Шлифовальные станки
Министерство образования Российской
Федерации
Санкт-Петербургский государственный
политехнический университет
Институт металлургии, машиностроения
и транспорта
Кафедра Станкостроения
Курсовая работа по предмету «Развитие
станкостроения»
Тема: Шлифовальные станки
Студент гр.33323/20:
Дударев С.Б.
Преподаватель:
Прокопенко В.А.
Санкт-Петербург 2014
Оглавление
1. Шлифование,
определение, назначение
2. Основные схемы
шлифования
3. Оборудование и
инструменты
3.1
Классификация шлифовальных станков
3.1.1 Обработка заготовок на
круглошлифовальных станках
3.1.2 Обработка заготовок на
в внутришлифовальных станках
3.1.3 Бесцентрово-шлифовальные
станки
3.1.4 Плоскошлифовальные
станки
3.1.5 Притирочные станки
3.1.6 Хонинговальные станки
3.1.7 Станки для
суперфиниширования
3.2 Шлифовальные круги
3.2.1 Абразивные материалы
3.2.2 Связка шлифовального
круга
3.2.3 Твердость абразивного
инструмента
3.2.4 Форма
и маркировка шлифовальных кругов
3.3 Смазочно-охлаждающие
жидкости
4. Способы повышения
эффективности процесса шлифования
4.1 Скоростное шлифование
4.2 Силовое
шлифование
4.3
Автоматизация
Список
литературы
1. Шлифование, определение, назначение
Шлифование - один из прогрессивных методов обработки металлов резанием.
При шлифовании припуск на обработку срезают абразивными инструментами -
шлифовальными кругами. Шлифовальный круг представляет собой пористое тело,
состоящее из большого числа абразивных зерен, скрепленных между собой связкой.
Между зернами круга и связкой расположены поры. Материалы высокой твердости, из
которых образованы зерна шлифовального круга, называют абразивными.
Шлифование состоит в том, что шлифовальный круг, вращаясь вокруг своей
оси, снимает тонкий слой металла (стружку) вершинами абразивных зерен,
расположенных на режущих поверхностях шлифовального круга (периферия круга).
Число абразивных зерен, расположенных на периферии круга, очень велико; у
кругов средних размеров оно достигает десятков и сотен тысяч штук. Таким
образом, при шлифовании стружка снимается огромным числом беспорядочно
расположенных режущих зерен неправильной формы, что приводит к очень сильному
измельчению стружки и большому расходу энергии.
Режущая поверхность шлифовального круга состоит из множества абразивных
зерен, расположенных на его поверхности на некотором расстоянии друг от друга и
выступающих на различную высоту. Этим объясняется то, что не все абразивные
зерна работают одинаково.
Абразивное зерно, вращаясь с очень большой скоростью (90 м/с и более),
срезает металл с поверхности заготовки, следовательно шлифование необходимо
рассматривать как сверхскоростное резание (царапанье) поверхностных слоев
заготовки большим числом мельчайших шлифующих зерен (резцов), соединенных в
круге с помощью связки. Полученная таким образом шлифованная поверхность представляет
собой совокупность шлифовочных рисок, оставляемых вершинами абразивных зерен
круга. Образование каждой шлифовочной риски происходит в результате
последовательного внедрения режущей кромки зерна в обрабатываемую поверхность.
2.
2. Основные схемы шлифования
Формы деталей современных машин представляют собой сочетание наружных и
внутренних плоских, круговых цилиндрических и круговых конических поверхностей.
