Технология конструкционных материалов
МИНИСТЕРСТВО
ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ НАБЕРЕЖНОЧЕЛНИНСКИЙ ИНСТИТУТ (ФИЛИАЛ)
ФЕДЕРАЛЬНОГО ГОСУДАРСТВЕННОГО АВТОНОМНОГО ОБРАЗОВАТЕЛЬНОГО УЧРЕЖДЕНИЯ ВЫСШЕГО
ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ КАЗАНСКИЙ (ПРИВОЛЖСКИЙ) ФЕДЕРАЛЬНЫЙ УНИВЕРСИТЕТ
Кафедра
"Машины и технология обработки металлов давлением"
КОНТРОЛЬНАЯ
РАБОТА
по
дисциплине:
"Технология
конструкционных материалов"
Выполнил: Студент
группы 2142213:
Зямилов А.Р.
Проверила:
Преподаватель
Шутова Л.А.
Набережные
Челны
. Схема обработки поверхности заготовки
Механическую обработку резанием наружных
поверхностей тел вращения выполняют точением, шлифованием, а также отделочными
технологическими процессами (полированием и суперфинишированием). В процессе
черновых переходов параметры шероховатости снижаются в 4 - 5 раз, а при
отделочных - в 1,5 - 2 раза. При этом принимают такой процесс обработки или
сочетание нескольких, технологические возможности которых обеспечивают
выполнение технических требований к детали.
Наружные цилиндрические поверхности обтачивают
на станках токарной группы (токарно-винторезные, токарно-револьверные,
карусельные, многорезцовые одно- и многошпиндельные автоматы и др.) прямыми или
отогнутыми проходными резцами. Для обработки нежестких валов рекомендуют
использовать проходные резцы, у которых главный угол в плане f= 90o (рис.
13.1). При обтачивании заготовок валов такими резцами радиальная составляющая
силы резания Ру равна нулю, что снижает деформирование заготовок в процессе
обработки и повышает их точность.
Точение длинных пологих конусов выполняют при
смещении в поперечном направлении корпуса задней бабки относительно ее
основания или с использованием специального приспособления - конусной линейки.
Механическую обработку на станках с ЧПУ конических поверхностей с любым углом
конуса при вершине осуществляют подбором скоростей продольной и поперечной
подач. Для заготовок из закаленных сталей, обладающих высокой твердостью,
шлифование является одним из наиболее распространенных технологических
процессов обработки резанием. Наружные поверхности шлифуют на кругло
шлифовальных и бесцентрово-шлифовальных станках. Круглое шлифование
цилиндрических поверхностей может быть выполнено по одной из четырех схем
Схемы обработки наружной цилиндрической
поверхности заготовок на круглошлифовальных станках: а - шлифование с
продольной подачей; б - врезное шлифование; в - глубинное шлифование; г -
шлифование уступами
Отверстия в изделиях чаще бывают цилиндрические
гладкие или ступенчатые, сквозные или глухие. Обработка отверстий может
производиться резанием лезвийными и абразивными инструментами, а также
электроэрозионной обработкой. Для улучшения условий работы инструмента,
снижения энергозатрат сверление отверстий большого диаметра выполняется за
несколько переходов (чаще за два). Первый переход - предварительное сверление
инструментом диаметром примерно равным 0,25d , где d - окончательный диаметр
отверстия. Далее выполняют рассверливание отверстия сверлом диаметром d.
В серийном производстве мелкие корпусные
изделия, масса которых не превышает 30 кг, можно обрабатывать на
вертикально-сверлильных станках. В крупносерийном и массовом производстве
отверстия обрабатывают на агрегатных многошпиндельных сверлильных станках.
На токарно-винторезных станках обработку
поверхностей выполняют сверлами (рис.15.4, а), зенкерами и развертками. В этом
случае обработку ведут с движением продольной подачи режущего инструмента.
