Автоматизация медеплавильного конвертора
Министерство
общего и профессионального образования Свердловской области
Государственное
бюджетное образовательное учреждение среднего профессионального образования
Свердловской области «Уральский государственный колледж имени И.И. Ползунова»
ДП.220703.12.ПЗ
УТВЕРЖДАЮ
Зав.
кафедрой АиИТ
__________/
М.А. Гузачев/
АВТОМАТИЗАЦИЯ
МЕДЕПЛАВИЛЬНОГО КОНВЕРТОРА
Пояснительная
записка
СОГЛАСОВАНО
Руководитель
____________/ЧернышевВ.Ф./
Руководитель
экономической части проекта
___________/
Поскотинов Г.В. /
Разработал
___________/Кужасов
Т. Е./
Екатеринбург
2014
Содержание
Введение
. Технологическая часть
.1 Описание технологии агрегата
.2 Описание конструкции
.3 Обоснование систем контроля
регулирования автоматизации
.4 Обоснование выбранной аппаратуры
( таблица технологических параметров )
. Автоматизация медеплавильного
конвертора
.1 Описание схемы автоматизации
.2 Компоновка и коммутация щита,
план контрольного помещения
.3 Описание схемы принципиальной САР
.4 Описание чертежа
.5 Описание монтажа и предмонтажной
наладки САР
.6 Заказная спецификация на приборы
и оборудования
.7 Спецификация на монтажные изделия
и материалы
. Расчетная часть
.1 Выполнить расчёт регулятора
. Экономическая часть
.1 Экономическое обоснования
целесообразности автоматизации объекта, сметно-финансовой расчет стоимости ТСА,
расчет амортизационных отчислений
.2 Расчет численности и фонда
заработной платы рабочих, смета эксплуатационных затрат, расчет экономической
эффективности
. Охрана труда и окружающей среды
.1 Техника безопасности на участке
КИПиА
.2 Мероприятия по охране окружающей
среды и предприятия
Заключение
Список используемых источников
ВВЕДЕНИЕ
Задача моего дипломного проекта состоит в
автоматизации медеплавильного конвертора, монтажа и наладки средств автоматизации,
рациональное использование различных приборов, датчиков и других средств
автоматизации.
Автоматизация технологического процесса -
совокупность методов и средств, предназначенная для реализации системы или
систем, позволяющих осуществлять управление самим технологическим процессом без
непосредственного участия человека, либо оставления за человеком права принятия
наиболее ответственных решений.
Как правило, в результате автоматизации
технологического процесса создаётся АСУ ТП.
Автоматизированная система управления
технологическим процессом (сокр. АСУТП) - комплекс технических и программных
средств, предназначенный для автоматизации управления технологическим
оборудованием на промышленных предприятиях. Может иметь связь с более
глобальной автоматизированной системой управления предприятием (АСУП).
Основными целями автоматизации технологического
процесса являются:
· Повышение эффективности
производственного процесса.
· Повышение безопасности.
· Повышение экологичности.
· Повышение экономичности.
Цели достигаются посредством решения следующих
задач автоматизации технологического процесса:
· Улучшение качества регулирования
· Повышение коэффициента готовности
оборудования
· Улучшение эргономики труда
операторов процесса
· Обеспечение достоверности информации
о материальных компонентах, применяемых в производстве (в т.ч. с помощью
управления каталогом)
· Хранение информации о ходе
технологического процесса и аварийных ситуациях
Решение задач автоматизации технологического
процесса осуществляется при помощи:
· внедрения современных методов
автоматизации;
· внедрения современных средств
автоматизации.
1.
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.1 Описание
технологии агрегата
В цветной металлургии конвертеры используют для
переработки медных или никелевых штейнов. Конвертирование медного штейна
является следующей после отражательной плавки стадией переработки медного
концентрата. Основным материалом для медеплавильного конвертора служит жидкий
штейн из отражательной печи температурой 1100-1150°С. Кроме штейна, в конвертер
загружают медную руду, медный скрап, различные медьсодержащие оборотные
материалы в небольших количествах.
Процесс конвертирования технологически можно
разделить на два периода:
) В первом периоде, который продолжается
от нескольких часов до суток в зависимости от качества исходного материала,
различные примеси из ванны переходят в шлак.
) Во втором периоде продолжительностью
2-3ч получается черновая медь, которая направляется затем на рафинирование.
Процесс конвертирования имеет явно окислительный
характер. В результате продувания ванны воздухом содержащиеся в штейне
химические элементы (железо, кобальт, сера, мышьяк, цинк, свинец и т.д.)
окисляются. Полученные окислы удаляются либо с газами (SO2),
либо со шлаком. Для более полного ошлакования окислов в течение первого периода
в конвертер загружают кварц. Процесс конвертирования носит периодический
характер. Многократно в течение первого периода из конвертера сливают шлак и в
него добавляют штейн. Когда набирается достаточное количество очищенного белого
штейна (до 1/3 внутреннего диаметра барабана), начинается второй период
процесса конвертирования. Теперь ванну интенсивно продувают воздухом уже без
подачи кварца. При этом сера окисляется и в конвертере остается черновая медь.
1.2 Описание
конструкции
Оснавная рабочая часть конвертера -
цилиндрический стальной сварной кожух, футерованный изнутри магнезитовым
кирпичом. Конвертер представляет собой горизонтальный барабан из котельного
железа диаметром 2 - 4 м и длиной 6 - 10 м. Конвертер размещен на опорных роликах
и может поворачиваться на угол 150°. Для поворота конвертера предназначен
электродвигатель с редуктором. Воздух в конвертер подается из общего цехового
ресивера через фурмы. В верхней части конвертера расположена горловина, через
которую загружают исходные материалы и
выгружают шлак и черновую медь. Конвертер имеет
два основных положения: рабочее, горловиной вверх, и загрузочное, с горловиной
сбоку.
Газы из конвертера удаляются через напыльник,
выполненный из котельной стали и футерованный огнеупорным кирпичом.
Значительное содержание SO2 в газах (до 15-17%) позволяет использовать их в
сернокислотном производстве. Для очистки этих газов так же стоит котел
утилизатор, батарейный циклон и жлектрофильтр.
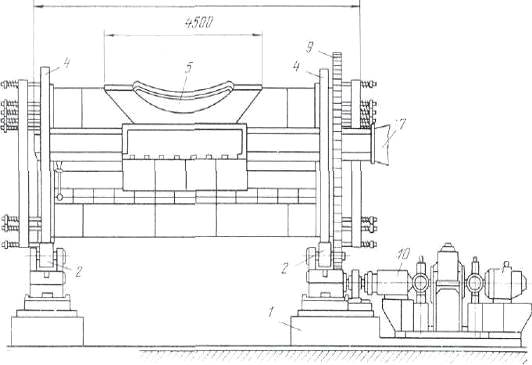
Рисунок 1 - Общий вид конвертера
- фундамент; 2 - опорные ролики; 3 - бочка; 4 -
опорный обод; 5 - горловина; 6 - футеровка; 7 - воздушный коллектор; 8 - фурма;
9 - зубчатое колесо; 10 - привод для вращения бочки
1.3 Обоснование
систем регулирования, контроля и автоматизации
В медеплавильном конвертере автоматизированы
следующие технологические узлы:
Подача кислорода в фурмы.
Для правильного конвертирования меди нужно
подавать определенное количество кислорода в воздух, следить за расходом
воздуха и давлением, т.к. повышение воздуха перед фурмами нежелательно, потому
что вызывает интенсивное брызгообразование и унос большого количества пыли с
потоком газов.
Контроль температуры в электрофильтре.
Что бы электрофильтр исправно работал следует
производить контроль температуры газов
Релейный блок.
Самым главным в автоматизации медеплавильного
конвертера является релейный блок, который берет на себе главную функцию.
Работа конвейеров, загрузка конвертера, отгрузка конвертера, контроль
газоходов, работа насосов - все это выполняет релейный блок и все эти функции
играют важную роль во всей автоматизации конвертера.