Другие поверхности встречаются реже. В соответствии с формами
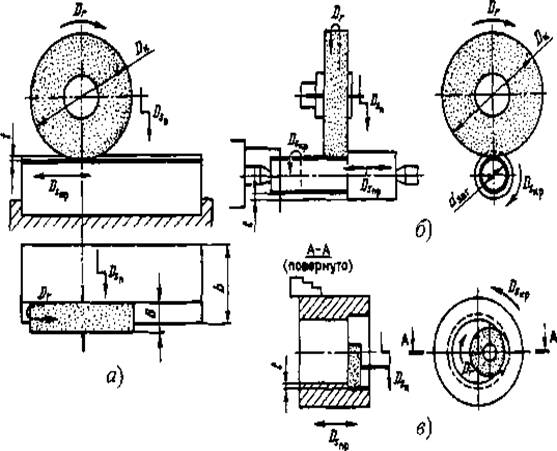
Рис.1 Основные схемы шлифования
деталей машин наиболее распространены схемы шлифования, приведенные на
рис. 1
Для всех технологических способов шлифовальной обработки главным
движением резания  (м/с) является вращение круга. При плоском шлифовании
возвратно-поступательное перемещение заготовки необходимо для обеспечения
продольной подачи
(м/с) является вращение круга. При плоском шлифовании
возвратно-поступательное перемещение заготовки необходимо для обеспечения
продольной подачи  (м/мин) (рис.1, а). Для обработки поверхности на всю ширину
b
(м/мин) (рис.1, а). Для обработки поверхности на всю ширину
b
Заготовка или круг должны иметь движение поперечной подачи  . Это движение происходит прерывисто
(периодически) при крайних положениях заготовки в конце продольного хода.
Периодически происходит и движение подачи
. Это движение происходит прерывисто
(периодически) при крайних положениях заготовки в конце продольного хода.
Периодически происходит и движение подачи  на глубину резания. Это перемещение
осуществляется также в крайних положениях заготовки, но в конце поперечного
хода.
на глубину резания. Это перемещение
осуществляется также в крайних положениях заготовки, но в конце поперечного
хода.
При круглом шлифовании (рис. 1, б) движение продольной подачи
обеспечивается возвратно-поступательным перемещением заготовки. Подача (мм/об.заг.) соответствует осевому
перемещению заготовки за один ее оборот. Вращение заготовки является движением
круговой подачи.
Подача  (мм/дв.ход или мм/ход) на глубину резания для приведенной
схемы обработки происходит при крайних положениях заготовки. Движения,
осуществляемые при внутреннем шлифовании, показаны на рис. 1, в.
(мм/дв.ход или мм/ход) на глубину резания для приведенной
схемы обработки происходит при крайних положениях заготовки. Движения,
осуществляемые при внутреннем шлифовании, показаны на рис. 1, в.
В автоматизированных шлифовальных станках цикл работы станка включает
периодический вывод круга из зоны шлифования, его автоматическую правку и
перемещение круга к изделию на величину снятого при правке слоя абразива.
Предусматривают также автоматическую установку заготовок в зажимные устройства
и удаление готовых деталей.
3. Оборудование и инструменты
3.1 Классификация шлифовальных станков
Металлорежущие станки, предназначенные для обработки заготовок
абразивными инструментами, составляют группу - шлифовальные станки.
Шлифовальные станки обеспечивают шестой и седьмой квалитеты ИСО. При обычном
шлифовании достигают параметра шероховатости поверхности Ra=1,25 0,32 мкм, при точном шлифовании Ra=0,380,08 мкм, а при отдельных операциях Ra=0,080,02 мкм.
0,32 мкм, при точном шлифовании Ra=0,380,08 мкм, а при отдельных операциях Ra=0,080,02 мкм.
По классификатору ЭНИМС предусмотрено разделение всех металлорежущих
станков на 9 групп. Группы делят на типы, а типы по размерам станков или
обрабатываемых заготовок.
Группа станков с абразивным инструментом обозначена цифрой 3 (первая
цифра в обозначении модели). Вторая цифра указывает тип станка:
- круглошлифовальные станки (3161);
- внутришлифовальные станки (3228);
- обдирочношлифовальные станки (332);
- специализированные шлифовальные станки, например, шлицешлифовальные
(3451);
- не предусмотрено;
- заточные (364);
- плоскошлифовальные с прямоугольным (371) или круглым (3756) столом;
- притирочные и полировальные станки (3816);
- разные станки, работающие с применением абразивного инструмента (395).
Когда необходимо указать, что рассматриваемая конструкция станка
усовершенствована, то есть принадлежит к новому поколению станков, то в
условное обозначение вводят букву А (3А64).
Кроме станков, изготовляемых серийно, станкостроительные заводы выпускают
много специальных станков; обозначают их, как правило, условными заводскими
номерами.