Сквозные отверстия на токарно-винторезных станках растачивают проходными
расточными резцами (рис. 15.4, б), глухие - упорными (рис. 15.4, в). Внутренние
конические поверхности средней длины (рис.15.4, г) с любым углом конуса при
вершине располагают с наклоненным движением подачи резца при повороте верхнего
суппорта.
Типовые схемы обработки цилиндрических и
конических отверстий в заготовках на станках токарной группы: а - сверлом; б -
проходным расточным резцом; в - упорным резцом; г - проходным резцом при
повороте верхнего суппорта
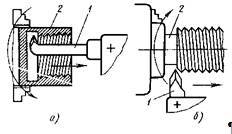
Схема нарезания резьбы резьбовым резцом.
Обработка поверхностей заготовок деталей с
периодически повторяющимся профилем:
Детали с периодически повторяющимся профилем (с
равным шагом) широко распространены в машиностроении. К ним относятся зубчатые,
червячные и храповые колеса, зубчатые рейки, шлицевые соединения и т.д.
Зубчатые колеса широко применяют в передачах современных машин и приборов,
поэтому основное внимание в этой лекции уделено обработке эвольвентных зубчатых
колес.
Обкатка - технологический процесс, основанный на
зацеплении зубчатой пары: режущего инструмента и заготовки. Режущие кромки
инструмента имеют профиль зуба сопряженной рейки (рис. 15.6, а) или
сопряженного колеса (рис. 15.7, а). Боковая поверхность зуба на заготовке образуется
как огибающая последовательных положений режущих кромок инструмента в их
относительном движении (рис. 15.6, б; рис.15.7, б). Этот метод обеспечивает
непрерывное образование зубьев колеса, высокую производительность и
значительную точность обработки.
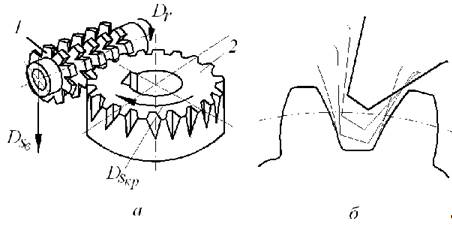
Схема нарезания зубьев цилиндрического колеса
червячной фрезой: схема (а) и огибающая последовательность положений режущей
кромки инструмента (б): 1 - фреза; 2 - нарезаемого колесо
Схема нарезания зубьев цилиндрического колеса
долбяком(а) и огибающая последовательность положений режущей кромки инструмента
(б): 1 - долбяк; 2 - нарезаемое колесо.
Схемы фрезерования плоскости цилиндрической (а)
и торцовой (б) фрезами.
При цилиндрическом фрезеровании плоскостей
работу выполняют зубья, расположенные на цилиндрической поверхности фрезы. При
торцовом фрезеровании плоскостей в работе участвуют зубья, расположенные на цилиндрической
и торцовой поверхностях фрезы.
. Физическая сущность обработки металлов
давлением
обработка заготовка металл давление
Обработка давлением основана на способности
металлов в определенных условиях пластически деформироваться в результате воздействия
на деформируемое тело.
При пластических деформациях атомы смещаются
относительно друг друга на величины, большие межатомных расстояний, и после
снятия внешних сил не возвращаются в исходное положение, а занимают новые
положения равновесия. Для начала перехода атомов в новые положения равновесия
необходима определенная величина действующих напряжений, зависящая от
межатомных сил и характера взаимного расположения атомов (типа кристаллической
решетки, наличия и расположения примесей, формы и размеров зерен поликристаллов
и т.п.)
Величина пластической деформации не безгранична.
При определенном ее значении, называемом предельной деформацией, может начаться
разрушение металла. На величину предельной деформации оказывают влияние такие
факторы, как механические свойства сплавов, температурно-скоростные условия
деформирования и схема напряженного состояния
С увеличением степени деформации при обработке
металла в холодном состоянии (листовая штамповка, волочение, прокатка тонких
листов) возрастают прочностные и понижаются пластические характеристики
металла, одновременно меняются и физические свойства.
