
Положение сварного шва, мм
|
94
|
118
|
|
Габаритный размер, мм
|
175,5
|
212
|
|
Диаметр сердцевины, мм
|
2,15
|
2,25
|
|
Ширина ленточки, мм
|
1,37
|
1,50
|
|
Ширина зуба, мм
|
8,90
|
|
Диаметр сверла по спинке зуба, мм
|
13,91
|
13,9
|
|
Угол наклона стружечной канавки, °
|
29,61
|
29
|
Сверло 2301-0050 ГОСТ 10903-77 (Сверла спиральные с
коническим хвостовиком) устанавливает следующие конструктивные параметры сверла
d=15 мм:
Число переточек
Выбрав сверло по ГОСТ:




Полученное число переточек достаточно, чтобы
эффективно использовать ресурс сверла.
Вывод:
Можно выбрать стандартное сверло и у нас будет запас
под переточку. Небольшой разницей рассчитанного габаритного размера и ГОСТа
можно пренебречь. Поскольку ГОСТ не устанавливает форму заточки сверла, то она
остается прежней: нормальная заточка.
Геометрические параметры, в основном зависящие от
обрабатываемого материала и диаметра сверла, останутся прежними. Применяем
стандартное сверло по ГОСТ 10903-77.
2.4.3 Расчет режимов резания для
фрезерования шпоночной фрезой
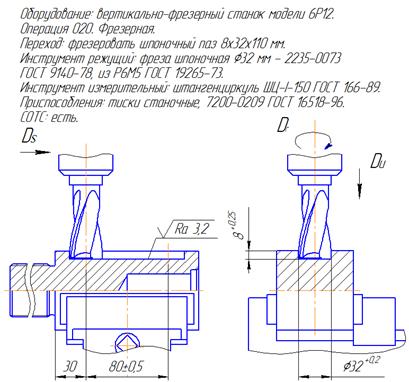
Расчет выполнен по материалам изложенным в
литературном источнике [4].
Выбор подачи на зуб фрезы
Подача на зуб фрезы Sz, мм/зуб, может быть рассчитана по
формуле:

CпS
= 0,0043;
z1 = 0,962;
m1 = 0,339;
u1 = 0,618;
 -
поправочный коэффициент, который характеризует твердость обрабатываемого
материала;
-
поправочный коэффициент, который характеризует твердость обрабатываемого
материала;
ClS = 432;
n1 = 1,135;
 ;
;
KиS = 1,0 -
поправочный коэффициент, который характеризует инструментальный материал;
 -
поправочный коэффициент, который характеризует жесткость фрезы;
-
поправочный коэффициент, который характеризует жесткость фрезы;
 мм/зуб.
мм/зуб.
Окончательно:
SПZ = 0,1 мм/зуб;
Sо = 0,2 мм/зуб

Выбор
скорости резания
Скорость
резания при обработке пазов подсчитывают по формуле:

Cпv = 4,82;
zп = 0,31;
uп = 0,07;
yп = 0,22;
Kмv = 1 - поправочный коэффициент, который учитывает группу
обрабатываемого материала;
поправочный
коэффициент, который учитывает твердость обрабатываемого материала;
CHBv = 1952;
n2 = 1,42;
Kиv
= 1 - поправочный коэффициент, который учитывает инструментальный материал;
 -
поправочный коэффициент, который учитывает принятый период стойкости фрезы
(нормативный период стойкости для фрез 60 мин);
-
поправочный коэффициент, который учитывает принятый период стойкости фрезы
(нормативный период стойкости для фрез 60 мин);
CTv =
5,78;
n3 = 0,436;
 = 0,97;
= 0,97;
Kкv = 1 -
поправочный коэффициент, который учитывает состояние обрабатываемой
поверхности;
 м/мин.
м/мин.
Определение частоты вращения шпинделя

Примем
n=350об/мин.
Мощность при фрезеровании
Эффективная мощность на резание Nэф, кВт, при обработке пазов может быть
рассчитана по формуле:

CпN = 0,086;
zпN = 0,51;
uпN = 0,95;
yпN = 0,52;
KмN = 0,8 -
поправочный коэффициент, который учитывает группу обрабатываемого материала;