Например, внутришлифовальный автомат ЛЗ-242 изготовлен на Ленинградском
станкостроительном заводе им. Ильича (ЛЗ) под номером 242. Указанный шифр
станка не дает конкретных сведений о нем, следовательно, необходима
дополнительная информация.
Металлорежущие станки, в том числе станки шлифовальной группы, делят на
универсальные, специализированные и специальные.
Отечественная станкостроительная промышленность изготовляет
металлорежущие станки пяти классов точности; Н - нормальной, П - повышенной, В
- высокой, А - особо высокой, С - особо точной.
Набольшее применение в промышленности нашли шлифовальные станки
повышенной и нормальной точности. Соотношение между показателями точности при
переходе от одного класса к другому для большинства станков принято по
геометрическому ряду со знаменателем 1,6. Например, допускается осевое биение
шпиндельной бабки круглошлифовальных станков 4.0, 2.5, 1.6, 1.0 мкм для классов
точности соответственно П, В, А, С. Высокую точность станков обеспечивают изготовлением
основных деталей с высокой степенью точности, а также резким уменьшением
тепловых деформаций станка путем выноса из станка части гидропривода, системы
смазывания и охлаждения, резкого сокращения его вибраций путем динамической
балансировки электродвигателя, планшайб, шкивов, а так же конструктивным
изменениям отдельных элементов станка.
3.1.1 Обработка заготовок на круглошлифовальных станках
Конструкция круглошлифовальных станков и их компоновка подчиняются
основным схемам шлифования. Кругло-шлифовальный станок состоит из следующих
основных узлов (рис. 2): станины 1, стола 2, передней бабки 3 с коробкой
скоростей, шлифовальной бабки 4, задней бабки 5, привода стола 6. Эти станки
разделяют на простые, универсальные и врезные. На универсальных станках каждую
из бабок можно повернуть на определенный угол вокруг вертикальной оси и
закрепить для последующей работы. Простые станки снабжены неповоротными
бабками. У врезных станков отсутствует продольное движение подачи стола, а
процесс шлифования ведется по всей длине заготовки широким шлифовальным кругом
с движением поперечной подачи.
Возвратно-поступательное перемещение стола для движения продольной подачи
производят с помощью гидроцилиндра и поршня. Движение круговой подачи  . , заготовки обеспечивает
специальный электродвигатель. Шлифовальный круг вращается с помощью
клиноременной передачи.
. , заготовки обеспечивает
специальный электродвигатель. Шлифовальный круг вращается с помощью
клиноременной передачи.
Рис. 2. Круглошлифовальный станок
Когда круг износится диаметр его уменьшится, используют другую пару
шкивов, и скорость движения резания увеличится.
Скорость вращения заготовки при шлифовании в зависимости от ее диаметра
назначается от 10 до 50 м/мин, скорость вращения шлифовального круга составляет
у многих станков 30 м/с, а при использовании более прочных кругов достигает 50
... 60 м/с. Продольная, поперечная подачи, глубина резания устанавливаются в
зависимости от способов шлифования.
Наибольшее распространение получили методы шлифования на центрах. Для
повышения точности обработки центры устанавливают неподвижно. Движение круговой
подачи заготовки обеспечивается за счет поводкового устройства. Возможно
консольное закрепление заготовок в кулачковых патронах.
Круглое шлифование цилиндрических поверхностей может быть выполнено по
одной из четырех схем (рис. 3).
Рис. 3. Схемы обработки на круглошлифовальных станках
При шлифовании с продольной подачей (рис. 3, а) заготовка вращается
равномерно ( .) и совершает возвратно-поступательные движения (). В конце каждого хода заготовки
шлифовальный круг автоматически перемещается на
.) и совершает возвратно-поступательные движения (). В конце каждого хода заготовки
шлифовальный круг автоматически перемещается на  , и при следующем ходе срезается
новый слой металла определенной глубины, пока не будет достигнут необходимый
размер детали.
, и при следующем ходе срезается
новый слой металла определенной глубины, пока не будет достигнут необходимый
размер детали.