Если обработка давлением протекает ниже
температуры рекристаллизации и сопровождается поверхностным упрочнением
(наклепом), то такая обработка называемся холодной
Если обработка давлением протекает выше
температуры рекристаллизации и не сопровождается поверхностным упрочнением
(наклепом), то такая обработка называется горячей. Преимущества горячей
пластической деформации:
) Меньшая опасность разрушения металла (с
повышением температуры прочность металла снижается и благодаря рекристаллизации
становится возможным значительное формоизменение)
) Снижение необходимых усилий и энергии
деформирования, так как деформирующее усилие при горячей пластической
деформации, по сравнению с холодной деформацией, может быть меньше в 30-40 раз,
что очень важно при ковке и штамповке крупногабаритных поковок
) Снижение необходимых усилий и энергии
деформирования, так как деформирующее усилие при горячей пластической
деформации, по сравнению с холодной деформацией, может быть меньше в 30-40 раз,
что очень важно при ковке и штамповке крупногабаритных поковок
) Возможность формирования мелкозернистой
структуры. Если в результате горячей пластической деформации необходимо
формировать мелкозернистую структуру, температура на заключительной стадии
ковки или штамповки должна быть выше температуры рекристаллизации.
) Уменьшение анизотропии механических
характеристик, так как текстура после горячей деформации выражена слабее, чем
после холодной
Недостатки горячей пластической деформации:
) Трудность поддержания постоянной температуры
при проведениипроцесса деформирования.
) Низкое качество поверхности за счет того, что
металлы и сплавы при нагреве до температур горячей пластической деформации покрываются
окалиной. Окалина обладает достаточно высокой твердостью и заковывается
(заштамповывается) в поверхностные слои поковки. При этом необходимо увеличение
припусков на механическую обработку.
) Затруднение точного контроля размеров изделия
- угар металла в условиях пластической деформации не позволяет точно учесть
изменения размеров поковки при ее охлаждении. При ковке крупных поковок из-за
тепловой радиации подход к заготовке для определения ее размеров затруднен
) Неоднородность формируемой структуры и
свойств, так как конечные размеры зерен в поковке, изготовленной в условиях
горячей деформации, никогда не бывают одинаковыми, поскольку в поверхностных
слоях металла деформация всегда более интенсивна. Размер зерен возрастает от
поверхности к центру поковки, что обусловлено более быстрым охлаждением
поверхностных слоев, и собирательная рекристаллизация не успевает произойти.
. Производство нормалей методами холодной
высадки
Холодная высадка является одним из прогрессивных
методов получения узлов и деталей в различных отраслях промышленности. Наиболее
широко холодная высадка применяется при изготовлении крепежных изделий: гайки,
болты, заклепки, шплинты и т.д. Характерными чертами процессов холодной
высадки, обеспечивающими её широкое распространение, являются:
высокая производительность труда;
малая себестоимость болта;
применение инструмента, автоматически
обеспечивающего необходимые точность детали;
малые потери материала, высокий коэффициент его
использования;
возможность механизации и автоматизации
процессов.
Операция холодной объёмной штамповки заключается
в получении холодновысадочных гаек с местными утолщениями путём уменьшения
длины части заготовки (местная осадка) без нагрева металла. Для изготовления
применяются холодновысадочные автоматы, на которых, кроме высадки, производятся
другие операции (отрезка, прошивка, нарезка резьбы и т.п.), что позволяет
получать гайку, не требующую дополнительной обработки. Производительность
данных автоматов составляет до нескольких сотен гаек в минуту.