1.4 Обоснование
выбранной аппаратуры (таблица технологических параметров)
Метран 150 применен в данной схеме из-за
соотношения цена-качество, выполняет возложенные задачи при минимуме функций.
Измеряемые среды: жидкости, в т.ч.
нефтепродукты; пар, газ, газовые смеси
Диапазоны измеряемых давлений: минимальный
0-0,025 кПа; максимальный 0-68 МПа
Выходные сигналы: 4-20 мА с HART-протоколом; 0-5
мА
Основная приведенная погрешность до ±0,075%;
опция до ±0,2%
Диапазон температур окружающей среды от -40 до
80°С; от -55 до 80°С (опция)
Перенастройка диапазонов измерений до 100:1
Высокая стабильность характеристик
Взрывозащищенное исполнение вида
"искробезопасная цепь и "взрывонепроницаемая оболочка"
Гарантийный срок эксплуатации - 3 года
Межповерочный интервал - 4 года
Внесены в Госреестр средств измерений под
№32854-09, сертификат №34868, ТУ 4212-022-51453097-2006
Управление параметрами датчика:
с помощью HART-коммуникатора;
удаленно с помощью программы HART-Master,
HART-модема и компьютера или программных средств АСУТП;
с помощью клавиатуры и ЖКИ или с помощью AMS.
ДИСК-250М при своей дешевизне полностью
справляется с заданием автоматизации - с показанием технологических параметров.
Применен в данной схеме так как имеет полный набор выходных функций в одном
исполнении (сигнализация, преобразование входного сигнала в токовый, источник
питания внешних датчиков, регулирование ПИД и позиционное по заданию
постоянному и изменяющемуся во времени), простую
конфигурацию и повышенную точность измерений.
Технические параметры прибора:
Основная погрешность, в % от нормирующего
значения + 0,5 по показаниям и преобразованию; + 1,0 по регистрации,
регулированию и сигнализации;
Диапазон задания установок регулирования и
сигнализации: от 0 до 100% диапазона выходного сигнала .
Время оборота диска- 6 мин.
Длина шкалы: 560 мм (диаметр 250 мм)
Питание: 220 В
Потребляемая мощность: не более 25 ВА
Габаритные размеры: 320х320х290 мм
Масса: не более 13 кг
Прибор универсален- измерение, регистрация,
сигнализация, регулирование.
Хорошо видимая издалека круговая шкала, широкая
гамма применяемых входных сигналов, непрерывная линия регистрации на
диаграммном диске.
Светодиодная индикация включения прибора, состояния
сигнализирующих и регулирующих устройств, также простота эксплуатации и
ремонта.
Пускатель бесконтактный реверсивный ПБР 2-3.
Предназначен для бесконтактного управления электрическим исполнительными
механизмами. Применен в данном проекте за счет своей надежности и небольшой
стоимости.
Механизм исполнительный МЭО 250. Механизмы
предназначены для перемещения регулирующих органов в системах автоматического
регулирования технологическими процессами в соответствии с командными
сигналами, поступающими от регулирующих и управляющих устройств. Характеристики
исполнительного механизма МЭО полностью подходят к требованиям автоматизации.
Указатель положения дистанционный ДУП-М
предназначен для дистанционного указания положения выходного вала
электрического исполнительного механизма, имеющего реостатный или индуктивный
датчик.
Регуляторы РС29.0.12 широко применяются в
системах автоматизации объектов промышленной энергетики и теплоснабжения, а
также на более мощных энергетических установках.
Регулятор РС29 осуществляет ПИ- и
П-регулирование, а также регулирование с двухпозиционным и трехпозиционным
законом.
Ручное управление исполняющим механизмом может
быть переключено на автоматическое.
При отклонении сигнала выхода от нормативов
регулятор предупреждает об этом.
Обеспечивает визуальную индикацию моментов
выхода и срабатывания сигнализации.
Может быть установлена оптическая индикация
одного из 4 параметров на выбор: отклонение установленного параметра, заданное
значение параметра, положение исполняющего механизма, дополнительный параметр.
Релейный блок предназначен для коммутации
внешних устройств, путем замыкания (размыкания) установленных в нем реле, в
данном проекте является основным элементом практически всей автоматизации.
Таблица 1 - Технологические параметры
|
Наименование
параметров
|
Размерность
|
Численная
величина параметра
|
|
|
min.
|
Норма
|
max.
|
|
Температура
в конвертере
|
˚С
|
1100
|
1200
|
1300
|
|
Температура
газов перед котлом утилизатором
|
˚С
|
1000
|
1100
|
1200
|
|
Температура
в котле утилизаторе
|
˚С
|
800
|
900
|
1000
|
|
Температура
перед батарейным циклоном
|
˚С
|
400
|
600
|
700
|
|
Температура
в батарейном циклоне
|
˚С
|
400
|
500
|
600
|
|
Температура
перед электрофильтром
|
˚С
|
300
|
350
|
400
|
|
Температура
в электрофильтре
|
˚С
|
100
|
300
|
350
|
|
Температура
в подшипниках
|
˚С
|
50
|
60
|
70
|
|
Концентрация
кислорода в воздухе
|
%
|
15
|
20
|
25
|
2. АВТОМАТИЗАЦИЯ МЕДЕПЛАВИЛЬНОГО КОНВЕРТОРА
2.1 Описание схемы
автоматизации
Функциональная схема систем автоматизации
технологических процессов является основным техническим документом,
определяющим структуру и характер систем автоматизации технологических
процессов, а также оснащения их приборами и средствами автоматизации. На
функциональной схеме дано упрощенное изображение агрегатов, подлежащих
автоматизации, а также приборов, средств автоматизации и управления,
изображаемых условными обозначениями по действующим стандартам, а также линии
связи между ними.
Система автоматического регулирования дутья
Первичный преобразователь МЕТРАН 150 (поз. 1-1)
измеряет давление в газоходе, далее токовый сигнал 0-5мА идет на регулирующий
прибор РС29.1.12(поз. 1-2) и на ДИСК250 (поз. 1-3) для записи показаний. С РС29
управляющий сигнал идет на пускатель ПБР2.3 (поз. 1-4). С ПБР сигнал идет на
МЭО250 (поз.1-5) который запитывает его, а он в свою очередь регулирует
заслонку ПРЗ 500 (поз. 1-6) .
Система регулирования содержания кислорода в
смесителе
Сигнал с газоанализатора ЭХТ (поз. 2-1)
поступает на регулирующий прибор РС-29 ( поз. 2-2 ) при этом регистрируется на
ДИСК 250М (поз. 2-3 ).
Сигнал в регуляторе сравнивается с заданным,
если есть сигнал рассогласования, выдаёт управляющее воздействие на пускатель
бесконтактный реверсивный ПБР 2-М ( поз. 2-4 ), он в свою очередь управляет
исполнительным механизмом МЭО 250 ( поз.2-5 ), который связан с заслонкой ПРЗ
500 ( поз. 2-6 ) установленной на трубопроводе.
Система регулирования давления в трубопроводе
Первичный преобразователь МЕТРАН 150 (поз. 3-1)
измеряет давление в газоходе, далее токовый сигнал 0-5мА идет на регулирующий
прибор
РС29.1.12(поз. 3-2) и на ДИСК250 (поз. 3-3) для
записи показаний. С РС29 управляющий сигнал идет на пускатель ПБР2.3 (поз.
3-4). С ПБР сигнал идет на МЭО250 (поз.3-5) который запитывает его, а он в свою
очередь регулирует заслонку ПРЗ 500 (поз. 3-6) .
Релейный блок
К релейному блоку подключена кнопка ПКЕ 112/1 (
поз.4-2, 4-3,4-4 ), для того что бы повернуть конвертер и выгрузить черновую
медь в вагонетку. А для того что бы конвертер остановился в нужном положении
устанавливается контакт, который соединен с релейным блоком, и при его
срабатывание электродвигатель, который вращает конвертер, остановился. Также
релейный блок управляет загрузкой штейна в конвертер.
