Токарний верстат
Введення
Практично жодне сучасне
виробництво, в продукції якого використовуються вироби з металу, не може
обійтися без ділянки, на якій проводиться його механообрабока. Це загальна
назва цілого ряду процесів, де кінцевою метою є отримання металевих виробів
заданої форми і розміру Механообробка є базовим процесом для багатьох сучасних
промислових виробництв, таких як автомобілебудування, машинобудування, різні
виробництва електроніки, тобто вся сучасна промисловість, де при виготовленні
кінцевого продукту застосовується метал. У даному випадку метал і його
складові, готові вузли, комплектуючі і деталі, а також різні заготовки стають
готовим продуктом.
Механообробка - складний
технологічний процес, в який залучено безліч спеціального обладнання, а також
виробничих стадій, послідовне проходження яких, дозволяє отримувати з
неформовані і непідготовленого сировини готову продукцію. Механообробка металу
затребувана на нових етапах виробництва і стає при цьому частиною
високотехнологічного продукту. В даний час існує маса способів і методів
механообробки, кожен з яких має свої позитивні і негативні аспекти, і які
можуть застосовуватися при певних потребах замовника, якому потрібні оброблені
металовироби
Під механообробкою прийнято вважати
насамперед, фрезерні та токарні роботи. На фрезерних верстатах здійснюється
різання обертається фрезою заготовок встановлених на столі, а на токарних -
зняття матеріалу з обертових елементів заготовки різцем. Існують і універсальні
верстати, що поєднують функції обох названих верстатів. Крім цього,
металообробка виробляється способами свердління й розточування заготовок.
1. Аналіз об’єкта
.1 Класифікація
верстатів
Токарні верстати
складають найбільш численну групу металорізальних верстатів і є дуже
різноманітними за розмірами і за типами.
Основними розмірними
характеристиками токарних верстатів є:
найбільший допустимий
діаметр оброблюваної деталі над станиною,
більш часто цей розмір
висловлюють висотою центрів над станиною, що характеризує найбільший допустимий
радіус (полудіаметр) оброблюваної деталі над станиною;
відстань між центрами,
т.е. відстань, дорівнює найбільшій довжині деталі, яка може бути встановлена на
даному верстаті при зміщенні задньої бабки в крайнє праве положення (без
звішування) при висунутій до відмови пінолі.
Всі токарні верстати по
висоті центрів можуть бути розділені на три групи:
дрібні верстати - з
висотою центрів до 150 мм;
середні верстати - з
висотою центрів 150-300 мм;
великі верстати - з
висотою центрів понад 300 мм.
Дрібні верстати мають
відстань між центрами не більше 750 мм, середні - 750, 1000 і 1500 мм, великі -
від 1500 мм і вище. Найбільше поширення на машинобудівних заводах мають середні
токарські верстати.
За токарні верстати
розрізняють за кількома типами.
Токарно-гвинторізні
верстати, призначені для виконання всіх основних токарних робіт, включаючи
нарізування різьблень різцем за допомогою ходового гвинта. ці верстати мають
найширше розповсюдження. Токарні верстати, що не мають ходового гвинта,
застосовувані для виконання різноманітних токарних робіт, за винятком
нарізування різьби різцем.
До верстатів токарної
групи відносяться також лобові і карусельні верстати.
Лобові верстати,
забезпечені планшайбою великого діаметру (до 2 м і більше), служать для
обточування великих деталей малої довжини - шківів, маховиків, великих кілець і
т.д.
Карусельні верстати
мають вертикальну вісь обертання і, отже, горизонтальну поверхню планшайби
(столу). Застосовуються вони для обробки деталей великого діаметру і малої
довжини.
При обробці великих
партій деталей, які по конструкції допускають одночасну обробку декількома
різцями, застосовують так звані багаторізцові токарні верстати.
При виготовленні великих
партій деталей, що мають в більшості випадків осьові отвори, токарне оброблення
проводиться зазвичай на револьверних верстатах.
В умовах великосерійного
і масового виробництва револьверні верстати витісняються більш продуктивними
токарськими автоматами і напівавтоматами.
Крім того, в
машинобудуванні застосовують різні спеціальні токарні верстати, призначені для
обробки якого-небудь певного роду деталей - колінчастих валів, прокатних
валиків, паровозних і вагонних осей, бандажів і коліс, кулачкових валиків і
т.д.