Холодная высадка обеспечивает благоприятное
расположение волокон макроструктуры, в результате чего повышаются прочность
гайки и сопротивление истиранию. Увеличение диаметра заготовки при высадке
ограничивается её продольной устойчивостью или вероятностью разрушения с
образованием продольных трещин. Для уменьшения опасности разрушения
холодновысадочной гайки заготовки применяют многопереходную высадку с
промежуточным рекристаллизационным отжигом. Образование головок различной
конфигурации методом холодной высадки производится посредством
последовательных, быстрых и сильных ударов ( одного или нескольких), под
влиянием которых металл начинает перемещаться и заполнять форму матрицы и
пуансона. Таким образом, процесс холодной высадки заключается в том, чтобы из
проволоки, профиль которой меньше головки и внутреннего диаметра матрицы,
осадить металл до нужных размеров
Законченный технологический процесс холодной
высадки состоит из следующих операций:
) подготовка металла (волочение, травление,
промывка и т.д.);
) высадка;
) обрезка граней, овалов, лысок, зубьев и т.д.;
) сужение диаметра стержня;
) подорезка;
) накатывание;
) промывка;
) мателлопокрытие.
) холодной высадки за два удара:
а) подачи материала до упора (рис. 49, а);
б) отрезки заготовки ножом (рис. 49, б);
в) предварительной высадки (рис. 49, в);
г) окончательной высадки (рис. 49, г);
) обрезки граней и сужения стержня;
) подрезки под головкой стержня и снятия фаски
на конце;
) накатывания резьбы ; 5) промывки.
. Расшифровать марки сталей
) Сталь АС14:
Классификация материала: Сталь конструкционная
повышенной обрабатываемости резанием
Дополнительные сведения о материале:
Сернистомарганцовистая свинецсодержащая сталь.
Применение: Для изготовления паропроводных и
пароперегревательных труб установок сверхвысокого давления с длительным сроком
службы при температурах до +700 °С- фасонных профилей высокой точности
Химический состав материала АС14 в процентном
соотношении:
|
C
|
Si
|
Mn
|
Ni
|
S
|
P
|
Cr
|
Cu
|
Pb
|
|
0.1
- 0.17
|
до
0.12
|
1
- 1.3
|
до
0.25
|
0.15
- 0.3
|
до
0.1
|
до
0.25
|
до
0.25
|
0.15
- 0.3
|
) Сталь 12Х17:
Классификация материала: Сталь
коррозионно-стойкая жаропрочная
Применение: крепежные детали, валики, втулки и
другие детали аппаратов и сосудов, работающих в разбавленных растворах азотной,
уксусной, лимонной кислоты, в растворах солей, обладающих окислительными
свойствами.
Химический состав материала 12Х17 в процентном
соотношении:
|
C
|
Si
|
Mn
|
S
|
P
|
Cr
|
|
до
0.12
|
до
0.8
|
до
0.8
|
до
0.025
|
до
0.035
|
16
- 18
|
) Сталь Сталь 3К-7:
Классификация материала: Сталь конструкционная
рессорно-пружинная. Применение: Для производства холоднотянутой проволоки,
применяемой для изготовления пружин, навиваемых в холодном состоянии и не
подвергаемых закалке.
Химический состав материала 3К-7 в процентном
соотношении:
|
C
|
Si
|
Mn
|
Ni
|
S
|
P
|
Cr
|
Cu
|
|
0.68
- 0.76
|
0.17
- 0.37
|
0.5
- 0.8
|
до
0.05
|
до
0.03
|
до
0.02
|
до
0.05
|
до
0.04
|
) Сталь СрМ 92,5
Классификация материала: Сплав серебряно-медный
Применение: для изготовления разрывных и
скользящих контактов, электротехнических проводников и других изделий
технического назначения; предметов сервировки стола (ложек, вилок, ножей)
1. Дальский А.М. "Технология
Конструкционных Материалов", "Машиностроение".
. Г.П. Фетисов, М.Г. Карпман
"Материаловедение и ТКМ" .
. Солнцев Ю.П. "Технология
Конструкционных Материалов".