поправочный
коэффициент, который учитывает твердость обрабатываемого материала;
CHBN
= 980;
n5 = 1,3;
 = 1,73;
= 1,73;
KиN = 1 -
поправочный коэффициент, который учитывает инструментальный материал;

поправочный
коэффициент, который учитывает принятый период стойкости фрезы;
CTN =
5,78;
n4 =0,436;
 = 0,97;
= 0,97;
KкN = 1 -
поправочный коэффициент, который учитывает состояние обрабатываемой
поверхности;
 = 0,31
кВт.
= 0,31
кВт.
Скорость подачи
Необходимая скорость подачи (минутная подача стола)
подсчитывается по формуле:
vs = Sz×z×nст, мм/мин.
vs =0,1×2×350=70мм/мин.
Определение основного технологического (машинного)
времени
Основное технологическое (машинное) время to, мин, равно
где
L- длина рабочего хода фрезы, мм, L= 2lп + lвр + lз + + lвых (lп - путь подвода фрезы и длина перебега на выходе
фрезы, lвр -
величина врезания фрезы, lз - длина
заготовки, lвых - путь
выхода фрезы).
Путь
подвода инструмента и длина перебега принимаются равными lп = 2…5 мм.
Для
фрезерования пазов: lвр = lвых
= 0,5D.= 2·2 + 0,5·25
+ 56 + 0,5·25 = 85 мм.
 = 1,21
мин.
= 1,21
мин.
2.4.4 Расчет режимов резания для
типовых операций
Дли дисковых пил скорость резания устанавливается в
м/мин. И выбирается из табличных значений (табл. 44 [2]).

Подача
 - так же приведена в таблице 43 [2].
- так же приведена в таблице 43 [2].


Частоту
вращения шпинделя n, об/мин, определяют по формуле:
 ,
,
Назначим
Произведем
корректировку скорости с учетом изменений.

Основное
время:
Выбор
подачи:
 - табл
34 [2].
- табл
34 [2].


Назначение
скорости резания:
 [табл.39,
с.286, 2]
[табл.39,
с.286, 2]

 [табл.40,
с.290, 2]
[табл.40,
с.290, 2]
Поправочный
коэффициент [табл.1-6, с.262, 2]






Частоту
вращения шпинделя n, об/мин, определяют по формуле:
 ,
,
Назначим
Произведем
корректировку скорости с учетом изменений.

Основное
время:
Припуск
и выбор подачи:
)
)

 [табл.11,
с.266, 2]
[табл.11,
с.266, 2]
Назначение
скорости резания:
 ,
принимаем
,
принимаем 
 [табл.17,
с.269, 2]
[табл.17,
с.269, 2]
Поправочный
коэффициент [табл.1-6, с.261, 2]

коэффициент,
учитывающий качество обрабатываемого материала.( Сталь Ст.3)

-
коэффициент, отражающий состояние поверхности заготовки.
-
коэффициент, учитывающий качество материала инструмента.

)
)

Так как инструментальный материал - Т15К6, примем
скорость резания наиболее предпочтительную (из курса «Теория резания»)»:

Частоту вращения шпинделя:
 ,
,
Произведем
корректировку скорости с учетом изменений:

Основное
время:

Припуск и выбор подачи:

 [табл.16,
с.269, 2]
[табл.16,
с.269, 2]
Назначение
скорости резания:
,
принимаем
 [табл.17,
с.269, 2]
[табл.17,
с.269, 2]
Поправочный
коэффициент [табл.1-6, с.261, 2]
коэффициент,
учитывающий качество обрабатываемого материала.( Сталь Ст.3)
-
коэффициент, отражающий состояние поверхности заготовки.
-
коэффициент, учитывающий качество материала инструмента.

Частоту
вращения шпинделя:
 ,
,
Произведем
корректировку скорости с учетом изменений:

Основное
время:
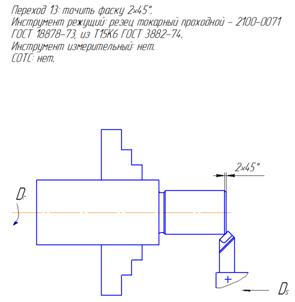
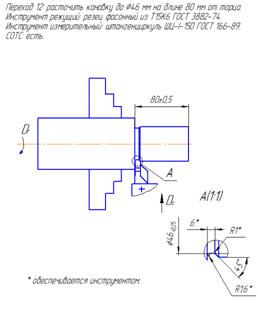
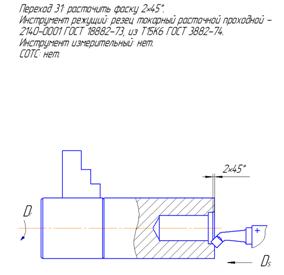
Подача при точении фаски - ручная. Скорость назначаем
предпочтительную для материала инструмента.