Система автоматического контроля температуры
Сигнал с термопары ТХК ( поз. 5-1, 5-2, 6-1,
6-2, 8-1 ) поступает на регулирующий прибор ДИСК 250 М ( поз. 5-3, 6-3, 8-2 ).
Система контроля давления в воздухопроводе
Сигнал с первичного преобразователя Метран 350 (
поз. 7-1) поступает на прибор регистрирующий ДИСК - 250М (поз.7-2 ).
Система регулирование тяги
Управление регулирования тяги происходит с
помощь блока ручного управление БРУ 42 ( поз.9-1 ) который подаёт управляющее
воздействие на ПБР 2 М ( поз. 9-2 ) , а он в свою очередь запускает
исполнительный механизм МЭО250 ( поз. 9-3 ) , а он связан с заслонкой ПРЗ (
поз. 9-4, 9-5 ).
Система автоматического контроля серной кислоты
в дымовых газах.
Сигнал с газоанализатора ГАНК-4 (поз. 10-1)
регистрируется на ДИСК 250М (поз. 10-2).
Система контроля расхода кислорода
Сигнал преобразователя разности давлений Метран
350 ( поз.11-1 ) поступает на прибор регистрирующий ДИСК 250-М (поз. 11-2 ).
Система запуска электродвигателя
Кнопка ПкЕ 112/2 ( поз.12-1, 13-1 ) с помощью
пускателя ПМЕ (поз.12-2, 13-2 ) запускает электродвигатель.
2.2 Компоновка и
коммутация щита, план контрольного помещения
Щиты и пульты систем автоматизации технологических
процессов предназначены для размещения на них приборов и средств контроля и
управления технологическими процессами, контрольно-измерительных приборов,
автоматических регуляторов, защиты и сигнализации.
Компоновкой называется общий вид щита и размещенные
на нем приборы и средства автоматизации. Компоновка аппаратуры должна
обеспечить удобство пользования ими. При компоновке следует обращать внимание
на этику внешнего вида щита. Средства автоматизации и аппаратуры управления
скопонованы функциональными группами в порядке хода технологического процесса.
Общий вид щита выполнен в масштабе 1:10. Схема коммутации щита представляет
собой обратную сторону передней стенки щита с точным расположением на ней
аппаратуры с упрощенным изображением проводки. В щиты и пульты разрешается ввод
электрического тока напряжением, не превышающим 400В. Питающие провода, кабели
и импульсные трубки рекомендуется подводить непосредственно к вводному
выключателю щита. Индивидуальные цепи питания средств автоматизации схем управления,
сигнализации и т. д. рекомендуется подводить от вводного включателя к
соответствующим выключателям и предохранителям. Разводка индивидуальных цепей
питания должна выполняться согласно принятым решениям в принципиальной схеме.
Таблица 2 - Таблица соединений
|
Обозначение
|
От
куда идёт
|
Куда
идёт
|
Проводник
|
|
801
|
P1/1
|
XT1/2
|
ПВ1*1.5
|
|
802
|
P1/2
|
XT1/2
|
ПВ1*1.5
|
|
805
|
K/1
|
XT1/3
|
ПВ1*1.5
|
|
806
|
K/2
|
XT1/4
|
ПВ1*1.5
|
|
807
|
P3/1
|
XT1/5
|
ПВ1*1.5
|
|
808
|
P3/2
|
XT1/6
|
ПВ1*1.5
|
|
201
|
P3/9
|
XT2/1
|
ПВ1*0.75
|
|
202
|
P3/25
|
XT2/2
|
ПВ1*0.75
|
|
203
|
P3/21
|
XT2/3
|
ПВ1*0.75
|
|
204
|
P3/19
|
XT2/4
|
ПВ1*0.75
|
|
205
|
P3/11
|
K/8
|
ПВ1*0.75
|
|
207
|
K/9
|
XT2/5
|
ПВ1*0.75
|
|
208
|
K/5
|
XT2/6
|
ПВ1*0.75
|
|
210
|
K/7
|
XT2/7
|
ПВ1*0.75
|
|
211
|
K/4
|
XT2/8
|
ПВ1*0.75
|
|
212
|
K/3
|
XT2/9
|
ПВ1*0.75
|
|
213
|
XT3/3
|
HL1
|
ПВ1*0.75
|
|
214
|
XT3/4
|
HL1
|
ПВ1*0.75
|
|
215
|
XT3/5
|
HL2
|
ПВ1*0.75
|
|
216
|
XT3/6
|
HL2
|
ПВ1*0.75
|
|
001
|
P1/3
|
XT3/1
|
ПВ1*0.75
|
|
002
|
XT3/2
|
P3/26
|
ПВ1*0.75
|
|
003
|
P1/4
|
P3/4
|
ПВ1*0.75
|
План контрольного помещения
При разработке помещения КИПиА необходимо
учитывать, что для электрооборудования противопоказана большая влажность. Кроме
того, помещение должно быть вентилируемым и просторным. Никакие шумы не должны
отвлекать оператора от работы. Выбор места размещения щитовых помещений зависит
от особенностей технологического процесса, норм противопожарных требований,
компоновочных и строительных решений, удобства управления автоматизированными
объектами, простоты обслуживания и экономических факторов
При расположении щитовых помещений в данном
проекте учтены следующие требования:
)Помещение удовлетворяет требованиям проводки и
приборов по температуре и влажности
)Помещение достаточно свободное и не затрудняет
проход к щитам и приборам на них
)Помещение оснащено вентиляцией
)Помещение достаточно освещено, чтобы оператор
мог нормально работать
)Помещение находиться вдали от источников шума,
вибрации и прочих неблагоприятных воздействий.
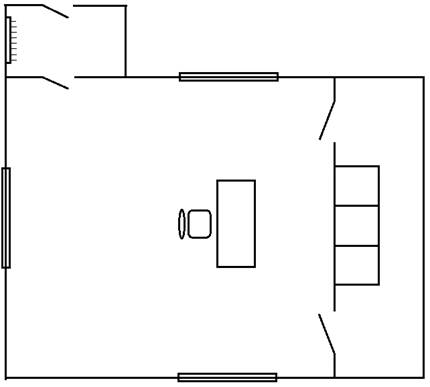
Рисунок 2 - План помещения КИПиА
автоматизация медеплавильный
конвертор эффективность
2.3 Описание схемы
принципиальной САР №1
Принципиальные электрические схемы автоматизации
являются проектным документом, определяющим полный состав электрической части и
связей между ее элементами, а также дающим детальное представление о принципах
работы системы.
Принципиальные схемы служат основанием для
разработки других чертежей и документов проекта, а также при наладке и
эксплуатации. Они разрабатываются в соответствии с техническим заданием и на
основании принятых и запроектированных решений в функциональных схемах.
При выполнении принципиальных электрических схем
используются развернутые изображения элементов, поэтому допускается их
именовать принципиальными электрическими развернутыми (элементными) схемами
автоматизации.
В данном проекте в электрической принципиальной
схеме рассмотрена система автоматического регулирования дутья. В систему
включены следующие приборы:
BV -
Преобразователь Метран 150
PA - Прибор
регистрирующий диск 250
R1 - Прибор
регулирующий РС29
K- Пускатель
бесконтактный реверсивный ПБР2.3
М - Механизм исполнительный МЭО 250
Каждому графическому изображению, показанному на
принципиальной электрической схеме, для облегчения и понимания взаимодействия
всей электрической аппаратуры и устройств данной системы присваивается условное
позиционное обозначение, которое характеризует понимание устройства и его
функциональное значение. Условное обозначение применяется в виде
буквенно-цифрового кода.
Для облегчения чтения электрических схем
целесообразно маркировать цепи путем их последовательной нумерации, а так же
указывать адреса контактных устройств.
