Токарно-револьверные станки
Сибирская
Государственная Геодезическая Академия
Контрольная
работа
Дисциплина:
Машины и оборудование
Тема:
«Токарно-револьверные станки»
Выполнила Пушкарева Ю.В
Карасук
2013
План
Введение
.
Состав и краткая техническая характеристика токарно-револьверного станка
.
Область применения токарно-револьверных станков
Заключение
Список
используемой литературы
Введение
Целью моей работы является изучение устройства и
принципа работы токарно-револьверных станков. На сегодня токарно-револьверные
станки являются распространенными производственными машинами, предназначенными
для механической обработки заготовок из металла режущими инструментами. Путем
снятия стружки заготовкам придается требуемая форма, размеры и чистота
поверхности. На электромашиностроительных заводах механическая обработка
занимает значительное место в общем процессе изготовления электрической машины
в условиях крупносерийного и массового производства.
Развитие вычислительной техники позволило
создать высокопроизводительные металлорежущие станки с программным управлением,
в том числе с автоматической сменой инструмента.
Для металлорежущего оборудования характерно
быстрое расширение сферы применения числового программного управления с
использованием микропроцессорной техники.
Электрооборудование металлорежущих станков
постоянно совершенствуется благодаря использованию более новых электрических
аппаратов управления, защиты, преобразователей, полупроводниковых приборов и
элементов.
1. Состав и краткая техническая
характеристика токарно-револьверного станка
Токарно-револьверные станки предназначены для
обработки деталей из прутков или штучных заготовок. На них возможно выполнение
почти всех видов токарных работ.
Детали, подлежащие обработке на
токарно-револьверных станках, имеют несколько обрабатываемых поверхностей, что
определяет необходимость много инструментальной наладки.
Токарно-револьверные станки снабжены
устройствами для сокращения вспомогательного времени при выполнении операции:
командо-аппаратами или упорами, которые осуществляют автоматическое
переключение частот вращения шпинделя и подач, устройством для поворота
револьверной головки и т. д.
Токарно-револьверные станки разделяют на две
группы: с вертикальной осью вращения револьверной головки и с горизонтальной
осью вращения револьверной головки.
Токарно-револьверные станки с горизонтальной
осью револьверной головки применяют главным образом при обработке деталей из
прутка, а также штучных заготовок небольшого размера. Станки имеют револьверную
головку барабанного типа, ось вращения которой параллельна оси шпинделя и
смещена относительно ее. Револьверная головка имеет продольную и поперечную
(круговую) подачи, поэтому подобные станки не имеют поперечного суппорта. На
станке можно производить много инструментальную наладку для точения, сверления,
растачивания, зенкерования, развертывания, нарезания резьбы и других операций.
Особенностью станка является наличие командо-аппарата с шестнадцатью кулачками,
которые при движении или повороте револьверной головки действуют на конечные
выключатели, управляют электромагнитными муфтами.
Командо - аппарат служит для предварительного
набора и автоматического управления частотами вращения шпинделя, подачами
револьверной головки и периодическим поворотом ее в нужную позицию по заданной
программе. Кроме того, станок имеет гидравлический механизм подачи и зажима
прутка, копировальную линейку для обработки конических поверхностей и
резьбонарезное устройство.
Отличительной чертой структуры
токарно-револьверных станков есть присутствие поворотной, изредка линейно
перемещаемой револьверной головки, в которой находятся нужные для обработки
комплекты инструментов в необходимой последовательности Местонахождение оси
поворота револьверной головки 4 определяет компоновку токарно-револьверных
станков: с горизонтальной осью и вертикальной осью револьверной головки.
Суппорты, которые сообщают инструменту движение
подачи 3 и 5 передвигаются по направляющим 6 станины, шпиндельная бабка 2
крепится на станине 7. Поддон 10 используется для сбора стружки. Рукоятки
управления находятся на фартуках 8 и 9.
- коробка подач; 2 - шпиндельная бабка; 3 -
поперечный суппорт; 4 - револьверная головка; 5- продольный суппорт; 6 - направляющая;
7- станина; 8, 9 - фартуки поперечного и продольного суппортов; 10 - поддон; 11
- упор.
На токарно-револьверном станке можно сразу
производить обработку инструментами, которые закреплены в поперечном суппорте 3
и в револьверной головке 4, что дает возможность повысить производительность с
помощью параллельной обработки плоскостей несколькими инструментами. Увеличению
рентабельности и производительности станков содействует его начальная настройка
на обработку заданной заготовки и последующая работа по упорам 11.