Назначим

Произведем
корректировку скорости с учетом изменений.

Основное
время:
деталь корпус патрон сверление
Выбор подачи
) t =
0.35 мм.
) t =
0.05 мм.
Принимаем

Назначение
скорости резания
Скорость
резания v, м/мин, может быть рассчитана по формуле:

 ;
;
 [табл.
49, стр. 296, 2]
[табл.
49, стр. 296, 2]
 - число
рабочих ходов [табл.45,46, с.294, 2]
- число
рабочих ходов [табл.45,46, с.294, 2]
Поправочный
коэффициент [табл.1-6, с.261, 2]
коэффициент,
учитывающий качество обрабатываемого материала.( Сталь Ст.3)
-
коэффициент, отражающий состояние поверхности заготовки.
-
коэффициент, учитывающий качество материала инструмента.

Выберем
оптимальную скорость резания для Т15К6 [табл.9, с.527, 6]

Частоту
вращения шпинделя n, об/мин, определяют по формуле:

Назначим

Произведем
корректировку скорости с учетом изменений.

Основное
время:
Режимы
такие же, как и в операции 015, переходах 1,2.
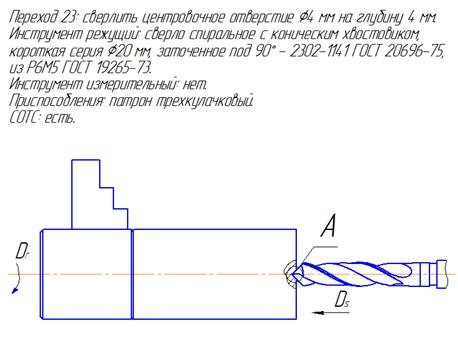
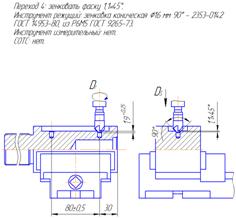
Данное центровочное сверло подобрано так, чтобы
перемычка сверла, для дальнейшего рассверливания попала в конусную часть
центровочного отверстия.
Выбор подачи
t = 4 мм.
 [табл.25,
с.277, 2]
[табл.25,
с.277, 2]
Принимаем
Назначение
скорости резания
Скорость
резания v, м/мин, может быть рассчитана по формуле:
 [табл.28,
с.278, 2]
[табл.28,
с.278, 2]
 [табл.30,
с.279, 2]
[табл.30,
с.279, 2]


коэффициент,
учитывающий качество обрабатываемого материала. ( Сталь Ст3);

 -
коэффициент, учитывающий глубину обрабатываемого отверстия
-
коэффициент, учитывающий глубину обрабатываемого отверстия
-
коэффициент, учитывающий качество материала инструмента. (Материал режущей
части- Р6М5)


Частоту
вращения шпинделя n, об/мин, определяют по формуле:

Назначим:
Произведем
корректировку скорости с учетом изменений.

Основное
время:

Выбор
подачи
t = 7,5 мм.

Назначение
скорости резания
Скорость
резания v, м/мин, может быть рассчитана по формуле:

 (табл.29
[2])
(табл.29
[2])
 (табл.30,
[2])
(табл.30,
[2])
коэффициент,
учитывающий качество обрабатываемого материала. ( Сталь Ст3)
 -
коэффициент, учитывающий глубину обрабатываемого отверстия
-
коэффициент, учитывающий глубину обрабатываемого отверстия
-
коэффициент, учитывающий качество материала инструмента. (Материал режущей
части- Р6М5)


Частоту
вращения шпинделя n, об/мин, определяют по формуле:
 ,
,
где
D в мм, v в м/мин, n в об/мин
Назначим
Произведем
корректировку скорости с учетом изменений.