Токарні верстати кожного
типу залежно від розмірів оброблюваних деталей і особливостей конструкції окремих
вузлів та елементів розрізняються за моделями. Кожній моделі верстата присвоєно
певний шифр, наприклад 1616, 1А62, 1К62 і т. Модель верстата позначається
трьома або чотирма цифрами з додаванням в деяких випадках букв. Наприклад, в
позначенні токарно - гвинторізного верстата моделі 1К62 цифра 1 означає групу
токарних верстатів, цифра 6 - тип верстата (отже, до цього типу належить і
токарно - гвинторізний верстат), буква К - модернізацію верстата, цифра 2 -
висоту центрів (дм) літера.
У даному курсовому проекті буде розглянуто
токарно-гвинторізний верстат 1К62.
1.2 Опис технологічного процесу та вузлів токарно-гвинторізного
верстата моделі 1К62
Токарні роботи - одні з
найбільш затребуваних видів послуг у сфері металообробки. Така металообробка
являє собою оброблення виробів шляхом різання. Деталь обертається навколо осі,
а інструмент, нерухомо закріплений, оснащений пластинами, виготовленими зі
швидкорізальної сталі або твердосплавними пластинами, зрізуючими шар металу з
заготівлі, яка обертається. Параметрами, якими можна охарактеризувати токарні
вироби, які пройшли токарну обробку, є шорсткість і точність розмірів. Від
того, які висунуті межі параметрів, токарної роботою по металу забезпечується
чистова, тонка або чорнова обробка.
Токарні вироби бувають
найрізноманітнішими, серед яких найбільш розповсюджені вали, корпуси, осі,
шайби, гвинти, втулки, гайки, заготовки зірочок і шестерень і інші тіла
обертання
Основними операціями,
які можна виконати методом обробки деталей на токарному верстаті описуються
нижче.
Точіння зовнішніх та внутрішніх поверхонь, рисунок 1.

Рисунок - Точіння зовнішніх та
внутрішніх поверхонь
Розточування зовнішніх
та внутрішніх циліндричних поверхонь виконують прохідними та розточувальними
різцями, закріпленими в різцетримчі верстата, з поздовжньою подачею.
- підрізання торців та обробка площин, рисунок 2.
Рисунок 2 - Підрізання торців та обробка площин
Підрізання торців
заготовки виконують перед обточуванням зовнішніх поверхонь. Торці підрізають
підрізними різцями з поперечною подачею до центру або від центру заготовки.
Прорізання канавок та
одрізка заготовок, рисунок 3.
Рисунок 3 - Прорізання
канавок та одрізка заготовок
Точіння канавок
виконують з поперечною подачею Канавочні або фасонними різцями, у яких довжина
головної різальної крайки дорівнює ширині проточуємо канавки Широкі канавки
проточують тими ж різцями спочатку з поперечною, а потім з поздовжньою подачею.
Відрізку оброблених деталей виконують відрізними різцями з поперечною подачею
Нарізання внутрішньої і
зовнішньої кріпильних різьб мітчиком і плашкою, рисунок 4
Рисунок 4 - Нарізання різцем
кріпильної і ходової різьблень
Нарізування різьби на
токарно-гвинторізних верстатах виконують різцями, мітчиками і плашками. Форма
різальних крайок різців визначається профілем і розмірами поперечного перерізу
нарізають різьблень. Різець встановлюють на верстаті за шаблоном. Різьбу
нарізують з поздовжньою подачею різця Sпр. При нарізуванні різьби
поздовжній супорт отримує поступальний рух від ходового гвинта. Це необхідно
для того, щоб різець отримував рівномірний поступальний рух, що забезпечує
сталість кроку нарізати різьблення.
Свердління, зенкування,
зенкування і розгортання отворів, рисунок 5.

Рисунок 5 - Свердління отворів
Обробку отворів у валах
виконують відповідними інструментами, що закріплюються в пінолі задньої бабки.
Ці всі та багато інших
засобів обробки можна використовувати на токарно-гвинторізному верстаті 1К62.
Загальний вигляд та основні частини зображені на рисунку 6.