2.4 Описание чертежа (
лист 3 )
В данном проекте представлен монтаж
исполнительного механизма с регулирующей заслонкой . Приборы монтируются с
помощью болтов, гаек на специальных платформах.
2.5 Описание монтажа и
предмонтажной наладки САР
В данном проекте предусмотрен щитовой монтаж
приборов, для этого в щите вырезаются отверстия по размерам приборов в
соответствии с компоновкой щита. При установке датчиков давления необходимо
предусмотреть прямолинейные участки трубопроводов.
Перед монтажом необходимо ознакомиться с инструкцией
прибора, проверить на целостность и работоспособность, при необходимости
откалибровать и откорректировать нули на приборах.
3. РАСЧЕТНАЯ ЧАСТЬ
3.1 Расчет настроек
пи-регулятора
.1.1 Идентификация
объекта регулирования
Исходные Данные:
K01=0.2, K02=1.6, K03=2.3, T01=3.6c, T02=2.8c, T03=1.1c,  0=1.8c, закон
регулирования ПИ,
0=1.8c, закон
регулирования ПИ,
М=1,28
Рисунок 3 - Структурная схема объекта
регулирования
 =
= =
=
 =
=  =
=
 =
=  =
=
 =
=  =
=
Для того чтобы рассчитать
передаточную функцию объекта регулирования нам необходимо выполнить несколько
операций. Вначале найдем передаточную функцию звеньев и  *
* =
=  *
* =
=

получим звено  с передаточной функцией
с передаточной функцией
Рисунок 4 - Упрощённая модель объекта
регулирования
далее найдем передаточную функцию
звеньев и
 *
* =
=  *
* =
= 
Получим звено  c передаточной функцией
c передаточной функцией
Рисунок 5 - Эквивалентная модель объекта
регулирования
После мы можем найти общую
передаточную функцию объекта регулирования с помощью звеньев и 
 *
* =
=  *
*
Получилось звено  c передаточной функцией
c передаточной функцией

Рисунок 6 - Общая схема объекта регулирования
Подаем единичное ступенчатое
воздействие на звено
n1=[0.2]; d1=[3.6 1];=[1.6]; d2=[2.8
1];=[2.3]; d3=[1.1 1];
[num1,dem1]=pade(1.8,1);
[num2,dem2]=series(n1,d1,n2,d2);
[num3,dem3]=series(num2,dem2,n3,d3);
[num4,dem4]=series(num1,dem1,num3,dem3);(num4,dem4,'p');(num4,dem4);
grid on
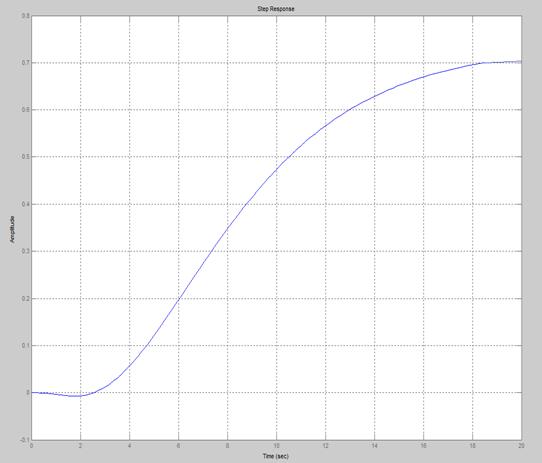
Получили график переходного процесса (рисунок
7):
3.1.3 Идентификация
объекта регулирования и определение его динамических параметров
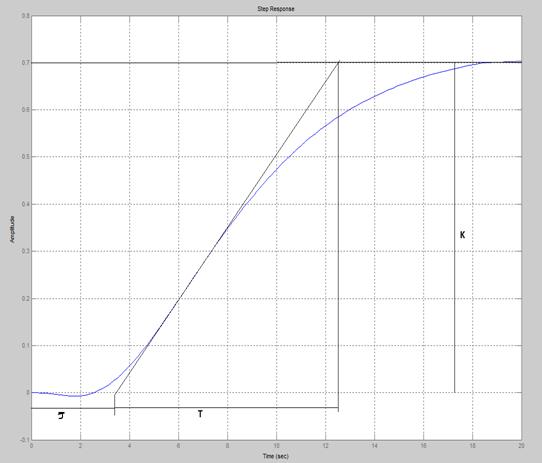
Рисунок 8 - Кривая разгона
Этот график показывает нам как ведет себя
система при единичном ступенчатом воздействии и определяет динамические
характеристики объекта регулирования:
-время запаздывания - 3.2
- 3.2
постоянная времени (T) - 9.4
коэффициент передачи (K) - 0.7
3.1.4
Частотные характеристики объекта регулирования
Наглядно определяем с помощью
графика устойчивость системы:
n1=[0.2]; d1=[3.6 1];=[1.6]; d2=[2.8
1];=[2.3]; d3=[1.1 1];
[num1,dem1]=pade(1.8,1);
[num2,dem2]=series(n1,d1,n2,d2);
[num3,dem3]=series(num2,dem2,n3,d3);
[num4,dem4]=series(num1,dem1,num3,dem3);(num4,dem4,'p');(num4,dem4);
on
Получаем годограф Найквиста (рисунок 9):
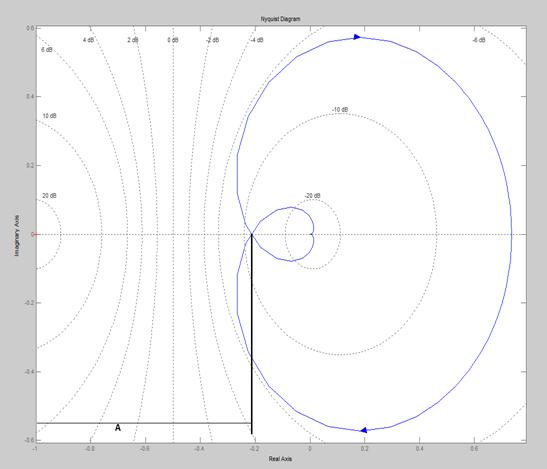
Этот график показывает нам что
система устойчива, потому что не охватывает точку (-1,  ):
):
По этому графику так же определяем запас устойчивости
системы А=0.79
Определяем устойчивость системы по ЛАФЧХ
графически
n1=[0.2]; d1=[3.6 1];=[1.6]; d2=[2.8
1];=[2.3]; d3=[1.1 1];
[num1,dem1]=pade(1.8,1);
[num2,dem2]=series(n1,d1,n2,d2);
[num3,dem3]=series(num2,dem2,n3,d3);
[num4,dem4]=series(num1,dem1,num3,dem3);(num4,dem4,'p');(num4,dem4);
on
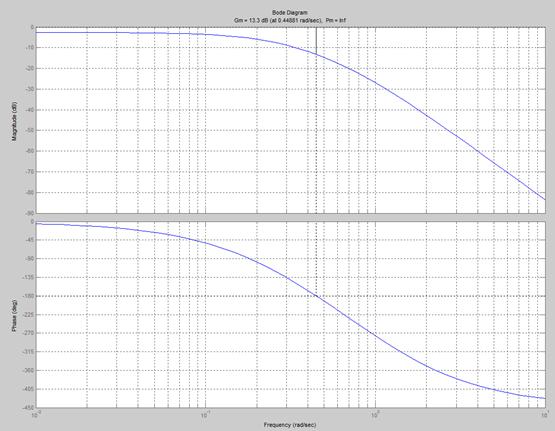
Рисунок 10 - Логарифмическая
амплитудно-фазовая частотная характеристика.
По графику определяем запас устойчивости по фазе
и частоте
Запас устойчивости по модулю = 13.3дцБ.
3.1.5 Выбор закона
регулирования и критерия оптимальности процесса регулирования
Задан ПИ-закон регулирования, необходимо
проверить работоспособность закона на заданном объекте регулирования.