Основное
технологическое (машинное) время:

Выбор
подачи
t = 0,9 мм.
 (табл.12,
[2])
(табл.12,
[2])
Принимаем
Назначение
скорости резания
Скорость
резания v, м/мин, может быть рассчитана по формуле:
 ,
принимаем
,
принимаем
 [табл.17,
с.269, 2]
[табл.17,
с.269, 2]
Поправочный
коэффициент [табл.1-6, с.263, 2]
коэффициент,
учитывающий качество обрабатываемого материала.( Сталь Ст3)

 -
коэффициент, отражающий состояние поверхности заготовки.
-
коэффициент, отражающий состояние поверхности заготовки.
-
коэффициент, учитывающий качество материала инструмента.


Так
как инструментальный материал - Т15К6, примем скорость резания наиболее
предпочтительную (из курса «Теория резания»):
Частоту
вращения шпинделя n, об/мин, определяют по формуле:

Назначим

Произведем
корректировку скорости с учетом изменений.

Основное
технологическое (машинное) время:
Выбор
подачи
)
t = 2 мм.
)
t = 1,5 мм.
)
t = 0,6 мм.
(табл.12,
[2])
Принимаем
Назначение
скорости резания
Скорость
резания v, м/мин, может быть рассчитана по формуле:
,
принимаем
[табл.17,
с.269, 2]
Поправочный
коэффициент [табл.1-6, с.263, 2]
коэффициент,
учитывающий качество обрабатываемого материала.( Сталь Ст3)
-
коэффициент, отражающий состояние поверхности заготовки.
-
коэффициент, учитывающий качество материала инструмента.
)
Так
как инструментальный материал - Т15К6, примем скорость резания наиболее
предпочтительную:
Частоту
вращения шпинделя n, об/мин, определяют по формуле:

Назначим

Произведем
корректировку скорости с учетом изменений.
) 
) 
) 
Основное технологическое (машинное) время:
1) 
) 
Выбор подачи
t=0,1 мм;
 (табл.27,
стр.278 [2])
(табл.27,
стр.278 [2])
Назначение
скорости резания
Скорость
резания v, м/мин, может быть рассчитана по формуле:
 (табл.29
[2])
(табл.29
[2])
 (табл.30,
[2])
(табл.30,
[2])
- коэффициент, учитывающий качество обрабатываемого
материала. ( Сталь Ст3).
-
коэффициент, учитывающий глубину обрабатываемого отверстия
-
коэффициент, учитывающий качество материала инструмента. (Материал режущей
части- Р6М5)


Частоту
вращения шпинделя n, об/мин, определяют по формуле:

Назначим
Произведем
корректировку скорости с учетом изменений.

Основное
технологическое (машинное) время to, мин, рассчитывают по формуле
Выбор подачи
t = 0,9 мм.
 (табл.12,
[2])
(табл.12,
[2])
Принимаем
Назначение
скорости резания
Скорость
резания v, м/мин, может быть рассчитана по формуле:
,
принимаем
[табл.17,
с.269, 2]
Поправочный
коэффициент [табл.1-6, с.263, 2]
коэффициент,
учитывающий качество обрабатываемого материала.( Сталь Ст3)
-
коэффициент, отражающий состояние поверхности заготовки.
-
коэффициент, учитывающий качество материала инструмента.

Так
как инструментальный материал - Т15К6, примем скорость резания наиболее
предпочтительную (из курса «Теория резания»):
Частоту
вращения шпинделя n, об/мин, определяют по формуле:

Назначим
Произведем
корректировку скорости с учетом изменений.
Основное
технологическое (машинное) время:
Выбор
подачи
t = 3,4 мм.
 [табл.25,
с.277, 2]
[табл.25,
с.277, 2]
Принимаем
Назначение
скорости резания
Скорость
резания v, м/мин, может быть рассчитана по формуле:
[табл.28,
с.278, 2]
 [табл.30,
с.279, 2]
[табл.30,
с.279, 2]
коэффициент,
учитывающий качество обрабатываемого материала. ( Сталь Ст3);
 -
коэффициент, учитывающий глубину обрабатываемого отверстия
-
коэффициент, учитывающий глубину обрабатываемого отверстия
-
коэффициент, учитывающий качество материала инструмента. (Материал режущей
части- Р6М5)

Частоту
вращения шпинделя n, об/мин, определяют по формуле:

Назначим:

Произведем
корректировку скорости с учетом изменений.