А - передня бабка; Б -
супорт; В-задня бабка; Г - станина;
Д - фартух; Є - гітара;
Рисунок 6 - Загальний
вигляд токарно-гвинторізного верстата 1К62
Станина служить для
з'єднання частин верстата в єдину функціональну систему. Більшість частин
верстата закріплена постійно на станині, деякі можна пересувати. До станини
прикріплена зубчаста рейка, завдяки якій відбувається рух поздовжньої подачі.
Найвідповідальнішими елементами станини є напрямні; по ним пересувається
супорт, задня бабка та допоміжні вузли. Нижня частина станини має корито для
збирання стружки та емульсії.
Передня бабака
призначена для закріплення оброблюваної заготовки та надання останній різних
частот обертання. Передня бабка складається з литого корпуса й коробки швидкостей,
останній порожнистий вал якої називається шпинделем. На кінці шпинделя
закріплений пристрій для захисту заготовки. Частота обертання шпинделя
регулюється степеневою коробкою швидкостей
Задня бабка
використовується для підтримування за допомогою центра 5 (рисунок 6) правого
кінця довгої заготовки, а також для закріплення в конічному отворі пінолі 6
інструмента для оброблення отворів і здійснення руху подачі цього інструмента;
бічне зміщення корпуса задньої бабки дає змогу обточувати конуси. Піноль пересувають
за допомогою гвинтової передачі обертанням маховика 7. Задню бабку можна
з'єднувати спеціальним замком 4 із супортом для здійснення механічної подачі за
рахунок руху супорта.
Коробка подач служить
для ступеневого регулювання поздовжніх і поперечних подач. Вона закріплена на
станині нижче від передньої бабки. Коробку подач приводить в рух ходовий гвинт
11 або ходовий валик 10.
Ходовий гвинт
використовують під час нарізування різі за допомогою різця; ходовий валик
застосовують для звичайних поздовжніх і поперечних полозок.
Супорт призначений для
переміщення закріпленого в різцетримачі інструмента. Завдяки хрестоподібному
розташуванню полозок для поздовжнього і поперечного руху можна виконувати
поздовжню і поперечну подачі, а також точне позиціювання інструмента. Супорт
складається з литої каретки, що перебуває на напрямних станини, поперечних 2 і
верхніх 3 полозок.
Фартух має механізми для
перетворення обертального руху маховичка 9, ходового гвинта чи ходового валика
в поступальний рух поздовжньої або поперечної подач. У фартусі є також
механізми реверсу поздовжньої та поперечної подач. Гітара кінематично з'єднує
шпиндель з коробкою подач. Переставляючи місцями зубчасті колеса гітари,
змінюють значення передавального відношення між шпинделем і коробкою подач.
Кінематична схема
токарно-гвинторізного верстата 1К62 зображена на рисунку 7.
Рисунок 7 - Кінематична
схема токарно-гвинторізного верстата 1К62
Головним рухом у
верстаті є обертання шпинделя, яке він отримує від електродвигуна через
клиноременну передачу зі шківами і коробку передач. На її приймальному валу
встановлено двосторонній багатодискова фрикційна муфта. Для отримання прямого
обертання шпинделя муфту зміщують вліво і привід обертання здійснюється за кінематичного
ланцюга - зубчастих коліс на шпиндель верстата. Перемикаючи блоки коліс, можна
отримати 23 варіанту значень частот обертання шпинделя реверсування шпинделя
виконують переміщенням муфти вправо.
Механізм подачі включає
в себе гвинторізний, поздовжньої і поперечної ланцюги подачі, ланцюг
прискорених переміщень супорта. Обертання вхідного вала коробки подач
передається від коробки швидкостей через гітару змінних шестерень і далі по
кінематичної ланцюжку коробки передач на ходової вал мул гвинт. Обертальний
рух, валу або гвинта, у фартусі перетвориться в поступальний рух супорт вздовж
направляючих або поперек залежно від того яка та з чотирьох муфт включена,
механізмом перемикання подач розташованого в корпусі фартуха. Для здійснення
прискореного (установчого) переміщення супорта ходовому валу повідомляється
швидке обертання від окремого електродвигуна через клиноременну передачу.