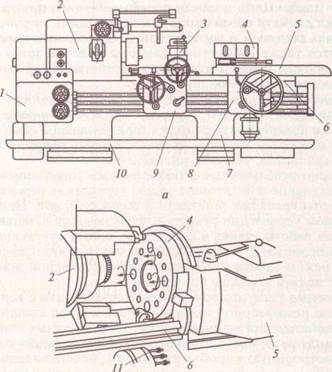
Схема: Токарно-револьверный станок
Виды токарно-револьверных станков. По форме
револьверные головки делятся на призматические и цилиндрические (чаще всего
шестью гранями). После каждого рабочего хода револьверная головка
поворачивается, и рабочую позицию занимает следующий режущий инструмент или
группа инструментов, которые расположены на специальной оправке.
Главными параметрами токарно-револьверных
станков есть максимальный диаметр обрабатываемого прутка и максимальный диаметр
обрабатываемой плоскости штучной заготовки над суппортом и над станиной. К
основным параметрам включают также габаритные размеры рабочей зоны станка,
которые определяют максимальную длину обрабатываемой детали, и скоростные
характеристики.
2. Область применения
токарно-револьверных станков
токарный револьверный станок головка
Токарно-револьверные станки применяются в
серийном производстве для обработки деталей из прутка или из штучных заготовок.
На этих станках можно выполнять все основные токарные операции.
Револьверные станки отличаются от
токарно-винторезных тем, что не имеют задней бабки и ходового винта, а имеют
револьверную головку, в гнездах которой может быть установлен разнообразный
инструмент, при наличии специальных комбинированных державок можно в одном
гнезде головки закрепить несколько инструментов. Заготовки зажимаются патронами
или специальными цанговыми зажимными устройствами револьверная головка может
поворачиваться вокруг своей оси , и тогда инструмент последовательно подводится
к детали, обрабатывая ее за несколько переходов. Инструмент крепится также и в
резцедержателе поперечного суппорта. Применение токарно-револьверных станков
считается рациональным в том случае, если по технологическому процессу
обработки детали требуется большое количество режущего инструмента.
К преимуществам токарно-револьверных станков, по
сравнению с токарными относятся: возможность сокращения машинного времени за
счет применения многорезцовых державок и одновременной обработки детали инструментом,
установленным на револьверной головке и поперечном суппорте, а также
сравнительно малые затраты времени за счет предварительной настройки станка на
обработку детали многими инструментами.
Токарно-револьверные станки в зависимости от
вида обрабатываемых заготовок бывают прутковые или патронные. Обычно станки
малого размера - прутковые, а среднего размера могут быть как прутковые так и
патронные. Крупные револьверные станки обычно выпускаются патронными. Все эти
станки делятся на станки с вертикальной и горизонтальной осью вращения
револьверной головки. Револьверные головки бывают призматические и
цилиндрические. Головки призматической формы обычно имеют вертикальную ось и
шесть граней с гнездами. Головки цилиндрической формы делают с горизонтальной осью
вращения с расположением горизонтальной оси головки параллельно или
перпендикулярно оси шпинделя станка.
Кроме универсальных токарно-револьверных станков
широкое применение получили токарно-револьверные станки с программным
управлением. Оно обеспечивает возможность более быстрой переналадки станка. По
виду управления станки с программным управлением делят на станки с системами
циклового программного управления и станки с системами числового программного
управления. Цикловые системы ПУ обеспечивают управление последовательностью
перемещений суппорта с инструментом, выбором и переключением частоты вращения
шпинделя и подач суппорта, включением и отключением охлаждающей жидкости,
поворотом револьверной головки. В этих системах геометрия детали и ее размеры устанавливают
с помощью путевых упоров, кулачков, копиров. Последовательность перемещений и
других команд задают соответствующей установкой штекеров и переключателей.
Цикловые системы ПУ применяют при обработке ступенчатых валов с прямолинейным
профилем.
Заключение
Кроме характерных для станков этого типа видов
обработки: точения, расточки, сверления, зенкерования, отрезки при применении
специальных приспособлениях можно производить нарезание резьбы резцом по эталонному
винту, обтачивать пологие и длинные конусы и т.д.
Список используемой литературы
Н.Н.
Чернов. «Металлорежущие станки». Машиностроение, 1988г - 415с
В.И.
Анурьев «Справочник конструктора - машиностроителя». Машиностроение, 1978г.
А.И.
Долгих. «Слесарные работы» Москва. АЛЬФА-М. ИНФРА-М. 2007г.-528с.
Г.Д.
Пекелис «Технология ремонта металлорежущих станков» Машиностроение, 1976г.-
320с.