Основное время:

Выбор
подачи
t = 1,1;
 [табл.25,
с.277, 2] ;
[табл.25,
с.277, 2] ;
Назначение
скорости резания
Скорость
резания v, м/мин, может быть рассчитана по формуле:
 [табл.28,
с.278, 2]
[табл.28,
с.278, 2]
[табл.30,
с.279, 2]
- коэффициент, учитывающий качество обрабатываемого
материала. ( Сталь Ст3);
-
коэффициент, учитывающий глубину обрабатываемого отверстия
-
коэффициент, учитывающий качество материала инструмента. (Материал режущей
части- Р6М5)
Частоту
вращения шпинделя n, об/мин, определяют по формуле:

Назначим:
Произведем
корректировку скорости с учетом изменений.

Основное
время:

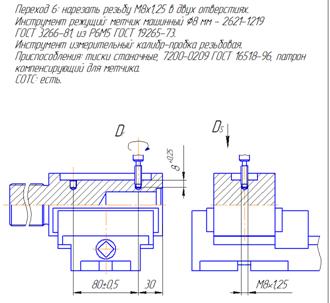
Метчики работают с самоподачей равной шагу резьбы
Выбор скорости резания

Поправочный коэффициент [табл.1-6, 2]

коэффициент,
учитывающий качество обрабатываемого материала.
 -
коэффициент, отражающий состояние поверхности заготовки.
-
коэффициент, отражающий состояние поверхности заготовки.
-
коэффициент, учитывающий качество материала инструмента.

Произведем
корректировку скорости с учетом изменений.

Основное
технологическое (машинное) время to, мин, рассчитывают по формуле

Выбор подачи
t = 8 мм.
 - подача
на зуб [табл.34, с.283, 2];
- подача
на зуб [табл.34, с.283, 2];


Назначение
скорости резания
Скорость
резания v, м/мин, может быть рассчитана по формуле:
 ,
принимаем
,
принимаем  [табл.40, с.290, 2];
[табл.40, с.290, 2];
 , [2]
, [2]
Поправочный
коэффициент [2]

коэффициент,
учитывающий качество обрабатываемого материала.( Сталь Ст3)

-
коэффициент, отражающий состояние поверхности заготовки. (Прокат).
-
коэффициент, учитывающий качество материала инструмента. (Материал режущей
части- Р6М5)


Частоту
вращения шпинделя n, об/мин, определяют по формуле:

Назначим
Произведем
корректировку скорости с учетом изменений.

Основное
технологическое (машинное) время to, мин, рассчитывают по формуле

3. Инструментальные материалы
Большая часть инструментов в данном курсовом проекте
изготовлена из быстрорежущей стали Р6М5 по ГОСТ 9265-73.
Это связано с тем, что быстрорежущие стали обладают
высоким сопротивлением разрушению, твердостью и красностойкостью.
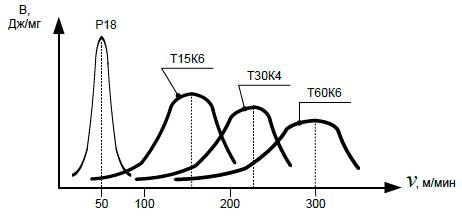
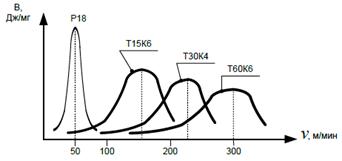
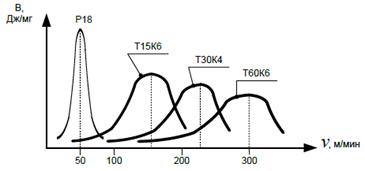
Для резцов используются пластинки из твердого сплава
Т15К6 по ГОСТ 3882-74. Дело в том, что за счет наличия в структуре тугоплавких
карбидов, твёрдосплавный инструмент обладает высокой твёрдостью (HRC 73-76),
теплостойкостью (800-1000 °C) и износостойкостью, поэтому ими можно работать со
скоростями, в несколько раз превышающими скорости резания для быстрорежущих
сталей.
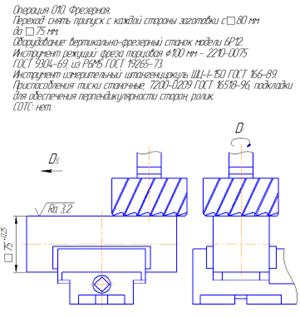
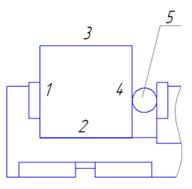
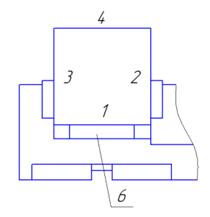
4. Закрепление прямоугольного
бруска при фрезеровании
Схема закрепления взята из литературного источника
[5].
При обработке поверхности 1, поверхность 4 должна
опираться на направляющую поверхность тисков или на подкладку 6.