Рис. 4. Схемы шлифования конических поверхностей
Производительный способ обработки - врезное шлифование (рис. 3, б)
- применяют при обработке жестких заготовок в тех случаях, когда ширина
шлифуемого участка может быть перекрыта шириной шлифовального круга. Круг
перемещается с постоянной скоростью движения подачи (мм/об. заг.) до достижения
необходимого размера детали. Этот же метод используют при шлифовании фасонных
поверхностей и кольцевых канавок. Шлифовальный круг заправляют в соответствии с
формой поверхности или канавки.
Глубинным шлифованием (рис. 3, в) за один проход снимают слой
материала на всю необходимую глубину. На шлифовальном круге формируют
конический участок длиной 8 ... 12 мм. В ходе шлифования конический участок
удаляет основную часть срезаемого слоя, а цилиндрический участок зачищает
обработанную поверхность. Движение поперечной подачи отсутствует.
Шлифование уступами (рис. 3, г) - это сочетание методов,
представленных на рис. 3, а, б. Процесс шлифования состоит из двух
этапов. На первом этапе шлифуют врезанием с движением подачи , передвигая периодически стол на
0,8 ... 0,9 ширины круга (показано штриховой линией). На втором этапе делают
несколько ходов с движением продольной подачи для зачистки поверхности при
выключенном движении подачи .
Во многих случаях на деталях необходимо обеспечить правильное взаимное
расположение цилиндрических и плоских (торцовых) поверхностей. Для выполнения
этого условия шлифовальный круг заправляют по схеме на рис. 3, д и
поворачивают на определенный угол. Шлифуют коническими участками круга.
Цилиндрическую поверхность шлифуют аналогично схеме на рис. 3, а с
периодическим движением подачи на глубину резания. Обработка торцовой
поверхности детали заканчивается чаще всего с подачей вручную или при плавном
подводе заготовки к кругу.
Наружные конические поверхности шлифуют по двум основным схемам. При
обработке заготовок на центрах (рис. 4, а) верхнюю часть стола поворачивают
вместе с центрами на угол а так, что положение образующей конической
поверхности совпадает с направлением движения продольной подачи. Далее шлифуют
по аналогии с обработкой цилиндрических поверхностей.
При шлифовании с консольным закреплением заготовок (рис. 4, б) на
угол а (половина угла конуса) поворачивается передняя бабка.
При измерении размеров шлифуемых поверхностей приходится останавливать
станок, что связано со значительной затратой времени. В современной практике
широко используют контрольные устройства, измеряющие размеры обрабатываемых
поверхностей в процессе шлифования активный контроль.
3.1.2 Обработка заготовок на в внутришлифовальных станках
Внутреннее шлифование применяют для получения высокой точности отверстий
на заготовках, как правило, прошедших термическую обработку. Возможно
шлифование сквозных, несквозных (глухих), конических и фасонных отверстий.
Диаметр шлифовального круга составляет 0,7 ... 0,9 диаметра шлифуемого
отверстия. Кругу сообщают высокую частоту вращения: она тем выше, чем меньше
диаметр круга.
На рис. 5, а приведена схема шлифования с закреплением заготовки в
кулачковом патроне. На внутришлифовальных станках также обрабатывают и
внутренние торцовые поверхности. Внутренние фасонные поверхности шлифуют
специально заправленным кругом методом врезания.
Внутренние конические поверхности шлифуют с поворотом передней бабки так,
чтобы образующая конуса расположилась вдоль направления продольной подачи.
Заготовки больших размеров и массы шлифовать описанными выше методами
нерационально. В этих случаях применяют планетарное шлифование (рис. 5, б).
Заготовку закрепляют на столе станка неподвижно. Шлифовальный круг вращается
вокруг своей оси, а также вокруг оси отверстия, что аналогично движению
круговой подачи (положение круга, совершившего в планетарном движении
пол-оборота, показано штриховой линией). Планетарным шлифованием можно
обрабатывать внутренние фасонные и торцовые поверхности, а также отверстия,
положения которых определенным образом связаны друг с другом (например, на
деталях типа корпусов).