Механізм подачі супорта через коробку подач при цьому можна не вимикати, так як
у ланцюга приводу ходового валу встановлена муфта обгону. За допомогою
гвинтових пар можна вручну переміщати різцеві санчата і піноль задньої бабки.
1.3 Вимоги до
електроприводу та автоматики
Як правило, механізм
головного руху працює в довготривалому режимі з постійним навантаженням. Отже
мінімальна потужність двигуна в цьому випадку повинна бути вибрана рівною або
більше номінальної потужності верстату, що визначається по найбільшій
потужності різання, номінальна потужність двигуна допоміжних приводів
визначається умовами перевантаження.
Для виконання основних функцій
застосовують асинхронні двигуни трифазного змінного струму з короткозамкненим
ротором і двигуни постійного струму.
Кожен електродвигун
розрахований на певну найбільше навантаження, при якій він може працювати
тривалий час. При цьому навантаженні електродвигун володіє нормальною
потужністю, розвиває нормальний крутний момент, має нормальну частоту
обертання, споживає нормальну силу струму.
До системи керування
верстатом пред'являються такі вимоги:
швидкість управління,
тобто на операцію управління має затрачатися тим менше часу, чим частіше вона
проводиться;
точність системи
управління, яка встановлюється в залежності від призначення системи і
виконуваної нею функції;
безпека і зручність
керування досягається розташуванням органів управління в легкодоступних місцях,
щоб робітникові не доводилося багато ходити біля верстата.
Для найбільш повного
використання ріжучого інструменту верстата, обробка виробів повинна проводитися
при так званій економічно вигідною (оптимальної) швидкості різання, яка при
роботі верстата з відповідною подачею і глибиною різання повинна забезпечити
обробку деталі з необхідною точністю і чистотою поверхні при мінімальних
приведених питомих витратах на обробку; продуктивність. При цьому буде дещо
нижче найбільш можливою.
Раціональне використання
верстата вимагає зміни частоти обертання шпинделя при зміні технологічних
факторів.
Привід подачі
виконується за допомогою зміни передавального числа коробки передач.
Регулювальні властивості
механізмів верстатів, характеризуються такими показниками:
діапазон регулювання;
плавне регулювання;
економічність
регулювання;
стабільність роботи
Регулювання проводиться
шляхом перемикання шестерень коробки швидкостей за допомогою електромагнітних
муфт. Електромагнітні муфти дозволяють перемикати швидкості і подачі під час
роботи верстата як вхолосту, так і під навантаженням.
2. Вибір двигуна
головного приводу верстата
Початкові данні для
розрахунку мають значення N=3; T=85 хв; d=145 мм; d1=132 мм; d2=119 мм; d3=103 мм; L1=700 мм; L2=104 мм; L3=82 мм; S1=0,9 мм/оберт; S2=0,9 мм/оберт; S3=0,8 мм/оберт; Сv =110; Xv=0,17;
Yv=0,33; m=0,12; Cf=140; Xf=0,55; Yf=0,65; ηн=0,79; t0=0,48.
Розрахунок потужності
електродвигуна фрезерного верстата виконується методом еквівалентної
потужності. Еквівалентна потужність розраховується з урахуванням передбачених
потребами виробництва форм та розмірів деталей.
Визначимо глибину
різання
де di - діаметр
до переходу;
di+1
- діаметр після переходу.



Визначимо
швидкість різання на кожному переході
 м/хв,
м/хв,
де Сv -
коефіцієнт, що залежить від матеріалу що обробляється, типу фрези, виду
обробки, Сv
=110;
Т - стійкість
фрези, Т=85 хв; - подача на зуб фрези мм/оберт;- глибина різання, мм;, Yv, Xv, m -
показник ступеня для визначення швидкості різання, що залежить від матеріалу що
обробляється, виду обробки.
 м/хв,
м/хв,
 м/хв,
м/хв,
 м/хв.
м/хв.
Визначаємо число
обертів шпинделя на кожному переході
 об/хв,
об/хв,
де Vi - швидкість
різання на кожному переході.
di
- діаметр деталі на кожному переході.
 об/хв,
об/хв,
 об/хв,
об/хв,
 об/хв,
об/хв,
Розраховані числа
обертів коректуються у відповідності до швидкостей що може забезпечити даний
станок.