Во втором переходе заготовку устанавливают
обработанной поверхностью 1 к неподвижной губке тисков и прижимают к ней либо
непосредственно подвижной губкой, либо через кусок металла 5 круглого сечения в
центре губок (это исключает возможный перекос заготовки при закреплении). В
такой позиции фрезеруется поверхность 2, смежная с базовой поверхностью 1.
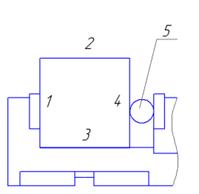
Второй и третий переходы обеспечивают получение
прямого угла между поверхностями 1 и 2, 1 и 3.
В последнем переходе базой служит все та же
поверхность 1. Брусок устанавливают этой поверхностью на подкладку 6 и перед
окончательным закреплением в тисках выверяют, контролируя параллельность
базовой поверхности 1 столу.
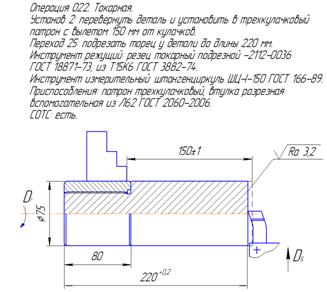
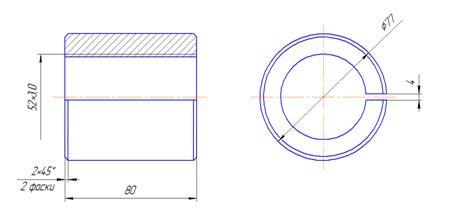
5. Приспособление
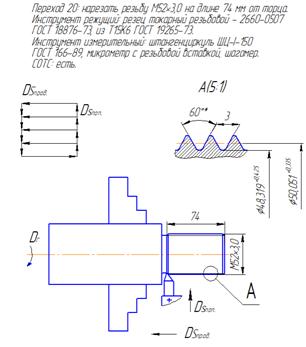
После нарезания резьбы М52х3.0 на цилиндре, появляется
возможность использования трехкулачкового патрона. Для этого спроектирована
специальная вспомогательная разрезная втулка с внутренней резьбой М52х3.0.
Материал втулки - Л62 ГОСТ 2060-2006.
Список используемой литературы
1. «Справочник технолога-машиностроителя». В 2-х Т. Т.1 Под ред.
А.М. Дальского, А.Г. Косиловой, Р.К. Мещерякова, А.Г. Суслова. - 4-е изд.,
исправленное. - М.: Машиностроение, 1986.
. «Справочник технолога-машиностроителя». В 2-х Т. Т.2 Под ред.
А.М. Дальского, А.Г. Косиловой, Р.К. Мещерякова, А.Г. Суслова. - 4-е изд.,
исправленное. - М.: Машиностроение, 1968.
. «Проектирование и применение спиральных свёрл», Н.П. Малевский,
Б.Д. Даниленко, Москва 2000г.
. «Выбор режимов резания». Б.Д. Даниленко, Н.Н. Зубков, под
редакцией В.С. Булошникова, Москва 2005г.
. «Справочник молодого фрезеровщика». В.Л. Косовский - 2-е изд.,
переработанное и дополненное. Москва, 1992г.
. «Краткий справочник металлиста». А.Е. Древаль, Е.А. Скороходов -
4-е изд., переработанное и дополненное. Москва, 2005г.