Рис. 5. Схемы обработки на внутришлифовальных станках
При внутреннем шлифовании поверхностей отверстий малых диаметров (в
несколько миллиметров) станки снабжают специальными быстроходными шпинделями.
Частота вращения круга доходит до 300 000 1/мин.
3.1.3 Бесцентрово-шлифовальные станки
На бесцентрово-шлифовальных станках можно шлифовать наружные и внутренние
поверхности цилиндрических деталей, не имеющих центровых отверстий. Схема
шлифования на бесцентрово-круглошлифовальном станке наружной поверхности детали
с продольной подачей на проход приведена на рис.5. Деталь 3, поддерживаемая
опорной призмой 4, располагается между двумя кругами 1 и 2, из которых Рис.5.
Схемы шлифования на шлифовальный 1 снимает припуск с бесцентрово-шлифовальном
станке заготовки, а ведущий круг 2 сообщает заготовке вращение (круговую
подачу) и продольное перемещение (осевую подачу). Продольная подача сообщается
шлифуемой заготовке ведущим кругом в результате установки его под некоторым
углом а к оси шлифовального круга или при наклоне опорной призмы на угол а.
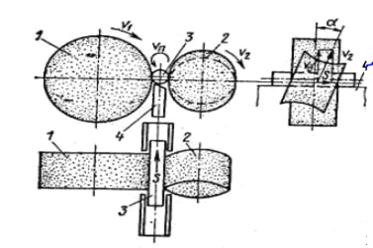
Рис. 5. Схемы обработки на бесцентрово-шлифовальных станках
При обдирочном шлифовании угол α - 1.5 ... 6°, а при чистовом а = 0,5
... 1,5°. В обоих случаях продольную подачу определяют, как произведение
окружной скорости ведущего круга и 2 на синус угла наклона а оси круга или
призмы:
 =
=  sinα .
sinα .
Для обеспечения цилиндричности ось шлифуемой заготовки должна быть выше
центров шлифовального и ведущего кругов примерно на
,15 -0,25 диаметра детали, но не более чем на 10-12 мм (во избежание
вибрации).
При шлифовании по методу врезания оси шлифовального и ведущего кругов
устанавливают параллельно друг другу. Деталь, опирающаяся на призму, только
вращается (осевая подача отсутствует), а поперечная подача на толщину
срезаемого слоя производится перемещением ведущего или шлифующего круга в
направлении, перпендикулярном к оси обрабатываемой заготовки, точным ходовым
винтом.
Рис. 6. Схемы расположения линии центров
Для шлифования наружных поверхностей выпускают универсальные и специальные
бесцентрово-шлифовальные станки. В зависимости от расположения линии центров
кругов бесцентрово-шлифовальные станки бывают с горизонтальным расположением
линии центров (рис. 6, а) применяемым в большинстве станков средних и
малых моделей; с наклонным расположением линии центров (рис. 6, б),
применяемым в станках крупных моделей, предназначенных для обработки
крупногабаритных деталей, а также при обдирочной обработке (угол наклона линии
центров в этих станках обычно равен 30°); с вертикальным расположением линии
центров (рис. 6, в). Эти станки получили ограниченное применение.
Бывают с горизонтальным расположением линии центров (рис. 6, а),
применяемым в большинстве станков средних и малых моделей; с наклонным
расположением линии центров (рис. 6, б), применяемым в станках крупных моделей,
предназначенных для обработки крупногабаритных деталей, а также при обдирочной
обработке (угол наклона линии центров в этих станках обычно равен 30°); с
вертикальным расположением линии центров (рис.6, в). Эти станки получили
ограниченное применение.
В зависимости от способа поперечной подачи бесцентрово-шлифовальные
станки бывают с перемещением ведущего круга и суппорта с опорной призмой
относительно неподвижно закрепленной на станке шлифовальной бабки; с
перемещением суппорта с опорной призмой и шлифующего круга по отношению к
неподвижно закрепленной на станине бабке ведущего круга; с перемещением
шлифующего и ведущего кругов относительно неподвижно закрепленного на станке
суппорта с опорной призмой; подача на толщину срезаемого слоя и компенсация
изнашивания шлифовального круга в этом случае осуществляются перемещением
шлифовальной бабки; бабка ведущего круга подается только при наладке на новый
размер детали.