Расчитываем динамический допустимый коэффицент
регулирования:
 (1)
(1)
 =
=  = 0.34
= 0.34
Отношение запаздывания к постоянной времени
меньше единицы, следовательно регулятор непрерывного действия.
Динамический коэффицент определяем по графику
(рисунок 9)
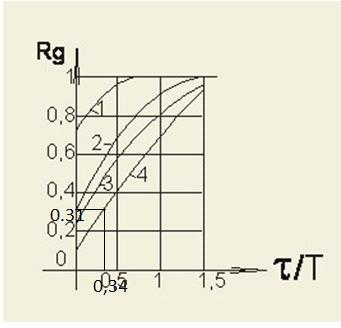
Рисунок 11 - Динамический коэффициент
регулирования на статических объектах

 определяется по данной формуле:
определяется по данной формуле:
 определяется по данной формуле:
определяется по данной формуле:
 (2)
(2)
 вх=1
вх=1
 (3)
(3)

Из полученных результатов расчетов
мы можем увидеть что  , т.е. выбранный нами ПИ-закон
регулирования подходит для рассматриваемой системы
, т.е. выбранный нами ПИ-закон
регулирования подходит для рассматриваемой системы
Передаточная функция ПИ-регулятора:
 (4)
(4)

3.1.6
Расчёт настроек регулятора графоаналитическим методом
Пользуясь подробной методикой
расчета настроек регулятора графоаналитическим методом, по графикам зависимости
оптимальных настроек ПИ-регулятора от динамических свойств объекта
регулирования для процесса с минимальной площадью квадратичного отклонения
регулируемой величины при  находим по рисунку 10
находим по рисунку 10
Рисунок 12 - Зависимость оптимальных настроек
ПИ-регулятора от динамических свойств объектов.

 с
с
Используя формулы для нахождения
оптимальных настроек регулятора, рассчитываем:
 (5)
(5)
 (6)
(6)
Подставим значения в выше
перечисленные :

Сравним данные, полученные
графоаналитическим методом с данными, полученными из формул.
Оптимальная передаточная функция
регулятора:
 (7)
(7)
3.1.7
Моделирования замкнутой системы автоматического регулирования
В задании основной канал
регулирования Xз-X,
следовательно замкнутая система имеет вид:
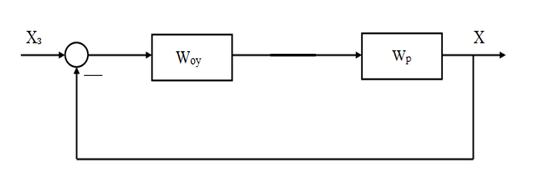
Рисунок 13 - Замкнутая система автоматического
регулирования по каналу задания
Передаточная функция объекта:

Передаточная функция регулятора:

Введем значения в программу Matlab и построим
характеристику:
n1=[- 9.81778]; d1=[11.088 42.44 46.5222
18.3333 2.1111];=[2.77 0.37]; d2=[7.5 0];
9.81778]; d1=[11.088 42.44 46.5222
18.3333 2.1111];=[2.77 0.37]; d2=[7.5 0];
[num1,dem1]=series(n1,d1,n2,d2);
[num2,dem2]=Cloop(num1,dem1,-1);(num2,dem2,'p');(num2,dem2);on;
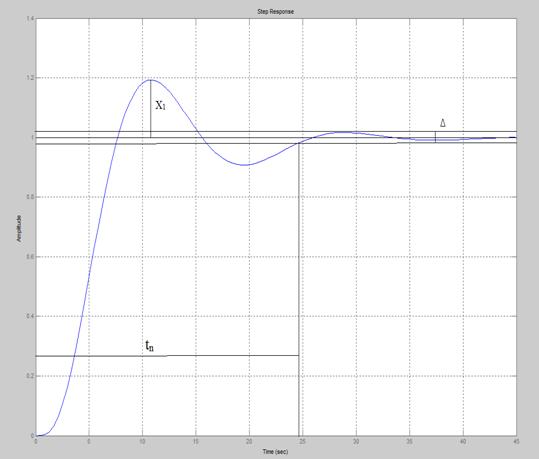
Рисунок 14 - Динамическая характеристика
полученной системы регулирования
3.1.8 Оценка качества
регулирования по прямым показателям качества
Показателями качества регулирования являются:
· Время регулирования;
· Перерегулирование;
· Максимальное динамическое
отклонение;
· Число колебаний регулируемой величины
около линии установившегося значения за время регулирования.
Время регулирования переходного процесса
называют интервал времени от начала регулирования до пересечения зоны ∆ =
5% от X1
∆ = 0.19 * 5% = 0.095
Время регулирования переходного процесса определяем
по графику. tn = 24с
Перерегулированием σ
называют
отношением максимального отклонения регулируемой величины и величины
установившегося значения, выраженное в процентах.
 .
.
Максимальным динамическим
отклонением - называют максимальное отклонение регулируемой величины от
заданного значения в ходе процесса регулирования. Как видно из рисунка 12,
максимальное динамическое отклонение равно 0.19
Число колебаний регулируемой
величины около линии установившегося значения за время регулирования n=2.
3.1.9 Оценка
устойчивости системы по критерию Найквиста
n1=[-9.81778]; d1=[11.088 42.44 46.5222
18.3333 2.1111];=[2.77 0.37]; d2=[7.5 0];
[num1,dem1]=series(n1,d1,n2,d2);
[num2,dem2]=Cloop(num1,dem1,-1);(num2,dem2,'p');(num2,dem2);on;
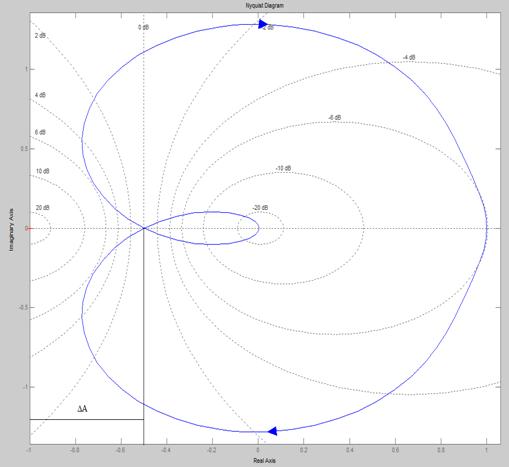
Рисунок 15 - График устойчивости системы по
критерию Найквиста
График показывает, что система устойчива. Запас
устойчивости ∆А =0.5
4. РАСЧЕТ ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ
4.1 Экономическое
обоснование целесообразности автоматизации объекта, сметно-финансовой расчет
стоимости ТСА, расчет амортизационных отчислений
Одним из важнейших элементов повышения
эффективности экономики является автоматизация технологических процессов.
Автоматизация технологических процессов обеспечивает
их интефикацию, снижение расходов сырья, улучшение качества продукции,
поддержание заданных значений технических параметров. Эффективность внедрения
систем и устройств автоматического управления зависит от степени оснащения ими
производств. Автоматизация технологических процессов объекта является одним из
решающих факторов повышения производительности и улучшения условий труда.
Таким образом, мероприятие по внедрению
автоматизации способствует интенсификации производства, даёт существенный
экономический эффект.
Спецификация оборудования, изделий и материалов
- это текстовый проектный документ, определяющий состав оборудования, изделий и
материалов, предназначенный для комплектования, подготовки и внедрения проекта.
Таблица 4 - Спецификация оборудования
|
Наименование
оборудования
|
Единицы
измерения
|
Кол-во
|
|
Арматура
сигнальная АС-220
|
Шт.
|
6
|
|
Ревун
|
Шт.
|
1
|
|
Преобразователь
Метран 350
|
Шт.
|
2
|
|
Прибор
регистрирующий ДИСК250М
|
Шт.
|
9
|
|
Прибор
регулирующий РС29.1.12
|
Шт.
|
3
|
|
Пускатель
ПБР 2 М
|
Шт.
|
4
|
|
Механизм
исполнительный МЭО 250
|
Шт.
|
4
|
|
Заслонка
регулирующая ПРЗ 500
|
Шт.
|
5
|
|
Кнопка
ПКЕ 112
|
Шт.
|
5
|
|
Газоанализатор
ЭХТ Преобразователь Метран 55
|
Шт.