У відповідності
до можливостей станка приймаємо найближче дійсне значення
nд1=125
об/хв,
nд2=125
об/хв.
nд3=160
об/хв
Визначаємо дійсне значення швидкості різання на кожному переході
 ,
,
 м/хв,
м/хв,
 м/хв,
м/хв,
 м/хв.
м/хв.
Визначаємо
зусилля різання на кожному переході
 Н,
Н,
де Cf,
Xf, Yf, - коефіцієнти та показники ступеня для визначення
зусилля різання, Cf,=140, Xf=0,55, Yf=0,65.
 Н,
Н,
 Н,
Н,
 Н.
Н.
Визначаємо
потужності різання на кожному переході
 кВт,
кВт,
де Fi - зусилля
на кожному переході;
Vді - дійсна швидкість різання на
кожному переході.
 кВт,
кВт,
 кВт,
кВт,
 кВт,
кВт,
Розраховуємо
коефіцієнти загрузни на кожному переході
 ,
,
де Рімах
- максимальна потужність, Рімах=Р1=3,214 кВт.
 ,
,
 ,
,
 ,
,
Визначаємо
коефіцієнти постійних та змінних втрат
 ,
,
b
- змінні втрати;
ηн - номінальний КПД верстату, ηн=0,79.
 .
.
Для практичних
розрахунків можна прийняти що

КПД верстата на
кожному переході визначається як
 .
.
 ,
,
 ,
,
 .
.
Визначаємо дійсні
потужності на валу електродвигуна на кожному переході
 кВт.
кВт.
 кВт,
кВт,
 кВт,
кВт,
 кВт.
кВт.
Двигуни головних
приводів фрезерних верстатів, як правило працюють у довгочасному режимі зі
змінним навантаженням, у періоди пауз від мережі не вимикаються.
Потужність під час
пауз визначається як
 кВт,
кВт,
де Рдмах
- максимальна дійсна потужність, Рдмах=Рд3= кВт.
кВт.
 =0,649 кВт,
=0,649 кВт,
Визначаємо
машинний час роботи на кожному переході
 хв,
хв,
 хв,
хв,
 хв,
хв,
 хв.
хв.
По результатам
розрахунків будуємо навантажувальну діаграму
Рдi =
f(tMi), за якою визначаємо еквівалентну потужність електродвигуна за
циклом роботи.
Діаграма
приведена на рисунку 8
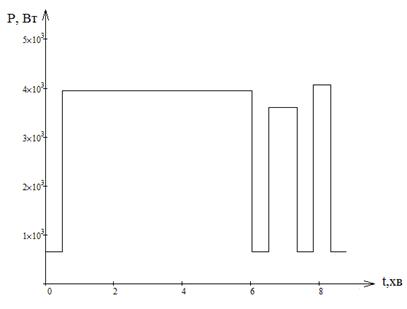
Рисунок 8 -
Навантажувальна діаграма
Визначаємо
еквіваленту потужність
 ,
,
 кВт.
кВт.
Обираємо двигун з
умови Рном≥ Рекв.
Параметри двигуна
АИР 100L4 у
приведені у таблиці 1.
Таблиця 1 -
Параметри двигуна АИР 100L4
|
Параметри
|
|
Uн, В
|
Pн, кВт
|
nн, мин-1
|
η,
%
|
cosφ
|
Iн, А
|
m, кг
|
λп
|
λк
|
λток
|
|
Значе-ння
|
380
|
4,00
|
1420
|
82,8
|
0,81
|
9,3
|
37
|
2,3
|
2,3
|
7,0
|
Виконаємо перевірку по
перевантаженню.
При умові  обраній
двигун стійкий до перевантаження. Визначимо Ммах як
обраній
двигун стійкий до перевантаження. Визначимо Ммах як
 ,
,
де λ’ - відношення максимального моменту до
номінального при врахуванні зниження напруги живлення на 10%, λ’= 0,81λ=1,863.
 .
.
Максимальний
момент статичний
 ,
,
 .
.
Оскільки  обраний
двигун проходить перевірку за перевантаженням.
обраний
двигун проходить перевірку за перевантаженням.
3.
Схема керування електроприводом
Електрична
принципова схема верстата приведена у додатку А.