По конструкции привода ведущего круга различают станки со ступенчатым и с
бесступенчатым регулированием частоты вращения ведущего круга. По методу
базирования детали (рис.7) различают станки с базированием на призме и на
башмаках. Базирование на башмаках получило распространение при шлифовании
роликовых дорожек подшипниковых колец.
Рис. 7 Схемы базирования детали: а - на опорной призме; б -
на башмаках; 1 - шлифовальный круг; 2 - деталь; 3 - ведущий круг; 4 - опорная
призма; 5 - башмаки
3.1.4 Плоскошлифовальные станки
В зависимости от конструкции различают следующие типы плоско-шлифовальных
станков: с горизонтальным шпинделем, прямоугольным столом и крестовым
суппортом; с горизонтальным шпинделем и прямо-угольным столом общего
назначения; с вертикальным шпинделем и прямоугольным столом; с горизонтальным
шпинделем и круглым столом; с вертикальным шпинделем и выдвижным круглым
столом; с вертикальным шпинделем и круглым столом непрерывного действия;
продольно-шлифовальные одностоечные с подвижным столом и с подвижкой стойкой;
продольно-шлифовальные двухстоечные; двусторонние торцешлифовальные с
горизонтальным шпинделем; двусторонние торцешлифовальные с вертикальным
шпинделем.
Плоскошлифовальные стайки с горизонтальным шпинделем, прямоугольным
столом и крестовым суппортом предназначены для шлифования поверхностей
периферией круга. В пределах, допускаемых кожухом круга, возможно шлифование
торцовых поверхностей. Эти станки применяют в основном в инструментальном
производстве. В станках этой гаммы предусмотрено 14 моделей, отличающихся размерами
обрабатываемых деталей и классом точности выпускаемых станков; три модели для
профильного шлифования и шесть моделей с ЧПУ; базовой моделью является ЗЕ711В.
К конструктивным особенностям станков этой гаммы, обеспечивающим
повышение жесткости соединений и увеличение точности и долговечности станка,
относится применение направляющих качения крестового суппорта, стола и
шлифовальной бабки. Шпиндель шлифовального круга смонтирован на Шпиндель
шлифовального круга смонтирован на высокоточных подшипниках качения, что
обеспечивает высокую жесткость, малую мощность вспомогательного хода,
незначительный нагрев и малые температурные деформации инерционных сил,
действующих на суппорт в момент реверса стола, он имеет жесткую направляющую,
собранную с предварительным натягом.
Эти станки оснащены широким комплексом приспособлений, что расширяет их
технологические возможности. Отдельные модификации станков этой группы
предназначены для профильного шлифования (ЗЕ711В-1). Для этого в станке
предусмотрены механизмы отсчета поперечных и вертикальных перемещений и
механизмы фиксации стола и суппорта. В станке 3Е721В-1 для глубинного
шлифования предусмотрена также малая скорость перемещения стола (от 0,01
м/мин).
Плоскошлифовальные станки с прямоугольным столом общего назначения
выпускают с горизонтальными и вертикальными шпинделями.
По сравнению со станками с крестовым суппортом станки этой группы имеют
повышенную жесткость, оснащены шлифовальными кругами больших размеров и
электродвигателями большой мощности. Эти станки обеспечивают высокую
производительность и достаточно высокую точность обработки.
По степени автоматизации станки этого типа выпускают в двух исполнениях,
неавтоматизированные и полуавтоматы с приборами активного контроля. В гамму
этих станков входят 10 моделей с горизонтальным; шпинделем, являющихся
базовыми, три модели с ЧПУ и восемь моделей с вертикальным шпинделем, из них
одна модель с ЧПУ. В станках гаммы принята следующая компоновка (рис. 8). На
тумбе, расположенной в центре станка и отлитой за одно целое со станиной 1,
закреплена колонна 3, представляющая собой жесткую литую раму с проемом в
средней части, по обе стороны проема расположены вертикальные направляющие по
которым перемещается каретка 2, имеющая горизонтальные направляющие для
поперечного (ручного или гидравлического) перемещения шлифовальной бабки.