Шт.
|
2
2
|
|
Сигнализатор
давлений СДУ-М
|
Шт.
|
1
|
|
Термопара
ТХК
|
Шт.
|
5
|
|
Блок
ручного управления БРУ 42
|
Шт.
|
1
|
|
Пускатель электромагнитный ПМЕ-211
|
Шт.
|
2
|
Данная таблица отображает приборы, нужные для
обеспечения контроля и автоматизации медеплавильного конвертора. По данным этой
таблицы можно составить сметную стоимость оборудования.
Таблица 5 - Сметная стоимость оборудования
|
Наименование
оборудования
|
Единицы
измерения
|
Кол-во
|
Цена
за единицу (руб.)
|
Общая
стоимость (руб.)
|
|
Арматура
сигнальная АС-220
|
Шт.
|
6
|
58
|
348
|
|
Ревун
|
Шт.
|
1
|
1450
|
1450
|
|
Преобразователь
Метран 350
|
Шт.
|
2
|
24000
|
48000
|
|
Прибор
регистрирующий ДИСК250М
|
Шт.
|
9
|
25000
|
225000
|
|
Прибор
регулирующий РС29.1.12
|
Шт.
|
3
|
25000
|
75000
|
|
Пускатель
ПБР 2.3
|
Шт.
|
4
|
3800
|
15200
|
|
Механизм
исполнительный МЭО 250
|
Шт.
|
4
|
15600
|
62400
|
|
Заслонка
регулирующая ПРЗ 500
|
Шт.
|
5
|
5100
|
25500
|
|
Кнопка
ПКЕ 112
|
Шт.
|
5
|
115
|
575
|
|
Газоанализатор
ЭХТ
|
Шт.
|
2
|
86500
|
173000
|
|
Преобразователь
Метран 55
|
Шт.
|
2
|
8500
|
17000
|
|
Сигнализатор
давлений СДУ-М
|
Шт.
|
1
|
500
|
500
|
|
Термопара
ТХК
|
Шт.
|
5
|
980
|
4900
|
|
Блок
ручного управления БРУ 42
|
Шт.
|
1
|
4800
|
4800
|
|
Пускатель электромагнитный ПМЕ-211
|
Шт.
|
2
|
290
|
580
|
|
Итого
|
654153
|
|
|
|
|
|
|
|
|
Таблица «Сметная стоимость оборудования»
составляется по данным таблицы «Спецификация оборудования». Сметная стоимость
оборудования определяется как сумма всех затрат на приобретение оборудования.
Стоимость всех приборов показывает, какое количество средств, придётся
потратить для обеспечения автоматизации предприятия.
% - транспортировка
% - монтаж
% - хранение
Сметная стоимость =
521718+521718*0.2+521718*0.1+521718*0.05 =
= 704320
Расчёт амортизации оборудования
Средний срок службы оборудования рассчитан на 8
лет.
Норма амортизации = 100% / срок службы
Годовая сумма = Сметная стоимость * норма
амортизации / 100 %
Таблица 6 - Расчет амортизации оборудования
|
Наименование
оборудования
|
Сметная
стоимость, руб
|
Расчет
амортизации
|
|
|
Норма
амортизации, %
|
Годовая
сумма, руб.
|
|
Оборудование
медеплавильного ковертера
|
654153
|
12,5
%
|
81769,125
|
|
Итого
|
|
|
81769,125
|
Данная таблица показывает, какое количество
средств придётся на амортизацию оборудования. То есть какую сумму придётся
тратить на обслуживания оборудования каждый год.
Амортизация - это стоимость основных фондов в
денежной форме, которую можно вторично авансировать в основные производственные
фонды.
Амортизационные отчисления - это денежное
выражение стоимости износа собственных основных фондов.
Амортизация - это стоимость основных фондов в
денежной форме, которую можно вторично авансировать в основные производственные
фонды.
Амортизация включается в себестоимость и
является её частью после реализации работ и услуг она становится частью выручки
поступающей на предприятие и может быть использована на реновацию, т.е. полное
восстановление основных фондов.
Амортизационные отчисления - это денежное
выражение стоимости износа собственных основных фондов.
4.2 Расчет численности
и фонда заработной платы рабочих, смета эксплуатационных затрат, расчет экономической
эффективности
Для расчета заработной платы нам нужно знать
баланс рабочего времени. Баланс рабочего времени - представленная в виде
таблицы система показателей, характеризующих ресурсы рабочего времени
организации (предприятия) и их использование.
Таблица 7 - Годовой баланс рабочего времени
|
Показатели
|
|
|
Для
руководящих должностей
|
Для
слесарей КИПиА
|
|
Календарное
время
|
365
|
365
|
|
Выходные
и праздничные дни
|
116
|
182
|
|
Номинальный
фонд рабочего времени
|
241
|
183
|
|
Неявки
на работу по болезни
|
5
|
3
|
|
Очередной
отпуск
|
36
|
36
|
|
Эффективный
фонд рабочего времени
|
200
|
144
|
Тип производства медеплавильного конвертора -
непрерывный.
Кол-во смен в день - 2 смена.
Далее рассчитаем списочную численность рабочего
персонала. Эти данные понадобятся для расчета заработной платы.
Таблица 8 - Расчет численности рабочих, для
эксплуатации и обслуживания медеплавильного конвертора.
|
Наименование
штатной единицы
|
Слесарь
|
Оператор
|
Монтажник
|
|
Кол-во
смен в cутки
|
1
|
1
|
1
|
|
Тарифный
разряд
|
5
|
3
|
3
|
|
Явочная численность
|
На смену
|
2
|
4
|
2
|
|
На сутки
|
4
|
8
|
4
|
|
Коэффициент
списочного состава
|
2,53
|
2,53
|
2,53
|
|
Списочная
численность
|
10
|
5
|
10
|
|
Положено
отработать списочному составу
|
Смен
|
1440
|
720
|
1440
|
|
Часов
|
17280
|
8640
|
17280
|
|
В
том числе
|
Праздничные
|
1152
|
2304
|
1152
|
|
|
Ночные
|
5760
|
2880
|
5760
|
В таблице указывается количество часов, которые
каждый работник должен отработать. Так же указывается тарифный разряд
работника, в зависимости, от которых начисляется заработная плата.
Коэффициент списочного состава считается по
формуле:
Чс=Фном / Фэф (8)
Списочная счисленность считается по формуле:
Чрс=Чя*Кс (9)
Расчёт годового фонда заработной платы рабочих
показывает, какую сумму средств нужно потратить на уплату заработной платы
рабочих.
Таблица 9 - Расчёт годового фонда заработной
платы рабочих
|
Наименование
штатной единицы
|
Слесарь
|
Оператор
|
Монтажник
|
Итого
|
|
Тарифная
ставка, руб.
|
100
|
80
|
75
|
|
|
З.
пл. по тарифу
|
2419200
|
1105920
|
1814400
|
|
|
Премия
из фонда
|
В
%
|
40
|
35
|
20
|
|
|
Сумма
|
967680
|
387072
|
362880
|
|
|
Доплата,
руб
|
За
ноч. и вечер.
|
230400
|
92160
|
172800
|
|
|
За
праздники
|
115200
|
184320
|
86400
|
|
|
Районная
надбавка, руб
|
362880
|
165888
|
272160
|
|
|
Итого
основная, руб.
|
4095360
|
1935360
|
2708640
|
8739360
|
Тарифная ставка показывает стоимость часа работы
рабочего. В зависимости от тарифного разряда и специальности рабочего она
разная.