При первісному
пуску верстата зовнішнім оглядом перевірити надійність заземлення і стан
електрообладнання. Оглянути електроапаратуру, встановлену в електрошафі. Рухомі
частини магнітних пускачів повинні переміщатися вільно без заїдань перекосів,
як при впливі на них рукою, так і від дії зворотних пружин. Після огляду
відключити на клемному наборі і тепловому реле КК1 дроти живлення
електродвигунів М1, М2, М3. Включенням ввідного автоматичного вимикача живити
схему управління.
Електродвигун
швидких переміщень каретки і супорта М2 управляється натисненням товчкової
кнопки, вбудованої в рукоятку фартуха, що впливає на кінцевий виключательSQ3.
Пуск і зупинка
електронасоса охолодження М3 здіснюється перемикачем SA1. Робота електронасоса
зблокована з електродвигуном головного приводу М1 і включення його можливо
тільки після включення пускача КМ1.
Для обмеження
холостого ходу електродвигуна головного приводу в схемі є реле часу КТ1. У
середніх (нейтральних) положеннях рукоятки включення фрикційної муфти головного
приводу замикається контакт кінцевого вимикача SQ1 і включається реле часу КТ1,
яке через встановлену витримку часу відключить своїми контактами пускач КМ1
головного приводу.
Аварійну
установку будь-якого працюючого електродвигуна з одночасним відключенням
верстата від електромережі виробляють натисненням на кнопку SB1, при цьому
внаслідок зміни стану контактів цієї кнопки обезживлюються схеми управління
реле і контакторів і спрацьовує дистанційний розчіплювач вступного вимикача QF1.
В електричній
схемі верстата передбачені такі блокування:
відключення
електроприводу головного приводу при відкриванні кришки захисного кожуха, що
закриває змінні шестерні;
відключення
вступного вимикача при відкриванні дверей шафи управління;
пуск електродвигуна
головного приводу можливий тільки в нейтральному положенні рукоятки управління
фрикційними муфтами обертання шпинделя.
Де блокування
відключення вступного вимикача здійснюється одночасним впливом на підпружинену
скобу і шток колійного вимикача. При замиканні двері шафи або ручному впливі на
шток колійного вимикача блокування автоматично відновлюється.
Захист
електродвигунів і трансформатора від струму короткого замикання здійснюється
автоматичними вимикачами і плавкими запобіжниками.
Електродвигуни М1
і М2 від тривалих перевантажень захищені тепловими реле КК1 і КК2.
Нульова захист
електросхеми верстата, що виключає мимовільне включення електропривода при
відновленні напруги мережі після його відключення або недопустимого зниження,
забезпечується магнітним пускачем КМ1 і його нормально відкритими контактами.
4.
Вибір апаратів захисту і автоматики та провідників живлення
автоматика
верстат токарний електропривод
У ході курсового проекту розрахуємо та оберемо:
– автоматичний
вимикач, для захисту від струмів короткого замикання та перевантажень;
– магнітний
пускач, для комутації силового кола та кол керування;
– запобіжники, для
захисту від струмів короткого замикання;
– теплове реле,
для за хисту від тривалих перевантажень.
Розрахуємо максимальний
робочий струм двигуна
 ,
,
де Рдмах
- максимальна потужність переходу, Рдмах=4,069 кВт;
ηном
- ККД двигуна, ηном=0,828;
Uном
- номінальна напруга живлення, Uном=380В.

Номінальний струм
за паспортом Іном=9,3 А.
Пусковий струм
 .
.
За робочим
струмом Іраб=9,218 обираємо автоматичний вимикач типу АП-50 з струмом розчеплення Іроз=10 А.
За робочим
струмом Іраб=9,218 обираємо магнітний пускач типу ПМЛ-1101 з номінальним струмом Ін=10 А.
Запобіжник
обираємо з умов
 ,
,
де К - коефіцієнт
що враховує умови пуску, для середнього К=1,25.
 .
.
Обираємо
запобіжник ПН-2, 63А.
Теплове реле
обираємо за номінальним струмом електродвигуна. Реле типу ТРН-10, 10А.