Зарплата по тарифу по тарифу рассчитывается как
произведение графы «Тарифная ставка» на графу «Положено отработать списочному
составу», подпункт «Часов». То есть показываем общую сумму заработной платы за
все часы работы рабочего.
Премия из фонда указывается в процентах. И
составляет часть от заработной платы. Премия рабочему может выдаваться, а может
и нет, в зависимости от того как хорошо он отработал положенное время.
Доплата показывает, какую сумму средств нужно
потратить на заработную плату рабочих. Оплата за ночные и вечерние часы
считается как 40% от графы «Тарифная ставка» умноженная на графу таблицы 5
«Положено отработать списочному составу», подпункт «Ночных (час)». Оплата за
праздники считается как 100% от дневного тарифа умноженная на графу таблицы 5
«Положено отработать списочному составу», подпункт «Праздничных (час)».
Районная надбавка на Урале составляет 15%.
Итоговая сумма считается, как сумма графы «З.
пл. по тарифу, руб.» + «За ноч. и вечер.» + «За праздники» + «Района надбавка,
руб.». Показывает общую сумму средств требуемых для оплаты труда рабочих.
Далее рассчитаем годовой фонд заработной платы
специалистов, который показывает, какую сумму средств нужно потратить на уплату
заработной платы специалистов.
Таблица 10 - Расчёт годового фонда заработной
платы специалистов
|
Наименование
штатной единицы
|
Мастер
участка
|
Инженер
технолог
|
Итого
|
|
Число
специалистов
|
1
|
1
|
|
|
Месячный
оклад, руб.
|
20000
|
30000
|
|
|
Годовой
фонд оплаты по тарифу
|
240000
|
360000
|
|
|
Премия,
%
|
50
|
60
|
|
|
Премия,
руб
|
120000
|
216000
|
|
|
Годовой
фонд заработной платы с учетом Кр
|
414000
|
662400
|
|
|
Коэффициент
занятости на участке, цехе
|
0,8
|
0,75
|
|
|
Сумма
заработной платы, руб
|
331200
|
496800
|
828000
|
Годовой фонд оплаты по тарифу показывает сумму
средств для оплаты зарплаты за год, каждому специалисту.
Премия из фонда указывается в процентах. И
составляет часть от заработной платы специалиста.
Годовой фонд заработной платы с учетом Кр
считается как сумма годового фонда оплаты по тарифу и премии, умноженная на
1,15.
Коэффициент занятости на участке, цехе
показывает, как специалист занят на работе.
Сумма заработной платы считается как произведение
графы «Годовой фонд заработной платы с учетом Кр» и «Коэффициент занятости на
участке, цехе».
После всех расчетов можно подсчитать сметную
стоимость затрат производства. Таблица покажет сметную стоимость затрат, то
есть общую стоимость всех средств, которые были потрачены на обеспечения работы
предприятия.
д. з.п = Дот./Дяв. = 36/144 = 0.25
Д.з.п = о.з.п* Кд з.п = 8739360*0.25 = 2184840
Таблица 11 - Сметная стоимость затрат
|
Статья
затрат
|
Сумма,
руб
|
Метод
|
|
Основная
и дополнительная заработная плата обслуживающего персонала
|
11752200
|
Таблица
оплаты труда рабочим и специалистам
|
|
Отчисления
в единый социальный налог
|
352566030
|
30%
от суммы з. пл.
|
|
Амортизация
|
81769,125
|
см.
табл. амортизации
|
|
Запасные
части
|
1308306
|
2%
от суммы амортизации
|
|
Износ
и ремонт МБП
|
327076,5
|
5%
от сметной стоимости оборудования
|
|
Расходы
на текущий ремонт
|
196245,9
|
0%
от суммы амортизации
|
|
Электроэнергия
|
19900
|
2.4
руб. за 1 кВт/ч
|
|
Итого
затрат
|
17211158
|
|
Основная и дополнительная заработная плата
обслуживающего персонала это сумма заработной платы всех рабочих и
специалистов.
Износ и ремонт МБП считается как 5% от сметной
стоимости оборудования, указанной в таблице 4.
Электроэнергия считает по формул:
эл=W*tруб
(10)
Плата считается по формуле:
Плата= W*tруб, (11)
где W- расход электроэнергии на нужды
предприятия, tруб - тариф за кВТ/ч.
5. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ ПРАВИЛА ТЕХНИКИ
БЕЗОПАСНОСТИ
Охраной труда называют систему законодательных
актов, социально - экономических, организационных, технических, гигиенических и
лечебно профилактических мероприятий и средств, обеспечивающих безопасность,
сохранение здоровья, работоспособности человека в процессе труда. Одна из
основных задач охраны труда заключается в обеспечении безопасности труда
человека, т.е. создание таких условий труда, при которых исключается
воздействие на работающий опасных, вредных производственных факторов.
5.1 Техника
безопасности на участке контрольно-измерительных приборов и автоматики
Слесарь КИПиА должен быть обучен специальной
программе и сдать экзамен квалификационной комиссии, иметь не ниже второй
квалификационной группы по эксплуатации электроустановок. перед допуском к
работе каждый поступающий в цех должен быть ознакомлен с начальником цеха или
его заместителем по техники безопасности, с общими правилами ведения работ,
после чего мастер проводит инструктаж поступающего, на рабочем месте.
При этом рабочий должен быть ознакомлен с
особенностями работы на данном рабочем месте, с оборудованием и инструментом.
После инструктажа на рабочем месте рабочий допускается к стажировке и обучению
на рабочем месте под руководством опытного рабочего, о чем издается приказ по
цеху. К самостоятельной работе рабочий должен быть допущен только после
окончания срока стажировки, установленного для данного рабочего места и после
проверки знаний комиссией назначенной распоряжением по цеху. Рабочий обязан
твердо знать опасные моменты своего рабочего места и методы устранения их.
На должность слесаря, занятого на эксплуатации
приборов КИПиА, допускаются лица, прошедшие соответствующее обучение, сдавшие
экзамен и имеющие удостоверение на право выполнения работ по эксплуатации КИП и
Л, а также прошедшие инструктаж на рабочем месте по безопасным методам работы.
Периодическая проверка знаний рабочих правил
техники безопасности и технической эксплуатации должна проводиться ежегодно.
Повтор инструктажа по технике безопасности ежегодно.
Проведение экзаменов по проверке знаний
оформляется протоколом и другой документацией, осуществляется в строгом
соответствии с правилами технической эксплуатацией на производстве.
На самостоятельную работу слесарь занятый на
эксплуатации приборов может быть допущен только после двух недельной работы в
качестве дублера слесаря.
Перед началом работы:
. Проверить исправность средств
индивидуальной защиты, комплектность и исправность инструмента, приспособлений
и приборов. При работе применять их только в исправном состоянии.
. Заступая на смену необходимо
ознакомиться с записями начальника смены за прошедшие сутки.
. Для переноски инструмента к месту
работы использовать специальную сумку.
. Проверить, чтобы освещение рабочего
места было достаточным и свет не слепил глаза. Пользоваться местным освещением
напряжением свыше 36В запрещается.
. Если необходимо пользоваться переносной
лампой в обычных условиях, ее напряжение должно быть не более 36В. При
выполнении газоопасных работ применять переносные светильники во
взрывозащищенном исполнении или аккумуляторные лампы.
. Внимательно осмотреть место работы,
привести его в порядок, убрать все мешающие работе посторонние предметы.
Содержать в чистоте и порядке рабочее место и закрепленное за тобой
оборудование и КИП.
. Перед началом ремонтных работ
непосредственно в производственном цехе, где установлены приборы, согласовывать
с допускающим (зам.начаьника цеха, энергетиком или начальником смены)
разрешение работ в данном цехе.
. Отключение и подключение приборов и
оборудования от питания электротоком первичной сети (от распределительного
пункта, щита и др.) разрешается производить только электромонтером этого цеха.
. Для предупреждения случайного включения
приборов в электросеть потребовать от электромонтера цеха удаления
предохранителя сети электропитания приборов и оборудования, а при капитальном
ремонте отсоединения и изоляции концов проводов, питающих данное оборудование.
На месте , где произведено отключение вывесить предупредительный плакат « НЕ
ВКЛЮЧАТЬ - РАБОТАЮТ ЛЮДИ! »
. Перед началом работы вблизи работающего
агрегата и оборудования (котла) убедись в безопасности и предупреди мастера о
своем местонахождении и содержании работы.
Во время работы:
. Перед установкой или снятием приборов и
оборудования необходимо перекрыть импульсные линии с помощью крана или вентиля.
Открытые концы металлических трубок должны быть заглушены пробкой, а резиновые
- специальными зажимами.
. Перед осмотром, чисткой и ремонтом
приборов, находящихся в эксплуатации, принимать меры, исключающие возможность
попадания под напряжение.
. При выполнении работы нужно быть
внимательным, не отвлекаться на посторонние дела и разговоры, не отвлекать других.
. Работая в бригаде, согласовывать свои
действия с действиями других членов бригады.
. Разборку приборов и оборудования
производить последовательно. Открепляя узел, деталь, следить за тем , чтобы не
упали сопрягаемые узлы и детали.
. При работе и ремонте вставать на
случайные предметы запрещается.
. При ремонте на высоте пользоваться
только исправными лестницами и стремянками.
. После каждого ремонта, ревизии газовго
оборудования, необходимо поверить все соединения на плотность (на утечку газа)
с помощью мыльного раствора.
Применять для этого огонь запрещается.
. Для поверки наличия напряжения
пользоваться исправным вольтметром или специальной контрольной лампой,
оборудованной в соответствии с требованием правил электробезопасности.
. 11роизводить чистку , ремонт приборов и
оборудования под напряжением запрещается.
. Щиты и шкафы КИП закрывать на замок.
. Систематически следить за исправностью
манометров и напоромеров; не допускать случаев их эксплуатации в неисправном
состоянии или с просроченным сроком освидетельствования .
. Производить какие либо работы под
давлением газа, пара , сжатого воздуха и др. (снятия манометров, разъединения
импульсов, набивка сальников и др.) запрещается.
. При продувке газовых импульсных линий
резиновую трубку, соединенную с импульсом, вывести из помещения. Продувка
импульсов с выбросом газа в помещение запрещается.
. 11ри проверке расходомеров необходимо
вначале открыть уравнительный вентиль, а затем закрыть плюсовой и минусовой
вентили, чтобы предотвратить выбивание ртути или порыв мембраны в датчике.
. Производить обход или какие либо работы
в помещении ГРУ только с разрешения мастера газового участка и с участием
выделенного им слесаря. Находиться и работать одному в помещении ГРУ
запрещается.
. В целях выявления и устранения
неисправности, вызывающих утечку газа, производить не реже раза в смену,
поверку на плотность приборов и оборудования производить с помощью мыльного
раствора.
. Ежедневно в первую смену совместно со
слесарем газового участка производить проверку автоматики безопасности на
срабатывание по всем параметрам. Результаты проверки заносить в вахтенный
журнал.
. Один раз в 15 дней согласно графика,
утвержденного главным инженером завода, в присутствии начальника смены или
энергетика цеха производить проверку и настройку автоматики безопасности и
блокировки. Результаты проверки заносить в журнал проверяемого цеха.
. При работе в загазованной среде должны
применяться молотки и кувалды из цветного металла, а рабочая часть инструмента
и приспособлений из черного металла должна обильно смазываться тавотом ,
солидолом или другой смазкой. Применение электродрели и других инструментов,
делающих искрения, запрещается.
. Промывку деталей керосином , бензином
производить на специально оборудованном для этой цели месте с соблюдением
правил пожарной безопасности.
. В течении смены необходимо производить
запись в вахтенном журнале обо всех неполадках и выполненных работах с росписью
дежурного.
. Во время смены выполнять только ту
работу, которая поручена администрацией, и при условии . что безопасные методы
ее выполнения хорошо известны. В сомнительных случаях нужно обращаться к
мастеру за разъяснением.
По окончании работы :
. Произвести уборку рабочего места, убрать
детали , инструмент и материалы на отведенное для этого место.
. В аварийной ситуации ремонтный персонал КИПиА
уходит после окончания смены только после устранения неисправностей, вызвавших
данную ситуацию.
5.2 Мероприятия по
охране труда и окружающей среды на предприятии
Охрана окружающей среды на предприятии характеризуется
комплексом принятых мер, которые направлены на предупреждение отрицательного
воздействия человеческой деятельности предприятия на окружающую природу, что
обеспечивает благоприятные и безопасные условия человеческой жизнедеятельности.
Учитывая стремительное развитие научно-технического прогресса, перед
человечеством встала сложная задача - охрана важнейших составляющих окружающей
среды (земля, вода, воздух), подверженных сильнейшему загрязнению техногенными
отходами и выбросами, что приводит к окислению почвы и воды, разрушению
озонового слоя земли и климатическим изменениям. Промышленная политика всего
мира привела к таким необратимым и существенным изменениям в окружающей среде,
что этот вопрос (охрана окружающей среды на предприятии) стал общемировой
проблемой и принудил государственные аппараты разработать долгосрочную
экологическую политику по созданию внутригосударственного контроля за ПДВ.
Основными условиями для улучшения экологии в
стране являются:
рациональное использование, охрана и трата
запасов природного резерва, обеспечение безопасности экологии и
противорадиационные меры, повышение и формирование экологического мышления у
населения, а также контроль над экологией в промышленности. Охрана окружающей
среды на предприятии определила ряд мероприятий для снижения уровня
загрязнений, вырабатываемого предприятиями:
Выявление, оценка, постоянный контроль и
ограничение выброса вредных элементов в атмосферу, а также создание технологий
и техники, охраняющих и сберегающих природу и ее ресурсы.
Разработка правовых законов, направленных на
охранные меры окружающей среды и материальное стимулирование выполненных
требований и профилактики комплекса природоохранных мероприятий
Профилактика экологической обстановки путем
выделения специально отведенных территорий (зон).
ЗАКЛЮЧЕНИЕ
В данном мне дипломном я поставил перед собой
задачу: автоматизировать медеплавильный конвертер; вычертить принципиальную,
электрическую схему и конструкторский чертеж; рационально выбрать все приборы,
исходя из их принадлежности, цены и качества; схематично установить приборы на
щите.
Все поставленные задачи были выполнены, в ходе
которых я закрепил все знания полученные за все годы обучения, закрепил их, а
так же буду применять их в дальнейшем на практике.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Котов
К.И. Монтаж. Эксплуатация и ремонт автоматических устройств, учебник.- М.:
«Металлургия»,1985.- 263с.
2. Дайн
Я.Ф. Контроль и регулирование технологических процессов в металлургии.- М.:
«Металлургия», 1966 - 114с.
3.
Преображенский В.П. Теплотехнические измерения и приборы.- М: «Энергия», 1978 -
560с.
.
Захаров Г.К., Климовицкий М.Д. Автоматизация методических печей. - М.:
«Металлургия», 1966. - 151с.
.
Каганов В.Ю., Блинов О.М. Автоматизация металлургических печей. - М.: «Металлургия»,
1981. - 196с.
. Волков
О.И., Экономика предприятия, учебник. - М.: Инфа - М, 1997.
. Лукас
В.А. Основы теории автоматического управления. - М.: «Недра», 1977.
. Котов
К.И., Шершевер М.А. Монтаж, эксплотация и ремонт автоматических устройств. М.:
«Металлургия», 1985.
. http://www.owen-ural.ru/
. http://www.metran.ru/
. http://student.zoomru.ru/
. http://promavt66.ru/
. http://www.totural.ru/
. http://www.ukenergomash.ru/