З’єднання всіх
елементів електрообладнання верстату в загальну схему проводиться за допомогою
електропроводки. Для захисту від механічних пошкоджень, від агресивної середи,
пилу тощо, застосовуються спеціальні провідники з підвищеною міцністю ізоляції
для трубної прокладки.
Перетин
провідників для під’єднання електродвигуну головного приводу верстата
визначається по економічній щільності струму
 ,
,
де jекон
- економічна щільність струму.
Згідно ПУЕ, для
кількості годин використання максимального навантаження від 3000 до 5000 годин,
приймаємо jекон=1,7
А/мм2.
 .
.
Обираємо кабель
марки АВВГ перетином 6 мм2, який прокладаємо в трубах.
5.
Техніка безпеки під час монтажу та експлуатації електрообладнання верстата
Персонал,
зайнятий обслуговуванням електроустаткування, а також налагодженням і ремонтом,
повинен:
виконуваним
загальні правила технічної експлуатації та правила техніки безпеки при
обслуговуванні електрообладнання промислових підприємств;
керуватися
вказівками заходів безпеки, які містяться в експлуатаційній документації, що
додається до пристроїв та комплектуючих виробів, які входять до складу
верстата;
знати принцип
роботи електрообладнання і роботу його схеми управління
Для забезпечення
безаварійної роботи верстата, напруга живильної мережі не повинно виходити за
межі (0,9-1,1) Uн, а відключення частоти живлячої напруги від
номінального не повинно перевищувати ± 0,1 Нz.
Верстат і вхідні
в нього пристрої, які можуть опинитися під напругою, надійно заземлюються до
заземлюючих гвинтам, що знаходиться на корпусі верстата.
Якість заземлення
виконується оглядом перед кожним включенням верстата. Опір між металевими
частинами верстата і гвинтом заземлення не повинен перевищувати 0,1 Ом, що
перевіряється регулярно електротехнічним персоналом і про результати перевірки
складається відповідний протокол.
При ремонтних
роботах на електрообладнанні верстата вступний автомат повинен бути відключений
і на приводі вивішується плакат «Не вмикати, працюють люди». Слід пам'ятати, що
при відключенні вступного вимикача напруга залишається на ввідному кабелі і
верхніх (гострих) висновках вимикача.
При експлуатації
верстата не допускається роз'єднувати і з'єднувати складові частини штепсельних
роз'ємів, що знаходяться під напругою. Для запобігання поломок верстата і
забезпечення безпечних умов роботи на верстаті в електричній схемі передбачено
ряд блокувань. Для попередження про наявність напруги на верстаті, на панелі
управління є автоматичний пристрій. Забороняється працювати на верстаті при
несправному електрообладнанні.
Висновки
В ході виконання
курсового проекту з дисципліни «Електроустаткування підприємств та цивільних
споруд» було проведено аналіз існуючих метало-оброблювальних верстатів,
розглянуто технологічний процес металообробки, та визначені основні фактори що
впливають на вимоги до верстатів. У відповідності до вимог технологічного
процесу було проведено розрахунок потужності двигуна якій забезпечить
раціональне використання верстату. У відповідності до розрахунків було обрано
Асинхронний двигун з короткозамкненим ротором АИР100L4 потужністю 4 кВт, та
проведена його перевірка за умовами перевантаження.
У відповідності до умов
технологічного процесу обробки заготовки було обрано розроблено електричну
принципову схему на підґрунті токарного верстату 1К62.
Також під час виконання
курсового проекту було розраховано та обрано елементи захисту з урахуванням
встановлення двигуна АИР100L4. Було обрано провідники для під’єднання головного
приводу до мережі живлення.
Ознайомився з технікою
безпеки при монтажі та експлуатації розглянутого верстату.
Список літератури
1. Паспорт
верстату.
. Неклепаев Б.Н.,
Крючков И.П. Электрическая часть электростанций и подстанций: Справочные
материалы для курсового и дипломного проектирования. М, Энергоатомиздат. 1989.
. Зимин Е.Н. и др.
Электрооборудование промышленных предприятий и установок. М.,
Энергоиздат, 1981.
.
Электротехнический справочник. Т.2. Электротехнические изделия и устройства /
Под общ. ред. профессоров МЭИ (гл. ред. И.Н. Орлов) и др. 7-е изд., испр. и
доп. - М.: Энергоатомиздат, 1986.